Спосіб визначення довільного криволінійного зварного стику

Формула / Реферат
1. Спосіб визначення довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та направляють на неї променеву гармату, визначають систему координат, задають параметри сканування, виконують сканування, визначають координати наступної точки або припиняють визначення стику, переходять до наступного кроку зварювання, повторюючи операції із задавання параметрів сканування, який відрізняється тим, що
на першому кроці вибирають на контурі довільного криволінійного зварного стику будь-яку першу точку - опорну точку О, бажано точку початку контуру для розімкненого контуру стику, та направляють на неї променеву гармату, встановлюючи таким чином останню в початкове положення, та визначають систему координат;
на другому кроці задають розмір матриці телевізійної розгортки Q в залежності від параметрів променевої гармати, датчика зворотного сигналу та фокальної відстані, та задають розташування матриці телевізійної розгортки Q в системі координат відносно телевізійної розгортки таким чином, щоб один з елементів матриці відповідав опорній точці О;
на третьому кроці проводять сканування телевізійною розгорткою, визначають та запам'ятовують значення елементів матриці телевізійної розгортки Q;
на четвертому кроці в межах матриці телевізійної розгортки Q виділяють в напрямку останнього переміщення променевої гармати або в напрямку початку руху в разі, якщо променева гармата знаходиться у початковому положенні, квадратну підматрицю Т, що має розмір, менший за розмір матриці телевізійної розгортки Q таким чином, що опорна точка О відповідає середині першого чи останнього стовпця або рядка підматриці Т;
на п'ятому кроці аналізують підматрицю Т, а саме знаходять та запам'ятовують напрямну точку В, якій відповідає напрямний елемент підматриці Т, що відповідає точці стику та належить іншій, ніж опорна точка О, стороні підматриці Т; знаходять та запам'ятовують домінантну точку А, якій відповідає домінантний елемент підматриці Т, за який приймають елемент, що відповідає точці стику та належить домінантній виборці елементів D, що розташовані між опорним елементом О та напрямним елементом В включно та знаходяться якомога ближче до прямої, яка перпендикулярна прямій 0В, що пов'язує напрямну та опорну точки; причому для аналізу домінантної вибірки D застосовують її математичне чекання, дисперсію вибірки та критерій Пірса із встановленим рівнем значимості для оцінки значимості або випадковості відхилення значень елементів домінантної вибірки D від нормального розподілення; в разі, якщо відхилення є випадковим, повторюють дії з четвертого кроку із більшим розміром підматриці Т та повторюють її аналіз за п'ятим кроком, і, якщо відхилення залишається випадковим при збільшенні розміру підматриці Т у декілька разів, припиняють навчання, так як вийшли на кінець стику; якщо криволінійний зварний стик є замкненим, то координати напрямної точки В порівнюють із координатами першої точки стику, і якщо вони співпадають із заданою точністю, то припиняють навчання, так як пройшли стик і повернулися до початкової точки стику;
на шостому кроці виділяють нову підматрицю Т такого ж розміру таким чином, щоб домінантний елемент відповідав середині першого чи останнього стовпця або рядка нової підматриці Т, а напрямний елемент знаходився в її межах, причому якщо номер першої або останньої строки або стовпця нової підматриці Т відповідно менше або більше ніж номер відповідно першої або останньої строки або стовпця матриці телевізійної розгортки Q, то переміщують променеву гармату від поточного положення до останньої знайденої домінантної точки А таким чином, щоб напрямна точка В знаходилась в межах телевізійної розгортки, та повторюють дії з сканування телевізійної розгортки, тобто з третього кроку, а в протилежному випадку визначають домінантну точку підматриці Т за опорну точку нової підматриці та повторюють дії з аналізу підматриці, тобто з п'ятого кроку.
2. Спосіб за п. 1, який відрізняється тим, що на другому кроці визначають систему координат, приймаючи за початок координат опорну точку О, а за вісь - проекцію дотичної в точці О до кривої контуру довільного криволінійного зварного стику.
3. Спосіб за п. 1, який відрізняється тим, що на п'ятому кроці при аналізі підматриці Т знаходять та запам'ятовують напрямну точку В, якій відповідає напрямний елемент підматриці Т, який відповідає точці стику та:
належить останньому стовпцю або частині першої чи останньої строки, що лежить праворуч від середнього стовпця, якщо опорна точка О лежить на першому стовпці (лівій стороні) підматриці Т;
належить першому стовпцю або частині першої чи останньої строки, що лежить ліворуч середнього стовпця, якщо опорна точка О лежить на останньому стовпці (правій стороні) підматриці Т;
належить останній строці або частині першого чи останнього стовпця, що лежить нижче середньої строки, якщо опорна точка О лежить на першій строці (верхній стороні) підматриці Т;
належить першій строці або частині першого чи останнього стовпця, що лежить вище середньої строки, якщо опорна точка О лежить на останній строці (нижній стороні) підматриці Т.
4. Спосіб за п. 1, який відрізняється тим, що на шостому кроці виділяють в напрямку, в якому знаходиться напрямна точка В відносно домінантної точки А, нову підматрицю Т такого ж розміру таким чином, щоб домінантний елемент відповідав середині першого чи останнього стовпця або рядка нової підматриці Т, а напрямний елемент знаходився в її межах.
5. Спосіб за п. 1, який відрізняється тим, що на шостому кроці при переміщенні променеву гармату включають на зварювальну потужність.
6. Спосіб за п. 5, який відрізняється тим, що додатково проводять попереднє навчання із визначенням послідовності точок S довільного криволінійного зварного стику, виконуючи всі дії за п. 1, а визначення довільного криволінійного зварного стику проводять, використовуючи такі самі розміри матриці телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні, причому переміщення променевої гармати проводять по точках послідовності S, змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення, яка дорівнює різниці між координатами визначеної домінантної точки А та відповідної точки визначеної при навчанні послідовності точок S.
7. Спосіб за п. 5, який відрізняється тим, що додатково проводять попереднє навчання із визначенням послідовності точок S довільного криволінійного зварного стику, виконуючи всі дії за п. 1, а визначення довільного криволінійного зварного стику проводять, використовуючи такі самі розміри матриці телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні, причому переміщення променевої гармати проводять по точках послідовності точок S, змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення, яка дорівнює різниці математичних очікувань ординат та абсцис точок послідовності Ss та підпослідовності S1, де послідовність Ss включає дві або більше останніх знайдених точок стику, а нерозривна підпослідовність точок S1, знайдена методами математичної статистики, наприклад, з умови мінімальності модуля різниці дисперсії ординат і абсцис, належить послідовності точок S, має форму ділянки криволінійного зварного стику, найближчу до форми ділянки криволінійного зварного стику послідовності точок Ss, та має розташування елементів у такому самому порядку, як і в послідовності точок Ss.
