Спосіб і пристрій для намотування металевої штаби

Формула / Реферат
1. Спосіб намотування металевої штаби (110) на намотувальний барабан (100), що містить тіло (119) барабана, множину сегментів (115), які розширюються або, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла (119) барабана, і множину гідравлічних циліндрів (116), за допомогою яких сегменти (115) переміщуються в радіальному напрямку, який відрізняється тим, що кожен циліндр (116) з множини циліндрів регулюють окремо.
2. Спосіб за п. 1, який відрізняється тим, що всі циліндри (116) з множини циліндрів регулюють окремо на однакове задане положення, зокрема, однакову радіальну відстань від подовжньої осі намотувального барабана.
3. Спосіб за п. 2, який відрізняється тим, що регулювання положення підтримують регулюванням зусилля.
4. Спосіб за п. 1, який відрізняється тим, що кожен циліндр (116) з множини циліндрів регулюють окремо на заданий тиск або, відповідно, задане зусилля.
5. Спосіб за п. 4, який відрізняється тим, що регулювання тиску або, відповідно, зусилля підтримують регулюванням положення.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що за рахунок визначення крутного моменту двигуна утворюють кореляцію сили натягнення в металевій штабі з розсуванням намотувального барабана (100).
7. Намотувальний барабан для намотування металевої штаби (111), що містить
тіло (119) барабана,
множину сегментів (115), які розширюються або, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла (119) барабана, і
множину гідравлічних циліндрів (116), за допомогою яких забезпечується можливість радіального переміщення сегментів (115),
який відрізняється тим, що в ньому передбачений регулювальний пристрій для регулювання кожного гідравлічного циліндра (116) окремо.
8. Намотувальний барабан за п. 7, який відрізняється тим, що кожен циліндр (116) забезпечений датчиком (117) положення.
9. Намотувальний барабан за п. 8, який відрізняється тим, що кожен циліндр (116) і/або кожен балансувальний циліндр (121) забезпечений датчиком тиску.
10. Намотувальний барабан за будь-яким з пп. 7-9, який відрізняється тим, що кожен балансувальний циліндр (121) з'єднаний з сегментом (115) з силовим або геометричним замиканням.
11. Намотувальний барабан за будь-яким з пп. 7-10, який відрізняється тим, що регулювальний пристрій має синхронізуючий пристрій для синхронізації заданих значень для окремих гідравлічних циліндрів.
12. Намотувальний барабан за будь-яким з пп. 7-11, який відрізняється тим, що в ньому передбачений засіб (122) подачі середовищ для постачання окремих циліндрів або, відповідно, балансувальних циліндрів (121) необхідним середовищем.
13. Намотувальний барабан за будь-яким з пп. 7-11, який відрізняється тим, що засіб (122) подачі середовищ забезпечує намотувальний барабан (100) середовищем, яке є щонайменше водою, для одночасного охолоджування і очищення частин намотувального барабана (100).
14. Намотувальний барабан за п. 13, який відрізняється тим, що засіб (122) подачі середовищ забезпечує також місця змащування мастилом, а також обертовий передавальний елемент (123) забезпечує вимірювальні пристрої струмом і/або напругою.
Текст
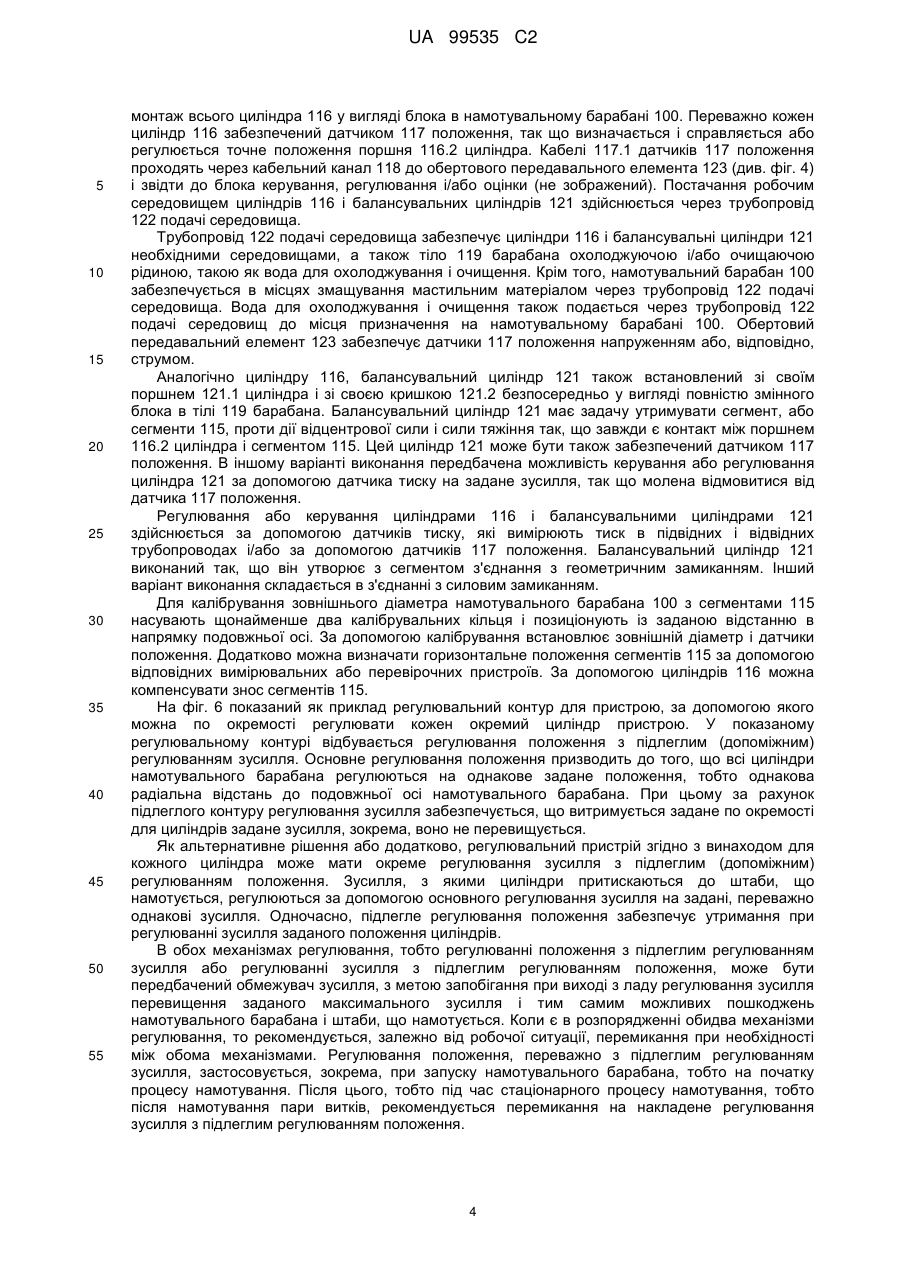
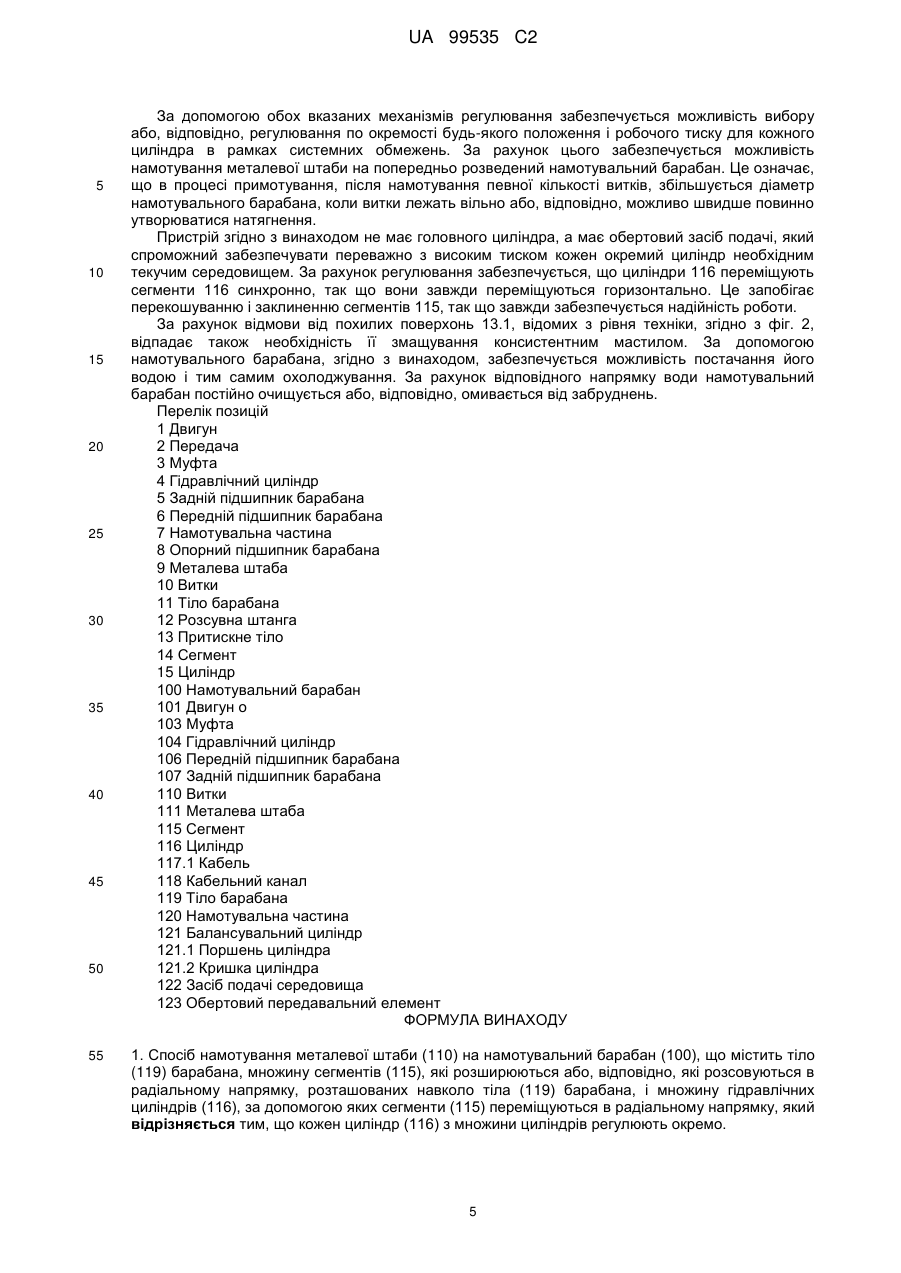
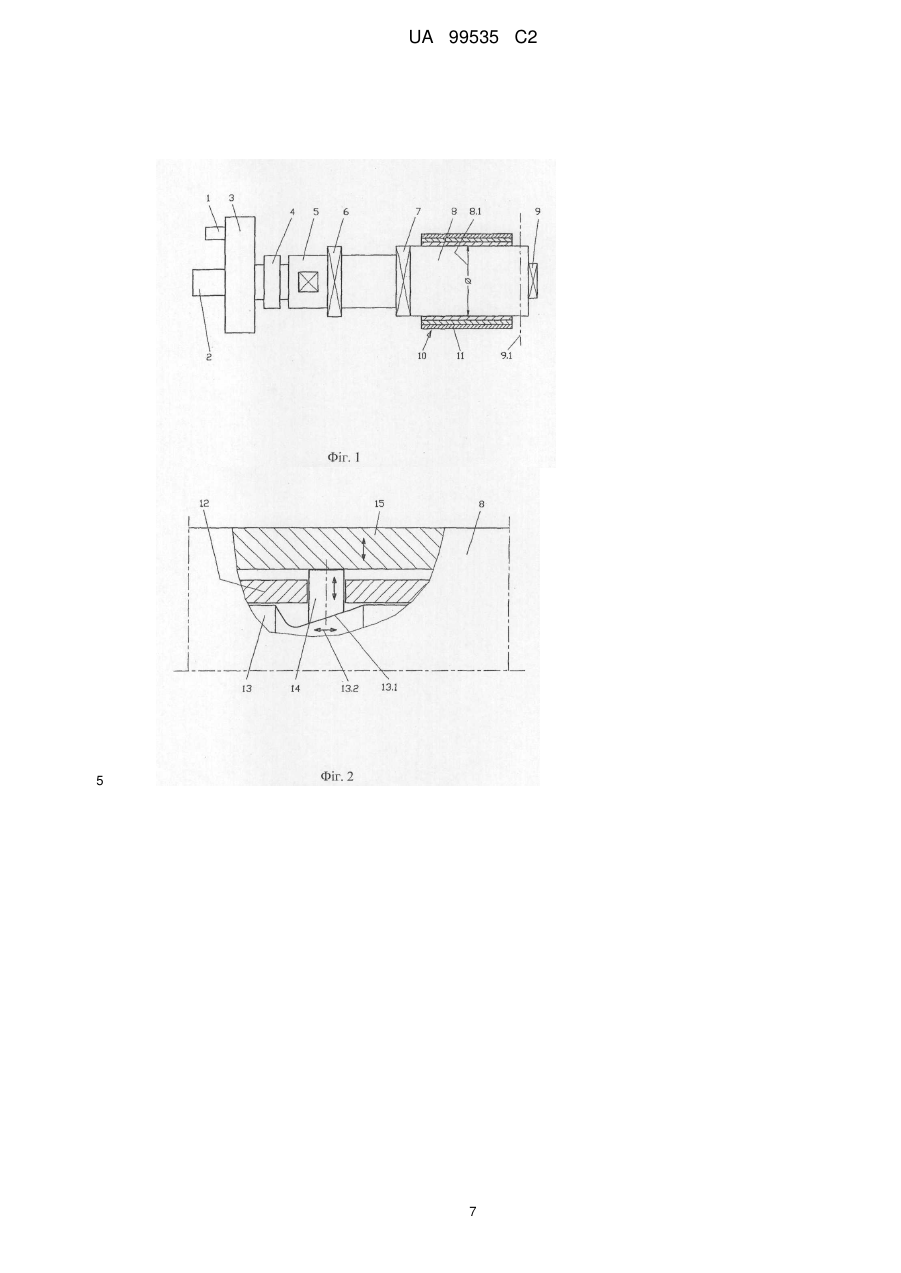
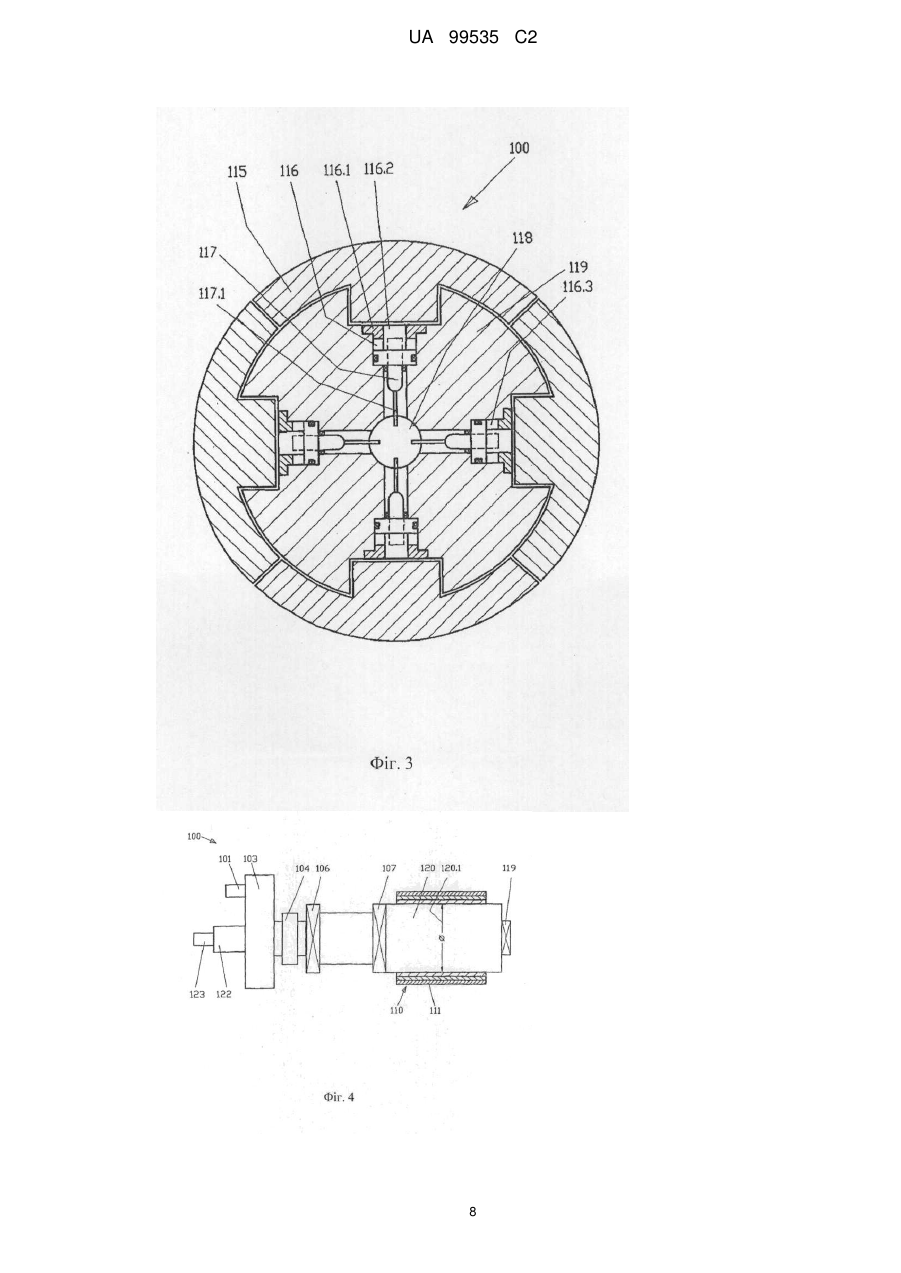
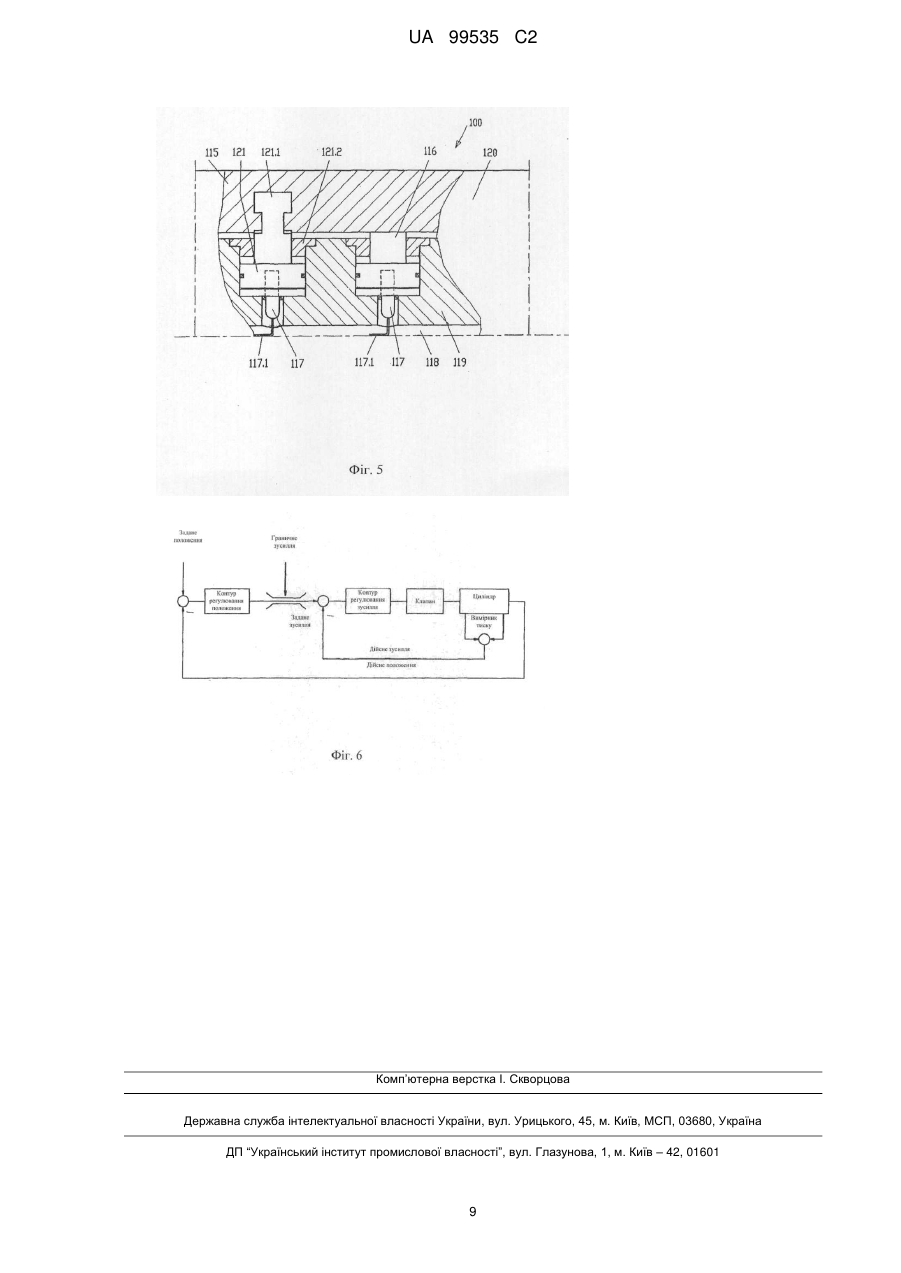
