Горизонтально-фрезерний верстат для обробки гвинтових поверхонь (варіанти)
Номер патенту: 91719
Опубліковано: 25.08.2010
Автори: Дубовик Юрій Олександрович, Настасенко Валентин Олексійович

Формула / Реферат
1. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь, який має станину зі шпиндельною головкою і шпинделем, в якому закріплена дискова фреза, з механізмом його обертання, та встановлену на станині консоль зі столом, які мають можливість вертикального установлення на задану висоту при русі по напрямній на станині від гвинтової пари підйому консолі, а також можливість переміщення стола на величину поперечної подачі sx від механізму подачі поперечних полозків стола, який відрізняється тим, що на столі, під фрезою зі шпинделем, встановлений поворотний стіл з розміщеною на ньому горизонтальною поворотною головкою з індивідуальним приводом для обертання її шпинделя, в якому встановлений оброблюваний черв'як з забезпеченням перехрестя їх осей в точках полюсів профілювання витків черв'яка, при цьому поворотний стіл з горизонтальною головкою розвернутий відносно осі обертання фрези на кут підйому гвинтової лінії на початковому циліндрі черв'яка, а коловий рух wв шпинделя горизонтальної поворотної головки узгоджений з поступальним рухом подачі sx поперечних полозків стола верстата, з умови забезпечення їх переміщення на величину кроку витків черв'яка tч за один його оберт.
2. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 1, який відрізняється тим, що коловий рух wв шпинделя головки, узгоджений з поступальним рухом подачі sx стола верстата, забезпечується від ведучого конічного колеса, встановленого на шпинделі головки, через введене з ним в зачеплення ведене конічне колесо, яке зв'язане з першим колесом настроювальної гітари зубчастих коліс, а її кінцеве колесо зв'язане з ведучим конічним колесом, введеним в зачеплення з веденим конічним колесом, закріпленим з можливістю вільного пересування на шліцьовому кінці вала гвинтової пари, що рухає стіл поперечно.
3. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 1, який відрізняється тим, що коловий рух wв шпинделя головки, узгоджений з поступальним рухом подачі sx поперечних полозків стола верстата, забезпечується від індивідуальних крокових електродвигунів з синхронізаторами цих рухів.
4. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 1, який відрізняється тим, що обертання шпинделя з черв'яком горизонтальної головки забезпечують конічні колеса і гітара, які пов'язані з механізмом поперечної подачі полозків стола верстата, у яких рух гвинтової пари забезпечується через коробку подач is від електродвигуна приводу подач.
5. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь, який має станину зі шпиндельною головкою і шпинделем з механізмом його обертання та встановлену на станині консоль зі столом, які мають можливість вертикального установлення на задану висоту при русі по напрямній на станині від гвинтової пари підйому консолі, а також можливість переміщення стола на величину поперечної подачі sx від механізму подачі поперечних полозків стола, який відрізняється тим, що черв'як встановлений у шпинделі шпиндельної головки, а на столі, під черв'яком, встановлений поворотний стіл з розміщеною на ньому горизонтальною поворотною головкою з індивідуальним приводом для обертання її шпинделя, в якому встановлена фреза, а горизонтальна поворотна головка розміщена з можливістю повздовжнього поступального руху st на полозках з гвинтовою парою з забезпеченням перехрестя осі фрези в точках полюсів профілювання витків черв'яка, при цьому поворотний стіл з горизонтальною поворотною головкою розвернутий відносно осі обертання черв'яка на кут підйому його гвинтової лінії на початковому циліндрі, а коловий рух wв шпинделя з черв'яком узгоджений з поступальним рухом st горизонтальної поворотної головки, з умови її осьового переміщення на величину кроку витків черв'яка tч за один його оберт.
6. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух wв шпинделя з черв'яком узгоджений з поступальним рухом st горизонтальної поворотної головки, з умови її осьового переміщення на величину кроку витків черв'яка tч за один його оберт, для чого на кінці шпинделя з черв'яком встановлене ведуче конічне колесо, яке введене в зачеплення з веденим конічним колесом, зв'язаним з першим колесом гітари зубчастих коліс, а її кінцеве колесо пов'язане з ведучим конічним колесом, що введене в зачеплення з веденим конічним колесом гвинтової пари, яка рухає вздовж полозки горизонтальної поворотної головки.
7. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух wв шпинделя з черв'яком узгоджений з поступальним рухом st горизонтальної поворотної головки, з умови її осьового переміщення на величину кроку витків черв'яка tч за один його оберт, для чого обертання черв'яка і механізму подачі виконане від індивідуальних крокових електродвигунів з синхронізаторами цих рухів.
8. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух wв шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(wч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(wч), де tч - крок витків черв'яка за один його оберт.
9. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух wв шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(wч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(wч), де tч - крок витків черв'яка за один його оберт, які забезпечуються від гітари, перше циліндричне колесо якої пов'язане зі шпинделем верстата, а кінцеве колесо зв'язане з гвинтовою парою механізму подачі sx поперечних полозків стола верстата, гвинт якої має ведучу конічну шестірню, введену в зачеплення з веденою конічною шестірнею вала повздовжньої подачі стола верстата з встановленою на кінці цього вала другою гітарою, яка обертає гвинтову пару механізму повздовжньої подачі стола.
10. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух wв шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(wч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(wч), де tч - крок витків черв'яка за один його оберт, які забезпечують індивідуальні крокові електродвигуни з синхронізаторами цих рухів.
11. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух wв шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(wч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(wч), де tч - крок витків черв'яка за один його оберт, які забезпечуються від гітари, перше циліндричне колесо якої пов'язане зі шпинделем верстата, а кінцеве колесо зв'язане з гвинтовою парою механізму подачі sx поперечних полозків верстата, гвинт якої має ведучу конічну шестірню, введену в зачеплення з веденою конічною шестірнею вала повздовжньої подачі стола верстата з встановленою на кінці цього вала другою гітарою, яка обертає гвинтову пару механізму повздовжньої подачі стола, при цьому шпиндель шпиндельної головки через роз'ємну муфту відключений від головного приводу верстата, а обертання черв'яка забезпечує гітара, пов'язана з механізмом поперечної подачі полозків стола верстата, у яких рух гвинтової пари забезпечується через коробку подач is від електродвигуна приводу подач.