Текст
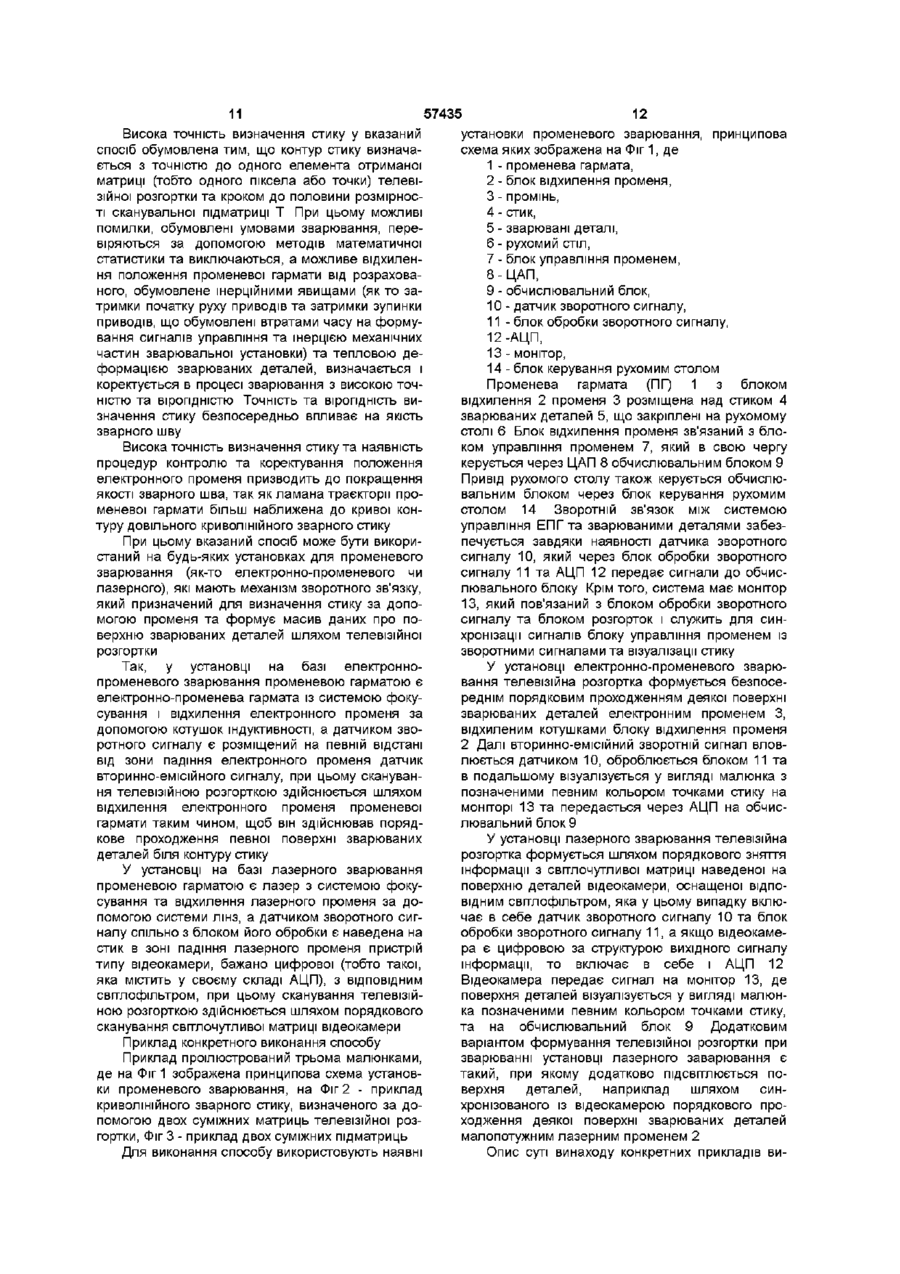
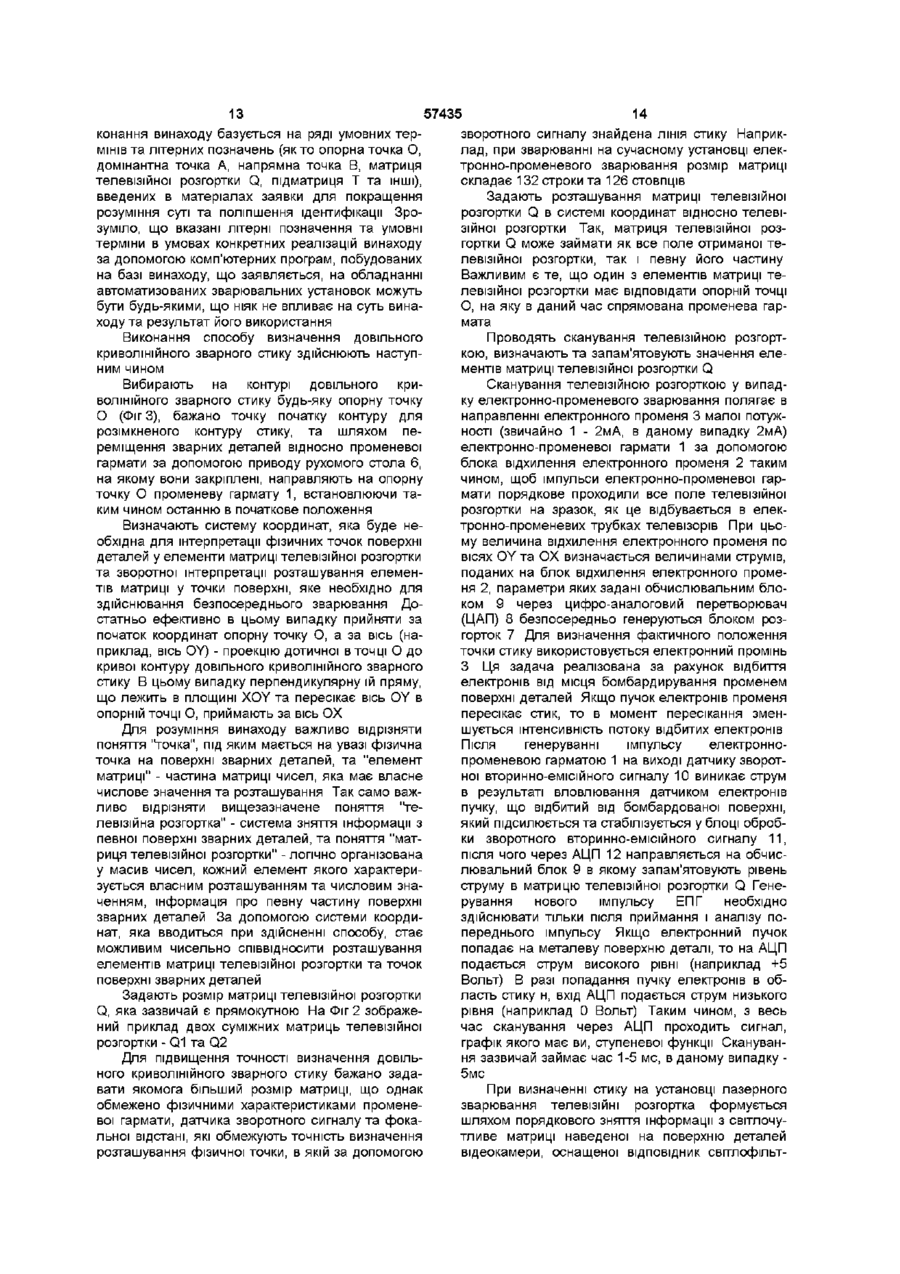
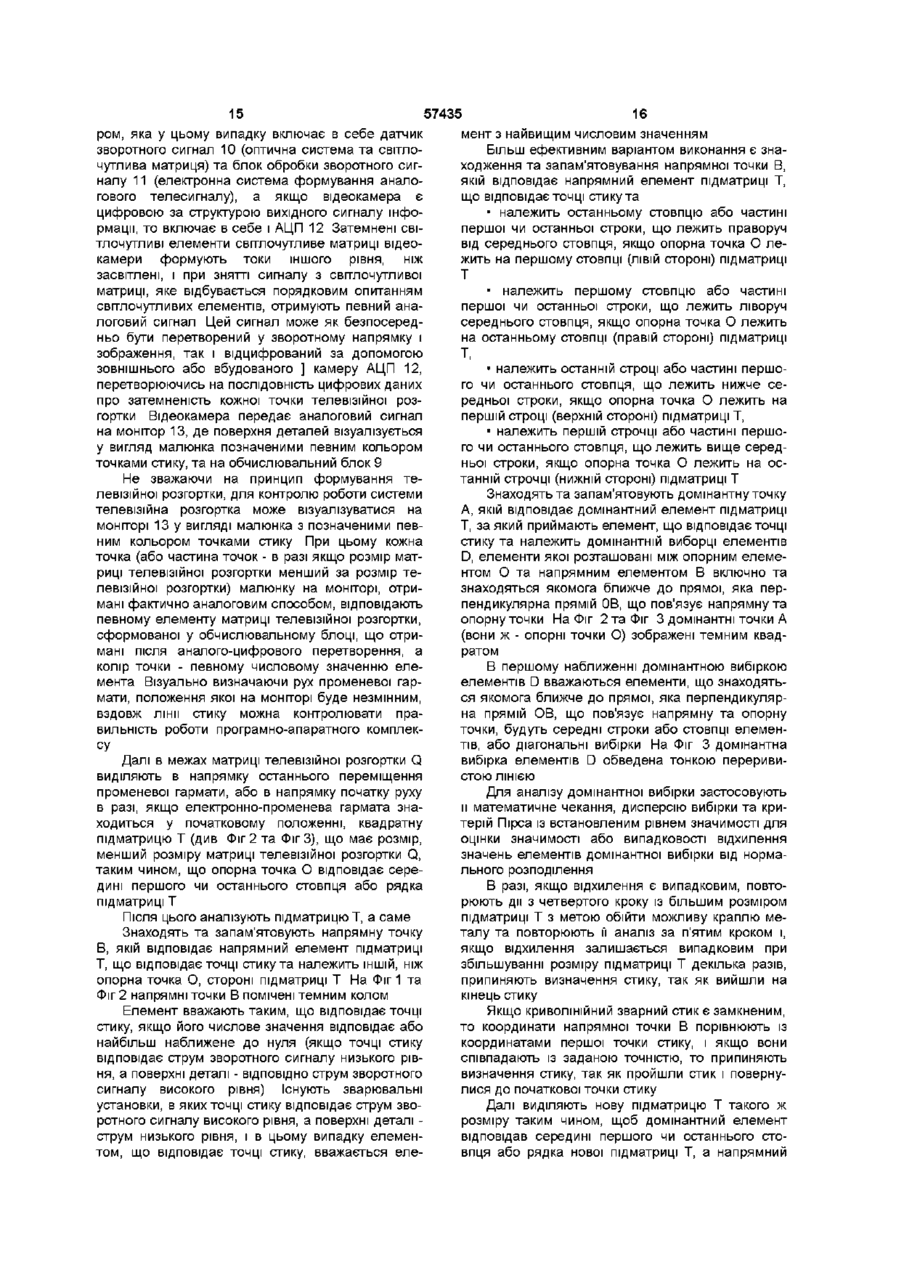
1 Спосіб визначення довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та направляють на неї променеву гармату, визначають систему координат, задають параметри сканування, виконують сканування, визначають координати наступної точки або припиняють визначення стику, переходять до наступного кроку зварювання, повторюючи операції із задавання параметрів сканування, який відрізняється тим, що на першому кроці вибирають на контурі довільного криволінійного зварного стику будь-яку першу точку - опорну точку О, бажано точку початку контуру для розімкненого контуру стику, та направляють на неї променеву гармату, встановлюючи таким чином останню в початкове положення, та визначають систему координат, на другому кроці задають розмір матриці телевізійної розгортки Q в залежності від параметрів променевої гармати, датчика зворотного сигналу та фокальної відстані, та задають розташування матриці телевізійної розгортки Q в системі координат відносно телевізійної розгортки таким чином, щоб один з елементів матриці відповідав опорній точці О, на третьому кроці проводять сканування телевізійною розгорткою, визначають та запам'ятовують значення елементів матриці телевізійної розгортки Q, на четвертому кроці в межах матриці телевізійної розгортки Q виділяють в напрямку останнього переміщення променевої гармати або в напрямку початку руху в разі, якщо променева гармата знаходиться у початковому положенні, квадратну підматрицю Т, що має розмір, менший за розмір матриці телевізійної розгортки Q таким чином, що опорна точка О відповідає середині першого чи останнього стовпця або рядка підматриці Т, на п'ятому кроці аналізують підматрицю Т, а саме знаходять та запам'ятовують напрямну точку В, якій відповідає напрямний елемент підматриці Т, що відповідає точці стику та належить ІНШІЙ, НІЖ опорна точка О, стороні підматриці Т, знаходять та запам'ятовують домінантну точку А, якій відповідає домінантний елемент підматриці Т, за який приймають елемент, що відповідає точці стику та належить домінантній виборці елементів D, що розташовані між опорним елементом О та напрямним елементом В включно та знаходяться якомога ближче до прямої, яка перпендикулярна прямій 0В, що пов'язує напрямну та опорну точки, причому для аналізу домінантної вибірки D застосовують її математичне чекання, дисперсію вибірки та критерій Пірса із встановленим рівнем значимості для оцінки значимості або випадковості відхилення значень елементів домінантної вибірки D від нормального розподілення, в разі, якщо відхилення є випадковим, повторюють дії з четвертого кроку із більшим розміром підматриці Т та повторюють її аналіз за п'ятим кроком, і, якщо відхилення залишається випадковим при збільшенні розміру підматриці Т у декілька разів, припиняють навчання, так як вийшли на кінець стику, якщо криволінійний зварний стик є замкненим, то координати напрямної точки В порівнюють із координатами першої точки стику, і якщо вони співпадають із заданою точністю, то припиняють навчання, так як пройшли стик і повернулися до початкової точки стику, на шостому кроці виділяють нову підматрицю Т такого ж розміру таким чином, щоб домінантний елемент відповідав середині першого чи останнього стовпця або рядка нової підматриці Т, а напрямний елемент знаходився в и межах, причому якщо номер першої або останньої строки або стовпця нової підматриці Т ВІДПОВІДНО менше або більше ніж номер ВІДПОВІДНО першої або останньої строки або стовпця матриці телевізійної розгортки Q, то переміщують променеву гармату від поточного положення до останньої знайденої домінантної точки А таким чином, щоб напрямна точка В знаходилась в межах телевізійної розгортки, та повторюють дії з сканування телевізійної розгортки, тобто з третього кроку, а в протилежному випадку визначають домінантну точку підматриці Т за опорну точку нової підматриці та повторюють дії з аналізу підматриці, тобто з п'ятого кроку 2 Спосіб за п 1, який відрізняється тим, що на другому кроці визначають систему координат, прий ю СО 1 Ю 57435 маючи за початок координат опорну точку О, а за вісь - проекцію дотичної в точці О до кривої контуру довільного криволінійного зварного стику 3 Спосіб за п 1, який відрізняється тим, що на п'ятому кроці при аналізі підматриці Т знаходять та запам'ятовують напрямну точку В, якій відповідає напрямний елемент підматриці Т, який відповідає точці стику та належить останньому стовпцю або частині першої чи останньої строки, що лежить праворуч від середнього стовпця, якщо опорна точка О лежить на першому стовпці (ЛІВІЙ стороні) підматриці Т, належить першому стовпцю або частині першої чи останньої строки, що лежить ліворуч середнього стовпця, якщо опорна точка О лежить на останньому стовпці (правій стороні) підматриці Т, належить останній строці або частині першого чи останнього стовпця, що лежить нижче середньої строки, якщо опорна точка О лежить на першій строці (верхній стороні) підматриці Т, належить першій строці або частині першого чи останнього стовпця, що лежить вище середньої строки, якщо опорна точка О лежить на останній строці (нижній стороні) підматриці Т 4 Спосіб за п 1 , який відрізняється тим, що на шостому кроці виділяють в напрямку, в якому знаходиться напрямна точка В відносно домінантної точки А, нову підматрицю Т такого ж розміру таким чином, щоб домінантний елемент відповідав середині першого чи останнього стовпця або рядка нової підматриці Т, а напрямний елемент знаходився в їїмежах 5 Спосіб за п 1 , який відрізняється тим, що на шостому кроці при переміщенні променеву гармату включають на зварювальну потужність 6 Спосіб за п 5, який відрізняється тим, що додатково проводять попереднє навчання із визначенням ПОСЛІДОВНОСТІ точок S довільного криволінійного зварного стику, виконуючи всі дм за п 1 , а Винахід відноситься до галузі зварювання, а саме до електронно-променевого або лазерного зварювання, і може використовуватись для визначення довільного криволінійного зварного стику та зварювання деталей вздовж такого стику Відомий ряд установок для електроннопроменевого та лазерного зварювання, які дозволяють формувати оптимальне розподілення ЩІЛЬНОСТІ потужності по поверхні виробів, що зварюються, шляхом програмного або апаратного управління променем електронної або лазерної променевої гармати (ПГ) в зоні термічного впливу із задаванням локальних коливань різної форми і амплітуди (див Сварочное оборудование Каталог-справочник в 10ч под ред Б Е Патона -Киев Наукова думка, 1972 -1991) Зварювання складних або невизначених контурів стику потребує використання особливо надійних способів визначення стику зварних деталей та зварювання із визначенням стику зварних деталей, які побудовані на зворотному зв'язку між системою управління променевої гармати та по визначення довільного криволінійного зварного стику проводять, використовуючи такі самі розміри матриці телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні, причому переміщення променевої гармати проводять по точках ПОСЛІДОВНОСТІ S, змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення, яка дорівнює різниці між координатами визначеної домінантної точки А та відповідної точки визначеної при навчанні ПОСЛІДОВНОСТІ ТОЧОК S 7 Спосіб за п 5, який відрізняється тим, що додатково проводять попереднє навчання із визначенням ПОСЛІДОВНОСТІ точок S довільного криволінійного зварного стику, виконуючи всі дм за п 1 , а визначення довільного криволінійного зварного стику проводять, використовуючи такі самі розміри матриці телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні, причому переміщення променевої гармати проводять по точках ПОСЛІДОВНОСТІ точок S, змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення, яка дорівнює різниці математичних очікувань ординат та абсцис точок ПОСЛІДОВНОСТІ SS та підпосЛІДОВНОСТІ S-і, де ПОСЛІДОВНІСТЬ Ss включає дві або більше