Реферат: Винахід стосується способу і намотувального барабана для намотування металевої штаби (110) на намотувальний барабан (100), при цьому намотувальний барабан (100) містить тіло (119) барабана, множину сегментів (115), які розширюються або, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла (119) барабана і множину гідравлічних циліндрів (116), за допомогою яких сегменти (115) переміщуються в радіальному напрямку. Для забезпечення можливості намотування металевої штаби з круговим отвором котушки також тоді, коли тертя в окремих циліндрах різне, відповідно до винаходу пропонується, що кожен циліндр (116) з множини циліндрів регулюють окремо. UA 99535 C2 (12) UA 99535 C2 UA 99535 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу намотування металевої штаби за допомогою - намотувального барабана з тілом барабана, - множини сегментів, що розширяються, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла барабана , - множини гідравлічних циліндрів, за допомогою яких забезпечується можливість радіального переміщення сегментів. Крім того, винахід стосується пристрою для намотування металевої штаби. У прокатних цехах металеві штаби формують в листи або в намотані рулони, так звані котушки, для забезпечення можливості транспортування, а також подальшої обробки всередині цеху або, відповідно, у клієнта. Котушки або металеві рулони виникають, коли пряму металеву штабу радіально намотують в намотувальній установці. Металева штаба є виробом з стану гарячої прокатки штаби або стану холодної прокатки штаби. Це означає, що температура металевої штаби залежно від типу установки і теплової обробки може лежати нижче або вище 100°С, зокрема, набагато вище. Намотувальні установки діють в принципі так, що металева штаба прямує на барабан, так званий намотувальний барабан. Напрямок металевої штаби навколо намотувального барабана здійснюється за допомогою напрямних елементів, таких як, наприклад, напрямні чаші, що спрямовують ролики, ремінні стрічки і т. д., які розташовані в радіальному напрямку рухомо навколо подовжньої осі намотувального барабана. Коли намотувальний барабан після примотування здатний створювати натягнення в металевій штабі, вказані вище напрямні елементи відводяться, наприклад, повертаються від металевої штаби в нейтральне положення. При необхідності, наприклад, коли металева штаба може втратити натягнення за рахунок виходу з прокатної кліті або привідного пристрою намотувальної установки, напрямні елементи знов повертаються до штаби. За рахунок цього запобігається втрата котушкою своєї форми, тобто розпускання. Намотувальна установка згідно з рівнем техніки складається, наприклад, як показано на фіг. 1 і 2, з: - двигуна 1 і передачі 3 для приводу намотувального барабана; - муфти 4, яка з'єднує привід з барабаном, - обертового або нерухомого гідравлічного циліндра 5, який з'єднаний з розтискним стрижнем 13 або розтискним блоком, - системи вимірювання шляху для вимірювання ходу циліндра (не зображена), - заднього підшипника 6 барабана і переднього підшипника 7 барабана, - намотувальної частини 8, - тіла 12 барабана, яке несе розтискний стрижень 13, а також притискне тіло 14, - сегментів 15, які утримуються планками (не зображені) тіла 12 барабана і переміщуються за допомогою притискного тіла 14 всередину або назовні, і - опорного підшипника 9 барабана. Принцип дії намотувального барабана згідно з рівнем техніки показаний точніше на фіг. 2. При намотуванні металева штаба 10 охоплює у вигляді спіралі намотувальний барабан і утворює витки 11. Намотувальні барабани спроможні збільшувати і зменшувати (розсовувати і зсувати) свої зовнішні розміри 8.1 в намотувальній частині 8. Ця функція досягається за рахунок переміщення в радіальному напрямку сегментів 15, які лежать зовні. Для примотування металеву штабу 10 спрямовують навколо розсунутого намотувального барабана. Після намотування металевої штаби 10 в котушку або, відповідно, металевий рулон необхідно знімати її з намотувального барабана для забезпечення можливості транспортування. Для цього намотувальний барабан стискується, тобто сегменти 15 переміщуються до подовжньої осі намотувального барабана і зменшується зовнішній розмір 8.1 намотувальної частини 8. Намотувальний барабан відпускає котушку. Розсувний механізм показаний на фіг. 2. Розсувна штанга 13 має щонайменше одну похилу площину 13.1, переважно декілька. За рахунок переміщення 13.2 розсувної штанги 13 в осьовому напрямку намотувального барабана ліворуч або праворуч переміщується похила