Спосіб регулювання безперервної відливки між циліндрами
Номер патенту: 27990
Опубліковано: 16.10.2000
Автори: ВЕНДЕВІЛЛЬ Люк, МАЗОД'Є Франсуа, Сальвадо Олів'є, Леклерк Ів, Феллю Жіль, Бревьєр Іан


Текст
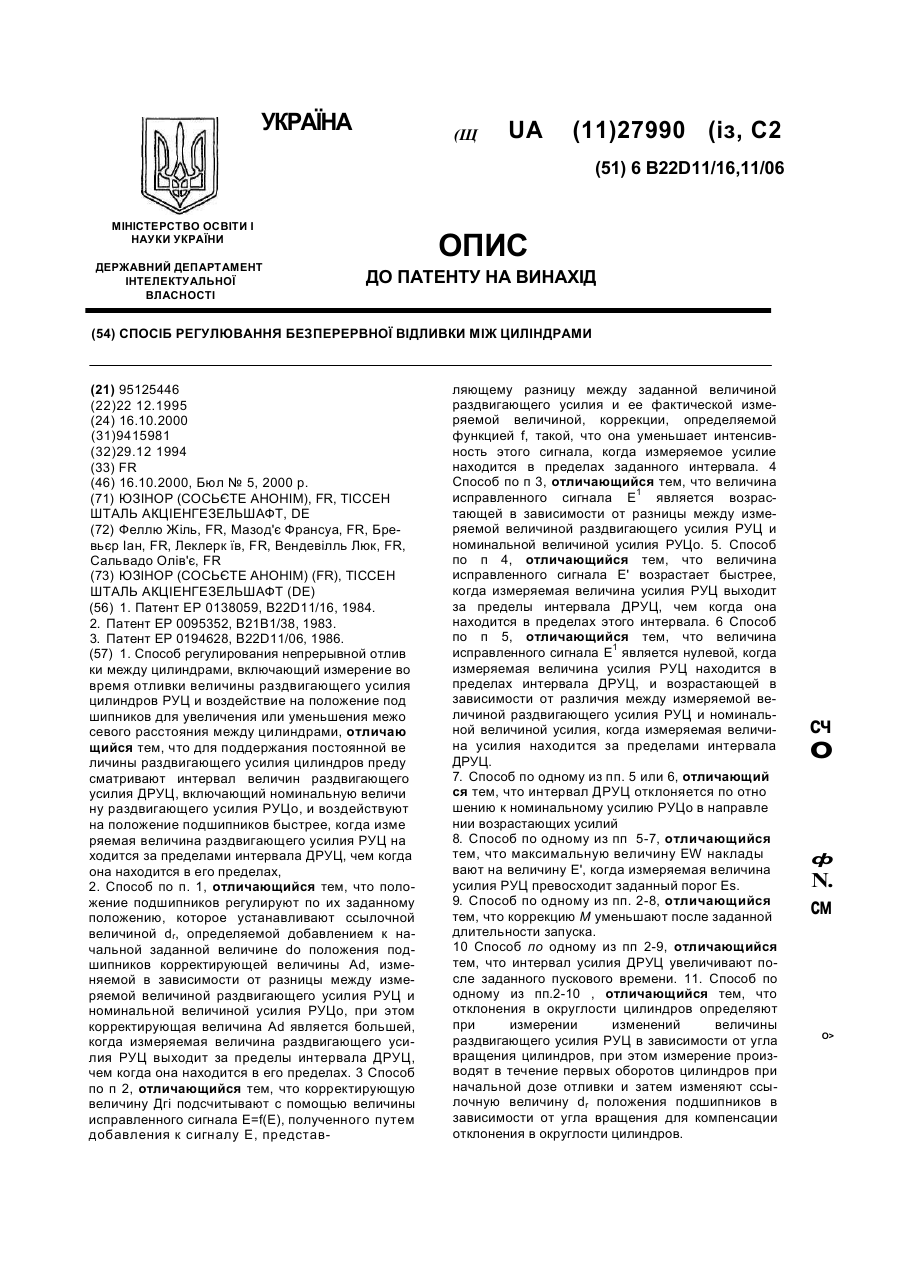
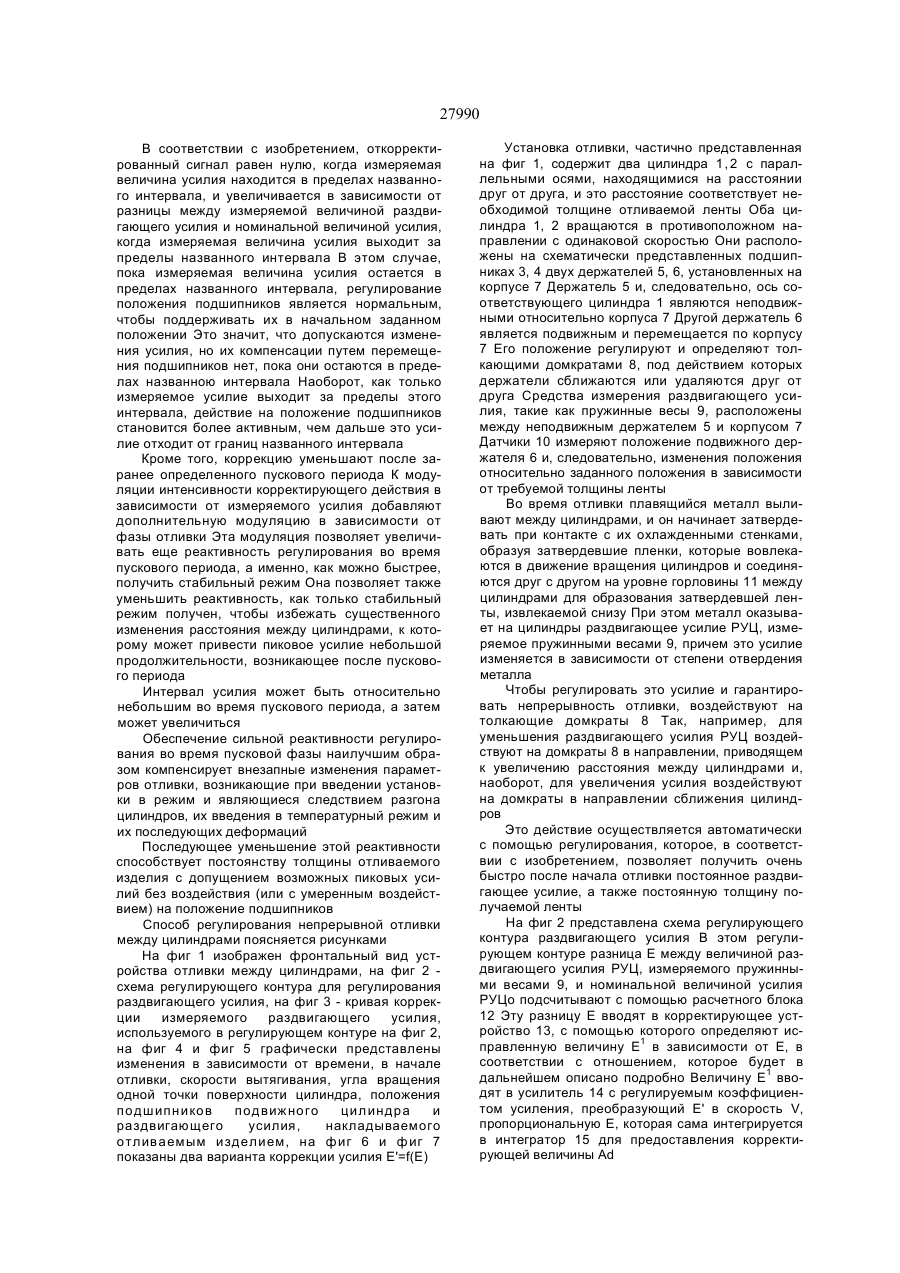
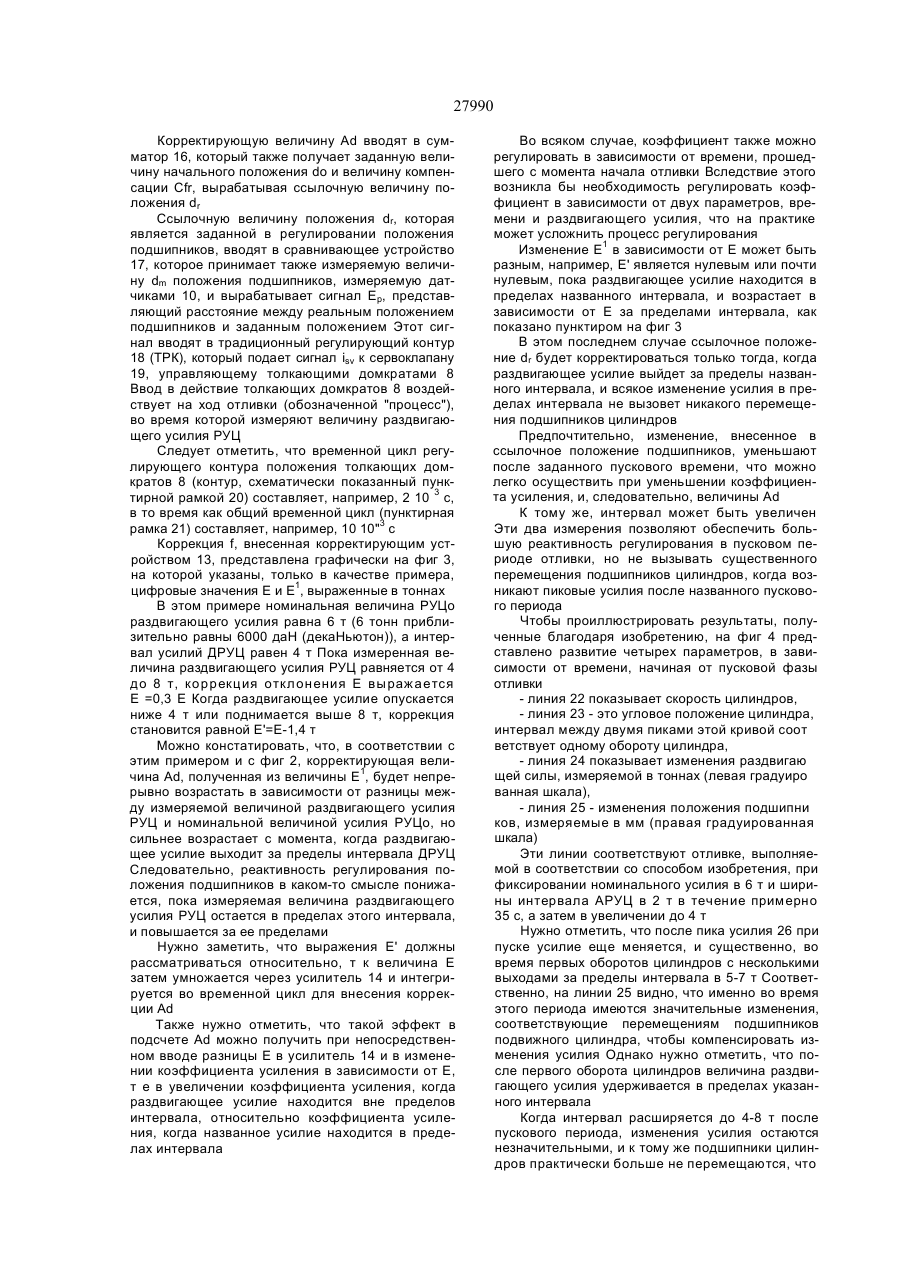
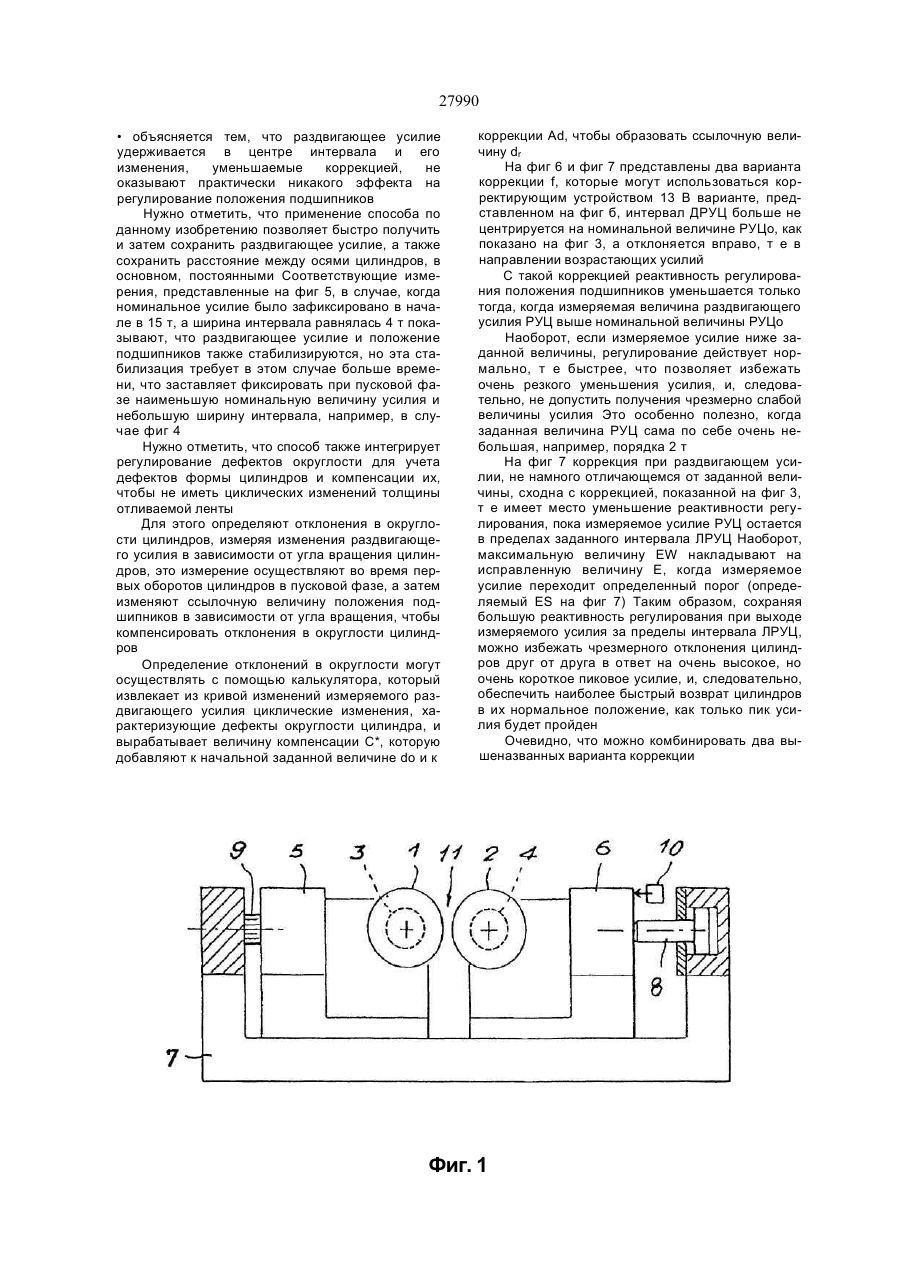
