Спосіб виготовлення радіаторів систем охолодження автомобільних двигунів
Номер патенту: 79162
Опубліковано: 10.04.2013
Автори: Кисіль Олег Васильович, Комаров Володимир Олександрович, Вдовиченко В'ячеслав Миколайович, Коробка Юрій Васильович, Комар Сергій Михайлович, АНДРІЄВСЬКИЙ АНДРІЙ ПЕТРОВИЧ, Блінов Сергій Миколайович, Фофанов Віталій Володимирович

Формула / Реферат
1. Спосіб виготовлення радіаторів систем охолодження автомобільних двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовлення конструктивних елементів радіатора виготовляють трубки, ребристі пластини, турбулізатори, опорні пластини, бачки, прокладки та пластини кріплення радіатора з елементами кріплення радіатора до шасі автомобіля, на стадії збирання радіатора з конструктивних елементів здійснюють попередньо технологічні операції по збиранню з трубок та ребристих пластин остова радіатора, продовжують стадію збирання радіатора шляхом виконання технологічних операцій по установці турбулізаторів в трубках остова та розміщення прокладок у відповідних виїмках бачків з наступним з'єднанням між собою на опорних пластинах остова радіатора і бачків, а після випробувань на герметичність та здачею виготовленого/зібраного радіатора замовникові, виконують технологічні операції по усуненню виявлених після випробувань дефектів з наступним ремонтом дефектних конструктивних елементів зазначеного радіатора, причому трубки виконують переважно круглої форми в поперечному перерізі, зазначені трубки виконують переважно з алюмінію, ребристі пластини виконують плоскими з отворами для проходу трубок та з жалюзійними просічками на кожній із сторін пластини, на протилежних сторонах оребряючих пластин виконують просічки для монтажу до зібраного остова пластин кріплення радіатора, зазначені отвори виконують з дістанційними відбортовками, оребряючі пластини виконують переважно з алюмінію, опорні пластини виконують переважно з оцинкованої металевої стрічки товщиною від 0,5 до 1,0 мм, на опорних пластинах виконують відбортовки з вирізами, що створюють затискні лапки для з'єднання бачків з остовом, бачки виконують переважно з пластичних матеріалів, на бачках виконують патрубки підведення/відведення води та допоміжні конструктивні елементи, на бачках по їх периметру виконують опорні площини для завальцювання на них прорізних лапок опорних пластин, прокладки виконують переважно з пружних матеріалів, які за хіміко-фізичними властивостями забезпечують пружність матеріалу в діапазоні температур від мінус 50 до плюс 120 °С, пластини кріплення радіатора виконують переважно зі сталевої оцинкованої стрічки товщиною 1,0-1,5 мм, турбулізатори виконують визначеною за конструкцією формою та переважно з алюмінію товщиною не менше 0,05 мм, чи з пластмаси товщиною не менше 1,0 мм, який відрізняється тим, що на стадії виготовленні конструктивних елементів радіатора додатково виготовляють екран та вузол кріплення кожуха вентилятора, на стадії виготовлення трубок здійснюють технологічні операції по розвальцюванню торців трубок, по приведенню площини торцевої частини трубок до перпендикулярності відносно поздовжньої осі трубки, на стадії виготовлення оребряючих пластин здійснюють технологічні операції по виготовленню додаткових жалюзійних просічок між отворами для проходу трубок, на стадії виготовлення бачків здійснюють технологічні операції по закріпленню по торцях бачків додаткових цапф/вузлів кріплення до шасі автомобіля, закріплення з боку розташування патрубків підведення/відведення води бобишок кріплення вентилятора та патрубка підбурення повітря, виконання на поверхні бачків ребер жорсткості, при виготовленні прокладок їх виконують з отворами за формою розташування трубок в остові радіатора, на стадії збирання радіатора з конструктивних елементів здійснюють додатково кріплення екрана до нижньої опорної пластини, а до зазначеного екрана - вузла кріплення кожуха вентилятора, при цьому трубки розміщують переважно горизонтально, трубки розміщують або у коридорному порядку, або у шаховому порядку, зазначені трубки розміщують переважно з постійним кроком між собою, опорні пластини виконують однаковими за конструкцією та габаритами, на патрубках підведення/відведення води виконують ніпельне з'єднання, причому трубки виготовляють із зовнішнім діаметром не менше 6 мм і товщиною стінки не менше 0,2 мм, оребряючі пластини виготовляють товщиною не менше 0,05 мм, жалюзійні просічки виконують шириною не менше 0,05 мм, довжиною не менше 2 мм та з кутом установки не менше 5°, турбулізатор виконують спіралеподібним, зазначений турбулізатор виконують за довжиною більшим, ніж довжина трубки.
2. Спосіб за п. 1, який відрізняється тим, що елементи кріплення радіатора до шасі автомобіля виконують або тільки на зазначених пластинах кріплення радіатора, або тільки на бачках, або комплексно як на бачках, так і на указаних пластинах кріплення.
