Спосіб виготовлення броньованої і куленепробивної конструкції і броньована і куленепробивна конструкція
Формула / Реферат
1. Спосіб виготовлення броньованої і куленепробивної конструкції, що має внутрішній стійкий шар і зовнішній непружний корпус,
який включає операції:
- розміщення стійкого шару у першій формувальній опорі для відливання під тиском і утримання стійкого шару на заздалегідь визначеній відстані від щонайменше одної стінки опори для створення проміжку, що відповідає щонайменше поверхні удару снаряда або кулі,
- інжекції при температурі Т1 і тиску Р1 першого термопластичного матеріалу, який містить полімерну матрицю з доданою щонайменше одною стійкою добавкою, у зазначену першу опору для отримання з'єднання стійкого шару з першою відливкою термопластичного матеріалу у проміжному вузлі,
- розміщення проміжного вузла, який складається з зазначеного стійкого шару і першої відливки, у другій формувальній опорі форми для відливання під тиском і утримання зазначеного вузла на заздалегідь визначеній відстані від стінок другої опори для створення проміжку, що суттєво оточує проміжний вузол;
- інжекції при температурі Т2 і тиску Р2 другого термопластичного матеріалу, який містить полімерну матрицю у зазначену другу опору для отримання з'єднання проміжного вузла з другою відливкою термопластичного матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що зазначений стійкий шар включає опуклу сталеву пластину з зміцнюючим кільцем.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що зазначені перший і другий термопластичні матеріали містять полімерну матрицю для поліпшення адгезії між зазначеними першою і другою відливками.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що зазначена температура Т1 становить від 240 до 280 °C.
5. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначена температура Т2 є нижчою за зазначену температуру Т1.
6. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначений тиск Р1 становить від 45 до 70 бар.
7. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначений тиск Р2 є нижчим за зазначений тиск Р1.
8. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначену операцію утримання стійкого шару на заздалегідь визначеній відстані від стінки першої опори здійснюють встановленням розпірних елементів.
9. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначену операцію утримання проміжного вузла на заздалегідь визначеній відстані від стінки другої опори здійснюють встановленням розпірних елементів на зазначеному проміжному вузлі під час зазначеної першої інжекції.
10. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що щонайменше одна з зазначених формувальних опор є подвійним опорним відтиском.
11. Броньована і куленепробивна конструкція, виготовлена згідно з способом за будь-яким з пп. 1-10 з наданням їй форми, що має елемент самопідтримання, наприклад, дверей або даху або дна тіла транспортного засобу або бойового транспортного засобу.
12. Броньована і куленепробивна конструкція, виготовлена згідно з способом за будь-яким з пп. 1-10 з наданням їй форми забрала, яке включає конструкцію згідно з винаходом і має оглядові щілини для оператора, які виключають проходження осколків у випадку вибуху.
13. Броньована і куленепробивна конструкція, виготовлена згідно з способом за будь-яким з пп. 1-10 з наданням їй форми, яка має сховище для вогнепальної зброї або вибухівки, наприклад кобуру або коробку для зброї.
14. Броньована і куленепробивна будівельна обшивка, яка містить розподілену сукупність конструкцій, виготовлених згідно з способом за будь-яким з пп. 1-10, де зазначені конструкції частково перекриваються, завдяки чому стійкі шари конструкцій забезпечують повне покриття частини будинку.
15. Броньований і куленепробивний жилет, шолом або взуття, які відрізняються тим, що містять конструкцію, виготовлену згідно з способом за будь-яким з пп. 1-10.
