Спосіб виготовлення поліетиленового гвинтового ковпачка методом гарячого пресування
Формула / Реферат
1. Спосіб виготовлення поліетиленового гвинтового ковпачка методом гарячого пресування, який включає дозування та змішування сировини з барвником у співвідношенні 99,5-98: 0,5-2 мас. %, подання одержаної суміші у екструдер, де проводять її нагрів та перемішування за допомогою черв'яка з одержанням однорідної пластичної маси, подачу вказаної маси у дозувальний насос де регулюють витрати та визначають її вагу, введення пластичної маси до каруселі введення через байпасний пристрій, причому на каруселі введення проводять нарізання дози відповідної маси з подальшою подачею у формувальну карусель з пресуванням її у матриці формувальної каруселі преса, перфорацію захисного кільця одержаного ковпачка та охолодження ковпачка повітрям, який відрізняється тим, що як сировину використовують поліетилен високого або низького тиску, нагрівання у екструдері проводять у п'яти зонах наступним чином: 1 зона - 150-165 °C, 2 зона - 150-175 °C, 3 зона - 160-185 °C, 4 зона - 165-190 °C та 5 зона - 170-200 °C, пресування у матриці формувальної каруселі преса проводять при тиску, що знаходиться у межах від 15 до 19 МПа, крім того, проводять первинне охолодження у процесі формування ковпачка на формувальній каруселі за час повного оберту формувальної каруселі з ковпачками.
2. Спосіб за п. 1, який відрізняється тим, що перед змішуванням поліетилен засипають у ємність, яку виготовляють з нержавіючої сталі, а барвник у контейнер.
3. Спосіб за п. 1 або 2, який відрізняється тим, що перед подачею суміші у екструдер можна виконувати заміну кольору барвника.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що суміш у екструдері нагрівають за допомогою електричних нагрівних елементів (термопар).
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що температуру у байпасному пристрої підтримують на рівні 180 °C.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що охолодження одержаного ковпачка повітрям виконують на столі за допомогою вентиляторів та проводять до температури навколишнього середовища.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що перфорацію захисного кільця ковпачка проводять у підрізній машині, в якій за допомогою вакууму ковпачок втягують на шпиндель каруселі та шляхом оберту каруселі рухають до підрізного ножа, виконують повний оберт ковпачка на 360 град., підрізають його кільце та виштовхують ковпачок повітрям.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що процесом змішування, температурою у екструдері та байпасному пристрої, процесом охолодження та процесом перфорації керують за допомогою комп'ютерного пульта відповідно до заданих процесом настроювань.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що виготовляють поліетиленові гвинтові ковпачки, що мають наступні геометричні розміри: діаметр від 25 до 40 мм та висоту від 10 до 20 мм.
Текст
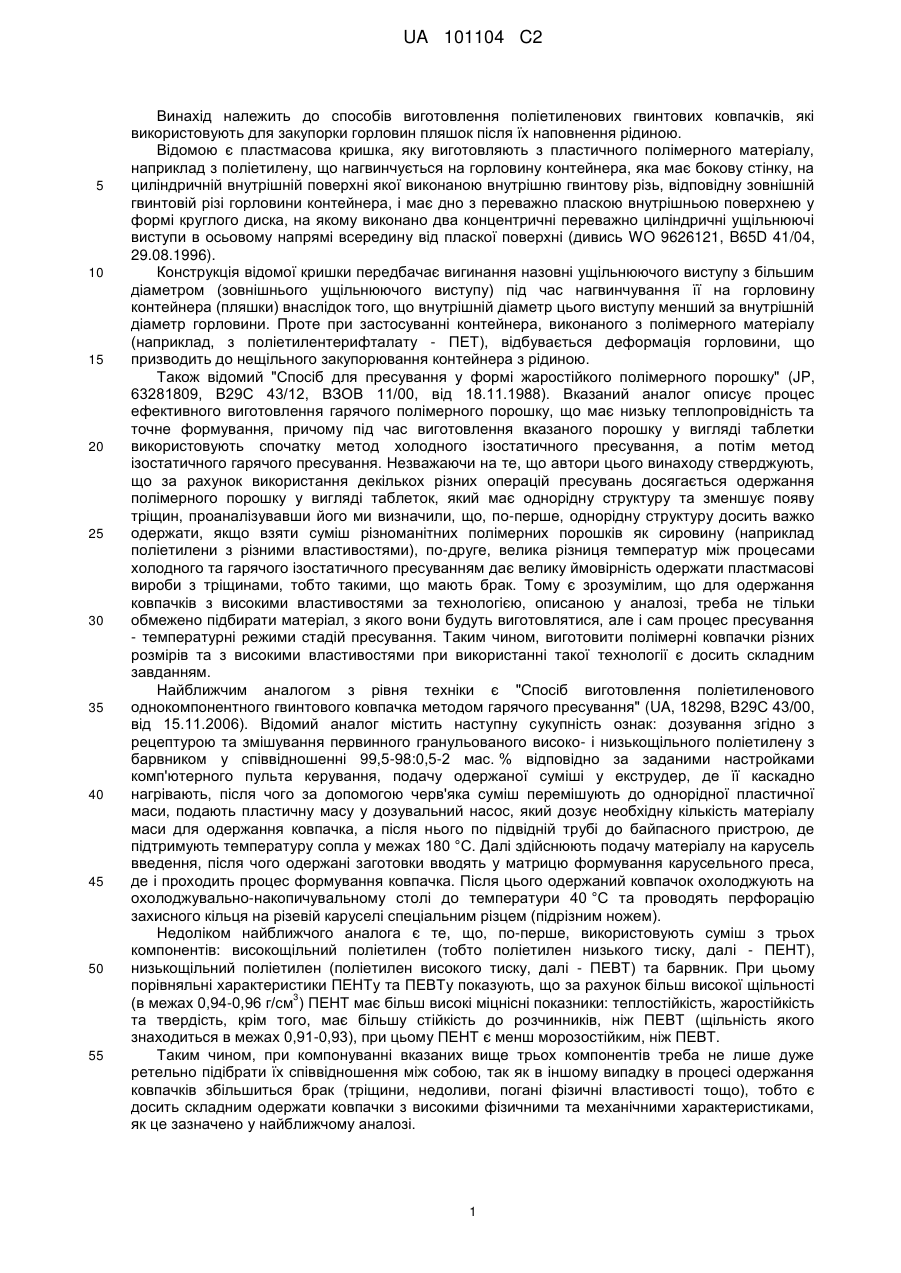
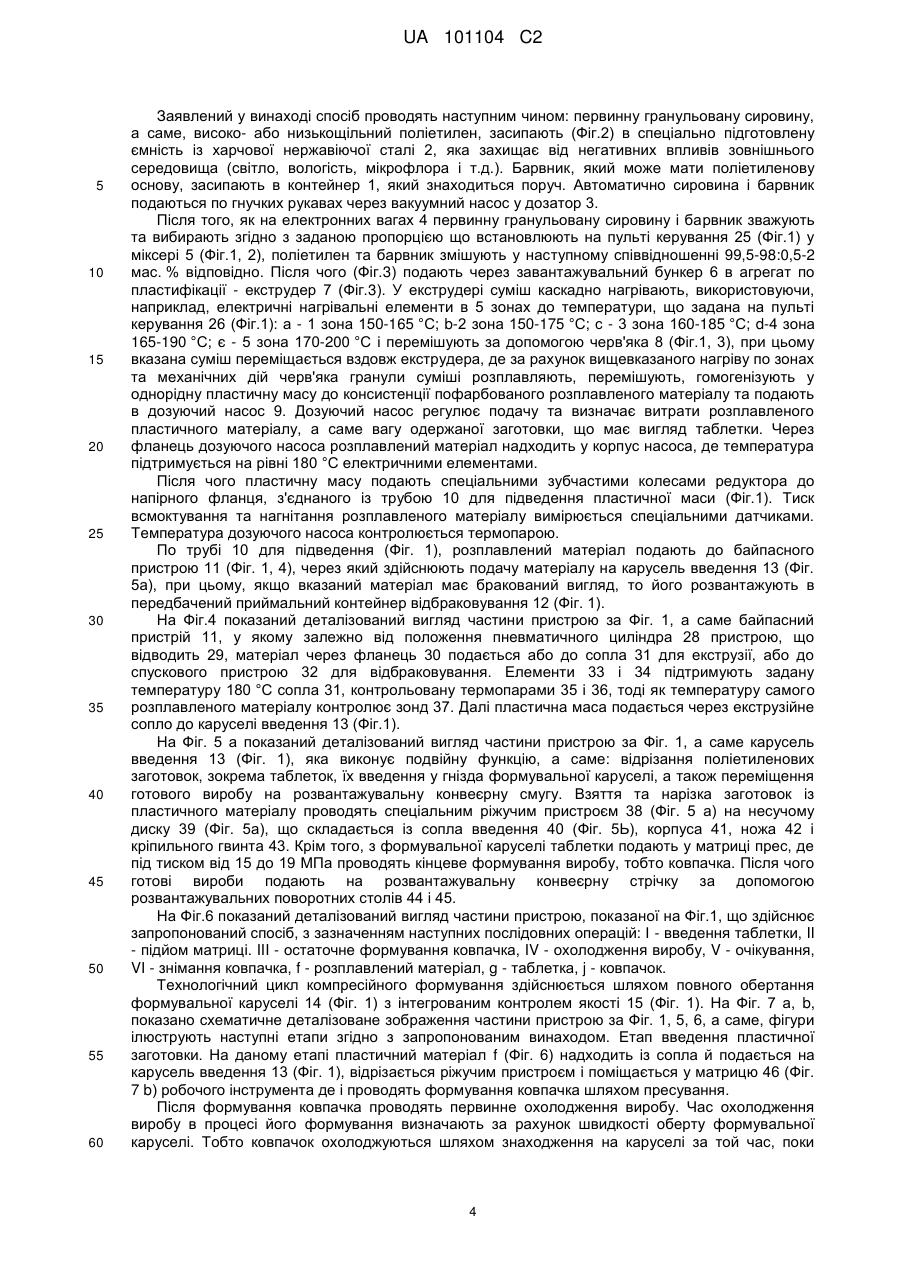
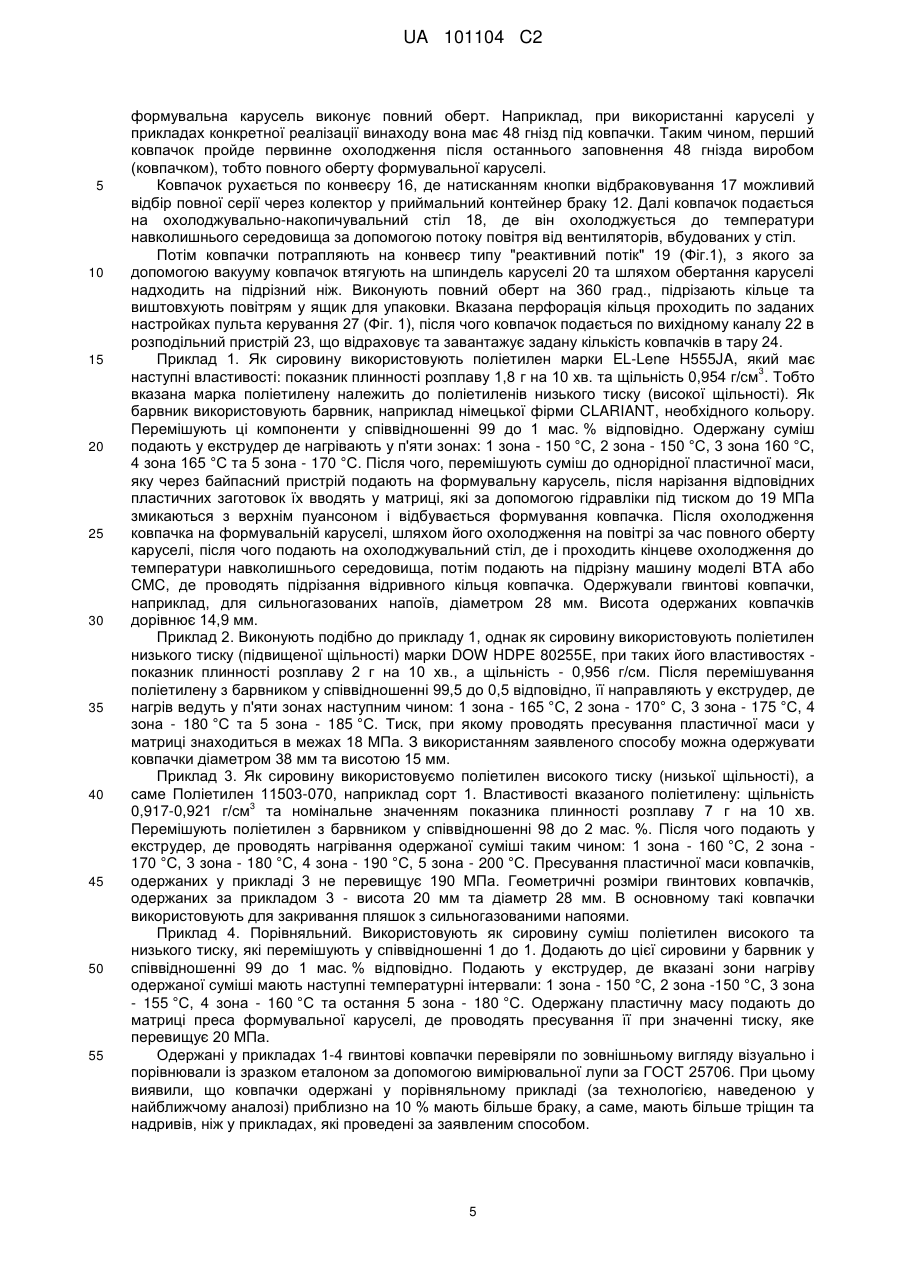
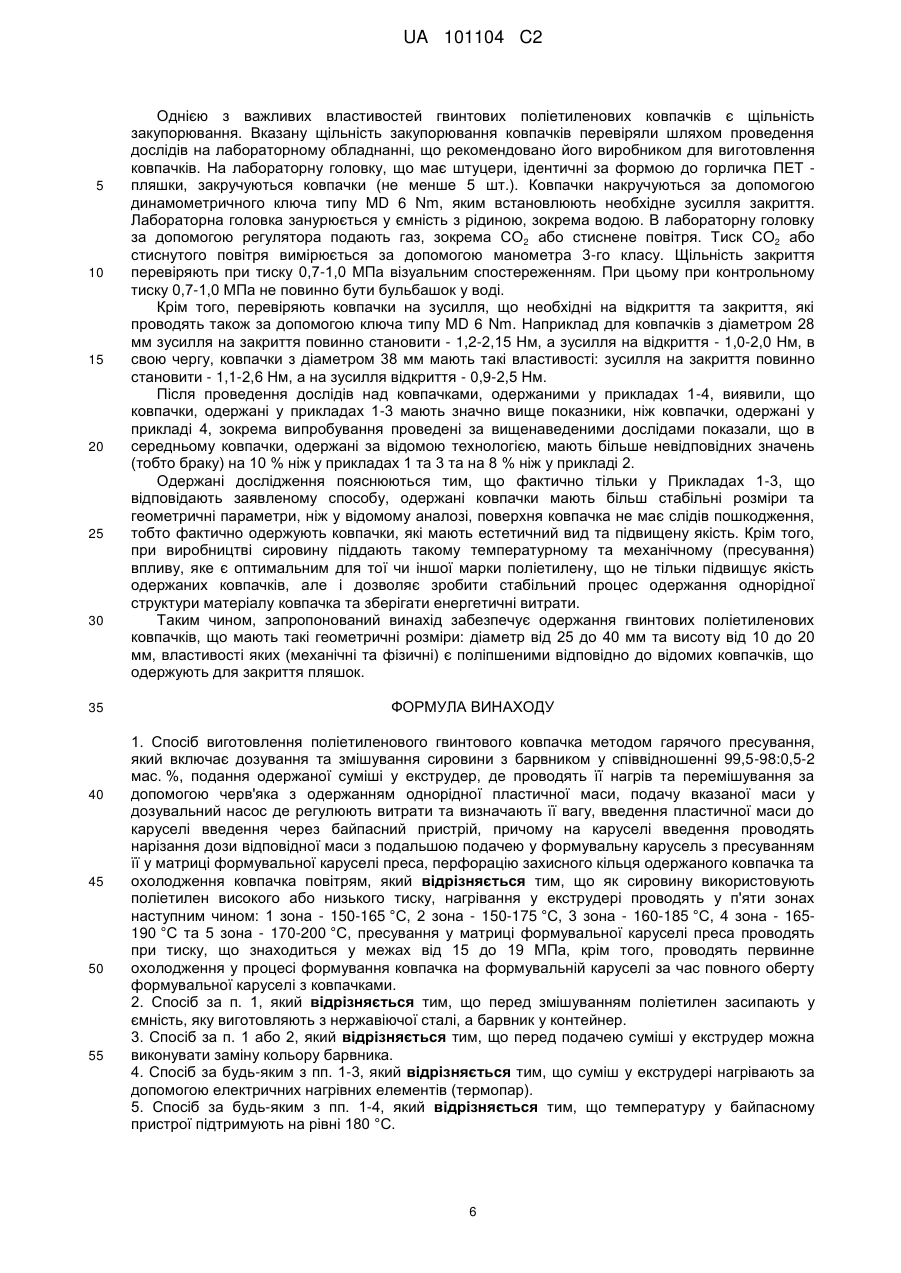
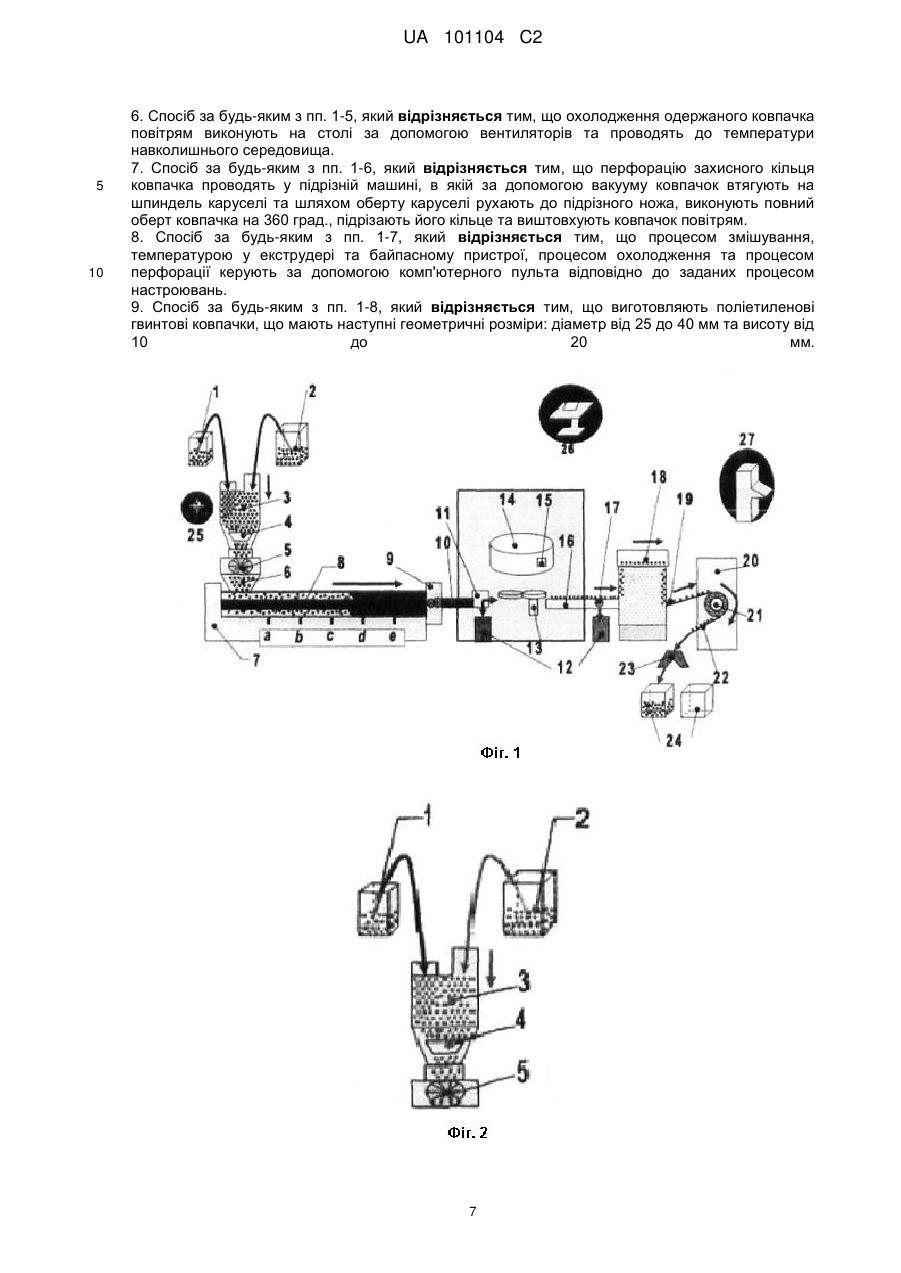
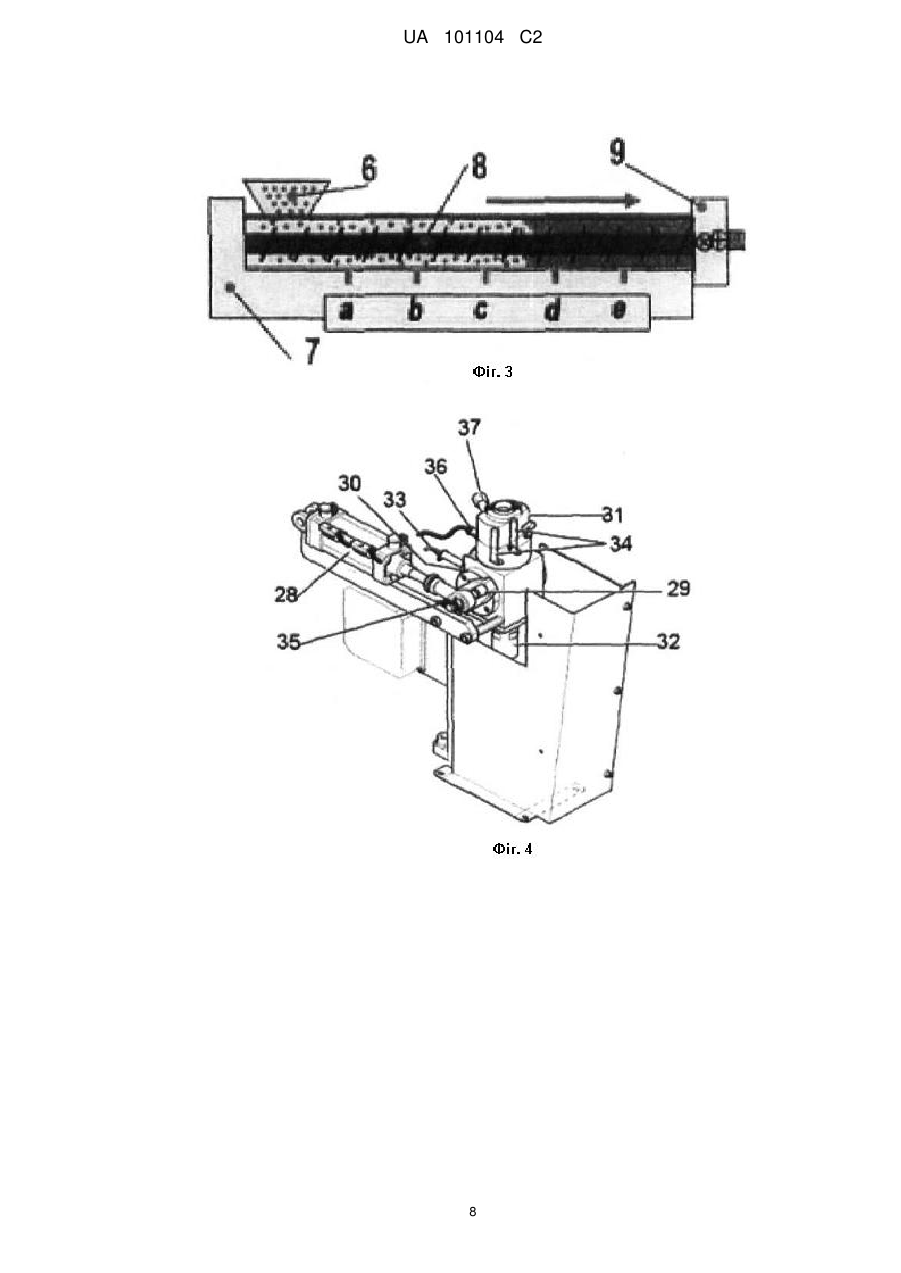
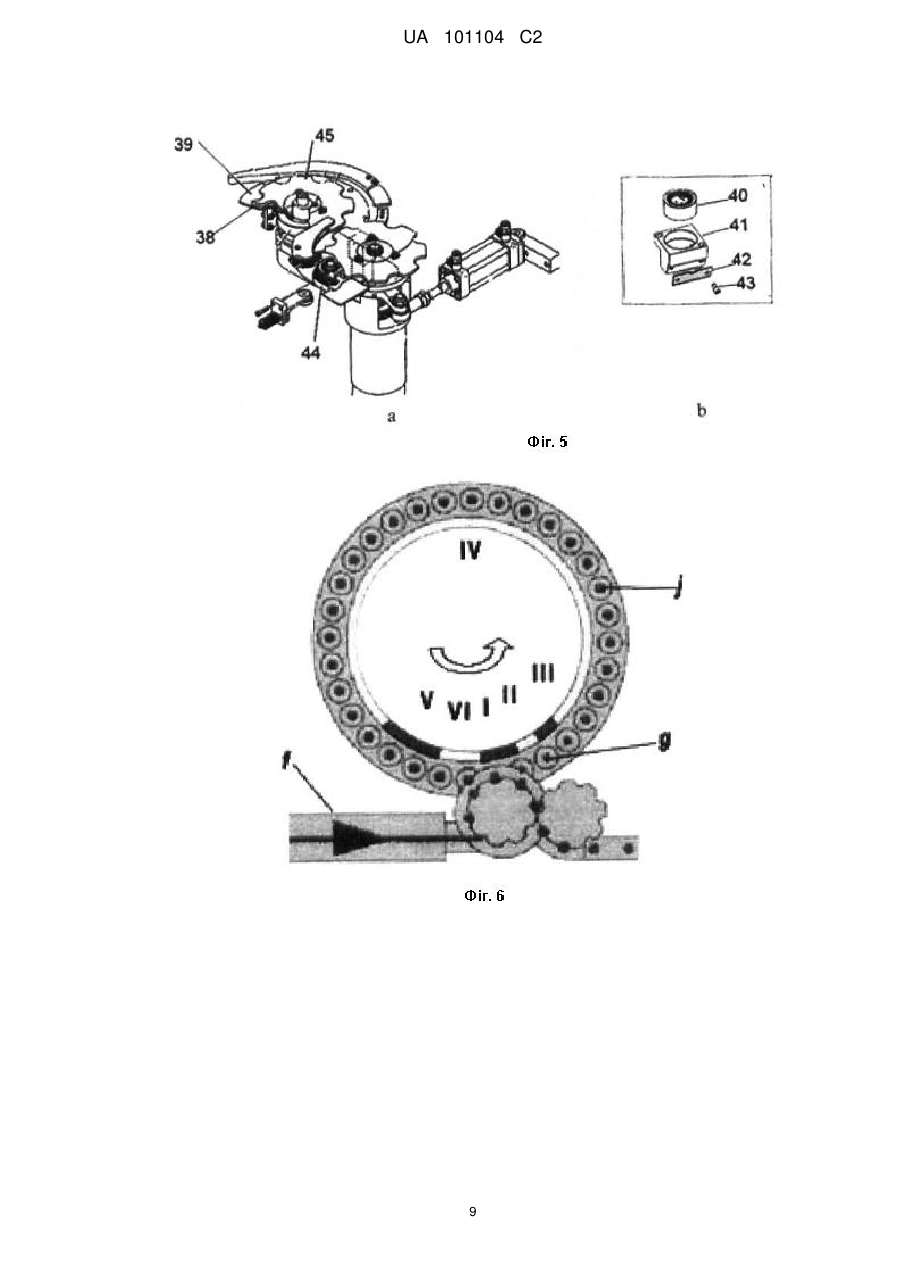
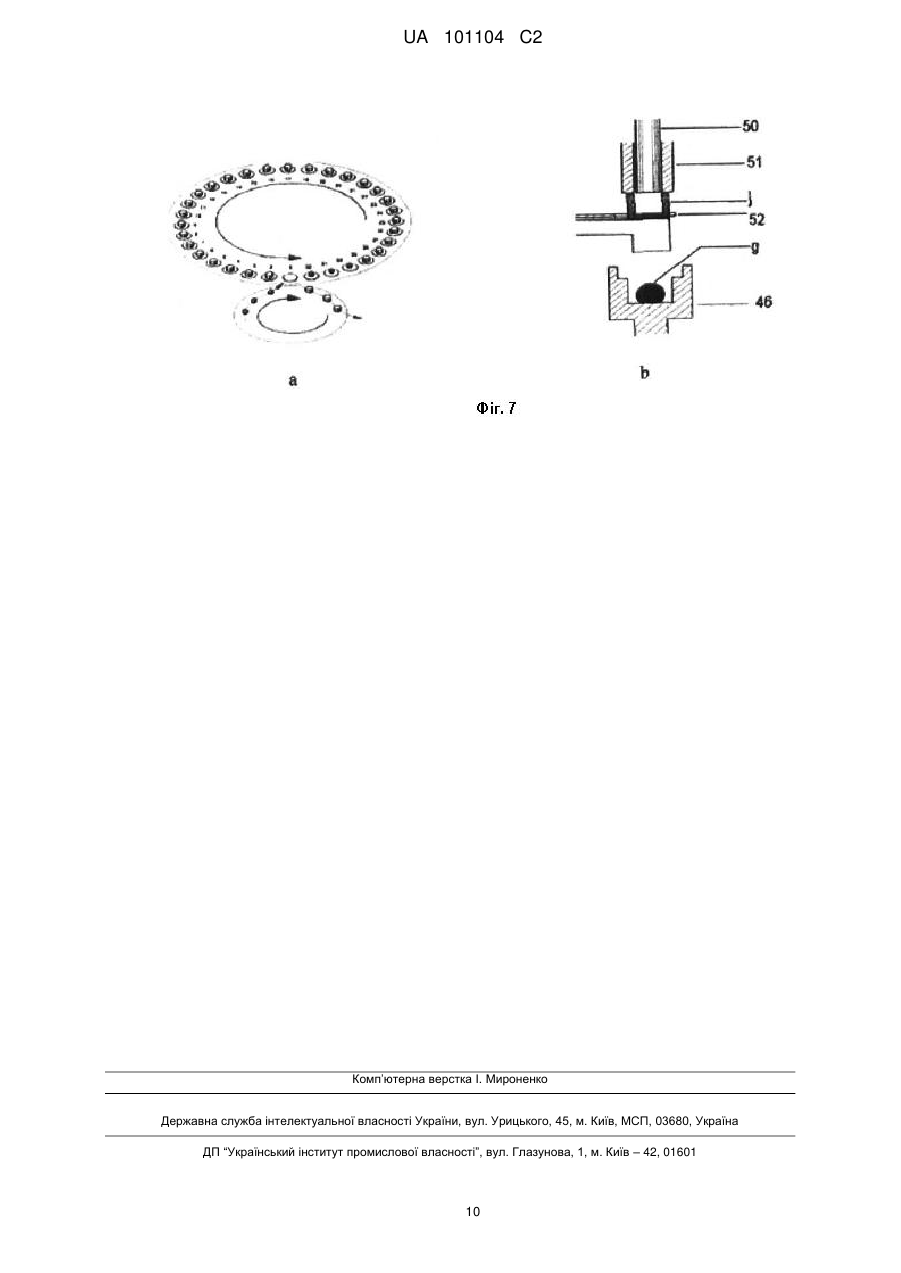
Реферат: Спосіб виготовлення поліетиленового гвинтового ковпачка методом гарячого пресування включає дозування та змішування поліетилену високого або низького тиску з барвником у співвідношенні 99,5-98:0,5-2 мас. %, подання одержаної суміші у екструдер, де проводять її нагрів у п'яти зонах наступним чином: 1 зона - 150-165 °C, 2 зона - 150-175 °C, 3 зона - 160185 °C, 4 зона - 165-190 °C та 5 зона - 170-200 °C, перемішування суміші за допомогою черв'яка з одержанням однорідної пластичної маси, подачу вказаної маси у дозувальний насос де регулюють витрати та визначають її вагу, подачу пластичної маси до каруселі введення через байпасний пристрій. При цьому на каруселі введення проводять нарізання дози відповідної маси з подальшою подачею у формувальну карусель з пресуванням її у матриці формувальної каруселі преса під тиском, що знаходиться у межах від 15 до 19 МПа, первинне охолодження у процесі формування ковпачка на формувальній каруселі за час повного оберту формувальної каруселі з ковпачками, перфорацію захисного кільця одержаного ковпачка та остаточне охолодження ковпачка повітрям. UA 101104 C2 (12) UA 101104 C2 UA 101104 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до способів виготовлення поліетиленових гвинтових ковпачків, які використовують для закупорки горловин пляшок після їх наповнення рідиною. Відомою є пластмасова кришка, яку виготовляють з пластичного полімерного матеріалу, наприклад з поліетилену, що нагвинчується на горловину контейнера, яка має бокову стінку, на циліндричній внутрішній поверхні якої виконаною внутрішню гвинтову