Контрольне робоче місце, пристрій і спосіб обробки зовнішньої поверхні з таким контрольним робочим місцем, застосування такого контрольного робочого місця
Формула / Реферат
1. Контрольне робоче місце (100) для пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, причому контрольне робоче місце (100) містить джерело напруги, пов'язаний з джерелом напруги електрод (110) і блок (130) обробки результатів, при цьому блок (130) обробки результатів виконаний з можливістю визначення змін напруги між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), яке відрізняється тим, що контрольне робоче місце (100) містить засоби для регулювання відстані між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), і контрольне робоче місце (100) виконано з можливістю визначення змін напруги між електродом і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), без необхідності безпосереднього зіткнення електрода з відповідним виробом, що знаходиться на контрольному робочому місці.
2. Контрольне робоче місце (100) за п. 1, яке відрізняється тим, що як діелектрик між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), використовується повітря.
3. Контрольне робоче місце (100) за будь-яким з пп. 1 або 2, яке відрізняється тим, що джерело напруги виконане у вигляді джерела (120) постійної напруги.
4. Контрольне робоче місце (100) за будь-яким з пп. 1-3, яке відрізняється тим, що електрод (110) виконаний у вигляді гребінчастого електрода з множиною вершин (111) гребінки.
5. Контрольне робоче місце (100) за п. 4, яке відрізняється тим, що відстань між двома сусідніми вершинами (111) гребінки становить менше 1 мм.
6. Пристрій для обробки зовнішньої поверхні виробів (200) з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, що містить множину обробних робочих місць і транспортуючий пристрій з утримуючими пристосуваннями для захоплення оброблюваних виробів, при цьому транспортуючий пристрій виконаний з можливістю тактового переміщення захоплених відповідним утримуючим пристосуванням виробів від одного обробного робочого місця до наступного, який відрізняється тим, що одне з обробних робочих місць виконано у вигляді контрольного робочого місця (100) за будь-яким з пп. 1-5.
7. Пристрій за п. 6, який відрізняється тим, що утримуюче пристосування виконано таким чином, що відповідний виріб (200), що утримується утримуючим пристосуванням, є заземленим при його знаходженні на контрольному робочому місці (100).
8. Застосування контрольного робочого місця (100) за будь-яким з пп. 1-5 в пристрої для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою.
9. Спосіб обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, що включає етапи, на яких: тимчасово розміщують оброблювані вироби на утримуючих пристосуваннях транспортуючого пристрою, потактово переміщують утримувані відповідним утримуючим пристосуванням вироби від одного обробного робочого місця до наступного за допомогою транспортуючого пристрою, створюють напругу між електродом (110) і відповідним виробом (200), що знаходиться на обробному робочому місці, виконаному як контрольне робоче місце (100), визначають зміни напруги між електродом (110) і відповідним виробом (200), що знаходиться на обробному робочому місці, виконаному як контрольне робоче місце (100), який відрізняється тим, що регулюють відстань між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), визначають зміни напруги між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), без необхідності дотику електрода (110) до відповідного виробу (200), що знаходиться на контрольному робочому місці (100).
10. Спосіб за п. 9, який відрізняється тим, що як діелектрик між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), застосовують повітря.
11. Спосіб за будь-яким з пп. 9-10, який відрізняється тим, що вироблена напруга є постійною напругою.
Текст
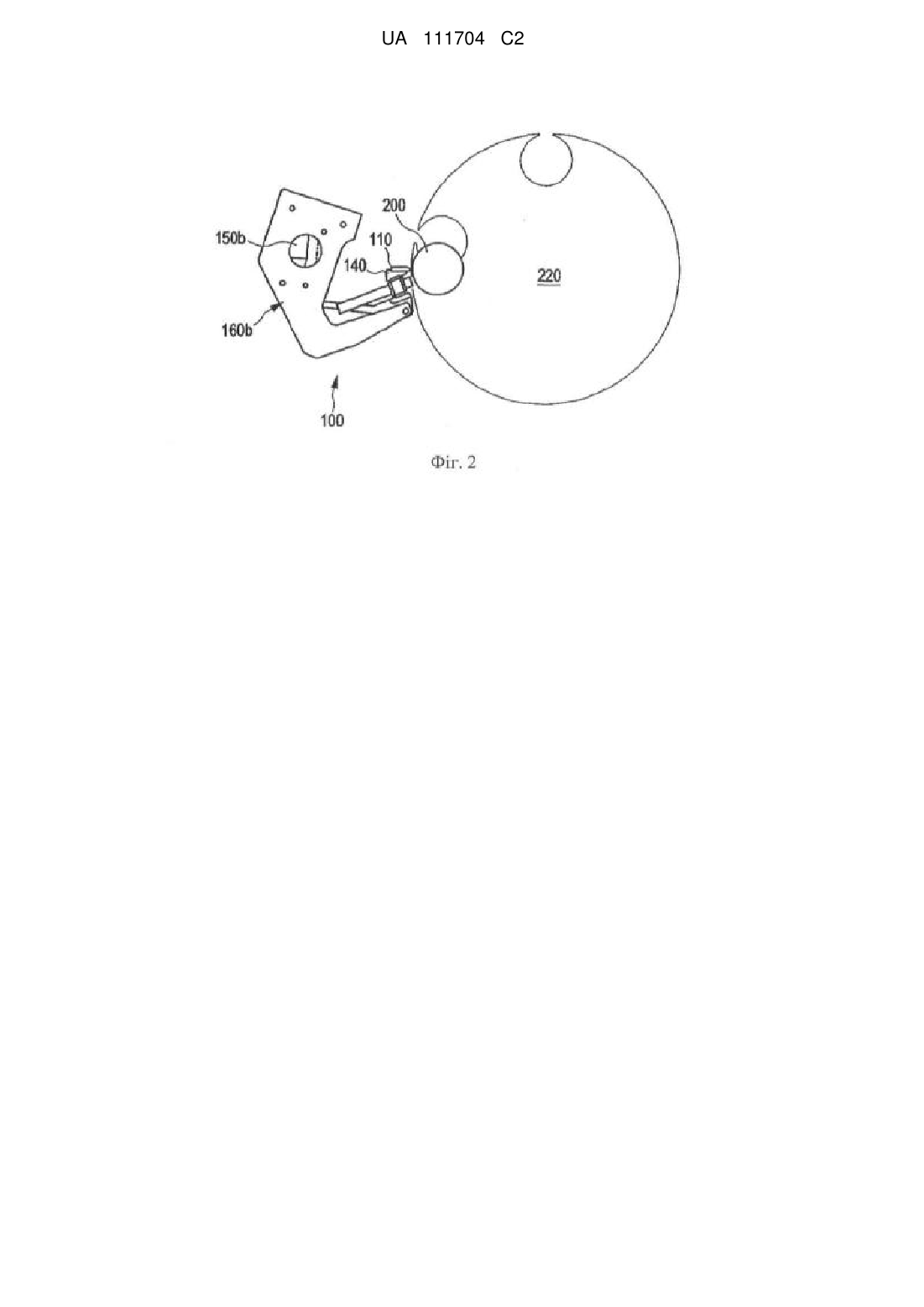
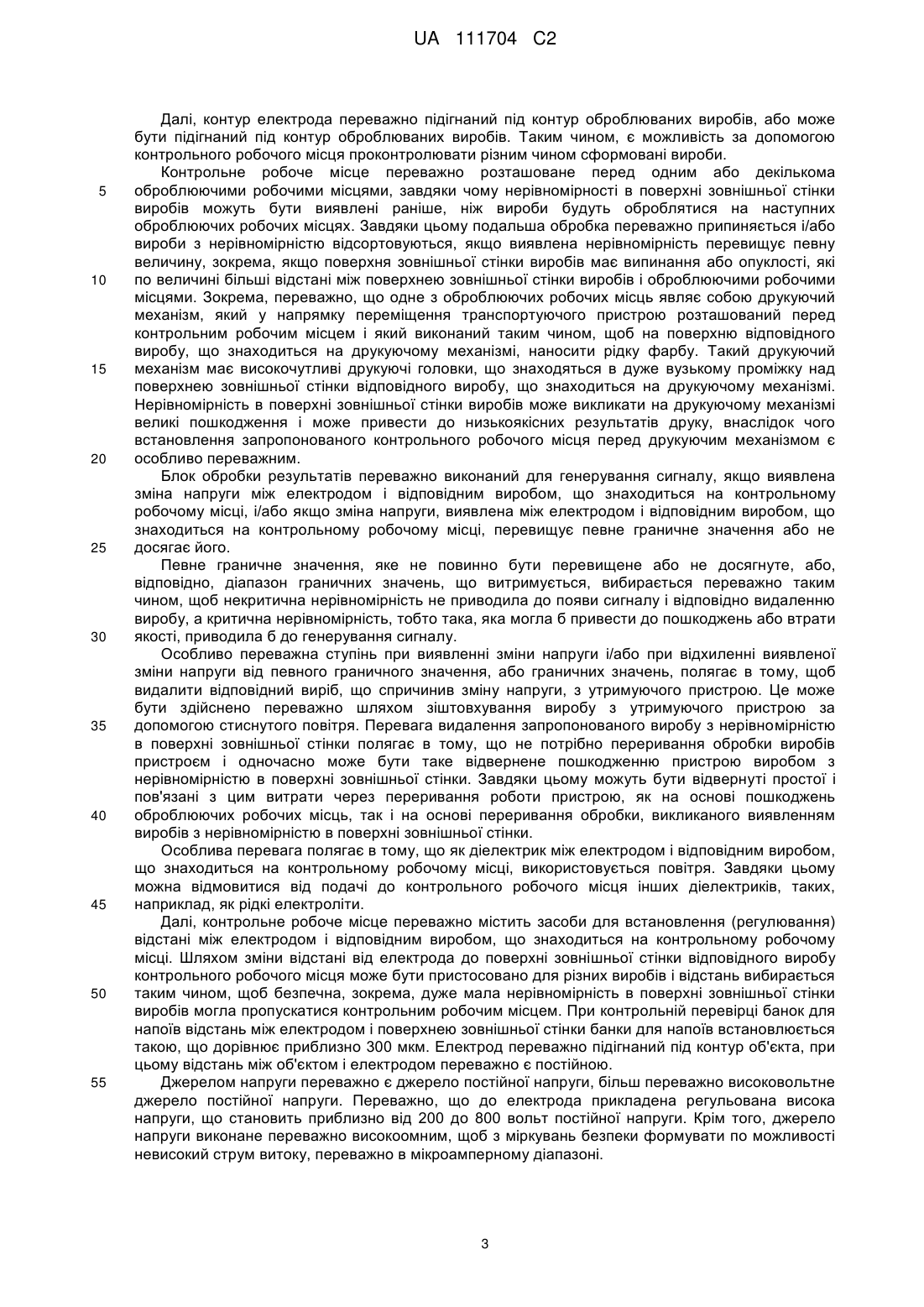
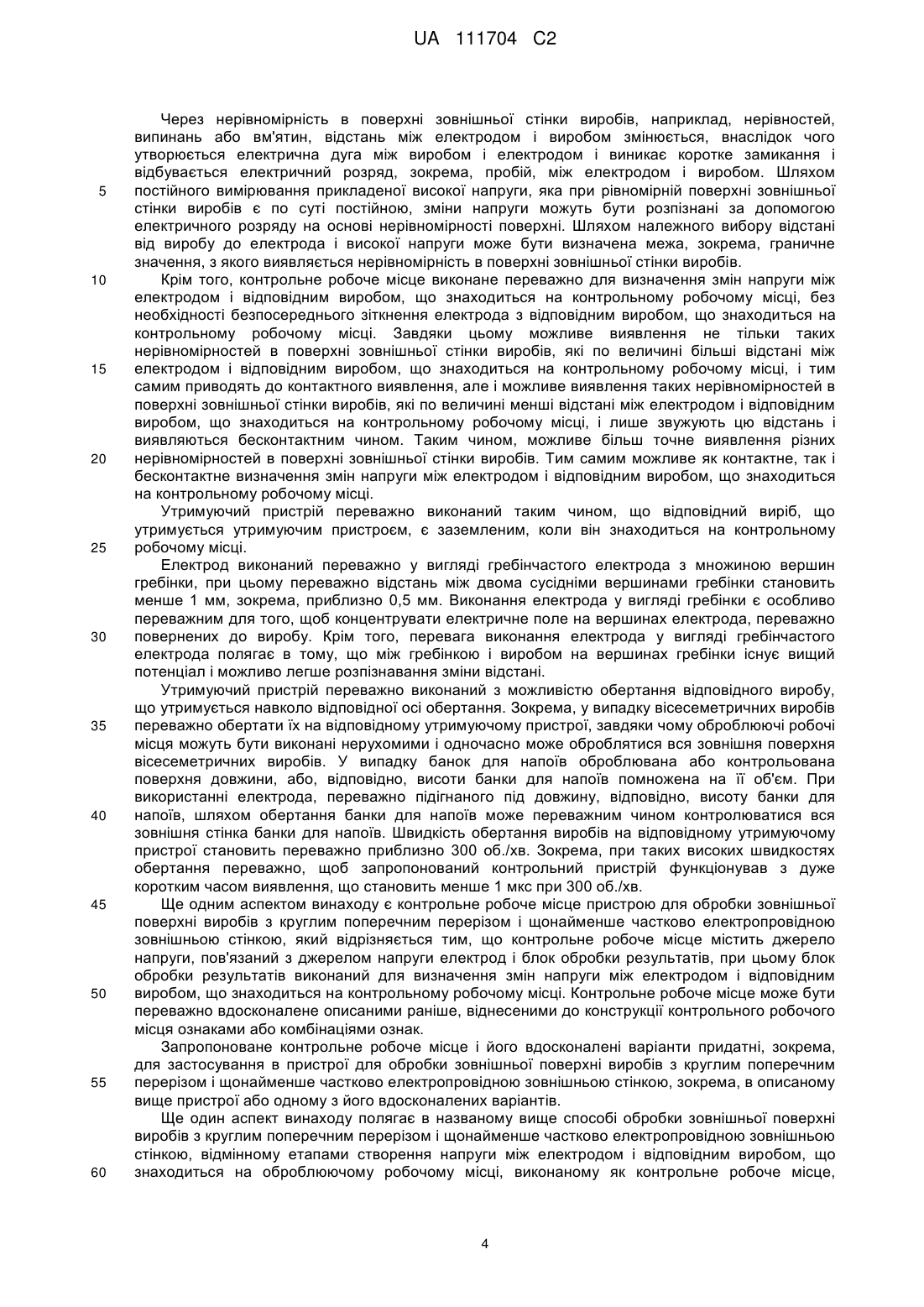
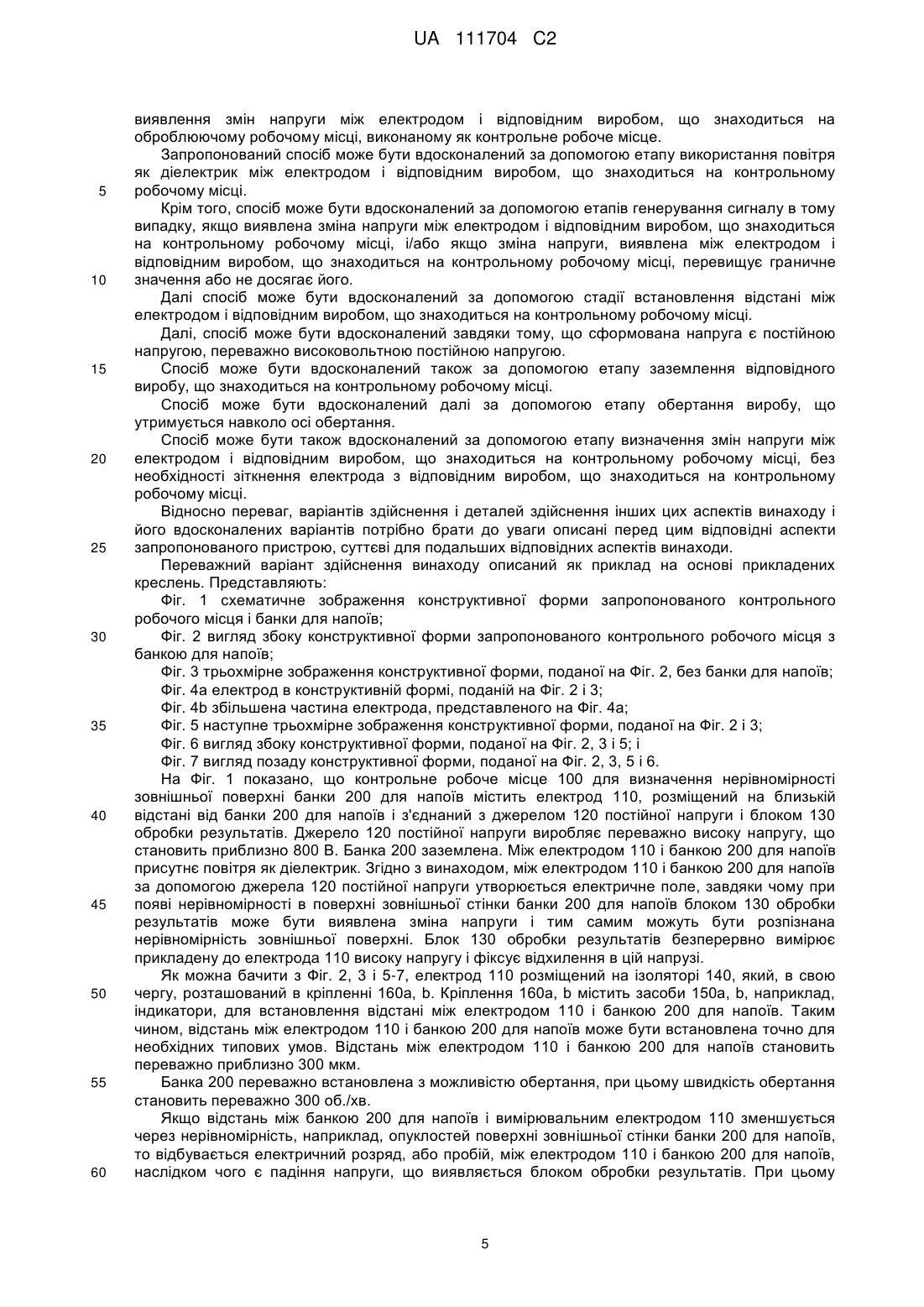
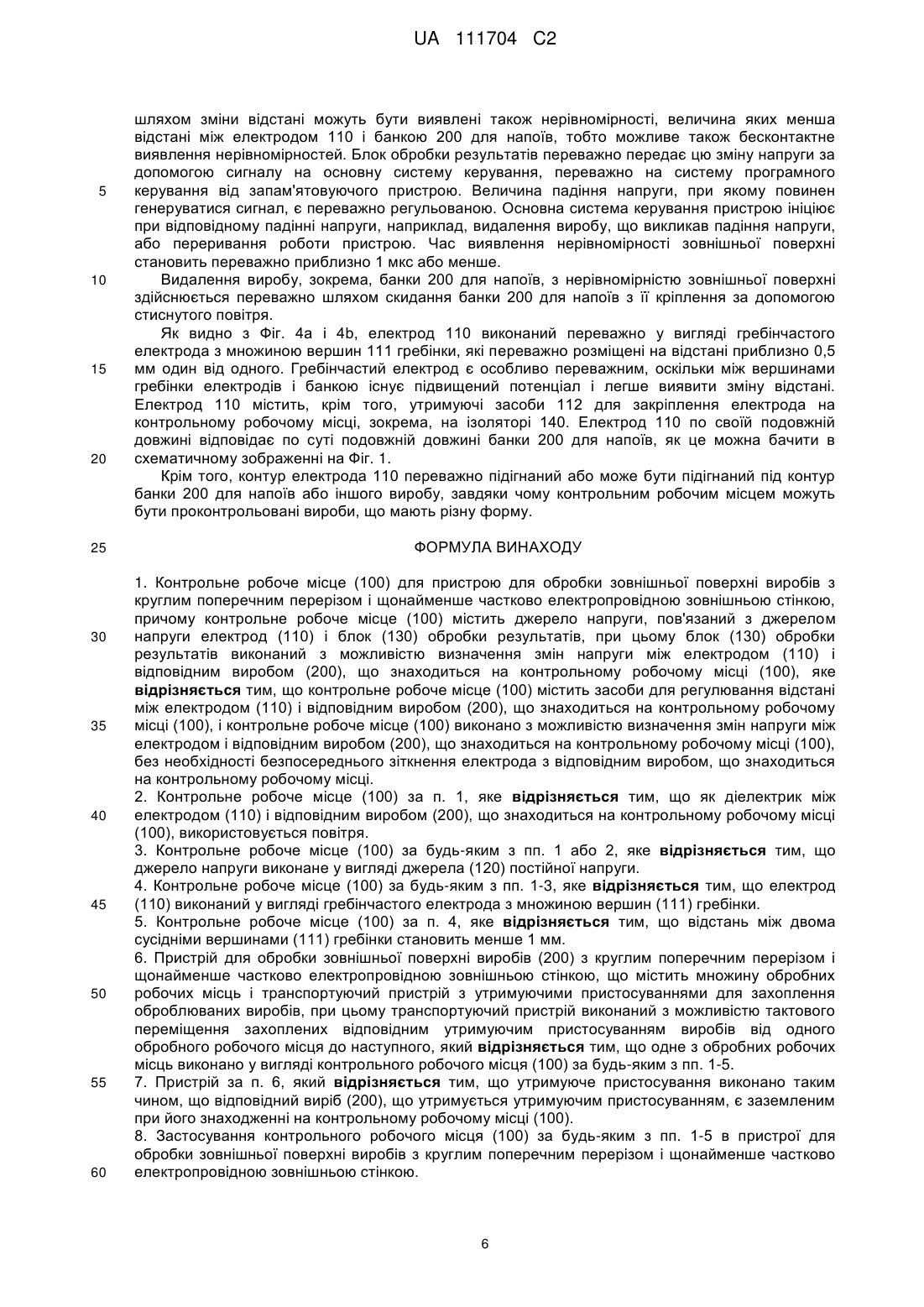
Реферат: Винахід стосується пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, що містить множину оброблюючих робочих місць і транспортуючий пристрій з утримуючим пристроєм для захоплення оброблюваних виробів, при цьому транспортуючий пристрій виконаний з можливістю тактового переміщення захоплених відповідним утримуючим пристроєм виробів від одного оброблюючого робочого місця до наступного. Згідно з винаходом, даний пристрій відрізняється тим, що одне з оброблюючих робочих місць являє собою контрольне робоче місце, яке містить джерело напруги, пов'язаний з джерелом напруги електрод і блок обробки результатів, при цьому блок обробки результатів виконаний для визначення змін напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці. Винахід стосується, крім того, контрольного робочого місця для пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, а також способу обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою. UA 111704 C2 (12) UA 111704 C2 UA 111704 C2 5 10 15 20 25 30 35 40 45 50 55 ОПИС Винахід стосується пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, що містить множину оброблюючих робочих місць і транспортуючий пристрій з утримуючим пристроєм для захоплення (утримання) оброблюваних виробів, при цьому транспортуючий пристрій виконаний для тактового переміщення захоплених відповідним утримуючим пристроєм виробів від одного оброблюючого робочого місця до наступного. Винахід стосується, крім того, контрольного робочого місця для пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, а також способу обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, включаючи етапи тимчасового розміщення оброблюваних виробів на утримуючому пристрої транспортуючого пристрою і тактове переміщення транспортуючим пристроєм виробів, захоплених відповідним утримуючим пристроєм, від одного оброблюючого робочого місця до наступного. Вироби з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою являють собою, наприклад, металеві банки для напоїв, виготовлені переважно з алюмінію або білої жерсті. Вироби переважно виконані вісесеметричними, наприклад, у вигляді суцільних напівциліндричних посудин з одним відкритим кінцем і одним закритим кінцем. Переважно обробляється лише зовнішня стінка порожнистого циліндра, без обробки також і зовнішньої поверхні закритого кінця. Обробку поверхонь зовнішніх стінок банок для напоїв здійснюють звичайно перед заповненням банки продуктом, що розливається і закупорюванням банки банковою кришкою у вищеназваному пристрої для обробки зовнішньої поверхні. Такими пристроями є, наприклад, апарати потокового виробництва, в яких велика кількість оброблюючих робочих місць переважно з однаковими проміжками розміщено вздовж напрямку переміщення виробів. Утримуючі пристрої для захоплення виробів також переважно з однаковими проміжками закріплені вздовж напрямку переміщення виробів, внаслідок чого захоплені утримуючим пристроєм вироби паралельно обробляються відповідними оброблюючими робочими місцями і потактово переміщуються транспортуючим пристроєм до відповідного наступного оброблюючого робочого місця. У кожному випадку між поверхнею зовнішньої стінки виробів і оброблюючими робочими місцями існує проміжок, або зазор, величина якого, наприклад, при обробці зовнішньої поверхні банок для напоїв, залежно від здійснюваної обробки може становити менше 1 мм. Час, визначений на оброблюючих робочих місцях для обробки відповідних виробів, відповідає тривалості циклу, за винятком часу, необхідного для переміщення від одного оброблюючого робочого місця до наступного, і є, тому, обмеженим. Можливими етапами обробки на оброблюючих робочих місцях є, наприклад, нанесення друкарського малюнка, сушіння і/або покриття лаком виробів. Для здійснення цих етапів обробки оброблюючі робочі місця забезпечені відповідними інструментами, або оброблюючими компонентами. Цими інструментами, або компонентами, часто є прецизійні прилади, що дорого коштують, які можуть бути легко пошкоджені. Зокрема, при короткій тривалості циклів і високій швидкості обробки на вищеназваних пристроях знову ж виникають пошкодження на оброблюючих позиціях, які негативним чином приводять до порушень технологічного процесу і простоїв одного або декількох оброблюючих робочих місць або всього пристрою. Через цей час простою виникають великі витрати, точно так само, як через підвищений виробничий брак і/або ремонтні роботи, що дорого коштують. У документі JP 05052817 розкрито пристрій для контролю дефектів внутрішнього покриття безшовної металевої банки, що містить гільзу для прийому металевої банки, приєднання електрода і джерело постійного струму для створення високовольтної напруги постійного струму між гільзою і приєднанням електрода, причому дефект внутрішнього покриття може бути визначений на основі струму, що протікає між втулкою і приєднанням електрода. Задача даного винаходу полягає тому в наданні пристрою і способу обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, за допомогою яких запобігаються або усуваються один або декілька з вищеназваних недоліків. Згідно з винаходом, дана завдання вирішується за допомогою контрольного робочого місця згідно з незалежним пунктом 1 формули, пристрою згідно з незалежним пунктом 6, а також способу згідно з незалежним пунктом 9. 