3. Спосіб за п. 1, який відрізняється тим, що залежно від схеми радіатора всередині бачка розміщують одну або дві перегородки для створення двох чи трьох ходів потоку води по трубках остова.
Текст
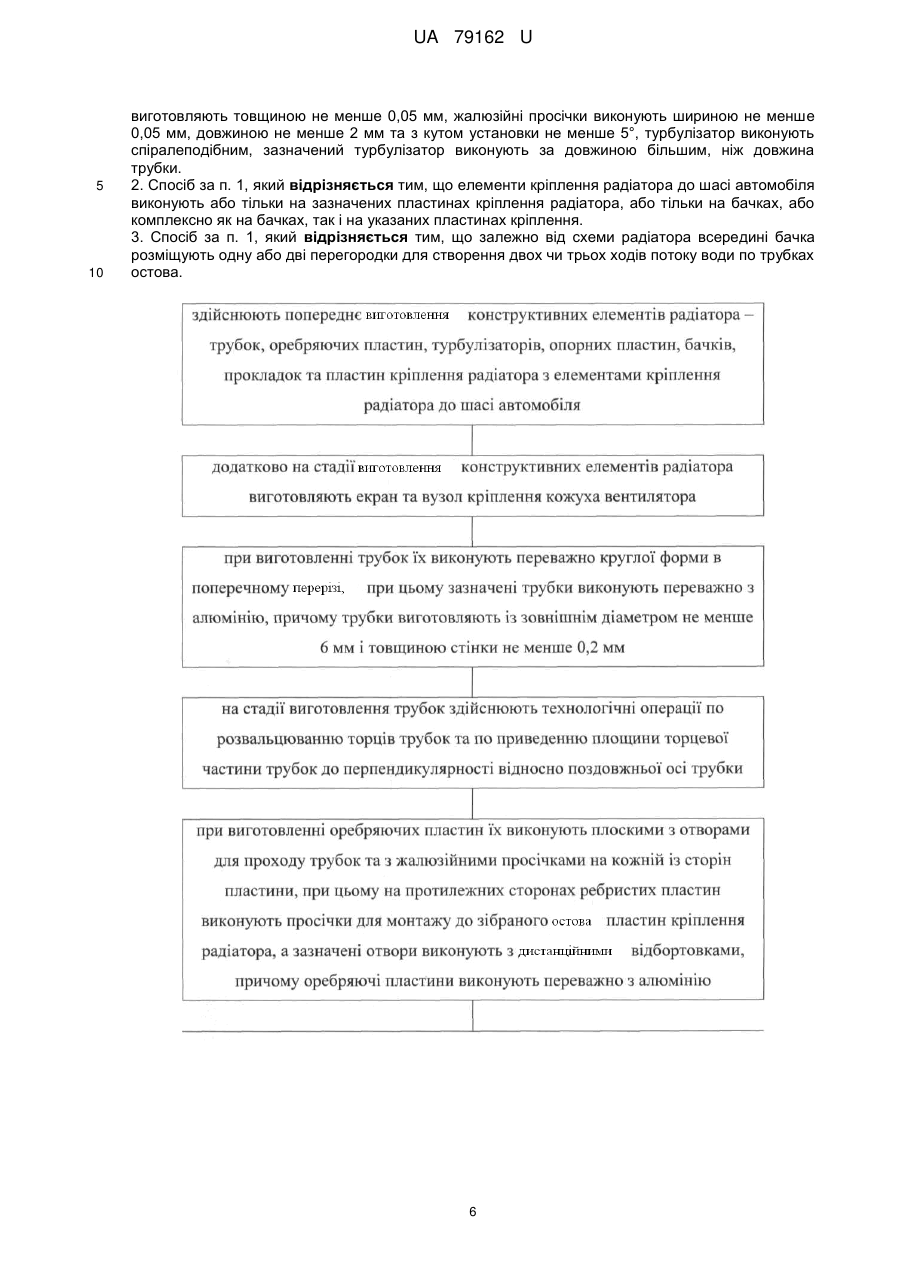
Реферат: Суть корисної моделі в способі виготовлення радіаторів систем охолодження автомобільних двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність. На стадії виготовлення конструктивних елементів радіатора виготовляють трубки, ребристі пластини, турбулізатори, опорні пластини, бачки, прокладки та пластини кріплення радіатора з UA 79162 U (12) UA 79162 U елементами кріплення радіатора до шасі автомобіля. Елементи кріплення радіатора до шасі автомобіля виконують або тільки на зазначених пластинах кріплення радіатора, або тільки на бачках, або комплексно як на бачках, так і на указаних пластинах кріплення. Залежно від схеми радіатора всередині бачка розміщують одну або дві перегородки для створення двох чи трьох ходів потоку води по трубках остова. UA 79162 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі автомобілебудування, зокрема до автомобільних двигунів, а саме до способів виготовлення радіаторів систем охолодження автомобільних двигунів. Відомий спосіб виготовлення радіаторів систем охолодження двигунів внутрішнього згоряння, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню виготовлених радіаторів на герметичність [1]. До недоліків відомого способу виготовлення радіаторів систем охолодження двигунів внутрішнього згоряння належить те, що при застосуванні визначеної технології збірки не забезпечується якісність збирання радіаторів систем охолодження автомобільних двигунів. До недоліків відомого способу виготовлення радіаторів систем охолодження двигунів внутрішнього згоряння належить й те, що при застосуванні визначеної технології збірки не забезпечується виготовлення зазначених радіаторів з підвищеними показниками надійності та тепловіддачі. Найбільш близьким за технічним рішенням як по суті, так і по задачі, вибрано за найближчий прототип, спосіб виготовлення радіаторів систем охолодження автомобільних двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовлення конструктивних елементів радіатора виготовляють трубки, ребристі пластини, турбулізатори, опорні пластини, бачки, прокладки та пластини кріплення радіатора з елементами кріплення радіатора до шасі автомобіля, на стадії збирання радіатора з конструктивних елементів здійснюють попередньо технологічні операції по збиранню з трубок та ребристих пластин остова радіатора, продовжують стадію збирання радіатора шляхом виконання технологічних операцій по установці в трубках остова турбулізаторів та розміщення прокладок у відповідних виїмках бачків з наступним з'єднанням між собою на опорних пластинах остова радіатора і бачків, а після випробувань на герметичність та здачею виготовленого/зібраного радіатора замовникові, виконують технологічні операції по усуненню виявлених після випробувань дефектів з наступним ремонтом дефектних конструктивних елементів зазначеного радіатора, причому трубки виконують переважно круглої форми в поперечному перерізі, зазначені трубки виконують переважно з алюмінію, ребристі пластини виконують плоскими з отворами для проходу трубок та з жалюзійними просічками на кожній із сторін пластини, на протилежних сторонах оребряючих пластин виконують просічки для монтажу до зібраного остова пластин кріплення радіатора, зазначені отвори виконують з дистанційними відбортовками, оребряючі пластини виконують переважно з алюмінію, опорні пластини виконують переважно з оцинкованої металевої стрічки товщиною від 0,5 до 1,0 мм, на опорних пластинах виконують відбортовки з вирізами, що створюють затискні лапки для з'єднання бачків з остовом, бачки виконують переважно з пластичних матеріалів, на бачках виконують патрубки підведення/відведення води та допоміжні конструктивні елементи, на бачках по їх периметру виконують опорні площини для завальцювання на них прорізних лапок опорних пластин, прокладки виконують переважно з пружних матеріалів, які за хіміко-фізичними властивостями забезпечують пружність матеріалу в діапазоні температур від мінус 50 до плюс 120 °C, пластини кріплення радіатора виконують переважно зі сталевої оцинкованої стрічки товщиною 1,0-1,5 мм, турбулізатори виконують визначеною за конструкцією формою та переважно з алюмінію товщиною не менше 0,05 мм, чи з пластмаси товщиною не менше 1,0 мм [2]. До недоліків способу виготовлення радіаторів