різь, відповідну зовнішній гвинтовій різі горловини контейнера, і має дно з переважно пласкою внутрішньою поверхнею у формі круглого диска, на якому виконано два концентричні переважно циліндричні ущільнюючі виступи в осьовому напрямі всередину від пласкої поверхні (дивись WO 9626121, B65D 41/04, 29.08.1996). Конструкція відомої кришки передбачає вигинання назовні ущільнюючого виступу з більшим діаметром (зовнішнього ущільнюючого виступу) під час нагвинчування її на горловину контейнера (пляшки) внаслідок того, що внутрішній діаметр цього виступу менший за внутрішній діаметр горловини. Проте при застосуванні контейнера, виконаного з полімерного матеріалу (наприклад, з поліетилентерифталату - ПЕТ), відбувається деформація горловини, що призводить до нещільного закупорювання контейнера з рідиною. Також відомий "Спосіб для пресування у формі жаростійкого полімерного порошку" (JP, 63281809, В29С 43/12, ВЗОВ 11/00, від 18.11.1988). Вказаний аналог описує процес ефективного виготовлення гарячого полімерного порошку, що має низьку теплопровідність та точне формування, причому під час виготовлення вказаного порошку у вигляді таблетки використовують спочатку метод холодного ізостатичного пресування, а потім метод ізостатичного гарячого пресування. Незважаючи на те, що автори цього винаходу стверджують, що за рахунок використання декількох різних операцій пресувань досягається одержання полімерного порошку у вигляді таблеток, який має однорідну структуру та зменшує появу тріщин, проаналізувавши його ми визначили, що, по-перше, однорідну структуру досить важко одержати, якщо взяти суміш різноманітних полімерних порошків як сировину (наприклад поліетилени з різними властивостями), по-друге, велика різниця температур між процесами холодного та гарячого ізостатичного пресуванням дає велику ймовірність одержати пластмасові вироби з тріщинами, тобто такими, що мають брак. Тому є зрозумілим, що для одержання ковпачків з високими властивостями за технологією, описаною у аналозі, треба не тільки обмежено підбирати матеріал, з якого вони будуть виготовлятися, але і сам процес пресування - температурні режими стадій пресування. Таким чином, виготовити полімерні ковпачки різних розмірів та з високими властивостями при використанні такої технології є досить складним завданням. Найближчим аналогом з рівня техніки є "Спосіб виготовлення поліетиленового однокомпонентного гвинтового ковпачка методом гарячого пресування" (UA, 18298, В29С 43/00, від 15.11.2006). Відомий аналог містить наступну сукупність ознак: дозування згідно з рецептурою та змішування первинного гранульованого високо- і низькощільного поліетилену з барвником у співвідношенні 99,5-98:0,5-2 мас. % відповідно за заданими настройками комп'ютерного пульта керування, подачу одержаної суміші у екструдер, де її каскадно нагрівають, після чого за допомогою черв'яка суміш перемішують до однорідної пластичної маси, подають пластичну масу у дозувальний насос, який дозуєнеобхідну кількість матеріалу маси для одержання ковпачка, а після нього по підвідній трубі до байпасного пристрою, де підтримують температуру сопла у межах 180 °C. Далі здійснюють подачу матеріалу на карусель введення, після чого одержані заготовки вводять у матрицю формування карусельного преса, де і проходить процес формування ковпачка. Після цього одержаний ковпачок охолоджують на охолоджувально-накопичувальному столі до температури 40 °C та проводять перфорацію захисного кільця на різевій каруселі спеціальним різцем (підрізним ножем). Недоліком найближчого аналога є те, що, по-перше, використовують суміш з трьох компонентів: високощільний поліетилен (тобто поліетилен низького тиску, далі - ПЕНТ), низькощільний поліетилен (поліетилен високого тиску, далі - ПЕВТ) та барвник. При цьому порівняльні характеристики ПЕНТу та ПЕВТу показують, що за рахунок більш високої щільності 3 (в межах 0,94-0,96 г/см ) ПЕНТ має більш високі міцнісні показники: теплостійкість, жаростійкість та твердість, крім того, має більшу стійкість до розчинників, ніж ПЕВТ (щільність якого знаходиться в межах 0,91-0,93), при цьому ПЕНТ є менш морозостійким, ніж ПЕВТ. Таким чином, при компонуванні вказаних вище трьох компонентів треба не лише дуже ретельно підібрати їх співвідношення між собою, так як в іншому випадку в процесі одержання ковпачків збільшиться брак (тріщини, недоливи, погані фізичні властивості тощо), тобто є досить складним одержати ковпачки з високими фізичними та механічними характеристиками, як це зазначено у найближчому аналозі. 