Статор великогабаритної електричної машини
Номер патенту: 88568
Опубліковано: 25.03.2014
Автори: Грубой Олександр Петрович, Гордієнко Володимир Юрійович, Пенськой Віталій Федорович, Жуков Антон Юрійович
Формула / Реферат
1. Статор великогабаритної електричної машини, наприклад турбогенератора з водневим охолодженням, що містить зварний корпус з опорою через з'ємні лапи на фундамент, що складається з: поперечних стінок-рам зі зрізами і пазами з боків, розподілених по довжині корпусу; поздовжніх бічних брусів, частково розташованих у пазах рам; вертикальних прямокутних бічних опорних стінок, розташованих між брусами, що примикають до бічних зрізів рам; масивних плит з глухими циліндричними гніздами під транспортні цапфи, розташованих з обох боків у середній частині корпусу, між поздовжніми брусами і вертикальними стінками, що також примикають до бічних зрізів рам; поздовжніх ребер, розташованих між стінками-рамами по окружності і довжині корпусу; циліндричних обшивок, що охоплюють стінки-рами по зовнішньому діаметру, розташованих у верхній і нижній частині корпусу між поздовжніми брусами; прорізів у обшивках, розташованих у нижній частині корпусу, один під установку коробу газоохолоджувачів, інший під установку коробки виводів, з приєднувальними фланцями і глухими різьбовими отворами в них; накладних коробів-газопроводів, П-подібного перерізу, розташованих по довжині корпусу на нижніх обшивках по обидві сторони від поздовжньої осі корпусу, призначених для перекидання охолоджуючого газу високого тиску, з одного боку корпусу на інший, який відрізняється тим, що для зниження трудомісткості виготовлення корпусу, поліпшення техніки безпеки, при проведенні складальних і зварювальних робіт, економії матеріалу і скорочення терміну виготовлення статора, корпус виконаний складовим з частин, довжина яких визначається габаритами верстатного обладнання та особливостями конструкції кожної частини, забезпечених: внутрішніми стикувальними кільцями, в місцях сполучення частин; посадковими "замками", обробленими по торцях стикувальних кілець; суміжними різьбовими і прохідними отворами, розташованими в стикувальних кільцях по окружності; стяжними болтами, розташованими у згаданих отворах; парою направляючих пальців і гнізд; фасонними кільцевими канавками на стику кілець по зовнішньому і внутрішньому діаметру, заповненими зварними швами; циліндричними силовими обшивками, встановленими між згаданими бічними брусами; ребрами жорсткості, встановленими з обох боків на циліндричних силових обшивках, навпроти один одного по довжині; трубними вставками, встановленими в "розсічку", накладних П-подібних коробів в зоні стикувальних кілець, закріплених до них зварюванням; вирізами і заглушками по краях трубних вставок і вікнами в бічних поздовжніх і поперечних вертикальних стінках частин накладних коробів, що залишилися, навпроти вирізів в трубних вставках.
2. Статор за п. 1, який відрізняється тим, що, з метою спрощення складання частин корпусу, трубні вставки виконані складовими з 3-х частин: коротких крайніх і довгої середньої, причому короткі попередньо приварені до крайніх частин корпусу, а довга забезпечена по краях ковзаючими муфтами, які, при остаточному складанні корпусу, зміщуються на стики трубних вставок і обварюються кільцевими газощільними швами.
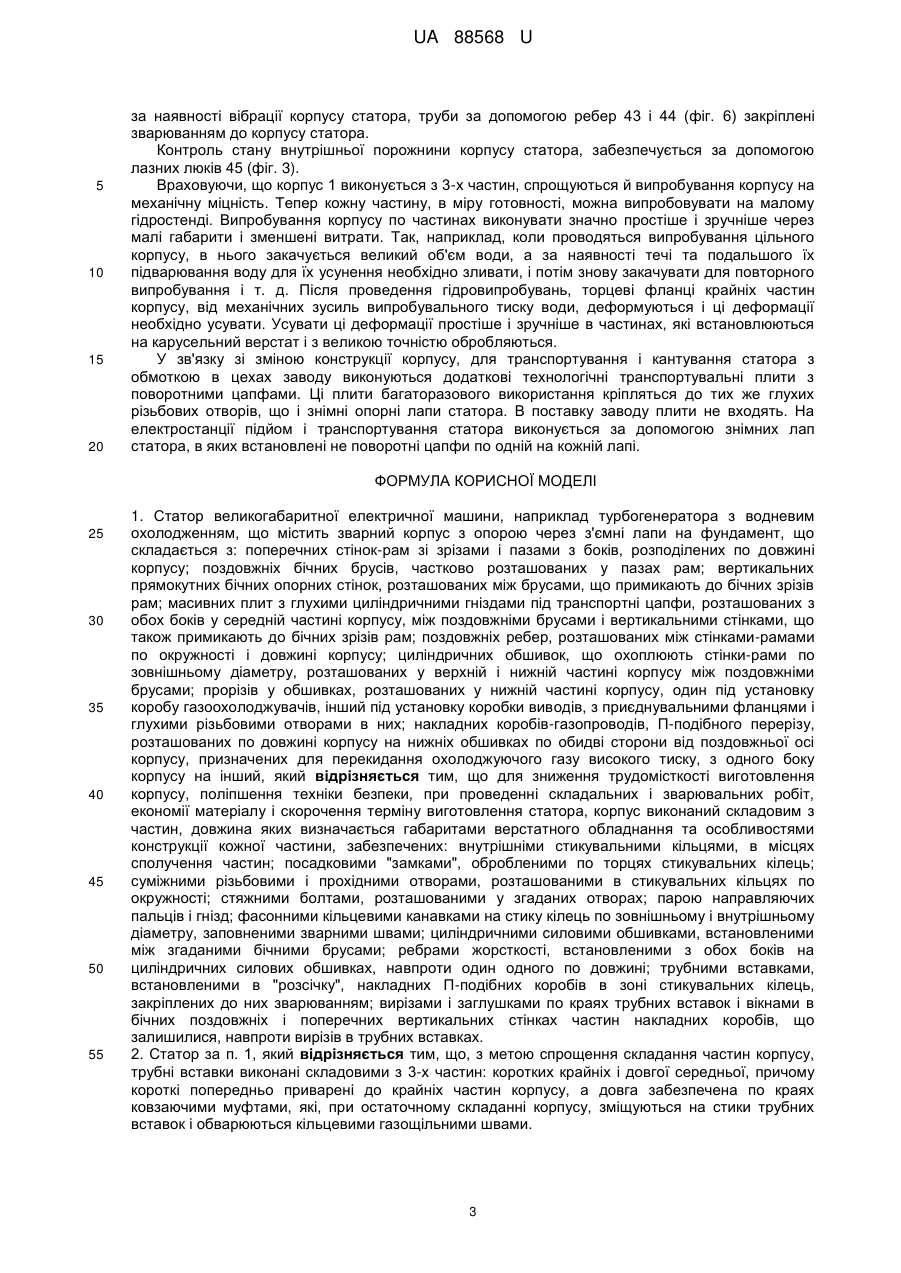
3. Статор за п. 1, який відрізняється тим, що згадані стінки-рами, в зоні розташування силових циліндричних обшивок, виконані по радіусу.
