Спосіб обробки зварного з’єднання
Номер патенту: 46087
Опубліковано: 15.05.2002
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович
Формула / Реферат
1. Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дії дуги поперечними чи круговими коливаннями та подовженням її до 3 - 15 мм.
2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють вище Ас3.
3. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють в інтервалі Ас1 – Ас3.
4. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють не вище Ас1.
5. Спосіб за п. 1 або 2, який відрізняється тим, що після нагрівань вище Ас3 здійснюють нагрівання не вище Ас1.
6. Спосіб за будь-яким з пп. 1 - 5, який відрізняється тим, що перед нагріванням з уникненням підплавлення здійснюють дугове нагрівання з підплавленням.
Текст
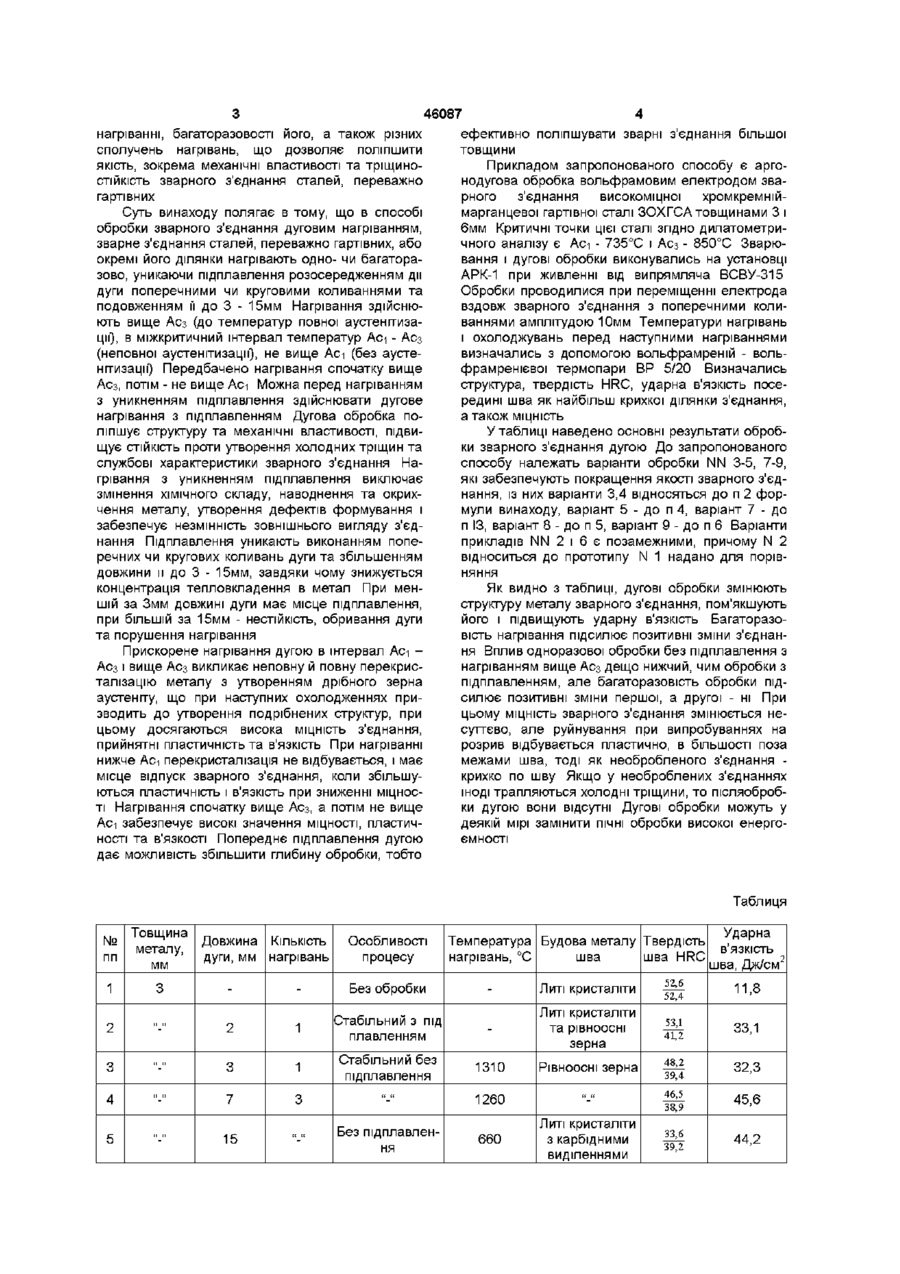
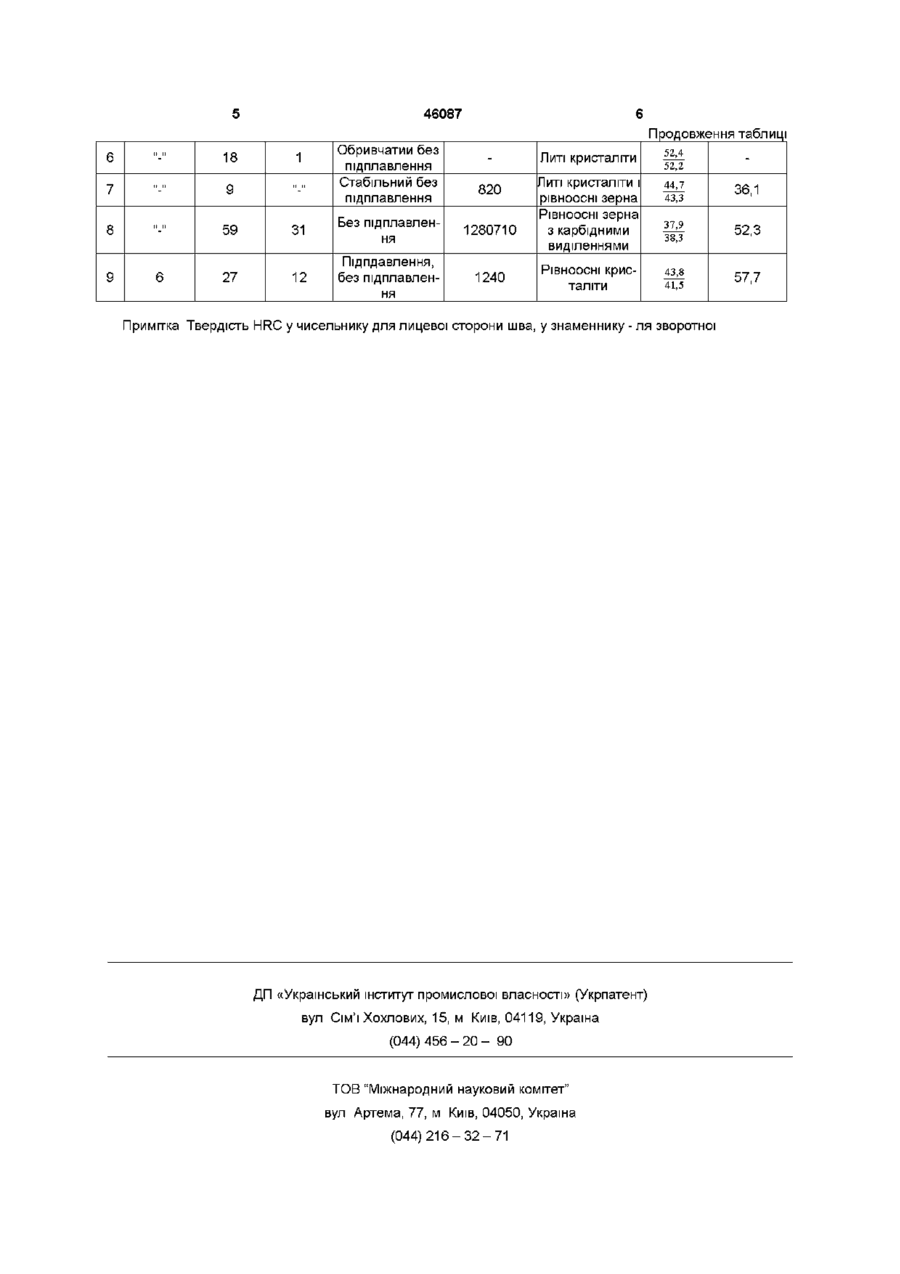
1 Спосіб обробки зварного з'єднання дуговим нагріванням, який відрізняється тим, що зварне з'єднання сталей, переважно гартівних, або окремі його ділянки нагрівають одно - чи багаторазово, уникаючи підплавлення розосередженням дм дуги поперечними чи круговими коливаннями та подовженням и до 3 -15 мм 2 Спосіб за п 1, який відрізняється тим, що нагрівання здійснюють вище Асз 3 Спосіб за п 1, який відрізняється тим, що нагрівання здійснюють в інтервалі Асі - Асз 4 Спосіб за п 1, який відрізняється тим, що нагрівання здійснюють не вище Асі 5 Спосіб за п 1 або 2, який відрізняється тим, що після нагрівань вище Асз здійснюють нагрівання не вище Асі 6 Спосіб за будь-яким з пп 1 - 5 , який відрізняється тим, що перед нагріванням