1 UA 101104 C2 5 10 15 20 25 30 35 40 45 50 55 60 По-друге, вказана трикомпонентна система, з якої одержують ковпачки, потребує постійного контролю при процесі одержання за допомогою відповідних комп'ютерних технологій та використовувати достатньо високий тиск при пресуванні (більше 20 МПа). Таким чином, при використанні відомого процесу ускладнюється одержання гвинтового поліетиленового ковпачка з високими механічними та фізичними властивостями, підвищені енергетичні затрати та все ж таки неможливо одержати велику кількість різноманітних ковпачків з вказаними у відомому способі, тобто з геометричними параметрами: 5-25 мм висотою, та 20-43 мм у діаметрі. В основу винаходу поставлено задачу вдосконалити відомий спосіб з одержанням гвинтового ковпачка з високими механічними та фізичними властивостями при використанні сировини-поліетилену різних марок, які мають різноманітні властивості, знизити енерговитрати у процесі виготовлення та підвищити продуктивність процесу. Вказана задача вирішується тим, що у способі виготовлення гвинтового ковпачка методом гарячого пресування дозують та змішують сировину з барвником у співвідношенні 99,5: 0,5-2 мас. %, подають одержану суміші у екструдер, де її нагрівають та перемішують за допомогою черв'яка з одержанням однорідної пластичної маси, подають вказану масу у дозувальний насос, де регулюють витрати матеріалу та визначають його вагу, подають пластичну масу до байпасного пристрою, вводять її на карусель введення, де проводять нарізання дози відповідної маси з подальшою подачею заготовки у формувальну карусель з ' пресуванням її у матриці формувальної каруселі преса, охолодження одержаного ковпачка повітрям та перфорацію захисного кільця ковпачка, при цьому відповідно з винаходом використовують поліетилен високого або низького тиску, нагрівання у екструдері проходить в п'яти зонах при таких значеннях: 1 зона - 150-165 °C, 2 зона - 150-175 °C, 3 зона - 160-185 °C, 4 зона - 165190 °C та 5 зона - 170-200, пресування у матриці формувальної каруселі преса проводять при тиску, що знаходиться у межах від 15 до 19 МПа, крім того, додатково проводять процес охолодження у процесі формування ковпачка на формувальній каруселі за час повного оберту формувальної каруселі з ковпачками. Ознаки, які співпадають з найближчим аналогом: дозування та змішування сировини з барвником у співвідношенні 99,5-98:0,5:2;, подання одержаної суміші у екструдер; її нагрів у екструдері; перемішування суміші за допомогою черв'яка з одержанням однорідної пластичної маси; подачу вказаної маси у дозувальний насос, де регулюють витрати матеріалу та визначають його вагу; подача пластичної маси до байпасного пристрою; подачу її на карусель введення, де проводять нарізання дози відповідної маси; подача заготовки у формувальну карусель з пресуванням її у матриці формувальної каруселі преса; охолодження одержаного ковпачка; та перфорація захисного кільця ковпачка. Ознаки які відрізняють заявлений винахід від найближчого аналога: використання як сировини поліетилену високого або низького тиску; у екструдері пластичну масу нагрівають у 5 зонах, а саме: 1 зона - 150-165 °C, 2 зона -150175 °C, 3 зона - 160-185 °C, 4 зона - 165-190 °C та 5 зона - 170-200; пресування заготовок у матриці формувальної каруселі преса проводять при тиску, що знаходиться у межах від 15 до 19 МПа; проводять первинне охолодження у процесі формування ковпачка на формувальній каруселі за час повного оберту формувальної каруселі з ковпачками. Крім того, деякі особливості заявленого винаходу розкриті у відповідних залежних пунктах формули винаходу. Зокрема, відповідно до одного з варіантів виконання винаходу перед змішуванням поліетилен високого або низького тиску засипають у ємність із нержавіючої сталі, а барвник у контейнер. Також передбачена заміна кольору барвника перед подачею суміші у екструдер. Відповідно до ще одного з варіантів виконання заявленого винаходу суміш у екструдері нагрівають за допомогою електричних нагрівних елементів (термопар). Передбачена підтримка температури у байпасному пристрої на рівні 180 °C. Ще один з варіантів виконання винаходу уточнює процес охолодження одержаного ковпачка, який проводять повітрям на столі за допомогою вентиляторів до температури навколишнього середовища. Крім того, передбачено проведення перфорації захисного кільця ковпачка у підрізній машині, в якій за допомогою вакууму ковпачок втягують на шпиндель каруселі та шляхом 2 UA 101104 C2 5 10 15 20 25 30 35 40 45 50 55 60 оберту каруселі рухають до підрізного ножа, виконують повний оберт ковпачка на 360 град., підрізають його кільце та виштовхують ковпачок повітрям. Один з варіантів виконання винаходу передбачає керування процесом змішування, температурою у екструдері та байпасному пристрої, процесом охолодження та процесом перфорації за допомогою комп'ютерного пульта відповідно до заданих процесом настроювань. Крім того, заявленим способом можна виготовляти гвинтові поліетиленові ковпачки, що мають наступні геометричні розміри: діаметр від 25 до 40 мм та висоту від 10 до 20 мм. Причинно-наслідковий зв'язок між суттєвими ознаками заявленого винаходу та технічним результатом, що необхідно досягти