Шпонкова фреза для механічної обробки з великою подачею та малою глибиною проходу та спосіб фрезерування деталі вказаною фрезою


Формула / Реферат
1. Фреза, зокрема шпонкова фреза, містить виготовлений з карбіду стрижень (12), витягнутий вздовж осі (14) обертання фрези, і керамічну головку (16), яка шляхом припаювання кріпиться до одного кінця стрижня, при цьому вказана керамічна головка містить зуби (22), що рівномірно розташовуються навколо осі фрези і відділяються один від одного порожниною для стружки (28), при цьому кожний зуб містить основну, що має фактично радіальне розташування, різальну кромку (24), утворену в результаті перетинання передньої різальної поверхні (Aγ) і нижньої поверхні заднього кута (Аα), яка відрізняється тим, що фреза має форму зрізаного конуса, в якому більша основа розташовується з боку головки, при цьому величина конусності фрези становить приблизно 1-5°, контур (34) поверхні заднього кута, що утворюється в результаті перетинання поверхні заднього кута з площиною, яка проходить через вісь фрези, має закруглену, вигнуту назовні форму, радіус кривизни (R1) якої становить приблизно 5-20 мм, кут радіального різання (γf), що утворюється між різальною поверхнею кожного зуба і площиною відліку (Рr), яка проходить через вісь обертання фрези і визначену точку основної різальної кромки зуба, є негативним і становить приблизно 2-8°, при цьому даний кут вимірюється в робочій площині (Pf), яка перпендикулярна осі обертання фрези і проходить через визначену точку основної різальної кромки зуба.
2. Фреза за п. 1, яка відрізняється тим, що її величина конусності становить приблизно 3°.
3. Фреза за п. 1, яка відрізняється тим, що радіальний кут різання (γf) становить приблизно -5°.
4. Фреза за п. 1, яка відрізняється тим, що радіус кривизни (R1) контуру (34) поверхні заднього кута (Аα) становить приблизно 12 мм.
5. Фреза за п. 1, яка відрізняється тим, що вона містить допоміжну різальну головку (26), що має фактично осьове розташування, яка з'єднана з основною різальною кромкою за допомогою кінчика (32), при цьому даний кінчик має закруглену, вигнуту назовні форму, радіус кривизни якої становить приблизно 0,5-1 мм.
6. Фреза за п. 1, яка відрізняється тим, що кут осьового різання (γр), утворений між різальною поверхнею (Аγ) кожного зуба (22) і площиною відліку (Рr), є позитивним і становить приблизно 1-5°, при цьому даний кут вимірюється в задній площині (Рp), перпендикулярній площинам відліку (Рr) і робочій площині (Pf).
7. Фреза за п. 1, яка відрізняється тим, що поверхня заднього кута (Аα) кожного зуба (22) з'єднана з однією боковою стінкою зуба за допомогою закругленого відбортованого фланця (36), радіус кривизни якого (R2) становить приблизно 0,5-1 мм.
8. Фреза за п. 1, яка відрізняється тим, що зуби (22) розташовуються навколо центрального круглого поглиблення (23) головки (16), при цьому дане поглиблення має, як правило, форму зрізаного конуса і розташовується на одній лінії з віссю фрези, при цьому його основа розміщується з боку нижнього кінця фрези, а верхня частина поглиблення частково має форму сфери, радіус (R4) якої становить приблизно 2-8 мм.
9. Фреза за п. 8, яка відрізняється тим, що поглиблення (23) з'єднане з поверхнею заднього кута (Аα) кожного зуба (22) за допомогою закругленого відбортованого фланця (38), радіус кривизни (R3) якого становить приблизно 0,5-1 мм.
10. Фреза за п. 1, яка відрізняється тим, що поверхня заднього кута (Аα) витягнута по колу на відстані (33), яка дорівнює приблизно 0,1-2 мм.
11. Фреза за п. 1, яка відрізняється тим, що задній кут (α), утворений між поверхнею заднього кута і площиною кромки (Ps), що розташовується по дотичній до визначеної точки основної різальної кромки і перпендикулярно площині відліку (Рr), є позитивним і становить приблизно 5-10°, при цьому даний кут вимірюється в нормальній площині (Рn), яка перпендикулярна основній різальній кромці у визначеній точці цієї кромки.
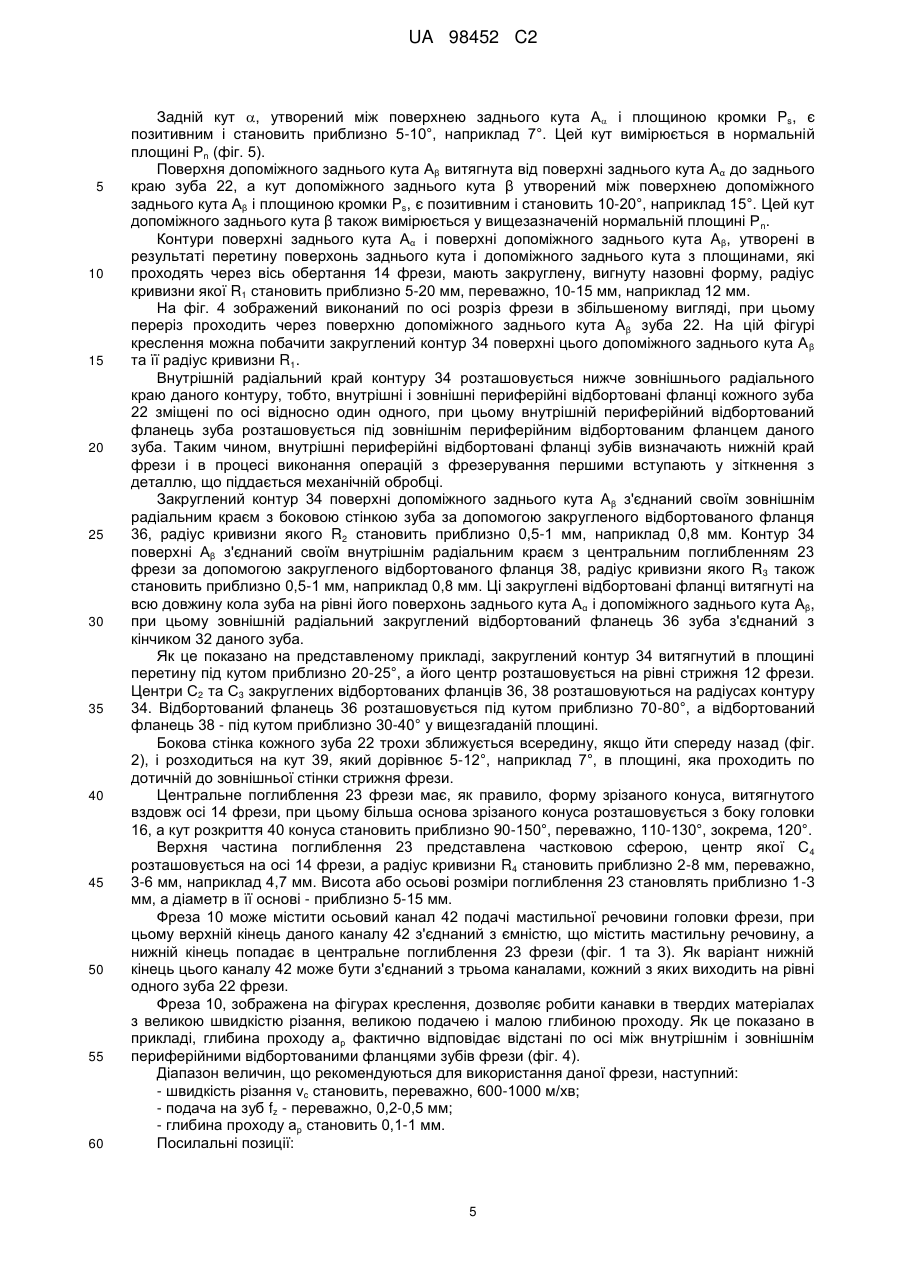
12. Фреза за п. 1, яка відрізняється тим, що поверхня допоміжного заднього кута (Аβ) розміщується після поверхні заднього кута (Аα), при цьому контур (34) поверхні допоміжного заднього кута, утворений в результаті перетинання цієї поверхні з площиною, що проходить через вісь фрези, має закруглену, вигнуту назовні форму, радіус кривизни (R1) якої становить приблизно 5-20 мм.
