Пристрій для установки на ньому свердлильного обладнання і оброблюваної деталі
Номер патенту: 71093
Опубліковано: 10.07.2012


Формула / Реферат
1. Пристрій для установки на ньому свердлильного обладнання і оброблюваної деталі, що містить опору, робочий стіл для встановлення на ньому оброблюваної деталі, закріплений на опорі, рухому частину для встановлення на ній свердлильного обладнання, виконану з можливістю зворотно-поступального руху вздовж опори, який відрізняється тим, що робочий стіл має робочу поверхню для установки на ній оброблюваної деталі, а рухома частина встановлена з можливістю зворотно-поступального руху в горизонтальному напрямку, і виконана так, що вісь обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині є горизонтальною.
2. Пристрій за п. 1, який відрізняється тим, що опора містить станину і опорну стінку, виконану в вигляді вертикальної пластини і встановлену на станині перпендикулярно до напрямку означеного руху рухомої частини.
3. Пристрій за будь-яким пп. 1 і 2, який відрізняється тим, що опора і робочий стіл виконані з можливістю фіксації стола на опорі таким чином, що робоча поверхня розміщена вертикально, тобто перпендикулярно до осі обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині.
4. Пристрій за будь-яким пп. 1 і 2, який відрізняється тим, що опора і робочий стіл виконані з можливістю фіксації робочого стола на опорі таким чином, що робоча поверхня розміщена горизонтально, тобто паралельно до осі обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині.
5. Пристрій за будь-яким пп. 1 і 2, який відрізняється тим, що основа містить кутову вкладку, виконану в вигляді трикутної призми і закріплену на опорі, при цьому на кутовій вкладці встановлений робочий стіл так, що його робоча поверхня орієнтована під кутом до горизонту, і до осі обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині.
6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що на рухомій частині та на опорі закріплені відповідні елементи принаймні однієї телескопічної напрямної, виконані з можливістю забезпечення зворотно-поступального руху рухомої частини на опорі.
7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що опора виконана з можливістю установки на ній кондуктора для ріжучого інструменту.
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що містить принаймні одне пристосування для лінійного вимірювання, наприклад лінійку, рулетку, вимірювальну рейку з встановленим на ній упором, яке служить для вимірювання відстані від краю оброблюваної деталі до місця свердління.
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що містить принаймні одне пристосування для вимірювання і/або обмеження глибини свердління.
10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що містить пристосування для фіксації на ньому всмоктувального шланга пилососа.
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що робочий стіл і/або опора містять принаймні одне обладнання для фіксації на робочій поверхні оброблюваної деталі, наприклад ексцентрикове, клиновидне, або струбцину.
Текст
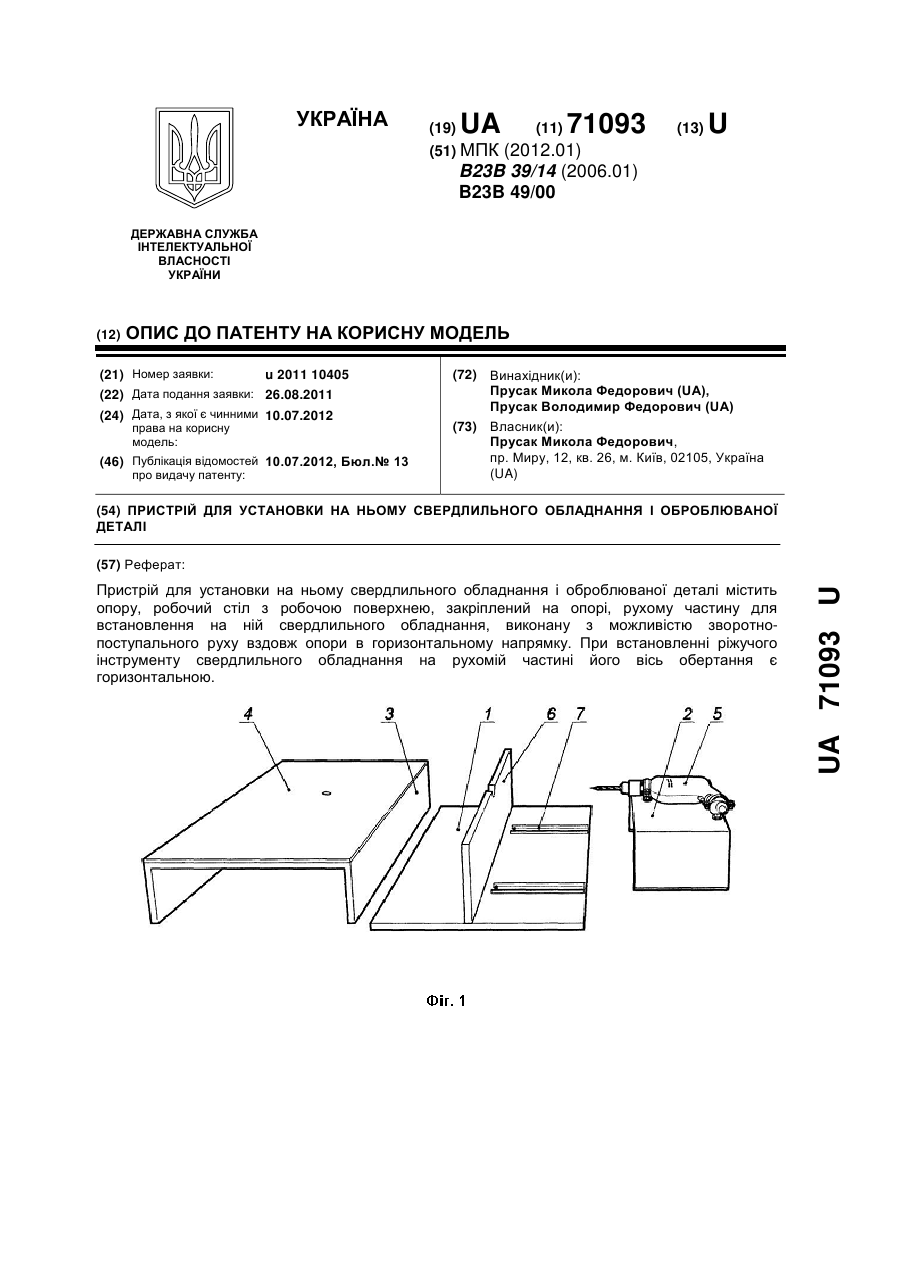
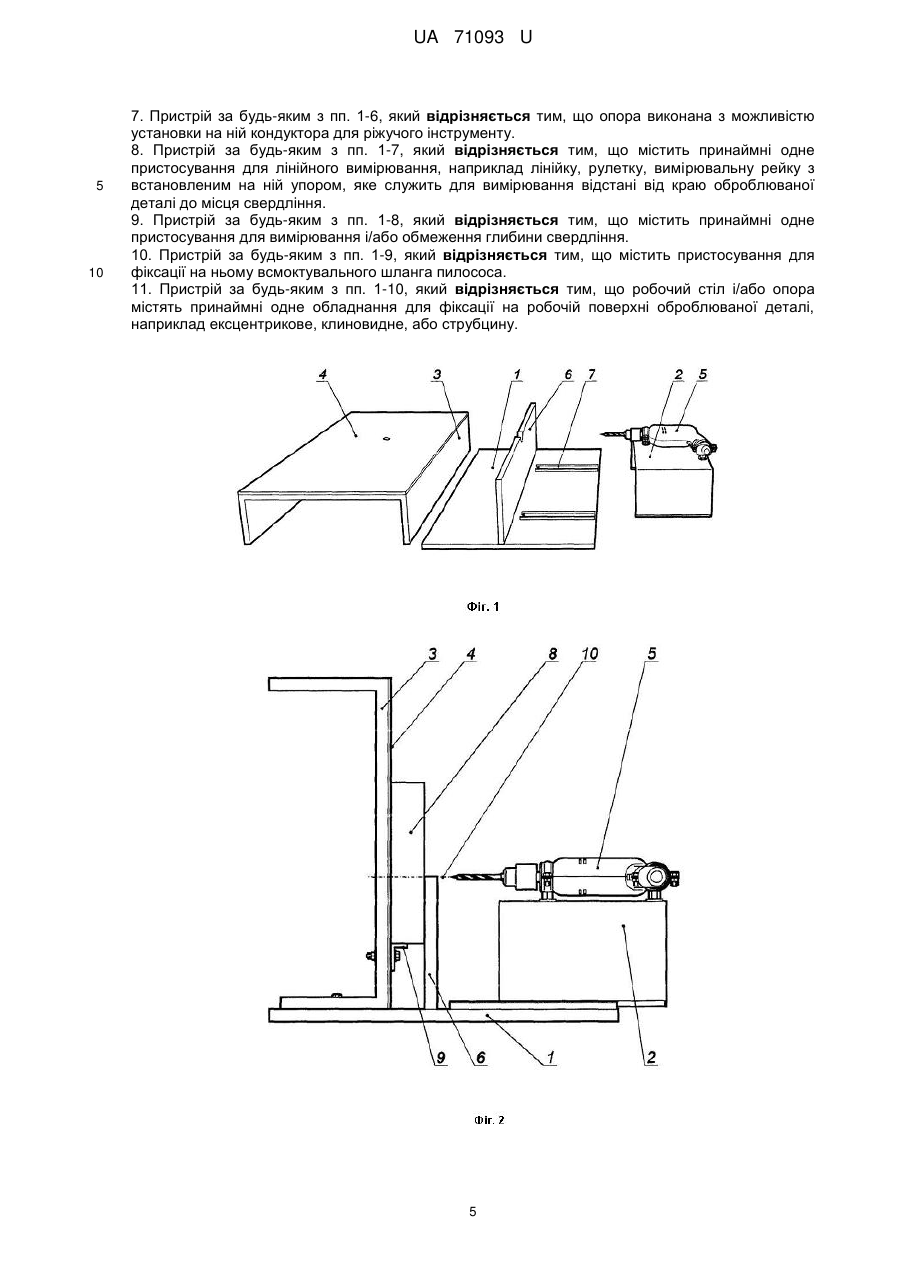
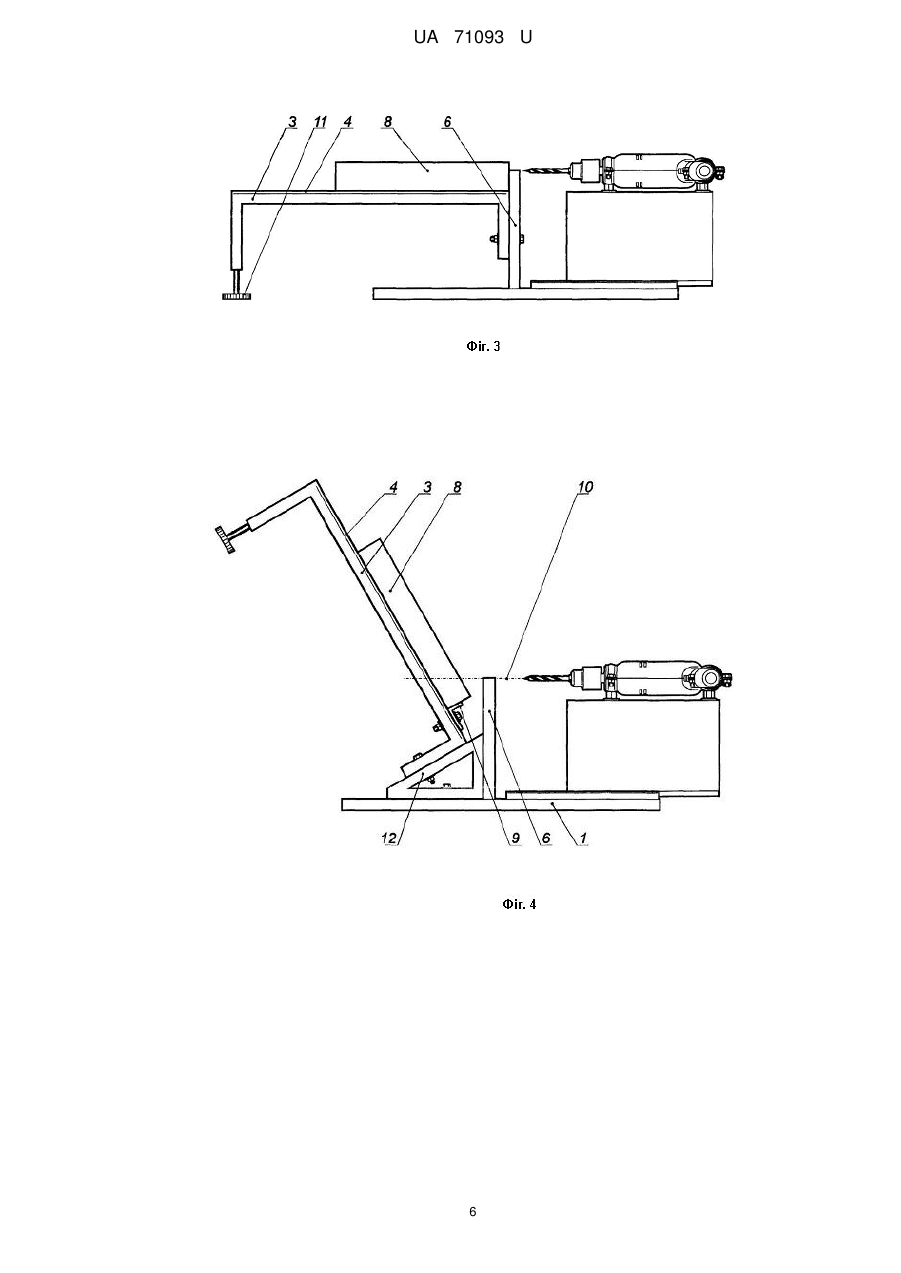
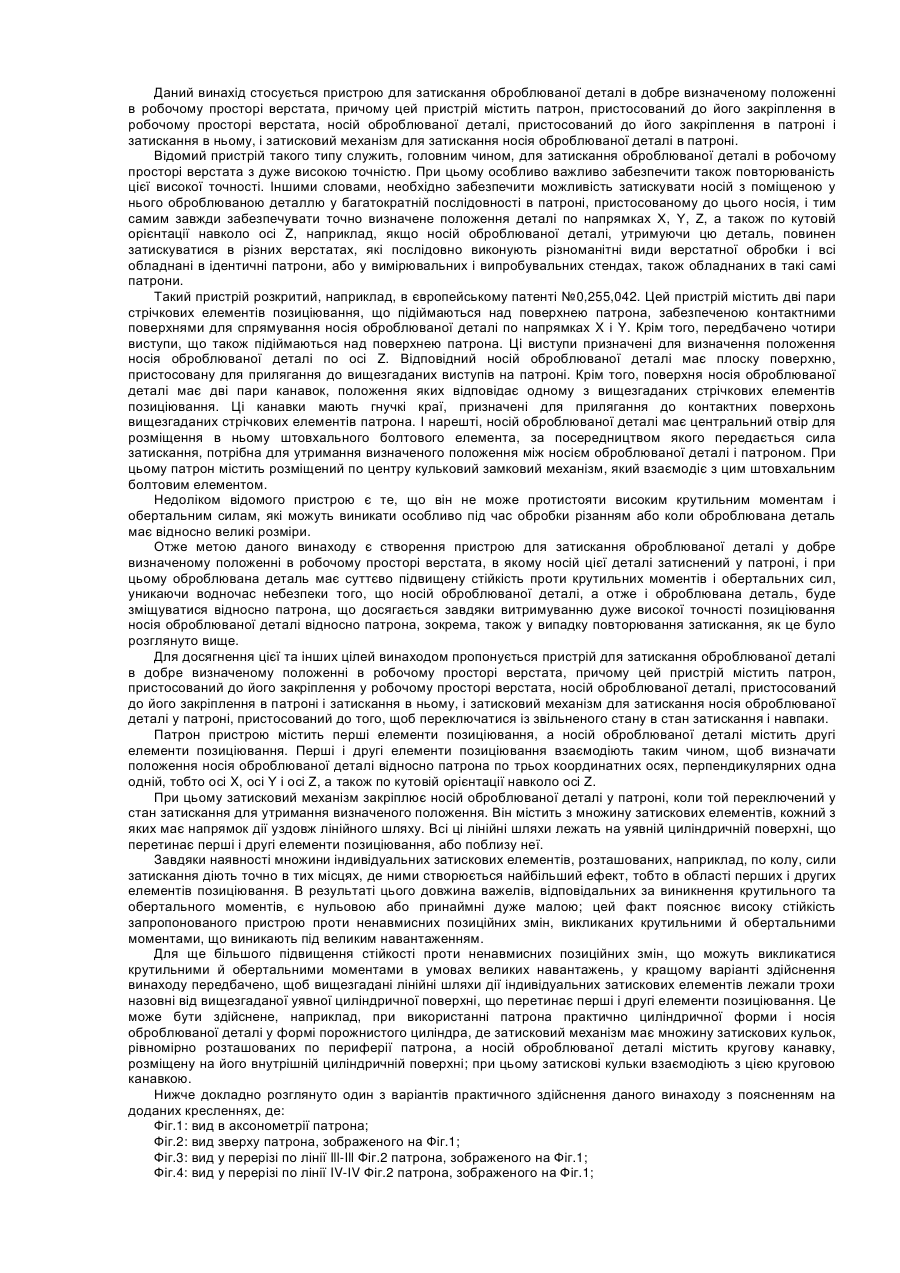
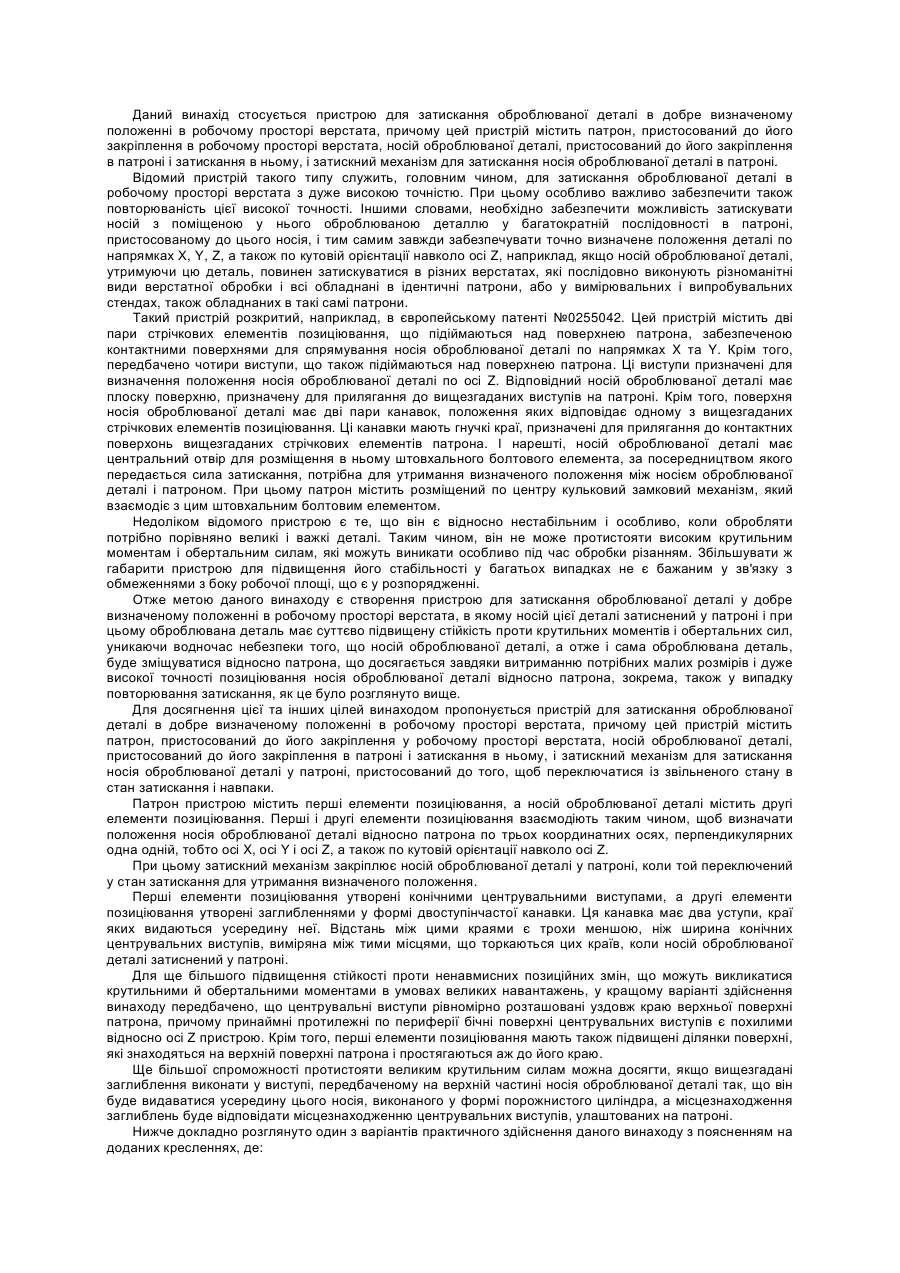