полягає в наступному: використання поліетилену з різними властивостями, а саме поліетилену з високим тиском (низькою щільністю) або низьким тиском (високою щільністю) як сировини, а не їх суміші дозволяє одержувати різноманітні ковпачки, які будуть мати кращі властивості, зокрема механічні та фізичні властивості, будуть мати однорідну структуру, та, крім того, дозволяє використати відповідні технологічні операції, які зменшують енерговитрати у процесі виготовлення ковпачків. Нагрів у екструдері, що проходить у п'яти зонах нагріву, в яких вибраний такий температурний інтервал, що дозволяє одержати більш однорідну пластичну масу поліетилену з барвником та вибрати той температурний режим обробки матеріалу, який є найкращий для тої, чи іншої марки поліетилену, тобто залежить від властивостей взятого поліетилену. При цьому вказаний інтервал температур у зонах залежить від відповідної щільності поліетилену та його плинності. Таким чином, проведення процесу нагрівання у екструдері в заявленому інтервалі температур в 5 зонах дозволяє при використанні, наприклад ПЕВТ, брати оптимальні температурні режими для цього поліетилену по зонах, що звісно дозволяє одержати більш якісний продукт на виході. Пресування заготовки пластичної маси у пресі формувальної каруселі вибирають у межах від 15 до 19 МПа, що пояснюється наступним чином: якщо тиск у матриці преса буде меншим за 15 МПа, тоді при формуванні ковпачка виникає ситуація при якій пластична маса не потрапить повністю у форму, що призведе до одержання ковпачка з суцільним браком, так як пластична маса неповністю заповнить його форму. При тиску більше за 19 МПа (при використанні різноманітних технологій одержання поліетиленових ковпачків, що описані у рівні техніки, в тому числі і у найближчому аналозі) процес може призвести до перетиснення пластичної маси у формі, що, в подальшому впливає на властивості одержаних ковпачків, а саме, може призвести до крихкості матеріалу, з якого вони виготовлені. Крім того, досить високий тиск призведе до збільшення енергетичних затрат, які виникають в процесі одержання ковпачків. Процес попереднього охолодження одержаних ковпачків на формувальній каруселі, який проходить за час повного обертання формувальної каруселі, дозволяє в подальшому зменшити час кінцевого охолодження на охолоджувальному столі, тобто поліпшити процес формування поліетиленових ковпачків та збільшити продуктивність праці. При необхідності, перед подачею суміші у екструдер можна легко проводити заміну барвника, всього за 15-30 хвилин, так як фактично відсутній гарячий канал, який потребує очищення від залишків інших кольорів Використання ємності із нержавіючої сталі дозволяє захищати від негативних впливів зовнішнього середовища. Комп'ютерне керування всього процесу дозволяє скоротити відхилення від необхідних стандартів якості, зменшити енергетичні затрати, тобто в цілому підвищити продуктивність при використанні заявленого способу. Для кращого розуміння суті винаходу приводимо відповідні креслення, на яких зображене наступне: Фіг. 1 - описує розріз пристрою, на якому здійснюють спосіб відповідно до заявленого винаходу. Фіг. 2 - показано частину пристрою, в якій проходить процес дозування та змішування поліетилену з барвником. Фіг. 3 - зображує екструдер з Фіг. 1 у збільшеному вигляді. Фіг. 4 - зображає часину пристрою з Фіг. 1, а саме, байпасний пристрій. Фіг. 5 - на якій зображені карусель введення (Фіг. 5 а) та ріжучий пристрій з підрізним ножем (Фіг. 5b). Фіг. 6 - показує процес відповідно до запропонованого у заявленому винаході (І - введення заготовки, зокрема пластичної таблетки, II - підйом матриці, III - остаточне формування пробки, IV - охолодження виробу, V - очікування, VI - знімання ковпачка). Фіг. 7. показане схематичне деталізоване зображення частин пристрою за Фіг. 1, 5 та 6. 3 UA 101104 C2 5 10 15 20 25 30 35 40 45 50 55 60 Заявлений у винаході спосіб проводять наступним чином: первинну гранульовану сировину, а саме, високо- або низькощільний поліетилен, засипають (Фіг.2) в спеціально підготовлену ємність із харчової нержавіючої сталі 2, яка захищає від негативних впливів зовнішнього середовища (світло, вологість, мікрофлора і т.