Текст
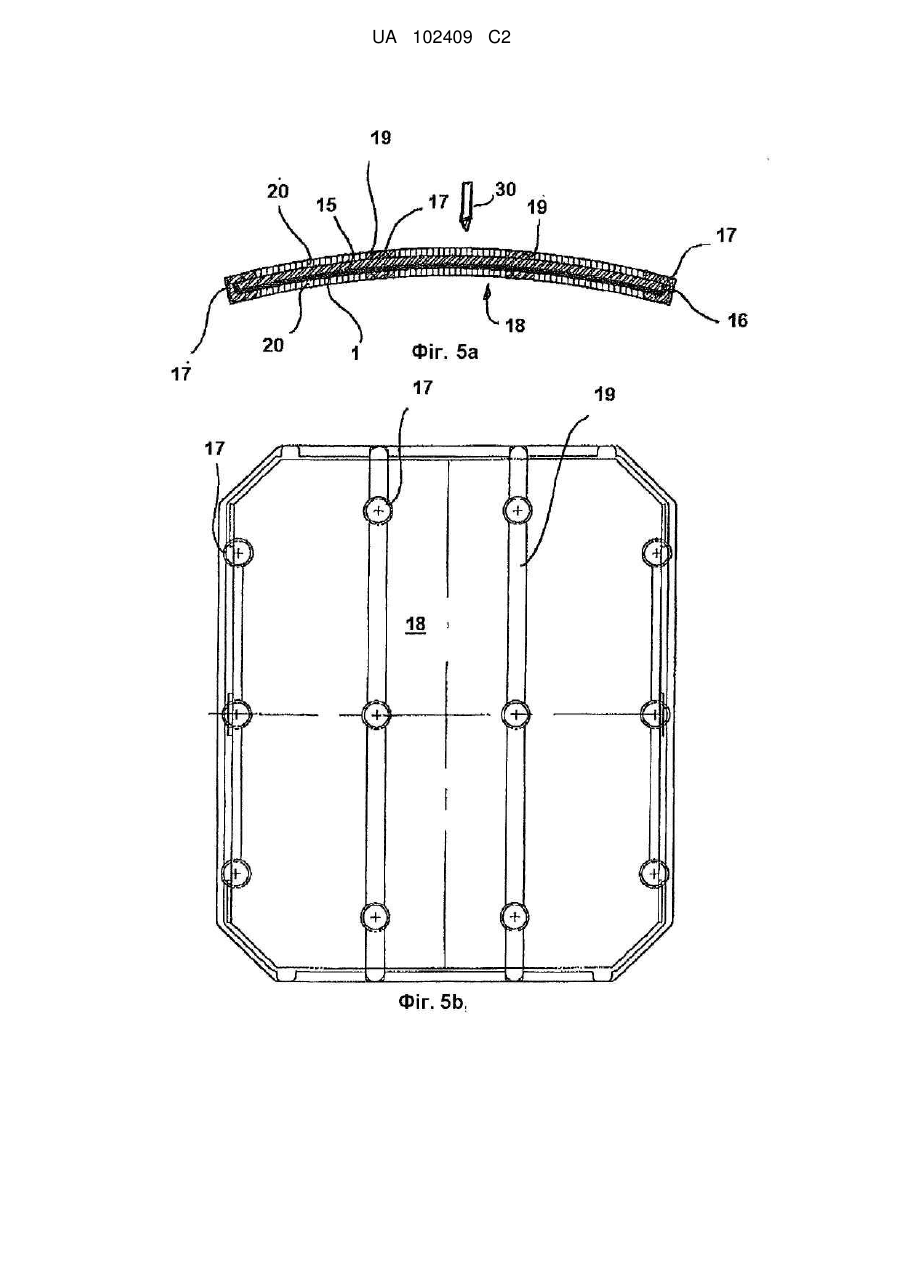
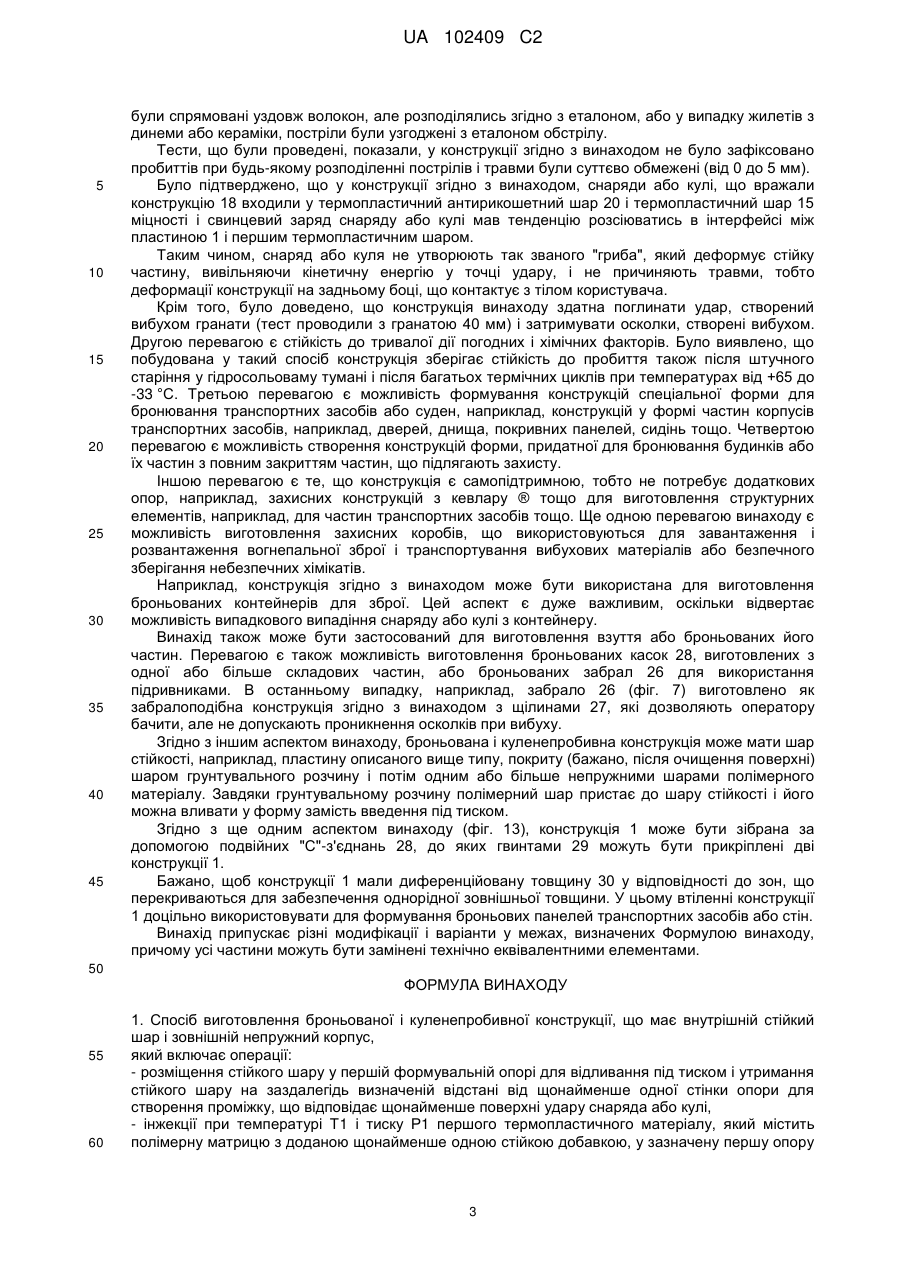
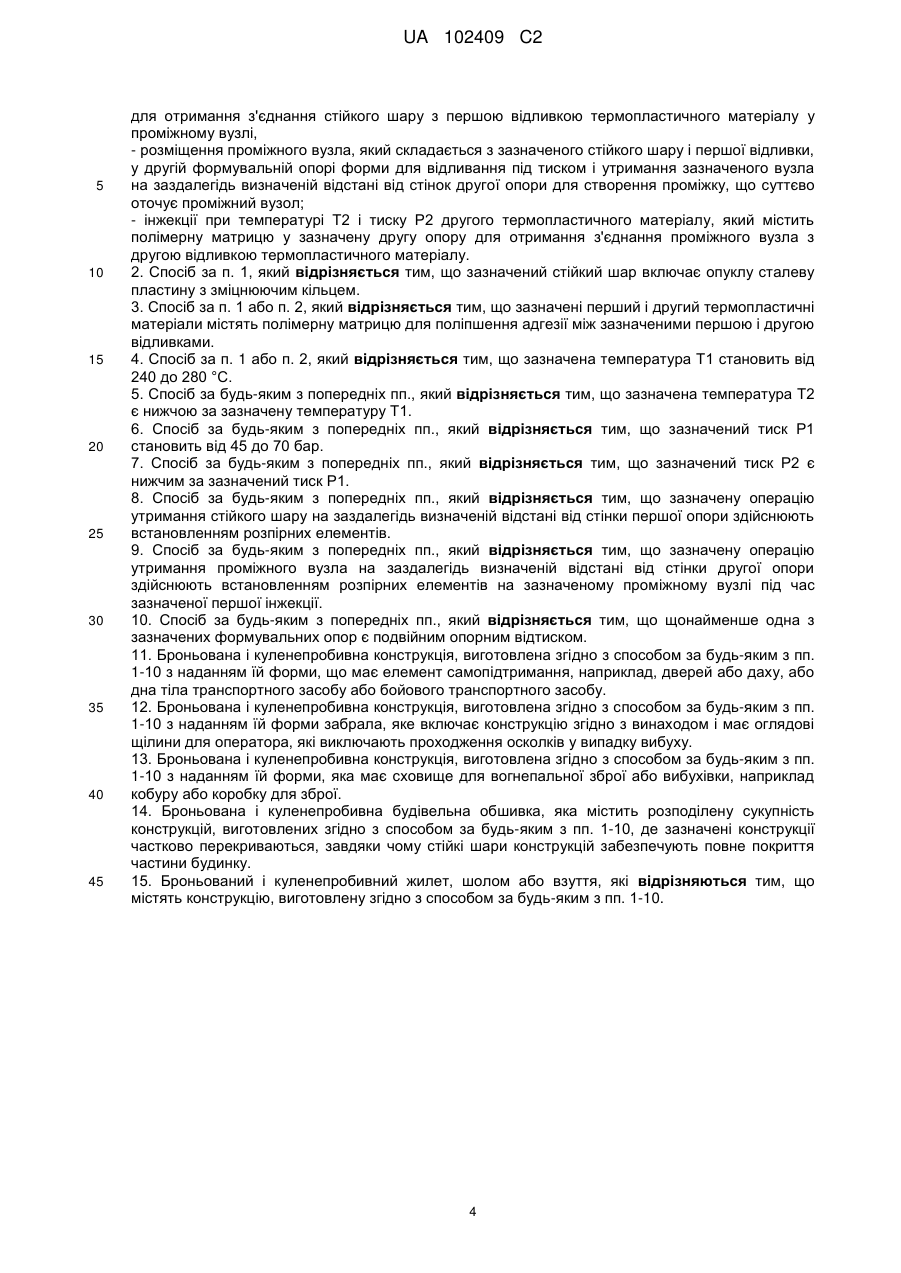
Реферат: Спосіб виготовлення броньованої і куленепробивної конструкції (18), яка має перший внутрішній шар (19) з високою стійкістю до удару снаряда або кулі і щонайменше другий зовнішній шар (20), який може бути пробитий і, маючи відносно низьку температуру плавлення, може розплавитись під ударом снаряду або кулі для їх затримання і відвернення рикошету. UA 102409 C2 (12) UA 102409 C2 UA 102409 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу виготовлення броньованих і куленепробивних конструкцій як для самозахисту, наприклад, жилетів, так і для бронювання, наприклад, захисних панелей для транспортних засобів, будинків і бойових засобів. Зокрема, цей спосіб стосується виготовлення броньованої і куленепробивної конструкції з міцним внутрішнім шаром і зовнішнім непружним корпусом, виготовленим, наприклад, з пластиків, зокрема, полімерів, еластомерних і пінних матеріалів. Таку конструкцію описано у заявці FIA2005210. Задачею винаходу є створення броньованої і куленепробивної конструкції з сталими характеристиками і високим відношенням "стійкість до пробиття/маса", здатної витримати ряд повторюваних пострілів, навіть сконцентрованих а обмеженій зоні конструкції, без пробиття цієї конструкції і, у будь-якому випадку, без нанесення надмірних травм користувачу, викликаних деформацією конструкції на боці, який є протилежним тому з якого надходить снаряд або куля, і звичайно контактує з тілом користувача (наприклад, у випадку броньованих жилетів). Іншою задачею є створення броньованої і куленепробивної конструкції, стійкої до тривалої дії погодних факторів, несподіваних змін температури і агресивного довкілля. Ще одною задачею є створення конструкцій спеціальних форм для виготовлення захисних панелей високої міцності для бронювання транспортних засобів і літальних апаратів. Характеристики і переваги винаходу розглядаються далі у детальному необмежуючому описі бажаних, але не ексклюзивних втілень винаходу, ілюстрованих супроводжуючими кресленнями, в яких: фіг. 1 і 1a-1b - відповідно, вертикальна проекція, вигляд згори і вигляд справа пластини, яку утворює стійкий шар броньованої і куленепробивної конструкції згідно з винаходом; фіг. 2 і 2a-2b - відповідно, вертикальна проекція, вигляд згори і вигляд справа пластини, яку утворює стійкий шар броньованої і куленепробивної конструкції згідно з другим втіленням винаходу; фіг. 3a, 3b, 3c - відповідно, вертикальні проекції переднього напіввідтиску і заднього напіввідтиску і поперечний перетин першого шаблону для виготовлення проміжного вузла броньованої і куленепробивної конструкції згідно з винаходом; фіг. 4a, 4b, 4c - відповідно, вертикальні проекції переднього напіввідтиску і заднього напіввідтиску і поперечний перетин другого шаблону для виготовлення проміжного вузла броньованої і куленепробивної конструкції згідно з винаходом; фіг. 5a-5b - відповідно, вертикальна проекція і поперечний перетин броньованої і куленепробивної конструкції згідно з винаходом; фіг. 6a-6b - відповідно, вертикальна проекція і поперечний перетин броньованої і куленепробивної конструкції згідно з другим