Злиток чистого титану або сплаву титану для гарячої прокатки та спосіб його виготовлення
Номер патенту: 104167
Опубліковано: 10.01.2014
Автори: Такахасі Кадзухіро, Тада Осаму, Ода Такасі, Морі Кеніті, Танака Хісамуне, Куніеда Томонорі, Ямамото Норіо, Фудзіі Хідекі, Оцука Хіроакі, Міядзакі Йосімаса

Формула / Реферат
1. Злиток чистого титану або титанового сплаву для гарячої прокатки в плоску заготовку, брусок або пруток, який відрізняється тим, що на його поверхні є заглиблення, отримані шляхом холодної пластичної деформації, причому середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм.
2. Злиток чистого титану або титанового сплаву за п. 1, який відрізняється тим, що він має форму прямокутну або циліндричну.
3. Злиток чистого титану або титанового сплаву за будь-яким з пп. 1 або 2, який відрізняється тим, що він виготовлений з технічно чистого титану.
4. Спосіб отримання злитка чистого титану або титанового сплаву для гарячої прокатки за п. 1 або 2, який відрізняється тим, що поверхню чистого титану або титанового сплаву піддають холодній пластичній деформації шляхом вібровпливу сталевим інструментом, який має закруглений кінець з радіусом кривизни від 3 до 30 мм.
5. Спосіб отримання чистого титану або титанового сплаву за п. 1 або 2, який відрізняється тим, що поверхню чистого титану або титанового сплаву піддають холодній пластичній деформації шляхом вібровпливу сталевою сферою з радіусом від 3 до 30 мм.
6. Спосіб гарячої прокатки чистого титану або титанового сплаву, який відрізняється тим, що в електронно-променевій плавильній печі отримують злиток чистого титану або титанового сплаву, що має прямокутну форму, після чого поверхню отриманого злитка піддають холодній пластичній деформації, в результаті якої середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм, а потім цей злиток після нагрівання подають у прокатний стан для гарячої прокатки в рулон смугового матеріалу.
Текст
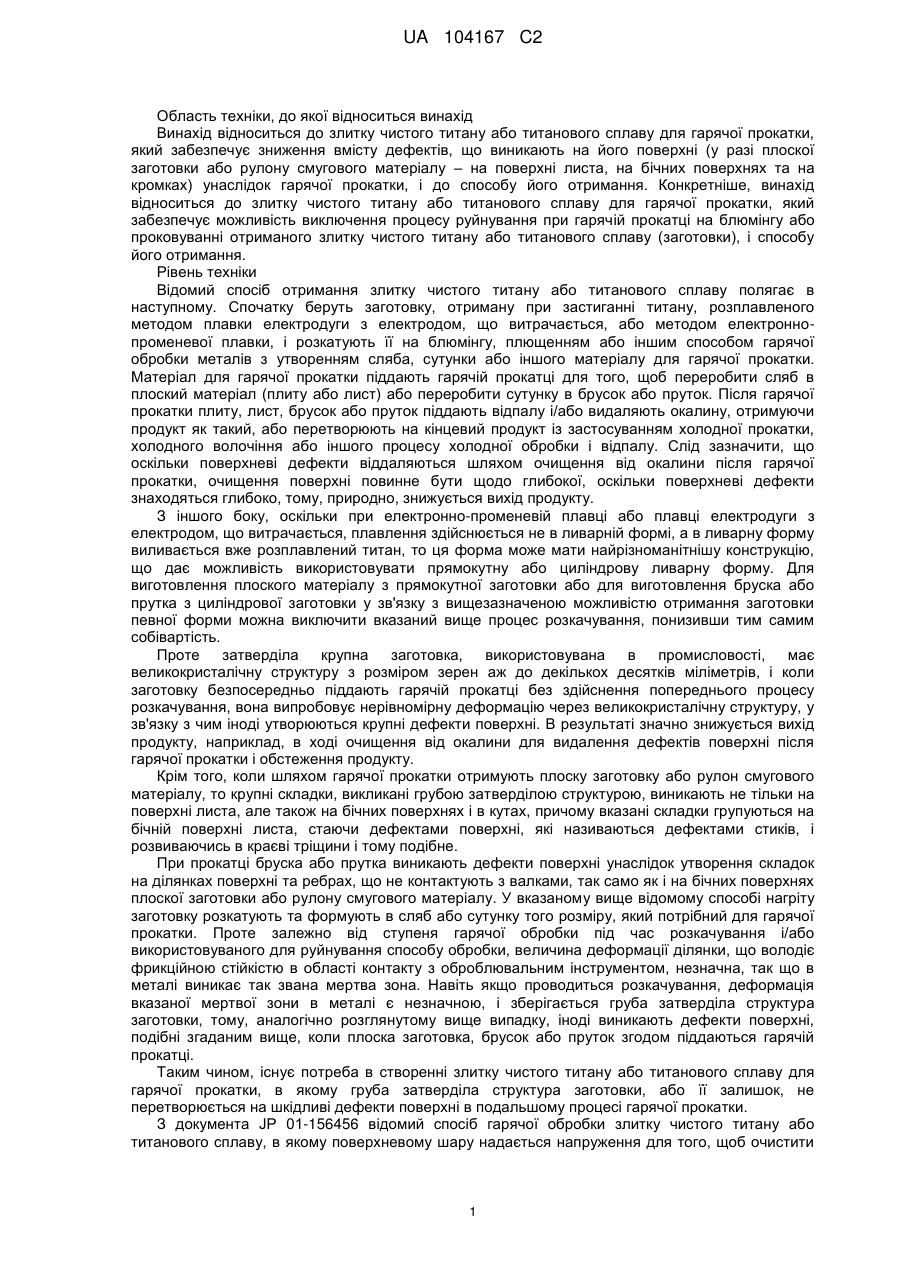
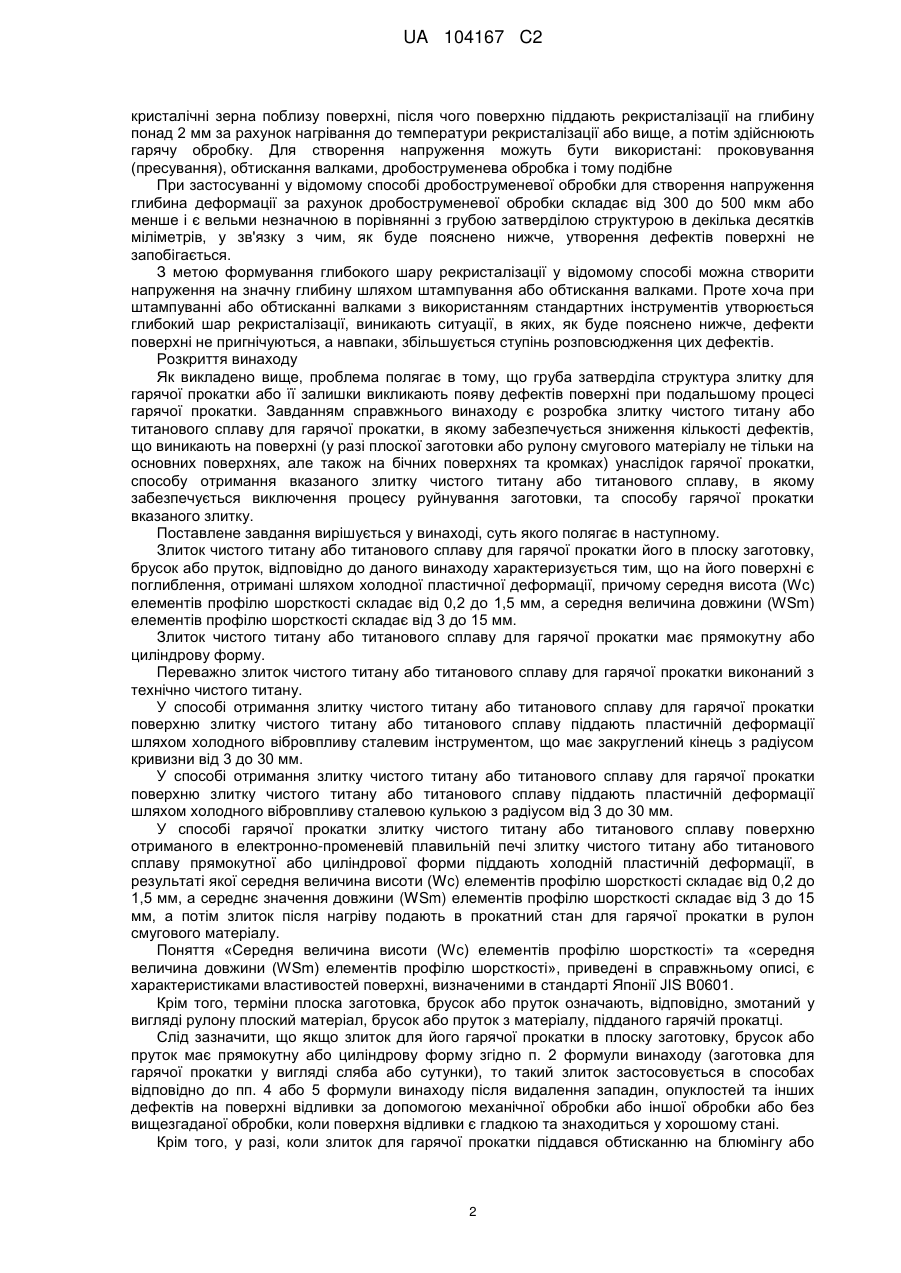
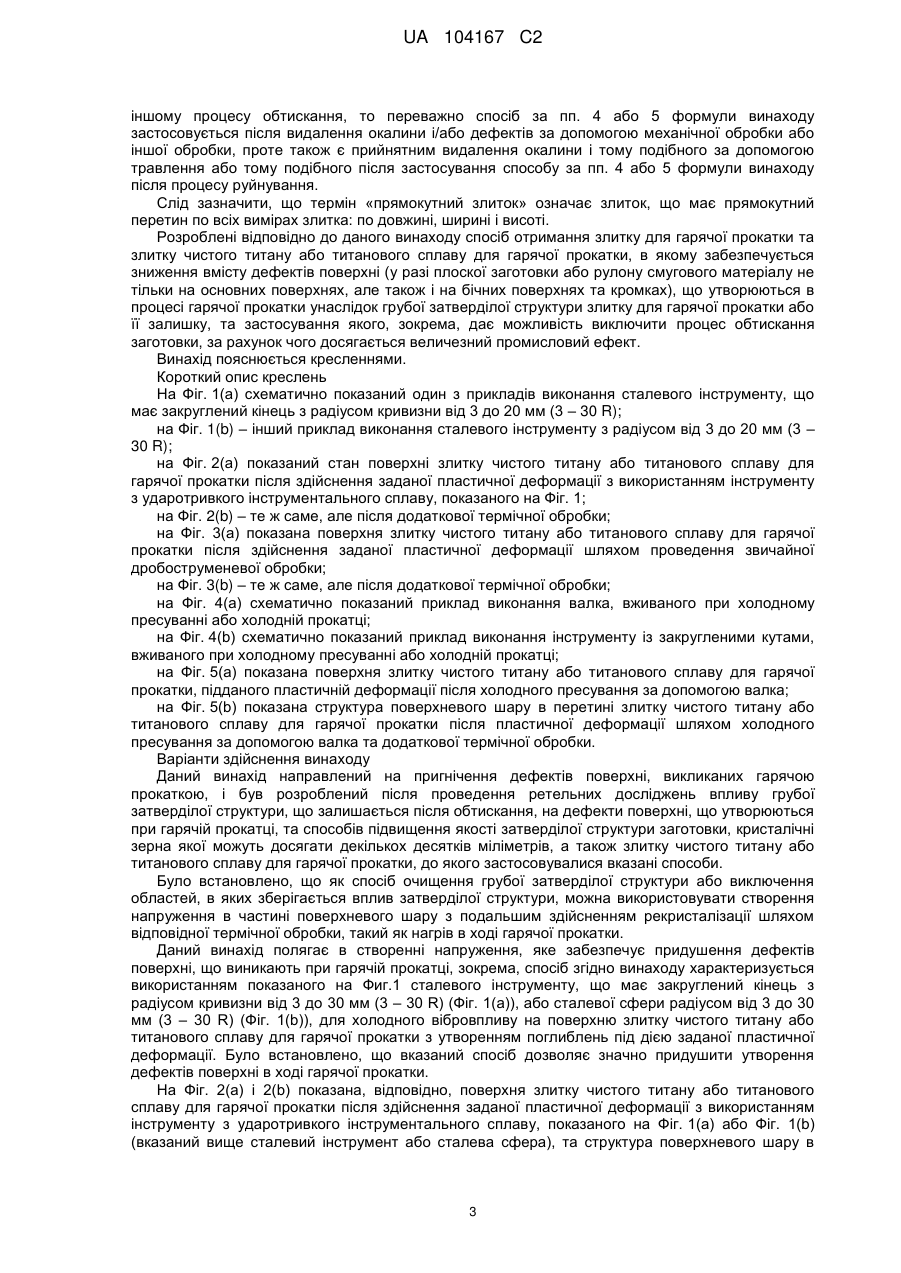
Реферат: Запропонований злиток чистого титану або титанового сплаву для гарячої прокатки, який забезпечує зниження кількості дефектів, що виникають на поверхні (у разі плоского матеріалу або рулону смугового матеріалу не тільки на основних плоских поверхнях, але також і на бічних поверхнях та кромках) унаслідок гарячої прокатки, спосіб його отримання, який забезпечує виключення процесу обтискання заготовки, та спосіб його прокатки. Злиток чистого титану або титанового сплаву для гарячої прокатки має заглиблення, додані шляхом холодної пластичної деформації, причому середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина їх довжини (WSm) складає від 3 до 15 мм, що дає можливість мінімізувати дефекти поверхні, що виникають при подальшій гарячій прокатці, навіть якщо виключається процес обтискання заготовки. Вказані заглиблення утворюються шляхом пластичної деформації поверхні злитка титану в холодному стані з використанням сталевого інструменту, що має закруглений кінець з радіусом кривизни від 3 до 30 мм, або сталевої сфери з радіусом від 3 до 30 мм. UA 104167 C2 (12) UA 104167 C2 UA 104167 C2 Область техніки, до якої відноситься винахід Винахід відноситься до злитку чистого титану або титанового сплаву для гарячої прокатки, який забезпечує зниження вмісту дефектів, що виникають на його поверхні (у разі плоскої заготовки або рулону смугового матеріалу – на поверхні листа, на бічних поверхнях та на кромках) унаслідок гарячої прокатки, і до способу його отримання. Конкретніше, винахід відноситься до злитку чистого титану або титанового сплаву для гарячої прокатки, який забезпечує можливість виключення процесу руйнування при гарячій прокатці на блюмінгу або проковуванні отриманого злитку чистого титану або титанового сплаву (заготовки), і способу його отримання. Рівень техніки Відомий спосіб отримання злитку чистого титану або титанового сплаву полягає в наступному. Спочатку беруть заготовку, отриману при застиганні титану, розплавленого методом плавки електродуги з електродом, що витрачається, або методом електроннопроменевої плавки, і розкатують її на блюмінгу, плющенням або іншим способом гарячої обробки металів з утворенням сляба, сутунки або іншого матеріалу для гарячої прокатки. Матеріал для гарячої прокатки піддають гарячій прокатці для того, щоб переробити сляб в плоский матеріал (плиту або лист) або переробити сутунку в брусок або пруток. Після гарячої прокатки плиту, лист, брусок або пруток піддають відпалу і/або видаляють окалину, отримуючи продукт як такий, або перетворюють на кінцевий продукт із застосуванням холодної прокатки, холодного волочіння або іншого процесу холодної обробки і відпалу. Слід зазначити, що оскільки поверхневі дефекти віддаляються шляхом очищення від окалини після гарячої прокатки, очищення поверхні повинне бути щодо глибокої, оскільки поверхневі дефекти знаходяться глибоко, тому, природно, знижується вихід продукту. З іншого боку, оскільки при електронно-променевій плавці або плавці електродуги з електродом, що витрачається, плавлення здійснюється не в ливарній формі, а в ливарну форму виливається вже розплавлений титан, то ця форма може мати найрізноманітнішу конструкцію, що дає можливість використовувати прямокутну або циліндрову ливарну форму. Для виготовлення плоского матеріалу з прямокутної заготовки або для виготовлення бруска або прутка з циліндрової заготовки у зв'язку з вищезазначеною можливістю отримання заготовки певної форми можна виключити вказаний вище процес розкачування, понизивши тим самим собівартість. Проте затверділа крупна заготовка, використовувана в промисловості, має великокристалічну структуру з розміром зерен аж до декількох десятків міліметрів, і коли заготовку безпосередньо піддають гарячій прокатці без здійснення попереднього процесу розкачування, вона випробовує нерівномірну деформацію через великокристалічну структуру, у зв'язку з чим іноді утворюються крупні дефекти поверхні. В результаті значно знижується вихід продукту, наприклад, в ході очищення від окалини для видалення дефектів поверхні після гарячої прокатки і обстеження продукту. Крім того, коли шляхом гарячої прокатки отримують плоску заготовку або рулон смугового матеріалу, то крупні складки, викликані грубою затверділою структурою, виникають не тільки на поверхні листа, але також на бічних поверхнях і в кутах, причому вказані складки групуються на бічній поверхні листа, стаючи дефектами поверхні, які називаються дефектами стиків, і розвиваючись в краєві тріщини і тому подібне. При прокатці бруска або прутка виникають дефекти поверхні унаслідок утворення складок на ділянках поверхні та ребрах, що не контактують з валками, так само як і на бічних поверхнях плоскої заготовки або рулону смугового матеріалу. У вказаному вище відомому способі нагріту заготовку розкатують та формують в сляб або сутунку того