Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою
Номер патенту: 14913
Опубліковано: 15.06.2006
Автори: Родін Родіон Петрович, Равська Наталія Сергіївна, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
Формула / Реферат
Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою, який відрізняється тим, що вісь фрези розміщують нахилено стосовно осі оброблюваного колеса під кутом ![]() , який розраховують за залежністю:
, який розраховують за залежністю:
![]() ,
,
де m - модуль оброблюваного колеса;
![]() - кількість зубів обкочувальної зуборізної фрези;
- кількість зубів обкочувальної зуборізної фрези;
![]() - кількість зубів оброблюваного колеса;
- кількість зубів оброблюваного колеса;
![]() - міжосьова відстань.
- міжосьова відстань.
Текст
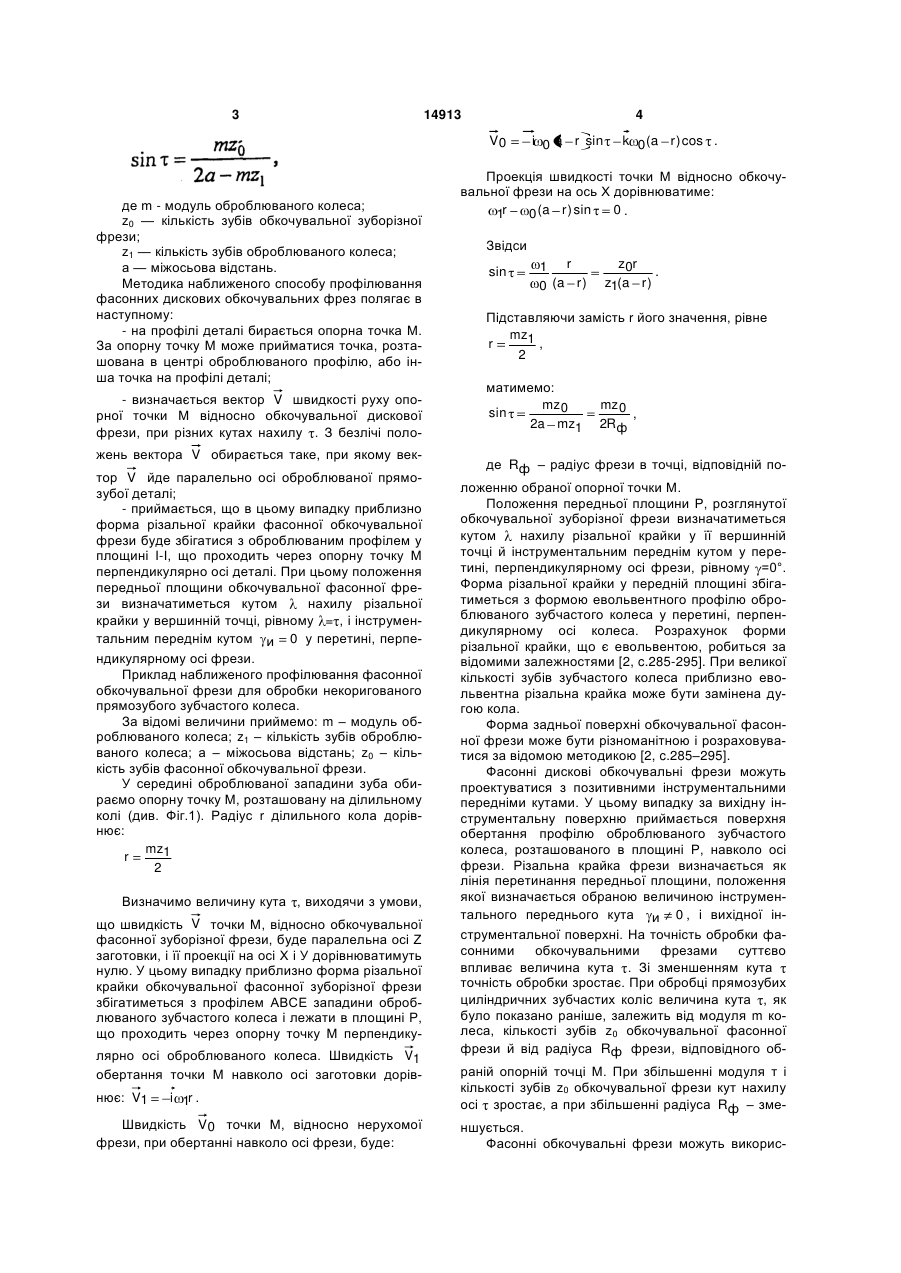
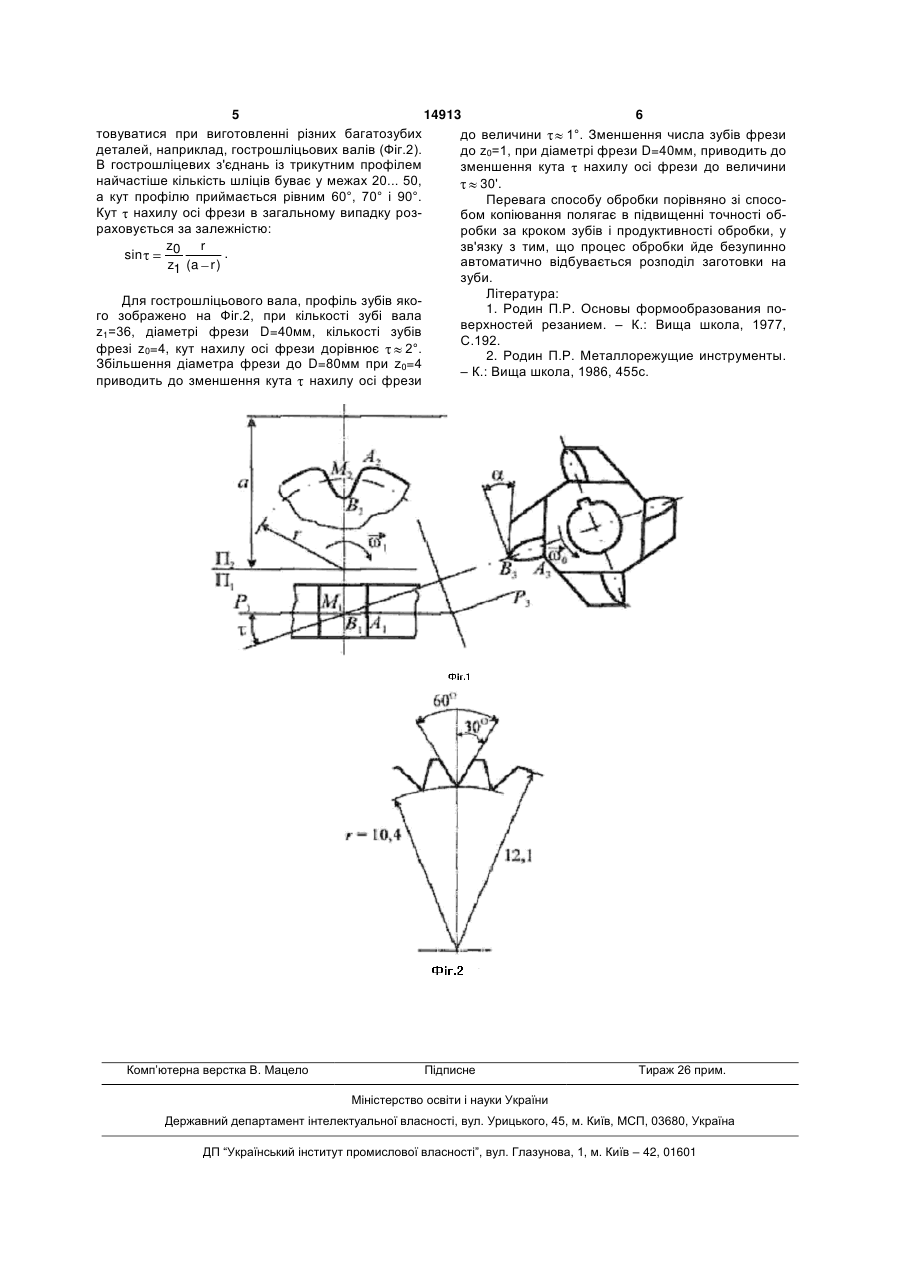
Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою, який відрізняється тим, що вісь фрези розміщують нахилено стосовно осі оброблюваного колеса під кутом , який розраховують за залежністю: mz0 , sin τ 2a mz1 де m - модуль оброблюваного колеса; z 0 - кількість зубів обкочувальної зуборізної фрези; z1 - кількість зубів оброблюваного колеса; a - міжосьова відстань. Корисна модель належить до металообробки і може бути використаний при обробці зубчастих коліс шляхом обкочування фасонними дисковими обкочувальними фрезами. При обробці багатозубих деталей у машинобудуванні використовуються різноманітні різальні інструменти, що працюють способом копіювання й обкочування. Обробка способом копіювання найчастіше не забезпечує необхідну точність за кроком оброблюваних деталей і порівняно малопродуктивна, оскільки потрібно затрачати час на періодичний поворот заготовки на наступний зуб. Прогресивнішим для обробки багатозубих деталей є спосіб обкочування черв'ячними фрезами, зуборізними долбяками та іншими інструментами. Розглянуті обкочувальні інструменти є складними за конструкцією і технологією їхнього виготовлення [1]. Більш простими є фасонні обкочувальні дискові фрези, що проектуються на базі вихідної інструментальної поверхні, утвореної по першому способу. При наближеному профілюванні фасонних обкочувальних дискових фрез можна за різальну крайку