втіленням винаходу; фіг. 7 - забрало для підривників згідно з винаходом; фіг. 8 - приклад конструкції згідно з винаходом у формі панелі для бронювання будинків; фіг. 9 і 10 - приклад конструкції згідно з винаходом у формі частини гелікоптера і літака, відповідно; фіг. 11 і 12 - перспективний вигляд і поперечний перетин іншого втілення конструкції згідно з винаходом. Далі з посиланнями на креслення розглядається броньована і куленепробивна конструкція, яка має внутрішній міцний шар і зовнішній непружний корпус. У бажаному втіленні стійкий шар включає пластину 1, виготовлену з сталі, бажано, термообробленої сталі, сформованої з опуклістю, спрямованою і бік поверхні удару снаряду або кулі 30 і, бажано, з жорсткістю, підвищеною щонайменше на тій же поверхні, поперечними елементами зміцнюючих кілець 21. Спосіб включає операції розташування пластини 1 у першому формувальному гнізді 9, утвореному двома напіввідтисками 7 і 8, сформованими у напівсекціях 6, 5 форми для лиття, і утримування пластини на заздалегідь визначеній відстані щонайменше формової стінки заднього напіввідтиску 7 для забезпечення проміжку між пластиною 1 і відтиском 7 у відповідності до поверхні удару снаряду або кулі. Бажано, щоб машина для відливання була типу, який має кришку шарнірну або у вигляді ножиців і індикативне зусилля закривання від 500 до 3000 т залежно від розмірів і міцності кінцевого продукту. Бажано використовуватиливарну форму подвійного відтиску з двома напіввідтисками 7, 8. Бажано утримувати пластину 1 у належному положенні магнітами 24, розташованими для притягання пластини у контакт з заднім напіввідтиском 5, і, можливо, за допомогою перфораторів 23, розташованих на кутах переднього відтиску 7 і здатних штовхати пластину 1 проти дії пружин 31, що складаються з блоків еластомерного матеріалу. 1 UA 102409 C2 5 10 15 20 25 30 35 40 45 50 55 60 Бажано, щоб обидва напіввідтиски 7, 8 мали сукупність порожнин 27, розташованих на кромках щонайменше центрально на задньому боці і з'єднаних каналами 29, також сформованих в одному або обох відтисках 7, 8. Після розташування пластини 1 у напіввідтиску 8 два напіввідтиски змикають з взаємним перекриттям, створюючи формувальну основу 9. На цій стадії починають операцію співформування ін'єкцією першого термопластичного матеріалу 15 у зазначену опору 9 через форсунки 22 під тиском для заповнення проміжку на задньому боці пластини, порожнин 27 і каналів 29. Пластина 1 може виявити підняті кромки 2, які дозволяють точно визначити проміжок, що підлягає заповненню термопластичним матеріалом 15. Після завершення інжекції утворюється проміжний вузол, виготовлений з пластини 1, шару 15 термопластичного матеріалу 15 на передньому боці пластини і виступів 17, 19, розподілених на одній або обох поверхнях вузла 16 і на його кромках, у відповідності до порожнин 27, 29 відтисків. Згідно з способом винаходу, у термопластичний матеріал, що використовується у полімері для теплового плавлення, додають стійку до пробивання добавку, наприклад, скловолокно, металоволокно тощо і, можливо, тальк. Для підвищення міцності можуть бути використані і інші добавки. Бажано проводити інжекцію під тиском під час лиття при температурі від приблизно 240 до 