Спосіб і пристрій для виробництва металевої штаби
Формула / Реферат
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень розтягнення, які використовують при виробництві металевої штаби (1), який відрізняється тим, що для визначення внутрішніх напружень розтягнення або різниць внутрішніх напружень розтягнення металеву штабу (1) опромінюють джерелом (6) світла і проводять зйомку за допомогою двох камер (7, 8) з двох різних напрямів.
2. Спосіб за п. 1, який відрізняється тим, що натягнення (S) металевої штаби вибирають в залежності від встановлених в металевій штабі (1) внутрішніх напружень розтягнення.
3. Спосіб за п. 2, який відрізняється тим, що при зростаючих внутрішніх напруженнях розтягнення в металевій штабі (1) натягнення (S) металевої штаби підвищують.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що діючі в металевій штабі (1) внутрішні напруження розтягнення визначають неодноразово через короткі проміжки часу.
5. Спосіб за п. 4, який відрізняється тим, що зміну діючих в металевій штабі (1) внутрішніх напружень розтягнення визначають порівнянням великої кількості встановлених у часові інтервали внутрішніх напружень розтягнення.
6. Пристрій для виробництва металевої штаби (1), з декількома роликами (2, 3, 4, 5), по яких металева штаба (1) проводиться під таким натягненням (S) штаби і в такому напрямі (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), зокрема для реалізації способу за будь-яким із пп. 1-5, який відрізняється тим, що містить систему, що складається з щонайменше одного освітлюючого металеву штабу (1) джерела (6) світла, яке розташоване між двома роликами (2, 3), та двох камер (7, 8), які розташовані в зоні джерела світла (6) та виконані з можливістю проведення зйомки освітленої металевої штаби (1), при цьому згадана система виконана з можливістю встановлення діючих в металевій штабі (1) внутрішніх напружень розтягнення, а обидві камери (7, 8) розташовані на відстані одна від одної з можливістю проведення зйомки металевої штаби (1) з двох різних напрямків.
7. Пристрій за п. 6, який відрізняється тим, що містить приймальні засоби (9) для записування прийнятого від камери або камер (7, 8) зображення в коротких часових інтервалах.
8. Пристрій за п. 7, який відрізняється тим, що містить обчислювальні засоби (10) для порівняння прийнятих від камери або камер (7, 8) зображень, з'єднані з приймальними засобами (9).
Текст
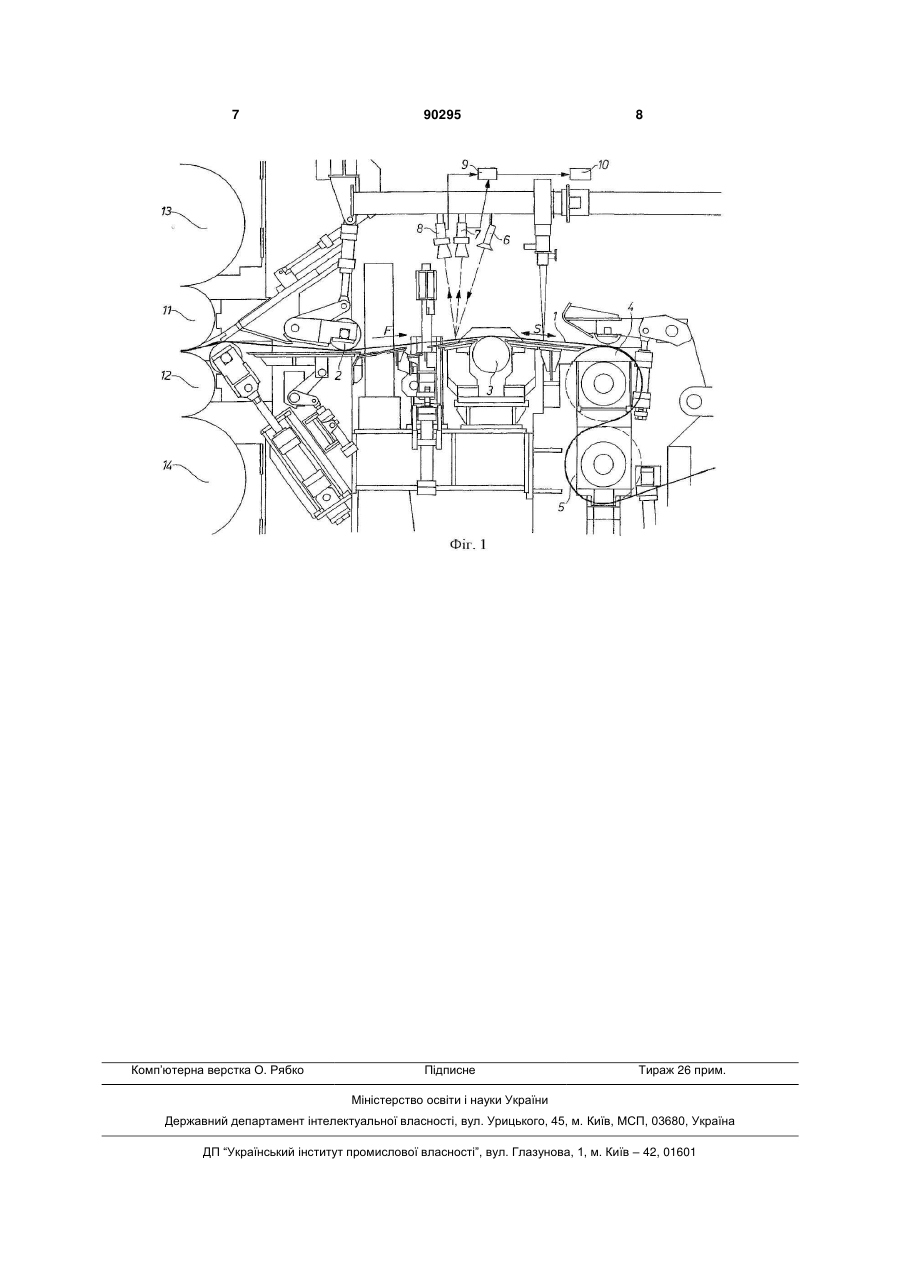
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень розтягнення, які використовують при виробництві металевої штаби (1), який відрізняється тим, що для визначення внутрішніх напружень розтягнення або різниць внутрішніх напружень розтягнення металеву штабу (1) опромінюють джерелом (6) світла і проводять зйомку за допомогою двох камер (7, 8) з двох різних напрямів. 2. Спосіб за п. 1, який відрізняється тим, що натягнення (S) металевої штаби вибирають в залежності від встановлених в металевій штабі (1) внутрішніх напружень розтягнення. 