1 UA 111704 C2 5 10 15 20 25 30 35 40 45 50 55 В основі винаходу лежать відомості про те, що пошкодження на оброблюючих робочих місцях часто бувають викликані нерівномірністю, наприклад, опуклостями, вм'ятинами або ямками, на поверхні зовнішньої стінки або, відповідно, зовнішнього контуру оброблюваного виробу. Через дуже вузький зазор між оброблюючими робочими місцями і поверхнею зовнішньої стінки виробів вже невелика нерівномірність на поверхні зовнішньої стінки, або зовнішнього контуру виробів, наприклад, менше ½мм, можуть привести до пошкоджень на оброблюючих робочих місцях. Крім того, ця нерівномірність може вести до того, що не може бути гарантована необхідна точність обробки відповідних виробів, внаслідок чого проводиться підвищений вихід бракованої продукції. У випадку пошкодження одного або декількох оброблюючих робочих місць частіше за все потрібна зупинка в роботі пристрою, яка, нарівні з витратами на ремонтні роботи, може привести до високих витрат, викликаних простоєм. Наприклад, відстань між виробами і друкуючою головкою оброблюючого робочого місця, виконаного як друкуючий механізм для нанесення цифровим способом друкарського малюнка на вироби, становить приблизно 0,6 мм ± 0,2 мм. Через нерівномірність на поверхні зовнішньої стінки виробів відстань може місцями становити менше 0,3 мм. Внаслідок цього можуть виникнути пошкодження оброблюючого робочого місця, якщо, наприклад, опуклість на поверхні зовнішньої стінки виробу торкнеться оброблюючого робочого місця. Крім того, може знизитися якість результатів обробки, якщо відстань між поверхнею зовнішньої стінки виробів і оброблюючим робочим місцем дуже мала. Наприклад, при цифровому друкуючому механізмі може досягатися лише дуже погана якість друку, якщо відстань між поверхнею зовнішньої стінки виробу і друкуючою головкою друкуючого механізму становить менше 0,25 мм. Ці недоліки можуть бути усунені завдяки запропонованому пристрою, оскільки, згідно з винаходом, одним з оброблюючих робочих місць є контрольне робоче місце, призначене для визначення нерівномірності на поверхні зовнішньої стінки, або зовнішнього контуру виробів. Згідно з винаходом, контрольне робоче місце забезпечене для цього джерелом напруги, пов'язаним з джерелом напруги електродом і блоком обробки результатів. Завдяки джерелу напруги утворюється напруга між відповідним виробом, що знаходиться на контрольному робочому місці, і пов'язаним з джерелом напруги електродом. Нерівномірність на поверхні зовнішньої стінки, або зовнішнього контуру виробів приводять до змін напруги між електродом і виробом. Згідно з винаходом, передбачений блок обробки результатів, для того, щоб визначати ці зміни напруги. Завдяки цьому нерівномірність на поверхні зовнішньої стінки, або зовнішнього контуру виробів, можуть бути виявлені швидко і надійно, без необхідності безпосереднього контакту між контрольним робочим місцем і поверхнею зовнішньої стінки виробів. На противагу іншим можливим рішенням для визначення нерівномірності поверхні, наприклад, оптичного визначення за допомогою фотокамери або визначення за допомогою лазерного сканування, перевага даного винаходу полягає в тому, що він може бути реалізований простим і економічним чином і без великих витрат може бути вмонтований в сильно обмежений простір, що є всередині пристрою. Крім того запропоноване контрольне робоче місце, на противагу іншим можливим рішенням, здатне забезпечити також надійне виявлення протягом наявного дуже короткого проміжку часу. Інша перевага запропонованого пристрою полягає в тому, що з індикацією змін напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, за допомогою блока обробки результатів формуються дані про структуру виробів, які можуть бути використані в подальшому процесі обробки. Блок обробки результатів переважно утворюється для того, щоб обробляти виявлені зміни напруги таким чином, щоб можна було робити висновки про вигляд і/або розмір нерівномірності в поверхні зовнішньої стінки, або зовнішнього контуру виробів. Контрольне робоче місце переважно відкаліброване таким чином, що нерівномірність в поверхні зовнішньої стінки виробів може бути виявлена з приростом висоти менше, ніж в 500 мкм. Крім того, час виявлення змін напруги і тим самим нерівномірності поверхні становить переважно менше 1 мкс. Електрод в подовжньому напрямку має переважно ту ж довжину, що і відповідний, що знаходиться на контрольному робочому місці, виріб в подовжньому напрямку. Таким чином може бути гарантовано, що виріб може бути проконтрольований по всій своїй довжині відносно нерівномірності в поверхні зовнішньої стінки. Певні банки для напоїв як оброблювані вироби, наприклад, можуть мати довжину або, відповідно, висоту, яка дорівнює 160 мм, так що переважна також відповідна довжина електрода для можливості охоплення всієї довжини або, відповідно, висоти банок для напоїв. 