останніх знайдених точок стику, а нерозривна ПІДПОСЛІДОВНІСТЬ точок S-і, знайдена методами математичної статистики, наприклад, з умови мінімальності модуля різниці дисперсії ординат і абсцис, належить ПОСЛІДОВНОСТІ ТОЧОК S, має фор му ділянки криволінійного зварного стику, найближчу до форми ділянки криволінійного зварного стику ПОСЛІДОВНОСТІ точок Ss, та має розташування елементів у такому самому порядку, як і в ПОСЛІДОВНОСТІ точок Ss точним положенням зварних деталей Такий зворотній зв'язок може здійснюватися з використанням самого променя У випадку електронно-променевого зварювання зворотній зв'язок здійснюється за рахунок вловлювання електронів, відбитих від місця бомбардування променем поверхні деталей Якщо пучок електронів променя пересікає стик, то в момент пересікання зменшується інтенсивність потоку відбитих (іВІДПОВІДНО - вловлених) електронів, що змінює рівень струму вторинно-емісійного сигналу від датчика, який вловлює вторинно-емісійні електрони У випадку лазерного зварювання зворотній зв'язок здійснюється за рахунок вловлювання світлових потоків, відбитих від поверхні деталей, за допомогою пристроїв типу відеокамери, та аналізу отриманої картинки Прикладом способу визначення довільного криволінійного зварного стику при електроннопроменевому зварюванні є обраний нами за прототип спосіб з використанням кругової розгортки (US 3426174, Н01В7/18, 04 02 69), в якому 57435 послідовно здійснюють такі операції • вибирають на контурі зварного стику будьяку опорну точку, та шляхом переміщення зварної деталі добиваються суміщення опорної точки та поточного положення ВІСІ електронно-променевої гармати, • визначають систему координат, • задають параметри сканування, вибираючи радіус сканування R, • виконують сканування шляхом направлення електронного променя малої потужності електронно-променевої гармати за допомогою котушок відхилення таким чином, щоб імпульси електронно-променевої гармати падали в точках кола з деяким кроком з центром в опорній точці та радіусом R, причому після кожного і -го імпульсу знімають вторинно-емісійний сигнал та визначають і запам'ятовують рівень струму, • визначають напрямну точку, що лежить на контурі довільного криволінійного стику, за яку приймають точку, в якій зафіксований струм найнижчого рівня, причому в разі приблизно однакового рівня струму вторинно-емісійного сигналу процес зварювання повністю припиняють, • ведуть зварювання променем робочої потужності по прямій від опорної точки до напрямної точки, • переходять до наступного кроку зварювання, для чого в разі сканування відхиленням електронного променя опорній точці присвоюють поточні координати напрямної точки, а в разі сканування рухом електронно-променевої гармати опорній точці присвоюють нульові координати, після чого повторюють вищевказані операції зі сканування Недоліком вказаного способу є неможливість візуального контролю процесу зварювання Також цей спосіб не дає можливості провести попереднє сканування довільного криволінійного стику з метою визначення поліпши, що апроксимує довільний криволінійний стик (тобто провести навчання), дані про яку використовують при робочому зварюванні для синхронізації рухів столу із закріпленими деталями та електронно-променевої гармати, що дозволяє виключити бракування зварюваного виробу за рахунок інерційних явищ при реальній роботі приводів столу та електроннопроменевої гармати в умовах робочого зварювання При використанні вказаного способу при навчанні на кожному кроці сканування як результат відгуку маємо дві напрямних точки, причому необхідно виділити з них точку, в яку перенести електронно-променеву гармату в подальший момент часу, і ВІДПОВІДНО відкинути іншу, яка реально знаходиться позаду від поточного положення електронно-променевої гармати При переході точки екстремуму криволінійного стику перша відскановано точка буде знаходитись позаду від поточного положення променя електроннопроменевої гармати, і таким чином може бути невірно визначений напрямок зварювання, що призведе до бракування зварюваного виробу Ця проблема у вказаному способі може бути частково вирішена за рахунок зменшення радіусу сканування, але таке вирішення має суттєві апаратні обмеження Крім того, такий ефект може спостерігатися при робочому зварюванні, коли в результаті інерційних явищ можливе відхилення електронного променя від контуру зварного стику, причому при використанні вказаного способу спостерігається накопичення відхилення, яке неможливо розрахувати та компенсувати, що призводить до бракування зварюваних деталей Відсутність якісного зворотного зв'язку при зварюванні, що не дає можливості вірогідно визначити коректувальне відхилення в разі сходу електронного променя з стику, є третім недоліком вказаного способу Перший вказаний недолік - відсутність візуального контролю зварювання - вдало вирішується сучасними пристроями для електронно-променевого зварювання (наприклад, а с СРСР №1488100, В23К15/00, 23 061989), які використовують контроль зварювання за допомогою телевізійної розгортки Суть телевізійної розгортки полягає в тому, що електронно-променева гармата певний час формує електронний промінь малої потужності, який відхиляється котушками відхилення таким чином, що промінь порядкове проходить деяку поверхню зварюваних деталей Вторинно-емісійні електрони, відбиті від поверхні деталей, вловлюються датчиком вторинноемісійного сигналу Сигнал підсилюють, стабілізують та у вигляді певної ступеневої функції візуалізують на растровому телевізійному індикаторі - моніторі При цьому поверхня зварюваних деталей висвітлюється на моніторі у вигляді малюнка, на якому певним ВІДТІНКОМ позначені точки стику Телевізійна розгортка дозволяє візуально контролювати ЛІНІЮ стику на моніторі У випадку лазерного зварювання візуалізація стику здійснюється одночасно із скануванням стику та зварюванням шляхом вловлювання відбитого світлового потоку за допомогою відеокамери, оснащеної ВІДПОВІДНИМ світлофільтром та пов'язаної у звичайний спосіб із монітором, яка в цьому випадку є датчиком зворотного сигналу Відомий вдосконалений варіант вищезгаданого пристрою (ас СРСР №1496960, В23К15/00, 30 07 1989), який має блок електронної пам'яті, пов'язаний із датчиком вторинно-емісійного сигналу та растровим телевізійним індикатором Спосіб візуалізацп стику і шву при зварюванні електронним променем, викладений у цьому документі, взятий нами за прототип Він полягає в тому, що процес формування зварного шву періодично переривають на час зондування (сканування), протягом якого • електронному променю задають потужність зондування, • порядкове розгортають його в растр на робочій ДІЛЯНЦІ стику зварюваних деталей, • формують вторинно-емісійний зворотній інформаційний сигнал із зварюваної поверхні зварних деталей, • за допомогою вторинно-емісійного сигналу формують на екрані растрового телевізійного індикатора зображення робочої ділянки зварюваних деталей, • вторинно-емісійний сигнал на кожному кадрі зондування стику зварюваних деталей записують в електронну пам'ять та запам'ятовують на час технологічного інтервалу, протягом якого записану інформацію порядкове зчитують і відображують на 57435 екрані растрового телевізійного індикатора, • після закінчення кадру зондування поновлюють технологічний режим формування зварного шву, при цьому задають електронному променю технологічну потужність зварювання і, орієнтуючись по зображенню на екрані телевізійного індикатора, проводять його вздовж стику зварюваних деталей Вказані пристрій та спосіб передбачають можливість виконання навчання перед безпосереднім зварюванням, тобто фактично позбавлені другого суттєвого недоліку способу з використанням кругової розгортки, завдяки чому суттєво покращується якість зварного шву та знижується бракування деталей У випадку лазерного зварювання запам'ятовування інформації, отриманої при скануванні з датчику зворотного сигналу - відеокамери, можливо здійснювати за допомогою цифрової відеокамери, оснащеної ВІДПОВІДНИМ світлофільтром та підключеної до обчислювального блоку (наприклад, звичайного персонального комп'ютера) та монітору Таке обладнання широко відоме, і при певних умовах монтажу можливе використання навіть побутових пристроїв Суттєвою перевагою лазерного зварювання у вказаний спосіб є можливість монтажу відеокамери на значній відстані від зони зварювання, за межами вакуумної камери Однак зварювання у вказаний спосіб довільного криволінійного зварного стику все-ж таки суттєво ускладнено наявністю третього недоліку способу з використанням кругової розгортки відсутністю якісного зворотного зв'язку Хоча телевізійна розгортка, отримана за допомогою керування електронним променем або за рахунок порядкового сканування зображення відеокамерою, при використані даного способу дозволяє отримати в електронній пам'яті інформацію про певну частину поверхні зварних деталей, але пряме використання цієї інформації для автоматичного керування променевою гарматою при зварюванні ускладнено, що відсутні способи, які б передбачали точне та швидке визначення з усього масиву інформації, отриманої шляхом телевізійної розгортки, координат точок довільного криволінійного зварного стику, а також визначали відхилення реального положення стику від розрахованого та скоректували положення променя відносно контуру стику Задачею, на вирішення якої направлено винахід, є створення способу визначення довільного криволінійного зварного стику, що забезпечує високу якість зварювання за рахунок точного, швидкого та вірогідного визначення з усього масиву інформації, отриманої шляхом телевізійної розгортки, координат точок довільного криволінійного зварного стику, а також визначення відхилення реального положення стику від розрахованого та коректування положення променя відносно контуру стику Поставлена задача вирішується тим, що створений спосіб електронно-променевого зварювання довільного криволінійного зварного стику, який складається за наступної ПОСЛІДОВНОСТІ ДІЙ 1) на першому кроці вибирають на контурі довільного криволінійного зварного стику будь-яку 8 першу точку - опорну точку О, бажано точку початку контуру для розімкненого контуру стику, та направляють на неї променеву гармату, встановлюючи таким чином останню в початкове положення, та визначають систему координат, 2) на другому кроці задають розмір матриці телевізійної розгортки Q в залежності від параметрів променевої гармати, датчика зворотного сигналу та фокальної відстані, та задають розташування матриці телевізійної розгортки Q в системі координат відносно телевізійної розгортки таким чином, щоб один з елементів матриці відповідав опорній точці О У переважному прикладі виконання на другому кроці визначають систему координат, приймаючи за початок координат опорну точку О, а за вісь проекцію дотичної в точці О до кривої контуру довільного криволінійного зварного стику 3) на третьому кроці проводять сканування телевізійною розгорткою, визначають та запам'ятовують значення елементів матриці телевізійної розгортки Q, 4) на четвертому кроці в межах матриці телевізійної розгортки Q виділяють в напрямку останнього переміщення променевої гармати, або в напрямку початку руху в разі, якщо променева гармата знаходиться у початковому положенні, квадратну підматрицю Т, що має розмір, менший розміру матриці телевізійної розгортки Q, таким чином, що опорна точка О відповідає середині першого чи останнього стовпця або рядка підматриці Т, 5) на п'ятому кроці аналізують підматрицю Т, а саме - знаходять та запам'ятовують напрямну точку В, якій відповідає напрямний елемент підматриці Т, що відповідає точці стику та належить ІНШІЙ, НІЖ опорна точка О, стороні підматриці Т У переважному прикладі виконання знаходять та запам'ятовують напрямну точку В, якій відповідає напрямний елемент підматриці Т, який відповідає точці стику та - належить останньому стовпцю або частині першої чи останньої строки, що лежить праворуч від середнього стовпця, якщо опорна точка О лежить на першому стовпці (ЛІВІЙ стороні) підматриці Т, - належить першому стовпцю або частині першої чи останньої строки, що лежить ліворуч середнього стовпця, якщо опорна точка О лежить на останньому стовпці (правій стороні) підматриці Т, - належить останній строчці або частині першого чи останнього стовпця, що лежить нижче середньої строки, якщо опорна точка О лежить на першій строчці (верхній стороні) підматриці Т, - належить першій строчці або частині першого чи останнього стовпця, що лежить вище середньої строки, якщо опорна точка О лежить на останній строчці (нижній стороні) підматриці Т - знаходять та запам'ятовують домінантну точку А, якій відповідає домінантний елемент підматриці Т, за який приймають елемент, що відповідає точці стику та належить домінантній виборці еле 57435 ментів D, що розташовані між опорним елементом О та напрямним елементом В включно та знаходяться якомога ближче до прямої, яка перпендикулярна прямій ОВ, що пов'язує напрямну та опорну точки Для аналізу домінантної вибірки D застосовують її математичне чекання, дисперсію вибірки та критерій Пірса із встановленим рівнем значимості для оцінки значимості або випадковості відхилення значень елементів домінантної вибірки D від нормального розподілення В разі, якщо відхилення є випадковим, повторюють дії з четвертого кроку із більшим розміром підматриці Т та повторюють її аналіз за п'ятим кроком, і, якщо відхилення залишається випадковим при збільшуванні розміру підматриці Т декілька разів, припиняють навчання, так як вийшли на кінець стику Якщо криволінійний зварний стик є замкненим, то координати напрямної точки В порівнюють із координатами першої точки стику, і якщо вони співпадають із заданою точністю, то припиняють навчання, так як пройшли стик і повернулися до початкової точки стику 6) на шостому кроці виділяють нову підматрицю Т такого ж розміру таким чином, щоб домінантний елемент відповідав середині першого чи останнього стовпця або рядка нової підматриці Т, а напрямний елемент знаходився в и межах У переважному прикладі виконання на шостому кроці підматрицю Т виділяють в напрямку, в якому знаходиться напрямна точка В відносно домінантної точки А Якщо номер першої або останньої строки або стовпця нової підматриці Т ВІДПОВІДНО менше або більше ніж номер ВІДПОВІДНО першої або останньої строки або стовпця матриці телевізійної розгортки Q, то переміщують променеву гармату від поточного положення до останньої знайденої домінантної точки А таким чином, щоб напрямна точка В знаходилась в межах телевізійної розгортки, та повторюють дії з сканування телевізійної розгортки, тобто з третього кроку, а в протилежному випадку визначають домінантну точку підматриці Т за опорну точку нової підматриці та повторюють дії з аналізу підматриці, тобто з п'ятого кроку У переважному прикладі виконання на шостому кроці при переміщенні променеву гармату включають на зварювальну потужність, в результаті чого отримують визначений стик завареним Також можливо проведення двох варіантів коректування відхилення Перший варіант відрізняється тим, що додатково проводять попереднє навчання із визначенням ПОСЛІДОВНОСТІ точок S довільного криволінійного зварного стику, виконуючи всі дм за п 1, визначення довільного криволінійного зварного стику за п 5 проводять, використовуючи такі самі розміри матриці телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні, причому переміщення променевої гармати проводять по точках ПОСЛІДОВНОСТІ S, змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення, яка дорівнює різниці між координатами визначеної домінантної точки А та відповідної точки визначе 10 ної при навчанні ПОСЛІДОВНОСТІ ТОЧОК S Другий варіант відрізняється тим, що додатково проводять попереднє навчання із визначенням ПОСЛІДОВНОСТІ точок S довільного криволінійного зварного стику, виконуючи всі дм за п 1, визначення довільного криволінійного телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні, причому переміщення променевої гармати проводять