Реферат: UA 71093 U UA 71093 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, зокрема верстатобудування, і може застосовуватись у будівництві, деревообробній промисловості, при виготовленні меблів, для свердління отворів, фрезерування поглиблень в процесі технологічної обробки деталей, в тому числі із листових і профільних матеріалів. Зокрема - листового прокатного металу, листових полімерних матеріалів (ПВХ, полістиролу, поліаміду, полікарбонату, тощо), деревини, ДСП, МДФ, екструдованих і прокатних профілів. Відоме свердлильне устаткування і свердлильні верстати двох типів [див. нижче пп. 2-11, розділ "Використана література"]: 1. Професійні свердлильно-присадні, свердлильно-пазувальні, координатно-свердлильні верстати, обробні центри з ЧПУ. Відзначаються значними розмірами, значною вагою (від 150 кг), особливими умовами експлуатації, високою вартістю. 2. Професійні і побутові вертикально-свердлильні верстати з ручною подачею свердлильного інструменту. Такі верстати в залежності від призначення бувають різноманітними за розмірами, вагою, потужністю, продуктивністю. Загальним недоліком верстатів цього типу є те, що вони не пристосовані для свердління отворів в торець деталей із листових матеріалів. Найближчим аналогом корисної моделі є настільний вертикально-свердлильний верстат з ручною подачею ріжучого інструменту, а саме верстат - найближчий аналог "Корвет-49" [2], виготовлений Шанхай Джое Импорт энд Экспорт Ко., ЛТД, Китай. Верстат найближчий аналог "Корвет-49" містить опору з вертикальною стійкою-колоною, на якій встановлені робочий стіл і рухома частина із встановленим на ній свердлильним обладнанням. Верстат найближчий аналог здатний здійснювати свердлильні операції (свердління, фрезерування, зенкування та ін.) в деталях обмежених розмірів і свердління в пласт в деталях із листових матеріалів. Конструкція і спосіб кріплення робочого столу до вертикальної стійки передбачають, що для свердління в торець оброблюваної деталі із листового матеріалу, її (деталь) необхідно розмістити вертикально. При цьому не передбачена фіксація оброблюваної деталі на робочому столі, а розміри оброблюваної деталі обмежуються відстанню від ріжучого інструменту до поверхні столу, на якому встановлений настільний верстат "Корвет-49". Таким чином верстат має істотні недоліки, які звужують сферу його використання. А саме недоліками верстата найближчого аналога - є неможливість його використання для свердління в торець деталей із листових матеріалів, відсутність засобів вимірювання відстані від краю оброблюваної деталі до місця свердління, вимірювання і/або обмеження глибини свердління, відводу відходів свердління. В основу корисної моделі поставлена задача розробити верстат, призначений для здійснення різноманітних свердлильних операцій (свердління, фрезерування, зенкування та ін., далі свердління) в деталях різних розмірів, різноманітної форми, виготовлених із різних матеріалів, включаючи свердління в пласт і в торець деталей із листових матеріалів. Конструкція корисної моделі передбачає встановлення на ній і використання свердлильного обладнання, в тому числі професійного або побутового свердлильного інструменту - будь-яких моделей електричних дрилів промислового виготовлення. Корисна модель разом із встановленим на ній свердлильним обладнанням утворює закінчений верстат (далі - Верстат), придатний для виконання технологічних операцій в професійній діяльності або в побуті. Технічний результат запропонованого Верстата досягається тим, що рухома частина встановлена з можливістю зворотно-поступального руху в горизонтальному напрямку, і виконана так, що вісь обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині є горизонтальною. Завдяки цьому Верстат забезпечує можливість установки оброблюваної деталі (в тому числі із листового матеріалу для свердління в