2 UA 111704 C2 5 10 15 20 25 30 35 40 45 50 55 Далі, контур електрода переважно підігнаний під контур оброблюваних виробів, або може бути підігнаний під контур оброблюваних виробів. Таким чином, є можливість за допомогою контрольного робочого місця проконтролювати різним чином сформовані вироби. Контрольне робоче місце переважно розташоване перед одним або декількома оброблюючими робочими місцями, завдяки чому нерівномірності в поверхні зовнішньої стінки виробів можуть бути виявлені раніше, ніж вироби будуть оброблятися на наступних оброблюючих робочих місцях. Завдяки цьому подальша обробка переважно припиняється і/або вироби з нерівномірністю відсортовуються, якщо виявлена нерівномірність перевищує певну величину, зокрема, якщо поверхня зовнішньої стінки виробів має випинання або опуклості, які по величині більші відстані між поверхнею зовнішньої стінки виробів і оброблюючими робочими місцями. Зокрема, переважно, що одне з оброблюючих робочих місць являє собою друкуючий механізм, який у напрямку переміщення транспортуючого пристрою розташований перед контрольним робочим місцем і який виконаний таким чином, щоб на поверхню відповідного виробу, що знаходиться на друкуючому механізмі, наносити рідку фарбу. Такий друкуючий механізм має високочутливі друкуючі головки, що знаходяться в дуже вузькому проміжку над поверхнею зовнішньої стінки відповідного виробу, що знаходиться на друкуючому механізмі. Нерівномірність в поверхні зовнішньої стінки виробів може викликати на друкуючому механізмі великі пошкодження і може привести до низькоякісних результатів друку, внаслідок чого встановлення запропонованого контрольного робочого місця перед друкуючим механізмом є особливо переважним. Блок обробки результатів переважно виконаний для генерування сигналу, якщо виявлена зміна напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, і/або якщо зміна напруги, виявлена між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, перевищує певне граничне значення або не досягає його. Певне граничне значення, яке не повинно бути перевищене або не досягнуте, або, відповідно, діапазон граничних значень, що витримується, вибирається переважно таким чином, щоб некритична нерівномірність не приводила до появи сигналу і відповідно видаленню виробу, а критична нерівномірність, тобто така, яка могла б привести до пошкоджень або втрати якості, приводила б до генерування сигналу. Особливо переважна ступінь при виявленні зміни напруги і/або при відхиленні виявленої зміни напруги від певного граничного значення,або граничних значень, полягає в тому, щоб видалити відповідний виріб, що спричинив зміну напруги, з утримуючого пристрою. Це може бути здійснено переважно шляхом зіштовхування виробу з утримуючого пристрою за допомогою стиснутого повітря. Перевага видалення запропонованого виробу з нерівномірністю в поверхні зовнішньої стінки полягає в тому, що не потрібно переривання обробки виробів пристроєм і одночасно може бути таке відвернене пошкодженню пристрою виробом з нерівномірністю в поверхні зовнішньої стінки. Завдяки цьому можуть бути відвернуті простої і пов'язані з цим витрати через переривання роботи пристрою, як на основі пошкоджень оброблюючих робочих місць, так і на основі переривання обробки, викликаного виявленням виробів з нерівномірністю в поверхні зовнішньої стінки. Особлива перевага полягає в тому, що як діелектрик між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, використовується повітря. Завдяки цьому можна відмовитися від подачі до контрольного робочого місця інших діелектриків, таких, наприклад, як рідкі електроліти. Далі, контрольне робоче місце переважно містить засоби для встановлення (регулювання) відстані між електродом і відповідним виробом, що знаходиться на контрольному робочому місці. Шляхом зміни відстані від електрода до поверхні зовнішньої стінки відповідного виробу контрольного робочого місця може бути пристосовано для різних виробів і відстань вибирається таким чином, щоб безпечна, зокрема, дуже мала нерівномірність в поверхні зовнішньої стінки виробів могла пропускатися контрольним робочим місцем. При контрольній перевірці банок для напоїв відстань між електродом і поверхнею зовнішньої стінки банки для напоїв встановлюється такою, що дорівнює приблизно 300 мкм. Електрод переважно підігнаний під контур об'єкта, при цьому відстань між об'єктом і електродом переважно є постійною. Джерелом напруги переважно є джерело постійної напруги, більш переважно високовольтне джерело постійної напруги. Переважно, що до електрода прикладена регульована висока напруги, що становить приблизно від 200 до 800 вольт постійної напруги. Крім того, джерело напруги виконане переважно високоомним, щоб з міркувань безпеки формувати по можливості невисокий струм витоку, переважно в мікроамперному діапазоні. 