по точках ПОСЛІДОВНОСТІ точок S, змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення, яка дорівнює різниці математичних очікувань ординат та абсцис точок ПОСЛІДОВНОСТІ Ss та ПІДПОСЛІДОВНОСТІ Si, де ПОСЛІДОВНІСТЬ S s включає дві або більше останніх знайдених точок стику, а нерозривна ПІДПОСЛІДОВність точок S-і, знайдена методами математичної статистики, наприклад з умови мінімальності модуля різниці дисперсії ординат і абсцис, належить ПОСЛІДОВНОСТІ точок S, має форму ділянки криволінійного зварного стику, найближчу до форми ділянки криволінійного зварного стику ПОСЛІДОВНОСТІ точок Ss, та має розташування елементів у такому самому порядку, як і в ПОСЛІДОВНОСТІ ТОЧОК S S Спосіб визначення довільного криволінійного зварного стику дозволяє точно, швидко та вірогідно визначити з усього масиву інформації, отриманої шляхом телевізійної розгортки, координати точок довільного криволінійного зварного стику Додаткові варіанти виконання способу зварювання дозволяють при зварюванні визначати відхилення реального положення стику від розрахованого, які часто мають місце із-за деформації деталей та появлення крапель металу на лінії зварного стику при зварюванні та помилок, що виникають як результат шерційності механічних частин зварювальної установки, а також коректувати положення променя відносно контуру стику, тобто виправляти виниклі відхилення безпосередньо в процесі зварювання Висока швидкість та вірогідність визначення у вказаний спосіб довільного криволінійного зварного стику з масиву даних, отриманих шляхом телевізійної розгортки, обумовлена тим, що для визначення стику аналізується не весь масив даних, а лише його невелика частина, що містить інформацію про поверхню деталей у безпосередній близькості від контуру стику, достатня для точного і вірогідного визначення контуру стику Це зменшує час, необхідний для визначення стику, за рахунок як прискорення аналізу масиву даних телевізійної розгортки, так і зменшення до мінімуму необхідної частоти оновлення вказаного масиву, так як аналізується вся необхідна інформація з кожного отриманого масиву Швидкість та вірогідність визначення контуру стику має безпосередній вплив на якість та швидкість зварювання Швидкість зварювання суттєво обмежена швидкістю визначення контуру стику, яка у свою чергу має певні апаратні обмеження При затримках у визначенні контуру стику не виключене погіршення якості зварного шву та навіть бракування шву, яке обумовлено застиганням металу у зварному шві або, навпаки, наскрізним проплавленням деталей 12 11 57435 Висока точність визначення стику у вказаний установки променевого зварювання, принципова спосіб обумовлена тим, що контур стику визначасхема яких зображена на Фіг 1, де ється з точністю до одного елемента отриманої 1 - променева гармата, матриці (тобто одного піксела або точки) телеві2 - блок відхилення променя, зійної розгортки та кроком до половини розмірнос3 - промінь, ті сканувальної підматриці Т При цьому можливі 4 - стик, помилки, обумовлені умовами зварювання, пере5 - зварювані деталі, віряються за допомогою методів математичної 6 - рухомий стіл, статистики та виключаються, а можливе відхилен7 - блок управління променем, ня положення променевої гармати від розрахова8 - ЦАП, ного, обумовлене інерційними явищами (як то за9 - обчислювальний блок, тримки початку руху приводів та затримки зупинки 10 - датчик зворотного сигналу, приводів, що обумовлені втратами часу на форму11 - блок обробки зворотного сигналу, вання сигналів управління та інерцією механічних 12-АЦП, частин зварювальної установки) та тепловою де13 - монітор, формацією зварюваних деталей, визначається і 14 - блок керування рухомим столом коректується в процесі зварювання з високою точПроменева гармата (ПГ) 1 з блоком ністю та вірогідністю Точність та вірогідність вивідхилення 2 променя 3 розміщена над стиком 4 значення стику безпосередньо впливає на якість зварюваних деталей 5, що закріплені на рухомому зварного шву столі 6 Блок відхилення променя зв'язаний з блоком управління променем 7, який в свою чергу Висока точність визначення стику та наявність керується через ЦАП 8 обчислювальним блоком 9 процедур контролю та коректування положення Привід рухомого столу також керується обчислюелектронного променя призводить до покращення вальним блоком через блок керування рухомим якості зварного шва, так як ламана траєкторії простолом 14 Зворотній зв'язок між системою меневої гармати більш наближена до кривої конуправління ЕПГта зварюваними деталями забезтуру довільного криволінійного зварного стику печується завдяки наявності датчика зворотного При цьому вказаний спосіб може бути викорисигналу 10, який через блок обробки зворотного станий на будь-яких установках для променевого сигналу 11 та АЦП 12 передає сигнали до обчисзварювання (як-то електронно-променевого чи лювального блоку Крім того, система має монітор лазерного), які мають механізм зворотного зв'язку, 13, який пов'язаний з блоком обробки зворотного який призначений для визначення стику за допосигналу та блоком розгорток і служить для синмогою променя та формує масив даних про похронізації сигналів блоку управління променем із верхню зварюваних деталей шляхом телевізійної зворотними сигналами та візуалізацм стику розгортки Так, у установці на базі електроннопроменевого зварювання променевою гарматою є електронно-променева гармата із системою фокусування і відхилення електронного променя за допомогою котушок індуктивності, а датчиком зворотного сигналу є розміщений на певній відстані від зони падіння електронного променя датчик вторинно-емісійного сигналу, при цьому сканування телевізійною розгорткою здійснюється шляхом відхилення електронного променя променевої гармати таким чином, щоб він здійснював порядкове проходження певної поверхні зварюваних деталей біля контуру стику У установці на базі лазерного зварювання променевою гарматою є лазер з системою фокусування та відхилення лазерного променя за допомогою системи лінз, а датчиком зворотного сигналу спільно з блоком його обробки є наведена на стик в зоні падіння лазерного променя пристрій типу відеокамери, бажано цифрової (тобто такої, яка містить у своєму складі АЦП), з ВІДПОВІДНИМ світлофільтром, при цьому сканування телевізійною розгорткою здійснюється шляхом порядкового сканування світлочутливої матриці відеокамери Приклад конкретного виконання способу Приклад проілюстрований трьома малюнками, де на Фіг 1 зображена принципова схема установки променевого зварювання, на Фіг 2 - приклад криволінійного зварного стику, визначеного за допомогою двох суміжних матриць телевізійної розгортки, Фіг 3 - приклад двох суміжних підматриць Для виконання способу використовують наявні У установці електронно-променевого зварювання телевізійна розгортка формується безпосереднім порядковим проходженням деякої поверхні зварюваних деталей електронним променем З, відхиленим котушками блоку відхилення променя 2 Далі вторинно-емісійний зворотній сигнал вловлюється датчиком 10, оброблюється блоком 11 та в подальшому візуалізується у вигляді малюнка з позначеними певним кольором точками стику на моніторі 13 та передається через АЦП на обчислювальний блок 9 У установці лазерного зварювання телевізійна розгортка формується шляхом порядкового зняття інформації з світлочутливої матриці наведеної на поверхню деталей відеокамери, оснащеної ВІДПОВІДНИМ світлофільтром, яка у цьому випадку включає в себе датчик зворотного сигналу 10 та блок обробки зворотного сигналу 11, а якщо відеокамера є цифровою за структурою вихідного сигналу інформації, то включає в себе і АЦП 12 Відеокамера передає сигнал на монітор 13, де поверхня деталей візуалізується у вигляді малюнка позначеними певним кольором точками стику, та на обчислювальний блок 9 Додатковим варіантом формування телевізійної розгортки при зварюванні установці лазерного заварювання є такий, при якому додатково ПІДСВІТЛЮЄТЬСЯ поверхня деталей, наприклад шляхом синхронізованого із відеокамерою