з уникненням підплавлення здійснюють дугове нагрівання з підплавленням О Винахід відноситься до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій і виробів із сталей, зокрема, високоміцних гартівних Загальновідомо, що для покращення механічних властивостей зварних з'єднань, зниження в них рівня напружень і уникнення утворення тріщин проводять термічні обробки а) відпуск, який включає нагрівання нижче Асі витримку й охолодження (авторське свідоцтво СРСР №1 225 865 кл С21Д 9/50), б) нормалізацію, яка передбачає нагрівання вище Асз, витримку й охолодження на повітрі, в) загартування, що передбачає нагрівання вище Асз або Асі і швидке охолодження, г) різні сполучення цих термічних обробок (кн Земзин В Н , Шрон Р З Термическая обработка и свойства сварных соединений - Л Машиностроение, 1978 - 367 с ) Недоліком цих термічних обробок є велике збільшення енергоємності та матеріальних витрат, виконання їх не завжди можливе Відомо спосіб термічної обробки зварного з'єднання (авторське свідоцтво СРСР №633907 кл С21Д 1/04), який передбачає локальне високо частотне нагрівання шва та біляшовної зони до температури 960 - 1000°С і наступне охолодження з накладанням ультразвукових коливань Для здійснення його необхідно використовувати спеціалізоване обладнання Він є аналогом Відомо спосіб зміцнюючої обробки зварного з'єднання аргонодуговим оплавленням біляшовної зони зварного шва з наступним дробеструминним очисним обробленням і поверхневим пластичним деформуванням при куті падіння дробі до оброблюваної поверхні не менше 70° (авторське свідоцтво СРСР № 779 422 кл С21Д 9/50) - прототип