3 UA 111704 C2 5 10 15 20 25 30 35 40 45 50 55 60 Через нерівномірність в поверхні зовнішньої стінки виробів, наприклад, нерівностей, випинань або вм'ятин, відстань між електродом і виробом змінюється, внаслідок чого утворюється електрична дуга між виробом і електродом і виникає коротке замикання і відбувається електричний розряд, зокрема, пробій, між електродом і виробом. Шляхом постійного вимірювання прикладеної високої напруги, яка при рівномірній поверхні зовнішньої стінки виробів є по суті постійною, зміни напруги можуть бути розпізнані за допомогою електричного розряду на основі нерівномірності поверхні. Шляхом належного вибору відстані від виробу до електрода і високої напруги може бути визначена межа, зокрема, граничне значення, з якого виявляється нерівномірність в поверхні зовнішньої стінки виробів. Крім того, контрольне робоче місце виконане переважно для визначення змін напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, без необхідності безпосереднього зіткнення електрода з відповідним виробом, що знаходиться на контрольному робочому місці. Завдяки цьому можливе виявлення не тільки таких нерівномірностей в поверхні зовнішньої стінки виробів, які по величині більші відстані між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, і тим самим приводять до контактного виявлення, але і можливе виявлення таких нерівномірностей в поверхні зовнішньої стінки виробів, які по величині менші відстані між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, і лише звужують цю відстань і виявляються бесконтактним чином. Таким чином, можливе більш точне виявлення різних нерівномірностей в поверхні зовнішньої стінки виробів. Тим самим можливе як контактне, так і бесконтактне визначення змін напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці. Утримуючий пристрій переважно виконаний таким чином, що відповідний виріб, що утримується утримуючим пристроєм, є заземленим, коли він знаходиться на контрольному робочому місці. Електрод виконаний переважно у вигляді гребінчастого електрода з множиною вершин гребінки, при цьому переважно відстань між двома сусідніми вершинами гребінки становить менше 1 мм, зокрема, приблизно 0,5 мм. Виконання електрода у вигляді гребінки є особливо переважним для того, щоб концентрувати електричне поле на вершинах електрода, переважно повернених до виробу. Крім того, перевага виконання електрода у вигляді гребінчастого електрода полягає в тому, що між гребінкою і виробом на вершинах гребінки існує вищий потенціал і можливо легше розпізнавання зміни відстані. Утримуючий пристрій переважно виконаний з можливістю обертання відповідного виробу, що утримується навколо відповідної осі обертання. Зокрема, у випадку вісесеметричних виробів переважно обертати їх на відповідному утримуючому пристрої, завдяки чому оброблюючі робочі місця можуть бути виконані нерухомими і одночасно може оброблятися вся зовнішня поверхня вісесеметричних виробів. У випадку банок для напоїв оброблювана або контрольована поверхня довжини, або, відповідно, висоти банки для напоїв помножена на її об'єм. При використанні електрода, переважно підігнаного під довжину, відповідно, висоту банки для напоїв, шляхом обертання банки для напоїв може переважним чином контролюватися вся зовнішня стінка банки для напоїв. Швидкість обертання виробів на відповідному утримуючому пристрої становить переважно приблизно 300 об./хв. Зокрема, при таких високих швидкостях обертання переважно, щоб запропонований контрольний пристрій функціонував з дуже коротким часом виявлення, що становить менше 1 мкс при 300 об./хв. Ще одним аспектом винаходу є контрольне робоче місце пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, який відрізняється тим, що контрольне робоче місце містить джерело напруги, пов'язаний з джерелом напруги електрод і блок обробки результатів, при цьому блок обробки результатів виконаний для визначення змін напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці. Контрольне робоче місце може бути переважно вдосконалене описаними раніше, віднесеними до конструкції контрольного робочого місця ознаками або комбінаціями ознак. Запропоноване контрольне робоче місце і його вдосконалені варіанти придатні, зокрема, для застосування в пристрої для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, зокрема, в описаному вище пристрої або одному з його вдосконалених варіантів. Ще один аспект винаходу полягає в названому вище способі обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, відмінному етапами створення напруги між електродом і відповідним виробом, що знаходиться на оброблюючому робочому місці, виконаному як контрольне робоче місце, 4 UA 111704 C2 5 10 15 20 25 30 35 40 45 50 55 60 виявлення змін напруги між електродом і відповідним виробом, що знаходиться на оброблюючому робочому місці, виконаному як контрольне робоче місце. Запропонований спосіб може бути вдосконалений за допомогою етапу використання повітря як діелектрик між електродом і відповідним виробом, що знаходиться на контрольному робочому місці. Крім того, спосіб може бути вдосконалений за допомогою етапів генерування сигналу в тому випадку, якщо виявлена зміна напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, і/або якщо зміна напруги, виявлена між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, перевищує