Текст
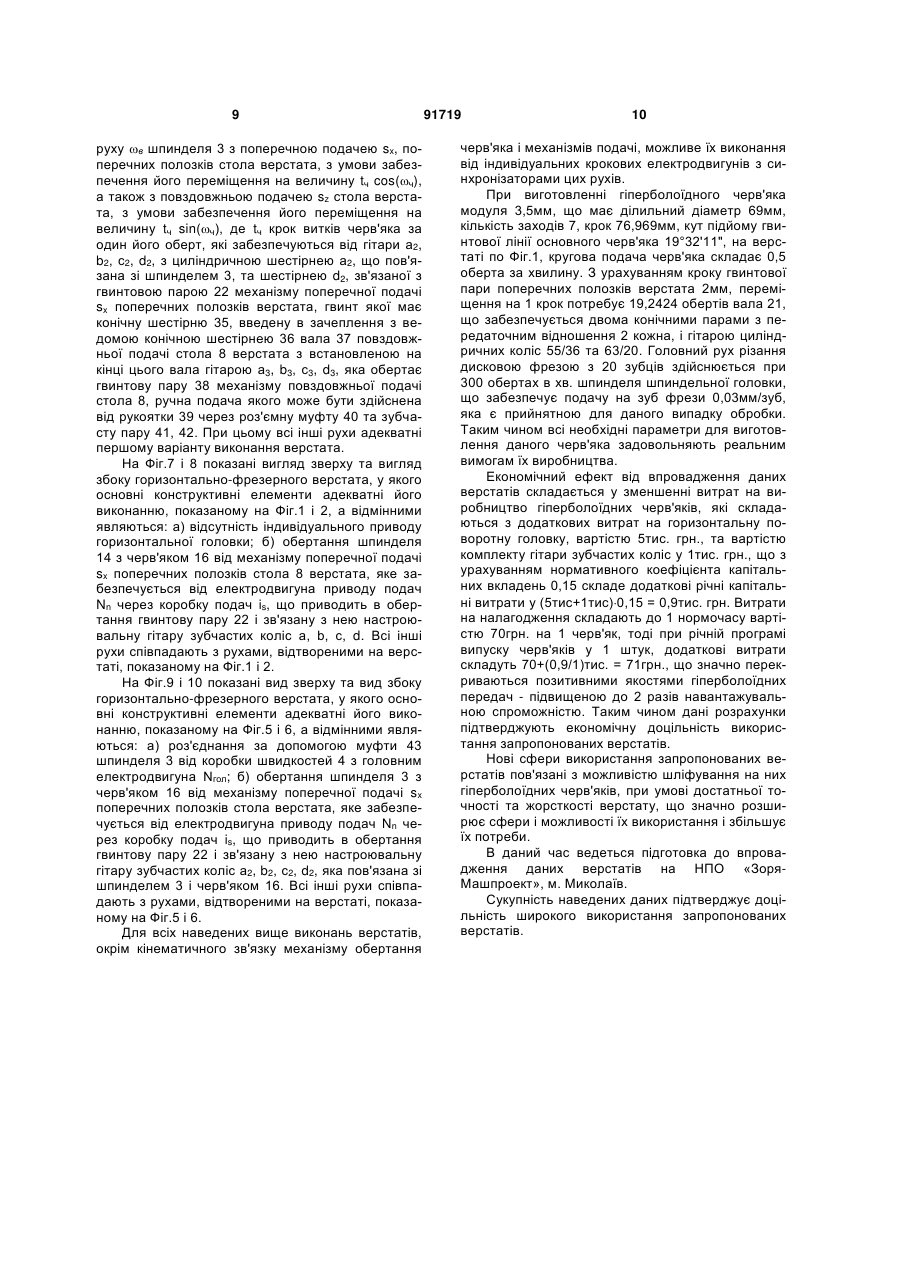
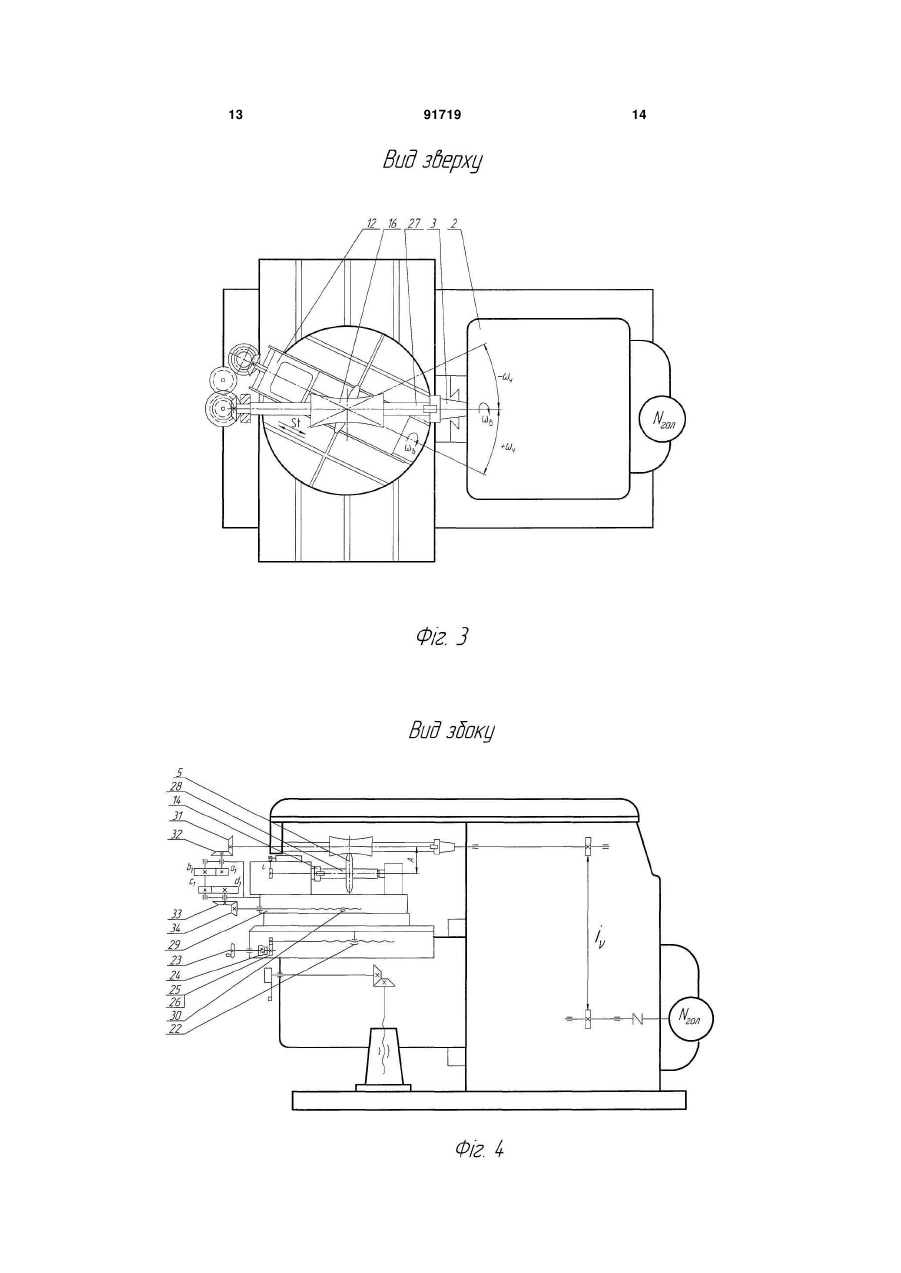
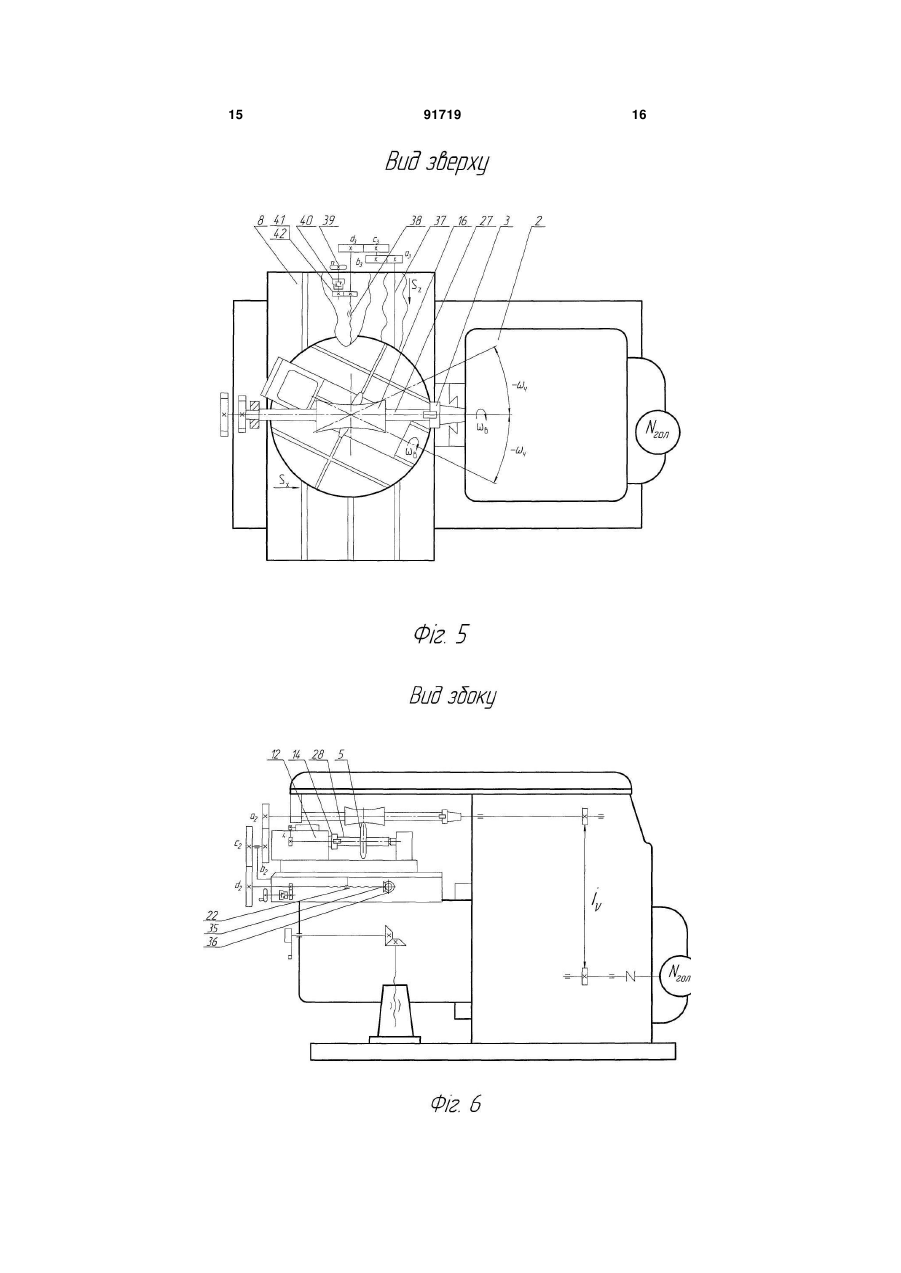
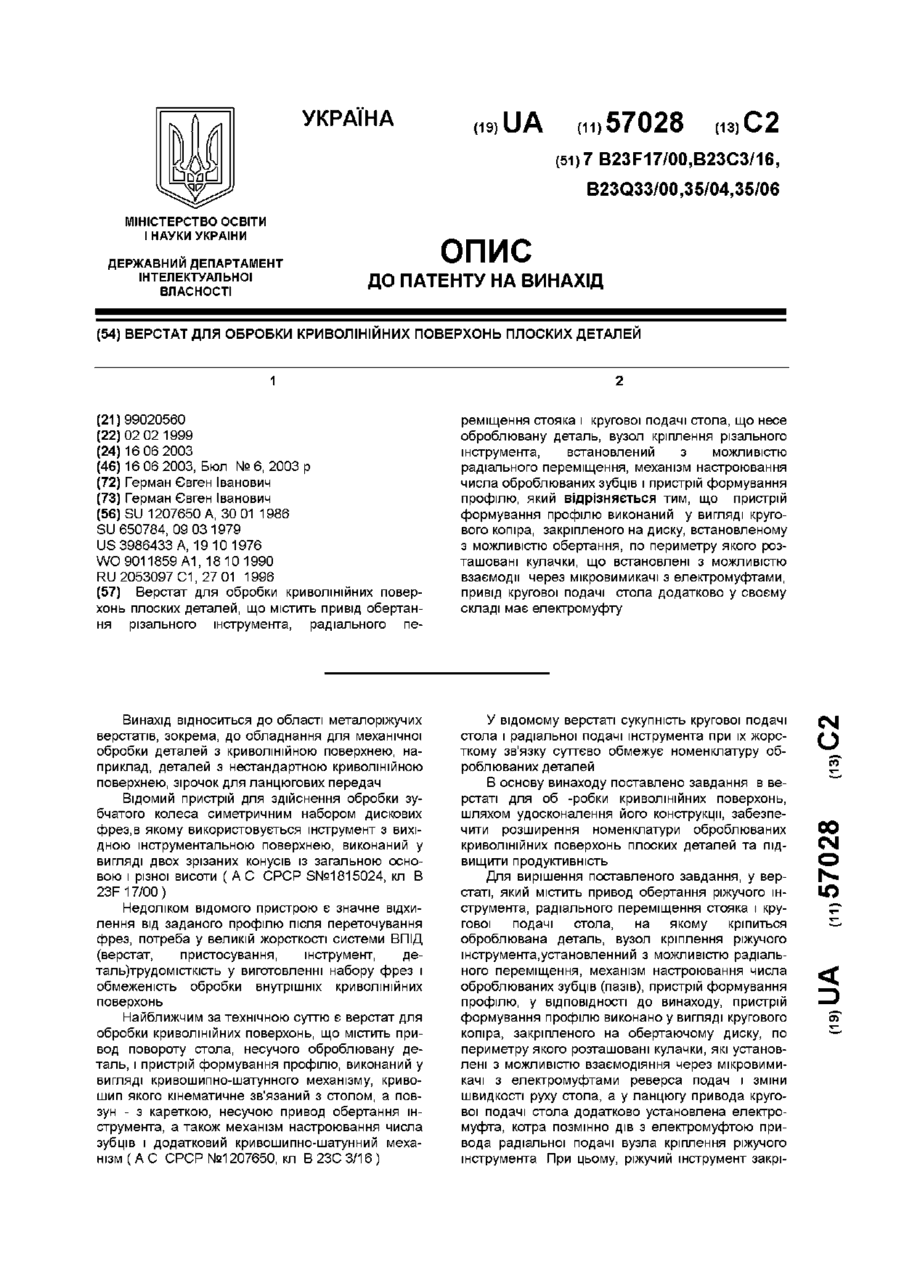
1. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь, який має станину зі шпиндельною головкою і шпинделем, в якому закріплена дискова фреза, з механізмом його обертання, та встановлену на станині консоль зі столом, які мають можливість вертикального установлення на задану висоту при русі по напрямній на станині від гвинтової пари підйому консолі, а також можливість переміщення стола на величину поперечної подачі sx від механізму подачі поперечних полозків стола, який відрізняється тим, що на столі, під фрезою зі шпинделем, встановлений поворотний стіл з розміщеною на ньому горизонтальною поворотною головкою з індивідуальним приводом для обертання її шпинделя, в якому встановлений оброблюваний черв'як з забезпеченням перехрестя їх осей в точках полюсів профілювання витків черв'яка, при цьому поворотний стіл з горизонтальною головкою розвернутий відносно осі обертання фрези на кут підйому гвинтової лінії на початковому циліндрі черв'яка, а коловий рух в шпинделя горизонтальної поворотної головки узгоджений з поступальним рухом подачі sx поперечних полозків стола верстата, з умови забезпечення їх переміщення на величину кроку витків черв'яка tч за один його оберт. 2. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 1, який відрізняється тим, що коловий рух в шпинделя головки, узгоджений з поступальним рухом подачі sx стола верстата, забезпечується від ведучого конічного колеса, встановленого на шпинделі головки, через введене з ним в зачеплення ведене конічне колесо, яке зв'язане з першим колесом настроювальної гітари зубчастих коліс, а її кінцеве колесо зв'язане з ведучим конічним колесом, введеним в зачеп 2 (19) 1 3 91719 4 6. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух в шпинделя з черв'яком узгоджений з поступальним рухом st горизонтальної поворотної головки, з умови її осьового переміщення на величину кроку витків черв'яка tч за один його оберт, для чого на кінці шпинделя з черв'яком встановлене ведуче конічне колесо, яке введене в зачеплення з веденим конічним колесом, зв'язаним з першим колесом гітари зубчастих коліс, а її кінцеве колесо пов'язане з ведучим конічним колесом, що введене в зачеплення з веденим конічним колесом гвинтової пари, яка рухає вздовж полозки горизонтальної поворотної головки. 7. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух в шпинделя з черв'яком узгоджений з поступальним рухом st горизонтальної поворотної головки, з умови її осьового переміщення на величину кроку витків черв'яка tч за один його оберт, для чого обертання черв'яка і механізму подачі виконане від індивідуальних крокових електродвигунів з синхронізаторами цих рухів. 8. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух в шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(ч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(ч), де tч - крок витків черв'яка за один його оберт. 9. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух в шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(ч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(ч), де tч - крок витків черв'яка за один його оберт, які забезпечуються від гітари, перше циліндричне колесо якої пов'язане зі шпинделем верстата, а кінцеве колесо зв'язане з гвинтовою парою механізму подачі sx попе речних полозків стола верстата, гвинт якої має ведучу конічну шестірню, введену в зачеплення з веденою конічною шестірнею вала повздовжньої подачі стола верстата з встановленою на кінці цього вала другою гітарою, яка обертає гвинтову пару механізму повздовжньої подачі стола. 10. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух в шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(ч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(ч), де tч - крок витків черв'яка за один його оберт, які забезпечують індивідуальні крокові електродвигуни з синхронізаторами цих рухів. 