площина 13.1, і притискне тіло 14 підіймається або опускається в радіальному напрямку і підіймає або опускає лежачий далі зовні в радіальному напрямку сегмент 15. Оскільки сегменти 15 намотувальної частини 8 повинні розчіплятися і стискуватися можливо рівномірніше, а також сприймати виникаючі сили, то розташовано декілька намотувальної частини. Розтискна штанга 13 з'єднана з гідравлічним циліндром 5 і одержує від нього поворотно-поступальний привід або, відповідно, силу утримування. Відомі намотувальні барабани мають загальним те, що сегменти 15 переміщуються по похилій площині 13.1. При цьому не потрібно, щоб притискне тіло 13 виконувало передачу сили 1 UA 99535 C2 5 10 15 20 25 30 35 40 45 50 55 60 або, відповідно, рух. Часто на сегментах 15 виконуються похилі площини 13.1, так що існує безпосередній контакт між розсувною штангою 13 і сегментом 15. Для утримання сегментів 15 при обертанні проти дії відцентрової сили і сили ваги в намотувальному барабані, передбачені, наприклад, планки, які встановлені з можливістю повороту в розсувній штанзі 13 і з можливістю повороту в сегментах 15. За допомогою напрямних, на які спираються сегменти 15, сегменти 15 можуть утримуватися в іншому варіанті виконання в намотувальному барабані. Оскільки розтискна штанга 13 змонтована всередині тіла 12 барабана, то для цього в опорному підшипнику 9 барабана передбачений отвір. Через цей отвір в тіло 12 барабана вводиться розсувна штанга 13. Для з'єднання опорного підшипника з тілом 12 барабана, передбачене місце 9.1 з'єднання. Воно переважно виконане у вигляді гвинтового з'єднання. Намотувальний барабан в стані гарячої прокатки штаби звичайно використовується для намотування металевих штаб товщиною від 0,8 мм до 25,4 мм. При цьому твердість може коливатися між невеликою, як, наприклад, для низьковуглецевих сталей, і високої, як наприклад, для трубних виробів (Х80, XI00 і т. д.). Однак при намотувальному барабані, згідно з вказаним вище рівнем техніки, неможлива цілеспрямована і точна установка сили. Причиною цьому є похила площина, або похилі площини, які за рахунок їх високого і невідтворюваного тертя викликають відповідний гістерезис. Складність невідтворюваності тертя основується на наявності зносу притискних тіл, сегментів і розсувної штанги. Знос виявляється у вигляді зносу матеріалу, деформації, змін шорсткості поверхні і т. д. Це посилюється тим, що можуть бути несприятливими умови змащування, оскільки, наприклад, консистентне мастило за рахунок високого тиску на отвір виходу мастила не може виходити, або ж мастило згоряє мастило змивається охолоджуючою водою. Негативно позначається що потрапляють на поверхні ковзання бруд і окалина, які забруднюють консистентне мастило і/або потрапляють між поверхнями ковзання або, відповідно, тертя. Деформації і знімання матеріалу приводять до того, що сегменти більше не можуть висуватися для бажаного зовнішнього розміру. Тобто, більше не досягається максимальний діаметр намотувального барабана і горизонтальне положення сегментів. Вирішальне значення для навантажувальності намотувального барабана є конструктивне виконання місця 9.1 з'єднання для опорного підшипника барабана. У принципі місце 9.1 з'єднання (відповідно, розділення) є слабким місцем. З рівня техніки відповідно до патенту Австрії 219940 відомий пристрій для керування намотувальними барабанами, що містять тіло барабана і два встановлених на ньому з можливістю повороту натяжних сегмента, на які впливає ряд гідравлічно розсуваючих їх поршнів, пальців або т. п., що приводяться в дію, які встановлені в тілі барабана або в з'єднаній з ним безпосередньо або опосередковано частини. На кожен з обох натяжних сегментів діє між його вільним, повернутим до іншого натяжного сегмента кінцем і його шарнірно з'єднаною частиною ряд поршнів, пальців або т. п., які гідравлічно приводяться в дію. Крім того, передбачений притискний сегмент, який входить між розсунутими один від одного