торець) на горизонтальну робочу поверхню робочого столу. При цьому оброблювана деталь фіксується на робочій поверхні дією сили власної ваги, і розміри оброблюваної деталі нічим не обмежені. Інші суттєві ознаки та переваги Верстата випливають із наведеного нижче опису прикладів конкретної реалізації корисної моделі з посиланнями на креслення, що додаються. На кресленнях зображені: Фіг. 1 - Загальний вигляд прикладу Верстата. Перспективний вид. Фіг. 2 - Загальний вигляд прикладу Верстата з вертикальним розташуванням робочої поверхні. Вид збоку. Фіг. 3 - Загальний виглядприкладу Верстата з горизонтальним розташуванням робочої поверхні. Вид збоку. Фіг. 4 - Загальний вигляд прикладу Верстата з розташуванням робочої поверхні під кутом. Вид збоку. 1 UA 71093 U 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 6 - Приклади додаткових пристосувань. Фрагмент ізометричної проекції. Фіг. 7 - Приклад використання пристосувань для фіксації оброблюваних деталей. Вид збоку. Приклади конкретної реалізації Верстата ніяким чином не обмежують обсяг домагань, викладений у формулі, а тільки пояснюють суть корисної моделі. Фіг. 1 - Загальний вигляд прикладу Верстата. Верстат містить такі основні частини: Тподібну опору, П-подібну рухому частину 2 і П-подібний знімно-переставний робочий стіл 3. Опора служить для установки на ній інших частин Верстату і допоміжних пристосувань, наприклад для визначення координат місця свердління, відводу відходів свердління та ін. В свою чергу опора містить станину 1, вертикальну опорну стінку 6 і відповідні елементи напрямних 7, за допомогою яких здійснюється установка рухомої частини 2 на станині 1 і забезпечується зворотно-поступальний рух рухомої частини вздовж станини. Рухома частина 2 (далі - каретка) служить для установки на ній свердлильного обладнання 5. Знімно-переставний робочий стіл 3 із робочою поверхнею 4 служить для розміщення і фіксації на ньому оброблюваних деталей. Робоча поверхня робочого столу виготовлена із матеріалу, що перешкоджає ковзанню оброблюваних деталей і не залишає подряпин на їх поверхнях. Таким умовам відповідає, наприклад листова гума, чи листовий силікон. Усі інші деталі Верстата виготовляються будьякими методами із будь-яких матеріалів, якщо вони задовольняють умовам необхідної жорсткості, оптимальної ваги, зносостійкості (наприклад алюмінієві сплави, сталь, дерево, ДСП, МДФ, різноманітні пластмаси). Робочий стан Верстата передбачає встановлення на опорі 1 (див. Фіг. 1) знімнопереставного робочого столу 3 і каретки 2 із свердлильним обладнанням 5 за допомогою напрямних 7. Знімно-переставний робочий стіл під час експлуатації Верстата встановлюється користувачем Верстата на опору у трьох варіантах - вертикально, горизонтально і під кутом. Фіг. 2 - Загальний вигляд прикладу Верстата з вертикальним розташуванням робочої поверхні. Вид збоку. Такий варіант установки робочого столу призначений для свердління отворів і заглиблень в пласт деталі із листового матеріалу, а також в інших деталях, розміщення котрих доцільне саме в такому варіанті установки робочого столу 3. Робочий стіл містить кріпильні елементи (наприклад пази в боковій стінці), які дозволяють змінювати відстань від робочої поверхні 4 до опорної стінки 6, але забезпечують жорстку фіксацію робочого столу 3 на станині 1, наприклад, за допомогою гвинтового з'єднання. Для регулювання висоти встановлення оброблюваної деталі 8 на робочий стіл при потребі встановлюється опорна поличка 9. Для цього робочий стіл містить кріпильні елементи (наприклад пази в робочій поверхні 4), які