систем охолодження автомобільних двигунів, який вибрано за найближчий прототип, належить те, що при застосуванні визначеної технології зборки не забезпечується якісність збирання радіаторів систем охолодження автомобільних двигунів. До недоліків відомого способу виготовлення радіаторів систем охолодження автомобільних двигунів належить й те, що при застосуванні визначеної технології збірки не забезпечується виготовлення зазначених радіаторів з підвищеною надійністю та ефективною тепловіддачею. В основу корисної моделі поставлена задача шляхом введення у виробничий процес виготовлення радіаторів систем охолодження автомобільних двигунів додаткових технологічних операцій, забезпечити підвищення якості виготовлення зазначених радіаторів і, тим самим, підвищити надійність та ефективність тепловіддачі. Суть корисної моделі в способі виготовлення радіаторів систем охолодження автомобільних двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених 1 UA 79162 U 5 10 15 20 25 30 35 40 45 50 55 конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовленні конструктивних елементів радіатора виготовляють трубки, ребристі пластини, турбулізатори, опорні пластини, бачки, прокладки та пластини кріплення радіатора з елементами кріплення радіатора до шасі автомобіля, на стадії збирання радіатора з конструктивних елементів здійснюють попередньо технологічні операції по збиранню з трубок та оребряючих пластин остова радіатора, продовжують стадію збирання радіатора шляхом виконання технологічних операцій по установці в трубках остова турбулізаторів та розміщення прокладок у відповідних виїмках бачків з наступним з'єднанням між собою на опорних пластинах остова радіатора і бачків, а після випробувань на герметичність та здачею виготовленого/зібраного радіатора замовникові, виконують технологічні операції по усуненню виявлених після випробувань дефектів з наступним ремонтом дефектних конструктивних елементів зазначеного радіатора, причому трубки виконують переважно круглої форми в поперечному перерізі, зазначені трубки виконують переважно з алюмінію, ребристі пластини виконують плоскими з отворами для проходу трубок та з жалюзійними просічками на кожній із сторін пластини, на протилежних сторонах оребряючих пластин виконують просічки для монтажу до зібраного остова пластин кріплення радіатора, зазначені отвори виконують з дістанційними відбортовками, оребряючі пластини виконують переважно з алюмінію, опорні пластини виконують переважно з оцинкованої металевої стрічки товщиною від 0,5 до 1,0 мм, на опорних пластинах виконують відбортовки з вирізами, що створюють затискні лапки для з'єднання бачків з остовом, бачки виконують переважно з пластичних матеріалів, на бачках виконують патрубки підведення/відведення води та допоміжні конструктивні елементи, на бачках по їх периметру виконують опорні площини для завальцювання на них прорізних лапок опорних пластин, прокладки виконують переважно з пружних матеріалів, які за хіміко-фізичними властивостями забезпечують пружність матеріалу в діапазоні температур від мінус 50 до плюс 120 °C, пластини кріплення радіатора виконують переважно зі сталевої оцинкованої стрічки товщиною 1,0-1,5 мм, турбулізатори виконують визначеною за конструкцією формою та переважно з алюмінію товщиною не менше 0,05 мм, чи з пластмаси товщиною не менше 1,0 мм, полягає в тому, що на стадії виготовлення конструктивних елементів радіатора додатково виготовляють екран та вузол кріплення кожуха вентилятора, на стадії виготовлення трубок здійснюють технологічні операції по розвальцюванню торців трубок, по приведенню площини торцевої частини трубок до перпендикулярності відносно поздовжньої осі трубки, на стадії виготовлення ребристих пластин здійснюють технологічні операції по виготовленню додаткових жалюзійних просічок між отворами для проходу трубок, на стадії виготовлення бачків здійснюють технологічні операції по закріпленню по торцях бачків додаткових цапф/вузлів кріплення до шасі автомобіля, закріплення з боку розташування патрубків підведення/відведення води бобишок кріплення вентилятора та патрубка підбурення повітря, виконання на поверхні бачків ребер жорсткості, при виготовленні прокладок їх виконують з отворами за формою розташування трубок в остові радіатора, на стадії збирання радіатора з конструктивних елементів здійснюють додатково кріплення екрана до нижньої опорної пластини, а до зазначеного екрана - вузла кріплення кожуха вентилятора. Суть корисної моделі полягає і в тому, що