порядкового проходження деякої поверхні зварюваних деталей малопотужним лазерним променем 2 Опис суті винаходу конкретних прикладів ви 14 13 57435 конання винаходу базується на ряді умовних терзворотного сигналу знайдена ЛІНІЯ стику Наприкмінів та літерних позначень (як то опорна точка О, лад, при зварюванні на сучасному установці елекдомінантна точка А, напрямна точка В, матриця тронно-променевого зварювання розмір матриці телевізійної розгортки Q, підматриця Т та ІНШІ), складає 132 строки та 126 стовпців введених в матеріалах заявки для покращення Задають розташування матриці телевізійної розуміння суті та поліпшення ідентифікації Зророзгортки Q в системі координат відносно телевізуміло, що вказані літерні позначення та умовні зійної розгортки Так, матриця телевізійної розтерміни в умовах конкретних реалізацій винаходу гортки Q може займати як все поле отриманої теза допомогою комп'ютерних програм, побудованих левізійної розгортки, так і певну його частину на базі винаходу, що заявляється, на обладнанні Важливим є те, що один з елементів матриці теавтоматизованих зварювальних установок можуть левізійної розгортки має відповідати опорній точці бути будь-якими, що ніяк не впливає на суть винаО, на яку в даний час спрямована променева гарходу та результат його використання мата Виконання способу визначення довільного Проводять сканування телевізійною розгорткриволінійного зварного стику здійснюють наступкою, визначають та запам'ятовують значення еленим чином ментів матриці телевізійної розгортки Q Вибирають на контурі довільного криСканування телевізійною розгорткою у випадволінійного зварного стику будь-яку опорну точку ку електронно-променевого зварювання полягає в О (Фіг 3), бажано точку початку контуру для направленні електронного променя 3 малої потужрозімкненого контуру стику, та шляхом пеності (звичайно 1 - 2мА, в даному випадку 2мА) реміщення зварних деталей відносно променевої електронно-променевої гармати 1 за допомогою гармати за допомогою приводу рухомого стола 6, блока відхилення електронного променя 2 таким на якому вони закріплені, направляють на опорну чином, щоб імпульси електронно-променевої гарточку О променеву гармату 1, встановлюючи тамати порядкове проходили все поле телевізійної ким чином останню в початкове положення розгортки на зразок, як це відбувається в електронно-променевих трубках телевізорів При цьоВизначають систему координат, яка буде нему величина відхилення електронного променя по обхідна для інтерпретації фізичних точок поверхні вісях OY та ОХ визначається величинами струмів, деталей у елементи матриці телевізійної розгортки поданих на блок відхилення електронного промета зворотної інтерпретації розташування елемення 2, параметри яких задані обчислювальним блотів матриці у точки поверхні, яке необхідно для ком 9 через цифро-аналоговий перетворювач здійснювання безпосереднього зварювання До(ЦАП) 8 безпосередньо генеруються блоком розстатньо ефективно в цьому випадку прийняти за горток 7 Для визначення фактичного положення початок координат опорну точку О, а за вісь (наточки стику використовується електронний промінь приклад, вісь OY) - проекцію дотичної в точці О до З Ця задача реалізована за рахунок відбиття кривої контуру довільного криволінійного зварного електронів від місця бомбардирування променем стику В цьому випадку перпендикулярну їй пряму, поверхні деталей Якщо пучок електронів променя що лежить в площині XOY та пересікає вісь OY в пересікає стик, то в момент пересікання зменопорній точці О, приймають за вісь ОХ шується інтенсивність потоку відбитих електронів Для розуміння винаходу важливо відрізняти Після генеруванні імпульсу електроннопоняття "точка", під яким мається на увазі фізична променевою гарматою 1 на виході датчику зворотточка на поверхні зварних деталей, та "елемент ної вторинно-емісійного сигналу 10 виникає струм матриці" - частина матриці чисел, яка має власне в результаті вловлювання датчиком електронів числове значення та розташування Так само важпучку, що відбитий від бомбардованої поверхні, ливо відрізняти вищезазначене поняття "теякий підсилюється та стабілізується у блоці оброблевізійна розгортка" - система зняття інформації з ки зворотного вторинно-емісійного сигналу 11, певної поверхні зварних деталей, та поняття "матпісля чого через АЦП 12 направляється на обчисриця телевізійної розгортки" - логічно організована лювальний блок 9 в якому запам'ятовують рівень у масив чисел, кожний елемент якого характериструму в матрицю телевізійної розгортки Q Генезується власним розташуванням та числовим знарування нового імпульсу ЕПГ необхідно ченням, інформація про певну частину поверхні здійснювати тільки після приймання і аналізу позварних деталей За допомогою системи коордипереднього імпульсу Якщо електронний пучок нат, яка вводиться при здійсненні способу, стає попадає на металеву поверхню деталі, то на АЦП можливим чисельно СПІВВІДНОСИТИ розташування подається струм високого рівні (наприклад +5 елементів матриці телевізійної розгортки та точок Вольт) В разі попадання пучку електронів в обповерхні зварних деталей ласть стику н, вхід АЦП подається струм низького рівня (наприклад 0 Вольт) Таким чином, з весь Задають розмір матриці телевізійної розгортки час сканування через АЦП проходить сигнал, Q, яка зазвичай є прямокутною На Фіг 2 зображеграфік якого має ви, ступеневої функції Скануванний приклад двох суміжних матриць телевізійної ня зазвичай займає час 1-5 мс, в даному випадку розгортки - Q1 та Q2 5мс Для підвищення точності визначення довільного криволінійного зварного стику бажано задавати якомога більший розмір матриці, що однак При визначенні стику на установці лазерного обмежено фізичними характеристиками променезварювання телевізійні розгортка формується вої гармати, датчика зворотного сигналу та фокашляхом порядкового зняття інформації з світлочульної відстані, які обмежують точність визначення тливе матриці наведеної на поверхню деталей розташування фізичної точки, в якій за допомогою відеокамери, оснащеної ВІДПОВІДНИК світлофільт 16 15 57435 ром, яка у цьому випадку включає в себе датчик мент з найвищим числовим значенням зворотного сигнал 10 (оптична система та світлоБільш ефективним варіантом виконання є значутлива матриця) та блок обробки зворотного сигходження та запам'ятовування напрямної точки В, налу 11 (електронна система формування аналоякій відповідає напрямний елемент підматриці Т, гового телесигналу), а якщо відеокамера є що відповідає точці стику та цифровою за структурою вихідного сигналу інфо• належить останньому стовпцю або частині рмації, то включає в себе і АЦП 12 Затемнені свіпершої чи останньої строки, що лежить праворуч тлочутливі елементи світлочутливе матриці відеовід середнього стовпця, якщо опорна точка О лекамери формують токи іншого рівня, ніж жить на першому стовпці (ЛІВІЙ стороні) підматриці засвітлені, і при знятті сигналу з світлочутливої Т матриці, яке відбувається порядковим опитанням • належить першому стовпцю або частині світлочутливих елементів, отримують певний анапершої чи останньої строки, що лежить ліворуч логовий сигнал Цей сигнал може як безпосередсереднього стовпця, якщо опорна точка О лежить ньо бути перетворений у зворотному напрямку і на останньому стовпці (правій стороні) підматриці зображення, так і відцифрований за допомогою Т, зовнішнього або вбудованого ] камеру АЦП 12, • належить останній строці або частині першоперетворюючись на ПОСЛІДОВНІСТЬ цифрових даних го чи останнього стовпця, що лежить нижче сепро затемненість кожної точки телевізійної розредньої строки, якщо опорна точка О лежить на гортки Відеокамера передає аналоговий сигнал першій строці (верхній стороні) підматриці Т, на монітор 13, де поверхня деталей візуалізується • належить першій строчці або частині першоу вигляд малюнка позначеними певним кольором го чи останнього стовпця, що лежить вище середточками стику, та на обчислювальний блок 9 ньої строки, якщо опорна точка