д.). Барвник, який може мати поліетиленову основу, засипають в контейнер 1, який знаходиться поруч. Автоматично сировина і барвник подаються по гнучких рукавах через вакуумний насос у дозатор 3. Після того, як на електронних вагах 4 первинну гранульовану сировину і барвник зважують та вибирають згідно з заданою пропорцією що встановлюють на пульті керування 25 (Фіг.1) у міксері 5 (Фіг.1, 2), поліетилен та барвник змішують у наступному співвідношенні 99,5-98:0,5-2 мас. % відповідно. Після чого (Фіг.3) подають через завантажувальний бункер 6 в агрегат по пластифікації - екструдер 7 (Фіг.3). У екструдері суміш каскадно нагрівають, використовуючи, наприклад, електричні нагрівальні елементи в 5 зонах до температури, що задана на пульті керування 26 (Фіг.1): а - 1 зона 150-165 °C; b-2 зона 150-175 °C; с - 3 зона 160-185 °C; d-4 зона 165-190 °C; є - 5 зона 170-200 °C і перемішують за допомогою черв'яка 8 (Фіг.1, 3), при цьому вказана суміш переміщається вздовж екструдера, де за рахунок вищевказаного нагріву по зонах та механічних дій черв'яка гранули суміші розплавляють, перемішують, гомогенізують у однорідну пластичну масу до консистенції пофарбованого розплавленого матеріалу та подають в дозуючий насос 9. Дозуючий насос регулює подачу та визначає витрати розплавленого пластичного матеріалу, а саме вагу одержаної заготовки, що має вигляд таблетки. Через фланець дозуючого насоса розплавлений матеріал надходить у корпус насоса, де температура підтримується на рівні 180 °C електричними елементами. Після чого пластичну масу подають спеціальними зубчастими колесами редуктора до напірного фланця, з'єднаного із трубою 10 для підведення пластичної маси (Фіг.1). Тиск всмоктування та нагнітання розплавленого матеріалу вимірюється спеціальними датчиками. Температура дозуючого насоса контролюється термопарою. По трубі 10 для підведення (Фіг. 1), розплавлений матеріал подають до байпасного пристрою 11 (Фіг. 1, 4), через який здійснюють подачу матеріалу на карусель введення 13 (Фіг. 5а), при цьому, якщо вказаний матеріал має бракований вигляд, то його розвантажують в передбачений приймальний контейнер відбраковування 12 (Фіг. 1). На Фіг.4 показаний деталізований вигляд частини пристрою за Фіг. 1, а саме байпасний пристрій 11, у якому залежно від положення пневматичного циліндра 28 пристрою, що відводить 29, матеріал через фланець 30 подається або до сопла 31 для екструзії, або до спускового пристрою 32 для відбраковування. Елементи 33 і 34 підтримують задану температуру 180 °C сопла 31, контрольовану термопарами 35 і 36, тоді як температуру самого розплавленого матеріалу контролює зонд 37. Далі пластична маса подається через екструзійне сопло до каруселі введення 13 (Фіг.1). На Фіг. 5 а показаний деталізований вигляд частини пристрою за Фіг. 1, а саме карусель введення 13 (Фіг. 1), яка виконує подвійну функцію, а саме: відрізання поліетиленових заготовок, зокрема таблеток, їх введення у гнізда формувальної каруселі, а також переміщення готового виробу на розвантажувальну конвеєрну смугу. Взяття та нарізка заготовок із пластичного матеріалу проводять спеціальним ріжучим пристроєм 38 (Фіг. 5 а) на несучому диску 39 (Фіг. 5а), що складається із сопла введення 40 (Фіг. 5Ь), корпуса 41, ножа 42 і кріпильного гвинта 43. Крім того, з формувальної каруселі таблетки подають у матриці прес, де під тиском від 15 до 19 МПа проводять кінцеве формування виробу, тобто ковпачка. Після чого готові вироби подають на розвантажувальну конвеєрну стрічку за допомогою розвантажувальних поворотних столів 44 і 45. На Фіг.6 показаний деталізований вигляд частини пристрою, показаної на Фіг.1, що здійснює запропонований спосіб, з зазначенням наступних послідовних операцій: І - введення таблетки, II - підйом матриці. III - остаточне формування ковпачка, IV - охолодження виробу, V - очікування, VI - знімання ковпачка, f - розплавлений матеріал, g - таблетка, j - ковпачок. Технологічний цикл компресійного формування здійснюється шляхом повного обертання формувальної каруселі 14 (Фіг. 1) з інтегрованим контролем якості 15 (Фіг. 1). На Фіг. 7 а, b, показано схематичне деталізоване зображення частини пристрою за Фіг. 1, 5, 6, а саме, фігури ілюструють наступні етапи згідно з запропонованим винаходом. Етап введення пластичної заготовки. На даному етапі пластичний матеріал f (Фіг. 6) надходить із сопла й подається на карусель введення 13 (Фіг. 1), відрізається ріжучим пристроєм і поміщається у матрицю 46 (Фіг. 7 b) робочого інструмента де і проводять формування ковпачка шляхом пресування. Після формування ковпачка проводять первинне охолодження виробу. Час охолодження виробу в процесі його формування визначають за рахунок швидкості оберту формувальної каруселі. Тобто ковпачок охолоджуються шляхом знаходження на каруселі за той час, поки 4 UA 101104 C2 5 10 15 20 25 30 35 40 45 50 55 формувальна карусель виконує повний оберт. Наприклад, при використанні каруселі у прикладах конкретної реалізації винаходу вона має 48 гнізд під ковпачки. Таким чином, перший ковпачок пройде первинне охолодження після останнього заповнення 48 гнізда виробом (ковпачком), тобто повного оберту формувальної каруселі. Ковпачок рухається по конвеєру 16, де натисканням кнопки відбраковування 17 можливий відбір повної серії через колектор у приймальний контейнер браку 12. Далі ковпачок подається на охолоджувально-накопичувальний стіл 18, де він охолоджується до температури навколишнього середовища за допомогою потоку повітря від вентиляторів, вбудованих у стіл. Потім