Недоліком його є змінення ХІМІЧНОГО складу оплавленого металу, небезпека збільшення в ньому водню, що підвищує крихкість і схильність до утворення холодних тріщин у зварних з'єднаннях високоміцних гартівних сталей, виникнення дефектів формування (підрізи, пори тощо) і обмежує багаторазовість оплавлення В основу винаходу покладено завдання удосконалення відомого способу дугової обробки зварного з'єднання за рахунок уникнення оплавлення, дотримання конкретних температур при дуговому 1 00 о (О 46087 нагріванні, багаторазовості його, а також різних ефективно поліпшувати зварні з'єднання більшої сполучень нагрівань, що дозволяє поліпшити товщини якість, зокрема механічні властивості та тріщиноПрикладом запропонованого способу є аргоСТІЙКІСТЬ зварного з'єднання сталей, переважно нодугова обробка вольфрамовим електродом звагартівних рного з'єднання високоміцної хромкремніймарганцевої гартівної сталі ЗОХГСА товщинами 3 і Суть винаходу полягає в тому, що в способі 6мм Критичні точки цієї сталі згідно дилатометриобробки зварного з'єднання дуговим нагріванням, чного аналізу є Асі - 735°С і Асз - 850°С Зварюзварне з'єднання сталей, переважно гартівних, або вання і дугові обробки виконувались на установці окремі його ділянки нагрівають одно- чи багатораАРК-1 при живленні від випрямляча ВСВУ-315 зово, уникаючи підплавлення розосередженням дії Обробки проводилися при переміщенні електрода дуги поперечними чи круговими коливаннями та вздовж зварного з'єднання з поперечними колиподовженням її до 3 - 15мм Нагрівання здійснюваннями амплітудою 10мм Температури нагрівань ють вище