3. Спосіб за п. 2, який відрізняється тим, що при зростаючих внутрішніх напруженнях розтягнення в C2 2 (19) 1 3 робляться оптично видимими, і встановлені напруження або різниці напружень оцінюються при виробництві металевої штаби. Далі винахід стосується пристрою для виробництва металевої штаби. При чорновому і подальшому прокатуванні металевих штаб площинність, нарівні з товщиною і чистотою штаби, є вирішальним показником якості. Тому при виробництві металевої штаби потрібно робити технічний огляд штаби з метою забезпечення якості продукції, причому в цьому випадку на основі встановленого результату технічного огляду повинен здійснюватися вплив на процес виробництва. При цьому металева штаба при процесі прокатування часто піддається вимірюванню площинності, причому повинна встановлюватися неплощинність штаби. Для цього відомі ролики для вимірювання площинності, які притискують із заздалегідь заданим зусиллям до металевої штаби, що проводиться під натягненням і рухається. По вимірюванню притиснення ролика для вимірювання площинності внаслідок неплощинностей металевої штаби може робитися висновок про наявні неплощинності металевої штаби. Відомі також системи, які візуалізують відмінності натягнення за допомогою коливань. Неплощинності в металевій штабі можуть встановлюватися не тільки за допомогою контактуючих роликів, але і безконтактно. Для цього, наприклад, документ JP 2000046752 А пропонує оптичну систему, яка містить освітлювальний пристрій для штаби і камеру. При цьому можливо вимірювати характеристики поверхні металевої штаби в трьох вимірюваннях і відображати результат вимірювань. Площинність металевої штаби може оцінюватися також за допомогою пристрою, який відомий з документа ЕР 1 418 400 А2. Тут також відхилення в площинності встановлюють за допомогою камери (ПЗС-камера: Charge-coupled-device - камера). Схожі системи відомі з документів DE 197 58 466 А1 і DE 199 32 324 А1. Далі, документи DE 199 19 801 А1 і DE 197 19 994 А1 пропонують способи, для встановлення натягнення в металевій штабі. При цьому упор робиться на відхилення штаби від ідеального положення, це відхилення вимірюється і робиться висновок про переважаючі в штабі напруження. У всіх цих вищезазначених випадках вимірюються неплощинності поверхні штаби, а потім при необхідності реагують за допомогою зміни параметрів процесу. Встановлено, що, зокрема, при відповідному натягненні штаби результат вимірювань буває важко інтерпретувати, оскільки в залежності від натягнення штаби, яке впливає на металеву штабу, змінюється і площинність. Тобто на основі натягнення штаби, якому піддається матеріал, що прокатується, в процесі прокатування, не можуть або тільки зі складностями можуть визначатися відмінності напружень по ширині штаби, які виявляються в формі хвилястостей і відповідно неплощинності. 90295 4 Зокрема, бажано, щоб була можливість візуалізації розподілу напружень по ширині металевої штаби для того, щоб зробити висновки про якість штаби. При цьому такий пристрій повинен бути по можливості більш компактним і не вимагати ніяких високих витрат при установленні і при експлуатації. Тому, в основі винаходу лежить задача вдосконалення способу і відповідного пристрою згаданого на початку вигляду так, щоб також при високому натягненні штаби було можливо одержувати відомості, які дозволяють керувати виробничим процесом так, щоб оптимізувати якість штаби. Ця задача вирішується, згідно з винаходом, за допомогою того, що