13. Фреза за п. 12, яка відрізняється тим, що допоміжний задній кут (β), утворений між поверхнею допоміжного заднього кута (Аβ) і площиною кромки (Ps), що розташовується по дотичній до основної різальної кромки у визначеній точці цієї кромки і перпендикулярно до площини відліку (Рr), є позитивним і становить приблизно 10-20°, при цьому даний кут вимірюється в нормальній площині (Рn), перпендикулярній основній різальній кромці у визначеній точці кромки.
14. Фреза за п. 1, яка відрізняється тим, що основна різальна кромка (24) з'єднана з різальною поверхнею (Аγ) за допомогою скошеної кромки (30), при цьому дана скошена кромка, осьові розміри якої становлять приблизно 0,01-0,3 мм, утворює з різальною поверхнею (Аγ) кут, який дорівнює приблизно 10-30°.
15. Спосіб фрезерування деталі, виготовленої з композитного матеріалу або надсплаву, за допомогою фрези (10) за п. 1, який відрізняється тим, що швидкість різання фрези становить 200-1500 м/хв, швидкість подачі на зуб - 0,1-1 мм, глибина проходу - 0,01-2 мм.
Текст
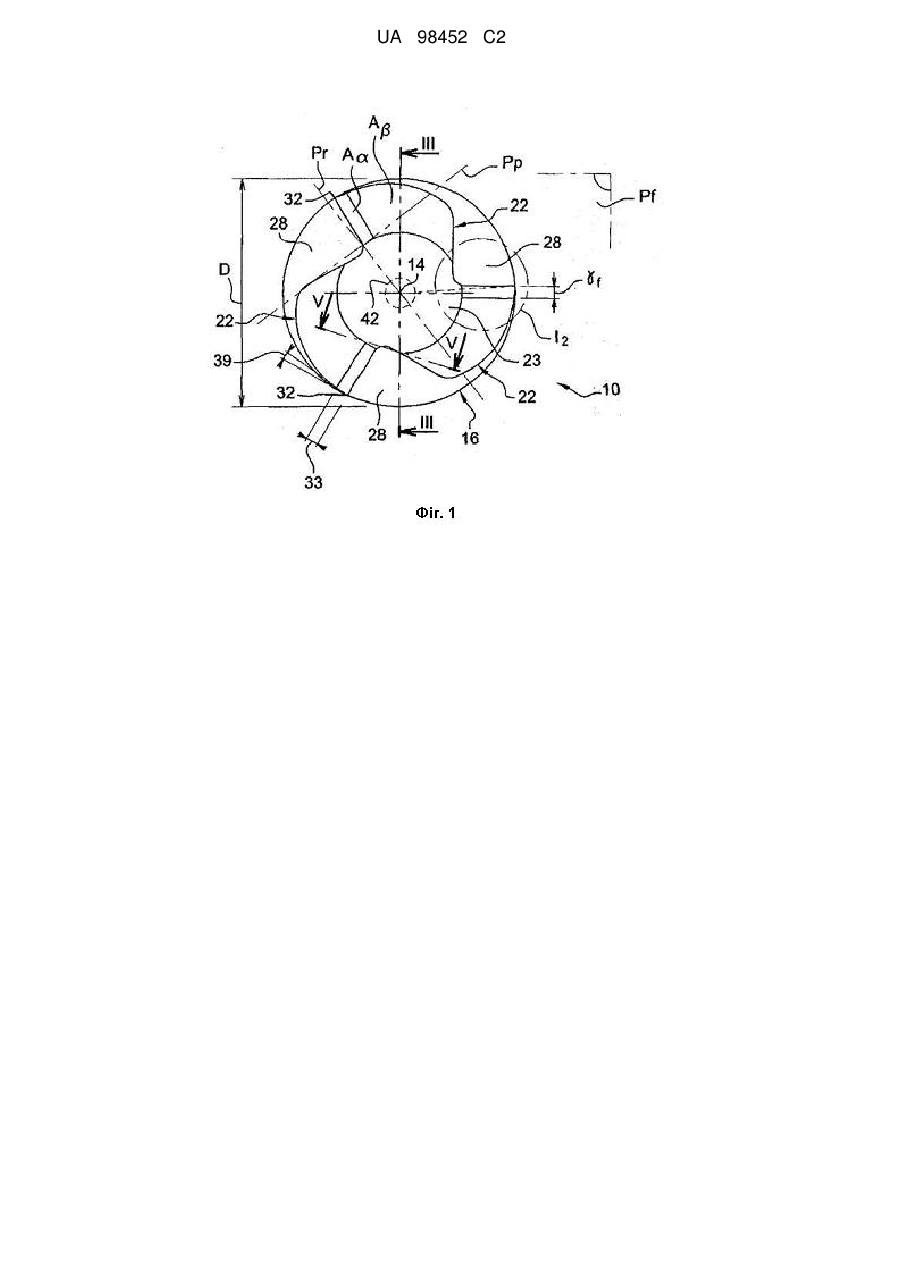
Реферат: Фреза, виконана у формі зрізаного конуса, містить стрижень (12), виготовлений з карбіду, і керамічну головку (16), яка кріпиться шляхом припаювання до кінця стрижня. Головка містить зуби (22), кожний з яких має різальну кромку (24), утворену в результаті перетинання передньої різальної поверхні (Аγ) з нижньою поверхнею заднього кута(Аα). Величина конусності фрези становить 1-5°. Контур поверхні заднього кута, що утворюється в результаті перетинання поверхні заднього кута з площиною, яка проходить через вісь фрези, має закруглену, вигнуту назовні форму з радіусом кривизни (R1) 5-20 мм. Кут радіального різання є від'ємним і становить 2-8°. Забезпечується зменшення величини сил зрізу. UA 98452 C2 (12) UA 98452 C2 UA 98452 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується фрез, зокрема, шпонкових фрез, для механічної обробки з великою подачею та малою глибиною проходу, які використовуються, зокрема, для механічної обробки деталей з високотвердих матеріалів, що використовуються в авіаційній промисловості. Авіаційна турбіна містить множину конструктивних елементів, виконаних з матеріалів з підвищеною твердістю, в тому числі з композитних матеріалів і надсплавів на базі нікелю і кобальту. Високошвидкісна механічна обробка цих матеріалів призводить до утворення значних термічних і механічних напружень в різальних інструментах, які необхідно виготовляти з високоміцних і стійких до підвищених температур матеріалів. Відомо, що шпонкову фрезу можна виготовляти із заготовки керамічного матеріалу або карбіду. Керамічна фреза має підвищену твердість, високий термічний опір і дозволяє здійснювати високошвидкісну механічну обробку, а також домагатися значної швидкості зрізання матеріалу. Однак, її виробництво є дорогим, фреза є неміцною, внаслідок чого вона, як правило, застосовується при механічній обробці м'яких матеріалів, наприклад дерева, і не використовується в авіаційній промисловості. Виробництво фрези з карбіду є менш дорогим, вона краще витримує механічні опори в процесі механічної обробки. Однак, така фреза має меншу продуктивність і зношується швидше, ніж фреза, виконана з керамічного матеріалу. Раніше пропонувалося виготовляти фрезу, яка б містила першу циліндричну частину, що виготовлена з карбіду та утворює стрижень фрези, на одному кінці якої шляхом припаювання кріпилася б друга керамічна циліндрична частина, утворююча головку фрези з різальними кромками. Паяний шов, як правило, розташовується в площині, практично перпендикулярній осі обертання фрези. Такий тип фрези, яка складається з двох частин, є більш переважним, оскільки дозволяє обмежитися використанням кераміки тільки для виготовлення головки фрези і вибрати більш економічний матеріал, який має більшу, ніж у кераміки, пружну деформацію, для виробництва стрижня інструмента. Крім того, така фреза дозволяє, зокрема, здійснювати високошвидкісну механічну обробку деталей, виготовлених із надсплавів або композитних матеріалів. Опис такого типу фрези наводиться в патенті заявника ЕР-В-0 477 093. У той самий час фреза вищезазначеного типу, яка складається з двох частин, має істотний недолік. У процесі механічної обробки скручувальні зусилля, яких зазнає різальний інструмент, призводять до утворення значних сил зрізу в місці спайки, здатних зменшити її міцність, призвести до відриву головки фрези і пошкодити деталь, що обробляється. У даному винаході пропонується просте, ефективне і вигідне, з економічної точки зору, вирішення цієї проблеми. Задачею даного винаходу є розробка шпонкової фрези вищезазначеного типу, розміри і геометричні форми якої дозволяли, зокрема, зменшити величину сил зрізу, які діють в процесі механічної обробки на паяний шов в місці з'єднання стрижня і головки фрези. Для вирішення поставленої задачі пропонується фреза, зокрема шпонкова фреза, яка містить виготовлений з карбіду стрижень, витягнутий вздовж осі обертання фрези, і керамічну головку, яка шляхом припаювання кріпиться до одного кінця стрижня; при цьому дана головка містить зуби, що рівномірно розташовуються навколо осі фрези і відділяються один від одного порожниною для стружки, при цьому кожний зуб має основну, фактично радіально розташовану різальну кромку, утворену в результаті перетинання передньої різальної поверхні і нижньої поверхні заднього кута, згідно з винаходом, фреза має форму зрізаного конуса, в якому більша основа розташовується з боку