натяжними сегментами. Інші намотувальні барабани, які мають циліндропоршневі блоки для розсування сегментів, відомі з публікацій DE 2620926 Al, US 3273817 і US 3414210. З ЕР 0017675 В1 відомий намотувальний барабан, що розширюється, який містить осердя, декілька розташованих навколо осердя з можливістю розширення або, відповідно, розсування в радіальному напрямку сегментів і для кожного сегмента декілька гідравлічних циліндропоршневих блоків, за допомогою яких забезпечується можливість переміщення сегментів в радіальному напрямку. Сегменти з'єднані з гідравлічними блоками в осерді. Крім того, сегменти закріплені на поршнях гідравлічних блоків, поршні виконані кільцеподібними і змонтовані навколо цапф, які в свою чергу закріплені на осерді та мають головки для обмеження радіального переміщення вгору сегментів. На радіально внутрішніх і зовнішніх боках поршнів передбачені перші та другі камери для гідравлічної рідини, так що забезпечується можливість приведення в дію гідравлічних блоків для всування і висунення сегментів. Перші камери гідравлічних блоків (для висунення сегментів) з'єднані з декількома робочими циліндрами, поршні яких призначені для спільного зсунення, так що узгоджені з одним єдиним сегментом перші камери з'єднані кожна щонайменше з двома різними робочими циліндрами. Недоліком відомого намотувального барабана є те, що циліндри, що висуваються в радіальному напрямку всі зв'язані гідравлічно один з одним. Тобто, вони мають один загальний підвідний трубопровід (напірний трубопровід) щонайменше для двох, а в більшості випадків для більше ніж двох циліндрів. У відомих намотувальних барабанах завжди встановлюються лише кінцеві положення циліндрів (повністю висунене або всунене). Подальше розведення сегментів із попередньо розведеного положення (проміжного положення сегментів) неможливе, оскільки тертя, відповідно, навантаження різне від циліндра до циліндра. Таким чином, циліндри 2 UA 99535 C2 5 10 15 20 25 30 35 40 45 50 55 60 розсовували б сегменти по-різному, і периметр котушки, який утворює зовнішній контур намотувального барабана, мав би не циліндричну форму. Таке не кругове виконання призводить до проблем при поводженні з котушкою. Тому в основу винаходу поставлена задача створення способу, за допомогою якого запобігаються вказані недоліки. Крім того, повинен бути створений пристрій для намотування металевої штаби. Ця задача вирішена відносно способу тим, що кожен циліндр з множини циліндрів регулюють по окремості (індивідуально). Вказане регулювання по окремості окремих циліндрів переважно забезпечує можливість встановлення кожного циліндра на задані індивідуально для кожного циліндра значення. Крім того, вказане індивідуальне регулювання окремих циліндрів забезпечує можливість окремого подальшого регулювання окремих циліндрів на нові задані значення, виходячи з вже попередньо розсуненого намотувального барабана. Зокрема, можна задавати будь-які задані значення, які лежать між зумовленими системою максимально можливими заданими значеннями (кінцевими значеннями). Згідно з першим прикладом виконання винаходу, здійснюють регулювання всіх циліндрів або, відповідно, балансувальних циліндрів намотувального барабана регулюють по окремості в однакове задане положення, зокрема, на однакову радіальну відстань від подовжньої осі намотувального барабана, також тоді, коли тертя або, відповідно, навантаження повинне бути різним від циліндра до циліндра. За допомогою цього регулювання переважно досягається те, що всі циліндри висунені однаково в радіальному напрямку, і що отвір котушки виконаний циліндричним або, відповідно, круглим. Як альтернативне регулювання положення рішення, циліндри можна регулювати також відносно тиску або, відповідно, зусилля. За рахунок встановлення або, відповідно, регулювання кожного циліндра з множини циліндрів намотувального барабана на однакове задане зусилля можна також створювати симетричний, зокрема, круглий отвір