11. Горизонтально-фрезерний верстат для обробки гвинтових поверхонь за п. 5, який відрізняється тим, що коловий рух в шпинделя з черв'яком узгоджений як з подачею sx поперечних полозків стола, з умови забезпечення його переміщення на величину tчcos(ч), так і з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tчsin(ч), де tч - крок витків черв'яка за один його оберт, які забезпечуються від гітари, перше циліндричне колесо якої пов'язане зі шпинделем верстата, а кінцеве колесо зв'язане з гвинтовою парою механізму подачі sx поперечних полозків верстата, гвинт якої має ведучу конічну шестірню, введену в зачеплення з веденою конічною шестірнею вала повздовжньої подачі стола верстата з встановленою на кінці цього вала другою гітарою, яка обертає гвинтову пару механізму повздовжньої подачі стола, при цьому шпиндель шпиндельної головки через роз'ємну муфту відключений від головного приводу верстата, а обертання черв'яка забезпечує гітара, пов'язана з механізмом поперечної подачі полозків стола верстата, у яких рух гвинтової пари забезпечується через коробку подач is від електродвигуна приводу подач. Винахід стосується галузі технологічних процесів у машинобудуванні і металорізальних верстатів, зокрема - фрезерних верстатів загального призначення та способів і устаткування для фрезерування спеціальних виробів, а саме - для виготовлення гвинтових поверхонь. Відомі черв'ячні передачі, спосіб їх виготовлення, обладнання та інструмент для їх виконання, згідно яких черв'ячна передача містить гіперболоїдний черв'як і черв'ячне колесо, що входить з ним в зачеплення, зубці якого адекватні виткам даного черв'яка, при цьому гіперболоїдний черв'як сформований гвинтовим рухом початкової зубчатої рейки, що містить повний ряд зубців, які входять у верстатне зачеплення з черв'ячним коле сом і розвернутий до осі черв'яка під кутом нахилу, рівним куту підйому витків черв'яка на початковому циліндрі, а черв'ячне колесо сформовано інструментом, одержаним на базі даного гіперболоїдного черв'яка. Окрім того гвинтовий рух твірної його профілю сформовано обертанням і косою подачею, перпендикулярній лінії підйому витків черв'яка на початковому циліндрі, а косу подачу виконують під нахилом до осі черв'яка, рівним куту підйому витків на його початковому циліндрі у вертикальній або горизонтальній площині (див. Патент РФ №2200262, МПК F16H1/16, F16H55/22, B23F21/16, B23F13/00, черв'ячна передач, спосіб її виготовлення, устаткування та інструмент для її 5 виконання, автор винаходу В.О. Настасенко, опубл. 03.10.2003, Бюл. 10). Недоліком даного винаходу являється неможливість використання для обробки гіперболоїдних черв’яків горизонтально-фрезерних верстатів, що обмежує виробничі можливості. Відомий також горизонтально-фрезерний верстат, який має розміщений горизонтально шпиндель з механізмом для його обертання, станину та стіл, який може переміщуватись в трьох взаємно перпендикулярних напрямках, для чого верстат має консоль, яка переміщується по вертикальним напрямним станини; полозки, які можуть переміщуватись по поперечним направляючим консолі; і сам стіл, що має повздовжнє переміщення по напрямним полозків; а також хобот з кронштейном, призначений для підтримки кінця фрезерної оправки та підтримуючі стійки, які зв'язують хобот та консоль для підвищення жорсткості верстата (див. книгу: Ачеркан А.С., Гаврюшин А.Л., Ермаков В.