Асз (до температур повної аустенітизаі охолоджувань перед наступними нагріваннями ЦІІ), в міжкритичний інтервал температур Асі - Асз визначались з допомогою вольфрамреній - воль(неповної аустенітизації), не вище Асі (без аустефрамренієвої термопари ВР 5/20 Визначались нітизації) Передбачено нагрівання спочатку вище структура, твердість HRC, ударна в'язкість посеАсз, потім - не вище Асі Можна перед нагріванням редині шва як найбільш крихкої ділянки з'єднання, з уникненням підплавлення здійснювати дугове а також МІЦНІСТЬ нагрівання з підплавленням Дугова обробка поліпшує структуру та механічні властивості, підвиУ таблиці наведено основні результати обробщує СТІЙКІСТЬ проти утворення холодних тріщин та ки зварного з'єднання дугою До запропонованого службові характеристики зварного з'єднання Наспособу належать варіанти обробки NN 3-5, 7-9, грівання з уникненням підплавлення виключає які забезпечують покращення якості зварного з'єдзмінення ХІМІЧНОГО складу, наводнення та окрихнання, із них варіанти 3,4 відносяться до п 2 форчення металу, утворення дефектів формування і мули винаходу, варіант 5 - до п 4, варіант 7 - до забезпечує незмінність зовнішнього вигляду з'єдп ІЗ, варіант 8 - до п 5, варіант 9 - до п 6 Варіанти нання Підплавлення уникають виконанням попеприкладів NN 2 і 6 є позамежними, причому N 2 речних чи кругових коливань дуги та збільшенням відноситься до прототипу N 1 надано для порівдовжини и до 3 - 15мм, завдяки чому знижується няння концентрація тепловкладення в метал При менЯк видно з таблиці, дугові обробки змінюють шій за Змм довжині дуги має місце