котушки. Подальше розсування здійснюється за допомогою регульованого тиску і/або регульованого позиціонування сегментів, при цьому можна також забезпечувати кореляцію між силою натягнення в металевій штабі з розсуванням намотувального барабана. Узгодження обох величин сили натягнення в металевій штабі та зусилля розсування в намотувальному барабані забезпечує надійне намотування і допомагає при застосуванні мінімального зусилля розсування мінімізувати пошкодження металевої штаби і максимально збільшувати термін служби конструктивних елементів намотувального барабана. Крім того, задача винаходу вирішена за допомогою пристрою для намотування металевої штаби, згідно з пунктом 5 формули винаходу. Переваги пристрою відповідають вказаним вище відносно способу перевагам. Синхронізуючий пристрій служить для забезпечення того, що для регулювання окремих циліндрів задаються, при бажанні, однакові задані значення. Інші переваги способу і пристрою, згідно з винаходом, є предметом відповідних залежних пунктів формули винаходу. За рахунок намотувального барабана, згідно з винаходом, можна відмовитися від відносно великого розсувного циліндра, розсувної штанги, притискних тіл, місця з'єднання, а також отвору в тілі барабана. Нижче приводиться більш докладний опис прикладу виконання винаходу з посиланнями на прикладені креслення, на яких схематично зображено: фіг. 1 - частковий подовжній розріз намотувального барабана згідно з рівнем техніки; фіг. 2 - частковий подовжній розріз намотувального барабана згідно з фіг. 1 з розсувним сегментом, тілом барабана і тяговою штангою; фіг. 3 - поперечний розріз намотувального барабана згідно з винаходом; фіг. 4 - частковий подовжній розріз намотувального барабана згідно з фіг. 3; фіг. 5 - частковий подовжній розріз намотувального барабана згідно з фіг. 3 з розсувним сегментом, циліндром, тілом барабана і датчиком положення; і фіг. 6 - регулювальний контур пристрою. Намотувальний барабан 100 згідно з винаходом, показаний на фіг. 3 5, виконаний в намотувальній частині 120 з циліндрами 116 і балансувальними циліндрами 121. Циліндри 116 і балансувальні циліндри 121 переміщують і/або утримують сегменти 115. Циліндри 116 і балансувальні циліндри 121 приводяться в дію, наприклад, гідравлічно. Крім мастила можна також застосовувати інші середовища, такі як, наприклад, консистентне мастило. Для передачі або, відповідно, створення зусилля розсування і переміщення сегментів 115 призначені циліндри 116. Циліндри 116, як показано на фігурах, встановлені з їх кришкою 116.1 циліндра, а також з їх поршнем 116.2 циліндра безпосередньо в тілі 119 барабана. Однак можливий також 3 UA 99535 C2 5 10 15 20 25 30 35 40 45 50 55 монтаж всього циліндра 116 у вигляді блока в намотувальному барабані 100. Переважно кожен циліндр 116 забезпечений датчиком 117 положення, так що визначається і справляється або регулюється точне положення поршня 116.2 циліндра. Кабелі 117.1 датчиків 117 положення проходять через кабельний канал 118 до обертового передавального елемента 123 (див. фіг. 4) і звідти до блока керування, регулювання і/або оцінки (не зображений). Постачання робочим середовищем циліндрів 116 і балансувальних циліндрів 121 здійснюється через трубопровід 122 подачі середовища. Трубопровід 122 подачі середовища забезпечує циліндри 116 і балансувальні циліндри 121 необхідними середовищами, а також тіло 119 барабана охолоджуючою і/або очищаючою рідиною, такою як вода для охолоджування і очищення. Крім того, намотувальний барабан 100 забезпечується в місцях змащування мастильним матеріалом через трубопровід 122 подачі середовища. Вода для охолоджування і очищення також подається через трубопровід 122 подачі середовищ до місця призначення на намотувальному барабані 100. Обертовий передавальний елемент 123 забезпечує датчики 117 положення напруженням або, відповідно, струмом. Аналогічно циліндру 116, балансувальний циліндр 121 також встановлений зі своїм