головки, при цьому величина конусності фрези становить приблизно 1-5°; контур поверхні заднього кута, що утворюється в результаті перетинання поверхні заднього кута з площиною, яка проходить через вісь фрези, має закруглену, вигнуту назовні форму, радіус кривизни якої становить приблизно 5-20 мм; кут радіального різання, який утворюється між різальною поверхнею кожного зуба і площиною відліку, яка проходить через вісь обертання фрези і визначену точку основної різальної кромки зуба, є негативним і становить приблизно 2-8°, при цьому даний кут вимірюється в робочій площині, яка перпендикулярна осі обертання фрези і проходить через визначену точку основної різальної кромки зуба. Завдяки поєднанню геометричних і розмірних характеристик фрези згідно з винаходом зусилля зрізу, які передаються від зубів до деталі в процесі механічної обробки, виражаються в невеликих скручувальних зусиллях у фрезі і більших осьових напруженнях стиснення, до яких фреза значно менш чутлива. Зниження скручувальних зусиль у фрезі дозволяє зменшити зусилля зрізу в паяному шві фрези і обмежити тим самим небезпеку відриву головки від стрижня фрези. Фреза згідно з винаходом забезпечує високошвидкісну механічну обробку деталей, при виробництві яких використовуються високотверді матеріали, зокрема, виготовленого з Inconel 718 колеса відцентрового компресора турбіни. Дана фреза дозволяє досягти значних 1 UA 98452 C2 5 10 15 20 25 30 35 40 45 50 55 швидкостей різання і подачі, підвищити показники зняття матеріалу з метою скорочення часу механічної обробки деталі. У даній заявці під площиною відліку Рr розуміється площина, яка проходить через вісь обертання фрези і визначену точку основної різальної кромки зуба. Робоча площина Pf являє собою площину, яка перпендикулярна осі обертання фрези і проходить через визначену точку основної різальної кромки зуба. Задня площина Рp є площиною, перпендикулярною площині відліку і робочій площині у визначеній точці основної різальної кромки. Площина кромки Ps являє собою площину, яка розташовується по дотичній до основної різальної кромки у визначеній точці даної кромки і перпендикулярна відповідній площині відліку. Нормальна площина Рn - це площина, перпендикулярна основній різальній кромці у визначеній точці даної кромки. Різальна поверхня зуба є поверхнею, вздовж якої ковзає стружка матеріалу, а поверхня заднього кута даного зуба являє собою поверхню, вздовж якої йдуть одна за одною поверхні, що утворюються на деталі. Переважно, щоб конічна форма фрези була визначена для обмеження тертя між зовнішньою поверхнею фрези і боковими стінками деталі в процесі механічної обробки, при цьому таке тертя здатне призвести до утворення термічних напружень у фрезі і деталі, що обробляється, які спричинять прискорене руйнування фрези і деформацію деталі. Дана конічна форма призначена також для забезпечення хорошого видалення стружки матеріалу. Величина конусності становить, наприклад, близько 3°. Переважно також, щоб контур поверхні заднього кута, що утворюється в результаті перетинання поверхні заднього кута і площини, яка проходить через вісь фрези, мав закруглену, вигнуту назовні форму, радіус кривизни якої становить, наприклад, близько 12 мм. Форма даного контуру дозволяє обмежити скручувальні зусилля у фрезі і сприяє розподілу осьового напруження стиснення у фрезі. Переважно також, щоб кут радіального або бокового різання f , що вимірюється в робочій площині, яка перпендикулярна осі обертання фрези і проходить через визначену точку основної різальної кромки, був негативним, що дозволяє підвищити міцність різальної кромки, а також забезпечити хороше видалення стружки. Цей негативний кут також дозволяє одержати напруження стиснення, а не скручування на різальній кромці, коли ця кромка наближається до кінця межі різання, а стружка готова відірватися від деталі. Радіальний кут різання f може становити, наприклад, близько -5°. Переважно, щоб фреза містила допоміжну різальну кромку, яка має фактично осьове з'єднання з основною різальною кромкою за допомогою закругленого кінчика з невеликим радіусом кривизни, наприклад, від 0,5 до 1 мм. Основна і допоміжна різальні кромки зуба утворюють між собою різальну поверхню зуба. Осьовий або задній кут різання p , що утворюється між різальною поверхнею кожного зуба і площиною відліку, є позитивним і становить приблизно 1-5°, при цьому даний кут вимірюється в задній площині. Фреза згідно з винаходом має позитивну/негативну геометричну форму, яка відрізняється тим, що кут осьового різання p є позитивним, а радіальний кут різання f - негативним. Даний тип фрези може витримувати дуже значні зусилля різання, що перевищують зусилля різання, які витримуються фрезою з подвійною позитивною геометричною формою. Дана позитивна/негативна геометрична форма дозволяє також досягти високошвидкісної механічної обробки при сильній подачі, оскільки негативний кут радіального різання підвищує опір різальної кромки, а позитивний кут осьового різання сприяє появі стружки та її видаленню зі сторони, протилежної головці фрези. Фреза згідно з винаходом залежно від розглянутого варіанта застосування може містити від двох до восьми зубів. Зовнішній діаметр D може становити, наприклад, приблизно 10-30 мм, а розміри головки фрези по осі - приблизно 5-10 мм. Основна різальна кромка може з'єднуватися з різальною поверхнею за допомогою скошеної кромки, при цьому дана скошена кромка, осьові розміри якої становлять приблизно 0,01-0,3 мм, утворює з різальною поверхнею кут від 10° до 30°. Переважно, щоб поверхня заднього кута розташовувалася в напрямку по колу на відстані, яка дорівнює приблизно 0,1-2 мм. Переважно також, щоб задній кут, утворений між поверхнею скосу кута та упорною поверхнею, що розташовується по дотичній до визначеної точки основної різальної кромки і перпендикулярно до площини відліку, був позитивним і становив порядку 5-10°; при цьому даний кут вимірюється в нормальній площині до визначеної точки кромки. Наприклад, цей кут заднього кута може становити приблизно 7°. 