Текст
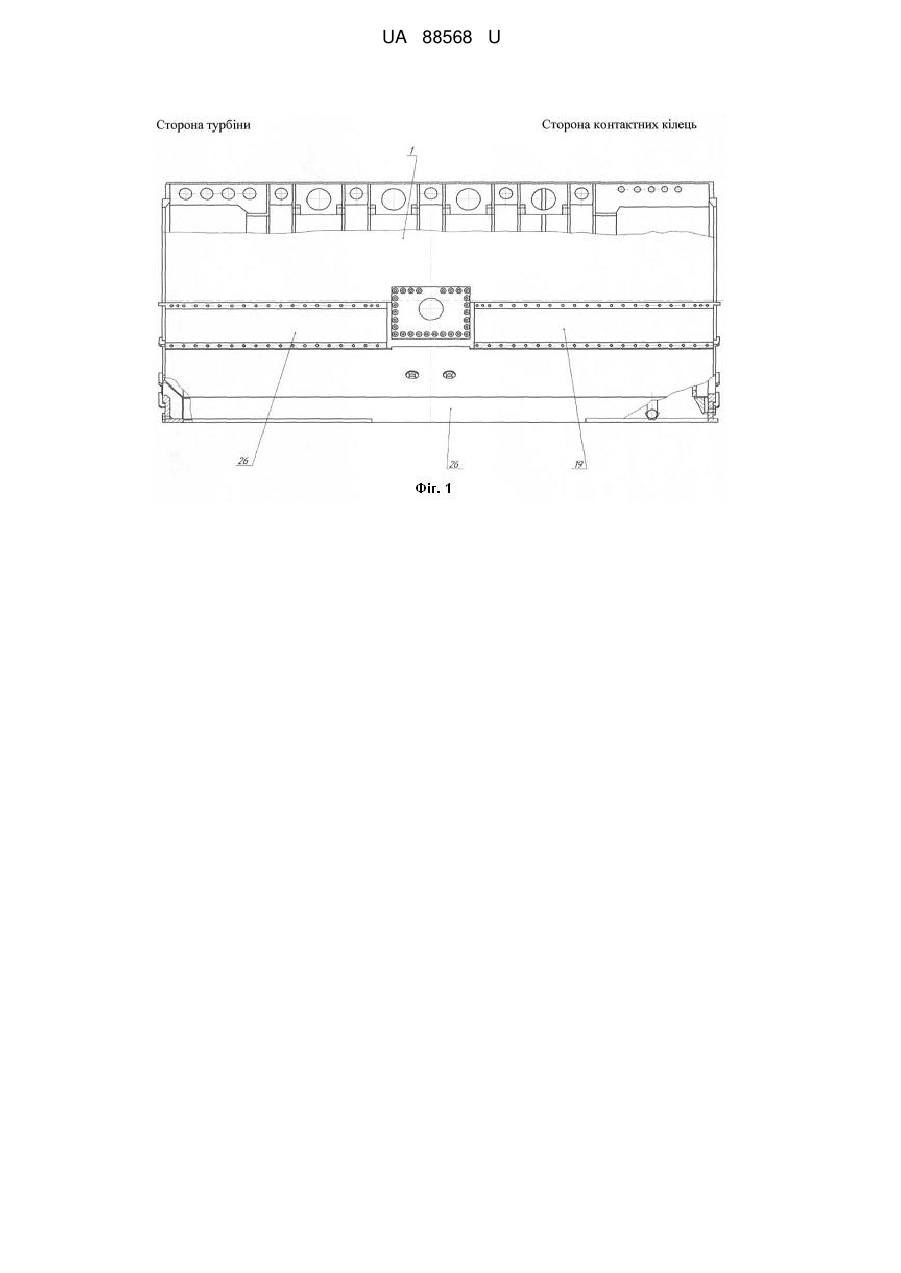
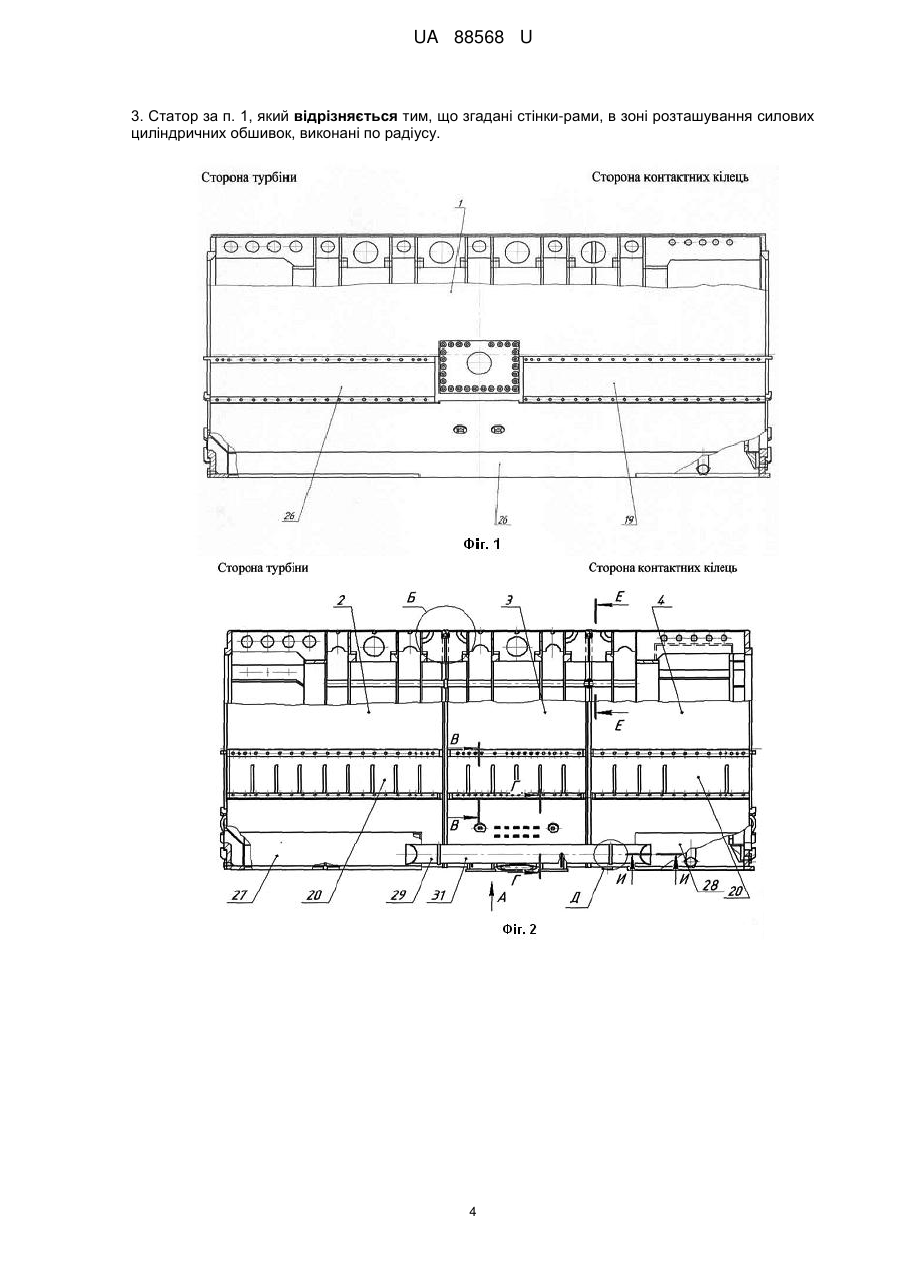
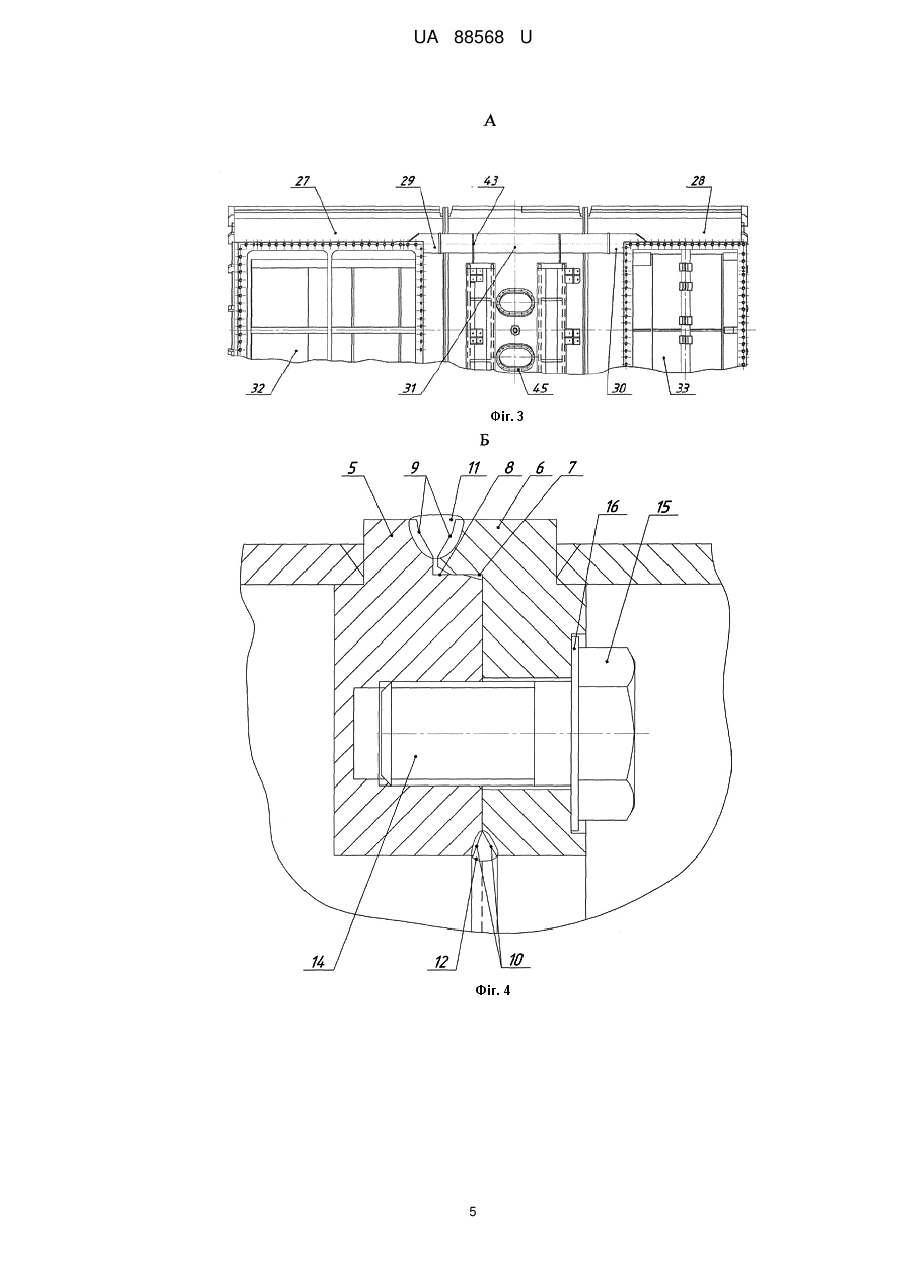
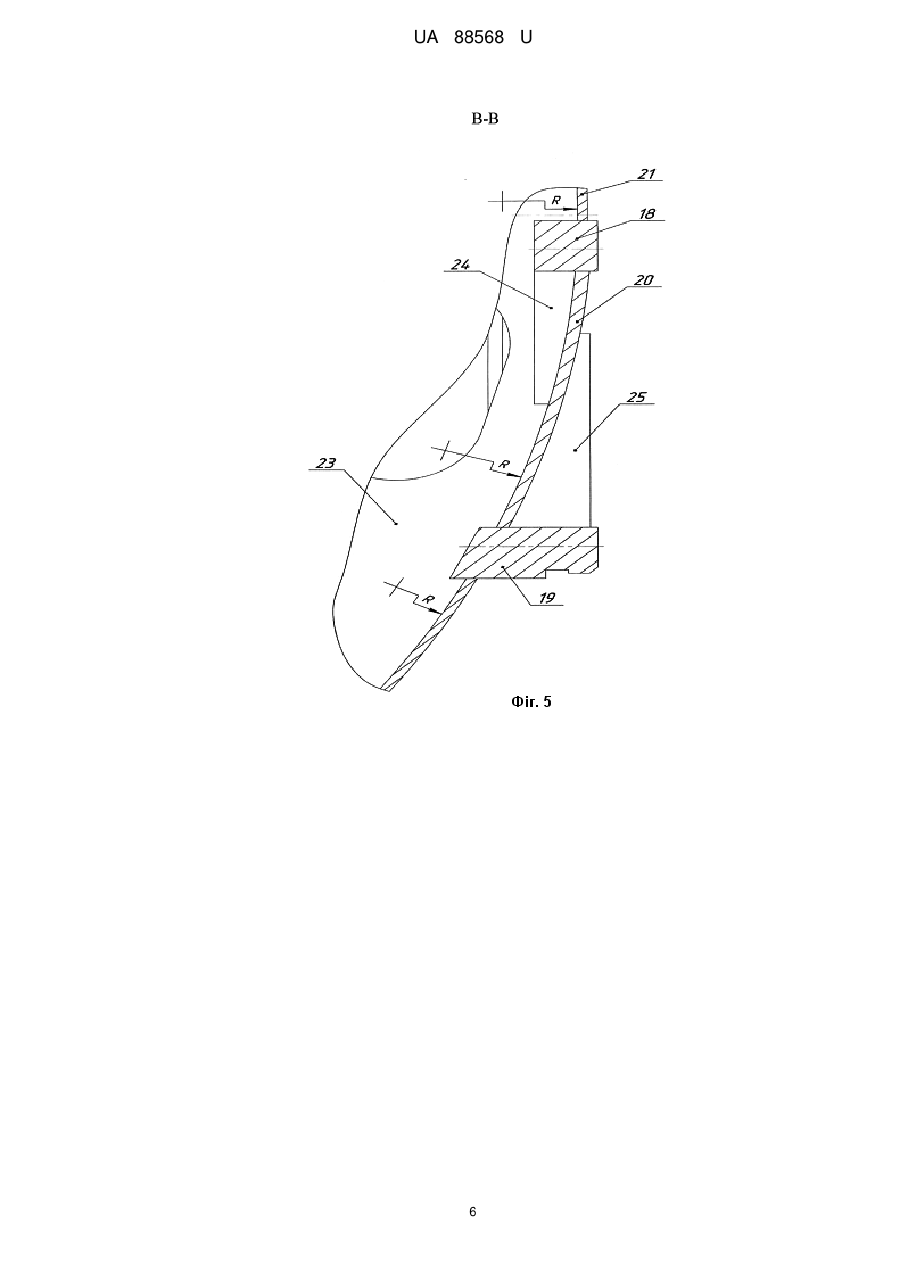
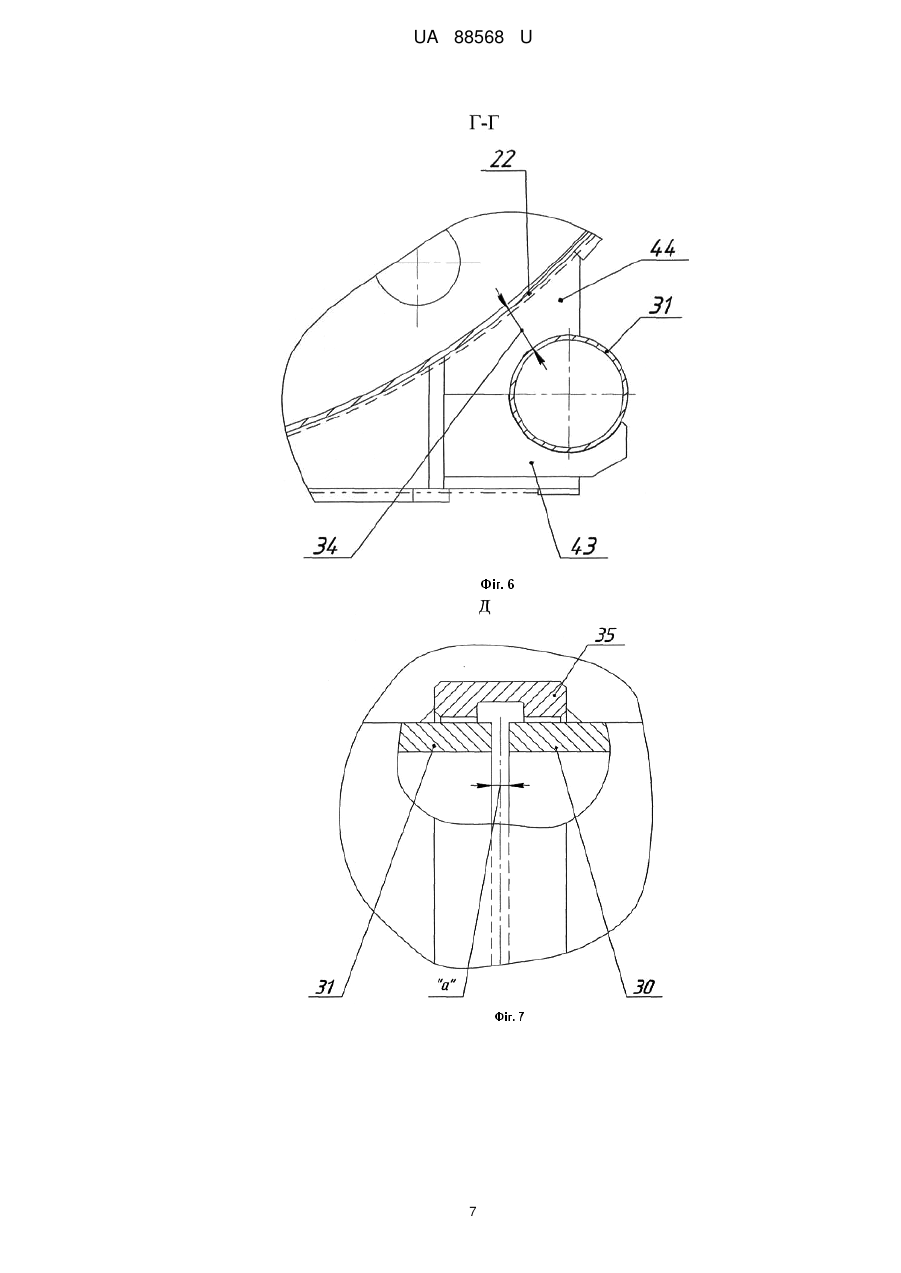
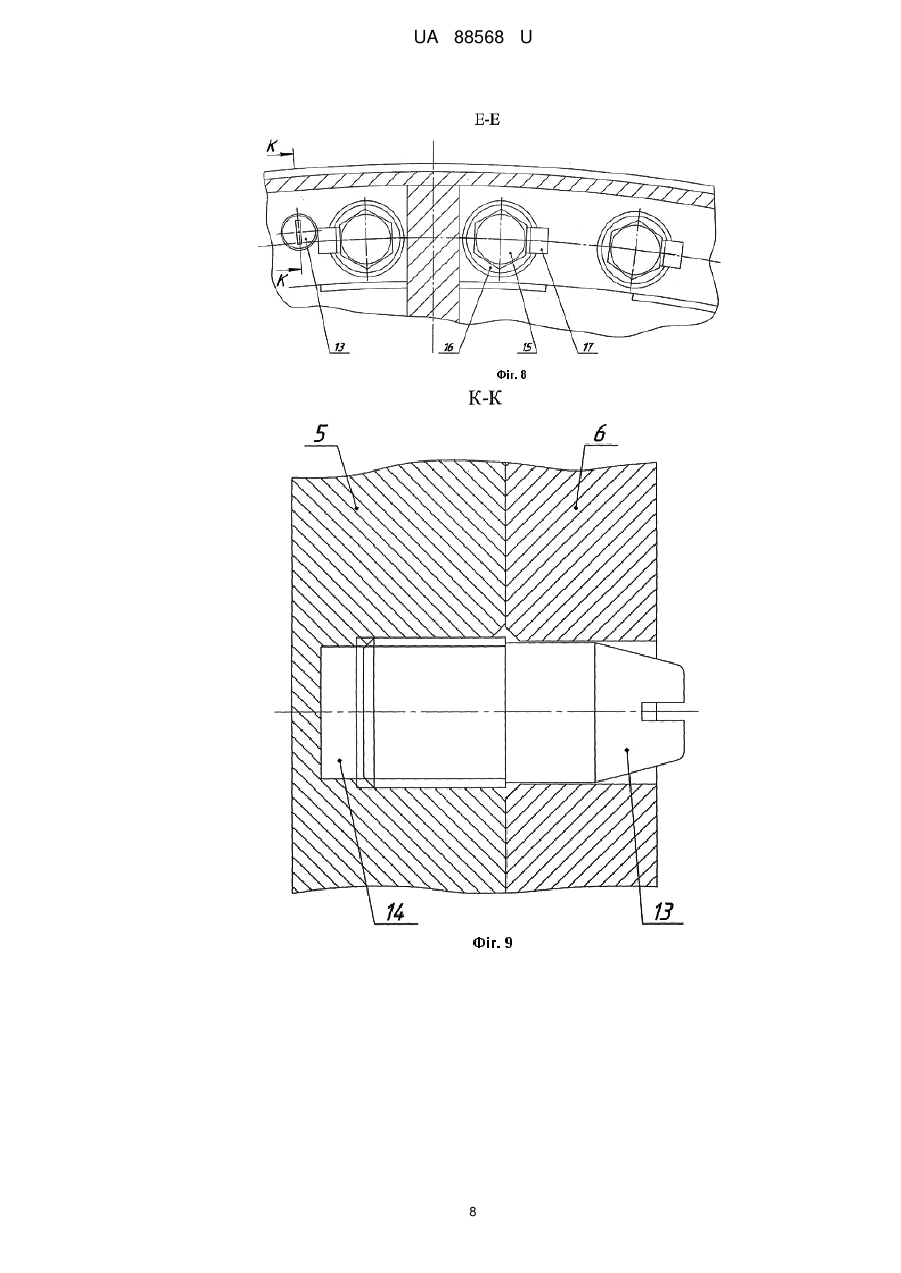
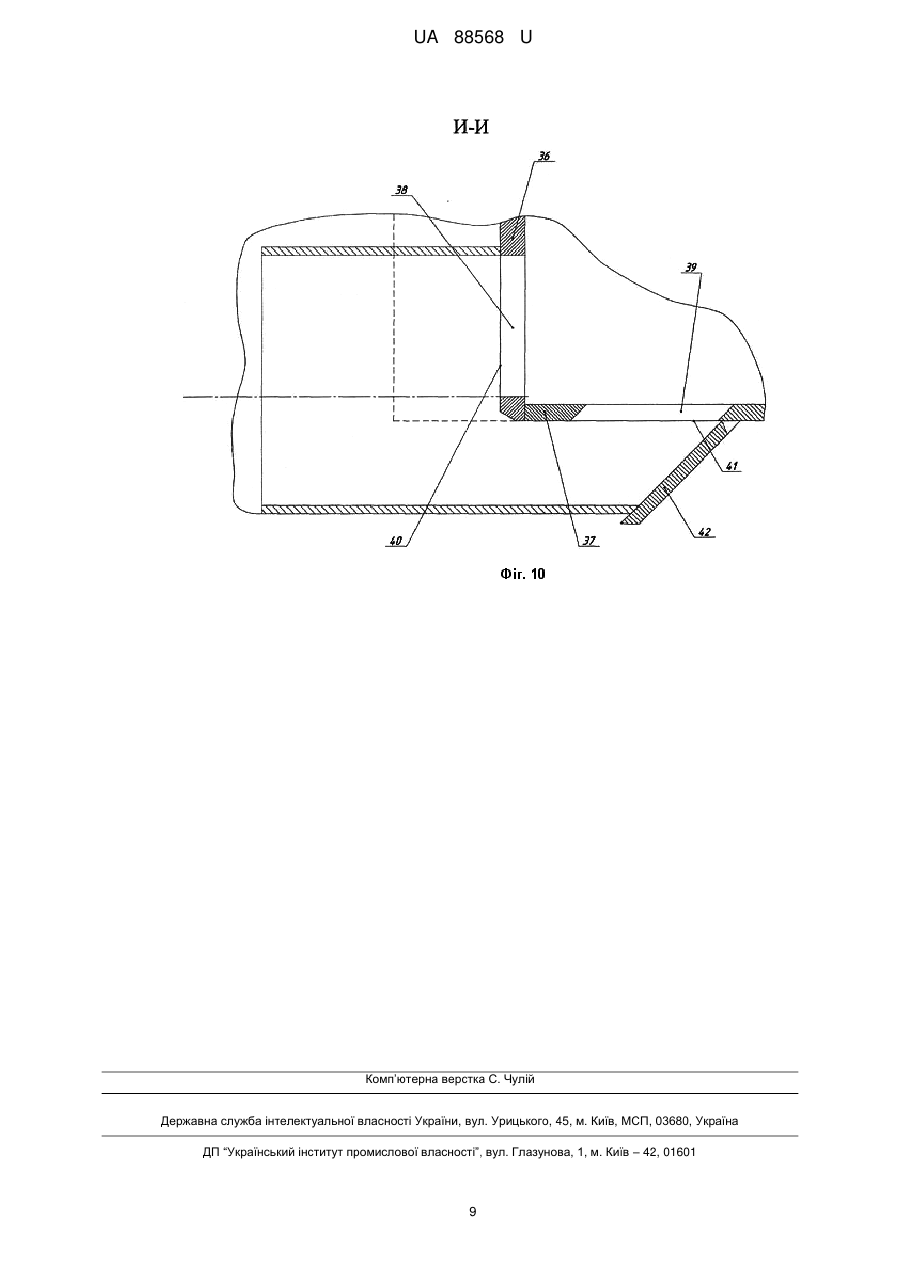
Реферат: Статор великогабаритної електричної машини турбогенератора з водневим охолодженням, містить зварний корпус з опорою через з'ємні лапи на фундамент, що складається з: поперечних стінок-рам зі зрізами і пазами з боків, розподілених по довжині корпусу; поздовжніх бічних брусів, частково розташованих у пазах рам; вертикальних прямокутних бічних опорних стінок, розташованих між брусами, що примикають до бічних зрізів рам; масивних плит з глухими циліндричними гніздами під транспортні цапфи, розташованих з обох боків у середній частині корпусу, між поздовжніми брусами і вертикальними стінками, що також примикають до бічних зрізів рам; поздовжніх ребер, розташованих між стінками-рамами по окружності і довжині корпусу; циліндричних обшивок, що охоплюють стінки-рами по зовнішньому діаметру, розташованих у верхній і нижній частині корпусу між поздовжніми брусами; прорізів у обшивках, розташованих у нижній частині корпусу, один під установку коробу газоохолоджувачів, інший під установку коробки виводів, з приєднувальними фланцями і глухими різьбовими отворами в них; накладних коробів-газопроводів, П-подібного перерізу, розташованих по довжині корпусу на нижніх обшивках по обидві сторони від поздовжньої осі корпусу, призначених для перекидання охолоджуючого газу високого тиску, з одного боку корпусу на інший. Корпус виконаний складовим з частин, довжина яких визначається габаритами верстатного обладнання та особливостями конструкції кожної частини, забезпечених: внутрішніми стикувальними кільцями, в місцях сполучення частин; посадковими "замками", обробленими по торцях стикувальних кілець; суміжними різьбовими і прохідними отворами, розташованими в стикувальних кільцях по окружності; стяжними болтами, розташованими у згаданих отворах; парою направляючих пальців і гнізд; фасонними кільцевими канавками на стику кілець по зовнішньому і внутрішньому діаметру, заповненими зварними швами; циліндричними силовими обшивками, встановленими між згаданими бічними брусами; ребрами жорсткості, встановленими з обох боків на циліндричних силових обшивках, навпроти один одного по довжині; трубними вставками, встановленими в "розсічку", накладних П-подібних коробів в зоні стикувальних кілець, закріплених до них зварюванням; вирізами і заглушками по краях трубних вставок і вікнами в бічних поздовжніх і поперечних вертикальних стінках частин накладних коробів, що залишилися, навпроти вирізів в трубних вставках. UA 88568 U (54) СТАТОР ВЕЛИКОГАБАРИТНОЇ ЕЛЕКТРИЧНОЇ МАШИНИ UA 88568 U UA 88568 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електромашинобудування і стосується корпусів статорів великих електричних машин, наприклад турбогенераторів, з повітряним і водневим охолодженням. Відомі конструкції довгомірних статорів електричних машин в однокорпусному виконанні, корпуси в яких зварні цілісні і складаються з: поперечних стінок-рам, розподілених по довжині корпусу, поздовжніх брусів, масивних плит, циліндричних обшивок та інших деталей, з'єднаних між собою звичайними і газощільними зварними швами (С.