Спосіб розташування робочих циліндрів на шліфувальній машині та машина для здійснення способу
Номер патенту: 110808
Опубліковано: 25.02.2016
Автори: Андерссон Томас, Тренті Ерасмо, Андзіні Маттео, Тревісан Клаудіо

Формула / Реферат
1. Спосіб розташування робочих циліндрів, наприклад прокатних станів або каландрів для виробництва паперу, на шліфувальній машині (10), що передбачає виконання щонайменше наступних операцій:
а) розміщення поперечної центральної площини циліндра у відповідності з базовою точкою, розташованою між рухомою передньою головкою (13) затискного пристрою і задньою бабкою (12) машини (10);
б) переміщення і передньої головки (13) і задньої бабки (12) в напрямку циліндра до взаємного контакту для захоплення і/або підтримки самого циліндра,
який відрізняється тим, що зазначену базову точку розташовують рівновіддаленою від передньої головки (13) і задньої бабки (12), причому переміщення згідно з операцією б) є переміщенням зазначеної головки (13) і зазначеної задньої бабки (12) на ту саму величину, в тому самому напрямку, але в протилежні боки, яке здійснюють засобом переміщення, що має черв′ячний гвинт, який приєднано до головки (13) затискного пристрою і задньої бабки (12), причому такий гвинт (16) виконаний у вигляді однієї деталі і має дві різьбові частини (160, 161) з неспівпадаючою гвинтовою різьбою.
2. Спосіб за п. 1, який відрізняється тим, що також має наступні операції:
а1) підготування прокатного циліндра до шліфування;
б) розміщення поперечної центральної площини циліндра у відповідності з базовою точкою, розташованою між рухомою передньою головкою і задньою бабкою машини (10), причому базова точка переважно співпадає з опорним люнетом (20) циліндра;
в) переміщення передньої головки (13) і задньої бабки (12) до контакту з циліндром;
г) розташування щонайменше двох опорних бокових люнетів (21, 22) циліндра на однаковій відстані від базової точки.
3. Шліфувальна машина (10) для робочих циліндрів, наприклад прокатних станів або каландрів для виробництва паперу, яка має базу (11), передню головку (13) затискного пристрою і задню бабку (12), виконані з можливістю приведення в контакт з протилежними кінцями циліндра для його обертання при шліфуванні, яка відрізняється тим, що передня головка (13) і задня бабка (12) виконані з можливістю переміщення відносно бази (11), причому передня головка (13) і задня бабка (12) з'єднані з засобом переміщення для забезпечення їх лінійного переміщення для їх взаємного зближення або віддалення, а сам засіб переміщення має черв′ячний гвинт, який приєднано до головки (13) затискного пристрою і задньої бабки (12), причому такий гвинт (16) виконаний у вигляді однієї деталі і має дві різьбові частини (160, 161) з неспівпадаючою гвинтовою різьбою.
4. Шліфувальна машина за п. 3, яка відрізняється тим, що засіб переміщення виконаний з можливістю забезпечення переміщення передньої головки (13) і задньої бабки (12) в тому самому напрямку, на ту саму величину, але в протилежні боки.
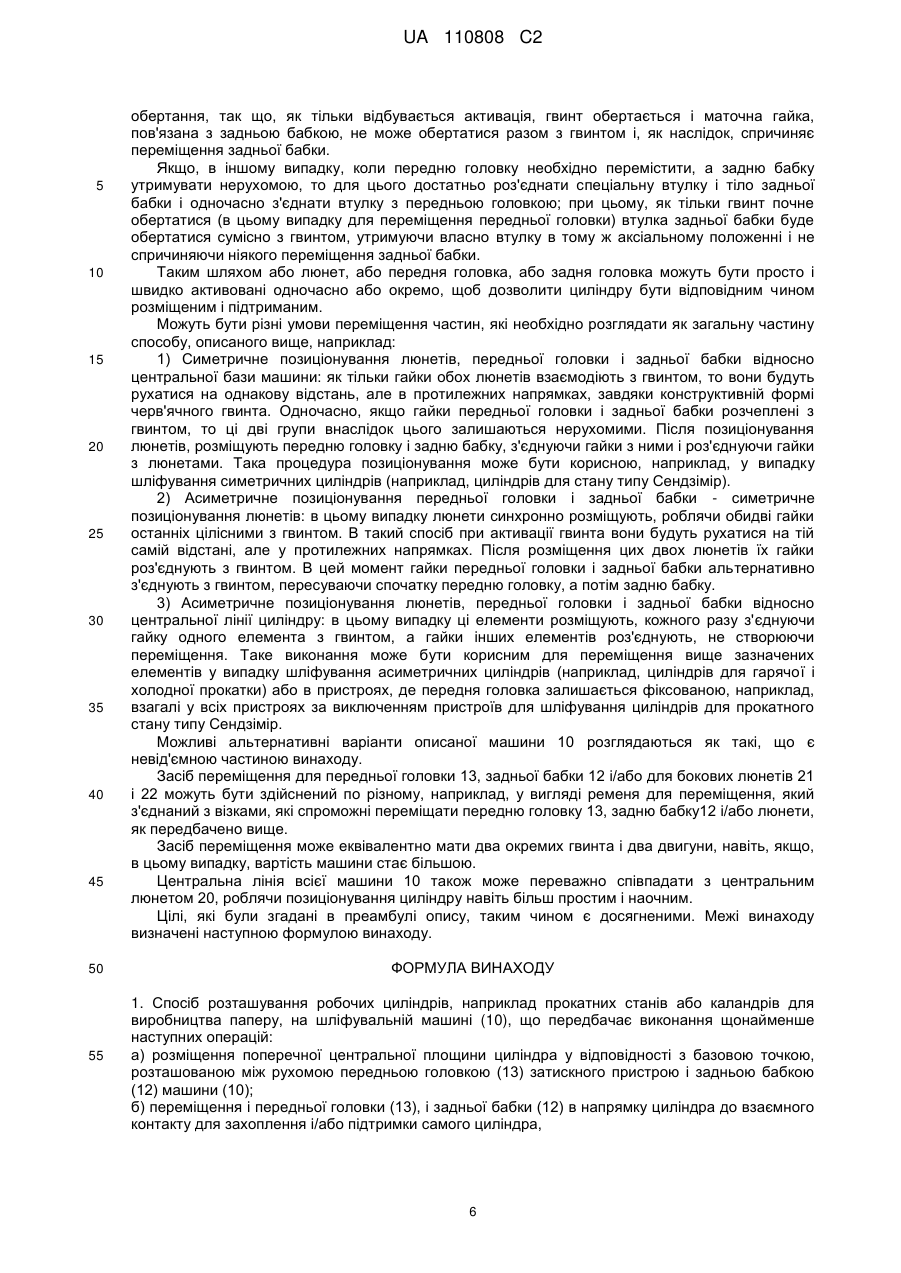
5. Шліфувальна машина за п. 3 або п. 4, яка відрізняється тим, що містить люнет (20) для протидії по центру і щонайменше два бокових люнети (21, 22) для протидії і/або підтримки циліндра, причому центральний люнет (20) однаково віддалений від передньої головки (13) і задньої бабки (12).