розміру, який потрібний для гарячої прокатки. Проте залежно від ступеня гарячої обробки під час розкачування і/або використовуваного для руйнування способу обробки, величина деформації ділянки, що володіє фрикційною стійкістю в області контакту з оброблювальним інструментом, незначна, так що в металі виникає так звана мертва зона. Навіть якщо проводиться розкачування, деформація вказаної мертвої зони в металі є незначною, і зберігається груба затверділа структура заготовки, тому, аналогічно розглянутому вище випадку, іноді виникають дефекти поверхні, подібні згаданим вище, коли плоска заготовка, брусок або пруток згодом піддаються гарячій прокатці. Таким чином, існує потреба в створенні злитку чистого титану або титанового сплаву для гарячої прокатки, в якому груба затверділа структура заготовки, або її залишок, не перетворюється на шкідливі дефекти поверхні в подальшому процесі гарячої прокатки. З документа JP 01-156456 відомий спосіб гарячої обробки злитку чистого титану або титанового сплаву, в якому поверхневому шару надається напруження для того, щоб очистити 1 UA 104167 C2 кристалічні зерна поблизу поверхні, після чого поверхню піддають рекристалізації на глибину понад 2 мм за рахунок нагрівання до температури рекристалізації або вище, а потім здійснюють гарячу обробку. Для створення напруження можуть бути використані: проковування (пресування), обтискання валками, дробоструменева обробка і тому подібне При застосуванні у відомому способі дробоструменевої обробки для створення напруження глибина деформації за рахунок дробоструменевої обробки складає від 300 до 500 мкм або менше і є вельми незначною в порівнянні з грубою затверділою структурою в декілька десятків міліметрів, у зв'язку з чим, як буде пояснено нижче, утворення дефектів поверхні не запобігається. З метою формування глибокого шару рекристалізації у відомому способі можна створити напруження на значну глибину шляхом штампування або обтискання валками. Проте хоча при штампуванні або обтисканні валками з використанням стандартних інструментів утворюється глибокий шар рекристалізації, виникають ситуації, в яких, як буде пояснено нижче, дефекти поверхні не пригнічуються, а навпаки, збільшується ступінь розповсюдження цих дефектів. Розкриття винаходу Як викладено вище, проблема полягає в тому, що груба затверділа структура злитку для гарячої прокатки або її залишки викликають появу дефектів поверхні при подальшому процесі гарячої прокатки. Завданням справжнього винаходу є розробка злитку чистого титану або титанового сплаву для гарячої прокатки, в якому забезпечується зниження кількості дефектів, що виникають на поверхні (у разі плоскої заготовки або рулону смугового матеріалу не тільки на основних поверхнях, але також на бічних поверхнях та кромках) унаслідок гарячої прокатки, способу отримання вказаного злитку чистого титану або титанового сплаву, в якому забезпечується виключення процесу руйнування заготовки, та способу гарячої прокатки вказаного злитку. Поставлене завдання вирішується у винаході, суть якого полягає в наступному. Злиток чистого титану або титанового сплаву для гарячої прокатки його в плоску заготовку, брусок або пруток, відповідно до даного винаходу характеризується тим, що на його поверхні є поглиблення, отримані шляхом холодної пластичної деформації, причому середня висота (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм. Злиток чистого титану або титанового сплаву для гарячої прокатки має прямокутну або циліндрову форму. Переважно злиток чистого титану або титанового сплаву для гарячої прокатки виконаний з технічно чистого титану. У способі отримання злитку чистого титану або титанового сплаву для гарячої прокатки поверхню злитку чистого титану або титанового сплаву піддають пластичній деформації шляхом холодного вібровпливу сталевим інструментом, що має закруглений кінець з радіусом кривизни від 3 до 30 мм. У способі отримання злитку чистого титану або титанового сплаву для гарячої прокатки поверхню злитку чистого титану або титанового сплаву піддають пластичній деформації шляхом холодного вібровпливу сталевою кулькою з радіусом від 3 до 30 мм. У способі гарячої прокатки злитку чистого титану або титанового сплаву поверхню отриманого в електронно-променевій плавильній печі злитку чистого титану або титанового сплаву прямокутної або циліндрової форми піддають холодній пластичній деформації, в результаті якої середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середнє значення довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм, а потім злиток після нагріву подають в прокатний стан для гарячої прокатки в рулон смугового матеріалу. Поняття «Середня величина висоти (Wc) елементів профілю шорсткості» та «середня величина довжини (WSm) елементів профілю шорсткості», приведені в справжньому описі, є характеристиками властивостей поверхні, визначеними в стандарті Японії JIS B0601. Крім того, терміни плоска заготовка, брусок або пруток означають, відповідно, змотаний у вигляді рулону плоский матеріал, брусок або пруток з матеріалу, підданого гарячій прокатці. Слід зазначити, що якщо злиток для його гарячої прокатки в плоску заготовку, брусок або пруток має прямокутну або циліндрову форму згідно п. 2 формули винаходу (заготовка для гарячої прокатки у вигляді сляба або сутунки), то такий злиток застосовується в способах відповідно до пп. 4 або 5 формули винаходу після видалення западин, опуклостей та інших дефектів на поверхні відливки за допомогою механічної обробки або іншої обробки або без вищезгаданої обробки, коли поверхня відливки є гладкою та знаходиться у хорошому стані. Крім того, у разі, коли злиток для гарячої прокатки піддався обтисканню на блюмінгу або 2 UA 104167 C2 іншому процесу обтискання, то переважно спосіб за пп. 4 або 5 формули винаходу застосовується після видалення окалини і/або дефектів за допомогою механічної обробки або іншої обробки, проте також є прийнятним видалення окалини і тому подібного за допомогою травлення або тому подібного після застосування способу за пп. 4 або 5 формули винаходу після процесу руйнування. Слід зазначити, що термін «прямокутний злиток» означає злиток, що має прямокутний перетин по всіх вимірах злитка: по довжині, ширині і висоті. Розроблені відповідно до даного винаходу спосіб отримання злитку для гарячої прокатки та злитку чистого титану або титанового сплаву для гарячої прокатки, в якому забезпечується зниження вмісту дефектів поверхні (у разі плоскої заготовки або рулону смугового матеріалу не тільки на основних поверхнях, але також і на бічних поверхнях та кромках), що утворюються в процесі гарячої прокатки унаслідок грубої затверділої структури злитку для гарячої прокатки або її залишку, та застосування якого, зокрема, дає можливість виключити процес обтискання заготовки, за рахунок чого досягається величезний промисловий ефект. Винахід пояснюється кресленнями. Короткий опис креслень На