забезпечують фіксацію опорної полички 9 на різних відстанях від осі свердління. Фіг. 3 - Загальний вигляд прикладу Верстата з горизонтальним розташуванням робочої поверхні. Вид збоку. Такий варіант установки робочого столу призначений для свердління отворів і заглиблень в торець деталі із листового матеріалу 8, а також в інших деталях, розміщення котрих доцільне саме в такому варіанті установки робочого столу 3 з робочою поверхнею 4. Робочий стіл жорстко фіксується на опорній стінці 6 за допомогою, наприклад, гвинтового з'єднання. При цьому опорна стінка 6 містить кріпильні елементи (наприклад пази), які дозволяють змінювати висоту встановлення робочого столу. Протилежна стінка робочого столу містить регулювальні гвинти-ніжки 11. Фіг. 4 - Загальний вигляд прикладу Верстата з розташуванням робочої поверхні під кутом. Вид збоку. Такий варіант установки робочого столу призначений для свердління отворів і заглиблень під кутом до основних площин оброблюваної деталі 8. Для забезпечення потрібного кута нахилу робочої поверхні 4 робочого стола відносно осі обертання ріжучого інструменту 10 опора містить калібровану кутову вкладку 12, яка представляє собою покладену на бік призму з прямокутним трикутником в основі. Кутова вкладка встановлена таким чином, що грань одного катета примикає до станини 1, а грань іншого катета - до опорної стінки 6. Робочий стіл 3 своєю боковою стороною фіксується на грані гіпотенузи кутової вкладки 12. Одна кутова вкладка забезпечує два фіксованих кути установки оброблюваної деталі 8 відносно осі свердління 10. Щоб забезпечити необхідну відстань від місця свердління до ребра оброблюваної деталі 8, на робочий стіл 3 при потребі встановлюється опорна поличка 9. Робочий стіл на кутовій вкладці 12 і кутова вкладка на станині 1 жорстко фіксуються, наприклад за допомогою гвинтового з'єднання. Якщо Верстат використовується в промисловому виробництві для виконання лише однотипних операцій, є складовою ланкою складного технологічного процесу і в процесі експлуатації Верстата не передбачається перестановка робочого стола, то можливе виконання робочого стола як незнімної складової частини опори в одному із трьох вищеозначених варіантів. 2 UA 71093 U 5 10 15 20 25 30 35 40 45 50 55 60 Дія Верстата полягає в тому, що каретка, здійснюючи зворотно-поступальний рух вздовж опори, забезпечує заглиблення ріжучого інструменту свердлильного обладнання, встановленого на каретці, в тіло оброблюваної деталі, встановленої на робочій поверхні. При цьому ріжучий інструмент, здійснюючи обертальний рух навколо своєї осі, висвердлює в оброблюваній деталі отвір або заглиблення. Додатково означений Верстат містить пристосування, які вирішують технічні задачі, пов'язані із здійсненням свердлильних процесів забезпечення точності і чистоти отворів, полегшення ручних операцій: вимірювання відстані від краю оброблюваної деталі до місця свердління, вимірювання і/або обмеження глибини свердління, відвід відходів свердління, закріплення оброблюваної деталі на робочій поверхні. Креслення (Фіг. 5 і Фіг. 6) ілюструють приклад використання означених пристосувань і їх роботу. Фіг. 5 - Приклади Додаткових пристосувань. Фрагмент ізометричної проекції. Для підвищення точності і чистоти отворів в окремих випадках доцільне використання кондуктора ріжучого інструменту 13, який встановлюється в процесі експлуатації Верстата на опорну стінку 6, виконану з можливістю такої установки. Під час свердління каретка 2, здійснюючи рух вздовж опори, плавно проводить ріжучий інструмент крізь отвір кондуктора 