В. и др. Металлорежущие станки. -Μ.: Машиностроение, 1965. Т.1., стр. 147). Недоліком даного верстата являється неможливість обробки гвинтових поверхонь, в тому числі - гіперболоїдних, що обмежує виробничі можливості. В основу винаходу поставлена задача створити горизонтально-фрезерний верстат для обробки гвинтових поверхонь, конструктивні особливості якого забезпечили б можливість розширення виробничих можливостей верстатів. Це досягається тим, що горизонтальнофрезерний верстат для обробки гвинтових поверхонь має станину зі шпиндельною головкою і шпинделем, з механізмом їх обертання, в його шпинделі закріплена дискова фреза, а також встановлену на станині консоль зі столом, які мають можливість вертикальної установки на задану висоту при русі по напрямній на станині від гвинтової пари підйому консолі, і можливість переміщення стола на величину поперечної подачі sx, від механізму подачі поперечних полозків стола, на якому, під фрезою зі шпинделем, встановлений поворотний стіл з розміщеною на ньому горизонтальною поворотною головкою з індивідуальним приводом для обертання її шпинделя, в якому встановлений оброблюваний черв'як з забезпеченням перехрестя їх осей в точках полюсів профілювання витків черв'яка, при цьому поворотний стіл з горизонтальною головкою розвернуті відносно осі обертання фрези на кут підйому гвинтової лінії на початковому циліндрі черв'яка, а коловий рух ωв шпинделя головки узгоджений з поступальним рухом подачі sx поперечних полозків стола верстата, з умови забезпечення їх переміщення на величину кроку витків черв'яка tч за один його оберт, що забезпечується від ведучого конічного колеса, встановленого на шпинделі головки, через введене з ним в зачеплення ведене конічне колесо, яке зв'язане з першою шестірнею настроювальної гітари зубчастих коліс, а її кінцева шестірня зв'язана з ведучим конічним колесом, введеним в зачеплення з веденим конічним колесом, закріпленим з можливостю вільного пересування на шліцьовому кінці вала гвинтової пари, що попере 91719 6 чно рухає стіл, при цьому коловий рух ωв шпинделя головки може забезпечуватися від індивідуальних крокових електродвигунів з синхронізаторами цих рухів. Крім цього, черв'як може бути установлений у шпинделі шпиндельної головки, а фреза у шпинделі горизонтальної поворотної головки з індивідуальним приводом, яка розміщена з можливістю повздовжнього поступального руху st на полозках з гвинтовою парою, при цьому обертання ωв шпинделя з черв'яком узгоджене з поступальним рухом st горизонтальної поворотної головки, з умови її осьового переміщення на величину кроку витків черв'яка tч за один його оберт, для чого на кінці шпинделя з черв'яком встановлене ведуче конічне колесо, яке введене в зачеплення з веденим конічним колесом, зв'язаним з першим колесом гітари зубчастих коліс, а її кінцеве колесо пов'язане з ведучим конічним колесом, що введене в зачеплення з веденим конічним колесом гвинтової пари, яка рухає повздовж полозки горизонтальної головки, при цьому, обертання черв'яка і механізму подачі може бути виконане від індивідуальних крокових електродвигунів з синхронізаторами цих рухів. Крім цього, черв'як може бути установлений у шпинделі шпиндельної головки, фреза установлена у шпинделі горизонтальної поворотної головки з індивідуальним приводом, а стіл верстата може мати додаткову можливість механічного переміщення на величину повздовжньої подачі sz, при цьому коловий рух ωв шпинделя з черв'яком узгоджений як з подачею sx, поперечних полозків стола, з умови забезпечення його переміщення на величину tч cos(ч), так і з повздовжньою подачею s2 стола верстата, з умови забезпечення його переміщення на величину tч sin(ч), де tч крок витків черв'яка за один його оберт, які забезпечуються від гітари, перше циліндричне колесо якої пов'язане зі шпинделем верстата, а кінцеве колесо пов'язане з гвинтовою парою механізму подачі sx поперечних полозків верстата, гвинт яких має ведучу конічну шестірню, введену в зачеплення з веденою конічною шестірнею вала повздовжньої подачі стола верстата з встановленою на кінці цього вала другою гітарою, яка обертає гвинтову пару механізму повздовжньої подачі стола; які також можуть бути забезпечені від індивідуальних крокових електродвигунів з синхронізаторами цих рухів. Крім