підплавлення, структуру металу зварного з'єднання, пом'якшують при більшій за 15мм - нестійкість, обривання дуги його і підвищують ударну в'язкість Багаторазота порушення нагрівання вість нагрівання підсилює позитивні зміни з'єднання Вплив одноразової обробки без підплавлення з Прискорене нагрівання дугою в інтервал Асі нагріванням вище Асз дещо нижчий, чим обробки з Асз і вище Асз викликає неповну й повну перекриспідплавленням, але багаторазовість обробки підталізацію металу з утворенням дрібного зерна силює позитивні зміни першої, а другої - ні При аустеніту, що при наступних охолодженнях прицьому МІЦНІСТЬ зварного з'єднання змінюється незводить до утворення подрібнених структур, при суттєво, але руйнування при випробуваннях на цьому досягаються висока МІЦНІСТЬ з'єднання, розрив відбувається пластично, в більшості поза прийнятні пластичність та в'язкість При нагріванні межами шва, тоді як необробленого з'єднання нижче Асі перекристалізація не відбувається, і має крихко по шву Якщо у необроблених з'єднаннях місце відпуск зварного з'єднання, коли збільшуІНОДІ трапляються холодні тріщини, то післяобробються пластичність і в'язкість при зниженні МІЦНОСки дугою вони відсутні Дугові обробки можуть у ТІ Нагрівання спочатку вище Асз, а потім не вище деякій мірі замінити ПІЧНІ обробки високої енергоАсі забезпечує високі значення МІЦНОСТІ, пластичємності ності та в'язкості Попереднє підплавлення дугою дає можливість збільшити глибину обробки, тобто Таблиця № пп Товщина металу, мм 1 3 Довжина КІЛЬКІСТЬ дуги, мм нагрівань Особливості процесу Температура Будова металу Твердість