2 UA 98452 C2 5 10 15 20 25 30 35 40 45 50 55 60 Доцільно, щоб поверхня допоміжного заднього кута розташовувалася після поверхні заднього кута, а контур поверхні допоміжного заднього кута, утвореного в результаті перетинання даної поверхні з площиною, яка проходить через вісь фрези, мав закруглену, вигнуту назовні форму, радіус кривизни якої становить приблизно 5-20 мм. Переважно, щоб кут допоміжного заднього кута, утворений поверхнею допоміжного заднього кута і площиною вищезазначеної кромки, був позитивним і становив приблизно 10-20°. Переважно також, щоб поверхні заднього кута і допоміжного заднього кута були з'єднані з боковою стінкою зуба за допомогою закруглених відбортованих фланців, радіус кривизни яких становить приблизно 0,5-1 мм. Ці закруглені відбортовані фланці підвищують стійкість фрези і забезпечують більш рівномірний розподіл теплоти і зношуваності. Переважно також, щоб зуби розташовувалися навколо центрального круглого поглиблення в головці, при цьому дане поглиблення має, як правило, форму зрізаного конуса, вісь якого співпадає з віссю фрези, а основа розташовується з боку нижнього краю фрези; при цьому верхня частина поглиблення являє собою частину сфери, радіус якої становить приблизно 2-8 мм. Кут розкриття цього поглиблення може становити приблизно 90-150°, наприклад 120°. Поглиблення, переважно, з'єднане з поверхнями заднього кута і допоміжного заднього кута кожного зуба за допомогою закругленого відбортованого фланця, кут кривизни якого становить приблизно 0,5-1 мм. Діаметр даного поглиблення становить, наприклад, приблизно 5-15 мм, а висота по осі - приблизно 1-3 мм. Фреза, яка має таке поглиблення, дозволяє, зокрема, здійснювати виготовлення похилих канавок (або обробку похилих площин). У цьому випадку фреза трохи нахилена в напрямку подачі відносно нормалі деталі, що обробляється, для того, щоб не допустити розташування фрези плазом проти деталі, що обробляється. Такий нахил , що становить приблизно 1-5°, переважно 2-3°, призначений для запобігання заїданню фрези, яке призводить до пошкодження поверхні деталі, що обробляється, і появи глибоких слідів. У винаході також пропонується спосіб фрезерування деталі, виготовленої з композитного матеріалу або надсплаву, за допомогою шпонкової фрези описаного вище типу, згідно з винаходом швидкість різання vc становить 200-1500 м/хв, переважно 600-1000 м/хв, при цьому подача на зуб fz становить 0,1-1 мм/зуб, переважно 0,2-0,5 мм, а глибина проходу ар - 0,01-2 мм, переважно 0,1-1 мм. Такі діапазони визначають оптимальні умови, в яких рекомендується використовувати фрезу згідно з винаходом без ризику швидкої її зношуваності або поломки. Швидкість різання (vc в м/хв) означає швидкість, при якій різальна кромка обробляє поверхню деталі. Дана швидкість дозволяє встановлювати число обертів шпинделя в хвилину фрези, виходячи з діаметра D даної фрези. Подача на зуб (fz в мм/зуб) являє собою лінійну відстань, яку проходить фреза від моменту проникнення двох послідовно встановлених зубів в деталь. Подача на оберт (f в мм/оберт) фрези утворюється добутком подачі на зуб і кількості z зубів фрези. Подача на оберт фрези показує, наскільки інструмент подається в процесі обертання, і є величиною, що спеціально використовується для вимірювання подачі фрези. Глибина осьового різання (ар в мм) в процесі фрезерування при обробці поверхні відповідає товщині матеріалу, що знімається інструментом, і відстані, на якій інструмент встановлюється нижче вихідної поверхні деталі. Винахід, інші його відмітні ознаки, деталі і переваги стануть більш зрозумілі після вивчення детального опису, що наводиться нижче, який носить ілюстративний, але не обмежувальний характер, з посиланням на додані фігури креслень, в числі яких: Фіг. 1 зображає схематичний вигляд знизу шпонкової фрези згідно з винаходом; Фіг. 2 - збільшений вигляд деталі I2, представленої на фіг. 1; Фіг. 3 - вигляд в розрізі, виконаному по лінії ІІІ-ІІІ, деталі, представленої на фіг. 1; Фіг. 4 - збільшений вигляд деталі І4, представленої на фіг. 3; Фіг. 5 - вигляд в розрізі, виконаному по лінії V-V, деталі, представленої на фіг. 1. На фіг. 1-5 зображена шпонкова фреза 10 згідно з винаходом, призначена для обробки з великою подачею і незначною глибиною проходу деталей, виготовлених з високотвердих матеріалів, що використовуються в літакобудуванні, наприклад, з композитних матеріалів або надсплавів, наприклад Inconel 718. Дана фреза 10 містить стрижень 12, що виготовлений з карбіду і має витягнуту форму, який розташовується вздовж осі 14 обертання фрези, на вільному кінці якого шляхом припаювання кріпиться скошена зліва керамічна головка 16, утворююча активну частину фрези. Наприклад, стрижень 12 фрези виготовляється з карбіду вольфраму, а його головка 16 - з керамічного матеріалу на основі окису алюмінію. Паяний шов 18 розташовується в площині, перпендикулярній осі обертання 14 фрези (фіг. 3). Стрижень 12 фрези кріпиться за допомогою відповідних засобів на патроні верстата. 