О лежить на останній строчці (нижній стороні) підматриці Т Не зважаючи на принцип формування телевізійної розгортки, для контролю роботи системи Знаходять та запам'ятовують домінантну точку телевізійна розгортка може візуалізуватися на А, якій відповідає домінантний елемент підматриці моніторі 13 у вигляді малюнка з позначеними певТ, за який приймають елемент, що відповідає точці ним кольором точками стику При цьому кожна стику та належить домінантній виборці елементів точка (або частина точок - в разі якщо розмір матD, елементи якої розташовані між опорним елемериці телевізійної розгортки менший за розмір тентом О та напрямним елементом В включно та левізійної розгортки) малюнку на моніторі, отризнаходяться якомога ближче до прямої, яка пермані фактично аналоговим способом, відповідають пендикулярна прямій 0В, що пов'язує напрямну та певному елементу матриці телевізійної розгортки, опорну точки На Фіг 2 та ФІГ 3 домінантні точки А сформованої у обчислювальному блоці, що отри(вони ж - опорні точки О) зображені темним квадмані після аналого-цифрового перетворення, а ратом колір точки - певному числовому значенню елеВ першому наближенні домінантною вибіркою мента Візуально визначаючи рух променевої гарелементів D вважаються елементи, що знаходятьмати, положення якої на моніторі буде незмінним, ся якомога ближче до прямої, яка перпендикулярвздовж лінії стику можна контролювати прана прямій ОВ, що пов'язує напрямну та опорну вильність роботи програмно-апаратного комплекточки, будуть середні строки або стовпці елеменсу тів, або діагональні вибірки На Фіг 3 домінантна вибірка елементів D обведена тонкою переривиДалі в межах матриці телевізійної розгортки Q стою ЛІНІЄЮ виділяють в напрямку останнього переміщення променевої гармати, або в напрямку початку руху Для аналізу домінантної вибірки застосовують в разі, якщо електронно-променева гармата знаи математичне чекання, дисперсію вибірки та криходиться у початковому положенні, квадратну терій Пірса із встановленим рівнем значимості для підматрицю Т (див Фіг 2 та Фіг 3), що має розмір, оцінки значимості або випадковості відхилення менший розміру матриці телевізійної розгортки Q, значень елементів домінантної вибірки від норматаким чином, що опорна точка О відповідає серельного розподілення дині першого чи останнього стовпця або рядка В разі, якщо відхилення є випадковим, повтопідматриці Т рюють дії з четвертого кроку із більшим розміром підматриці Т з метою обійти можливу краплю меПісля ЦЬОГО аналізують підматрицю Т, а саме талу та повторюють її аналіз за п'ятим кроком і, Знаходять та запам'ятовують напрямну точку якщо відхилення залишається випадковим при В, якій відповідає напрямний елемент підматриці збільшуванні розміру підматриці Т декілька разів, Т, що відповідає точці стику та належить ІНШІЙ, НІЖ припиняють визначення стику, так як вийшли на опорна точка О, стороні підматриці Т На Фіг 1 та кінець стику Фіг 2 напрямні точки В помічені темним колом Елемент вважають таким, що відповідає точці Якщо криволінійний зварний стик є замкненим, стику, якщо його числове значення відповідає або то координати напрямної точки В порівнюють із найбільш наближене до нуля (якщо точці стику координатами першої точки стику, і якщо вони відповідає струм зворотного сигналу низького рівспівпадають із заданою точністю, то припиняють ня, а поверхні деталі - ВІДПОВІДНО струм зворотного визначення стику, так як пройшли стик і повернусигналу високого рівня) Існують зварювальні лися до початкової точки стику установки, в яких точці стику відповідає струм звоДалі виділяють нову підматрицю Т такого ж ротного сигналу високого рівня, а поверхні деталі розміру таким чином, щоб домінантний елемент струм низького рівня, і в цьому випадку елеменвідповідав середині першого чи останнього стотом, що відповідає точці стику, вважається елевпця або рядка нової підматриці Т, а напрямний 18 17 57435 елемент знаходився в и межах обхідним для визначення не завареного стику недеформованих деталей При цьому заПри цьому найбільш бажаним варіантом викопам'ятовують координати опорних та/або нання є виділення нової підматриці Т в напрямку, в домінантних точок у послідовний масив даних, що якому знаходиться напрямна точка В відносно зберігається у обчислювальному блоці 9 домінантної точки А Цей напрямок має чотири варіанти, які умовно за візуальним зображенням Далі проводять визначення довільного кривона екрані монітора 13 можуть бути названі "верхлінійного зварного стику за п 5 формули, викорисній", "нижній", "правий" та "лівий", і розраховуютьтовуючи такі самі розміри матриці телевізійної розся через визначення поточного значення кута відгортки Q та підматриці Т і систему координат, як і різка АВ відносно ВІСІ координат при попередньому навчанні Розміри матриці телевізійної розгортки Q та підматриці Т і систему Якщо номер першої або останньої строки або координат необхідно залишати однаковою із попестовпця нової підматриці Т ВІДПОВІДНО менше або реднім навчанням для забезпечення ВІДПОВІДНОСТІ більше ніж номер ВІДПОВІДНО першої або останньої точок, знайдених при попередньому навчанні, та строки або стовпця матриці Q (тобто якщо розтаточок, знайдених при робочому зварюванні, пришування нової підматриці виходить за межі поточчому переміщення променевої гармати проводять ної матриці телевізійної розгортки Q), то переміпо точках ПОСЛІДОВНОСТІ точок S, тобто на шостому щують променеву гармату від поточного кроці переміщують променеву гармату від поточположення до останньої знайденої домінантної ного положення до положення точки ПОСЛІДОВНОСТІ точки А таким чином, щоб напрямна точка В знаS, яка має такий самий порядковий номер, як і ходилась в межах телевізійної розгортки, та поостання знайдена домінантна точка А (тобто підвторюють дії з сканування телевізійної розгортки ставляють для забезпечення руху променевої га(тобто створюють нову матрицю телевізійної розрмати замість координат поточної домінантної гортки, яка має однаковий розмір та узгоджене точки А координати домінантної точки, знайденої розташування з попередньою матрицею), а в пропри навчанні), змінюючи координати точок на ветилежному випадку визначають домінантну точку личину коректувального відхилення або зміщуючи "старої" підматриці Т за опорну точку нової підмапромінь променевої гармати на величину коректутриці та повторюють дії з аналізу підматриці (тобто вального відхилення Коректувальне відхилення вибирають нову підматрицю, яка має однаковий можна знайти одразу після визначення поточної розмір та узгоджене розташування з попередньою домінантної точки А (тобто на п'ятому або на попідматрицею в межах поточної матриці телевізійчатку шостого кроку) ної розгортки Q) В результаті виконання способу визначення довільного криволінійного зварного стику отримують ПОСЛІДОВНІСТЬ координат точок стику S, яку можна оптимізувати методами екстраполяції та інтерполяції і використовувати в подальшому при зварюванні для завдання рухів зварюваних деталей, закріплених на рухомому столі 6, відносно променевої гармати за допомогою блока керування рухомим столом 14 Це дозволяє мінімізувати вплив помилок, обумовлених шерційністю роботи зварювальної установки Можливо одночасно із визначенням виконувати заварювання довільного криволінійного зварного стику Для цього необхідно лише при переміщуванні включати променеву гармату на зварювальну потужність Заварювання стику одночасно із його визначенням зменшує вплив деформацій, отриманих зварними деталями при зварюванні, на результат зварювання, чим поліпшує якість зварного шву та процесу зварювання (тобто зменшує ризик бракування виробу при зварюванні), а також прискорює процес зварної обробки деталей в цілому Для коректування відхилення променя від контуру стику призначений ряд додаткових дій за п 6 та п 7 формули винаходу Розглянемо приклад конкретного виконання коректування відхилення променя від контуру стику Перший варіант коректування відхилення променя від контуру стику полягає