нагрівань, °С шва шва HRC Ударна в'язкість шва, Дж/см2 Без обробки Литі кристаліти 52,6 52,4 11,8 2 2 1 Стабільний з під плавленням Литі кристаліти та рівноосні зерна 53,1 41,2 33,1 3 3 1 Стабільний без підплавлення 1310 РІВНООСНІ зерна 48,2 39,4 32,3 4 7 3 46,5 38,9 45,6 5 15 33,6 39,2 44,2 1260 Без підплавлення 660 Литі кристаліти з карбідними виділеннями 46087 Продовження таблиці Литі кристаліти 52,4 52,2 820 Питі кристаліти і рівноосні зерна 44,7 43,3 36,1 з карбідними виділеннями 37,9 38,3 52,3 РІВНООСНІ крис 43,8 41,5 57,7 6 18 7 9 8 59 31 Без підплавлення 1280710 27 12 Підпдавлення, без підплавлення 1240 9 6 1 Обривчатии без підплавлення Стабільний без підплавлення РІВНООСНІ зерна таліти Примітка Твердість HRC у чисельнику для лицевої сторони шва, у знаменнику - ля зворотної ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Lupan Arkadii Pylypovych
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Лупан Аркадий Филиппович
МПК / Мітки
МПК: B21C 37/08, C21D 9/50
Мітки: зварного, обробки, спосіб, з'єднання
Код посилання
<a href="https://ua.patents.su/3-46087-sposib-obrobki-zvarnogo-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки зварного з’єднання</a>
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Березовецький Андрій Петрович, Хом'як Йосип Васильович, Тесленко Анатолій Григорович, Пістун Ігор Павлович
МПК: B21D 26/08
Мітки: шва, зміцнення, зварного, спосіб, труб, металевих
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: з'єднань, обробки, зварних, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб виготовлення зварного зубчатого колеса