трубки розміщують переважно горизонтально, трубки розміщують або у коридорному порядку, або у шаховому порядку, зазначені трубки розміщують переважно з постійним кроком між собою, опорні пластини виконують однаковими за конструкцією та габаритами, на патрубках підведення/відведення води виконують ніпельне з'єднання. Суть корисної моделі полягає також і в тому, що трубки виготовляють із зовнішнім діаметром не менше 6 мм і товщиною стінки не менше 0,2 мм, оребряючі пластини виготовляють товщиною не менше 0,05 мм, жалюзійні просічки виконують шириною не менше 0,05 мм, довжиною не менше 2 мм та з кутом установки не менше 5°, турбулізатор виконують спіралеподібним, зазначений турбулізатор виконують за довжиною більшим, ніж довжина трубки. Новим в корисній моделі є й те, що елементи кріплення радіатора до шасі автомобіля виконують або тільки на зазначених пластинах кріплення радіатора, або тільки на бачках, або комплексно як на бачках, так і на указаних пластинах кріплення, а в залежності від схеми радіатора всередині бачка розміщують одну або дві перегородки для створення двох чи трьох ходів потоку води по трубках остова. Рішення поставленої задачі в способі виготовлення радіаторів систем охолодження автомобільних двигунів, який заявляється, можливе тому, що: - шляхом виготовлення екрана забезпечується стабілізація температурного режиму охолодження рідини; 2 UA 79162 U 5 10 15 20 25 30 35 40 45 50 55 60 - шляхом виготовлення вузла кріплення кожуха вентилятора забезпечується надійність кріплення кожуха вентилятора при дії вібрацій, що виникають при русі автомобіля по неровній дорозі; - шляхом розвальцювання торців трубок забезпечується надійність їх утримання в вузлах зарівнювання; - шляхом приведення площини торцевої частини трубок до перпендикулярності відносно поздовжньої осі трубки забезпечується герметичність контакту трубок з відповідними конструктивними елементами радіатора; - шляхом виготовленню додаткових жалюзійних просічок на оребряючих пластинах між отворами для проходу трубок забезпечується стабілізація температурного режиму охолодження рідини; - шляхом закріплення по торцях бачків додаткових цапф/вузлів кріплення до шасі автомобіля забезпечується надійність кріплення бачків та зменшеннях їх вібрації; - шляхом виконання на поверхні бачків ребер жорсткості з отворами за формою розташування трубок в остові радіатора забезпечується надійність кріплення зазначених трубок; - шляхом закріплення бобишок кріплення вентилятора та патрубка підбурення повітря забезпечується надійність кріплення зазначених конструктивних елементів та зменшеннях їх вібрації при русі автомобіля; - шляхом додаткового кріплення екрана до нижньої опорної пластини, а до зазначеного екрану - вузла кріплення кожуха вентилятора забезпечується надійність кріплення екрана і вентилятора та зменшеннях їх вібрацій при русі автомобіля; - шляхом виконання ніпельного з'єднання на патрубках підведення/відведення води забезпечується якісне ущільнення місця стикування; - шляхом виконання турбулізатора спіралеподібним, зазначений та за довжиною більшим, ніж довжина трубки забезпечується підвищення ефективності охолодження зовнішньої поверхні трубок. Таким чином спосіб виготовлення радіаторів систем охолодження автомобільних двигунів, який заявляється, відповідає критерію корисної моделі "новизна". Суть способу виготовлення радіаторів систем охолодження автомобільних двигунів пояснюється за допомогою блок-схеми послідовності виконання технологічних операцій, покладених в основу способу виготовлення радіаторів систем охолодження автомобільних двигунів. Технологічний процес виготовлення радіаторів систем охолодження автомобільних двигунів згідно блок-схеми, що показана на Фіг. 1, здійснюється наступним чином. У виробництві радіаторів використовують/застосовують різні методи/технології та засоби для їх виготовлення. До технологічного процесу виготовлення радіаторів належить та частина виробничого процесу, у якій утримуються дії по виготовленню конструктивних елементів виробу (а саме, радіатора), збирання виробу із виготовлених конструктивних елементів, перевірка (наприклад, на герметичність) та усунення виявлених несправностей. Під час здійснення технологічного процесу виготовлення радіаторів систем охолодження автомобільних двигунів (згідно зі схемою, показаної на Фіг. 1) на першому етапі здійснюють попереднє виготовлення конструктивних елементів радіатора - трубок, ребристих пластин, турбулізаторів, опорних пластин, бачків, прокладок