3 UA 98452 C2 5 10 Як правило, фреза 10 має форму зрізаного конуса. Більша основа зрізаного конуса розташовується на рівні головки 16 фрези, і величина конусності 20 фрези становить приблизно 1-5°, переважно 2-4°, наприклад 3° (фіг. 4). Зовнішній діаметр D головки 16 фрези становить приблизно 10-30 мм, а її висота або осьовий розмір h - приблизно 5-10 мм. У представленому прикладі діаметр D головки становить 18 мм, висота - 7 мм. Головка 16 містить три різальних зуби 22, орієнтованих по колу і рівномірно розосереджених навколо осі 14 фрези. Ці зуби розташовуються навколо центральної порожнини 23 фрези, яка більш детально буде описана нижче з посиланням на фіг. 4. Кожний зуб 22 містить основну різальну кромку 24, яка має фактично радіальне розташування, і допоміжну різальну кромку 26, яка має фактично осьове розташування, які розмежовують між собою передню різальну поверхню A . Згідно з представленим прикладом, різальна сторона A кожного зуба витягнута на всю висоту головки 16 і захоплює частину нижнього краю стрижня 12 фрези, проходячи через площину місця спайки 18 (фіг. 3). 15 Різальна поверхня A утворює поверхню ковзання стружки матеріалу і разом із заднім краєм сусіднього зуба формує порожнину для стружки 28, в якій в процесі виконання операцій з механічної обробки стружка знаходиться визначений час, після чого викидається назовні. Різальна поверхня A визначає кут різання, який становить приблизно 80-100°, наприклад 87°, відносно поверхні деталі, що обробляється. 20 25 30 35 40 Різальна поверхня A з'єднана з основною різальною кромкою 24 за допомогою скошеної кромки 30 (фіг. 5), висота 32 або осьові розміри якої становлять приблизно 0,01-0,3 мм, наприклад 0,1 мм. Кут 34, утворений між скошеною кромкою і різальною поверхнею A , становить приблизно 10-30°, наприклад 20°. Основна 24 і допоміжна 26 різальні кромки з'єднані між собою за допомогою кінчика 32, що має закруглену форму, радіус кривизни якого становить приблизно 0,5-1 мм, наприклад 0,8 мм (фіг. 3). На фігурах креслень дається визначення наступних площин: - Рr - площина відліку фрези, що проходить через визначену точку (наприклад, через розташований ближче до центра радіуса край) основної різальної кромки зуба 22 і вісь обертання 14 фрези; - Pf - робоча площина фрези, що розташовується перпендикулярно площині відліку Р r і проходить через визначену точку основної різальної кромки зуба 22 (дана площина співпадає з площиною, зображеною на фіг. 1); - Рp - задня площина фрези, що розташовується перпендикулярно площині відліку Р r і робочій площині Pf і проходить через визначену точку зуба; - Рn - нормальна площина кромки, що розташовується перпендикулярно основній різальній кромці 24 і проходить через визначену точку даної кромки (наприклад, через її розташований ближче до центра радіуса край), при цьому площина Р n, зображена на фіг. 5, відповідає площині перерізу, виконаній по лінії V-V, зображеній на фіг. 1; - Ps - площина кромки фрези, що розташовується по дотичній до визначеної точки основної різальної кромки (її розташованого ближче до центра радіуса краю) і перпендикулярно площині відліку Pf. Кут радіального різання f , що утворюється між різальною поверхнею A кожного зуба 22 і площиною відліку Рr, є негативним і становить приблизно 2-8°, переважно, 4-6°, наприклад 5°. 45 Цей кут f вимірюється в робочій площині Pf (фіг. 2). Кут осьового різання p , що утворюється між різальною поверхнею A і площиною відліку Рr, є позитивним і становить приблизно 1-5°, переважно 2-4°, наприклад 3°. Цей кут p вимірюється в задній площині Рр. 50 Різальна поверхня A з'єднується за допомогою скошеної кромки 30 та основної різальної кромки 24 з нижньою поверхнею заднього кута Аα, продовженням якої в напрямку задньої частини є нижня поверхня допоміжного заднього кута Аβ. Поверхня заднього кута Аα витягнута в напрямку по колу на відстані 33, яка становить приблизно 0,1-2 мм, переважно, 0,5-1 мм (фіг. 2). 4 UA 98452 C2 5 10 15 20 25 30 35 40 45 50 55 60 Задній кут , утворений між поверхнею заднього кута А і площиною кромки Ps, є позитивним і становить приблизно 5-10°, наприклад 7°. Цей кут вимірюється в нормальній площині Рn (фіг. 5). Поверхня допоміжного заднього кута Аβ витягнута від поверхні заднього кута Аα до заднього краю зуба 22, а кут допоміжного заднього кута β утворений між поверхнею допоміжного заднього кута Аβ і площиною кромки Ps, є позитивним і становить 10-20°, наприклад 15°. Цей кут допоміжного заднього кута β також вимірюється у вищезазначеній нормальній площині Р n. Контури поверхні заднього кута Аα і поверхні допоміжного заднього кута Аβ, утворені в результаті перетину поверхонь заднього кута і допоміжного заднього кута з площинами, які проходять через вісь обертання 14 фрези, мають закруглену, вигнуту назовні форму, радіус кривизни якої R1 становить приблизно 5-20 мм, переважно, 10-15 мм, наприклад 12 мм. На фіг. 4 зображений виконаний по осі розріз фрези в збільшеному вигляді, при цьому переріз проходить через поверхню допоміжного заднього кута Аβ зуба 22. На цій фігурі креслення можна побачити закруглений контур 34 поверхні цього допоміжного заднього кута А β та її радіус кривизни R1. Внутрішній радіальний край контуру 34 розташовується нижче зовнішнього радіального краю даного контуру, тобто, внутрішні і зовнішні периферійні відбортовані фланці кожного зуба 22 зміщені по осі відносно один одного, при цьому внутрішній периферійний