граничне значення або не досягає його. Далі спосіб може бути вдосконалений за допомогою стадії встановлення відстані між електродом і відповідним виробом, що знаходиться на контрольному робочому місці. Далі, спосіб може бути вдосконалений завдяки тому, що сформована напруга є постійною напругою, переважно високовольтною постійною напругою. Спосіб може бути вдосконалений також за допомогою етапу заземлення відповідного виробу, що знаходиться на контрольному робочому місці. Спосіб може бути вдосконалений далі за допомогою етапу обертання виробу, що утримується навколо осі обертання. Спосіб може бути також вдосконалений за допомогою етапу визначення змін напруги між електродом і відповідним виробом, що знаходиться на контрольному робочому місці, без необхідності зіткнення електрода з відповідним виробом, що знаходиться на контрольному робочому місці. Відносно переваг, варіантів здійснення і деталей здійснення інших цих аспектів винаходу і його вдосконалених варіантів потрібно брати до уваги описані перед цим відповідні аспекти запропонованого пристрою, суттєві для подальших відповідних аспектів винаходи. Переважний варіант здійснення винаходу описаний як приклад на основі прикладених креслень. Представляють: Фіг. 1 схематичне зображення конструктивної форми запропонованого контрольного робочого місця і банки для напоїв; Фіг. 2 вигляд збоку конструктивної форми запропонованого контрольного робочого місця з банкою для напоїв; Фіг. 3 трьохмірне зображення конструктивної форми, поданої на Фіг. 2, без банки для напоїв; Фіг. 4а електрод в конструктивній формі, поданій на Фіг. 2 і 3; Фіг. 4b збільшена частина електрода, представленого на Фіг. 4а; Фіг. 5 наступне трьохмірне зображення конструктивної форми, поданої на Фіг. 2 і 3; Фіг. 6 вигляд збоку конструктивної форми, поданої на Фіг. 2, 3 і 5; і Фіг. 7 вигляд позаду конструктивної форми, поданої на Фіг. 2, 3, 5 і 6. На Фіг. 1 показано, що контрольне робоче місце 100 для визначення нерівномірності зовнішньої поверхні банки 200 для напоїв містить електрод 110, розміщений на близькій відстані від банки 200 для напоїв і з'єднаний з джерелом 120 постійної напруги і блоком 130 обробки результатів. Джерело 120 постійної напруги виробляє переважно високу напругу, що становить приблизно 800 В. Банка 200 заземлена. Між електродом 110 і банкою 200 для напоїв присутнє повітря як діелектрик. Згідно з винаходом, між електродом 110 і банкою 200 для напоїв за допомогою джерела 120 постійної напруги утворюється електричне поле, завдяки чому при появі нерівномірності в поверхні зовнішньої стінки банки 200 для напоїв блоком 130 обробки результатів може бути виявлена зміна напруги і тим самим можуть бути розпізнана нерівномірність зовнішньої поверхні. Блок 130 обробки результатів безперервно вимірює прикладену до електрода 110 високу напругу і фіксує відхилення в цій напрузі. Як можна бачити з Фіг. 2, 3 і 5-7, електрод 110 розміщений на ізоляторі 140, який, в свою чергу, розташований в кріпленні 160а, b. Кріплення 160а, b містить засоби 150а, b, наприклад, індикатори, для встановлення відстані між електродом 110 і банкою 200 для напоїв. Таким чином, відстань між електродом 110 і банкою 200 для напоїв може бути встановлена точно для необхідних типових умов. Відстань між електродом 110 і банкою 200 для напоїв становить переважно приблизно 300 мкм. Банка 200 переважно встановлена з можливістю обертання, при цьому швидкість обертання становить переважно 300 об./хв. Якщо відстань між банкою 200 для напоїв і вимірювальним електродом 110 зменшується через нерівномірність, наприклад, опуклостей поверхні зовнішньої стінки банки 200 для напоїв, то відбувається електричний розряд, або пробій, між електродом 110 і банкою 200 для напоїв, наслідком чого є падіння напруги, що виявляється блоком обробки результатів. При цьому 5 UA 111704 C2 5 10 15 20 25 30 35 40 45 50 55 60 шляхом зміни відстані можуть бути виявлені також нерівномірності, величина яких менша відстані між електродом 110 і банкою 200 для напоїв, тобто можливе також бесконтактне виявлення нерівномірностей. Блок обробки результатів переважно передає цю зміну напруги за допомогою сигналу на основну систему керування, переважно на систему програмного керування від запам'ятовуючого пристрою. Величина падіння напруги, при якому повинен генеруватися сигнал, є переважно регульованою. Основна система керування пристрою ініціює при відповідному падінні напруги, наприклад, видалення виробу, що викликав падіння напруги, або переривання роботи пристрою. Час виявлення нерівномірності зовнішньої поверхні становить переважно приблизно 1 мкс або менше. Видалення виробу, зокрема, банки 200 для напоїв, з нерівномірністю зовнішньої поверхні здійснюється переважно шляхом скидання банки 200 для напоїв з її кріплення за допомогою стиснутого повітря. Як видно з