280 °C і тиску P1 в інжекційній камері приблизно від 45 до 70 бар. Після отримання проміжного вузла 16, напіввідтиски можуть бути відкриті і проміжний вузол 16 може бути вставлений у другу формувальну опору 14, виготовлену з переднього і заднього напіввідтисків 12, 13, сформованих у ливарних напівкасетах 11, 10 литтям під тиском. Завдяки виступам 17, 19 вузол 16 утримується на заздалегідь визначеній відстані від стінок напіввідтисків 12, 13, забезпечуючи проміжок, що суттєво повністю охоплює проміжний вузол. Після закриття напіввідтисків 12, 13 згідно з способом винаходу проводиться інжекція другого термопластичного матеріалу у зазначену другу опору 14 через форсунки 25 до з'єднання проміжного вузла з другою відливкою термопластичного матеріалу. Після завершення інжекції отримується конструкція 18, яка включає міцний проміжний вузол 16, повністю обгорнутий кожухом термопластичного матеріалу 20. У бажаному втіленні другу інжекційну опору розташовують для складання двох або більше проміжних вузлів (фіг. 6) для отримання ще більш міцної конструкції 40. Якщо конструкція використовується для бронювання транспортних засобів, можна накласти зовнішній шар 41 алюмінію (фіг. 6a) для підвищення міцності і завершення формування тіла. Фіг. 8 містить схему розташування броньових панелей 42 (наприклад, для будинків) конструкції згідно з винаходом. Бажано забезпечувати панелі 42 отворами 44 для гвинтів або болтів, що скріплюють другі перекривні панелі 43 для підвищення стійкості у точках контакту між суміжними панелями 42. На фіг. 9 і 10 схематично зображено, відповідно, гелікоптер і літак з деяким частинами корпусу, показаними згори (46 - бокові двері, 47 - дно кабіни, 48 - хвіст, 51 верхня кришка, 50 - передня частина), які дають типовий перелік частин літака, які можуть бути броньовані з використанням конструкції згідно з винаходом. Фіг. 11 і 12 ілюструють бажане втілення конструкції, де передбачено сукупність підвищуючих жорсткість поперечних елементів 50, приєднаних до пластини 1 зварюванням, наприклад, на протилежному боці зміцнюючих кілець 21 ортогонально до них. Згідно з способом винаходу, термопластичним матеріалом є полімер, що плавиться теплом з непружною добавкою наприклад, гумою. Інші добавки також можуть бути використані для поліпшення якості здатності протистояти снаряду або кулі і відвернення рикошету. Крім того, можуть бути використані матеріали, що гасять або затримують полум'я. Бажано, щоб термопластичні матеріали, що використовуються для двох інжекцій, включали однакові або схожі матриці (наприклад, матриці одного й того ж полімеру) для підвищення стійкості інтерфейсу. Бажано проводити другу інжекцію у формі для лиття під тиском при температурі T2, нижчої за T1, у межах 240 і 270 °C під тиском P2 в інжекційній камері, нижчим за P1, у межах приблизно 32-50 бар. Такий вибір температури і тиску для другої інжекції забезпечується оптимальна адгезія в інтерфейсі між двома шарами термопластичного матеріалу, який вводять інжекцією і розплавляють теплом у такій послідовності без зниження якості першого введеного інжекцією шару. Першою перевагою конструкції є здатність приймати удари снарядів або куль, вистрелених у швидкій послідовності, без