та пластин кріплення радіатора з елементами кріплення радіатора до шасі автомобіля. Додатково на стадії виготовлення конструктивних елементів радіатора виготовляють екран та вузол кріплення кожуха вентилятора. При виготовленні трубок їх виконують переважно круглої форми в поперечному перерізі, при цьому зазначені трубки виконують переважно з алюмінію, причому трубки виготовляють із зовнішнім діаметром не менше 6 мм і товщиною стінки не менше 0,2 мм. Також на стадії виготовлення трубок здійснюють технологічні операції по розвальцюванню торців трубок та по приведенню площини торцевої частини трубок до перпендикулярності відносно поздовжньої осі трубки. При виготовленні оребряючих пластин їх виконують плоскими з отворами для проходу трубок та з жалюзійними просічками на кожній із сторін пластини, при цьому на протилежних сторонах оребряючих пластин виконують просічки для монтажу до зібраного остова пластин кріплення радіатора, а зазначені отвори виконують з дістанційними відбортовками, причому оребряючі пластини виконують переважно з алюмінію. Також на стадії виготовлення оребряючих пластин додатково здійснюють технологічні операції по виготовленню додаткових жалюзійних просічок між отворами для проходу трубок, при цьому оребряючі пластини 3 UA 79162 U 5 10 15 20 25 30 35 40 45 50 55 виготовляють товщиною не менше 0,05 мм, причому жалюзійні просічки виконують шириною не менше 0,05 мм, довжиною не менше 2 мм і з кутом установки не менше 5°. При виготовленні опорних пластин їх виконують переважно з оцинкованої металевої стрічки товщиною від 0,5 до 1,0 мм, при цьому на опорних пластинах виконують відбортовки з вирізами, що створюють затискні лапки для з'єднання бачків з остовом, причому опорні пластини виконують однаковими за конструкцією та габаритами. При виготовленні бачків їх виконують переважно з пластичних матеріалів, при цьому на бачках виконують патрубки підведення/відведення води та допоміжні конструктивні елементи, причому на бачках по їх периметру виконують опорні площини для завальцювання на них прорізних лапок опорних пластин. Конструктивно та технологічно в залежності від схеми радіатора всередині бачка розмішують одну або дві перегородки для створення двох чи трьох ходів потоку води по трубках остова. Додатково при виготовленні бачків на патрубках підведення/відведення води виконують ніпельне з'єднання. Також на стадії виготовлення бачків здійснюють технологічні операції по закріпленню по торцях бачків додаткових цапф/вузлів кріплення до шасі автомобіля, закріплення з боку розташування патрубків підведення/відведення води бобишок кріплення вентилятора та патрубка підбурення повітря, виконання на поверхні бачків ребер жорсткості. При виготовленні прокладок їх виконують за формою відповідних виїмок бачків та з отворами за формою розташування трубок в остові радіатора, при цьому прокладки виготовляють переважно з пружних матеріалів, які за хіміко-фізичними властивостями забезпечують пружність матеріалу в діапазоні температур від мінус 50 до плюс 120 °C. При виготовленні пластин кріплення радіатора їх виконують переважно зі сталевої оцинкованої стрічки товщиною 1,0-1,5 мм, при цьому або тільки на зазначених пластинах кріплення радіатора, або тільки на бачках, або комплексно як на бачках, так і на указаних пластинах кріплення виконують елементи кріплення радіатора до шасі автомобіля. При виготовленні турбулізаторів їх виконують визначеною за конструкцією формою та переважно з алюмінію товщиною не менше 0,05 мм, чи з пластмаси товщиною не менше 1,0 мм, при цьому турбулізатор виконують за довжиною більшим, ніж довжина трубки, причому турбулізатор виконують спіралеподібним. По закінченні технологічного процесу по виготовленню конструктивних елементів радіатора переходять до етапу збірки радіатора. На етапі збірки радіатора здійснюють заходи щодо наступного їхнього збирання в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах. Цикл збірки радіаторів здійснюють у декілька етапів, де попередньо на стадії збирання радіатора з конструктивних елементів здійснюють технологічні операції по збиранню з трубок та оребряючих пластин остова радіатора, при цьому трубки розміщують переважно горизонтально або у коридорному порядку, або у шаховому порядку, причому зазначені трубки розміщують переважно з постійним кроком між собою. Продовжують стадію збирання радіатора шляхом виконання технологічних операцій по установці в трубках остова турбулізаторів та розміщення прокладок у відповідних