цього, обертання шпинделя з черв'яком горизонтальної головки забезпечують конічні колеса і гітара, які пов'язані з механізмом поперечної подачі полозків стола верстата, у якого рух гвинтової пари забезпечується через коробку подач is від електродвигуна приводу подач. Крім цього, черв'як може бути установлений у шпинделі шпиндельної головки, фреза установлена у шпинделі горизонтальної поворотної головки з індивідуальним приводом, стіл верстата має можливість механічного переміщення на величину повздовжньої подачі sz, а коловий рух ωв шпинделя з черв'яком узгоджений як з подачею sx, поперечних полозків стола, з умови забезпечення його переміщення на величину tч cos(ч), так і з повздовжньою подачею sz полозків стола верстата, з умови забезпечення їх переміщення на величину tч sin(ч), де tч крок витків черв'яка за один його оберт, які забезпечують 7 ся від гітари, перше циліндричне колесо якої пов'язане зі шпинделем верстата, а кінцеве колесо зв'язане з гвинтовою парою механізму подачі sx поперечних полозків верстата, гвинт якої має ведучу конічну шестірню, введену в зачеплення з веденою конічною шестірнею вала повздовжньої подачі стола верстата з встановленою на кінці цього вала другою гітарою, яка обертає гвинтову пару механізму повздовжньої подачі стола, при цьому шпиндель шпиндельної головки через роз'ємну муфту відключений від головного приводу верстата, а обертання черв'яка забезпечує гітара, пов'язана з механізмом поперечної подачі полозків стола верстата, у якої рух гвинтової пари забезпечується через коробку подач is від електродвигуна приводу подач. На відміну від найближчого аналрога, виконання даних варіантів верстатів дозволяє виконати на них обробку гвинтових поверхонь черв'яків, в т.ч. багато західних гіперболоїдних різними шляхами, що дає змогу здійснити вказане удосконалення - розширити умови їх використання для обробки гвинтових поверхонь черв'яків, в т.ч. багато західних гіперболоїдних. Це досягається завдяки виконання нової конструкції запропонованих верстатів з новими механізмами розвороту черв'яка, та його узгодженого кругового і поступального руху відносно обертального руху фрези. На Фіг.1 і 2 показані вигляд зверху та вигляд збоку горизонтально-фрезерного верстата, який має станину 1, шпиндельну головку 2 зі шпинделем 3 і оправкою 4, з закріпленою на ній дисковою фрезою 5, які підтримуються опорою 6 хобота 7. Шпиндель з фрезою приводяться в обертання від головного електродвигуна Nгол через коробку швидкостей i. На станині встановлена консоль зі столом 8, що має можливість вертикальної установки на задану висоту А при русі по напрямній 9 від гвинтової пари 10 з ручним приводом, та можливість переміщення на величину поперечної подачі sx, від механізму подачі поперечних полозків стола верстата. На столі, під фрезою, встановлений поворотний стіл 11, на якому встановлена горизонтальна поворотна головка 12 (наприклад універсальна ділильна головка) з індивідуальним приводом 13 обертання шпинделя 14, в якому встановлений на оправці 15 черв'як 16, з перехрестям їх осей в точці Ор, яка співпадає з полюсами профілювання витків черв'яка. При цьому вісь обертання черв'яка розвернута відносно осі обертання фрези на кут ±ч підйому його гвинтової лінії на початковому циліндрі (знак плюс - для правозахідних черв'яків, знак мінус - для лівозахідних черв'яків), а коловий рух ωв шпинделя горизонтальної головки узгоджений з поступальним рухом подачі sx поперечних полозків стола з умови забезпечення їх переміщення на величину кроку витків черв'яка tч за один його оберт, що забезпечується від ведучої конічної шестерні 17, встановленої на шпинделі головки, через введену з нею в зачеплення конічну шестірню 18, яка зв'язана з настроювальною гітарою зубчастих коліс a, b, c, d, пов'язану з конічним колесом 19, введеним в зачеплення з веденим конічним колесом 20, закрі 91719 8 пленим на шліцьовому кінці