поршнем 121.1 циліндра і зі своєю кришкою 121.2 безпосередньо у вигляді повністю змінного блока в тілі 119 барабана. Балансувальний циліндр 121 має задачу утримувати сегмент, або сегменти 115, проти дії відцентрової сили і сили тяжіння так, що завжди є контакт між поршнем 116.2 циліндра і сегментом 115. Цей циліндр 121 може бути також забезпечений датчиком 117 положення. В іншому варіанті виконання передбачена можливість керування або регулювання циліндра 121 за допомогою датчика тиску на задане зусилля, так що молена відмовитися від датчика 117 положення. Регулювання або керування циліндрами 116 і балансувальними циліндрами 121 здійснюється за допомогою датчиків тиску, які вимірюють тиск в підвідних і відвідних трубопроводах і/або за допомогою датчиків 117 положення. Балансувальний циліндр 121 виконаний так, що він утворює з сегментом з'єднання з геометричним замиканням. Інший варіант виконання складається в з'єднанні з силовим замиканням. Для калібрування зовнішнього діаметра намотувального барабана 100 з сегментами 115 насувають щонайменше два калібрувальних кільця і позиціонують із заданою відстанню в напрямку подовжньої осі. За допомогою калібрування встановлює зовнішній діаметр і датчики положення. Додатково можна визначати горизонтальне положення сегментів 115 за допомогою відповідних вимірювальних або перевірочних пристроїв. За допомогою циліндрів 116 можна компенсувати знос сегментів 115. На фіг. 6 показаний як приклад регулювальний контур для пристрою, за допомогою якого можна по окремості регулювати кожен окремий циліндр пристрою. У показаному регулювальному контурі відбувається регулювання положення з підлеглим (допоміжним) регулюванням зусилля. Основне регулювання положення призводить до того, щовсі циліндри намотувального барабана регулюються на однакове задане положення, тобто однакова радіальна відстань до подовжньої осі намотувального барабана. При цьому за рахунок підлеглого контуру регулювання зусилля забезпечується, що витримується задане по окремості для циліндрів задане зусилля, зокрема, воно не перевищується. Як альтернативне рішення або додатково, регулювальний пристрій згідно з винаходом для кожного циліндра може мати окреме регулювання зусилля з підлеглим (допоміжним) регулюванням положення. Зусилля, з якими циліндри притискаються до штаби, що намотується, регулюються за допомогою основного регулювання зусилля на задані, переважно однакові зусилля. Одночасно, підлегле регулювання положення забезпечує утримання при регулюванні зусилля заданого положення циліндрів. В обох механізмах регулювання, тобто регулюванні положення з підлеглим регулюванням зусилля або регулюванні зусилля з підлеглим регулюванням положення, може бути передбачений обмежувач зусилля, з метою запобігання при виході з ладу регулювання зусилля перевищення заданого максимального зусилля і тим самим можливих пошкоджень намотувального барабана і штаби, що намотується. Коли є в розпорядженні обидва механізми регулювання, то рекомендується, залежно від робочої ситуації, перемикання при необхідності між обома механізмами. Регулювання положення, переважно з підлеглим регулюванням зусилля, застосовується, зокрема, при запуску намотувального барабана, тобто на початку процесу намотування. Після цього, тобто під час стаціонарного процесу намотування, тобто після намотування пари витків, рекомендується перемикання на накладене регулювання зусилля з підлеглим регулюванням положення. 