6. Шліфувальна машина за п. 5, яка відрізняється тим, що засіб переміщення для пердньої головки (13) і задньої бабки (12) приєднано до бокових люнетів (21, 22) для забезпечення їх зворотно-поступального переміщення в тому самому напрямку, на ту саму величину, але в протилежні боки.
Текст
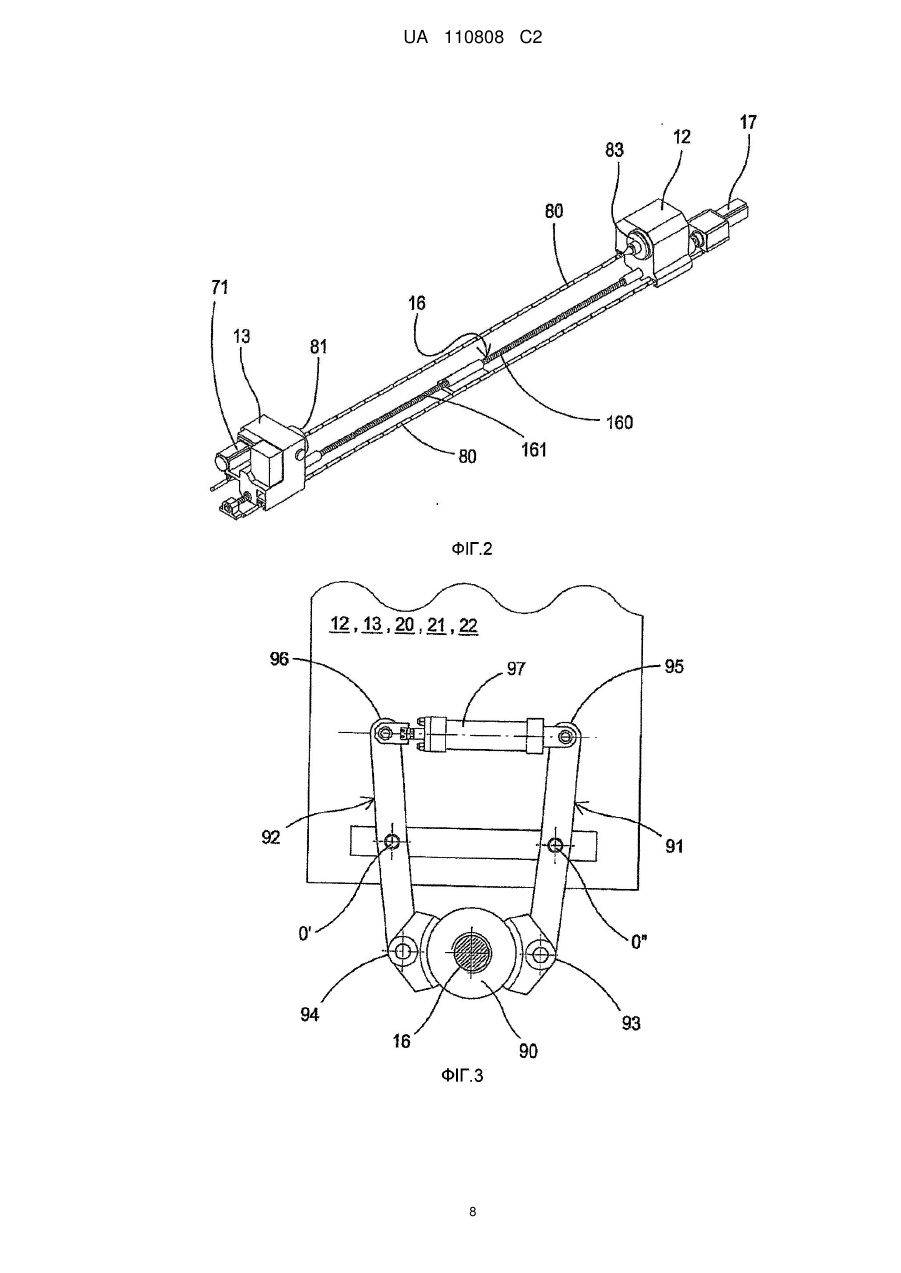
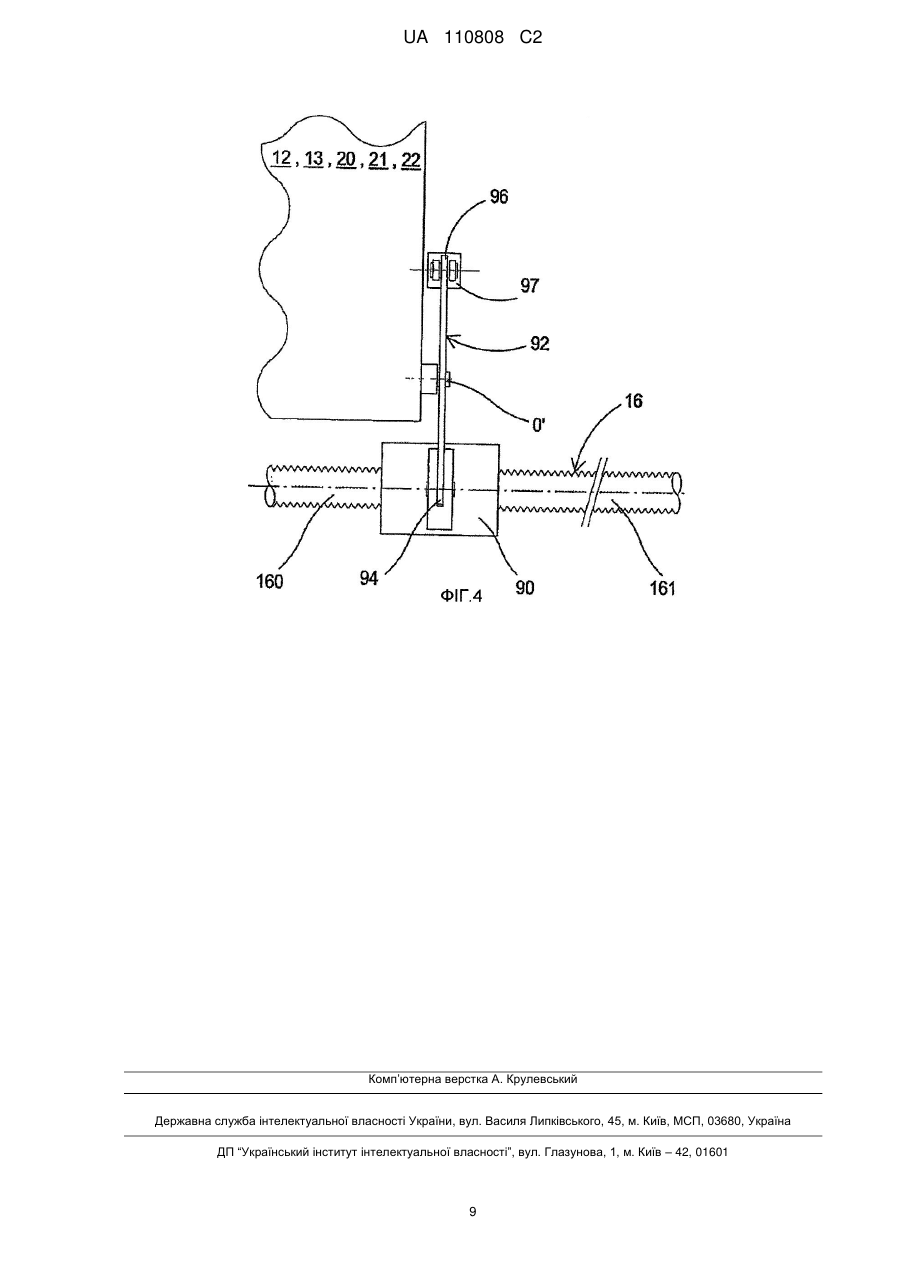
Реферат: Винахід стосується способу розташування робочих циліндрів, наприклад для прокатних станів або циліндрів, які використовують на каландрах для виробництва паперу, на шліфувальній машині (10), який включає щонайменше наступні операції: а - розміщення поперечної центральної площини циліндра у відповідності з базовою точкою, розташованою між рухомими передньою головкою (13) і задньою бабкою (12) машини (10); б - переміщення передньої головки (13) і задньої бабки (12) в напрямку циліндра до обопільного контакту. Додатковим об'єктом винаходу є машина для здійснення цього способу. UA 110808 C2 (12) UA 110808 C2 UA 110808 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу розташування робочих циліндрів на шліфувальній машині та така машина для здійснення способу, причому, слід зауважити, що визначення "робочий циліндр" стосується, наприклад, циліндрів прокатних станів для прокатки металів, циліндрів, які використовують на каландрах для виробництва паперу, в пристроях для видавлювання олії, в якості валів морських двигунів і, взагалі, стосується всіх циліндрів, виготовлених з металевих і неметалевих матеріалів, які застосовують в промисловості. Шліфування циліндрів, описаних вище, і особливо циліндрів прокатних станів і циліндрів для каландрів виробництва паперу, має різні недоліки, які перш за все пов'язані з вагою циліндрів, яка часто є значною. Циліндри, фактично, мають розміри, які варіюють від 40 мм до 2300 мм в діаметрі, від 1000 мм до 12000 мм по довжині, і по вазі від декількох десятків дан до 230-250 т. За функціональним призначенням ці циліндри потребують обробки з точністю і надійністю до декількох тисячних міліметру. Тому шліфувальні машини, які можуть бути застосовані для цих циліндрів, мають особливі характеристики і обробка не повинна виконуватися на малих і традиційних токарних верстатах або подібних машинах, які не спроможні здійснити такі шліфувальні операції. Шліфування циліндрів завжди повинне здійснюватися при попередній операції розташування циліндру на машині, що здійснюють шляхом введення циліндру для шліфування між передньою головкою і задньою бабкою, далі утримуванням його між центрами машини, і, якщо необхідно, стиснення циліндру одним або більше люнетами або упорними пристроями, або покладення власно циліндру безпосередньо на пару опорних люнетів; одне з двох рішень вибирають в залежності від типу циліндру для шліфування і процесу, що повинен бути здійснений. У випадку обробки, наприклад, так званих "тонких" циліндрів або циліндрів, в яких відношення діаметр/довжина є особливо малим (типовим прикладом таких циліндрів є циліндри прокатних станів типу "Сендзімір" або , взагалі, прокатних станів типу "кластер") відомо, що циліндр, який необхідно шліфувати, по-перше, завантажують на шліфувальну машину за допомогою пристрою завантаження (такого як, наприклад, портальний кран, стріловий кран або автоматичний пристрій завантаження), потім циліндр переміщують, поки один з його кінців не буде підпертий центром передньої головки, потім задню бабку переміщують, поки не буде підпертий протилежний кінець циліндру, і, наприкінці, люнети або упорні пристрої переміщують вздовж циліндру, так, щоб розмістити їх коректно відносно частини циліндру для шліфування. Люнети або упорні пристрої звичайно виготовляють як опори, прийнятні для спротиву натиску, який шліфувальний круг здійснює на оброблювану деталь; вони звичайно встановлюються на однакових відстоях вздовж циліндра, щоб рівномірно здійснювати опір силам під час шліфування. Так як передня головка є фіксованою, то всі важливі відстані вимірюють від цієї головки, а задню бабку і люнети або упорні пристрої розміщують відносно неї, переміщуючи їх в осьовому напрямку до або від бази в залежності від довжини циліндра. Виконання таких операцій, що звичайно визначається терміном "настроювання", може бути ручним або автоматичним. В попередньому випадку час настроювання є надзвичайно важливим, так як потрібно виконати ряд різних операцій, які необхідно здійснити з достатньою точністю, щоб забезпечити правильність настроювання. В цьому випадку, зменшення часу настроювання наражається на небезпеку ускладнення і зменшення надійності машини, так як і люнети і задня головка повинні бути обладнані прийнятними пристроями для переміщення і системами відносного контролю. Іншим недоліком відомих систем є те, що під час завантаження циліндр повинен бути переміщений в трьох напрямках, зокрема, вздовж поздовжньої осі, для правильного розміщення циліндру на шліфувальній машині; ці переміщення потребують використання завантажувального пристрою. На ручних машинах, такими пристроями звичайно є портальний або стріловий крани і точність встановлення циліндрів, які переміщують і позиціонують, потребує довгого часу при встановленні, причому, у професійних операторів є ризик того, що при помилковому маневруванні циліндр або машина, або обидва, можуть бути пошкоджені. На автоматичних машинах переміщення циліндрів здійснюють за допомогою трьохвісних завантажувальних систем і, якщо, з одного боку, це зменшує час маневрування і підвищує безпеку, то, з іншого боку, потрібні машини, які здійснюють завантаження вздовж 3-х осей і, як наслідок, є природно складними, дорогими і потребують технічного обслуговування. Позиціонування люнетів і задньої бабки є також громіздким при традиційній технології в тому плані, що вони для правильного розміщення повинні бути переміщені вздовж циліндру, повинен бути виконаний уважно вимір відстані з боку циліндру, пов'язаного з передньою головкою. 