виїмках бачків. Далі здійснюють з'єднання між собою на опорних пластинах остова радіатора і бачків. Додатково на стадії збирання радіатора з конструктивних елементів здійснюють кріплення екрана до нижньої опорної пластини, а до зазначеного екрана - вузла кріплення кожуха вентилятора. По закінченні збірки радіатора здійснюють випробування радіатора на герметичність. Після випробувань на герметичність (перед здачею виготовленого/зібраного радіатора замовникові) виконують технологічні операції по усуненню виявлених після випробувань дефектів з наступним ремонтом дефектних конструктивних елементів зазначеного радіатора. Після виконання вищезазначеного виготовлені радіатори здаються замовнику і встановлюються на автомобіль. На цьому технологічний процес виготовлення радіаторів систем охолодження автомобільних двигунів, який заявляється, закінчується. Підвищення ефективності застосування способу виготовлення радіаторів систем охолодження автомобільних двигунів, який заявляється, у порівнянні з прототипом, досягається шляхом введення у технологічний процес виготовлення радіаторів додаткових технологічних операцій, за допомогою яких забезпечується підвищення якості виготовлення зазначених радіаторів. Підвищення ефективності застосування способу виготовлення радіаторів систем охолодження автомобільних двигунів, порівняно з прототипом, досягається й тим, що за 4 UA 79162 U 5 рахунок зміни конструктивних параметрів трубок, ребристих пластин, турбулізаторів та бачків забезпечується підвищення надійності радіатора та його тепловіддачі. Джерела інформації: 1. Патент України № 27683 U "Радіатор системи охолодження двигуна внутрішнього згоряння" від 12.11.2007 р., МПК 7 В 60 R 19/52 - аналог. 2. Отраслевой стандарт ОСТ 37.001. 289-84 "Радиаторы алюминиевые сборные систем охлаждения автомобильных двигателей. Основные размеры конструктивных элементов". Технические требования ОКСТУ 4560 (УДК 621.431.73-714). Издание официальное. М., 1986, стор. 4-7 - прототип. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення радіаторів систем охолодження автомобільних двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовлення конструктивних елементів радіатора виготовляють трубки, ребристі пластини, турбулізатори, опорні пластини, бачки, прокладки та пластини кріплення радіатора з елементами кріплення радіатора до шасі автомобіля, на стадії збирання радіатора з конструктивних елементів здійснюють попередньо технологічні операції по збиранню з трубок та ребристих пластин остова радіатора, продовжують стадію збирання радіатора шляхом виконання технологічних операцій по установці турбулізаторів в трубках остова та розміщення прокладок у відповідних виїмках бачків з наступним з'єднанням між собою на опорних пластинах остова радіатора і бачків, а після випробувань на герметичність та здачею виготовленого/зібраного радіатора замовникові, виконують технологічні операції по усуненню виявлених після випробувань дефектів з наступним ремонтом дефектних конструктивних елементів зазначеного радіатора, причому трубки виконують переважно круглої форми в поперечному перерізі, зазначені трубки виконують переважно з алюмінію, ребристі пластини виконують плоскими з отворами для проходу трубок та з жалюзійними просічками на кожній із сторін пластини, на протилежних сторонах оребряючих пластин виконують просічки для монтажу до зібраного остова пластин кріплення радіатора, зазначені отвори виконують з дістанційними відбортовками, оребряючі пластини виконують переважно з алюмінію, опорні пластини виконують переважно з оцинкованої металевої стрічки товщиною від 0,5 до 1,0 мм, на опорних пластинах виконують відбортовки з вирізами, що створюють затискні лапки для з'єднання бачків з остовом, бачки виконують переважно з пластичних матеріалів, на бачках виконують патрубки підведення/відведення води та допоміжні конструктивні елементи, на бачках по їх периметру виконують опорні площини для завальцювання на них прорізних лапок опорних пластин, прокладки виконують переважно з пружних матеріалів, які за хіміко-фізичними властивостями забезпечують пружність матеріалу в діапазоні температур від мінус 50 до плюс 120 °С, пластини кріплення радіатора виконують переважно зі сталевої оцинкованої стрічки товщиною 1,0-1,5 мм, турбулізатори виконують визначеною за конструкцією формою та переважно з алюмінію товщиною не менше 0,05 мм, чи з пластмаси товщиною не менше 1,0 мм, який відрізняється тим, що на стадії виготовленні конструктивних елементів