13, який обмежує биття і перекоси ріжучого інструменту. Для забезпечення необхідної плавності і точності ходу при зворотно-поступальному русі означеної каретки по опорі необхідно застосувати відповідні напрямні - конструктивні вузли, за допомогою яких каретка встановлена на опорі. Для цього кількість напрямних, відстань між осями напрямних і спосіб їх установки повинні бути достатніми для виконання означеної технічної задачі. Осі напрямних паралельні між собою і паралельні до осі обертання ріжучого інструменту. Довжина ходу напрямних визначається необхідною глибиною свердління, умовами зручності зміни і установки свердел і фрез в процесі експлуатації Верстата. Можливе застосування різноманітних типів напрямних, наприклад: а) рейка в комплекті з пазом; б) підшипники кочення в комплекті з плоскою поверхнею, в) стрижень-труба в комплекті з втулкою, що ковзає по стрижневі-трубі; г) телескопічні напрямні з повним висуванням, які використовуються для висувних ящиків в меблевій промисловості [1]. Останній варіант - застосування телескопічних напрямних - є найдоцільнішим, оскільки такі напрямні масово промислово виготовляються, легко монтуються, задовільняють вимоги жорсткості і мінімального перекосу. Телескопічні напрямні встановлені таким чином, що одна частина напрямної (корпус 14 або повзун 15 - див. Фіг. 5) зафіксована на опорі 1 Верстата, а відповідна їй інша частина напрямної (повзун 15 або корпус 14) зафіксована на каретці 2. Для установки каретки на опору достатньо з'єднати корпус і повзун напрямної в єдиний робочий вузол. Для вимірювання віддалі від краю деталі до місця свердління на верхній грані опорної стінки 1 з обох боків від осі свердла 11 в напрямку, перпендикулярному до осі свердла і паралельному до площини встановлення оброблюваної деталі, жорстко зафіксовані вимірювальні засоби 16 (лінійки, полотно рулетки тощо). Для точного регулювання глибини свердління в рухомій каретці 2 паралельно до осі свердла 11 жорстко закріплена різьбова втулка, в котру вкручений регулювальний гвинт 17. Довжина різьбової частини регулювального гвинта 17 повинна бути співрозмірною з довжиною ходу свердлильного інструменту під час свердління. При переміщенні рухомої каретки 2 разом із встановленим на ній свердлильним обладнанням 5, головка регулювального гвинта 17, викрученого до необхідної довжини, впирається в опорну стінку 6, обмежуючи переміщення каретки і глибину свердління. Для визначення розміру глибини свердління на опорі Верстата закріплена лінійка 18 поблизу від гвинта 17. Для відводу відходів свердління - пилу і стружки - на опорній стінці б жорстко закріплене пристосування, наприклад кронштейн-хомут 19, в якому закріплюється щілинна насадка шлангу електричного пилососа 20 таким чином, щоб всмоктувальний отвір насадки був у безпосередній близькості до місця свердління, але не перешкоджав вільному проходу свердла і цангового патрона свердлильного обладнання 5, встановленого на каретці 2. Під час свердління до насадки приєднується шланг 21 пилососа для відводу відходів свердління. Фіг. 6 - Приклади пристосувань для фіксації оброблюваних деталей. Вид збоку, фрагмент. Розміри робочого стола 3 повинні бути співрозмірними з розмірами оброблюваних деталей 8. Конкретне конструктивне виконання Верстата повинне забезпечувати фіксацію оброблюваної деталі 8 на робочій поверхні 4, виконаній з матеріалу, що перешкоджає ковзанню деталі. При необхідності для більш надійної фіксації оброблюваної деталі можна використати затискні струбцини, ексцентрикові або клиновидні затискні пристосування. Корпус