И. Хазан Турбогенераторы. Повреждения и Ремонт. - М.: Энергия, 1971 г., В.В. Титов, Г.М. Хуторецкий и др. Турбогенераторы. Расчет и конструкция / Под ред. Н.П. Иванова и Р.А. Лютера. - Л.: Энергия, 1967 г., С.И. Хазан Турбогенераторы. Ремонт турбогенераторов с воздушным и водородным охлаждением. - Л.: Энергия, 1965 г., А.Е. Алексеев, М.П. Костенко. Турбогенераторы. Государственное энергетическое издательство, 1939 г., Н.В. Виноградов. Производство электрических машин. – Москва: Энергия, 1970 г.). Також відомі конструкції довгомірних статорів великих електричних машин в 2-корпусному виконанні (В.В. Титов, Г.М. Хуторецкий и др. Турбогенераторы. Расчет и конструкция / Под ред. Н.П. Иванова и Р.А. Лютера. - Л.: Энергия, 1967 г.), в яких поперечні стінки-рами розподілені по довжині попарно, у зв'язку з кріпленням до них пласких пружин підвіски внутрішнього корпусу. Недоліком згаданих конструкцій корпусів є велика трудомісткість у виготовленні, необхідність розміщувати всі цехи виготовлювачі та збиральні у висотних корпусах, мати унікальне кранове обладнання, спец. пристосування (підставки, трапи, сходи, "ліси" тощо), розраховані на великі габарити і ваги. Крім того, необхідно мати унікальне верстатне обладнання: розточні токарні, карусельні і фрезерні, верстати великих габаритів, а для проведення міцнісних випробувань готових корпусів на механічну міцність - великогабаритний гідростенд. Крім того, до недоліків цільних корпусів можна віднести підвищену небезпеку при виконанні робіт, тому що такі корпуси мають довжину від 7 м і більше, а обробка, складання і зварювання їх провадиться в основному у вертикальному положенні, тому роботи, виконувані на великій висоті, вимагають додаткової підвищеної уваги і ретельної підготовки до виконання кожної технологічної операції. До недоліків виготовлення цільних корпусів також слід віднести і неможливість розпаралелити роботи, тобто виконувати їх декількома бригадами одночасно, а це істотно уповільнює виконання робіт, збільшує виробничий цикл виготовлення і підвищує собівартість. В основу корисної моделі поставлена задача удосконалення корпусу статора і виключення по можливості зазначених недоліків. Поставлена задача вирішується тим, що в статорі великогабаритної електричної машини, що містить, наприклад, зварений корпус з опорою через знімні лапи на фундамент, що складається з: поперечних стінок-рам зі зрізами і пазами з боків, розподілених по довжині корпусу; поздовжніх бічних брусів, частково розташованих у пазах рам; вертикальних прямокутних бічних опорних стінок, розташованих між брусами і прилеглих до бічних зрізів рам; масивних плит, з глухими циліндричними гніздами під транспортні цапфи, розташованих з обох боків у середній частині корпусу, між поздовжніми брусами і вертикальними стінками, що також примикають до бічних зрізів рам; поздовжніх ребер, розташованих між стінками-рамами по окружності і довжині корпусу; циліндричних обшивок, що охоплюють стінки-рами по зовнішньому діаметру, розташованих у верхній і нижній частині