Номер патенту: 16416
Опубліковано: 29.08.1997
Автори: Костанда Павло Петрович, Джансиз Надія Вікторівна
МПК: F16H 55/17
Мітки: зубчатого, виготовлення, зварного, спосіб, колеса
Формула / Реферат:
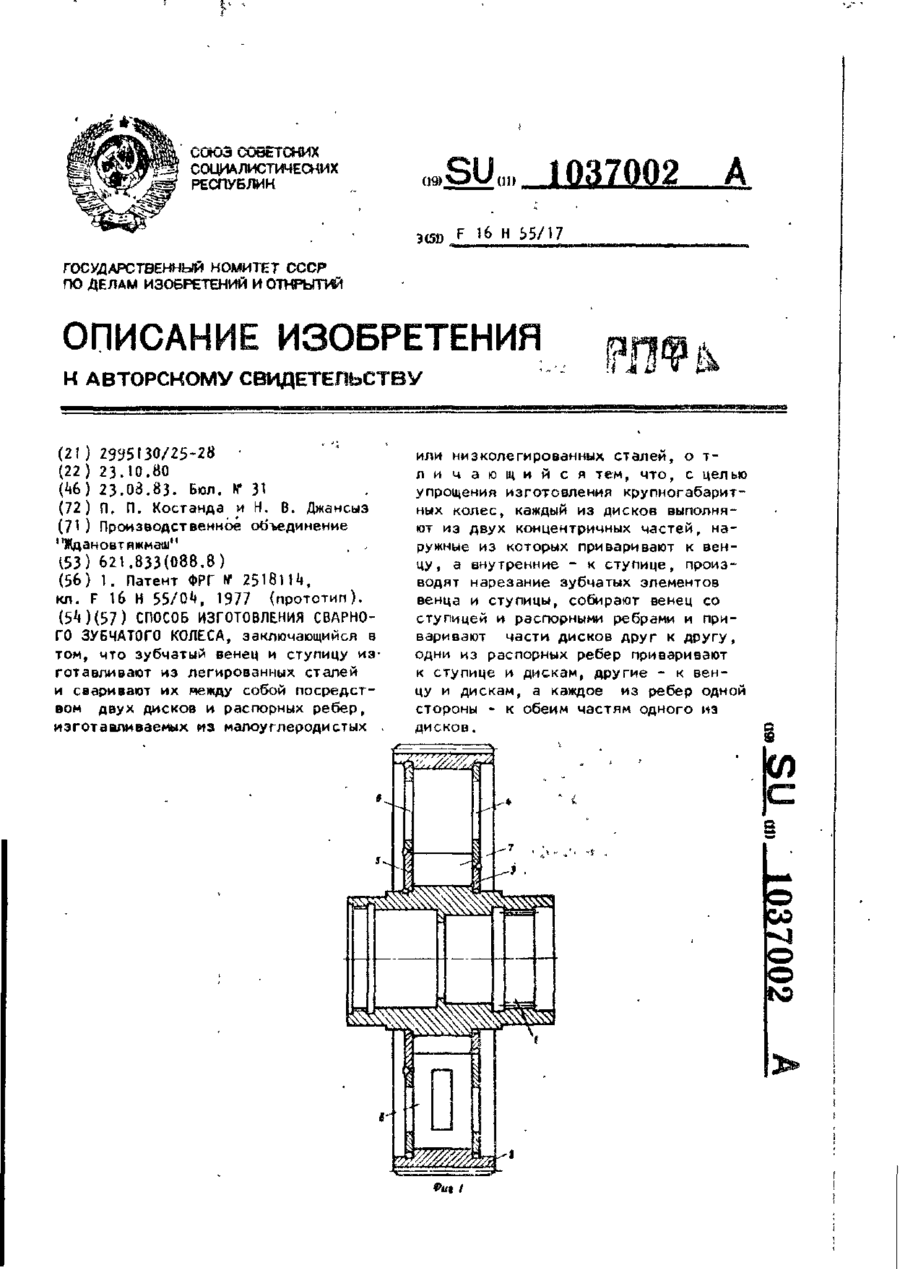
Способ изготовления сварного зубчатого колеса, заключающийся в том, что зубчатый венец и ступицу изготавливают из легированных сталей и сваривают их между собой посредством двух дисков и распорных ребер, изготавливаемых из малоуглеродистых или низколегированных сталей, отличающийся тем, что, с целью упрощения изготовления крупногабаритных колес, каждый из дисков выполняют из двух концентричных частей, наружные из которых приваривают к...
Спосіб деформації зварного шва на прямошовних трубах
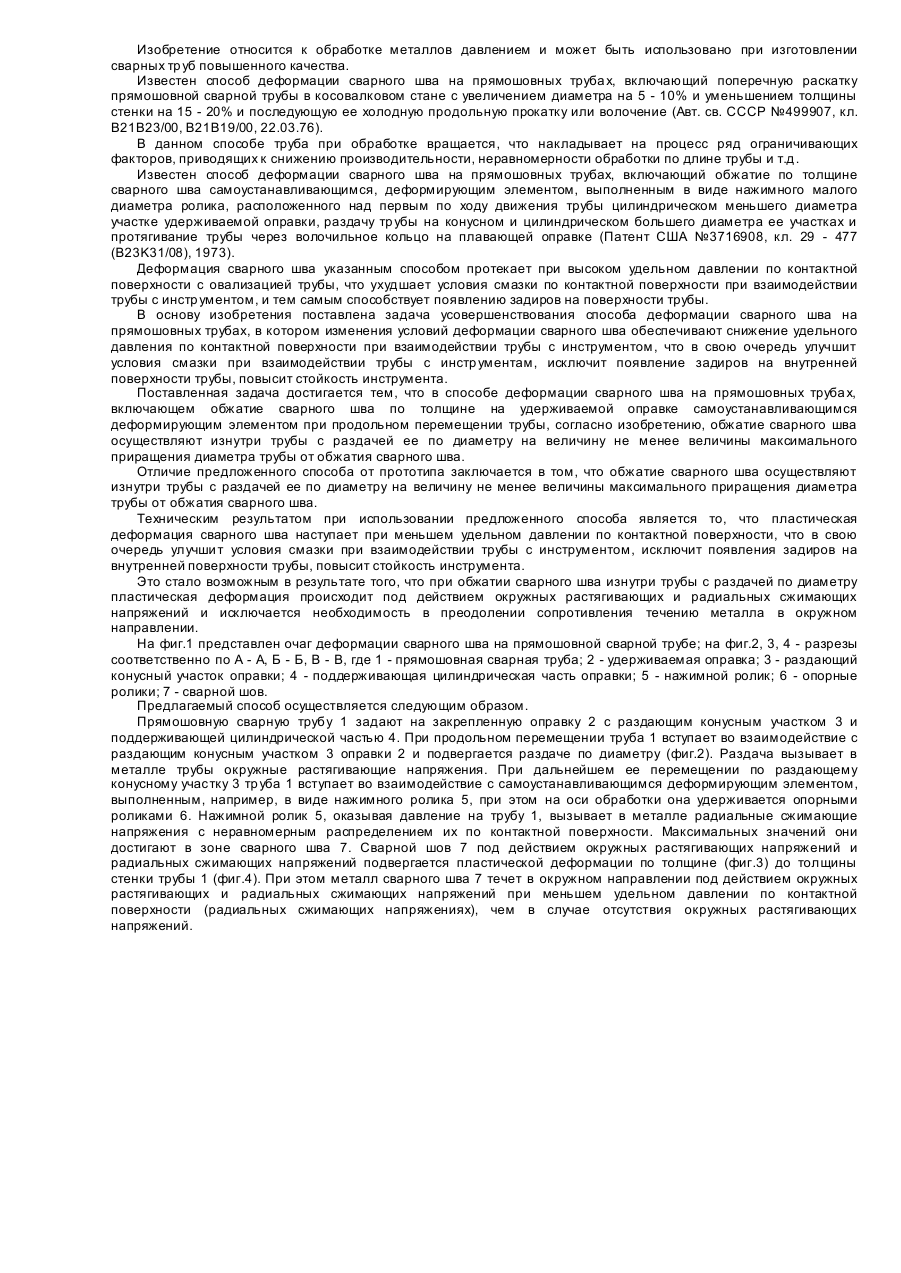
Номер патенту: 25186
Опубліковано: 30.10.1998
Автори: Новіков Леонід Миколайович, Райчук Юрій Ісакович, Фурманов Валерій Борисович, Ковіка Микола Данилович, Сергєєв Віктор Володимирович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Сизоненко Григорій Олександрович, Гладченко Олександр Федорович, Правдін Юрій Михайлович
МПК: B23K 31/00, B21C 37/08, B21C 37/06
Мітки: деформації, спосіб, шва, трубах, прямошовних, зварного
Формула / Реферат:
Способ деформации сварного шва на прямошовных трубах, включающий обжатие сварного шва по толщине на удерживаемой оправке самоустанавливающимся деформирующим элементом при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва осуществляют изнутри трубы с раздачей ее по диаметру на величину не менее величины максимального приращения диаметра трубы от обжатия сварного шва.