обмежень, які звичайно накладаються тестами на стійкість до удару, наприклад, у випадках жилетів, виготовлених з кевлару, і вимагають, щоб постріли не 2 UA 102409 C2 5 10 15 20 25 30 35 40 45 були спрямовані уздовж волокон, але розподілялись згідно з еталоном, або у випадку жилетів з динеми або кераміки, постріли були узгоджені з еталоном обстрілу. Тести, що були проведені, показали, у конструкції згідно з винаходом не було зафіксовано пробиттів при будь-якому розподіленні пострілів і травми були суттєво обмежені (від 0 до 5 мм). Було підтверджено, що у конструкції згідно з винаходом, снаряди або кулі, що вражали конструкцію 18 входили у термопластичний антирикошетний шар 20 і термопластичний шар 15 міцності і свинцевий заряд снаряду або кулі мав тенденцію розсіюватись в інтерфейсі між пластиною 1 і першим термопластичним шаром. Таким чином, снаряд або куля не утворюють так званого "гриба", який деформує стійку частину, вивільняючи кінетичну енергію у точці удару, і не причиняють травми, тобто деформації конструкції на задньому боці, що контактує з тілом користувача. Крім того, було доведено, що конструкція винаходу здатна поглинати удар, створений вибухом гранати (тест проводили з гранатою 40 мм) і затримувати осколки, створені вибухом. Другою перевагою є стійкість до тривалої дії погодних і хімічних факторів. Було виявлено, що побудована у такий спосіб конструкція зберігає стійкість до пробиття також після штучного старіння у гідросольоваму тумані і після багатьох термічних циклів при температурах від +65 до -33 °C. Третьою перевагою є можливість формування конструкцій спеціальної форми для бронювання транспортних засобів або суден, наприклад, конструкцій у формі частин корпусів транспортних засобів, наприклад, дверей, днища, покривних панелей, сидінь тощо. Четвертою перевагою є можливість створення конструкцій форми, придатної для бронювання будинків або їх частин з повним закриттям частин, що підлягають захисту. Іншою перевагою є те, що конструкція є самопідтримною, тобто не потребує додаткових опор, наприклад, захисних конструкцій з кевлару ® тощо для виготовлення структурних елементів, наприклад, для частин транспортних засобів тощо. Ще одною перевагою винаходу є можливість виготовлення захисних коробів, що використовуються для завантаження і розвантаження вогнепальної зброї і транспортування вибухових матеріалів або безпечного зберігання небезпечних хімікатів. Наприклад, конструкція згідно з винаходом може бути використана для виготовлення броньованих контейнерів для зброї. Цей аспект є дуже важливим, оскільки відвертає можливість випадкового випадіння снаряду або кулі з контейнеру. Винахід також може бути застосований для виготовлення взуття або броньованих його частин. Перевагою є також можливість виготовлення броньованих касок 28, виготовлених з одної або більше складових частин, або броньованих забрал 26 для використання підривниками. В останньому випадку, наприклад, забрало 26 (фіг. 7) виготовлено як забралоподібна конструкція згідно з винаходом з щілинами 27, які дозволяють оператору бачити, але не допускають проникнення осколків при вибуху. Згідно з іншим аспектом винаходу, броньована і куленепробивна конструкція може мати шар