приймати профіль оброблюваної канавки прямозубої деталі, але в цьому випадку необхідно визначати кут нахилу осі фрези стосовно осі деталі. Схема формоутворення обкочувальними дисковими фрезами багатозубих деталей (Фіг.1) включає обертання заготовки навколо її осі з куто вою швидкістю (13) 14913 (11) UA де z1 – кількість зубів оброблюваного зубчастого колеса; z0 – кількість зубів обкочувальної дискової фрези. Осі заготовки й обкочувальної дискової фрези є перехресними прямими. Відстань між осями заготовки і фрези позначимо через а, а кут між ними – через . В основу корисної моделі поставлена задача вдосконалення відомого способу обробки багатозубчастих деталей фасонною обкочквальною фрезою, що дозволяє збільшити точність обробки багатозубчастих деталей. Поставлена задача досягається тим, що в способі обробки багато зубчастих деталей фасонною обкочувальною фрезою, згідно корисної моделі, вісь фрези розміщують нахилено стосовно осі оброблюваного колеса під кутом , який розраховують за залежністю: (19) осі з кутовою швидкістю 0 . Рухи обертання заготовки і фрези кінематично пов'язані один з одним і залежать від кількості зубів інструмента й оброблюваної деталі z1 0 1 z0 U 1 і обертання фрези навколо її 3 14913 4 V0 де m - модуль оброблюваного колеса; z0 — кількість зубів обкочувальної зуборізної фрези; z1 — кількість зубів оброблюваного колеса; а — міжосьова відстань. Методика наближеного способу профілювання фасонних дискових обкочувальних фрез полягає в наступному: - на профілі деталі бирається опорна точка М. За опорну точку Μ може прийматися точка, розташована в центрі оброблюваного профілю, або інша точка на профілі деталі; - визначається вектор V швидкості руху опорної точки М відносно обкочувальної дискової фрези, при різних кутах нахилу . З безлічі положень вектора V обирається таке, при якому вектор V йде паралельно осі оброблюваної прямозубої деталі; - приймається, що в цьому випадку приблизно форма різальної крайки фасонної обкочувальної фрези буде збігатися з оброблюваним профілем у площині І-І, що проходить через опорну точку М перпендикулярно осі деталі. При цьому положення передньої площини обкочувальної фасонної фрези визначатиметься кутом нахилу різальної