Фіг. 1(a) схематично показаний один з прикладів виконання сталевого інструменту, що має закруглений кінець з радіусом кривизни від 3 до 20 мм (3 – 30 R); на Фіг. 1(b) – інший приклад виконання сталевого інструменту з радіусом від 3 до 20 мм (3 – 30 R); на Фіг. 2(a) показаний стан поверхні злитку чистого титану або титанового сплаву для гарячої прокатки після здійснення заданої пластичної деформації з використанням інструменту з ударотривкого інструментального сплаву, показаного на Фіг. 1; на Фіг. 2(b) – те ж саме, але після додаткової термічної обробки; на Фіг. 3(a) показана поверхня злитку чистого титану або титанового сплаву для гарячої прокатки після здійснення заданої пластичної деформації шляхом проведення звичайної дробоструменевої обробки; на Фіг. 3(b) – те ж саме, але після додаткової термічної обробки; на Фіг. 4(a) схематично показаний приклад виконання валка, вживаного при холодному пресуванні або холодній прокатці; на Фіг. 4(b) схематично показаний приклад виконання інструменту із закругленими кутами, вживаного при холодному пресуванні або холодній прокатці; на Фіг. 5(a) показана поверхня злитку чистого титану або титанового сплаву для гарячої прокатки, підданого пластичній деформації після холодного пресування за допомогою валка; на Фіг. 5(b) показана структура поверхневого шару в перетині злитку чистого титану або титанового сплаву для гарячої прокатки після пластичної деформації шляхом холодного пресування за допомогою валка та додаткової термічної обробки. Варіанти здійснення винаходу Даний винахід направлений на пригнічення дефектів поверхні, викликаних гарячою прокаткою, і був розроблений після проведення ретельних досліджень впливу грубої затверділої структури, що залишається після обтискання, на дефекти поверхні, що утворюються при гарячій прокатці, та способів підвищення якості затверділої структури заготовки, кристалічні зерна якої можуть досягати декількох десятків міліметрів, а також злитку чистого титану або титанового сплаву для гарячої прокатки, до якого застосовувалися вказані способи. Було встановлено, що як спосіб очищення грубої затверділої структури або виключення областей, в яких зберігається вплив затверділої структури, можна використовувати створення напруження в частині поверхневого шару з подальшим здійсненням рекристалізації шляхом відповідної термічної обробки, такий як нагрів в ході гарячої прокатки. Даний винахід полягає в створенні напруження, яке забезпечує придушення дефектів поверхні, що виникають при гарячій прокатці, зокрема, спосіб згідно винаходу характеризується використанням показаного на Фиг.1 сталевого інструменту, що має закруглений кінець з радіусом кривизни від 3 до 30 мм (3 – 30 R) (Фіг. 1(a)), або сталевої сфери радіусом від 3 до 30 мм (3 – 30 R) (Фіг. 1(b)), для холодного вібровпливу на поверхню злитку чистого титану або титанового сплаву для гарячої прокатки з утворенням поглиблень під дією заданої пластичної деформації. Було встановлено, що вказаний спосіб дозволяє значно придушити утворення дефектів поверхні в ході гарячої прокатки. На Фіг. 2(а) і 2(b) показана, відповідно, поверхня злитку чистого титану або титанового сплаву для гарячої прокатки після здійснення заданої пластичної деформації з використанням інструменту з ударотривкого інструментального сплаву, показаного на Фіг. 1(a) або Фіг. 1(b) (вказаний вище сталевий інструмент або сталева сфера), та структура поверхневого шару в 3 UA 104167 C2 перетині після додаткової термічної обробки, наприклад, нагрівання гарячим валком. Слід зазначити, що на Фіг. 2(а) і 2(b) показані приклади злитку у формі сляба з технічно чистого титану тип 2 стандарту Японії (JIS H 4600). Як показано на Фіг. 2(a), поверхня злитку для гарячої прокатки відповідно до даного винаходу виконана з поглибленнями у вигляді поверхневих западин і опуклостей та відрізняється від поверхні, отриманої шляхом пластичної деформації за допомогою холодного пресування інструментом, що має закруглені кути, або холодної прокатки з використанням валка. Поверхня холодного пресування має вм'ятини, утворені переміщенням згаданого інструменту по поверхні злитку (див. Фіг. 4(b) і Фіг. 5(a)), тоді як поверхня холодної прокатки є гладкою. Унаслідок напруження, що виникає під дією пластичної деформації, утворюються поглиблення, показані на Фіг. 2(a), а при нагріванні в процесі гарячої прокатки частина поверхневого шару піддається рекристалізації, і утворюється шар рекристалізації завтовшки приблизно 6 мм, як показано на Фіг. 2(b). Гаряча прокатка проводиться в такому структурному стані. При використанні способу відповідно до даного винаходу дефекти поверхні після гарячої прокатки стають вельми незначними і пригнічуються на рівні, що не створює проблем. З іншого боку, без використання цього способу через грубу затверділу структуру відлитого матеріалу виникає безліч грубих дефектів поверхні завдовжки 20 мм або більш. При використанні для створення пластичної деформації поверхні злитку для гарячої прокатки інструменту у вигляді стрижня, який має закруглений кінець з радіусом кривизни від 3 до 30 мм (3 – 30 R) (Фіг. 1(a)), або інструменту у вигляді сталевої сфери з радіусом від 3 до 30 мм (3 – 30 R) досягається однаковий результат придушення дефектів поверхні після гарячої прокатки. На підставі цього відповідно до даного винаходу пластична деформація поверхні злитку для гарячої прокатки здійснюється з використанням сталевого інструменту, який має закруглений кінець з радіусом кривизни від 3 до 50 мм (3 – 30 R), або сталевої сфери з радіусом від 3 до 30 мм (3 – 30 R). Слід зазначити, що відповідно до даного винаходу глибина поверхневих поглиблень складає від 0,2 до 1,5 мм, а після термічної обробки формується шар рекристалізації завтовшки до 3 мм або більше. Переважнішим є інструмент, радіус кривизни або радіус якого складає від 7 до 20 мм (7 – 20 R), оскільки за рахунок цього дефекти поверхні можуть бути додатково мінімізовані. Навпаки, коли радіус кривизни закругленого кінця сталевого інструменту менше 3 мм (3 R), величини напруження, яке може бути створене, є незначною, так що іноді дефекти поверхні не пригнічуються відповідним чином, і, більш того, краї поглиблень набувають крутої форми і тому перекриваються під дією гарячої прокатки, розвиваючись в дефекти поверхні. З іншого боку, коли радіус кривизни перевищує 30 мм (30 R), поверхня контакту інструменту зі злитком для гарячої прокатки під час пластичної деформації стає плоскою, так що придушення дефектів поверхні після гарячої прокатки стає нерівномірним та іноді не може бути реалізоване відповідним чином. При використанні сталевої сфери, радіус якої менше 3 R (радіус 3 мм) або більше 30 R (радіус 30 мм), також не може бути досягнутий відповідний результат. Якщо температура, при якій поверхня піддається пластичній деформації, складає від 300C до 400C, то накопичене напруження зникає не відразу, тому створення пластичної деформації