вала 21 гвинтової пари 22, що по поперечним полозках рухає стіл. Для ручної настройки використовують рукоятку 23, яка через роз'ємну муфту 24 і пару шестерень 25, 26 зв'язана з гвинтовою парою 22. При ручній настройці одне з коліс гітари може бути виведене з зачеплення. Для обробки багатозахідних черв'яків використовують ділильний диск універсальної ділильної головки, за допомогою якого після виконання кожного заходу черв'як повертають на окружний кут витків для виконання нового заходу. Окрім кінематичного зв'язку механізму обертання черв'яка і механізму подачі, можливе їх виконання від індивідуальних крокових електродвигунів з синхронізаторами цих рухів. На Фіг.3 і 4 показані вигляд зверху та вигляд збоку горизонтально-фрезерного верстата, у якого основні конструктивні елементи адекватні попередньому виконанню, показаному на Фіг.1 і 2, а відмінними являються: а) установка черв'яка 16 на оправці 27 у шпинделі 3 шпиндельної головки 2, що дозволяє збільшити осьові розміри оброблюваних черв'яків; б) установка фрези 5 на оправці 28 у шпинделі 14 горизонтальної поворотної головки 12 з індивідуальним приводом 13; в) установка головки 12 на її полозках 29 з гвинтовою парою 30. При цьому обертання шпинделя 14 горизонтальної поворотної головки 12 є головним рухом різання, а обертання шпинделя 3 шпиндельної головки 2 верстата є круговою подачею черв'яка, що потребує збільшення редукції і1 головки 2. Цей коловий рух ωв шпинделя верстата узгоджений з поступальним рухом st горизонтальної поворотної головки, з умови забезпечення осьового переміщення фрези на величину кроку витків черв'яка tч за один його оберт, що забезпечується від конічної шестерні 31, встановленої на кінці оправки 27, через введену з нею в зачеплення конічну шестірню 32, яка зв'язана з настроювальною гітарою зубчастих коліс a1, b1, c1, d1, кінцеве колесо якої пов'язане з конічним колесом 33, введеним в зачеплення з веденим конічним колесом 34 гвинтової пари 30,що рухає полозки 29 головки 12 вздовж осі обертання фрези. Для ручної настройки використовують рукоятку 23, яка через роз'ємну муфту 24 і пару шестерень 25, 26 зв'язана з гвинтовою парою 22 полозків верстата. При цьому всі інші рухи адекватні до попереднього варіанта виконання верстата. На Фіг.5 і 6 показані вигляд зверху та вигляд збоку горизонтально-фрезерного верстата, у якого основні конструктивні елементи адекватні його виконанню, показаному на Фіг.1 і 2, а відмінними є: а) установка черв'яка 16 на оправці 27 у шпинделі 3 шпиндельної головки 2, що дозволяє збільшити осьові розміри оброблюваних черв'яків; б) установка фрези 5 на оправці 28 у шпинделі 14 горизонтальної поворотної головки 12 з індивідуальним приводом 13; в) можливість виконання механічного переміщення стола 8 на величину повздовжньої подачі sz. При цьому обертання шпинделя 14 горизонтальної поворотної головки є головним рухом різання з редукцією і2, а обертання шпинделя 3 шпиндельної головки 2 верстата є круговою подачею черв'яка, що потребує узгодження кругового 9 руху в шпинделя 3 з поперечною подачею sx, поперечних полозків стола верстата, з умови забезпечення його переміщення на величину tч cos(ч), а також з повздовжньою подачею sz стола верстата, з умови забезпечення його переміщення на величину tч sin(ч), де tч крок витків черв'яка за один його оберт, які забезпечуються від гітари а2, b2, с2, d2, з циліндричною шестірнею а2, що пов'язана зі шпинделем 3, та шестірнею d2, зв'язаної з гвинтовою парою 22 механізму поперечної подачі sx поперечних полозків верстата, гвинт якої має конічну шестірню 35, введену в зачеплення з ведомою конічною шестірнею 36 вала 37 повздовжньої подачі стола 8 верстата з встановленою на кінці цього вала гітарою а3, b3, с3, d3, яка обертає гвинтову пару 38 механізму повздовжньої подачі стола 8, ручна подача якого може бути здійснена від рукоятки 39 через роз'ємну муфту 40 та зубчасту