корпусу між поздовжніми брусами; прорізів у обшивках, розташованих у нижній частині корпусу, під установку коробу газоохолоджувачів і коробки виводів, з приєднувальними фланцями і глухими різьбовими отворами в них; накладних коробів-газопроводів, П-подібного перерізу, розташованих по довжині корпусу на нижніх обшивках по обидві сторони від поздовжньої осі, для перекидання охолоджуючого газу високого тиску з одного боку корпусу на інший, відповідно до корисної моделі, корпус виконаний складовим з частин, довжина яких визначається габаритами верстатного обладнання та особливостями конструкції кожної частини, забезпечених: внутрішніми стикувальними кільцями, в місцях сполучення частин; посадочними "замками", обробленими по торцях стикувальних кілець; суміжними різьбовими і прохідними отворами, розташованими в стикувальних кільцях по окружності; стяжними болтами, розташованими у згаданих отворах; парою направляючих пальців і зустрічних гнізд; фасонними кільцевими канавками на стику кілець по зовнішньому і внутрішньому діаметру, заповненими зварними швами; циліндричними силовими обшивками, встановленими між згаданими бічними брусами; ребрами жорсткості, встановленими з обох боків на циліндричних силових обшивках, навпроти один одного по довжині; трубними вставками, встановленими в "розсічку", накладних П-подібних коробів, в зоні стикувальних кілець, закріплених до них зварюванням; вирізами і заглушками по краях трубних вставок і вікнами в згаданих бічних поздовжніх і поперечних вертикальних стінках частин накладних 1 UA 88568 U 5 10 15 20 25 30 35 40 45 50 55 коробів, що залишилися, навпроти вирізів в трубних вставках. Для спрощення складання частин корпусу трубні вставки виконані складовими з 3-х частин: коротких крайніх і довгої середньої, причому короткі попередньо приварені до крайніх частин корпусу, а довга забезпечена по краях ковзаючими муфтами, які при остаточному складанні корпусу, зміщуються на стики трубних вставок і обварюються кільцевими газощільними швами. Згадані поперечні стінки-рами в зоні силових циліндричних обшивок, виконані по радіусу. Порівняльний аналіз запропонованої конструкції корпусу і прототипу дозволяє зробити висновок про його новизну та ефективність, тому що складовий корпус не знижуючи надійності, значно спрощує виготовлення, скорочує терміни виробництва через можливість розпаралелювання робіт по бригадах, покращує доступ, при виконанні складальних і зварювальних робіт, підвищує техніку безпеки, спрощує гідровипробування корпусу, через те що випробування тепер проводитимуться по частинах, що значно полегшує пошук течі та їх усунення, а також економить кошти на проведення випробувань. Крім того, виготовлення корпусів по частинах дає можливість, при тому ж обладнанні виготовляти корпуси практично будь-якої довжини і економити матеріал, тому що через наближення форми корпусу до циліндричної його габарити і товщина деталей зменшуються, при збереженні необхідної міцності. Сказане вище пояснюється відповідними кресленнями. На фіг. 1 зображено поздовжній розріз 2-корпусного статора турбогенератора широко використовуваний багатьма вітчизняними та зарубіжними фірмами; на фіг. 2 зображено поздовжній