ковпачки потрапляють на конвеєр типу "реактивний потік" 19 (Фіг.1), з якого за допомогою вакууму ковпачок втягують на шпиндель каруселі 20 та шляхом обертання каруселі надходить на підрізний ніж. Виконують повний оберт на 360 град., підрізають кільце та виштовхують повітрям у ящик для упаковки. Вказана перфорація кільця проходить по заданих настройках пульта керування 27 (Фіг. 1), після чого ковпачок подається по вихідному каналу 22 в розподільний пристрій 23, що відраховує та завантажує задану кількість ковпачків в тару 24. Приклад 1. Як сировину використовують поліетилен марки EL-Lene H555JA, який має 3 наступні властивості: показник плинності розплаву 1,8 г на 10 хв. та щільність 0,954 г/см . Тобто вказана марка поліетилену належить до поліетиленів низького тиску (високої щільності). Як барвник використовують барвник, наприклад німецької фірми CLARIANT, необхідного кольору. Перемішують ці компоненти у співвідношенні 99 до 1 мас. % відповідно. Одержану суміш подають у екструдер де нагрівають у п'яти зонах: 1 зона - 150 °C, 2 зона - 150 °C, 3 зона 160 °C, 4 зона 165 °C та 5 зона - 170 °C. Після чого, перемішують суміш до однорідної пластичної маси, яку через байпасний пристрій подають на формувальну карусель, після нарізання відповідних пластичних заготовок їх вводять у матриці, які за допомогою гідравліки під тиском до 19 МПа змикаються з верхнім пуансоном і відбувається формування ковпачка. Після охолодження ковпачка на формувальній каруселі, шляхом його охолодження на повітрі за час повного оберту каруселі, після чого подають на охолоджувальний стіл, де і проходить кінцеве охолодження до температури навколишнього середовища, потім подають на підрізну машину моделі ВТА або CMC, де проводять підрізання відривного кільця ковпачка. Одержували гвинтові ковпачки, наприклад, для сильногазованих напоїв, діаметром 28 мм. Висота одержаних ковпачків дорівнює 14,9 мм. Приклад 2. Виконують подібно до прикладу 1, однак як сировину використовують поліетилен низького тиску (підвищеної щільності) марки DOW HDPE 80255E, при таких його властивостях показник плинності розплаву 2 г на 10 хв., а щільність - 0,956 г/см. Після перемішування поліетилену з барвником у співвідношенні 99,5 до 0,5 відповідно, її направляють у екструдер, де нагрів ведуть у п'яти зонах наступним чином: 1 зона - 165 °C, 2 зона - 170° С, 3 зона - 175 °C, 4 зона - 180 °C та 5 зона - 185 °C. Тиск, при якому проводять пресування пластичної маси у матриці знаходиться в межах 18 МПа. З використанням заявленого способу можна одержувати ковпачки діаметром 38 мм та висотою 15 мм. Приклад 3. Як сировину використовуємо поліетилен високого тиску (низької щільності), а саме Поліетилен 11503-070, наприклад сорт 1. Властивості вказаного поліетилену: щільність 3 0,917-0,921 г/см та номінальне значенням показника плинності розплаву 7 г на 10 хв. Перемішують поліетилен з барвником у співвідношенні 98 до 2 мас. %. Після чого подають у екструдер, де проводять нагрівання одержаної суміші таким чином: 1 зона - 160 °C, 2 зона 170 °C, 3 зона - 180 °C, 4 зона - 190 °C, 5 зона - 200 °C. Пресування пластичної маси ковпачків, одержаних у прикладі 3 не перевищує 190 МПа. Геометричні розміри гвинтових ковпачків, одержаних за прикладом 3 - висота 20 мм та діаметр 28 мм. В основному такі ковпачки використовують для закривання пляшок з сильногазованими напоями. Приклад 4. Порівняльний. Використовують як сировину суміш поліетилен високого та низького тиску, які перемішують у співвідношенні 1 до 1. Додають до цієї сировини у барвник у співвідношенні 99 до 1 мас. % відповідно. Подають у екструдер, де вказані зони нагріву одержаної суміші мають наступні температурні інтервали: 1 зона - 150 °C, 2 зона -150 °C, 3 зона - 155 °C, 4 зона - 160 °C та остання 5 зона - 180 °C. Одержану пластичну масу подають до матриці преса формувальної каруселі, де проводять пресування її при значенні тиску, яке перевищує 20 МПа. Одержані у прикладах 1-4 гвинтові ковпачки перевіряли по зовнішньому вигляду візуально і порівнювали із зразком еталоном за допомогою вимірювальної лупи за ГОСТ 25706. При цьому виявили, що ковпачки одержані у порівняльному прикладі (за технологією, наведеною у найближчому аналозі) приблизно на 10 % мають більше браку, а саме, мають більше тріщин та надривів, ніж у прикладах, які проведені за заявленим способом. 