Спосіб деформування зварного шва на прямошовних трубах
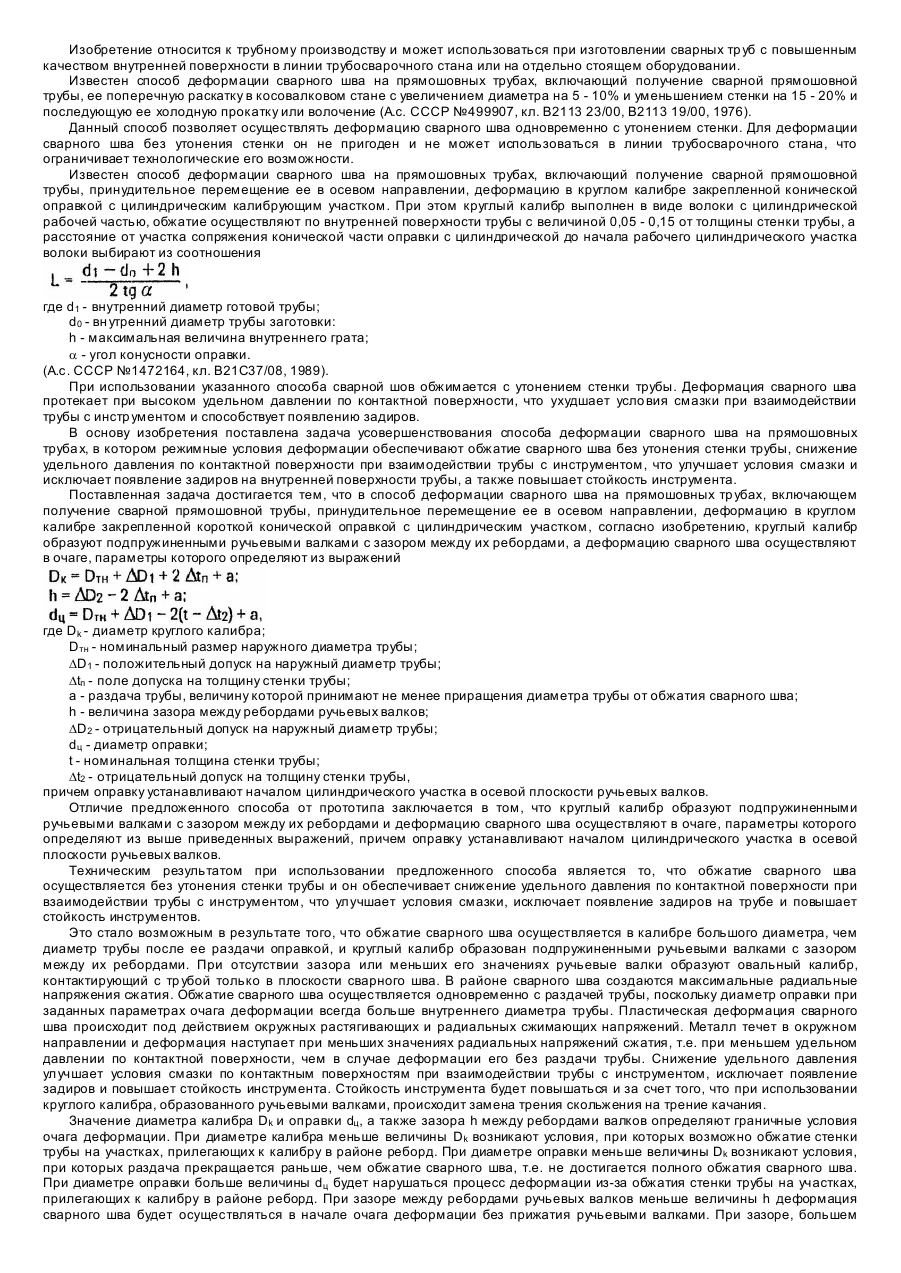
Номер патенту: 20464
Опубліковано: 15.07.1997
Автори: Правдін Юрій Михайлович, Ковіка Микола Данилович, Сизоненко Григорій Олександрович, Гладченко Олександр Федорович, Новіков Леонід Миколайович, Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Райчук Юрій Ісакович
МПК: B21B 23/00, B21B 19/00
Мітки: спосіб, деформування, шва, зварного, трубах, прямошовних
Формула / Реферат:
Способ деформации сварного шва на прямо-шовных трубах, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию в круглом калибре закрепленной короткой конической оправкой с цилиндрическим участком, отличающийся тем, что круглый калибр образуют подпружиненными ручьевыми валками с зазором между их ребордами, а деформацию сварного шва осуществляют в очаге, параметры которого определяют...
Попередній патент: Вітроагрегат
Наступний патент: Інформаційна картка, спосіб виготовлення інформаційної картки та пристрій для виготовлення інформаційної картки
Випадковий патент: Спосіб біологічної боротьби з виляганням конюшини лучної та гібридної