1 UA 110808 C2 5 10 15 20 25 30 35 40 45 50 55 Також в цьому випадку, з одного боку, ручна конструкція є економічною, з іншого боку, вона потребує часу і точності від оператора, а автоматичне рішення гарантує операційну швидкість і точність, але потребує механізму переміщення і контролю для задньої бабки і для кожного люнету. У випадку ручної машини ці проблеми є більш серйозним, тому що часто необхідно шліфувати циліндри, які мають різні довжини; тому операції настроювання повинні здійснюватися кожного разу оброблення з відповідними витратами часу. Зокрема, необхідно кожного разу переміщати не тільки задню бабку, але також і люнети, так як відстань від передньої головки (яка слугує як база відліку) повинна бути виміряна кожного разу і тому всі люнети необхідно перемістити вздовж циліндра. Загальною метою даного винаходу є подолання цих і інших відомих недоліків. Цієї мети досягають способом шліфування і шліфувальною машиною, які мають ознаки, визначені в незалежних і в залежних пунктах формули винаходу, і які необхідно розглядати як цілісну частину представленого опису. Спосіб розташування робочих циліндрів передбачає, щонайменше, наступні операції: - розміщення поперечної площини, що проходить поздовжньо осі циліндра, у відповідності з базовою точкою, розташованою між рухомими передньою головкою і задньою бабкою машини; - переміщення і передньої головки, і задньої бабки до контакту з циліндром. Переміщення передньої головки і задньої бабки переважно здійснюють на ту саму величину, по тому самому напрямку і в протилежні боки. В такий спосіб базова система відліку ідентифікується зокрема поперечною площиною, що проходить поздовжньо осі циліндра, а не одним з кінців циліндру, як це має місце у відомих системах. Для цього передня головка і задня головка є інтегрованими в їх поступальному переміщенні відносно рами машини, наприклад, шляхом з'єднання їх обох з тим самим гвинтом, так що обертання останнього спричиняє переміщення обох бабок по одному напрямку з протилежними знаками. При цьому отримані переваги є очевидними: по-перше, немає необхідності в аксіальному переміщенні циліндру на машині для розміщення його на передній головці і тому достатньо використовувати пристрій завантаження тільки з двома осями руху, що є більш простим, менш витратним для ручних і автоматичних машин. Крім того, система з центральною базою, яка збігається з поперечною площиною, що проходить поздовжньо осі циліндра, дає наступні переваги: якщо, наприклад, використовують непарну кількість люнетів (один, три і т.д.), то немає необхідності переставляти люнет або центральний упорний пристрій кожного разу, так як він, переважно, зафіксований на машині в положенні, в якому знаходиться центральна лінія циліндру. Подібні переваги також отримуємо, якщо кількість люнетів є парною (два, чотири і т.д.), так як в цьому випадку також розміщення люнетів повинне бути симетричним відносно центральної лінії циліндру. Ця перевага, що дозволяє збереження часу настроювання є змінною при кожній обробці і особливо є відчутною, коли оброблення наступних циліндрів, які мають різну довжину, повинне бути здійснене на тій самій машині: в цьому останньому випадку для відомих конструкцій буде також необхідно переставляти центральний люнет, якщо він є, кожного разу, а за даним винаходом він завжди залишається в тому самому положенні. Використовуючи систему базування, що розміщена на центральній лінії циліндра, крім того, отримуємо додаткову перевагу: випробування показали, що немає необхідності переміщати люнети, коли розмір циліндрів, які далі необхідно обробляти на тій самій машині, змінюється в межах приблизно 0,5 метрів. Слід зауважити, що в дійсності, якщо варіація поздовжніх розмірів циліндрів залишається в цьому діапазоні, всі люнети (і центральний люнет, якщо передбачений, і бокові люнети) можуть залишатися в тих самих положеннях, таким чином значно зменшуючи час настроювання. Крім того, позиціонування бокових люнетів спрощується, тому що відстані можуть бути виміряні за допомогою центральної системи базування, тобто по центральній лінії циліндра, спрощуючи переміщення, що забезпечує уникнення можливих помилок. Структурні і функціональні характеристики винаходу, а також переваги відносно відомих рішень, будуть більш зрозумілими з наступного опису, який включає посилання на наведені креслення, які показують можливий варіант втілення цього винаходу. На кресленнях: фіг. 1 ілюструє машину згідно даного винаходу, фіг. 2 ілюструє детальний вигляд машини на фіг. 1, фіг. 3 і 4 ілюструють детальні рішення машини на фіг. 1. 