5 UA 101104 C2 5 10 15 20 25 30 35 40 45 50 55 Однією з важливих властивостей гвинтових поліетиленових ковпачків є щільність закупорювання. Вказану щільність закупорювання ковпачків перевіряли шляхом проведення дослідів на лабораторному обладнанні, що рекомендовано його виробником для виготовлення ковпачків. На лабораторну головку, що має штуцери, ідентичні за формою до горличка ПЕТ пляшки, закручуються ковпачки (не менше 5 шт.). Ковпачки накручуються за допомогою динамометричного ключа типу MD 6 Nm, яким встановлюють необхідне зусилля закриття. Лабораторна головка занурюється у ємність з рідиною, зокрема водою. В лабораторну головку за допомогою регулятора подають газ, зокрема СО 2 або стиснене повітря. Тиск СO2 або стиснутого повітря вимірюється за допомогою манометра 3-го класу. Щільність закриття перевіряють при тиску 0,7-1,0 МПа візуальним спостереженням. При цьому при контрольному тиску 0,7-1,0 МПа не повинно бути бульбашок у воді. Крім того, перевіряють ковпачки на зусилля, що необхідні на відкриття та закриття, які проводять також за допомогою ключа типу MD 6 Nm. Наприклад для ковпачків з діаметром 28 мм зусилля на закриття повинно становити - 1,2-2,15 Нм, а зусилля на відкриття - 1,0-2,0 Нм, в свою чергу, ковпачки з діаметром 38 мм мають такі властивості: зусилля на закриття повинно становити - 1,1-2,6 Нм, а на зусилля відкриття - 0,9-2,5 Нм. Після проведення дослідів над ковпачками, одержаними у прикладах 1-4, виявили, що ковпачки, одержані у прикладах 1-3 мають значно вище показники, ніж ковпачки, одержані у прикладі 4, зокрема випробування проведені за вищенаведеними дослідами показали, що в середньому ковпачки, одержані за відомою технологією, мають більше невідповідних значень (тобто браку) на 10 % ніж у прикладах 1 та 3 та на 8 % ніж у прикладі 2. Одержані дослідження пояснюються тим, що фактично тільки у Прикладах 1-3, що відповідають заявленому способу, одержані ковпачки мають більш стабільні розміри та геометричні параметри, ніж у відомому аналозі, поверхня ковпачка не має слідів пошкодження, тобто фактично одержують ковпачки, які мають естетичний вид та підвищену якість. Крім того, при виробництві сировину піддають такому температурному та механічному (пресування) впливу, яке є оптимальним для тої чи іншої марки поліетилену, що не тільки підвищує якість одержаних ковпачків, але і дозволяє зробити стабільний процес одержання однорідної структури матеріалу ковпачка та зберігати енергетичні витрати. Таким чином, запропонований винахід забезпечує одержання гвинтових поліетиленових ковпачків, що мають такі геометричні розміри: діаметр від 25 до 40 мм та висоту від 10 до 20 мм, властивості яких (механічні та фізичні) є поліпшеними відповідно до відомих ковпачків, що одержують для закриття пляшок. ФОРМУЛА ВИНАХОДУ 1. Спосіб виготовлення поліетиленового гвинтового ковпачка методом гарячого пресування, який включає дозування та змішування сировини з барвником у співвідношенні 99,5-98:0,5-2 мас. %, подання одержаної суміші у екструдер, де проводять її нагрів та перемішування за допомогою черв'яка з одержанням однорідної пластичної маси, подачу вказаної маси у дозувальний насос де регулюють витрати та визначають її вагу, введення пластичної маси до каруселі введення через байпасний пристрій, причому на каруселі введення проводять нарізання дози відповідної маси з подальшою подачею у формувальну карусель з пресуванням її у матриці формувальної каруселі преса, перфорацію захисного кільця одержаного ковпачка та охолодження ковпачка повітрям, який відрізняється тим, що як сировину використовують поліетилен високого або низького тиску, нагрівання у екструдері проводять у п'яти зонах наступним чином: 1 зона - 150-165 °C, 2 зона - 150-175 °C, 3 зона - 160-185 °C, 4 зона - 165190 °C та 5 зона - 170-200 °C, пресування у матриці формувальної каруселі преса проводять при тиску, що знаходиться у межах від 15 до 19 МПа, крім того, проводять первинне охолодження у процесі формування ковпачка на формувальній каруселі за час повного оберту формувальної каруселі з ковпачками. 2. Спосіб за п. 1, який відрізняється тим, що перед змішуванням поліетилен засипають у ємність, яку виготовляють з нержавіючої сталі, а барвник у контейнер. 3. Спосіб за п. 1 або 2, який відрізняється тим, що перед подачею суміші у екструдер можна виконувати заміну кольору барвника. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що суміш у екструдері нагрівають за допомогою електричних нагрівних елементів (термопар). 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що температуру у байпасному пристрої підтримують на рівні 180 °C. 6 UA 101104 C2 5 10 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що охолодження одержаного ковпачка повітрям виконують на столі за допомогою вентиляторів та проводять до температури навколишнього середовища. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що перфорацію захисного кільця ковпачка проводять у підрізній машині, в якій за допомогою вакууму ковпачок втягують на шпиндель каруселі та шляхом оберту каруселі рухають до підрізного ножа, виконують повний оберт ковпачка на 360 град., підрізають його кільце та виштовхують ковпачок повітрям. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що процесом змішування, температурою у екструдері та байпасному пристрої, процесом охолодження та процесом перфорації керують за допомогою комп'ютерного пульта відповідно до заданих процесом настроювань. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що виготовляють поліетиленові гвинтові ковпачки, що мають наступні геометричні розміри: діаметр від 25 до 40 мм та висоту від 10 до 20 мм. 7 UA 101104 C2 8 UA 101104 C2 9 UA 101104 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing polyethylene screw cap by hot pressing