стійкості, наприклад, пластину описаного вище типу, покриту (бажано, після очищення поверхні) шаром грунтувального розчину і потім одним або більше непружними шарами полімерного матеріалу. Завдяки грунтувальному розчину полімерний шар пристає до шару стійкості і його можна вливати у форму замість введення під тиском. Згідно з ще одним аспектом винаходу (фіг. 13), конструкція 1 може бути зібрана за допомогою подвійних "C"-з'єднань 28, до яких гвинтами 29 можуть бути прикріплені дві конструкції 1. Бажано, щоб конструкції 1 мали диференційовану товщину 30 у відповідності до зон, що перекриваються для забезпечення однорідної зовнішньої товщини. У цьому втіленні конструкції 1 доцільно використовувати для формування броньових панелей транспортних засобів або стін. Винахід припускає різні модифікації і варіанти у межах, визначених Формулою винаходу, причому усі частиниможуть бути замінені технічно еквівалентними елементами. 50 ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб виготовлення броньованої і куленепробивної конструкції, що має внутрішній стійкий шар і зовнішній непружний корпус, який включає операції: - розміщення стійкого шару у першій формувальній опорі для відливання під тиском і утримання стійкого шару на заздалегідь визначеній відстані від щонайменше одної стінки опори для створення проміжку, що відповідає щонайменше поверхні удару снаряда або кулі, - інжекції при температурі Т1 і тиску Р1 першого термопластичного матеріалу, який містить полімерну матрицю з доданою щонайменше одною стійкою добавкою, у зазначену першу опору 3 UA 102409 C2 5 10 15 20 25 30 35 40 45 для отримання з'єднання стійкого шару з першою відливкою термопластичного матеріалу у проміжному вузлі, - розміщення проміжного вузла, який складається з зазначеного стійкого шару і першої відливки, у другій формувальній опорі форми для відливання під тиском і утримання зазначеного вузла на заздалегідь визначеній відстані від стінок другої опори для створення проміжку, що суттєво оточує проміжний вузол; - інжекції при температурі Т2 і тиску Р2 другого термопластичного матеріалу, який містить полімерну матрицю у зазначену другу опору для отримання з'єднання проміжного вузла з другою відливкою термопластичного матеріалу. 2. Спосіб за п. 1, який відрізняється тим, що зазначений стійкий шар включає опуклу сталеву пластину з зміцнюючим кільцем. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що зазначені перший і другий термопластичні матеріали містять полімерну матрицю для поліпшення адгезії між зазначеними першою і другою відливками. 4. Спосіб за п. 1 або п. 2, який відрізняється тим, що зазначена температура Т1 становить від 240 до 280 °C. 5. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначена температура Т2 є нижчою за зазначену температуру Т1. 6. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначений тиск Р1 становить від 45 до 70 бар. 7. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначений тиск Р2 є нижчим за зазначений тиск Р1. 8. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначену операцію утримання стійкого шару на заздалегідь визначеній відстані від стінки першої опори здійснюють встановленням розпірних елементів. 9. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що зазначену операцію утримання проміжного вузла на заздалегідь визначеній відстані від стінки другої опори здійснюють встановленням розпірних елементів на зазначеному проміжному вузлі під час зазначеної першої інжекції. 10. Спосіб за будь-яким з попередніх пп., який відрізняється тим, що щонайменше одна з зазначених формувальних опор є подвійним опорним відтиском. 11. Броньована і куленепробивна конструкція, виготовлена згідно з способом за будь-яким з пп. 1-10 з наданням їй форми, що має елемент самопідтримання, наприклад, дверей або даху, або дна тіла транспортного засобу або бойового транспортного засобу. 12. Броньована і куленепробивна конструкція, виготовлена згідно з способом за будь-яким з пп. 1-10 з наданням їй форми забрала, яке включає конструкцію згідно з винаходом і має оглядові щілини для оператора, які виключають проходження осколків у випадку вибуху. 13. Броньована і куленепробивна конструкція, виготовлена згідно з способом за будь-яким з пп. 1-10 з наданням їй форми, яка має сховище для вогнепальної зброї або вибухівки, наприклад кобуру або коробку для зброї. 14. Броньована і куленепробивна будівельна обшивка, яка містить розподілену сукупність конструкцій, виготовлених згідно з способом за будь-яким з пп. 1-10, де зазначені конструкції частково перекриваються, завдяки чому стійкі шари конструкцій забезпечують повне покриття частини будинку. 15. Броньований і куленепробивний жилет, шолом або взуття, які відрізняються тим, що містять конструкцію, виготовлену згідно з способом за будь-яким з пп. 1-10. 4 UA 102409 C2 5 UA 102409 C2 6 UA 102409 C2 7 UA 102409 C2 8 UA 102409 C2 9 UA 102409 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of an armored and bullet-proof construction and the armored and bullet-proof construction
Автори англійськоюCioffi, Cosimo
Назва патенту російськоюСпособ изготовления бронированной и пуленепробиваемой конструкции и бронированная и пуленепробиваемая конструкция
Автори російськоюКиоффи Козимо
МПК / Мітки
МПК: F41H 5/04
Мітки: спосіб, броньована, куленепробивної, конструкції, виготовлення, конструкція, куленепробивна, броньованої
Код посилання
<a href="https://ua.patents.su/12-102409-sposib-vigotovlennya-bronovano-i-kuleneprobivno-konstrukci-i-bronovana-i-kuleneprobivna-konstrukciya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення броньованої і куленепробивної конструкції і броньована і куленепробивна конструкція</a>
Будівельний елемент, будівельна конструкція, спосіб виготовлення будівельного елемента і спосіб виготовлення будівельної конструкції
Номер патенту: 88778
Опубліковано: 25.11.2009
Автор: Петерсен Ларс
Мітки: спосіб, будівельної, будівельний, елемент, виготовлення, будівельного, елемента, конструкція, будівельна, конструкції
Формула / Реферат:
1. Будівельний елемент, що містить:скляну панель, що визначає зовнішній периметр, що має щонайменше дві прямолінійних ділянки, перша з яких визначає першу довжину, і друга з яких визначає другу довжину; причому скляна панель має визначений коефіцієнт температурного розширення;перший елемент з одновісноорієнтованого волоконного матеріалу, довжина якого відповідає першій довжині;другий елемент з одновісноорієнтованого...