металева штаба опромінюється джерелом світла і проводиться зйомка за допомогою двох камер і з двох різних напрямів. На відміну від відомих рішень, таким чином вимірюються оптично видимі напруження розтягнення в металевій штабі, які використовуються при оцінці якості штаби і, при необхідності, для керування і відповідно регулювання виробничого процесу. При цьому через різні напружені стани в штабі встановлюються нерівності штаби, і в цьому відношенні по напруженнях робляться непрямі висновки про неплощинність. Подальше удосконалення передбачає, що натягнення металевої штаби вибирають в залежності від встановлених в металевій штабі напружень розтягнення. При цьому переважно виходять з того, що при зростаючому напруженні розтягнення в металевій штабі впливаюче на металеву штабу натягнення штаби підвищується. За допомогою установлення більш високого або більш низького окремого напруження може відбуватися безпосереднє втручання в контур регулювання для впливу на площинність. Діючі в металевій штабі напруження розтягнення, які можуть встановлюватися за допомогою вищезазначеної дії, коректуються переважно неодноразово через короткі часові інтервали. Зміна діючих в металевій штабі напружень розтягнення може фіксуватися при порівнянні великого числа встановлених у часовому інтервалі напружень розтягнення. За допомогою множини зображень, що ідуть одне за одним, протягом короткого часу можна представляти картини розподілу напружень також для штаб, що швидко рухаються. Пристрій для виробництва металевої штаби містить декілька роликів, по яких металева штаба проводиться під таким натягненням штаби і рухається в такому напрямі подачі, що вона є по суті гладкою щонайменше між двома роликами. Згідно з винаходом, передбачено, що між двома роликами розташований щонайменше одне, освітлююче металеву штабу, джерело світла і в області джерела світла розташовані дві камери, які проводять зйомку освітленої металевої штаби, причому система, яка складається з джерела світла і камер, пристосована для визначення діючих в металевій штабі напружень розтягнення, причому обидві камери розташовані на відстані одна від одної, так що вони проводять зйомку металевої штаби з двох різних напрямів. Камери є переважно цифровими. 5 Далі, можуть бути передбачені приймальні засоби, які записують прийняте від камери або камер зображення через короткі проміжки часу. Нарешті, може бути передбачено, щоб приймальні засоби підтримували зв'язок з обчислювальними засобами, які призначені для порівняння прийнятих від камери або камер зображень. За допомогою запропонованих дій можна проводити металеву штабу по роликах з відносно високим натягненням і разом з тим по суті гладко і, проте, мати можливість фіксувати - при знятті високого натягнення штаби - як це задано, неплощинності штаби. Встановлені напруження при розтягненні дають хороші відомості про якість виготовленої штаби, так що в цьому випадку можна впливати на параметри виробництва. Подальші ознаки і подробиці винаходу виходять з формули винаходу і опису представленого на кресленні прикладу виконання винаходу. Єдине креслення показує вигляд збоку прокатного пристрою для виробництва металевої штаби. Металева штаба 1 в лівій області креслення прокатується