розріз пропонованого складеного корпусу; на фіг. 3 - вид А фіг. 2, де показані прорізи під короб газоохолоджувачів, коробку виводів і вікна під лазні люки; на фіг. 4 - виносний елемент Б фіг. 2, де показані внутрішні стикувальні кільця; на фіг. 5 - розріз В-В фіг. 2 де показана силова обшивка між брусами і ребра жорсткості; на фіг. 6 - розріз Г-Г фіг. 2, де показані трубні вставки і їх кріплення до корпусу; на фіг. 7 - виносний елемент Д фіг. 2, де показана ковзаюча муфта; на фіг. 8 - розріз Е-Е фіг. 2, де показані стягуючі болти і направляючий палець; на фіг. 9 - розріз К-К фіг. 8, де показаний направляючий палець і гніздо; на фіг. 10 - розріз И-И фіг. 2, де показані вирізи в трубних вставках і стінках накладних коробів. Корпус 1 (фіг. 1) розділений на три частини 2, 3, 4 (фіг. 2), забезпечені внутрішніми стикувальними кільцями 5 і 6 (фіг. 4). У кільцях виконані проточки під "замок" 7 і 8, і фасонні канавки 9 і 10 під зварні шви 11 і 12. При збірці частини корпуса статора встановлюються в "замок" по посадці, а щоб виключити тангенціальний проворот, і поєднати горизонтальну і вертикальну осі частин, встановлені направляючі пальці 13 в гнізда 14 (фіг. 9). Зібрані між собою частини корпусу 2, 3, 4 стягуються болтами 15 через шайби 16 (фіг. 4) і стопоряться куточками 17 (фіг. 8). З допомогою фасонних канавок 9 і 10 (фіг. 4) частини корпусу з'єднуються зварними швами 11 і 12 (фіг. 4), при цьому зовні з боку обшивки, шви 11 - газощільні, а шви 12 - силові. Між брусами 18 і 19 (фіг. 5) встановлені силові циліндричні обшивки 20, які в 1,2-5-1,25 разу товще циліндричних обшивок 21 і 22, при цьому вертикальні стінки-рами 23 в зоні силових обшивок виконуються по радіусу R. Для підвищення жорсткості силових циліндричних обшивок додатково вводяться зустрічні ребра жорсткості 24 і 25. Для спрощення обробки стикувальних кілець частин корпусу 2, 3, 4, накладні короби 26 (фіг. 1) в зоні стикувальних кілець обрізані, а між рештою частин в "розсічку" встановлені перепускні трубні вставки, які для зручності також розділені на частини: крайні короткі 29 і 30 (фіг. 2, 3) і середня - довга 31. Крайні трубні вставки 29 і 30, при виготовленні крайніх частин корпусу 2 і 4, попередньо приварюються до поздовжніх і поперечних стінок частин, що залишилися, накладних коробів 27 і 28, що обмежують разом з обшивками простір навколо прорізів 32 і 33 (фіг. 3). Після складання частин корпусу 2, 3, 4 встановлюються середні трубні вставки 31 між крайніх 29 і 30, з зазором "а" (фіг. 7). За допомогою ковзних муфт 35 (фіг. 7), встановлених попередньо на кінцях середньої трубної вставки 31, три частини труб з'єднуються між собою газощільними зварними швами (фіг. 7). З метою зручності виконання зварювальних робіт, трубні вставки 29, 30, 31 (фіг. 3) відстоять від циліндричних обшивок 22 і кілець 5 і 6 на величину просвіту 34 (фіг. 6), достатнього для виконання зварювальних робіт по трубних вставках та усунення, при необхідності, течі по зварних швах циліндричних обшивок 22 і стикувальних кілець 5, 6 у місці проходження над ними трубних вставок 31, при пневмовипробуваннях корпусу. Для перепуску охолоджуючого газу високого тиску з коробки виводів по трубних вставках