Спосіб виготовлення тривимірної волокнистої конструкції, волокниста конструкція (варіанти), спосіб виготовлення деталі та деталь, яка містить волокнисту конструкцію (варіанти)
Номер патенту: 91322
Опубліковано: 26.07.2010
Автори: Боннамі Сільві, Ольрі П'єрр, Робен-Бросс Крістіан, Сьйон Ерік, Бретон Яннік Клод, Ніколо Наталі
МПК: C01B 31/02, D01F 9/12, C04B 35/83, C04B 35/80, C04B 35/622, D04H 1/46, D06M 11/00
Мітки: тривимірної, волокнисту, деталь, конструкції, волокнистої, конструкцію, конструкція, яка, деталі, містить, виготовлення, волокниста, спосіб, варіанти
Формула / Реферат:
1. Спосіб виготовлення пористої тривимірної волокнистої конструкції, яка містить упорядковану тривимірну основу з термостійких волокон, який відрізняється тим, що у волокнисту конструкцію вбудовують вуглецеві нанотрубки, сформовані шляхом їх вирощування на термостійких волокнах основи після її просочування сполукою, яка містить принаймні один каталізатор росту вуглецевих нанотрубок, із забезпеченням можливості одержання тривимірної...
Подібний до балки елемент конструкції, виконаний з окремих деталей, конструктивний елемент, утворений щонайменше двома елементами конструкції, а також спосіб і пристрій для виготовлення цього елемента конструкції
Номер патенту: 88505
Опубліковано: 26.10.2009
Автор: Крестел Стефан
МПК: E04C 3/29, E04C 3/04, E04C 3/12, E04C 2/34
Мітки: балки, цього, деталей, двома, елемент, спосіб, елемента, також, елементами, виконаний, подібний, утворений, щонайменше, окремих, конструкції, виготовлення, пристрій, конструктивний
Формула / Реферат:
1. Подібний до балки елемент конструкції 1; 1', виготовлений з окремих частин, що містить полицю 2 і дві стінки 3, 4; 3', 4', який відрізняється тим, що полиця 2 має по одній стінці 3, 4; 3', 4' на двох своїх подовжніх сторонах, причому кожна стінка кріпиться до подовжньої бічної стінки полиці 2 переважно за допомогою клейового матеріалу, і тим, що кінцеві зони 7; 7' стінок 3, 4; 3', 4', звернені убік від полиці 2, пласко з'єднуються...
Спосіб виготовлення стільникової конструкції з композиційного термоконструкційного матеріалу та стільникова конструкція з композиційного термоконструкційного матеріалу
Номер патенту: 26423
Опубліковано: 30.08.1999
Автори: Жорж Жан-Мішель, Момю Жан-П'єр, Делаж Андре
МПК: B01J 35/00, B31D 1/00, B29D 31/00, E04C 2/34, B32B 18/00, B32B 3/12, C04B 35/83
Мітки: композиційного, виготовлення, конструкції, стільникової, спосіб, термоконструкційного, конструкція, матеріалу, стільникова
Формула / Реферат:
1. Способ изготовления сотовой конструкции из композиционного термоконструкционного материала, содержащего волокнистую структуру, уплотненную матрицей, причем волокна упомянутой волокнистой структуры изготовлены из материала, выбранного из углерода или различных видов керамики, и тот же материал использован для матрицы композиционного материала, включающий операции изготовления трехмерной силовой структуры, выполнения в ней разрезов в форме...
Конструкція будівлі, яка складається і розкладається під дією її власної ваги відносно вертикальних шарнірних осей та спосіб складання або розкладання конструкції
Номер патенту: 81655
Опубліковано: 25.01.2008
Автори: Рюлькен Грегорі, Рюлькен Дені
МПК: E04B 1/344
Мітки: конструкції, шарнірних, будівлі, вертикальних, ваги, дією, конструкція, складається, власної, розкладання, розкладається, яка, осей, складання, спосіб, відносної
Формула / Реферат:
1. Конструкція, яка використовується для формування будівлі, що складається і розкладається, призначеної, зокрема, для розміщення в ній коней, і що містить рами, виготовлені зі з'єднаних між собою за допомогою зварювання профільованих елементів і обтягнуті жорсткими панелями або полотнищами брезенту, причому ці рами можуть мати в своєму складі двері, вікна, вентиляційні отвори, причому ця будова повністю перекривається дахом, яка...
Попередній патент: Похідні (3r,5s,7r,8r,9s,10s,12s,13r,14s,17r)-17-((r)-4(1,2,4-оксадіазол-5-іл)бутан-2-іл)-10,13-диметилгексадекагідро-1н-циклопента[a]фенантрен-3,7,12-тріолу
Наступний патент: Пристрій для радіального штампування фігурних поверхонь на валах
Випадковий патент: Спосіб отримання виливків з жароміцних нікелевих сплавів