4 UA 99535 C2 5 10 15 20 25 30 35 40 45 50 55 За допомогою обох вказаних механізмів регулювання забезпечується можливість вибору або, відповідно, регулювання по окремості будь-якого положення і робочого тиску для кожного циліндра в рамках системних обмежень. За рахунок цього забезпечується можливість намотування металевої штаби на попередньо розведений намотувальний барабан. Це означає, що в процесі примотування, після намотування певної кількості витків, збільшується діаметр намотувального барабана, коли витки лежать вільно або, відповідно, можливо швидше повинно утворюватися натягнення. Пристрій згідно з винаходом не має головного циліндра, а має обертовий засіб подачі, який спроможний забезпечувати переважно з високим тиском кожен окремий циліндр необхідним текучим середовищем. За рахунок регулювання забезпечується, що циліндри 116 переміщують сегменти 116 синхронно, так що вони завжди переміщуються горизонтально. Це запобігає перекошуванню і заклиненню сегментів 115, так що завжди забезпечується надійність роботи. За рахунок відмови від похилих поверхонь 13.1, відомих з рівня техніки, згідно з фіг. 2, відпадає також необхідність її змащування консистентним мастилом. За допомогою намотувального барабана, згідно з винаходом, забезпечується можливість постачання його водою і тим самим охолоджування. За рахунок відповідного напрямку води намотувальний барабан постійно очищується або, відповідно, омивається від забруднень. Перелік позицій 1 Двигун 2 Передача 3 Муфта 4 Гідравлічний циліндр 5 Задній підшипник барабана 6 Передній підшипник барабана 7 Намотувальна частина 8 Опорний підшипник барабана 9 Металева штаба 10 Витки 11 Тіло барабана 12 Розсувна штанга 13 Притискне тіло 14 Сегмент 15 Циліндр 100 Намотувальний барабан 101 Двигун о 103 Муфта 104 Гідравлічний циліндр 106 Передній підшипник барабана 107 Задній підшипник барабана 110 Витки 111 Металева штаба 115 Сегмент 116 Циліндр 117.1 Кабель 118 Кабельний канал 119 Тіло барабана 120 Намотувальна частина 121 Балансувальний циліндр 121.1 Поршень циліндра 121.2 Кришка циліндра 122 Засіб подачі середовища 123 Обертовий передавальний елемент ФОРМУЛА ВИНАХОДУ 1. Спосіб намотування металевої штаби (110) на намотувальний барабан (100), що містить тіло (119) барабана, множину сегментів (115), які розширюються або, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла (119) барабана, і множину гідравлічних циліндрів (116), за допомогою яких сегменти (115) переміщуються в радіальному напрямку, який відрізняється тим, що кожен циліндр (116) з множини циліндрів регулюють окремо. 5 UA 99535 C2 5 10 15 20 25 30 35 2. Спосіб за п. 1, який відрізняється тим, що всі циліндри (116) з множини циліндрів регулюють окремо на однакове задане положення, зокрема, однакову радіальну відстань від подовжньої осі намотувального барабана. 3. Спосіб за п. 2, який відрізняється тим, що регулювання положення підтримують регулюванням зусилля. 4. Спосіб за п. 1, який відрізняється тим, що кожен циліндр (116) з множини циліндрів регулюють окремо на заданий тиск або, відповідно, задане зусилля. 5. Спосіб за п. 4, який відрізняється тим, що регулювання тиску або, відповідно, зусилля підтримують регулюванням положення. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що за рахунок визначення крутного моменту двигуна утворюють кореляцію сили натягнення в металевій штабі з розсуванням намотувального барабана (100). 7. Намотувальний барабан для намотування металевої штаби (111), що містить тіло (119) барабана, множину сегментів (115), які розширюються або, відповідно, які розсовуються в радіальному напрямку, розташованих навколо тіла (119) барабана, і множину гідравлічних циліндрів (116), за допомогою яких забезпечується можливість радіального переміщення сегментів (115), який відрізняється тим, що в ньому передбачений регулювальний пристрій для регулювання кожного гідравлічного циліндра (116) окремо. 8. Намотувальний барабан за п. 7, який відрізняється тим, що кожен циліндр (116) забезпечений датчиком (117) положення. 9. Намотувальний барабан за п. 8, який відрізняється тим, що кожен циліндр (116) і/або кожен балансувальний циліндр (121) забезпечений датчиком тиску. 10. Намотувальний барабан за будь-яким з пп. 7-9, який відрізняється тим, що кожен балансувальний циліндр (121) з'єднаний з сегментом (115) з силовим або геометричним замиканням. 