відбортований фланець зуба розташовується під зовнішнім периферійним відбортованим фланцем даного зуба. Таким чином, внутрішні периферійні відбортовані фланці зубів визначають нижній край фрези і в процесі виконання операцій з фрезерування першими вступають у зіткнення з деталлю, що піддається механічній обробці. Закруглений контур 34 поверхні допоміжного заднього кута Аβ з'єднаний своїм зовнішнім радіальним краєм з боковою стінкою зуба за допомогою закругленого відбортованого фланця 36, радіус кривизни якого R2 становить приблизно 0,5-1 мм, наприклад 0,8 мм. Контур 34 поверхні Аβ з'єднаний своїм внутрішнім радіальним краєм з центральним поглибленням 23 фрези за допомогою закругленого відбортованого фланця 38, радіус кривизни якого R3 також становить приблизно 0,5-1 мм, наприклад 0,8 мм. Ці закруглені відбортовані фланці витягнуті на всю довжину кола зуба на рівні його поверхонь заднього кута А α і допоміжного заднього кута Аβ, при цьому зовнішній радіальний закруглений відбортований фланець 36 зуба з'єднаний з кінчиком 32 даного зуба. Як це показано на представленому прикладі, закруглений контур 34 витягнутий в площині перетину під кутом приблизно 20-25°, а його центр розташовується на рівні стрижня 12 фрези. Центри С2 та С3 закруглених відбортованих фланців 36, 38 розташовуються на радіусах контуру 34. Відбортований фланець 36 розташовується під кутом приблизно 70-80°, а відбортований фланець 38 - під кутом приблизно 30-40° у вищезгаданій площині. Бокова стінка кожного зуба 22 трохи зближується всередину, якщо йти спереду назад (фіг. 2), і розходиться на кут 39, який дорівнює 5-12°, наприклад 7°, в площині, яка проходить по дотичній до зовнішньої стінки стрижня фрези. Центральне поглиблення 23 фрези має, як правило, форму зрізаного конуса, витягнутого вздовж осі 14 фрези, при цьому більша основа зрізаного конуса розташовується з боку головки 16, а кут розкриття 40 конуса становить приблизно 90-150°, переважно, 110-130°, зокрема, 120°. Верхня частина поглиблення 23 представлена частковою сферою, центр якої С 4 розташовується на осі 14 фрези, а радіус кривизни R4 становить приблизно 2-8 мм, переважно, 3-6 мм, наприклад 4,7 мм. Висота або осьові розміри поглиблення 23 становлять приблизно 1-3 мм, а діаметр в її основі - приблизно 5-15 мм. Фреза 10 може містити осьовий канал 42 подачі мастильної речовини головки фрези, при цьому верхній кінець даного каналу 42 з'єднаний з ємністю, що містить мастильну речовину, а нижній кінець попадає в центральне поглиблення 23 фрези (фіг. 1 та 3). Як варіант нижній кінець цього каналу 42 може бути з'єднаний з трьома каналами, кожний з яких виходить на рівні одного зуба 22 фрези. Фреза 10, зображена на фігурах креслення, дозволяє робити канавки в твердих матеріалах з великою швидкістю різання, великою подачею і малою глибиною проходу. Як це показано в прикладі, глибина проходу ар фактично відповідає відстані по осі між внутрішнім і зовнішнім периферійними відбортованими фланцями зубів фрези (фіг. 4). Діапазон величин, що рекомендуються для використання даної фрези, наступний: - швидкість різання vc становить, переважно, 600-1000 м/хв; - подача на зуб fz - переважно, 0,2-0,5 мм; - глибина проходу ар становить 0,1-1 мм. Посилальні позиції: 5 UA 98452 C2 5 10 15 20 10 шпонкова фреза 12 стрижень 14 вісь обертання фрези 16 керамічна головка 18 паяний шов 20 конусність фрези 22 різальні зуби 23 центральна порожнина фрези 24 основна різальна кромка 26 допоміжна різальна кромка 28 порожнина для стружки 30 скошена кромка 32 висота 34 кут 36, 38 закруглений відбортований фланець 39 кут 40 кут розкриття конуса 42 осьовий канал подачі мастильної речовини R1 радіус кривизни α задній кут β допоміжний задній кут f кут радіального різання p кут осьового різання 25 Аα нижня поверхня заднього кута Аβ нижня поверхня допоміжного заднього кута A передня різальна поверхня 30 Рr площина відліку Pf робоча площина Рp задня площина фрези Рn нормальна площина кромки Ps площина кромки фрези ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Фреза, зокрема шпонкова фреза, містить виготовлений з карбіду стрижень (12), витягнутий вздовж осі (14) обертання фрези, і керамічну головку (16), яка шляхом припаювання кріпиться до одного кінця стрижня, при цьому вказана керамічна головка містить зуби (22), що рівномірно розташовуються навколо осі фрези і відділяються один від одного порожниною для стружки (28), при цьому кожний зуб містить основну, що має фактично радіальне розташування, різальну кромку (24), утворену в результаті перетинання передньої різальної поверхні (Aγ) і нижньої поверхні заднього кута (Аα), яка відрізняється тим, що фреза має форму зрізаного конуса, в якому більша основа розташовується з боку головки, при цьому величина конусності фрези становить приблизно 1-5°, контур (34) поверхні заднього кута, що утворюється в результаті перетинання поверхні заднього кута з площиною, яка проходить через вісь фрези, має закруглену, вигнуту назовні форму, радіус кривизни (R1) якої становить приблизно 5-20 мм, кут радіального різання (γf), що утворюється між різальною поверхнею кожного зуба і площиною відліку (Рr), яка проходить через вісь обертання фрези і визначену точку основної різальної кромки зуба, є негативним і становить приблизно 2-8°, при цьому даний кут вимірюється в робочій площині (Pf), яка перпендикулярна осі обертання фрези і проходить через визначену точку основної різальної кромки зуба. 2. Фреза за п. 1, яка відрізняється тим, що її величина конусності становить приблизно 3°. 