2 UA 110808 C2 5 10 15 20 25 30 35 40 45 50 55 По-перше, описуємо спосіб розміщення, мету нашого винаходу, який завжди має наступні операції: (а) розміщення поперечної площини, що проходить поздовжньо осі циліндра, у відповідності з базовою точкою, розташованою між рухомими передньою головкою і задньою бабкою машини; (б) переміщення і передньої головки, і задньої бабки, поки вони не увійдуть в контакт з циліндром і не будуть підтримувати його. Повна версія способу розміщення також передбачає наступні операції: (а) приготування прокатного циліндру до шліфування; (б) розміщення поперечної площини, що проходить поздовжньо осі циліндра, у відповідності з базовою точкою, розташованою між рухомими передньою головкою і задньою бабкою машини, (в) переміщення і передньої головки, і задньої бабки поки вони не увійдуть в контакт з циліндром і не будуть підтримувати його. (г) розташування, щонайменше, двох опорних бокових люнетів або упорних пристроїв циліндру на однакову відстань від центрального упорного люнету. Базова точка, що згадана в операції (б) вище, може співпадати з розміщенням поперечної площини, що проходить поздовжньо осі циліндра, у відповідності з зафіксованим люнетом відносно рами машини і/або відносно бокових люнетів. Очевидно, що даний спосіб має багато варіантів, які можуть бути застосовано, і всі вони є об'єктами винаходу; деякі операції способу можуть бути оберненими (наприклад, операції (в) і (г)) або можуть бути додані інші операції способу, які віднесені до вторинних операцій регулювання машини; або також можливо, що центральний люнет, завдяки особливій формі і геометрії циліндру, не може бути застосований. Щодо операції (б), то базову точку переважно фіксують на машині і вона співпадає з люнетом або упорним пристроєм, зокрема, з центральним люнетом, як буде більш ясно показано нижче при описі машини. Цей люнет очевидно може бути замінений, щоб дозволити шліфування циліндрів, які мають особливу форму і геометрію. І передня головка, і задня бабка, переважно, можуть переміщатися так, що вони завжди є еквідістантними від базової точки, іншими словами, їх переміщення є однаковими і завжди здійснюються по одному напрямку, але в протилежні боки. Щодо бокових люнетів, або їх розміщення по боках центрального люнету, який співпадає з базовою точкою, то вони, переважно, можуть бути переміщені на однакову відстань і по одному напрямку, але в протилежні боки. Може бути один або більше цих бокових люнетів, але завжди в однаковій кількості по обидва боки відносно центрального люнету. В такий спосіб отримують переваги, описані вище, так як базова точка для всієї фази позиціонування є не далі кінця циліндру, але по його центральній лінії, таким чином дозволяючи отримати зазначені вище переваги Машина, що розглядається, представлена на фіг. 1 і 2. Шліфувальна машина 10 має основу 11, на якій рухомо зібрані передня головка 13 і задня бабка 12, які слугують для переміщення і можливо підтримки циліндру 14, який розміщений між ними під час операції шліфування. Зокрема, машина 10 є такою, що оброблюваний циліндр утримується двома центрами 81 і 83, що обертаються і розташовані в передній головці 13 і задній бабці 12. Люнети 20, 21, 22 розміщують в контакті з циліндром і вони забезпечують протидію можливому вигину циліндру під час процесу шліфування. Слід зауважити, що машина 10 може еквівалентно бути різного типу, в якій люнети додатково до існуючої функції, описаної вище, також має функцію підтримки всієї ваги оброблюваного циліндра, а передня головка і задня бабка мають тільки функцію приведення циліндру в обертання, щоб дозволити його шліфування. Передня головка 13 має одне тіло, яке спроможне переміщатися, завдяки присутності, в нижній частині, двох лінійних направляючих 80, з якими вона з'єднана за допомогою прийнятних блоків ковзання. Центр 81, що обертається, може бути поміщений всередину тіла передньої головки 13 яка, в деяких втіленнях, формує опору для циліндра. В задній частині, з іншого боку, може бути розташований двигун 71 з відповідною трансмісією для обертання циліндру. Задня бабка 12 також має тіло, яке спроможне переміщатися, завдяки присутності двох лінійних направляючих 80, які розміщені в нижній частині конструкції, з якими вона з'єднана за допомогою прийнятних блоків ковзання. 