11. Намотувальний барабан за будь-яким з пп. 7-10, який відрізняється тим, що регулювальний пристрій має синхронізуючий пристрій для синхронізації заданих значень для окремих гідравлічних циліндрів. 12. Намотувальний барабан за будь-яким з пп. 7-11, який відрізняється тим, що в ньому передбачений засіб (122) подачі середовищ для постачання окремих циліндрів або, відповідно, балансувальних циліндрів (121) необхідним середовищем. 13. Намотувальний барабан за будь-яким з пп. 7-11, який відрізняється тим, що засіб (122) подачі середовищ забезпечує намотувальний барабан (100) середовищем, яке є щонайменше водою, для одночасного охолоджування і очищення частин намотувального барабана (100). 14. Намотувальний барабан за п. 13, який відрізняється тим, що засіб (122) подачі середовищ забезпечує також місця змащування мастилом, а також обертовий передавальний елемент (123) забезпечує вимірювальні пристрої струмом і/або напругою. 6 UA 99535 C2 5 7 UA 99535 C2 8 UA 99535 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for winding metal strip
Автори англійськоюKipping, Matthias, Franz, Rolf
Назва патенту російськоюСпособ и устройство для намотки металлической полосы
Автори російськоюКиппинг Маттиас, Франц Рольф
МПК / Мітки
МПК: B65H 75/00, B21C 47/30
Мітки: металевої, штаби, спосіб, пристрій, намотування
Код посилання
<a href="https://ua.patents.su/11-99535-sposib-i-pristrijj-dlya-namotuvannya-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для намотування металевої штаби</a>
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Боймер Клаус, Гінсберг Клаус, Тушхофф Маттіас
МПК: B21C 47/28, B21C 47/00, B21C 47/24
Мітки: спосіб, варіанти, холоднокатаної, тонкої, стрічки, металевої, гаряче, намотування, пристрій, стальної, зокрема
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Тіщенко Андрій Миколайович, Білобров Юрій Миколайович, Єршов Валентин Олександрович, Осокін Анатолій Андрійович
МПК: B21C 47/02
Мітки: намотування, барабан, моталки, печі, спосіб, штаби
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 75750
Опубліковано: 15.05.2006
Автори: Єршов Валентин Олександрович, Богданова Людмила Василівна, Тіщенко Андрій Миколайович, Панченко Віктор Миколайович
МПК: B21C 47/26, B21C 47/02
Мітки: барабан, намотування, моталки, штаби, печі, спосіб
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, при якому здійснюють подачу штаби у проріз нерухомого барабана моталки з наступним прикладанням до нього робочого крутильного моменту, вплив на штабу з боку привідного відхильного ролика, і формування витків рулону з перекриттям ними переднього кінця штаби, розташованої у прорізі барабана, і накладенням кожного витка на ділянку барабана з прорізом, який відрізняється тим, що в процесі...
Спосіб та пристрій для виготовлення металевої штаби
Номер патенту: 32571
Опубліковано: 15.02.2001
Автори: МАРЛОУ Джон, ТЕНГ Най-Йонг, НІССЕН Пол, ВІНЦЕ Алберт, СЕЙМОР Теодор, ЛУІС Джералд, КАЛКІН Патрик
МПК: H01M 4/64, B22D 25/00, B22D 11/06
Мітки: штаби, пристрій, металевої, спосіб, виготовлення
Текст:
...известных процессов На фиг 1 схематически изображена линия для непрерывной разливки металлической полосы 1 Линия непрерывной разливки включает разливочный барабан 2, соединенный одной стороной с разливочным устройством 3, а другой стороной со съемной плитой 4, проходящей через агрегат 5 для продольной резки полосы 1, в котором происходит подрезка боковых краев полосы 1 Затем линия разливки проходит под последовательными газовыми...
Спосіб і пристрій для виробництва металевої штаби
Номер патенту: 90295
Опубліковано: 26.04.2010
Автор: Денкер Вольфганг
МПК: B21B 37/48, B21B 38/00
Мітки: пристрій, виробництва, штаби, металевої, спосіб
Формула / Реферат:
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень...
Попередній патент: Спосіб і пристрій для відливання під тиском для виготовлення пакувальної ємності
Наступний патент: Пристрій для змішування з індукційним нагріванням
Випадковий патент: Опорний пристрій консолі прольотної будови мосту