в канали, утворені циліндричної обшивкою 22, і поздовжніми вертикальними і поперечними стінками 36 і 37, у місцях виходу і входу газу в корпусі виконані наскрізні вікна 38 і 39 (фіг. 10). У крайніх частинах трубних вставок 29 і 30 також виконані вирізи 40 і 41 (фіг. 10). Торці крайніх вставок закриті заглушками 42. Для обмеження коливань труб 31, 2 UA 88568 U 5 10 15 20 за наявності вібрації корпусу статора, труби за допомогою ребер 43 і 44 (фіг. 6) закріплені зварюванням до корпусу статора. Контроль стану внутрішньої порожнини корпусу статора, забезпечується за допомогою лазних люків 45 (фіг. 3). Враховуючи, що корпус 1 виконується з 3-х частин, спрощуються й випробування корпусу на механічну міцність. Тепер кожну частину, в міру готовності, можна випробовувати на малому гідростенді. Випробування корпусу по частинах виконувати значно простіше і зручніше через малі габарити і зменшені витрати. Так, наприклад, коли проводяться випробування цільного корпусу, в нього закачується великий об'єм води, а за наявності течі та подальшого їх підварювання воду для їх усунення необхідно зливати, і потім знову закачувати для повторного випробування і т. д. Після проведення гідровипробувань, торцеві фланці крайніх частин корпусу, від механічних зусиль випробувального тиску води, деформуються і ці деформації необхідно усувати. Усувати ці деформації простіше і зручніше в частинах, які встановлюються на карусельний верстат і з великою точністю обробляються. У зв'язку зі зміною конструкції корпусу, для транспортування і кантування статора з обмоткою в цехах заводу виконуються додаткові технологічні транспортувальні плити з поворотними цапфами. Ці плити багаторазового використання кріпляться до тих же глухих різьбових отворів, що і знімні опорні лапи статора. В поставку заводу плити не входять. На електростанції підйом і транспортування статора виконується за допомогою знімних лап статора, в яких встановлені не поворотні цапфи по одній на кожній лапі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 40 45 50 55 1. Статор великогабаритної електричної машини, наприклад турбогенератора з водневим охолодженням, що містить зварний корпус з опорою через з'ємні лапи на фундамент, що складається з: поперечних стінок-рам зі зрізами і пазами з боків, розподілених по довжині корпусу; поздовжніх бічних брусів, частково розташованих у пазах рам; вертикальних прямокутних бічних опорних стінок, розташованих між брусами, що примикають до бічних зрізів рам; масивних плит з глухими циліндричними гніздами під транспортні цапфи, розташованих з обох боків у середній частині корпусу, між поздовжніми брусами і вертикальними стінками, що також примикають до бічних зрізів рам; поздовжніх ребер, розташованих між стінками-рамами по окружності і довжині корпусу; циліндричних обшивок, що охоплюють стінки-рами по зовнішньому діаметру, розташованих у верхній і нижній частині корпусу між поздовжніми брусами; прорізів у обшивках, розташованих у нижній частині корпусу, один під установку коробу газоохолоджувачів, інший під установку коробки виводів, з приєднувальними фланцями і глухими різьбовими отворами в них; накладних коробів-газопроводів, П-подібного