крайки у вершинній точці, рівному = , і інструментальним переднім кутом и 0 у перетині, перпендикулярному осі фрези. Приклад наближеного профілювання фасонної обкочувальної фрези для обробки некоригованого прямозубого зубчастого колеса. За відомі величини приймемо: m – модуль оброблюваного колеса; z1 – кількість зубів оброблюваного колеса; а – міжосьова відстань; z0 – кількість зубів фасонної обкочувальної фрези. У середині оброблюваної западини зуба обираємо опорну точку М, розташовану на ділильному колі (див. Фіг.1). Радіус r ділильного кола дорівнює: mz1 r 2 Визначимо величину кута , виходячи з умови, що швидкість V точки М, відносно обкочувальної фасонної зуборізної фрези, буде паралельна осі Ζ заготовки, і її проекції на осі Χ і У дорівнюватимуть нулю. У цьому випадку приблизно форма різальної крайки обкочувальної фасонної зуборізної фрези збігатиметься з профілем АВСЕ западини оброблюваного зубчастого колеса і лежати в площині Р, що проходить через опорну точку М перпендикулярно осі оброблюваного колеса. Швидкість V1 обертання точки М навколо осі заготовки дорівнює: V1 i 1r . Швидкість V0 точки Μ, відносно нерухомої фрези, при обертанні навколо осі фрези, буде: i 0 a r sin k 0 (a r ) cos . Проекція швидкості точки Μ відносно обкочувальної фрези на ось Χ дорівнюватиме: 0. 1r 0 (a r ) sin Звідси sin 1 r 0 (a r ) z0r . z1(a r ) Підставляючи замість r його значення, рівне mz1 r , 2 матимемо: mz 0 sin 2a mz1 mz 0 , 2Rф де Rф – радіус фрези в точці, відповідній положенню обраної опорної точки М. Положення передньої площини Р, розглянутої обкочувальної зуборізної фрези визначатиметься кутом нахилу різальної крайки у її вершинній точці й інструментальним переднім кутом у перетині, перпендикулярному осі фрези, рівному =0°. Форма різальної крайки у передній площині збігатиметься з формою евольвентного профілю оброблюваного зубчастого колеса у перетині, перпендикулярному осі колеса. Розрахунок форми різальної крайки, що є евольвентою, робиться за відомими залежностями [2, c.285-295]. При великої кількості зубів зубчастого колеса приблизно евольвентна різальна крайка може бути замінена дугою кола. Форма задньої поверхні обкочувальної фасонної фрези може бути різноманітною і