в наступному Спочатку додатково проводять попереднє навчання із визначенням ПОСЛІДОВНОСТІ ТОЧОК S ДОВІЛЬНОГО криволінійного зварного стику, виконуючи всі дм за п 1 формули, як це вказано вище Попереднє навчання в такий самий спосіб є не Коректувальне відхилення дорівнює різниці між координатами визначеної домінантної точки А та відповідної точки визначеної при навчанні ПОСЛІДОВНОСТІ точок S В такий спосіб враховуються та коректуються відхилення, обумовлені деформацією зварних деталей та шерційністю зварювальної установки Другий варіант коректування відхилення променя від контуру стику полягає в наступному Спочатку додатково проводять попереднє навчання із визначенням ПОСЛІДОВНОСТІ ТОЧОК S ДОВІ ЛЬНОГО криволінійного зварного стику, що зберігається у обчислювальному блоці 9, виконуючи всі дм за п 1 формули, як це вказано вище Попереднє навчання в такий самий спосіб є необхідним для визначення незавареного стику недеформованих деталей Далі проводять визначення довільного криволінійного зварного стику за п 5 формули, використовуючи такі самі розміри матриці телевізійної розгортки Q та підматриці Т і систему координат, як і при попередньому навчанні Розміри матриці телевізійної розгортки Q та підматриці Т і систему координат краще залишати однаковою із попереднім навчанням для забезпечення ВІДПОВІДНОСТІ точок, знайдених при попередньому навчанні, та точок, знайдених при робочому зварюванні Переміщення променевої гармати проводять по точках ПОСЛІДОВНОСТІ точок S, тобто на шостому кроці переміщують променеву гармату від поточного положення до положення точки ПОСЛІДОВНОСТІ S, яка має такий самий порядковий номер, як і остання знайдена домінантна точка А (тобто підставляють для забезпечення руху променевої гармати замість координат поточної домінантної 19 57435 точки А координати домінантної точки, знайденої при навчанні), змінюючи координати точок на величину коректувального відхилення або зміщуючи промінь променевої гармати на величину коректувального відхилення Коректувальне відхилення дорівнює різниці математичних очікувань ординат та абсцис точок ПОСЛІДОВНОСТІ S s та ПІДПОСЛІДОВНОСТІ Si, де ПОСЛІ ДОВНІСТЬ S s включає дві або більше останніх знайдених точок стику, а нерозривна ПІДПОСЛІДОВНІСТЬ точок S-і, знайдена методами математичної статистики, наприклад з умови мінімальності модуля різниці дисперсії ординат і абсцис, належить ПОСЛІДОВНОСТІ точок S, має форму ділянки криволінійного зварного стику, найближчу до форми ділянки криволінійного зварного стику ПОСЛІДОВНОСТІ точок Ss, та має розташування елементів у такому самому порядку, як і в ПОСЛІДОВНОСТІ ТОЧОК S S Коректувальне відхилення можна знайти одразу після визначення поточної домінантної точки А (тобто на п'ятому або на початку шостого кроку) Для цього у ПОСЛІДОВНОСТІ точок S методами математичної статистики, наприклад з умови мінімальності модуля різниці дисперсії ординат і абсцис, знаходять таку нерозривну ПІДПОСЛІДОВНІСТЬ точок S-і, форма ділянки криволінійного зварного стику якої найближча до форми ділянки криволінійного зварного стику ПОСЛІДОВНОСТІ точок Ss, та елементи якої знаходяться у такому самому порядку, як і в ПОСЛІДОВНОСТІ ТОЧОК S s , ДЄ ПІДПОСЛІДОВНІСТЬ S s включає дві або більше останніх знайдених при зварюванні точок стику Після цього визначають величину коректувального відхилення для кожної 20 точки ПІДПОСЛІДОВНОСТІ Ss, яка дорівнює різниці між координатами ВІДПОВІДНИХ ТОЧОК ПІДПОСЛІДОВНОСТІ S s та Si В такий спосіб також враховуються та коректуються відхилення, обумовлені деформацією зварних деталей та шерційністю зварювальної установки У вказаний спосіб можна також визначати також тривимірний криволінійний стик Для цього необхідно оснастити зварювальну установку ще двома взаємно перпендикулярними датчиками зворотного сигналу, та проводити визначення об'ємного зварного стику в трьох вертикальних проекціях Отримують три проекції просторового зварного стику, по яких чисельно визначають просторову апроксимаційну полілІНІЮ просторового криволінійного зварного стику Таким чином, переміщуючи променеву гармату вздовж вертикальної ВІСІ Z, можна досягти, щоб фокальна відстань від променевої гармати до зварювальної поверхні була постійною В результаті виконання способу отримують визначений та/або заварений довільний криволінійний стик деталей, який відрізняється високою якістю шву, причому процес зварювання проходить швидко та з мінімальним ризиком бракування зварного шву Спосіб може бути використаний на наявних апаратах електронно-променевого та лазерного зварювання в енергетиці, машинобудуванні, авіаКОСМІЧНІЙ промисловості, суднобудуванні, ХІМІЧНІЙ індустрії, електроніці та багатьох інших галузях господарства 21 Комп'ютерна верстка Н Лисенко 57435 22 Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for definition of arbitrary curvilinear welded joint
Назва патенту російськоюСпособ определения произвольного криволинейного сварочного стыка
МПК / Мітки
МПК: B23K 15/00, B23K 26/00
Мітки: спосіб, стику, криволінійного, визначення, зварного, довільного
Код посилання
<a href="https://ua.patents.su/11-57435-sposib-viznachennya-dovilnogo-krivolinijjnogo-zvarnogo-stiku.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення довільного криволінійного зварного стику</a>
Спосіб електронно-променевого зварювання довільного криволінійного зварного стику
Номер патенту: 56712
Опубліковано: 15.05.2003
Автор: Богданов Владислав Ромуальдович
МПК: B23K 15/00, B23K 37/047, G05B 19/18
Мітки: спосіб, електронно-променевого, криволінійного, стику, довільного, зварного, зварювання
Формула / Реферат:
1. Спосіб електронно-променевого зварювання довільного криволінійного зварного стику, в якому вибирають на контурі зварного стику опорну точку та шляхом переміщення зварної деталі добиваються суміщення цієї точки та поточного положення осі електронно-променевої гармати, визначають систему координат, приймаючи за центр опорну точку, задають параметри сканування, виконують сканування, визначають координати напрямної точки або припиняють...
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Тесленко Анатолій Григорович, Хом'як Йосип Васильович, Березовецький Андрій Петрович, Пістун Ігор Павлович
МПК: B21D 26/08
Мітки: металевих, спосіб, зварного, труб, зміцнення, шва
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Кулик Віктор Михайлович
Мітки: спосіб, зварного, термічної, виробу, сталей, обробки
Формула / Реферат:
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.3. Спосіб за п.1, який відрізняється тим, що нагрівання...
Спосіб обробки зварного з’єднання
Номер патенту: 46087
Опубліковано: 15.05.2002
Автори: Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович, Кулик Віктор Михайлович
МПК: C21D 9/50, B21C 37/08
Мітки: з'єднання, обробки, спосіб, зварного
Формула / Реферат:
1. Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дії дуги поперечними чи круговими коливаннями та подовженням її до 3 - 15 мм.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють вище Ас3.3. Спосіб за п. 1, який відрізняється тим, що...
Спосіб визначення ширини зони пластичних деформацій при зварюванні
Номер патенту: 40352
Опубліковано: 16.07.2001
Автор: Прохоренко Одарка Володимирівна
МПК: G01L 1/06
Мітки: визначення, зони, спосіб, зварюванні, деформацій, ширини, пластичних
Формула / Реферат:
Спосіб визначення ширини зони пластичних деформацій при зварюванні, що включає в себе підготовку в поздовжньому відносно осі, зварного шва напрямку вимірювальних баз, виконання замірів баз за допомогою деформометра до зварювання та після охолодження зварного з'єднання в залишковому стані, а ширину зони пластичних деформацій визначають з епюри розподілу залишкової пластичної деформації по ширині зварного з'єднання, яку будують як...
Попередній патент: Ніж бурякорізальний
Наступний патент: Спосіб визначення адгезивної міцності зв’язку ендодонтичних матеріалів з твердими тканинами зуба
Випадковий патент: Реагент для обробки промивальних рідин