струбцини 22 встановлений на опорній стінці 6. Для зручності встановлення оброблюваної деталі 8 на 3 UA 71093 U 5 10 15 20 25 30 робочій поверхні 4 затискний важіль 23 виконаний з можливістю його обертання навколо осі струбцини 24 разом із затискним гвинтом 25. Для використання клиновидних затискних пристроїв в робочому столі і в робочій поверхні виконана мережа отворів 26. Крізь отвір, найближчий до краю оброблюваної деталі 8, оператор пропускає шток 27 з двома торцевими головками. Вбиваючи клин 28 між головкою штока і важелем 29, оператор притискає важелем оброблювану деталь до робочої поверхні 4. За допомогою регулювального гвинта 30 здійснюється налаштування затискного пристрою під різні розміри оброблюваної деталі 8. Джерела інформації: 1. Техника фурнитуры для мебели. Большой каталог Хафеле. 2005, С. 7.16. HAFELE, Германия. 2. "Корвет-49" Вертикально-сверлильный станок Руководство по эксплуатации ООО "ЭНКОР-Инструмент-Воронеж". 3. GF 21-27-35 Свердлильно-присадний станок. Інструкція. Vendita ed Assistenza Tecnica GRIGGIO S.p.A.Italy. 4. Деревообробні верстати загального призначення: Підручник для ВНЗ / Шостак В.В., Савчук Я.І., Григор'єв А.С., Волошинський О.О., Пишник І.М.; За ред. Шостака В.В. - К.: Знання, 2007. 5. Шостак В.В., Кірик М.Д., Григор'єв А.С., Озимок Ю.І. Обладнання деревообробного виробництва: Навчальний посібник. - К.: ІСДО, 1993. 6. Коротков В.И. Деревообрабатывающие станки: Учеб. для сред. ПТУ. - М.: Высш. шк., 1986. 7. Григорьев М.А. Справочник молодого столяра и плотника. - М.: "Лесная промышленность", 1984. 8. Ансеров Ю.М. Машины и оборудование машиностроительных предприятий. Учебник для вузов. - Л.: Политехника, 1991. 9. Серебреницкий П.П. Краткий справочник станочника. - Лениздат 1982. 10. Горбунов Б.И. Обработка металлов резанием, металлорежущий инструмент и станки. Учеб. пособие. - М.: Машиностроение, 1981. 11. Чернов Н.Н. Металлорежущие станки. – М. Машиностроение, 1981. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 50 55 60 1. Пристрій для установки на ньому свердлильного обладнання і оброблюваної деталі, що містить опору, робочий стіл для встановлення на ньому оброблюваної деталі, закріплений на опорі, рухому частину для встановлення на ній свердлильного обладнання, виконану з можливістю зворотно-поступального руху вздовж опори, який відрізняється тим, що робочий стіл має робочу поверхню для установки на ній оброблюваної деталі, а рухома частина встановлена з можливістю зворотно-поступального руху в горизонтальному напрямку, і виконана так, що вісь обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині є горизонтальною. 2. Пристрій за п. 1, який відрізняється тим, що опора містить станину і опорну стінку, виконану в вигляді вертикальної пластини і встановлену на станині перпендикулярно до напрямку означеного руху рухомої частини. 3. Пристрій за будь-яким пп. 1 і 2, який відрізняється тим, що опора і робочий стіл виконані з можливістю фіксації стола на опорі таким чином, що робоча поверхня розміщена вертикально, тобто перпендикулярно до осі обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині. 4. Пристрій за будь-яким пп. 1 і 2, який відрізняється тим, що опора і робочий стіл виконані з можливістю фіксації робочого стола на опорі таким чином, що робоча поверхня розміщена горизонтально, тобто паралельно до осі обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині. 5. Пристрій за будь-яким пп. 1 і 2, який відрізняється тим, що основа містить кутову вкладку, виконану в вигляді трикутної призми і закріплену на опорі, при цьому на кутовій вкладці встановлений робочий стіл так, що його робоча поверхня орієнтована під кутом до горизонту, і до осі обертання ріжучого інструменту свердлильного обладнання при встановленні його на рухомій частині. 