розраховуватися за відомою методикою [2, c.285–295]. Фасонні дискові обкочувальні фрези можуть проектуватися з позитивними інструментальними передніми кутами. У цьому випадку за вихідну інструментальну поверхню приймається поверхня обертання профілю оброблюваного зубчастого колеса, розташованого в площині Р, навколо осі фрези. Різальна крайка фрези визначається як лінія перетинання передньої площини, положення якої визначається обраною величиною інструментального переднього кута и 0 , і вихідної інструментальної поверхні. На точність обробки фасонними обкочувальними фрезами суттєво впливає величина кута . Зі зменшенням кута точність обробки зростає. При обробці прямозубих циліндричних зубчастих коліс величина кута , як було показано раніше, залежить від модуля m колеса, кількості зубів z0 обкочувальної фасонної фрези й від радіуса Rф фрези, відповідного обраній опорній точці М. При збільшенні модуля т і кількості зубів z0 обкочувальної фрези кут нахилу осі зростає, а при збільшенні радіуса Rф – зменшується. Фасонні обкочувальні фрези можуть викорис 5 14913 6 товуватися при виготовленні різних багатозубих до величини 1°. Зменшення числа зубів фрези деталей, наприклад, гострошліцьових валів (Фіг.2). до z0=1, при діаметрі фрези D=40мм, приводить до В гострошліцевих з'єднань із трикутним профілем зменшення кута нахилу осі фрези до величини найчастіше кількість шліців буває у межах 20... 50, 30'. а кут профілю приймається рівним 60°, 70° і 90°. Перевага способу обробки порівняно зі спосоКут нахилу осі фрези в загальному випадку розбом копіювання полягає в підвищенні точності обраховується за залежністю: робки за кроком зубів і продуктивності обробки, у z0 r зв'язку з тим, що процес обробки йде безупинно . sin автоматично відбувається розподіл заготовки на z1 (a r ) зуби. Література: Для гострошліцьового вала, профіль зубів яко1. Родин П.Р. Основы формообразования пого зображено на Фіг.2, при кількості зубі вала верхностей резанием. – К.: Вища школа, 1977, z1=36, діаметрі фрези D=40мм, кількості зубів С.192. фрезі z0=4, кут нахилу осі фрези дорівнює 2°. 2. Родин П.Р. Металлорежущие инструменты. Збільшення діаметра фрези до D=80мм при z0=4 – К.: Вища школа, 1986, 455с. приводить до зменшення кута нахилу осі фрези Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treatment of multi-tooth components by shaped cutter