3. Фреза за п. 1, яка відрізняється тим, що радіальний кут різання (γf) становить приблизно -5°. 4. Фреза за п. 1, яка відрізняється тим, що радіус кривизни (R1) контуру (34) поверхні заднього кута (Аα) становить приблизно 12 мм. 5. Фреза за п. 1, яка відрізняється тим, що вона містить допоміжну різальну головку (26), що має фактично осьове розташування, яка з'єднана з основною різальною кромкою за допомогою кінчика (32), при цьому даний кінчик має закруглену, вигнуту назовні форму, радіус кривизни якої становить приблизно 0,5-1 мм. 6 UA 98452 C2 5 10 15 20 25 30 35 40 6. Фреза за п. 1, яка відрізняється тим, що кут осьового різання (γр), утворений між різальною поверхнею (Аγ) кожного зуба (22) і площиною відліку (Рr), є позитивним і становить приблизно 15°, при цьому даний кут вимірюється в задній площині (Рp), перпендикулярній площинам відліку (Рr) і робочій площині (Pf). 7. Фреза за п. 1, яка відрізняється тим, що поверхня заднього кута (Аα) кожного зуба (22) з'єднана з однією боковою стінкою зуба за допомогою закругленого відбортованого фланця (36), радіус кривизни якого (R2) становить приблизно 0,5-1 мм. 8. Фреза за п. 1, яка відрізняється тим, що зуби (22) розташовуються навколо центрального круглого поглиблення (23) головки (16), при цьому дане поглиблення має, як правило, форму зрізаного конуса і розташовується на одній лінії з віссю фрези, при цьому його основа розміщується з боку нижнього кінця фрези, а верхня частина поглиблення частково має форму сфери, радіус (R4) якої становить приблизно 2-8 мм. 9. Фреза за п. 8, яка відрізняється тим, що поглиблення (23) з'єднане з поверхнею заднього кута (Аα) кожного зуба (22) за допомогою закругленого відбортованого фланця (38), радіус кривизни (R3) якого становить приблизно 0,5-1 мм. 10. Фреза за п. 1, яка відрізняється тим, що поверхня заднього кута (Аα) витягнута по колу на відстані (33), яка дорівнює приблизно 0,1-2 мм. 11. Фреза за п. 1, яка відрізняється тим, що задній кут (α), утворений між поверхнею заднього кута і площиною кромки (Ps), що розташовується по дотичній до визначеної точки основної різальної кромки і перпендикулярно площині відліку (Рr), є позитивним і становить приблизно 510°, при цьому даний кут вимірюється в нормальній площині (Рn), яка перпендикулярна основній різальній кромці у визначеній точці цієї кромки. 12. Фреза за п. 1, яка відрізняється тим, що поверхня допоміжного заднього кута (Аβ) розміщується після поверхні заднього кута (А α), при цьому контур (34) поверхні допоміжного заднього кута, утворений в результаті перетинання цієї поверхні з площиною, що проходить через вісь фрези, має закруглену, вигнуту назовні форму, радіус кривизни (R1) якої становить приблизно 5-20 мм. 13. Фреза за п. 12, яка відрізняється тим, що допоміжний задній кут (β), утворений між поверхнею допоміжного заднього кута (Аβ) і площиною кромки (Ps), що розташовується по дотичній до основної різальної кромки у визначеній точці цієї кромки і перпендикулярно до площини відліку (Рr), є позитивним і становить приблизно 10-20°, при цьому даний кут вимірюється в нормальній площині (Рn), перпендикулярній основній різальній кромці у визначеній точці кромки. 14. Фреза за п. 1, яка відрізняється тим, що основна різальна кромка (24) з'єднана з різальною поверхнею (Аγ) за допомогою скошеної кромки (30), при цьому дана скошена кромка, осьові розміри якої становлять приблизно 0,01-0,3 мм, утворює з різальною поверхнею (Аγ) кут, який дорівнює приблизно 10-30°. 15. Спосіб фрезерування деталі, виготовленої з композитного матеріалу або надсплаву, за допомогою фрези (10) за п. 1, який відрізняється тим, що швидкість різання фрези становить 200-1500 м/хв, швидкість подачі на зуб - 0,1-1 мм, глибина проходу - 0,01-2 мм. 7 UA 98452 C2 8 UA 98452 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюSlotting milling cutter for machining with high feed and low pass depth
Автори англійськоюROUGE, Gilles, THOISON, Pascal, TURRINI, Claude
Назва патенту російськоюШпоночная фреза для механической обработки с большой подачей и малой глубиной прохода и способ фрезерования детали указанной фрезой
Автори російськоюРуж Жилль, Туазон Паскаль, Тюррини Клод
МПК / Мітки
МПК: B23C 5/10
Мітки: великою, подачею, спосіб, проходу, фрезою, глибиною, вказаною, фрезерування, обробки, механічної, деталі, шпонкова, малою, фреза
Код посилання
<a href="https://ua.patents.su/11-98452-shponkova-freza-dlya-mekhanichno-obrobki-z-velikoyu-podacheyu-ta-maloyu-glibinoyu-prokhodu-ta-sposib-frezeruvannya-detali-vkazanoyu-frezoyu.html" target="_blank" rel="follow" title="База патентів України">Шпонкова фреза для механічної обробки з великою подачею та малою глибиною проходу та спосіб фрезерування деталі вказаною фрезою</a>
Черв’ячна фреза для обробки зубчастих коліс
Номер патенту: 39486
Опубліковано: 15.06.2001
Автори: Манойлов Олег Володимирович, Клюєва Олена Валеріївна, Біляковський Валерій Павлович
МПК: B23F 21/00
Мітки: обробки, коліс, зубчастих, фреза, черв'ячна
Формула / Реферат:
1. Черв'ячна фреза для обробки губчастих коліс, що містить ріжучі зубці з товщиною, що змінюється на вершині зубців заходної частини від мінімальної на початку заходної частини до стандартної у зубців, розташованих ближче до полюса зачеплення, яка відрізняється тим, що ліва сторона профілю зубців заходної частини фрези виконана з додатковою прямолінійною ділянкою із збільшеним профільним кутом по відношенню до стандартного...