пару 41, 42. При цьому всі інші рухи адекватні першому варіанту виконання верстата. На Фіг.7 і 8 показані вигляд зверху та вигляд збоку горизонтально-фрезерного верстата, у якого основні конструктивні елементи адекватні його виконанню, показаному на Фіг.1 і 2, а відмінними являються: а) відсутність індивідуального приводу горизонтальної головки; б) обертання шпинделя 14 з черв'яком 16 від механізму поперечної подачі sx поперечних полозків стола 8 верстата, яке забезпечується від електродвигуна приводу подач Nn через коробку подач is, що приводить в обертання гвинтову пару 22 і зв'язану з нею настроювальну гітару зубчастих коліс а, b, с, d. Всі інші рухи співпадають з рухами, відтвореними на верстаті, показаному на Фіг.1 і 2. На Фіг.9 і 10 показані вид зверху та вид збоку горизонтально-фрезерного верстата, у якого основні конструктивні елементи адекватні його виконанню, показаному на Фіг.5 і 6, а відмінними являються: а) роз'єднання за допомогою муфти 43 шпинделя 3 від коробки швидкостей 4 з головним електродвигуна Νгол; б) обертання шпинделя 3 з черв'яком 16 від механізму поперечної подачі sx поперечних полозків стола верстата, яке забезпечується від електродвигуна приводу подач Nn через коробку подач is, що приводить в обертання гвинтову пару 22 і зв'язану з нею настроювальну гітару зубчастих коліс а2, b2, с2, d2, яка пов'язана зі шпинделем 3 і черв'яком 16. Всі інші рухи співпадають з рухами, відтвореними на верстаті, показаному на Фіг.5 і 6. Для всіх наведених вище виконань верстатів, окрім кінематичного зв'язку механізму обертання 91719 10 черв'яка і механізмів подачі, можливе їх виконання від індивідуальних крокових електродвигунів з синхронізаторами цих рухів. При виготовленні гіперболоїдного черв'яка модуля 3,5мм, що має ділильний діаметр 69мм, кількість заходів 7, крок 76,969мм, кут підйому гвинтової лінії основного черв'яка 19°32'11", на верстаті по Фіг.1, кругова подача черв'яка складає 0,5 оберта за хвилину. З урахуванням кроку гвинтової пари поперечних полозків верстата 2мм, переміщення на 1 крок потребує 19,2424 обертів вала 21, що забезпечується двома конічними парами з передаточним відношення 2 кожна, і гітарою циліндричних коліс 55/36 та 63/20. Головний рух різання дисковою фрезою з 20 зубців здійснюється при 300 обертах в хв. шпинделя шпиндельної головки, що забезпечує подачу на зуб фрези 0,03мм/зуб, яка є прийнятною для даного випадку обробки. Таким чином всі необхідні параметри для виготовлення даного черв'яка задовольняють реальним вимогам їх виробництва. Економічний ефект від впровадження даних верстатів складається у зменшенні витрат на виробництво гіперболоїдних черв'яків, які складаються з додаткових витрат на горизонтальну поворотну головку, вартістю 5тис. грн., та вартістю комплекту гітари зубчастих коліс у 1тис. грн., що з урахуванням нормативного коефіцієнта капітальних вкладень 0,15 складе додаткові річні капітальні витрати у (5тис+1тис)0,15 = 0,9тис. грн. Витрати на налагодження складають до 1 нормочасу вартістю 70грн. на 1 черв'як, тоді при річній програмі випуску черв'яків у 1 штук, додаткові витрати складуть 70+(0,9/1)тис. = 71грн., що значно перекриваються позитивними якостями гіперболоїдних передач - підвищеною до 2 разів навантажувальною спроможністю. Таким чином дані розрахунки підтверджують економічну доцільність використання запропонованих верстатів. Нові сфери використання запропонованих верстатів пов'язані з можливістю шліфування на них гіперболоїдних черв'яків, при умові достатньої точності та жорсткості верстату, що значно розширює сфери і можливості їх використання і збільшує їх потреби. В даний час ведеться підготовка до впровадження даних верстатів на НПО «ЗоряМашпроект», м. Миколаїв. Сукупність наведених даних підтверджує доцільність широкого використання запропонованих верстатів. 11 91719 12 13 91719 14 15 91719 16 17 91719 18 19 91719 20 21 Комп’ютерна верстка Л. Купенко 91719 Підписне 22 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHorizontal milling machine for machining screw surfaces (embodiments)