6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що на рухомій частині та на опорі закріплені відповідні елементи принаймні однієї телескопічної напрямної, виконані з можливістю забезпечення зворотно-поступального руху рухомої частини на опорі. 4 UA 71093 U 5 10 7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що опора виконана з можливістю установки на ній кондуктора для ріжучого інструменту. 8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що містить принаймні одне пристосування для лінійного вимірювання, наприклад лінійку, рулетку, вимірювальну рейку з встановленим на ній упором, яке служить для вимірювання відстані від краю оброблюваної деталі до місця свердління. 9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що містить принаймні одне пристосування для вимірювання і/або обмеження глибини свердління. 10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що містить пристосування для фіксації на ньому всмоктувального шланга пилососа. 11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що робочий стіл і/або опора містять принаймні одне обладнання для фіксації на робочій поверхні оброблюваної деталі, наприклад ексцентрикове, клиновидне, або струбцину. 5 UA 71093 U 6 UA 71093 U 7 UA 71093 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for installation of drilling equipment and workpiece
Автори англійськоюPrusak Mykola Fedorovych, Prusak Volodymyr Fedorovych
Назва патенту російськоюУстройство для установки сверлильного оборудования и обрабатываемой детали
Автори російськоюПрусак Николай Федорович, Прусак Владимир Федорович
МПК / Мітки
МПК: B23B 49/00, B23B 39/14
Мітки: пристрій, свердлильного, ньому, обладнання, установки, деталі, оброблюваної
Код посилання
<a href="https://ua.patents.su/10-71093-pristrijj-dlya-ustanovki-na-nomu-sverdlilnogo-obladnannya-i-obroblyuvano-detali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для установки на ньому свердлильного обладнання і оброблюваної деталі</a>
Пристрій для затискання оброблюваної деталі
Номер патенту: 66373
Опубліковано: 17.05.2004
Автори: Фріс Карл, Люшер Марсель
МПК: B23B 31/00, B23Q 3/00, B23B 31/02
Мітки: затискання, пристрій, деталі, оброблюваної
Формула / Реферат:
1. Пристрій для затискання оброблюваної деталі у точно визначеному положенні в робочому просторі верстата, де цей пристрій містить патрон, пристосований до того, щоб закріплюватися в робочому просторі верстата, носій оброблюваної деталі, пристосований до того, щоб закріплюватися у згаданому патроні і затискатися у ньому, і затискні засоби для затискання згаданого носія оброблюваної деталі в патроні, які пристосовані до того, щоб перемикатися...
Пристрій для затискання оброблюваної деталі
Номер патенту: 67761
Опубліковано: 15.07.2004
Автори: Фріс Карл, Люшер Марсель
МПК: B23H 7/26, B23B 31/02
Мітки: затискання, пристрій, оброблюваної, деталі
Формула / Реферат:
1. Пристрій для затискання оброблюваної деталі у добре визначеному положенні в робочому просторі верстата, причому цей пристрій містить патрон, пристосований до того, щоб закріплюватися в робочому просторі верстата, носій оброблюваної деталі, пристосований до того, щоб закріплюватися у згаданому патроні і затискатися у ньому, і затискні засоби для затискання згаданого носія оброблюваної деталі в патроні і пристосовані до того, щоб...