радіатора додатково виготовляють екран та вузол кріплення кожуха вентилятора, на стадії виготовлення трубок здійснюють технологічні операції по розвальцюванню торців трубок, по приведенню площини торцевої частини трубок до перпендикулярності відносно поздовжньої осі трубки, на стадії виготовлення оребряючих пластин здійснюють технологічні операції по виготовленню додаткових жалюзійних просічок між отворами для проходу трубок, на стадії виготовлення бачків здійснюють технологічні операції по закріпленню по торцях бачків додаткових цапф/вузлів кріплення до шасі автомобіля, закріплення з боку розташування патрубків підведення/відведення води бобишок кріплення вентилятора та патрубка підбурення повітря, виконання на поверхні бачків ребер жорсткості, при виготовленні прокладок їх виконують з отворами за формою розташування трубок в остові радіатора, на стадії збирання радіатора з конструктивних елементів здійснюють додатково кріплення екрана до нижньої опорної пластини, а до зазначеного екрана - вузла кріплення кожуха вентилятора, при цьому трубки розміщують переважно горизонтально, трубки розміщують або у коридорному порядку, або у шаховому порядку, зазначені трубки розміщують переважно з постійним кроком між собою, опорні пластини виконують однаковими за конструкцією та габаритами, на патрубках підведення/відведення води виконують ніпельне з'єднання, причому трубки виготовляють із зовнішнім діаметром не менше 6 мм і товщиною стінки не менше 0,2 мм, оребряючі пластини 5 UA 79162 U 5 10 виготовляють товщиною не менше 0,05 мм, жалюзійні просічки виконують шириною не менше 0,05 мм, довжиною не менше 2 мм та з кутом установки не менше 5°, турбулізатор виконують спіралеподібним, зазначений турбулізатор виконують за довжиною більшим, ніж довжина трубки. 2. Спосіб за п. 1, який відрізняється тим, що елементи кріплення радіатора до шасі автомобіля виконують або тільки на зазначених пластинах кріплення радіатора, або тільки на бачках, або комплексно як на бачках, так і на указаних пластинах кріплення. 3. Спосіб за п. 1, який відрізняється тим, що залежно від схеми радіатора всередині бачка розміщують одну або дві перегородки для створення двох чи трьох ходів потоку води по трубках остова. 6 UA 79162 U 7 UA 79162 U 8 UA 79162 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing radiators of cooling systems of automobile engines
Автори англійськоюKomar Serhii Mykhailovych, Korobka Yurii Vasyliovych, Vdovychenko Viacheslav Mykolaiovych, Blinov Serhii Mykolaiovych, Kysil Oleh Vasyliovych, Fofanov Vitalii Volodymyrovych, Andriievskyi Andrii Petrovych, Komarov Volodymyr Oleksandrovych
Назва патенту російськоюСпособ изготовления радиаторов систем охлаждения автомобильных двигателей
Автори російськоюКомар Сергей Михайлович, Коробка Юрий Васильевич, Вдовиченко Вячеслав Николаевич, Блинов Сергей Николаевич, Кисель Олег Васильевич, Фофанов Виталий Владимирович, Андриевский Андрей Петрович, Комаров Владимир Александрович
МПК / Мітки
МПК: B60K 11/00, B21D 53/02, B60R 19/00, B22C 9/26
Мітки: автомобільних, виготовлення, спосіб, радіаторів, систем, охолодження, двигунів
Код посилання
<a href="https://ua.patents.su/11-79162-sposib-vigotovlennya-radiatoriv-sistem-okholodzhennya-avtomobilnikh-dviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення радіаторів систем охолодження автомобільних двигунів</a>
Спосіб виготовлення радіаторів систем охолодження автомобільних/танкових двигунів
Номер патенту: 74920
Опубліковано: 12.11.2012
Автори: Степаненко Олександр Олексійович, Скрипнік Маргарита Аркадіївна, Мелькін Василь Васильович, Сендецький Микола Миколайович, Кузнецов Владлен Олександрович, Колос Олексій Іванович, Бруль Сергій Тимофійович, Чучмій Андрій Володимирович, Комаров Володимир Олександрович, Гребеник Олександр Миколайович, Оністрат Олександр Анатолійович, Лук'янов Павло Олександрович, Шереметов Сергій Іванович, Майстренко Олександр Анатолійович, Васьківський Михайло Іванович, Башинський Володимир Георгійович, Лотоха Людмила Михайлівна, Білько Наталія Юріївна, Гімбер Сергій Миколайович, Васюхина Валентина Олексіївна, Зайківський Олександр Болеславович
МПК: B60R 19/00, B22C 9/26, B23P 15/00, B21D 53/02
Мітки: спосіб, систем, радіаторів, виготовлення, охолодження, двигунів
Формула / Реферат:
1. Спосіб виготовлення радіаторів систем охолодження автомобільних/танкових двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовлення конструктивних елементів радіатора виготовляють трубки, оребряючі...