3 UA 110808 C2 5 10 15 20 25 30 35 40 45 50 55 60 Рухомий центр 83 може бути розміщений всередині задньої бабки 12, яка, в деяких конструкціях, формує другу опору для циліндру. Крім того, якщо потрібно при особливій конструкції для огляду, задня бабка 12 може мати пристрій в нижній частині, який генерує попереднє навантаження через пружинний пристрій. Це попереднє навантаження діє в аксіальному напрямку і гарантує постійний контакт між циліндром і двома рухомими центрами 81 і 83, одночасно, є бажаним попереднє навантаження, якщо цього потребує процес, як це є, наприклад, у випадку шліфування так званих "тонких" циліндрів. Машина 10 також має шліфувальний круг, який може бути переміщений паралельно осі циліндра (не показаний для більшої чіткості) і у будь-якому випадку є присутнім для даного типу шліфувальної машини. І передня головка 13, і задня бабка 12 можуть переміщатися лінійно вздовж основи 11, так що вони можуть рухатися вперед або назад відносно друг друга для розміщення циліндрів різної довжини. Передня головка 13 і задня бабка 12 з'єднані з засобом переміщення, який дозволяє їх лінійне переміщення, зближення або розходження на однакову довжину, по одному напрямку і в протилежні боки. Засіб переміщення, в цьому прикладі, має гелікоїдний гвинт 16, який введений у зачеплення і з передньою головкою 13 і з задньою бабкою 12, так що при обертанні гвинт 16 активує переміщення, зближення або розходження вздовж одного напрямку, по якому гвинт 16 простягнений; ці засоби переміщення більш детально показані на фіг. 2. Для цього гвинт 16, виготовлений як цілісна деталь, має дві різьбові частини 160 і 161, з якими зачеплені відповідні черв'ячні гайки передньої головки 13 і задньої бабки 12. Щоб дозволити переміщення по одній прямій і на однакову відстань, але у різних напрямках, дві різьбові частинні 60 і 161 гвинта 16 мають протилежні гелікоїдні нарізки, наприклад, проти часової стрілки і по часовій стрілці, які, переважно, мають однаковий крок. Слід зауважити, що два окремих гелікоїдних гвинта з протилежною нарізкою можуть бути застосовані, замість єдиного гвинта 16, або останній може бути не у вигляді цілісної деталі, а розділеним на дві різні секції, з'єднані відповідними засобами. Обертання гвинта активується двигуном 17, наприклад, електричним безщітковим мотором або подібним. Таким чином, шляхом коректного розміщення циліндру, так що його площина поперек поздовжньої центральної лінії відповідає базовій точці машини 10, і, активуючи гвинт 16, передню головку 13 і задню бабку 12 переміщують в напрямку кінців циліндру, відповідно, контактуючи з ним і по можливості підтримуючи його. Слід зауважити, що це рішення також забезпечує самоцентрування циліндру між передньою головкою 13 і задньою бабкою 12, якщо фактично циліндр не правильно розташований вздовж осьового напрямку, так як і передня головка 13, і задня головка 12 переміщуються відносно загального центру відліку в однакову величину, по одній прямій і в протилежних напрямках, їх рух наближення буде дозволяти центрування циліндру. Ця особлива ознака з одного боку забезпечує ручне завантаження циліндру більш простим і більш швидким, а з іншого боку, це значно полегшує проектування механізмів можливої системи автоматичного завантаження. Машина 10 також має упорні або підтримуючі люнети 20, 21, 22. Ці люнети, особливо у випадку шліфування так званих "тонких" циліндрів, повинні бути присутні, щонайменше, як один вузол 20, але взагалі, щонайменше, у кількості трьох вузлів 20, 21 і 22 і звичайно у непарній кількості. Використання люнетів в парній кількості, тобто без центрального люнету, може бути тільки в особливих випадках, коли геометрія циліндру потребує цього. Відповідно, за виключенням цього випадку, набір люнетів завжди має центральний люнет 20, або, взагалі, центральний люнет 20 і два бокових люнети 21 і 22, або чотири бокові люнети і т.д. Циліндр встановлюють по його площині, яка поперечна поздовжній лінії (яка, як у випадку так званого "тонкого" циліндру або циліндрів для стану типу Сендзімір, часто співпадає з площиною симетрії, що проходить крізь центр тяжіння і перпендикулярна твірним лініям циліндру), в положенні, яке відповідає центральному люнету 20. Останній, щонайменше, у випадку згаданому вище, взагалі, зафіксований в положенні відносно машини 10 або його основи, яка призначена для спирання на грунт, і не повинен переміщатися, коли обробляють циліндри, які мають різні довжини, так як в будь-якому випадку точка поздовжньої центральної лінії циліндра є завжди встановленою на зазначеному центральному люнеті 20. 4 UA 110808 C2 5 10 15 20 25 30 35 40 45 50 55 60 В цьому розумінні, також можливо механічно зафіксувати центральний люнет 20 на машині 10. Наприклад за допомогою гвинтів або болтів, або виконати його цілісним з, щонайменше, частиною основи 11 так, що він відповідає центральній і переважно базовій точці для вимірювання і розрахунку інших розмірів. Розглядаючи випадок, наприклад, трьох люнетів, де є бокові люнети 21 і 22, положення яких може бути вручну відрегульоване або, у більш вдосконалених варіантах машини 10, вони можуть бути пов'язані з спеціальним черв'ячним гвинтом або подібним гвинтом 16, який активує передню головку і задню бабку 12 так, що вони переміщаються по однаковому напрямку і на ту саму величину, але з протилежними знаками за допомогою однієї простої активації гвинта, з яким вони з'єднані, в результаті чого зменшуючи або обмежуючи ризик неправильного їх позиціонування; таким чином, фактично, вони не можуть бути розміщені на різних відстанях від центрального люнета 20, але є завжди, переважно, еквідістантними відносно нього. В цьому сенсі, варіант, що передбачає контролювання положення всіх люнетів 20, 21, 22, передньої головки 13 і задньої бабки 12 за допомогою одного командного гвинта і ряду різьбових втулок 