в прокатній кліті двома робочим валками 11 і 12, які підпираються двома опорним валками 13 і 14. Металева штаба 1 проводиться потім в напрямі F подачі із заданою швидкістю подачі, причому вона знаходиться під визначеним натягненням S штаби. Натягнення S штаби підтримується за допомогою того, що металеву штабу 1 проводять показаним на кресленні способом, тобто вона проводиться S-подібно, зокрема - на правій стороні креслення - за допомогою двох роликів 4 і 5, так що може підтримуватися бажаний рівень натягнення S штаби між валками 11, 12 і роликами 4, 5. Внаслідок натягнення S металева штаба 1 має високий ступінь площинності, тобто неплощинність поверхні незначна. Між двома роликами 2 і 3 металева штаба 1 проводиться по суті гладко. Там розташоване джерело 6 світла, за допомогою якого може освітлюватися поверхня металевої штаби 1. Далі в двох різних місцях розташовані дві камери 7 і 8, які можуть проводити зйомку двох зображень поверхні штаби. Система, що складається з джерела 6 світла і камер 7 і 8, яка придатна для реалізації відповідних винаходу дій, відома, наприклад, під позначенням Q-400 як цифрова тривимірна кореляційна 90295 6 система фірми DANTEC Ettemeyer GmbH, Elchingen, Німеччина, і доступна (www.dantecettemeyer.com). Система, що є в розпорядженні, добре придатна для візуалізації і оцінки внутрішніх напружень в по суті гладкій металевій штабі, навіть якщо до того ж повинні бути необхідні в незначній мірі коливання натягнення штаби. Камери 7, 8 підтримують зв'язок з приймальним засобом 9, який може записувати множину знімків за короткий час. Прийняті зображення можуть оцінюватися в приєднаному обчислювальному засобі 10, причому можливо, зокрема, спостерігати розподіл напружень при розтягненні металевої штаби 1, а також їх часову зміну. У залежності від цього може виявлятися вплив на процес виробництва металевої штаби 1. Переважно в металевій штабі 1 при вимірюванні напружень підтримується натягнення штаби, яке відповідає щонайменше 10% межі текучості матеріалу металевої штаби. Використання встановлених напружень або різниць напружень в металевій штабі 1 при виробництві металевої штаби 1 може полягати вже в тому, що спостерігалися напруження в штабі і тільки у разі необхідності, тобто якщо співвідношення розподілу напружень в штабі перевищують допустимі значення, здійснюються відповідні заходи. Однак, може передбачатися, щоб встановлені значення були використані в закритому контурі регулювання безпосередньо в процесі виробництва металевої штаби. Перелік основних позначень: 1 - металева штаба 2 - ролик 3 - ролик 4 - ролик 5 - ролик 6 - джерело світла 7 - камера 8 - камера 9 - приймальний засіб 10 - обчислювальний засіб 11 - робочий валок 12 - робочий валок 13 - опорний валок 14 - опорний валок S - натягнення штаби F - напрям подачі 7 Комп’ютерна верстка О. Рябко 90295 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacturing metallic strip
Автори англійськоюDENKER, Wolfgang
Назва патенту російськоюСпособ и устройство производства металлической полосы
Автори російськоюДенкер Вольфганг
МПК / Мітки
МПК: B21B 37/48, B21B 38/00
Мітки: металевої, спосіб, виробництва, штаби, пристрій
Код посилання