Спосіб позиціювання оброблюваної деталі

Номер патенту: 43772
Опубліковано: 25.08.2009
Автори: Коротун Микола Миколайович, Коваль Андрій Іванович
МПК: B23B 39/00
Мітки: оброблюваної, спосіб, деталі, позиціювання
Формула / Реферат:
Спосіб позиціювання оброблюваної деталі, що включає зворотно-поступальне переміщення стола з деталлю по двох координатах X та Y, координування отворів деталі відносно копіра і фіксування стола, який відрізняється тим, що як копір використовують електронний контур деталі, а координування отворів деталі здійснюють за допомогою крокових електродвигунів, які надають зворотно-поступальне переміщення столу за допомогою цифро-аналогових...
Обладнання для установки деталі
Номер патенту: 6137
Опубліковано: 29.12.1994
Автор: Култишев Юрій Іванович
МПК: B23Q 3/00
Мітки: деталі, установки, обладнання
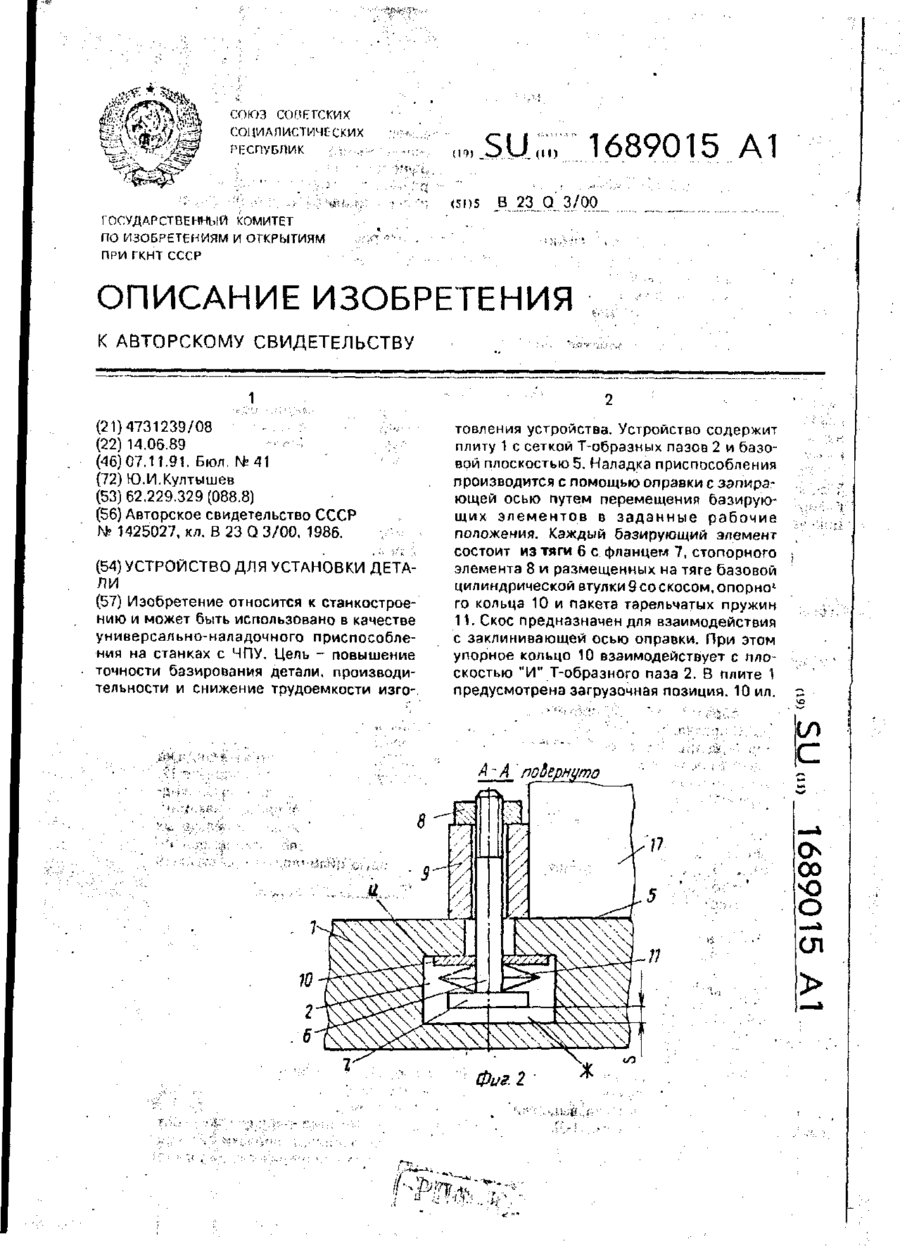
Формула / Реферат:
Устройство для установки детали, содержащее плиту с базовой плоскостью и выполненными в плите пазом, предназначенным для загрузочной позиции, и сеткой Т-образных пазов с установленными в них с возможностью перемещения базирующими элементами, каждый из которых состоит из тяги с фланцем, стопорным элементом и установленными на тяге с возможностью осевого перемещения упорным кольцом и пакетом тарельчатых пружин, расположенным между фланцем...
Шліфувально-полірувальний пристрій з системою моніторингу оброблюваної поверхні
Номер патенту: 59793
Опубліковано: 25.05.2011
Автори: Філатов Олександр Юрієвич, Сирота Ольга Олегівна
МПК: B24D 7/00, B24B 49/00
Мітки: пристрій, шліфувально-полірувальний, моніторингу, системою, оброблюваної, поверхні
Формула / Реферат:
Шліфувально-полірувальний пристрій, який включає шпиндельний та інструментальний вузли, що забезпечують обертання і відносне переміщення інструмента і деталі при їх взаємному притисканні, який відрізняється тим, що в нього додатково введено систему моніторингу оброблюваної поверхні, яка дозволяє контролювати її коефіцієнт відбивання за умов подачі в зону обробки аерозолю технологічної рідини.