можливе при температурі від 300 до 400C або нижче. Більш того, деформація можлива навіть при кімнатній температурі або нижче. Проте переважно здійснювати справжній винахід в холодному стані з урахуванням оброблюваності і/або допоміжного устаткування (регулювання температури). Напруження також може бути створене за допомогою відомої дробоструменевої обробки (діаметр дробинок приблизний від 0,5 до 1 мм), холодної прокатки або холодного пресування (проковування) з використанням валка або інструменту із закругленими кутами, радіус кривизни яких складає від 10 до 20 мм (10 – 20 R). Проте величина напруження, що створюється при звичайній дробоструменевій обробці, є невеликою через малий діаметр дробинок від 0,5 до 1 мм, тому, як показано на Фіг. 3, шар рекристалізації після термічної обробки є неглибоким, близько 0,4 мм (400 мкм), що робить неможливим придушення дефектів поверхні в ході гарячої прокатки. У разі створення напруження шляхом холодного пресування або холодної прокатки з використанням валка (Фіг. 4(a)) або інструменту із закругленими кутами (Фіг. 4(b)) після термічної обробки може бути сформований шар рекристалізації завглибшки до 30 мм або більше від поверхні, як показано на Фіг. 5(b). Проте рівень дефектів поверхні після гарячої прокатки, хоча вони стискуються приблизно до 3 – 10 мм, все ж таки залишається небезпечним, і, більш того, їх розповсюдження на поверхні різко збільшується. 4 UA 104167 C2 Коли холодна прокатка або холодне пресування з використанням інструменту, показаного на Фіг. 4(a) або Фіг. 4(b), проводиться при обтисканні в одному напрямку, при холодній прокатці формується плоска поверхня, а у разі холодного пресування формується поверхня, що має вм'ятини, утворені переміщенням інструменту в подовжньому напрямку, такі як показані на Фіг. 5(a). Утворені поверхні істотно відрізняються від поверхні, що отримується відповідно до даного винаходу, на якій формуються поглиблення шляхом пластичної деформації під дією сферичної ділянки. На Фіг. 5(a) показана відповідна поверхня після холодного пресування з використанням інструменту із закругленими кутами з радіусом кривизни 15 мм (15 R), а на Фіг. 5(b) показаний перетин структури поверхневого шару, який підданий термічній обробці після згладжування поверхні шляхом механічної обробки. У разі, коли злиток для гарячої прокатки є слябом, а пластичну деформацію здійснюють з використанням валка або інструменту із закругленими кутами, пластична деформація бічних поверхонь сляба (по товщині) неможлива, оскільки інструмент переміщається уздовж основної поверхні сляба і знаходиться у контакті з нею (Фіг. 5(a)). В результаті після термообробки не розвивається розупорядкування зерен рекристалізацій, а утворюються крупні колонії цих кристалів, що викликане, як вважають, сильним залишковим впливом початкової грубої затверділої структури. Більш того, бічні поверхні сляба, які не контактують з валком або інструментом, можуть випробовувати виражене спучення або тому подібне, і, таким чином, набувати форми, не відповідної для злитку для гарячої прокатки. Навпаки, в способі відповідно до даного винаходу поверхня піддається сильній пластичній деформації під дією сферичної ділянки, так що піддана пластичній деформації область розширюється не тільки углиб по товщині, але також і в радіальному напрямку від ділянки контакту з сферичною поверхнею інструменту. Крім того, вказане розширення області, підданій пластичній деформації, перекривається між сусідніми поглибленнями. Тому, на відміну від випадку обтискання валком, ділянка поверхневого шару починає отримувати пластичну деформацію по різних напрямках. Передбачається, що у результаті досягається розупорядкування орієнтації кристалів. Вважається, що це є причиною отримання результату, відмінного від отримуваного при обтисканні в одному напрямку за допомогою валка, показаного на Фіг. 4, або тому подібного. Далі детальніше описані форми поглиблень, що утворюються на поверхні злитку для гарячої прокатки в результаті здійснення способу відповідно до даного винаходу. Глибина (висота) та розташування поглиблень, що утворилися, відображає інтенсивність і напрямок пластичній деформації поверхні. З характеристик властивостей поверхні, сформульованих в стандарті JIS B0601, як величини, характеризуючі глибину та розташування поглиблень, можуть бути використані середня висота (Wc) елементів профілю шорсткості поверхні та середня довжина (WSm) елементів профілю шорсткості поверхні. Дефекти поверхні можуть бути в достатній мірі пригнічені після гарячої прокатки, якщо поглиблення на поверхні, утворені в результаті холодної пластичної деформації, мають Wc від 0,2 до 1,5 мм і WSm від 3 до 15 мм. Таким чином, відповідно до даного винаходу злиток чистого титану або титанового сплаву для гарячої прокатки піддають холодній пластичній деформації, в результаті якої виникають поглиблення, Wc, що мають, від 0,2 до 1,5 мм і WSm від 3 до 15 мм. Переважно, Wc складає від 0,3 до 1,0 мм, а WSm складає від 4 до 10 мм, оскільки при таких значеннях дефекти поверхні можуть бути надалі послідовно мінімізовані. Коли поверхневий шар утворився з поглибленнями, вказаними значеннями, що характеризуються, після термічної обробки формується шар рекристалізації до 3 мм або більше. Встановлено, що коли значення Wc перевищує 1,5 мм, а значення WSm менше 3 мм, западини/виступи поглиблень набувають крутої форми, і тому перекриваються при гарячій прокатці, розвиваючись в дефекти поверхні. З іншого боку, коли значення Wc менше 0,2 мм, а значення WSm перевищує 15 мм, величина і діапазон створюваного напруження є малими, так що можуть виникнути ситуації, коли поверхневі дефекти не пригнічуються достатньою мірою, та не досягається відповідний результат в основних плоских областях. Вказані вище середні значення Wc і WSm отримують шляхом вимірювання показників Wc і WSm в багатьох точках, щоб загальне число вимірюваних поглиблень було не менше 30, і розрахунку середніх значень. Наголошується, що поглиблення з характеристиками відповідно до даного винаходу можуть бути отримані не тільки за рахунок використання інструменту вказаної форми, але також за рахунок регулювання рівня пластичної деформації під дією тиску, швидкості дії і тому подібного. Коли злиток для гарячої прокатки має форму сляба, здійснення справжнього винаходу дає аналогічний ефект також і при придушенні складок на бічних поверхнях і кутах. В результаті дефекти поверхні на кромці плоскої заготовки (рулону смугового матеріалу), отриманого 5 UA 104167 C2 гарячою прокаткою, і поблизу неї, а також краєве розтріскування під дією подальшої холодної прокатки, можуть бути пригнічені у вельми значному ступені. Більш того, унаслідок придушення складок, дефекти у вигляді задирок, викликані загортанням кромок бічних поверхонь і/або кутових частин навколо бічної поверхні валка, можуть бути незначними. Приведені вище пояснення стосувалися головним чином