Автори англійськоюLupkin Borys Volodymyrovych, Mamliuk Oleh Volodymyrovych, Ravska Nataliia Serhiivna, Rodin Rodion Petrovych
Назва патенту російськоюСпособ обработки многозубчатых деталей фасонной обкатывающей фрезой
Автори російськоюЛупкин Борис Владимирович, Мамлюк Олег Владимирович, Равская Наталья Сергеевна, Родин Родион Петрович
МПК / Мітки
Мітки: обкочувальною, спосіб, обробки, фрезою, фасонною, деталей, багатозубчастих
Код посилання
<a href="https://ua.patents.su/3-14913-sposib-obrobki-bagatozubchastikh-detalejj-fasonnoyu-obkochuvalnoyu-frezoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки багатозубчастих деталей фасонною обкочувальною фрезою</a>
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою
Номер патенту: 65905
Опубліковано: 15.04.2004
Автори: Лупкін Борис Володимирович, Мамлюк Олег Володимирович, Родін Родіон Петрович, Равська Наталья Сергіївна
МПК: B23C 3/00
Мітки: циліндричних, круглих, обробки, поверхонь, фрезою, спосіб, торцевою
Формула / Реферат:
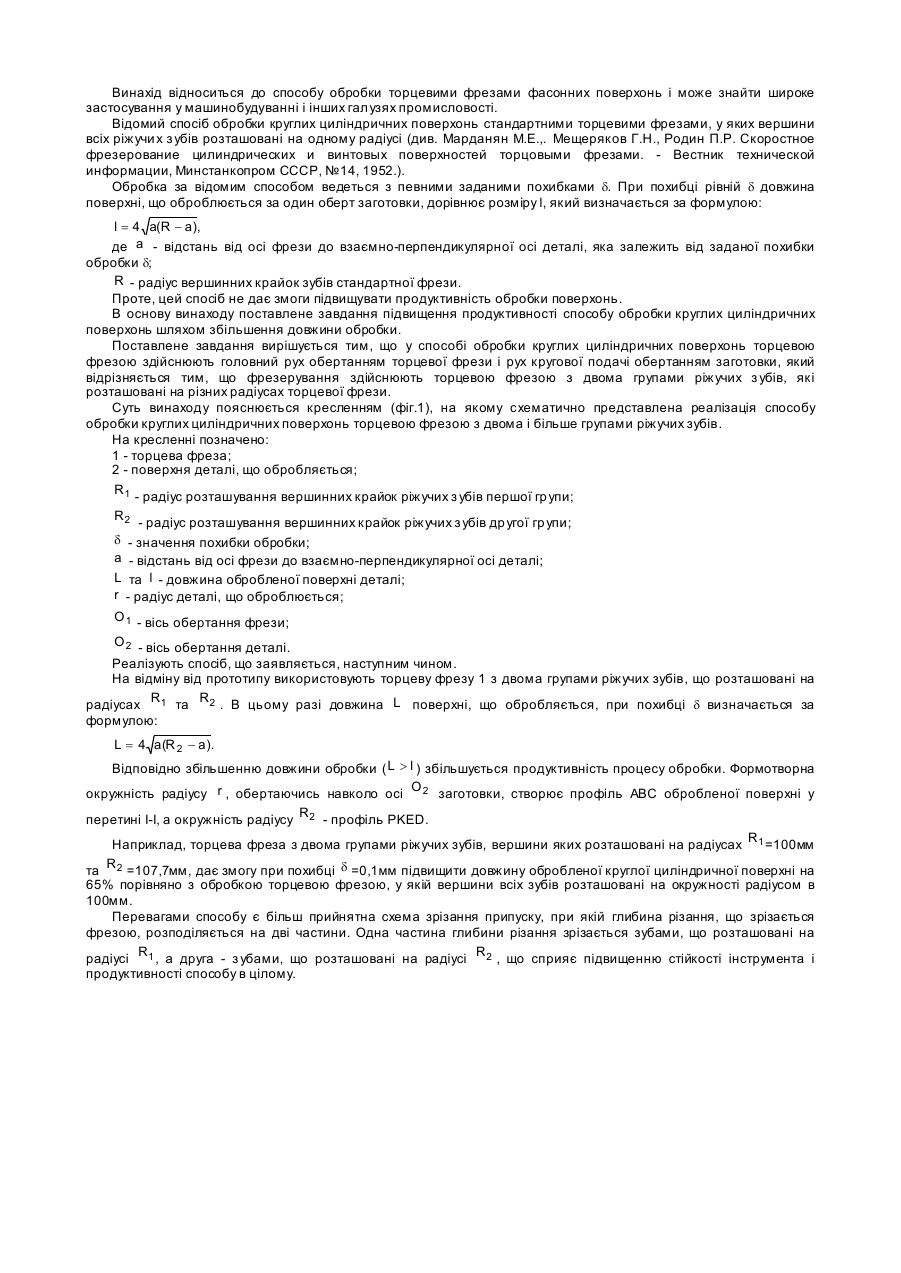
Спосіб обробки круглих циліндричних поверхонь торцевою фрезою, в якому при фрезеруванні здійснюють головний рух обертанням торцевої фрези і рух кругової подачі обертання заготовки, який відрізняється тим, що фрезерування здійснюють торцевою фрезою з двома групами різальних зубів, які розташовані на різних радіусах торцевої фрези.
Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”
Номер патенту: 53967
Опубліковано: 17.02.2003
Автори: Колесник Володимир Федорович, Давиденко Юрій Миколайович, Шаповалов Віктор Федорович, Неженець Євген Іванович
МПК: B23F 5/00
Мітки: спосіб, победа, обробки, методом, черв'ячною, фрезою, чистової, зубчастих, обкату, коліс
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми: спочатку обробляють одну бічну поверхню зубів, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у відповідний бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці...
Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею
Номер патенту: 67960
Опубліковано: 15.07.2004