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою
Номер патенту: 65905
Опубліковано: 15.04.2004
Автори: Лупкін Борис Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович
МПК: B23C 3/00
Мітки: спосіб, круглих, поверхонь, обробки, фрезою, циліндричних, торцевою
Формула / Реферат:
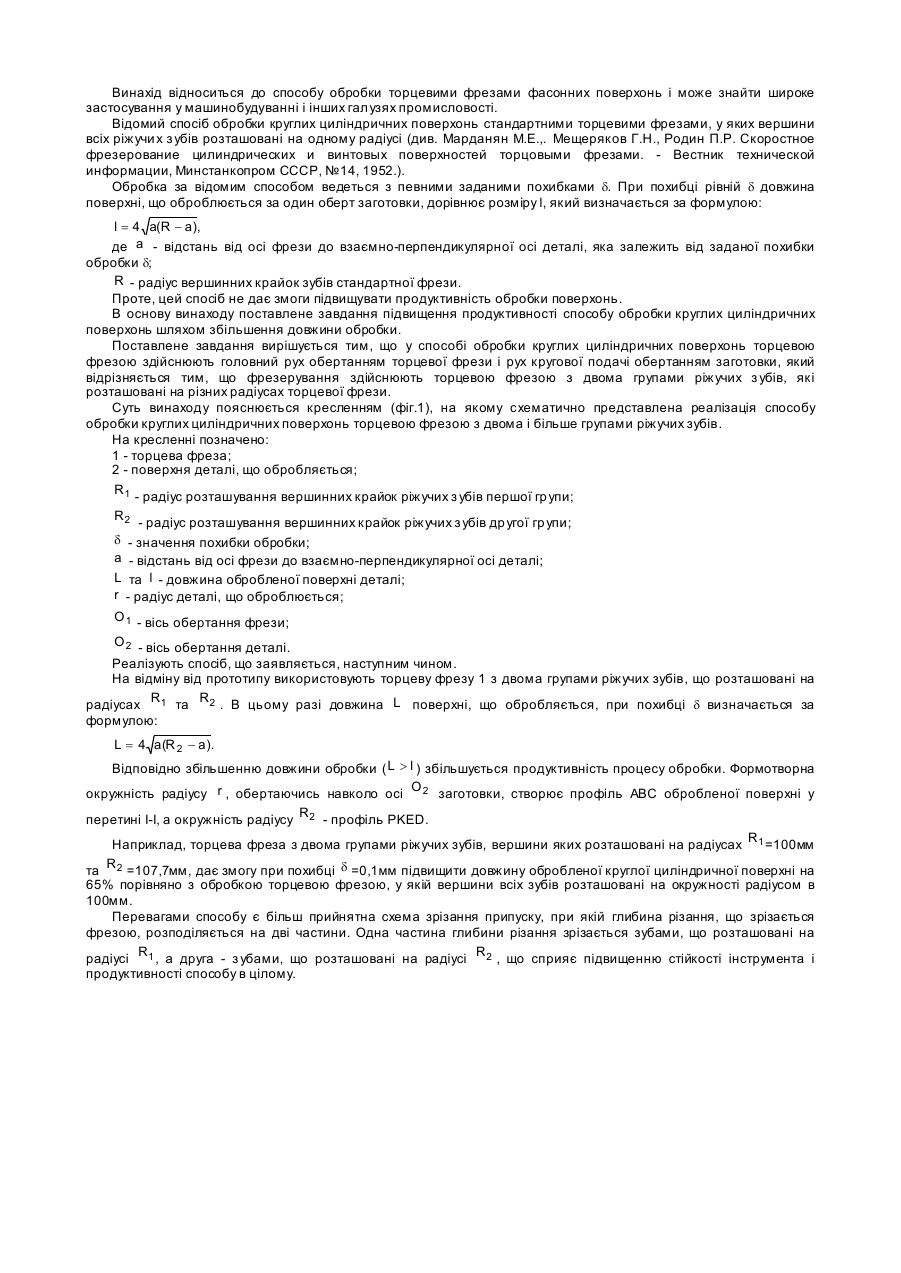
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою, в якому при фрезеруванні здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертання заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами різальних зубів, які розташовані на різних радіусах торцевої фрези.
Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою
Номер патенту: 14913
Опубліковано: 15.06.2006
Автори: Мамлюк Олег Володимирович, Равська Наталія Сергіївна, Родін Родіон Петрович, Лупкін Борис Володимирович
Мітки: спосіб, фасонною, обробки, обкочувальною, багатозубчастих, деталей, фрезою
Формула / Реферат:
Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою, який відрізняється тим, що вісь фрези розміщують нахилено стосовно осі оброблюваного колеса під кутом , який розраховують за залежністю:,де m - модуль оброблюваного колеса;
Фасонна кінцева фреза
Номер патенту: 35578
Опубліковано: 25.09.2008
Автори: Ліпський Євгеній Рудольфович, Равська Наталія Сергіївна, Скринник Павло Вадимович, Вовк Вячеслав Володимирович, Корзун Сергій Валерійович
МПК: B23C 5/10
Мітки: кінцева, фасонна, фреза
Формула / Реферат:
Фасонна кінцева фреза, яка містить циліндричну або конічну різальну частину з гвинтовими різальними кромками і гвинтовими стружковими канавками з кутом нахилу w та сферичну різальну частину фрези з торцевими різальними кромками, передні та задні поверхні фрези, які утворюють гвинтові та торцеві різальні кромки, яка відрізняється тим, що передні та задні поверхні сферичної частини фрези виконані конічними, основою конусів є торцеві різальні...
Черв’ячна фреза для нарізання зубчатих коліс
Номер патенту: 10030
Опубліковано: 17.10.2005
Автори: Равська Наталія Сергіївна, Охріменко Олександр Анатолійович, Родін Родіон Петрович, Глоба Олександр Васильович
МПК: B23F 21/00
Мітки: коліс, зубчатих, черв'ячна, фреза, нарізання
Формула / Реферат:
Черв'ячна фреза для нарізання зубчатих коліс, що містить робоче тіло і розташовані на ньому зуби, що мають передню і задню поверхні, які утворюють різальну кромку зуба фрези, яка відрізняється тим, що різальна кромка зуба має вигляд просторової кривої з опуклим профілем.
Попередній патент: Циліндричний транспортер для сільськогосподарської зернозбиральної машини
Наступний патент: Вузол наконечника і/або перехідний вузол для картриджа
Випадковий патент: Гарячекатаний профіль шпунтової палі