гарячої прокатки плоскої заготовки, проте такі ж ефекти можуть бути отримані при використанні справжнього винаходу при гарячій прокатці циліндрової сутунки або циліндрового злитку в брусок або пруток, причому кількість дефектів поверхні в продукті може бути вельми незначною, зокрема в області задирок та вільних частин поверхні, які не контактують з валком. При використанні справжнього винаходу в злитку для гарячої прокатки значно пригнічуються дефекти поверхні після гарячої прокатки. Особливо ефективне застосування справжнього винаходу для заготовок квадратного або циліндрового профілю (із затверділою структурою безпосередньо після відливання), де забезпечується придушення дефектів поверхні до рівня, що не створює проблем при гарячій прокатці плоскої заготовки, рулону смугового матеріалу, бруска або прутка, навіть без проходження через процес обтискання, такий як блюмінг. Метод плавлення електронним променем дає можливість сфокусувати проектований промінь за рахунок поляризації електронів, за допомогою чого можна легко підвести тепло навіть у вузьку область між ливарною формою та розплавленим титаном, забезпечуючи тим самим хороший контроль поверхні відливки. Крім того, забезпечується висока міра свободи у виборі перетину ливарної форми. В результаті використання електронно-променевої плавильної печі переважно виходить вказана в справжньому винаході прямокутна або циліндрова заготовка такого розміру, що вона може бути безпосередньо піддана гарячій прокатці. Крім того, до гарячої прокатки поверхня прямокутної заготовки (слябу), отриманої з використанням електронно-променевої плавильної печі, піддається пластичній деформації сталевим інструментом, що має закруглений кінець з радіусом кривизни від 3 до 30 мм або сталевою сферою з радіусом від 3 до 30 мм з метою формування конфігурації з поглибленнями відповідно до даного винаходу. Згодом заготовка нагрівається для гарячої прокатки. Переважно з метою зниження опору деформації вказану температуру нагріву задають в діапазоні від 800 до 950C. Крім того, з метою придушення утворення окалини під час нагрівання плоскої заготівки, бажано щоб температура нагріву була нижча за точку переходу в -фазу. Відповідно до даного винаходу можлива ефективна переробка прямокутної заготовки (слябу) в рулон смугового матеріалу завтовшки приблизний від 2 до 10 мм за допомогою вказаної вище гарячої прокатки. Таким чином, отримана відповідно до даного винаходу прямокутна заготовка (сляб) для гарячої прокатки не тільки демонструє можливості полегшеної обробки шляхом гарячої прокатки, але також дозволяє отримати шляхом гарячої прокатки плоского злитку чистого титану або титанового сплаву з незначним рівнем поверхневих дефектів міцний лист, навіть якщо згодом він піддається холодній прокатці. Застосування даного винаходу до злитку для гарячої прокатки, що пройшов процес обтискання, дає в результаті істотне зниження рівня дефектів поверхні, що виникають в ході гарячої прокатки. У результаті може бути виключений процес очищення від окалини після гарячої прокатки плоскої заготовки, бруска або прутка і може бути підвищений вихід кінцевого продукту. Зокрема, зразками титану, використовуваними в справжньому винаході, є зразки технічно чистого титану, охарактеризовані типами 1 – 4 стандарту JIS H 4600, плюс один зразок з покращеними характеристиками, такими як корозійна стійкість і/або високотемпературними властивостями, за рахунок додавання до базового технічно чистого титану відносно невеликих кількостей одного або декількох металів з Ru, Pd, Ta, Co, Cr, Ni, Cu, Nb, Si та Al, наприклад, Ti – 1%Cu або Ti – 1%Cu – 0,5%Nb, і типи 11 – 23 стандарти JIS H 4600. Крім того, також можуть бути використані титанові сплави -типу та + типу, причому сплав + типу відповідає, наприклад, типу 60 стандарту JIS H 4600 (Ti – 6%Al - 4%V), типу 60E, типу 61 (Ti – 3%Al – 2,5%V), типу 61F, або сплав трьохелементної системи Ti – Fe – O, такий як Ti – 1%Fe – 0,36%O. Крім того, є титанові сплави -типу, типовим представником яких є Ti – 15%V – 3%Cr – 3%Sn – 3%Al і тому подібні. Склад сплавів у всіх випадках вказаний в мас.%. Далі винахід детально пояснюється з посиланням на приклади злитків, які піддаються гарячій прокатці в плоскі заготовки або рулони смугового матеріалу. Приклади Приклад 1 У таблиці 1, для технічно чистого титану типу 2 за стандартом JIS H 4600 показані умови, за яких поверхня злитку для гарячої прокатки була піддана пластичній деформації, а також 6 UA 104167 C2 характеристики (Wc, WSm) поглиблень, що утворилися в результаті пластичної деформації, і результати оцінки дефектів поверхні після гарячої прокатки. Таблиця 1 № прикладу Тип JIS Попередня гаряча обробка валком *поверхні (піддається прокатці) Характеристики поглиблень у злитку для гарячої прокатки Інструмент, використовуваний для пластичної деформації WSm (мм) Wc(мм) Оцінка дефектів поверхні після гарячої обробки валком Після 1-го травлення азотноюфтористоводневою Після 2-го травлення кислотою азотноюОцінка фтористоводневою Рівень Ступінь кислотою основних дефектів дефектів поверхні поверхні Крихітні дефекти Хор. 5% Дефекти зліва зникають завдовжки близько 1 мм Крихітні дефекти Хор. 5% Дефекти зліва зникають завдовжки близько 1 мм Чистий Закруглений кінець R3 Ti, тип 2 0,6 3,2 Чистий Закруглений кінець R3 Ti, тип 2 Винахід 1 1,5 4,8 Закруглений кінець R7 0,5 5,0 Відм. Відсутні 0% Закруглений кінець R7 0,9 6,4 Відм. Відсутні 0% Сталева сфера R7 0,4 4,2 Відм. Відсутні 0% Закруглений кінець R12 0,3 5,1 Відм. Відсутні 0% Закруглений кінець R12 0,6 7,2 Відм. Відсутні 0% Закруглений кінець R12 1,0 9,2 Відм. Відсутні 0% Сталева сфера R12 5,4 Відм. Відсутні 0% Винахід 2 Винахід 3 Винахід 4 Винахід 5 Винахід 6 Винахід 7 Винахід 8 Винахід 9 Чистий Ti, тип 2 Чистий Ti, тип 2 Чистий Ti, тип 2 Чистий Ti, тип 2 Чистий Ti, тип 2 Чистий Ti, тип 2 Чистий Ti, тип 2 0,4 Винахід 10 Чистий Закруглений кінець R12 1,4 Ti, тип 2 10,0 Хор. Крихітні дефекти завдовжки близько 1 мм 3% Дефекти зліва зникають Винахід 11 Чистий Закруглений кінець R20 0,7 Ti, тип 2 9,8 Відм. Відсутні 0% 5% Дефекти зліва зникають 3% Дефекти зліва зникають 5% Дефекти зліва зникають 95% Більшість дефектів зліва залишаються 88% Більшість дефектів зліва залишаються 90% Більшість дефектів зліва залишаються 85% Більшість дефектів зліва залишаються 80% Більшість дефектів зліва залишаються 85% Більшість дефектів зліва залишаються 83% Більшість дефектів зліва залишаються 100% Більшість дефектів зліва залишаються Винахід 12 Чистий Закруглений кінець R25 1,5 Ti, тип 2 14,3 Хор. Винахід 13 Чистий Закруглений кінець R30 0,2 Ti, тип 2 6,1 Хор. Винахід 14 Чистий Закруглений кінець R30 0,8 Ti, тип 2 13,2 Хор. Порівнювальний Чистий Сталева сфера R1 1 Ti, тип 2 0,1 1,1 Поганий Порівнювальний Чистий Сталева сфера R1 2 Ti, тип 2 2,9 3,2 Поганий Порівнювальний Чистий Закруглений кінець R40 0,1 3 Ti, тип 2 5,8 Поганий Порівнювальний Чистий