Автори англійськоюNastasenko Valentyn Oleksiiovych, Dubovyk Yurii Oleksandrovych
Назва патенту російськоюГоризонтально-фрезерный станок для обработки винтовых поверхностей (варианты)
Автори російськоюНастасенко Валентин Алексеевич, Дубовик Юрий Александрович
МПК / Мітки
МПК: B23C 3/00
Мітки: поверхонь, верстат, гвинтових, горизонтально-фрезерний, варіанти, обробки
Код посилання
<a href="https://ua.patents.su/11-91719-gorizontalno-frezernijj-verstat-dlya-obrobki-gvintovikh-poverkhon-varianti.html" target="_blank" rel="follow" title="База патентів України">Горизонтально-фрезерний верстат для обробки гвинтових поверхонь (варіанти)</a>
Фрезерний верстат для обробки великогабаритних деталей з двох боків

Номер патенту: 36149
Опубліковано: 10.10.2008
Автор: Діордійчук Владислав Віталійович
МПК: B23C 3/00
Мітки: боків, великогабаритних, верстат, фрезерний, двох, обробки, деталей
Формула / Реферат:
1. Фрезерний верстат для обробки великогабаритних деталей з двох боків, що містить станину, на якій розміщений стіл для обробки деталей, установлені з можливістю переміщення відносно станини фрезерні головки, які виконані з роздільними приводами, який відрізняється тим, що фрезерні головки установлені своїми корпусами на опорні поверхні основ, які виконані з визначеним кутом похилу a, причому основи закріплені на верхній напрямній фрезерного...
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23Q 35/00, B23C 3/00, B23F 17/00, B23Q 33/00
Мітки: деталей, обробки, верстат, поверхонь, плоских, криволінійних
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь
Номер патенту: 25411
Опубліковано: 10.08.2007
Автори: Кулаков Іван Сергійович, Самойленко Олексій Васильович, Кузнєцов Юрій Миколайович
МПК: B23B 41/00, B23B 5/00
Мітки: полігональних, поверхонь, обробки, програмним, числовим, токарний, керуванням, верстат
Формула / Реферат:
Токарний верстат з числовим програмним керуванням для обробки полігональних поверхонь, що містить робочий шпиндельний вузол, розміщений в передній бабці та оснащений приводом обертання і датчиком кутового положення заготовки, а також супорт, що встановлений з можливістю переміщення щонайменше вздовж поздовжньої та поперечної осей, оснащений датчиками положення вздовж цих осей, який відрізняється тим, що супорт містить інструментальний...
Фрезерний верстат
Номер патенту: 46008
Опубліковано: 15.05.2002
Автори: Остафійчук Роман Йосипович, Якимів Михайло Васильович, Николишин Йосип Іванович
МПК: B23C 1/00
Формула / Реферат:
1. Фрезерний верстат, що містить фундаментну основу, платформу для встановлення заготовок з елементами для встановлення і закріплення, і яка має поздовжні напрямні, шпиндель з фрезами, розділеними проміжними втулками, приводи обертання шпинделя і подачі, засоби електричного живлення приводів обертання шпинделя і подачі, який відрізняється тим, що шпиндель з фрезами і з приводом обертання встановлений на рухомому порталі, сполученому через...
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів
Номер патенту: 61353
Опубліковано: 17.11.2003
Автори: Лещук Роман Ярославович, Гевко Ігор Богданович, Гудь Віктор Зеновійович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: механізмів, елементів, гвинтових, профілювання, шнекових, верстат, проточування
Формула / Реферат:
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього і різцетримача, який відрізняється тим, що шпиндельний вузол виконаний у вигляді шпинделя, на якому встановлено гвинтову заготовку по посадці ковзання з кроком, не меншим від...
Попередній патент: Кормоприготувальний агрегат
Наступний патент: Скребок для ланкових ланцюгів скребкових конвеєрів і стопорний елемент для скребка
Випадковий патент: Свердловинна поршнева насосна установка