перерізу, розташованих по довжині корпусу на нижніх обшивках по обидві сторони від поздовжньої осі корпусу, призначених для перекидання охолоджуючого газу високого тиску, з одного боку корпусу на інший, який відрізняється тим, що для зниження трудомісткості виготовлення корпусу, поліпшення техніки безпеки, при проведенні складальних і зварювальних робіт, економії матеріалу і скорочення терміну виготовлення статора, корпус виконаний складовим з частин, довжина яких визначається габаритами верстатного обладнання та особливостями конструкції кожної частини, забезпечених: внутрішніми стикувальними кільцями, в місцях сполучення частин; посадковими "замками", обробленими по торцях стикувальних кілець; суміжними різьбовими і прохідними отворами, розташованими в стикувальних кільцях по окружності; стяжними болтами, розташованими у згаданих отворах; парою направляючих пальців і гнізд; фасонними кільцевими канавками на стику кілець по зовнішньому і внутрішньому діаметру, заповненими зварними швами; циліндричними силовими обшивками, встановленими між згаданими бічними брусами; ребрами жорсткості, встановленими з обох боків на циліндричних силових обшивках, навпроти один одного по довжині; трубними вставками, встановленими в "розсічку", накладних П-подібних коробів в зоні стикувальних кілець, закріплених до них зварюванням; вирізами і заглушками по краях трубних вставок і вікнами в бічних поздовжніх і поперечних вертикальних стінках частин накладних коробів, що залишилися, навпроти вирізів в трубних вставках. 2. Статор за п. 1, який відрізняється тим, що, з метою спрощення складання частин корпусу, трубні вставки виконані складовими з 3-х частин: коротких крайніх і довгої середньої, причому короткі попередньо приварені до крайніх частин корпусу, а довга забезпечена по краях ковзаючими муфтами, які, при остаточному складанні корпусу, зміщуються на стики трубних вставок і обварюються кільцевими газощільними швами. 3 UA 88568 U 3. Статор за п. 1, який відрізняється тим, що згадані стінки-рами, в зоні розташування силових циліндричних обшивок, виконані по радіусу. 4 UA 88568 U 5 UA 88568 U 6 UA 88568 U 7 UA 88568 U 8 UA 88568 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюPenskoi Vitalii Fedorovych, Hruboi Oleksandr Petrovych, Hordienko Volodymyr Yuriiovych
Автори російськоюПенской Виталий Федорович, Грубой Александр Петрович, Гордиенко Владимир Юрьевич
МПК / Мітки
Мітки: статор, великогабаритної, електричної, машини
Код посилання
<a href="https://ua.patents.su/11-88568-stator-velikogabaritno-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Статор великогабаритної електричної машини</a>
Статор електричної машини
Номер патенту: 94463
Опубліковано: 10.05.2011
Автори: Лівшиць Олександр Лазаревич, Пенськой Віталій Федорович, Шпатенко Віктор Сергійович, Кузьмін Віктор Володимирович, Кір'янов Анатолій Миколайович, Ракогон Володимир Григорович
МПК: H02K 1/18
Мітки: статор, машини, електричної
Формула / Реферат:
1. Статор електричної машини, що містить зварний корпус, по внутрішньому діаметру якого вварені поздовжні стяжні ребра призматичної форми з циліндричними різьбовими кінцями, на яких розміщені натискні фланці і кріпильні гайки, що скріплюють в аксіальному напрямі сердечник, який нашихтований із окремих сегментів електротехнічної сталі на призматичні частини ребер, який відрізняється тим що циліндричні різьбові кінцеві частини стяжних ребер...