Закруглений кінець R40 0,8 4 Ti, тип 2 18,1 Поганий Порівнювальний Чистий Холодний валок 5 Ti, тип 2 (8% обтискання) Поганий Холодний прес Порівнювальний Чистий (валок R 15 мм 6 Ti, тип 2 проштовхування 10 мм) Поганий Холодний прес Порівнювальний Чистий (кут R15, 7 Ti, тип 2 проштовхування 10 мм) Поганий Не проводилася Порівнювальний Чистий (оброблений 8 Ti, тип 2 верстаті) Поганий на 7 Крихітні дефекти завдовжки близько 1 мм Крихітні дефекти завдовжки близько 1 мм Крихітні дефекти завдовжки близько 1 мм Грубі дефекти завдовжки більше 20 мм Крупні дефекти завдовжки близько 10-15 мм Грубі дефекти завдовжки більше 20 мм Крупні дефекти завдовжки близько 5 -10 мм Крупні дефекти завдовжки близько 5 -10 мм Крупні дефекти завдовжки близько 5 -10 мм Крупні дефекти завдовжки близько 5 -10 мм Грубі дефекти завдовжки більше 20 мм UA 104167 C2 Злитки для гарячої прокатки (товщина – приблизно 120 мм, ширина – приблизно 150 мм, довжина – приблизно 350 мм) були нарізані з великої прямокутного виливку (з великокристалічною твердою структурою після відливання) та оброблені на верстаті. Слід зазначити, що злитки для гарячої прокатки нарізують так, щоб їх положення відносно виливку було однаковим, та щоб глибина їх розташування від поверхні виливку була практично однаковою. Поверхні (які будуть оброблені валками) на одній стороні злитків для гарячої прокатки були піддані холодній пластичній деформації різного типу. Злиток для гарячої прокатки нагрівався приблизно протягом 2 годин при температурі нижче за точку переходу в Ж-фазу і потім був підданий гарячій прокатці до товщини близько 6 мм. Вказана плоска заготовка після гарячої прокатки була піддана дробоструменевої обробці, а потім була видалена окалина шляхом травлення в суміші азотної та фтористоводневої кислот. Після цього були помічені виявлені дефекти поверхні та була проведена оцінка ступеня розповсюдження цих дефектів. Довжина плоскої заготовки після гарячої прокатки, за винятком нестаціонарних областей в провідному та задньому кінцях у напрямку прокатки, була розбита на сегменти з інтервалом в 150 мм. Відношення, отримане шляхом ділення числа сегментів з ділянками, в яких були виявлені дефекти поверхні, на загальне число сегментів (40 сегментів), визначалося як ступінь розповсюдження поверхневих дефектів. Коли дефекти поверхні виразно спостерігаються, проводиться друге травлення сумішшю азотної та фтористоводневої кислот, і потім знову оцінюють ступінь дефектів поверхні. У порівняльних прикладах 1 – 8 таблиць 1 після гарячої прокатки спостерігаються дефекти поверхні завдовжки від 5 до 15 мм і, крім того, крупні дефекти розміром 20 мм або більше, причому ступінь розповсюдження дефектів поверхні є дуже високим, на рівні 80% або більше. Навіть якщо виконані поглиблення, дефекти поверхні не пригнічуються в порівняльному прикладі 1 та порівняльному прикладі 3, в яких напружені області є неглибокими через мале значення Wc 0,1 мм, і в порівняльному прикладі 4, в якому є ділянки з доданим по площині напруженням, через велике значення WSm, рівного 18 мм. Крім того, в порівняльному прикладі 2 западини/виступу поглиблень є крутими і тому перекриваються при гарячій прокатці, розвиваючись в дефекти поверхні. Навпаки, в прикладах 1 – 14 згідно винаходу за допомогою вказаного вище відповідного інструменту виконані поглиблення, що мають відповідні значення Wc і WSm, у зв'язку з чим після гарячої прокатки будь-які спостережувані дефекти поверхні є незначними, завдовжки близько 1 мм, і можуть бути видалені за допомогою другого травлення сумішшю азотної та фтористоводневої кислот. Ступінь розповсюдження дефектів поверхні після першого травлення сумішшю азотної та фтористоводневої кислот складає 5% або менше, що значно менше в зіставленні з порівняльними прикладами і відповідає ступеню розповсюдження дефектів поверхні (від 3 до 5%), оціненої аналогічно для матеріалів, які заздалегідь обжимаються. Таким чином, при використанні даного винаходу здійснюється придушення дефектів поверхні. У таблиці 2 аналогічно наведені приклади для технічно чистого титану типу 1 JIS та титанових сплавів Ti – 1%Fe – 0,36%O (% по масі) і Ti – 3%Al – 2,5%V (% по масі). 8 UA 104167 C2 Таблиця 2 № прикладу Винахід 15 Винахід 16 Винахід 17 Винахід 18 Винахід 19 Винахід 20 Винахід 21 Тип JIS Чистий Ti, тип 1 Чистий Ti, тип 1 Чистий Ti, тип 1 Ti-1%Fe0,36%O Ti-1%Fe0,36%O Ti-3%Al2,5%V Ti-3%Al2,5%V Попередня гаряча обробка валком *поверхні (піддається прокатці) Інструмент, використовуваний для пластичної деформації Закруглений кінець R7 Закруглений кінець R12 Закруглений кінець R20 Закруглений кінець R12 Закруглений кінець R12 Закруглений кінець R12 Закруглений кінець R12 Характеристики поглиблень у злитку для гарячої прокатки Оцінка поверхневих дефектів після гарячої обробки валком Після 1-го травлення азотноюфтористоводневою кислотою Оцінка WSm (мм) Wc(мм) Ступінь Рівень основних поверхнеповерхневих дефектів вих дефектів Після 2-го травлення азотноюфтористоводневою кислотою 0,9 6,7 Відм. Відсутні 0% 0,7 7,5 Відм. Відсутні 0% 0,6 9,8 Відм. Відсутні 0% 0,5 5,9 Відм. Відсутні 0% 0,8 7,8 Відм. Відсутні 0% 0,5 5,8 Відм. Відсутні 0% 0,8 7,8 Відм. Відсутні 0% Грубі дефекти завдовжки більше 20 98% мм Грубі дефекти завдовжки більше 20 95% мм Грубі дефекти завдовжки більше 20 95% мм Порівнювальний Чистий Ti, тип Сталева сфера R1 0,1 9 1 1,2 Поганий Порівнювальний Ti-1%Fe10 0,36%O Сталева сфера R1 0,1 0,9 Поганий Порівнювальний Ti-3%Al11 2,5%V Сталева сфера R1 0,1 0,8 Поганий Поганий Крупні дефекти завдовжки близько 5 88% 10 мм Більшість дефектів зліва залишаються Поганий Крупні дефекти завдовжки близько 5 80% 10 мм Більшість дефектів зліва залишаються Поганий Крупні дефекти завдовжки близько 5 83% 10 мм Більшість дефектів зліва залишаються Холодний прес Порівнювальний Чистий Ti, тип (валок R 15 мм 12 1 проштовхування 10 мм) Холодний прес Порівнювальний Ti-1%Fe(валок R 15 мм 13 0,36%O проштовхування 10 мм) Холодний прес Порівнювальний Ti-3%Al(валок R 15 мм 14 2,5%V проштовхування 10 мм) Більшість дефектів зліва залишаються Більшість дефектів зліва залишаються Більшість дефектів зліва залишаються Як видно з прикладів 15 – 21 здійснення винаходу, результати, аналогічні отриманим для технічно чистого титану JIS тип 2 в таблиці 1, були отримані і при використанні технічно чистого титану JIS тип 1 (приклади 15 – 17), сплавів Ti – 1%Fe – 0,36%O (приклади 18 та 19) і Ti – 3%Al – 2,5%V (приклади 20 і 21). З іншого боку, в порівняльних прикладах 9 – 11, в яких використовується сталева сфера R1 (радіус 1 мм), та в порівняльних прикладах 12 – 14 з холодним пресуванням після гарячої прокатки спостерігалися дефекти поверхні завдовжки приблизний від 5 до 10 мм, а також грубих дефектів завдовжки 20 мм або більше, причому ступінь розповсюдження дефектів поверхні був дуже високим: 80% або більше. Більш того, в таблицях 1 і 2 в прикладах 3 – 9, 11 і 15 – 21 здійснення винаходи, в