Автори англійськоюSavchenko Valerii Mykolaiovych
Назва патенту російськоюСпособ изготовления полиэтиленового винтового колпачка методом горячего прессования
Автори російськоюСавченко Валерий Николаевич
МПК / Мітки
МПК: B65D 41/62, B29L 31/56, B29C 43/00, B29C 47/90, B29K 101/12
Мітки: пресування, гвинтового, виготовлення, поліетиленового, спосіб, ковпачка, гарячого, методом
Код посилання
<a href="https://ua.patents.su/12-101104-sposib-vigotovlennya-polietilenovogo-gvintovogo-kovpachka-metodom-garyachogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поліетиленового гвинтового ковпачка методом гарячого пресування</a>
Спосіб виготовлення поліетиленового однокомпонентного гвинтового ковпачка методом гарячого пресування
Номер патенту: 18298
Опубліковано: 15.11.2006
Автор: Савченко Валерій Миколайович
МПК: B29C 43/00
Мітки: поліетиленового, спосіб, методом, ковпачка, однокомпонентного, пресування, гвинтового, гарячого, виготовлення
Формула / Реферат:
1. Спосіб виготовлення поліетиленового однокомпонентного гвинтового ковпачка методом гарячого пресавання, під час якого виконують наступні послідовні операції, а саме дозують згідно з рецептурою та змішують барвник з поліетиленом, нагрівають отриману суміш та перемішують до однорідної пластичної маси, нарізають отриману суміш у заготівки, вводять отримані заготівки у матрицю формувальної каруселі преса, формують виріб, охолоджують отриманий...
Ввід газовий нерознімний з поліетиленового та стального патрубків та спосіб виготовлення вводу газового нерознімного з поліетиленового та стального патрубків
Номер патенту: 74271
Опубліковано: 15.11.2005
Автори: Кораб Микола Георгійович, Андрущенко Анатолій Андрійович, Шестопал Анатолій Миколайович, Тарашевський Владислав Станіславович, Андрущенко Андрій Анатолійович, Гохфельд Володимир Леонідович
МПК: B29C 57/00, F16L 47/00
Мітки: нерознімний, вводу, поліетиленового, патрубків, виготовлення, газовий, стального, газового, нерознімного, ввід, спосіб
Формула / Реферат:
1. Ввід газовий нерознімний з поліетиленового та стального патрубків, що містить розвальцьовану втулку з мідної труби в м'якому стані, з виконаним у втулці з одного боку розтрубом, поліетиленовий патрубок, що знаходиться з зовнішнього боку втулки, при цьому один із торців поліетиленового патрубка впирається в зовнішню частину розтруба втулки, і стальний патрубок зі стальним кінцевиком, при цьому стальний кінцевик знаходиться зовні...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Муровський Валерій Олександрович, Ігнатенко Валерій Іванович, Петренко Анатолій Петрович, Шепелєв Анатолій Олександрович
Мітки: абразивного, гарячого, матеріалів, пресування, спосіб, виготовленні, пристрій, інструменту, надтвердих, переважно, виготовлення
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Спосіб виготовлення ковпачка для металопластмасової коронки
Номер патенту: 10451
Опубліковано: 25.12.1996
Автори: Мірошніченко Іван Тимофійович, Мірошніченко Олена Іванівна, Овчинніков Володимир Петрович, Челяпіна Олена Олегівна
МПК: A61C 9/00
Мітки: спосіб, металопластмасової, виготовлення, ковпачка, коронки
Формула / Реферат:
Спосіб виготовлення металевого ковпачка для металопластмасової коронки, включаючий отримання моделі по відбитку, моделювання воскового ковпачка, який відрізняється тим, що восковий ковпачок моделюють з відтулинами, края яких вивернені назовні, при цьому відтулини у ковпачку створюють діаметром 2-3 мм та висотою країв на 0,1-0,2 мм більше товщини воскового ковпачка.
Спосіб гарячого пресування заготовок та машина для його здійснення
Номер патенту: 54590
Опубліковано: 17.03.2003
Автори: Шутер Міхаель, Матт Андреас, Шоненбергер Раймон
МПК: B21J 5/00, B21J 1/04, B21J 13/00
Мітки: пресування, здійснення, заготовок, спосіб, гарячого, машина
Формула / Реферат:
1. Спосіб гарячого пресування заготовок, в якому заготовку, що нагріта до температури гарячого штампування, піддають очищенню за межами матриці за рахунок попередньої висадки за допомогою плунжера, а після цього піддають формуванню до набуття бажаної форми в одній або більше матриць, який відрізняється тим, що попередня висадка й пресування під тиском відбуваються в першій або єдиній матриці тим самим плунжером у тому ж самому циклі руху...
Попередній патент: Спосіб оцінки фази захворювання легень та перебігу бронхолегеневого процесу у дітей
Наступний патент: Зворотно-поступальний дозувальний насос
Випадковий патент: Датчик переміщення