Автори: Савченко Олег Констятинович, Чучин Олег Володимирович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна
МПК: B21K 23/00, B21K 21/00
Мітки: видавлювання, порожнистих, фасонною, деталей, бічною, спосіб, поверхнею
Формула / Реферат:
1. Спосіб видавлювання порожнистих деталей з фасонною бічною поверхнею, що полягає в радіальному видавлюванні матеріалу заготовки в поперечний зазор між верхньою матрицею і нижньою рухливою опорою з наступною зміною напрямку течії металу на пряме вздовж внутрішньої бічної поверхні матриці, який відрізняється тим, що верхній формотворний інструмент розділений на півматрицю й обойму, нижній робочий інструмент розділений на деформуючий...
Обкочувальна дискова фреза для обробки багатогранних валів
Номер патенту: 14837
Опубліковано: 15.05.2006
Автори: Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталія Сергіївна, Мамлюк Олег Володимирович
МПК: B23C 5/02, B23D 61/00
Мітки: обкочувальна, валів, фреза, дискова, обробки, багатогранних
Формула / Реферат:
Обкочувальна дискова фреза для обробки багатогранних валів, яка відрізняється тим, що фрезу проектують на основі вихідної інструментальної поверхні, коли за різальну крайку приймають прямолінійну характеристику (лінію контакту спряжених поверхонь), положення якої характеризується кутом , який розраховують за формулою:
Спосіб виготовлення гвинтів
Номер патенту: 64825
Опубліковано: 15.03.2004
Автор: Давиденко Андрій Костянтинович
Мітки: гвинтів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення гвинтів, який полягає у виготовленні фрези за раніше виконаними розрахунками, встановленні її на станок під кутом до осі обертання заготовки з міжосьовою відстанню між ними, обробці заготовки і перевірці форми контура зубів фрези, який відрізняється тим, що форму контура зубів фрези перевіряють комп’ютерним тестуванням по точках поперечного перерізу, проводять комп’ютерну обробку одержаних параметрів, порівнюючи їх з...
Попередній патент: Спосіб фіксації двох стулок мітрального клапана при його протезуванні
Наступний патент: Спосіб реабілітації жінок, які перенесли гнійно-септичні ускладнення після кесарева розтину
Випадковий патент: Спосіб лікування больового синдрому у жінок, хворих на хронічні запальні захворювання геніталій