яких значення Wc і WSm для поглиблень відповідали вказаним вище переважним діапазонам, в зразках не спостерігалися дефекти поверхні вже після першого травлення сумішшю азотної та фтористоводневої кислот, так що поверхневі дефекти були послідовно мінімізовані. Слід зазначити, що при дослідженні після нагрівання структури перетину поверхневих шарів злитків, підданих пластичній деформації і нагрітих в таких же умовах, було встановлено, в злитках, отриманих у варіантах здійснення винаходу, приклади 1 – 21, формується шар рекристалізації завтовшки 3 мм або більше. Потім холодній пластичній деформації були піддані бічні поверхні злитків для гарячої прокатки (товщина – приблизно 120 мм, ширина – приблизно 150 мм, довжина – приблизно 350 мм), і результати оцінки якості кромок після проведення такого холодної прокатки показані в таблиці 3. Після здійснення гарячої прокатки та очищення від окалини таким же чином, як вказано вище, було проведена холодна прокатка до товщини 0,5 мм і оцінювали краєве розтріскування та дефекти у вигляді задирок. 9 UA 104167 C2 Таблиця 3 № прикладу Тип Чистий Винахід 22 Ti, тип 1 Чистий Винахід 23 Ti, тип 2 Чистий Винахід 24 Ti, тип 2 Чистий ПорівняльTi, ний 15 тип 1 Чистий ПорівняльTi, ний 16 тип 2 Попередня гаряча обробка валком *застосовується для бічних поверхонь Інструмент, використовуваний для пластичної деформації Характеристики Оцінка характеристик кромки після поглиблень холодної прокатки до товщини 0,5 у злитку для мм гарячої прокатки Глибина Дефекти у Оцінка тріщини у вигляді Wc WSm кромки (мм) задирок (мм) (мм) Закруглений кінець R12 0,7 7,5 Відм. 0,5 мм або менше Відсутні Закруглений кінець R12 0,6 7.2 Відм. 0,5 мм або менше Відсутні Закруглений кінець R20 0,7 9.8 Відм. 0,5 мм або менше Відсутні Поганий Близько 2 мм Присутні Поганий Близько 2 мм Присутні Поганий Близько 2 мм Присутні Не проводилася (оброблений на верстаті) Не проводилася (оброблений на верстаті) Холодний прес Чистий Порівняль(валок R 15 мм Ti, ний 17 проштовхування 10 тип 2 мм) У прикладах 22 – 24, відповідних винаходу, глибина тріщин на кромці була вельми неглибокою, 0,5 мм або менше, причому дефекти у вигляді задирок не спостерігалися. З іншого боку, в порівняльних прикладах 15 – 17 відмічені тріщини на кромці, розміром не менше ніж приблизно 2 мм, та чітко виявляються дефекти у вигляді задирок. Унаслідок придушення відповідно до даного винаходу складок, що виникають на бічних поверхнях і кутах під час гарячої прокатки, характеристики кромки після гарячої прокатки поліпшуються в такому ж ступені, як і у заздалегідь обжатого злитку. Далі показані приклади гарячої прокатки та додаткової холодної прокатки рулону смугового матеріалу. Для виготовлення слябів для гарячої прокатки велику прямокутну виливку (з грубозернистою твердою структурою після литва) з технічно чистого титану тип 2 за стандартом JIS розрізали на частини з розмірами, що дозволяють здійснювати плющення за допомогою гарячого прокатного стану для сталі. Поверхню, яка повинна була прокатуватися, і частину бічних поверхонь слябу піддавали пластичній деформації з використанням сталевого інструменту, що має закруглений кінець з радіусом кривизни 12 мм (R 12), для утворення поглиблень з Wc 0,6 мм і WSm 7,2 мм. Потім сляб піддавали гарячій прокатці в рулон смугового матеріалу завтовшки приблизно 5 мм з використанням гарячого прокатного стану для сталі. Отриманий рулон смугового матеріалу піддавали дробоструменевій обробці і травленню сумішшю азотної та фтористоводневої кислот, а потім проводили візуальне обстеження дефектів поверхні і тому подібного. В результаті обстеження на ділянках, на яких відповідно до даного винаходу були виконані вищезгадані поглиблення, не виявлені дефекти поверхні або дефекти у вигляді задирок, а складки, що є на бічній поверхні, вельми незначні. З іншого боку, практично по всій довжині ділянок, які не мали вказаних поглиблень, спостерігаються грубі дефекти поверхні, довжина яких перевищує 20 мм, і дефекти у вигляді задирок, також помітні складки на бічній поверхні. Крім того, коли вказаний рулон смугового матеріалу після гарячої прокатки піддавали холодній прокатці до товщини 0,5 мм і порівнювали властивості кромки, то спостерігали краєві 10 UA 104167 C2 тріщини завглибшки 2 мм або більше у великій кількості на бічній поверхні ділянок, на яких не були виконані поглиблення, тоді як на бічній поверхні ділянок, на яких були виконані поглиблення відповідно до даного винаходу, глибина краєвих тріщин була мінімальною, близько 0,5 мм або менше. Як було відмічено вище, при використанні справжнього винаходу для виготовлення рулону смугового матеріалу можуть бути отримані такі ж результати, як показані в таблиці 1, таблиці 2 і таблиці 3 для плоских заготовок. Приклад 2 Приведені приклади здійснення винаходи, в яких злитки піддаються гарячій прокатці в бруски або прутки. Як злитки для гарячої прокатки були використані технічно чистий титан тип 2 за стандартом JIS H 4600 та титанові сплави Ti – 1%Fe – 0,36%O і Ti – 3%Al – 2,5%V. У таблиці 4 вказані умови, за яких поверхня злитку для гарячої прокатки була піддана пластичній деформації, характеристики (Wc, WSm) поглиблень, що утворилися під дією зазначеної пластичної деформації, і результати оцінки дефектів поверхні після гарячої прокатки (для технічно чистого титану тип 2 за стандартом JIS H 4600 і титанових сплавів Ti – 1%Fe – 0,36%O і Ti – 3%Al – 2,5%V). Таблиця 4 № прикладу Тип Попередня гаряча обробка валком *Застосовується для всіх поверхонь Характеристики поглиблень в злитку для гарячої прокатки Інструмент, використовуваний Wc для пластичної (мм) деформації Винахід Чистий Закруглений кінець 0,6 25 Ti, тип 2 R12 Винахід Чистий Закруглений кінець 0,7 26 Ti, тип 2 R20 TiВинахід Закруглений кінець 1%Fe0,5 27 R12 0,36%O Винахід Ti-3%Al- Закруглений кінець 0,5 28 2,5%V R12 Не проводилася Порівняль Чистий (оброблений на ний18 Ti, тип 2 верстаті) TiНе проводилася Порівняль 1%Fe(оброблений на ний19 0,36%O верстаті) Не проводилася Порівняль Ti-3%Al(оброблений на ний20 2,5%V верстаті) WSm (мм) Оцінка дефектів поверхні після гарячої обробки валком (після дробоструменевої обробки + травлення сумішшю азотної та фтористоводневої кислот) Рівень Ступінь основних Оцінка дефектів дефектів поверхні поверхні 6,9 Відм. Відсутні 0% 9,5 Відм. Відсутні 0% 5,6 Відм. Відсутні 0% 5,5 Відм. Відсутні 0% Грубі дефекти Поганий завдовжки 100% більше 20 мм Грубі дефекти Поганий завдовжки 98% більше 20 мм Грубі дефекти Поганий завдовжки 98% більше 20 мм Злитки для гарячої прокатки (діаметр – приблизно 90 мм, довжина – приблизно 350 мм) нарізують з великої прямокутного виливку (з грубою затверділою структурою після відливання) і піддають механічній обробці. Потім злиток для гарячої прокатки нагрівають приблизно протягом 2 годин при температурі нижче за точку переходу в Ж-фазу і після піддають гарячій прокатці до діаметру близько 20 мм. Отриманий