Фіг. 4а і 4b, електрод 110 виконаний переважно у вигляді гребінчастого електрода з множиною вершин 111 гребінки, які переважно розміщені на відстані приблизно 0,5 мм один від одного. Гребінчастий електрод є особливо переважним, оскільки між вершинами гребінки електродів і банкою існує підвищений потенціал і легше виявити зміну відстані. Електрод 110 містить, крім того, утримуючі засоби 112 для закріплення електрода на контрольному робочому місці, зокрема, на ізоляторі 140. Електрод 110 по своїй подовжній довжині відповідає по суті подовжній довжині банки 200 для напоїв, як це можна бачити в схематичному зображенні на Фіг. 1. Крім того, контур електрода 110 переважно підігнаний або може бути підігнаний під контур банки 200 для напоїв або іншого виробу, завдяки чому контрольним робочим місцем можуть бути проконтрольовані вироби, що мають різну форму. ФОРМУЛА ВИНАХОДУ 1. Контрольне робоче місце (100) для пристрою для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, причому контрольне робоче місце (100) містить джерело напруги, пов'язаний з джерелом напруги електрод (110) і блок (130) обробки результатів, при цьому блок (130) обробки результатів виконаний з можливістю визначення змін напруги між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), яке відрізняється тим, що контрольне робоче місце (100) містить засоби для регулювання відстані між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), і контрольне робоче місце (100) виконано з можливістю визначення змін напруги між електродом і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), без необхідності безпосереднього зіткнення електрода з відповідним виробом, що знаходиться на контрольному робочому місці. 2. Контрольне робоче місце (100) за п. 1, яке відрізняється тим, що як діелектрик між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), використовується повітря. 3. Контрольне робоче місце (100) за будь-яким з пп. 1 або 2, яке відрізняється тим, що джерело напруги виконане у вигляді джерела (120) постійної напруги. 4. Контрольне робоче місце (100) за будь-яким з пп. 1-3, яке відрізняється тим, що електрод (110) виконаний у вигляді гребінчастого електрода з множиною вершин (111) гребінки. 5. Контрольне робоче місце (100) за п. 4, яке відрізняється тим, що відстань між двома сусідніми вершинами (111) гребінки становить менше 1 мм. 6. Пристрій для обробки зовнішньої поверхні виробів (200) з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, що містить множину обробних робочих місць і транспортуючий пристрій з утримуючими пристосуваннями для захоплення оброблюваних виробів, при цьому транспортуючий пристрій виконаний з можливістю тактового переміщення захоплених відповідним утримуючим пристосуванням виробів від одного обробного робочого місця до наступного, який відрізняється тим, що одне з обробних робочих місць виконано у вигляді контрольного робочого місця (100) за будь-яким з пп. 1-5. 7. Пристрій за п. 6, який відрізняється тим, що утримуюче пристосування виконано таким чином, що відповідний виріб (200), що утримується утримуючим пристосуванням, є заземленим при його знаходженні на контрольному робочому місці (100). 8. Застосування контрольного робочого місця (100) за будь-яким з пп. 1-5 в пристрої для обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою. 6 UA 111704 C2 5 10 15 9. Спосіб обробки зовнішньої поверхні виробів з круглим поперечним перерізом і щонайменше частково електропровідною зовнішньою стінкою, що включає етапи, на яких: тимчасово розміщують оброблювані вироби на утримуючих пристосуваннях транспортуючого пристрою, потактово переміщують утримувані відповідним утримуючим пристосуванням вироби від одного обробного робочого місця до наступного за допомогою транспортуючого пристрою, створюють напругу між електродом (110) і відповідним виробом (200), що знаходиться на обробному робочому місці, виконаному як контрольне робоче місце (100), визначають зміни напруги між електродом (110) і відповідним виробом (200), що знаходиться на обробному робочому місці, виконаному як контрольне робоче місце (100), який відрізняється тим, що регулюють відстань між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), визначають зміни напруги між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), без необхідності дотику електрода (110) до відповідного виробу (200), що знаходиться на контрольному робочому місці (100). 10. Спосіб за п. 9, який відрізняється тим, що як діелектрик між електродом (110) і відповідним виробом (200), що знаходиться на контрольному робочому місці (100), застосовують повітря. 11. Спосіб за будь-яким з пп. 9-10, який відрізняється тим, що вироблена напруга є постійною напругою. 7 UA 111704 C2 8 UA 111704 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for surface processing heving a test station
Автори англійськоюNoll, Werner, Kreutz, Patrick