Спосіб встановлення радіаторів для охолодження напівпровідникових приладів
Номер патенту: 49270
Опубліковано: 16.09.2002
Автори: Сечин Сергій Іванович, Овсянікер Дмитро Юхимович
МПК: H05K 7/20
Мітки: встановлення, охолодження, напівпровідникових, радіаторів, спосіб, приладів
Формула / Реферат:
1. Спосіб встановлення радіаторів для охолодження напівпровідникових приладів, що включає встановлення радіаторів так, що вони утворюють єдину систему охолодження, підсилюючу охолодження, який відрізняється тим, що два радіатори встановлюють на одній площині, паралельно один одному і ребрами охолодження зустрічно один одному, причому відстань між радіаторами L визначають...
Антифриз для систем охолодження двигунів внутрішнього згоряння і теплообмінних апаратів
Номер патенту: 55383
Опубліковано: 15.04.2003
Автор: Халявко Катерина Петрівна
МПК: C09K 5/00
Мітки: апаратів, згоряння, двигунів, внутрішнього, систем, антифриз, теплообмінних, охолодження
Формула / Реферат:
Антифриз для систем охолодження двигунів внутрішнього згоряння і теплообмінних апаратів, які працюють при низьких та помірних температурах, на основі етиленгліколю, що вміщує тетраборат натрію, фосфат лужного металу, сіль лужного металу 2-меркаптобензтіазолу, силікат лужного металу, гідроксид лужного металу, піногасник кремнійорганічний, барвник і воду, який відрізняється тим, що він додатково вміщує етилкарбітол при такому співвідношенні...
Теплообмінник для охолодження (нагрівання) в’язких рідин енергетичних систем транспортних засобів
Номер патенту: 72065
Опубліковано: 10.08.2012
Автори: Найш Наум Моісеєвич, Гончаров Андрій Володимирович, Міщенко Костянтин Павлович, Бикадоров Вадим Вікторович, Куликов Юрій Андрійович, Оробцов Тарас Анатолійович, Рейзін Олександр Борисович, Ажиппо Олександр Генріхович
Мітки: транспортних, охолодження, рідин, систем, в'язких, енергетичних, нагрівання, теплообмінник, засобів
Формула / Реферат:
Теплообмінник для охолодження (нагрівання) в'язких рідин енергетичних систем транспортних засобів, що містить пучок трубок, оребрених механічною накаткою на трубчастих заготовках і розташованих у корпусі з передньою і задньою кришками, який відрізняється тим, що пучок оребрених трубок сформовано по вершинах рівносторіннього трикутника, де відношення мінімально припустимої по технологічних умовах довжини сторони трикутника до діаметра трубки,...
Огороджувальна конструкція для радіаторів систем опалювання
Номер патенту: 25643
Опубліковано: 30.10.1998
Автор: Сирцов Віталій Володимирович
МПК: F24D 19/00
Мітки: огороджувальна, радіаторів, опалювання, конструкція, систем
Формула / Реферат:
1. Ограждающая конструкция для радиаторов систем отопления, состоящая из теплоизолированных боковых частей, установленных в виде короба, и верхней наружной части, установленной снаружи вдоль радиатора, выполненной с возможностью перемещения, отличающаяся тем, что верхняя наружная часть выполнена в виде вертикальных или горизонтальных поворотных жалюзи, а ограждающая конструкция дополнительно содержит теплоизолированную зарадиаторную...
Попередній патент: Спосіб оцінки розташування об’ємних процесів нирок відносно судин воріт нирки
Наступний патент: Спосіб прямої магнітно-резонансної артрографії плечового суглоба
Випадковий патент: Самодіючий клапан