гарячою прокаткою пруток піддають дробоструменевій обробці та видаляють окалину шляхом травлення в суміші азотної та фтористоводневої кислот, після чого позначають наявні дефекти поверхні і оцінюють ступінь розповсюдження поверхневих дефектів. Отриманий гарячою прокаткою пруток по всій довжині, за винятком нерівних поверхонь на передній та задній кінцевих ділянках у напрямку прокатки, розбивають на сегменти з інтервалом в 150 мм, та визначають ступінь розповсюдження дефектів поверхні шляхом ділення числа сегментів з 11 UA 104167 C2 ділянками, в яких були виявлені ці дефекти, на загальне число сегментів (40 сегментів). Як показано в таблиці 4, аналогічно випадку плоскої заготовки, дефекти поверхні були абсолютно незначними в прикладах 25 – 28 згідно винаходу в порівнянні з порівняльними прикладами 18 – 20. Як показано в прикладах, а саме в прикладі 1 для плоскої заготовки або рулону смугового матеріалу і в прикладі 2 для бруска або прутка, було встановлено, що застосування справжнього винаходу для титанових злитків дає можливість мінімізувати дефекти поверхні, що виникають при подальшій гарячій прокатці, навіть якщо виключається попередній процес обтискання заготовки (гарячою прокаткою на блюмінгу, проковуванням або тому подібним). Застосування справжнього винаходу до злитку для гарячої прокатки, що пройшов процес обтискання, мінімізує дефекти поверхні, що виникають при гарячій прокатці, так що вихід кінцевого продукту при подальшому очищенні від окалини може бути збільшений в порівнянні з існуючими способами. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 1. Злиток чистого титану або титанового сплаву для гарячої прокатки в плоску заготовку, брусок або пруток, який відрізняється тим, що на його поверхні є заглиблення, отримані шляхом холодної пластичної деформації, причому середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм. 2. Злиток чистого титану або титанового сплаву за п. 1, який відрізняється тим, що він має форму прямокутну або циліндричну. 3. Злиток чистого титану або титанового сплаву за будь-яким з пп. 1 або 2, який відрізняється тим, що він виготовлений з технічно чистого титану. 4. Спосіб отримання злитка чистого титану або титанового сплаву для гарячої прокатки за п. 1 або 2, який відрізняється тим, що поверхню чистого титану або титанового сплаву піддають холодній пластичній деформації шляхом вібровпливу сталевим інструментом, який має закруглений кінець з радіусом кривизни від 3 до 30 мм. 5. Спосіб отримання чистого титану або титанового сплаву за п. 1 або 2, який відрізняється тим, що поверхню чистого титану або титанового сплаву піддають холодній пластичній деформації шляхом вібровпливу сталевою сферою з радіусом від 3 до 30 мм. 6. Спосіб гарячої прокатки чистого титану або титанового сплаву, який відрізняється тим, що в електронно-променевій плавильній печі отримують злиток чистого титану або титанового сплаву, що має прямокутну форму, після чого поверхню отриманого злитка піддають холодній пластичній деформації, в результаті якої середня величина висоти (Wc) елементів профілю шорсткості складає від 0,2 до 1,5 мм, а середня величина довжини (WSm) елементів профілю шорсткості складає від 3 до 15 мм, а потім цей злиток після нагрівання подають у прокатний стан для гарячої прокатки в рулон смугового матеріалу. 12 UA 104167 C2 13 UA 104167 C2 14 UA 104167 C2 15 UA 104167 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюTitanium material for hot rolling and manufacturing method thereof
Автори російськоюTakahashi, Kazuhiro, Kunieda, Tomonori, Mori, Kenichi, Otsuka, Hiroaki, Fujii, Hideki, Miyazaki, Yoshimasa, Oda, Takashi, Tanaka, Hisamune, Tada, Osamu, Yamamoto, Norio
МПК / Мітки
МПК: B21B 3/00, B21B 45/00, B21B 1/02
Мітки: сплаву, злиток, чистого, гарячої, виготовлення, спосіб, прокатки, титану
Код посилання
<a href="https://ua.patents.su/18-104167-zlitok-chistogo-titanu-abo-splavu-titanu-dlya-garyacho-prokatki-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Злиток чистого титану або сплаву титану для гарячої прокатки та спосіб його виготовлення</a>
Виріб, виготовлений зі сплаву b-титану або квазі-b-титану та спосіб його виготовлення
Номер патенту: 77399
Опубліковано: 15.12.2006
Автори: Віньоль Паскаль, Венар Агат, Галюа Філіп, Барб'єр Бландін, Мон Клод
МПК: C22F 1/18, B21K 3/00, C22C 14/00
Мітки: b-титану, сплаву, виготовлення, спосіб, виготовлений, виріб, квазі-b-титану
Формула / Реферат:
1. Виріб з товщиною менше 10 мм, несиметричний відносно осі, виготовлений зі сплавів β-титану або квази-β-титану і що має мікроструктуру серцевини, утворену цільними зернами зі ступенем витягнення вище 4 і еквівалентним діаметром від 10 до 300 мкм.2. Виріб за п. 1, який відрізняється тим, що одержаний методом кування.3. Виріб за п. 1 або 2, який відрізняється тим, що являє собою лопатку компресора турбомашини.4....
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Васильєв Андрій Олександрович, Мазур Валерій Леонідович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, стані, гарячої, прокатки, чистовий, штаб, широкоштабовому, групи
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Прокатний стан для гарячої прокатки металу, зокрема алюмінію, а також спосіб гарячої прокатки
Номер патенту: 90097
Опубліковано: 12.04.2010
Автори: Зельбах Пауль, Хоф Хартмут, Бройєр Міхель
Мітки: також, металу, гарячої, спосіб, прокатній, зокрема, прокатки, стан, алюмінію
Формула / Реферат:
1. Прокатний стан (1) для гарячої прокатки металу, зокрема алюмінію, з лінією (3) гарячої прокатки, яка включає в себе чорнову лінію (4) прокатного стана і чистову лінію (5) прокатного стана, причому чорнова лінія (4) прокатного стана виконана як тандемна лінія, на якій прокатуваний матеріал прокатується в режимі тандему під час спільної роботи щонайменше двох послідовно розташованих чорнових прокатних клітей (8, 9), при цьому чистова лінія...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: прокатки, гарячої, стані, штаб, спосіб, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі
Номер патенту: 41136
Опубліковано: 12.05.2009
Автори: Большаков Володимир Іванович, Тютєрєв Ігор Анатолійович, Хоменко Юрій Іванович, Воробйов Геннадій Михайлович
МПК: B21B 1/00
Мітки: спосіб, сталі, гарячої, прокатки, низьковуглецевої, ванадієм, мікролегованої, марганцевої, ніобієм
Формула / Реферат:
Спосіб гарячої прокатки листів мікролегованої ніобієм та ванадієм низьковуглецевої марганцевої сталі, який включає першу (чорнову) гарячу прокатку за дванадцять проходів при температурі 1100...900 °С з товщини 250 до 50...40 мм, та другу прокатку при температурі 730-720 °С з товщини 50...40 мм до 18...16 мм, який відрізняється тим, що кожний прохід першої гарячої прокатки виконують з однаковим обтисненням.
Попередній патент: Знезаражувальна композиція
Наступний патент: Ротор для гвинтового компресора
Випадковий патент: Спосіб виготовлення металооксидних варисторів