90 (одна для переміщення кожного пристрою), показаний на фіг. 3 і 4. Кожна втулка 90 має циліндричну оболонку і зачеплена з черв'ячним гвинтом 16 за допомогою нарізки всередині відповідної втулки. Кожна втулка 90 також може бути з'єднана прийнятним механізмом з вузлом переміщення. В принципі, слід зауважити, що як альтернатива тормозним блокам, описаним нижче, в світлі описаного тут, спеціаліст в цій галузі також може передбачити різні інші рішення; наприклад, замість тормозних блоків блокуючий засіб вузла для переміщення може мати електромагніти, механічні засоби з'єднання, такі як фіксуючі стрижні, клини, рухомі інтерференційні профілі або інші подібні елементи. Для ілюстрації, але не для обмеження винаходу, один з цих засобів з'єднання/роз'єднання описаний нижче. Засіб з'єднання/роз'єднання втулки до частини, яку потрібно позиціонувати, має два важелі 91, 92, які шарнірно встановлені на конструкції частини, яку переміщують (передня головка, задня головка і люнет), і кожен важіль має кінець 93, 94 зчеплення з втулкою 90 і протилежний вільний кінець 95, 96, з'єднаний з активатором 97. Активатор 97 переважно є лінійним активатором, наприклад, газовим, гідравлічним, пневматичним, електричним активатором або подібним (в ілюстрованому втіленні, не обмежуючи винахід, показаний гідравлічний активатор, який має циліндр і поршень, який виходить на різну відстань з циліндра). Активатор 97 з'єднаний, переважно шарніром, з вільними кінцями 95, 96 важелів 91, 92; кожний з кінців 93, 94 зачеплення кожного важеля 91, 92 обладнаний затискним елементом з накладкою для з'єднання з зовнішньою циліндричною поверхнею втулки 90. Два важелі 91 і 92 мають опори вздовж свого тіла в точках O' і O" для забезпечення хитання, так, що, коли два вільні кінці 95, 96 зближуються, то протилежні кінці 93, 94 розходяться і навпаки. Машина 10 переважно має один гвинт 16, а передня головка 13, задня головка 12 і люнети 20, 21, 22 обладнані засобами з'єднання/роз'єднання, кожен з яких має окрему відповідну втулку. Таким чином, вздовж тіла гвинта є декілька втулок, по одній для кожного засобу з'єднання/роз'єднання. Робота може бути зрозумілим з наступного опису: коли активатор одного засобу з'єднання/роз'єднання активують для закриття накладок на відповідній втулці, то відбувається управління переміщенням вищезгаданої частини машини (передня головка, задня головка або люнет) при обертанні гвинта 16 шляхом активації останнього; втулка, яка фактично не обертається, переміщується вздовж гвинта 16, захоплюючи для переміщення елемент, до якого важелі шарнірно встановлений. Таким чином, простою і точною системою можливо переміщати передню головку, задню бабку і люнет для їх правильного встановлення на основі 11, значно зменшивши час настроювання машини 10. Крім того, в такий спосіб і люнети, і передня головка, і задня бабка можуть бути активовані одночасно або окремо однією командою, отриманою при надзвичайно високій експлуатаційній гнучкості машини. З'єднання між маточною гайкою і частиною, що з'єднана з нею і повинна переміщатися, отримують за допомогою системи, яка працює наступним чином: якщо певна частина повинна бути переміщена, наприклад, задня головка, то зазначена блокуюча система з'єднує різьбову втулку 90 (або маточну гайку) до тіла власно задньої бабки і в той же час попереджує його 5 UA 110808 C2 5 10 15 20 25 30 35 40 45 50 55 обертання, так що, як тільки відбувається активація, гвинт обертається і маточна гайка, пов'язана з задньою бабкою, не може обертатися разом з гвинтом і, як наслідок, спричиняє переміщення задньої бабки. Якщо, в іншому випадку, коли передню головку необхідно перемістити, а задню бабку утримувати нерухомою, то для цього достатньо роз'єднати спеціальну втулку і тіло задньої бабки і одночасно з'єднати втулку з передньою головкою; при цьому, як тільки гвинт почне обертатися (в цьому випадку для переміщення передньої головки) втулка задньої бабки буде обертатися сумісно з гвинтом, утримуючи власно втулку в тому ж аксіальному положенні і не спричиняючи ніякого переміщення задньої бабки. Таким шляхом або люнет, або передня головка, або задня головка можуть бути просто і швидко активовані одночасно або окремо, щоб дозволити циліндру бути відповідним чином розміщеним і підтриманим. Можуть бути різні умови переміщення частин, які необхідно розглядати як загальну частину способу, описаного вище, наприклад: 1) Симетричне позиціонування люнетів, передньої головки і задньої бабки відносно центральної бази машини: як тільки гайки обох люнетів взаємодіють з гвинтом, то вони будуть рухатися на однакову відстань, але в протилежних напрямках, завдяки конструктивній формі черв'ячного гвинта. Одночасно, якщо гайки передньої головки і задньої бабки розчеплені з гвинтом, то ці дві групи внаслідок цього залишаються нерухомими. Після позиціонування люнетів, розміщують передню головку і задню бабку, з'єднуючи гайки з ними і роз'єднуючи гайки з люнетами. Така процедура позиціонування може бути корисною, наприклад, у випадку шліфування симетричних циліндрів (наприклад, циліндрів для стану типу Сендзімір). 