<a href="https://ua.patents.su/4-90295-sposib-i-pristrijj-dlya-virobnictva-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виробництва металевої штаби</a>
Спосіб виробництва литої металевої штаби та двовалковий розливний пристрій для його здійснення
Номер патенту: 84703
Опубліковано: 25.11.2008
Автори: Бруммейер Маркус, Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B22D 11/106, B22D 43/00, B22D 11/06
Мітки: виробництва, спосіб, двовалковий, пристрій, металевої, литої, здійснення, розливний, штаби
Формула / Реферат:
1. Спосіб виробництва литої металевої штаби з використанням двох ливарних валків (1, 2) і двох бокових пластин (3, 4), що разом утворюють простір (5) для розплаву і ливарний розхил (7), причому рідкий метал подають до простору (5) для розплаву металу й у цьому просторі (5) утворюють плавильну ванну з поверхнею (8) плавильної ванни, і литу металеву штабу (13) подають з простору (5) для розплаву через ливарний розхил (7), і під дією принаймні...
Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Номер патенту: 80956
Опубліковано: 26.11.2007
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд
МПК: B21B 37/68, B21B 1/46
Мітки: установка, катаної, спосіб, виробництва, безперервного, металевого, металевої, розплаву, штаби
Формула / Реферат:
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу...
Спосіб та пристрій для видалення окалини з металевої штаби
Номер патенту: 89810
Опубліковано: 10.03.2010
Автори: Сєнокосов Андрєй Євгєньєвіч, Фромманн Клаус, Кречмер Маттіас, Брісбергер Рольф, Сєнокосов Євгєній Стєпановіч, Беренс Хольгер, Цербе Рюдігер
МПК: B21B 45/04, C21D 1/82, B08B 7/00
Мітки: металевої, пристрій, спосіб, видалення, штаби, окалини
Формула / Реферат:
1. Спосіб видалення окалини з металевої штаби (1), при якому металеву штабу (1) в напрямку (R) транспортування пропускають через щонайменше один пристрій (2, 3) плазмового видалення окалини, в якому здійснюють видалення окалини за допомогою плазми, при цьому металеву штабу (1) після плазмового видалення окалини щонайменше в одному пристрої (2, 3) плазмового видалення окалини піддають контрольованому охолоджуванню в пристрої (4, 5)...
Пристрій для регулювання площинності штаби
Номер патенту: 43233
Опубліковано: 10.08.2009
Автори: Ніколаєв Віктор Олександрович, Жученко Станіслав Вікторович, Путнокі Олександр Юліусович
МПК: B21B 37/00
Мітки: пристрій, площинності, регулювання, штаби
Формула / Реферат:
Пристрій для регулювання площинності штаби, що включає прокатну кліть та обвідний ролик, який відрізняється тим, що має два обвідних ролики з протилежним профілюванням твірних бочок, один з роликів має можливість переміщуватись у вертикальній площині відносно другого ролика.
Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки
Номер патенту: 88332
Опубліковано: 12.10.2009
Автори: Зудау Петер, Йєпсен Олаф Норман
МПК: B21B 37/68, B21B 37/58
Мітки: прокатки, штаби, спосіб, кінець, якої, прокатній, металевої, випуску, швидкістю, поліпшення, виходить, стан, катаної
Формула / Реферат:
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг () штаби, який відрізняється...
Попередній патент: Пристрій захисту мікрохвильових приймачів
Наступний патент: Сільськогосподарська машина
Випадковий патент: Термоелектричний побутовий холодильник