Статор електричної машини
Номер патенту: 94171
Опубліковано: 11.04.2011
Автори: Карташова Тат'яна Ніколаєвна, Пафомов Юрій Владіславовіч, Антонюк Олєг Вікторовіч, Гурєвіч Ельріх Іосіфовіч
МПК: H02K 9/04
Мітки: статор, електричної, машини
Формула / Реферат:
1. Статор електричної машини з газовою системою вентиляції, що містить корпус, повітроводи, камеру низького тиску й камеру високого тиску, розташовану в просторі між корпусом і сердечником з укладеною в пази обмоткою, причому сердечник складається із шихтованих пакетів і з'єднаних з камерами високого й низького тиску вентиляційних каналів, утворених вентиляційними розпірками, прикріпленими до шихтованих пакетів у зубчастій зоні й зоні ярма,...
Статор електричної машини
Номер патенту: 977
Опубліковано: 16.07.2001
Автори: Кузьмін Віктор Володимирович, Кобзар Костянтин Олександрович
МПК: H02K 1/12
Мітки: статор, електричної, машини
Формула / Реферат:
1. Статор електричної машини, який має обмотку і шихтований із листів у пакети сердечник із пазами для цієї обмотки радіальні та розташовані в пазах аксіальні вентиляційні канали, який відрізняється тим, що останні утворені за рахунок зазору між обмоткою та однією з бокових поверхонь паза, при цьому сторона розташування зазору в пазах чергується в осьовому напрямі по пакетах сердечника статора.2. Статор по п. 1, який відрізняється...
Статор електричної машини
Номер патенту: 75678
Опубліковано: 10.12.2012
Автори: Крамарський Володимир Анатолійович, Черемісов Іван Якович, Титко Олексій Іванович
МПК: H02K 3/42
Мітки: машини, електричної, статор
Формула / Реферат:
1. Статор електричної машини, що містить шихтоване осердя з обмоткою, натискну плиту, натискні пальці, електропровідний екран у вигляді циліндричного кільця, розташованого на натискній плиті з боку обмотки, який відрізняється тим, що екран зміщений відносно поверхні натискної плити, оберненої до натискних пальців, таким чином, що одна частина екрана розташована на натискній плиті, друга частина екрана виступає відносно зовнішньої поверхні...
Статор електричної машини
Номер патенту: 66935
Опубліковано: 25.01.2012
Автори: Третяк Олексій Володимирович, Кобзар Костянтин Олександрович, Гордієнко Володимир Юрійович
МПК: H02K 1/20, H02K 1/18, H02K 9/04
Мітки: електричної, статор, машини
Формула / Реферат:
Статор електричної машини, з газовою системою вентиляції, що має корпус, повітроводи, камеру низького та високого тиску, розташовану в просторі між корпусом та осердям, з вкладеною в пази обмоткою, причому осердя складається з шихтованих пакетів, сполучених з камерами високого і низького тиску, вентиляційних каналів, утворених вентиляційними розпірками, закріпленими до шихтованих пакетів у зубцевій зоні та зоні ярма, повітроводи розміщені у...
Попередній патент: Електроакустичний перетворювач
Наступний патент: Спосіб місцевого зміцнення сталевих деталей
Випадковий патент: Злиток чистого титану або сплаву титану для гарячої прокатки та спосіб його виготовлення