2) Асиметричне позиціонування передньої головки і задньої бабки - симетричне позиціонування люнетів: в цьому випадку люнети синхронно розміщують, роблячи обидві гайки останніх цілісними з гвинтом. В такий спосіб при активації гвинта вони будуть рухатися на тій самій відстані, але у протилежних напрямках. Після розміщення цих двох люнетів їх гайки роз'єднують з гвинтом. В цей момент гайки передньої головки і задньої бабки альтернативно з'єднують з гвинтом, пересуваючи спочатку передню головку, а потім задню бабку. 3) Асиметричне позиціонування люнетів, передньої головки і задньої бабки відносно центральної лінії циліндру: в цьому випадку ці елементи розміщують, кожного разу з'єднуючи гайку одного елемента з гвинтом, а гайки інших елементів роз'єднують, не створюючи переміщення. Таке виконання може бути корисним для переміщення вище зазначених елементів у випадку шліфування асиметричних циліндрів (наприклад, циліндрів для гарячої і холодної прокатки) або в пристроях, де передня головка залишається фіксованою, наприклад, взагалі у всіх пристроях за виключенням пристроїв для шліфування циліндрів для прокатного стану типу Сендзімір. Можливі альтернативні варіанти описаної машини 10 розглядаються як такі, що є невід'ємною частиною винаходу. Засіб переміщення для передньої головки 13, задньої бабки 12 і/або для бокових люнетів 21 і 22 можуть бути здійснений по різному, наприклад, у вигляді ременя для переміщення, який з'єднаний з візками, які спроможні переміщати передню головку 13, задню бабку12 і/або люнети, як передбачено вище. Засіб переміщення може еквівалентно мати два окремих гвинта і два двигуни, навіть, якщо, в цьому випадку, вартість машини стає більшою. Центральна лінія всієї машини 10 також може переважно співпадати з центральним люнетом 20, роблячи позиціонування циліндру навіть більш простим і наочним. Цілі, які були згадані в преамбулі опису, таким чином є досягненими. Межі винаходу визначені наступною формулою винаходу. ФОРМУЛА ВИНАХОДУ 1. Спосіб розташування робочих циліндрів, наприклад прокатних станів або каландрів для виробництва паперу, на шліфувальній машині (10), що передбачає виконання щонайменше наступних операцій: а) розміщення поперечної центральної площини циліндра у відповідності з базовою точкою, розташованою між рухомою передньою головкою (13) затискного пристрою і задньою бабкою (12) машини (10); б) переміщення і передньої головки (13), і задньої бабки (12) в напрямку циліндра до взаємного контакту для захоплення і/або підтримки самого циліндра, 6 UA 110808 C2 5 10 15 20 25 30 35 який відрізняється тим, що зазначену базову точку розташовують рівновіддаленою від передньої головки (13) і задньої бабки (12), причому переміщення згідно з операцією б) є переміщенням зазначеної головки (13) і зазначеної задньої бабки (12) на ту саму величину, в тому самому напрямку, але в протилежні боки, яке здійснюють засобом переміщення, що має черв'ячний гвинт, який приєднано до головки (13) затискного пристрою і задньої бабки (12), причому такий гвинт (16) виконаний у вигляді однієї деталі і має дві різьбові частини (160, 161) з неспівпадаючою гвинтовою різьбою. 2. Спосіб за п. 1, який відрізняється тим, що також має наступні операції: а1) підготування прокатного циліндра до шліфування; б) розміщення поперечної центральної площини циліндра у відповідності з базовою точкою, розташованою між рухомою передньою головкою і задньою бабкою машини (10), причому базова точка переважно співпадає з опорним люнетом (20) циліндра; в) переміщення передньої головки (13) і задньої бабки (12) до контакту з циліндром; г) розташування щонайменше двох опорних бокових люнетів (21, 22) циліндра на однаковій відстані від базової точки. 3. Шліфувальна машина (10) для робочих циліндрів, наприклад прокатних станів або каландрів для виробництва паперу, яка має базу (11), передню головку (13) затискного пристрою і задню бабку (12), виконані з можливістю приведення в контакт з протилежними кінцями циліндра для його обертання при шліфуванні, яка відрізняється тим, що передня головка (13) і задня бабка (12) виконані з можливістю переміщення відносно бази (11), причому передня головка (13) і задня бабка (12) з'єднані з засобом переміщення для забезпечення їх лінійного переміщення для їх взаємного зближення або віддалення, а сам засіб переміщення має черв'ячний гвинт, який приєднано до головки (13) затискного пристрою і задньої бабки (12), причому такий гвинт (16) виконаний у вигляді однієї деталі і має дві різьбові частини (160, 161) з неспівпадаючою гвинтовою різьбою. 4. Шліфувальна машина за п. 3, яка відрізняється тим, що засіб переміщення виконаний з можливістю забезпечення переміщення передньої головки (13) і задньої бабки (12) в тому самому напрямку, на ту саму величину, але в протилежні боки. 5. Шліфувальна машина за п. 3 або п. 4, яка відрізняється тим, що містить люнет (20) для протидії по центру і щонайменше два бокових люнети (21, 22) для протидії і/або підтримки циліндра, причому центральний люнет (20) однаково віддалений від передньої головки (13) і задньої бабки (12). 6. Шліфувальна машина за п. 5, яка відрізняється тим, що засіб переміщення для пердньої головки (13) і задньої бабки (12) приєднано до бокових люнетів (21, 22) для забезпечення їх зворотно-поступального переміщення в тому самому напрямку, на ту саму величину, але в протилежні боки. 7 UA 110808 C2 8 UA 110808 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the positioning of operative cylinders on a grinding machine and grinding machine which implements this method