Автори російськоюНолль Вернер, Кройтц Патрик
МПК / Мітки
МПК: B41F 33/00, B41F 17/00, B41J 3/00, G01B 7/02, B41M 1/00
Мітки: застосування, місцем, контрольним, пристрій, робочого, поверхні, місце, спосіб, робочим, контрольного, зовнішньої, контрольне, такого, обробки, таким, місця, робоче
Код посилання
<a href="https://ua.patents.su/11-111704-kontrolne-roboche-misce-pristrijj-i-sposib-obrobki-zovnishno-poverkhni-z-takim-kontrolnim-robochim-miscem-zastosuvannya-takogo-kontrolnogo-robochogo-miscya.html" target="_blank" rel="follow" title="База патентів України">Контрольне робоче місце, пристрій і спосіб обробки зовнішньої поверхні з таким контрольним робочим місцем, застосування такого контрольного робочого місця</a>
Автоматизоване робоче місце оператора обробки сигналів ads-b
Номер патенту: 104135
Опубліковано: 12.01.2016
Автори: Кулік Анатолій Степанович, Дергачов Костянтин Юрійович, Харченко Оксана Володимирівна
МПК: H04L 12/40, G06F 15/02
Мітки: автоматизоване, обробки, робоче, місце, сигналів, оператора, ads-b
Формула / Реферат:
Автоматизоване робоче місце оператора обробки сигналів, яке містить процесор, пристрій оперативної пам'яті, накопичувач на жорсткому магнітному диску, блок живлення, автономне джерело живлення, пристрої розширення пам'яті, адаптер Ethernet, електророз'єм для підключення зовнішнього джерела електроживлення, порти для підключення пристроїв розширення пам'яті і адаптера Ethernet, два рідкокристалічних дисплеї та клавіатуру, відповідні виходи...
Автоматизоване робоче місце оператора постсеансової обробки даних ефемеридних супутникових вимірів
Номер патенту: 56693
Опубліковано: 25.01.2011
Автори: Бандура Іван Миколайович, Дергачов Костянтин Юрійович, Манько Юлія Олександрівна
МПК: H04L 12/40, G06F 15/02
Мітки: постсеансової, робоче, автоматизоване, оператора, місце, обробки, вимірів, даних, супутникових, ефемеридних
Формула / Реферат:
Автоматизоване робоче місце оператора постсеансової обробки даних ефемеридних супутникових вимірів, яке містить процесор, пристрій оперативної пам'яті, накопичувач на жорсткому магнітному диску, блок живлення, автономне джерело живлення, пристрої розширення пам'яті, адаптер Ethernet, електророз'єм для підключення зовнішнього джерела електроживлення, порти для підключення пристроїв розширення пам'яті і адаптера Ethernet, два рідкокристалічних...
Автоматизоване робоче місце оператора обробки даних ефемеридних супутникових вимірів
Номер патенту: 78848
Опубліковано: 10.04.2013
Автори: Ульяненко Юлія Володимирівна, Бандура Іван Миколайович, Дергачов Констянтин Юрійович
МПК: G06F 15/02
Мітки: даних, автоматизоване, вимірів, ефемеридних, оператора, робоче, обробки, супутникових, місце
Формула / Реферат:
Автоматизоване робоче місце оператора обробки даних ефемеридних супутникових вимірів, яке містить процесор, пристрій оперативної пам'яті, систему зберігання даних, блок живлення, автономне джерело живлення, пристрої розширення пам'яті, адаптер Ethernet, електрорознім для підключення зовнішнього джерела електроживлення, порти для підключення пристроїв розширення пам'яті і адаптер Ethernet, два рідкокристалічних дисплеї та клавіатуру,...
Спосіб обробки зовнішньої поверхні квіткових аксесуарів

Номер патенту: 67428
Опубліковано: 27.02.2012
Автори: Черевко Олександр Іванович, Іоффе Наталія Анатоліївна, Сидорчук Ліна Василівна, Сорокіна Світлана Вікторівна
МПК: A01G 9/00
Мітки: зовнішньої, поверхні, аксесуарів, обробки, квіткових, спосіб
Формула / Реферат:
Спосіб обробки зовнішньої поверхні квіткових аксесуарів, що дозволяє надати квітковим аксесуарам здатності знешкоджувати та попереджувати появу ґрунтових бактерій, збудників таких бактерій, як бактерії групи кишкової палички, сальмонели, ентерококи, яйця гельмінтів, який відрізняється тим, що на зовнішню поверхню квіткових аксесуарів наносять суміш, яку готують шляхом розчинення дезінфікуючого засобу "Фармайод" у кількості, рівній 2...
Спосіб очищення та косметичної обробки зовнішньої поверхні транспортного засобу
Номер патенту: 93053
Опубліковано: 10.09.2014
Автор: Костенко Олександра Анатоліївна
МПК: B60S 3/04
Мітки: поверхні, транспортного, очищення, засобу, спосіб, обробки, косметичної, зовнішньої
Формула / Реферат:
1. Спосіб очищення та косметичної обробки зовнішньої поверхні транспортного засобу, який включає розпилювання спеціальних засобів на лакофарбову поверхню транспортного засобу, здійснення первинної очистки лакофарбової поверхні транспортного засобу, який відрізняється тим, що розпилювання спеціальних засобів здійснюють за допомогою механічного розпилювача, первинну очистку здійснюють за допомогою виробу з мікрофібри рухами, спрямованими в...
Попередній патент: Інгібітори реплікації вірусів грипу
Наступний патент: Контроль температури підкладки при осадженні покриття
Випадковий патент: Комбінована енерготехнологічна установка