Автори англійськоюTrevisan, Claudio, Trenti, Trasmo, Andersson, Thomas, Anzini, Matteo
Автори російськоюТревисан Клаудио, Тренти Эрасмо, Андерссон Томас, Андзини Маттео
МПК / Мітки
МПК: B24B 41/06, B24B 5/04
Мітки: машини, шліфувальний, розташування, циліндрів, машина, способу, здійснення, робочих, спосіб
Код посилання
<a href="https://ua.patents.su/11-110808-sposib-roztashuvannya-robochikh-cilindriv-na-shlifuvalnijj-mashini-ta-mashina-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розташування робочих циліндрів на шліфувальній машині та машина для здійснення способу</a>
Спосіб здійснення прискореної декомпресії робочих циліндрів потужних ковальських гідравлічних пресів
Номер патенту: 98717
Опубліковано: 12.05.2015
Автор: Корчак Олена Сергіївна
МПК: B21J 9/02, B30B 15/00
Мітки: гідравлічних, декомпресії, циліндрів, потужних, робочих, спосіб, прискореної, здійснення, ковальських, пресів
Формула / Реферат:
Спосіб здійснення прискореної декомпресії робочих циліндрів потужних ковальських гідравлічних пресів, який полягає у дроселюванні робочої рідини зливними клапанами, відкриванні наповнювально-зливних клапанів після падіння тиску у робочих циліндрах до припустимого значення та скиданні тиску із робочих циліндрів до рівня тиску у наповнювально-зливному баку через основний трубопровід низького тиску, який відрізняється тим, що зливні клапани...
Спосіб розвантаження робочих циліндрів гідравлічних пресів від тиску
Номер патенту: 20181
Опубліковано: 15.01.2007
Автори: Шинкаренко Олег Михайлович, Корчак Олена Сергіївна
МПК: B21J 9/00
Мітки: тиску, спосіб, циліндрів, робочих, розвантаження, гідравлічних, пресів
Формула / Реферат:
Спосіб розвантаження робочих циліндрів гідравлічних пресів від тиску, що включає дроселювання робочої рідини зливним клапаном, який відрізняється тим, що здійснюють відкриття наповнювально-зливного клапана одразу ж після робочого ходу преса, тобто при високому тиску в робочих циліндрах, а конструктивна характеристика наповнювально-зливного клапана має мінімальне значення 1,0, коефіцієнт якості гідросистеми - не нижче 0,7, час відкриття...
Сільськогосподарська робоча машина, спосіб розподілу потоку маси, що вивантажується із сільськогосподарської збиральної машини, та сільськогосподарська робоча машина для здійснення способу
Номер патенту: 75575
Опубліковано: 15.05.2006
Автори: Кюн Бодо, Хайд'янн Франц
МПК: A01D 33/10
Мітки: маси, потоку, робоча, вивантажується, розподілу, способу, машини, збиральної, здійснення, спосіб, сільськогосподарська, машина, сільськогосподарсько
Формула / Реферат:
1. Сільськогосподарська робоча машина щонайменше з одним робочим органом для обробки збираної маси і приєднаним до цього робочого органа першим транспортуючим збирану масу пристроєм, а також щонайменше ще з одним додатковим транспортуючим збирану масу пристроєм, причому щонайменше два транспортуючих збирану масу пристрої розташовані таким чином, що утворюють між собою прохідний для збираної маси проміжок і забезпечують протилежні один одному...
Спосіб створення стоп запечатаних окремими відтисками листів та листова друкарська машина для здійснення способу
Номер патенту: 72952
Опубліковано: 16.05.2005
Автори: Дюннінгер Брігітте, Штарк Зігфрід Альфонс, Дюннінгер Райнхольд (помер)
МПК: B65H 31/24, B65H 5/26, B41F 11/00
Мітки: листів, друкарська, машина, окремими, листова, спосіб, стоп, способу, відтисками, створення, здійснення, запечатаних
Формула / Реферат:
1. Спосіб створення стоп запечатаних окремими відтисками листів, зокрема, стоп листів цінних паперів, наприклад банкнот, з стоп незапечатаних листів, причому незапечатані листи надходять почергово на друкарську машину, де їх запечатують окремими відтисками, який відрізняється тим, що включає наступні етапи:- послідовно і навперемінно подають незапечатані листи і прокладні листи на друкарську машину за допомогою листопередавальних...
Спосіб визначення коливань тиску у зливному трубопроводі при розвантаженні робочих циліндрів гідравлічних пресів від тиску
Номер патенту: 27615
Опубліковано: 12.11.2007
Автор: Корчак Олена Сергіївна
МПК: B21J 9/00
Мітки: зливному, спосіб, коливань, трубопроводі, тиску, визначення, циліндрів, розвантаженні, пресів, гідравлічних, робочих
Формула / Реферат:
Спосіб визначення коливань тиску у зливному трубопроводі при розвантаженні робочих циліндрів гідравлічних пресів від тиску, що включає визначення коливань двомасової системи по переміщенню пружного елемента в процесі його динамічного навантаження, при цьому коливання здійснюються з опором переміщенню, пропорційним швидкості пружного елемента, який відрізняється тим, що визначають переміщення
Наступний патент: Суспензійний апарат
Випадковий патент: Засіб з амізоном для лікування захворювань пародонта та слизової оболонки порожнини рота у вигляді полімерної плівки