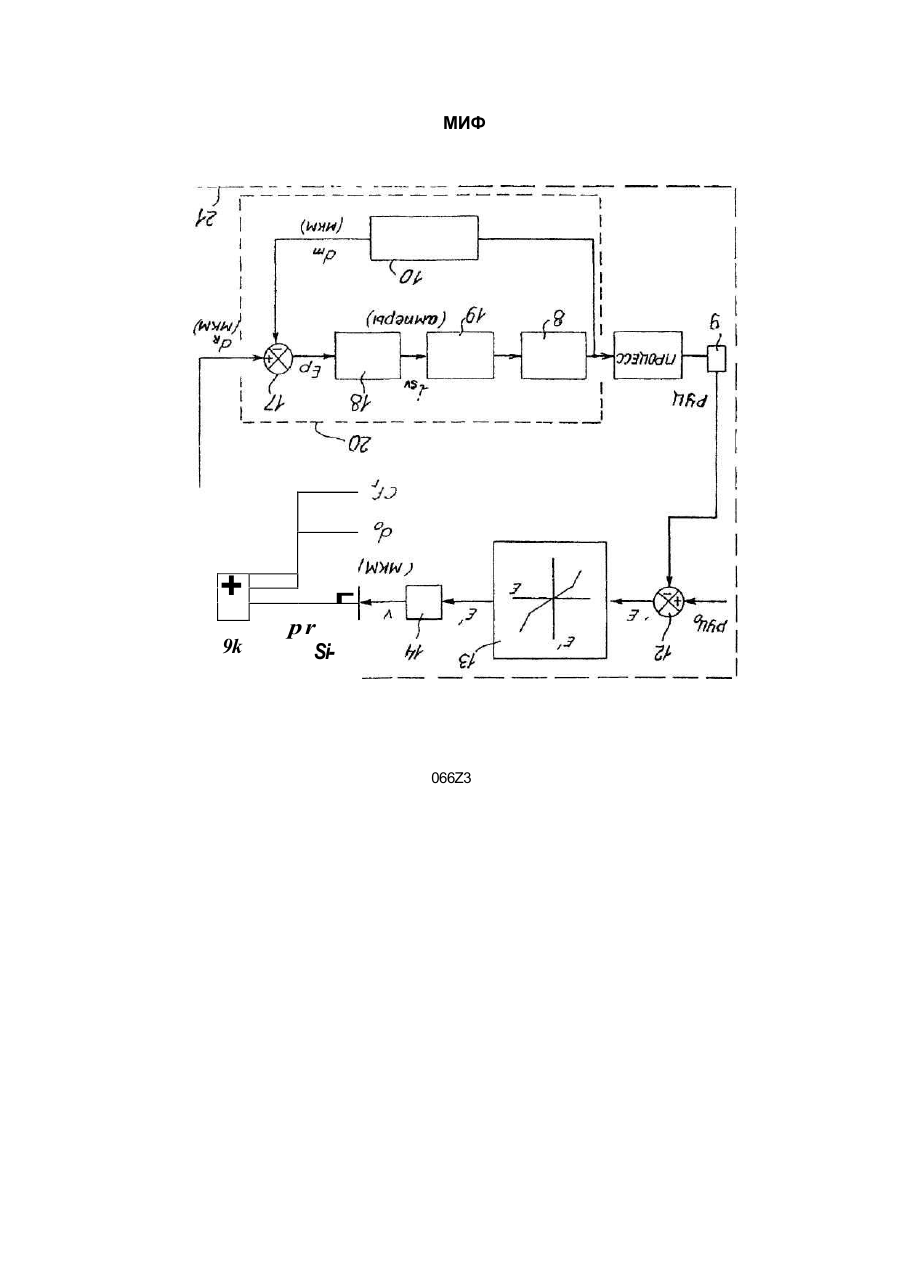
1. Способ регулирования непрерывной отлив ки между цилиндрами, включающий измерение во время отливки величины раздвигающего усилия цилиндров РУЦ и воздействие на положение под шипников для увеличения или уменьшения межо севого расстояния между цилиндрами, отличаю щийся тем, что для поддержания постоянной ве личины раздвигающего усилия цилиндров преду сматривают интервал величин раздвигающего усилия ДРУЦ, включающий номинальную величи ну раздвигающего усилия РУЦо, и воздействуют на положение подшипников быстрее, когда изме ряемая величина раздвигающего усилия РУЦ на ходится за пределами интервала ДРУЦ, чем когда она находится в его пределах, 2. Способ по п. 1, отличающийся тем, что положение подшипников регулируют по их заданному положению, которое устанавливают ссылочной величиной dr, определяемой добавлением к начальной заданной величине do положения подшипников корректирующей величины Ad, изменяемой в зависимости от разницы между измеряемой величиной раздвигающего усилия РУЦ и номинальной величиной усилия РУЦо, при этом корректирующая величина Ad является большей, когда измеряемая величина раздвигающего усилия РУЦ выходит за пределы интервала ДРУЦ, чем когда она находится в его пределах. 3 Способ по п 2, отличающийся тем, что корректирующую величину Дгі подсчитывают с помощью величины исправленного сигнала E=f(E), полученного путем добавления к сигналу Е, представ ляющему разницу между заданной величиной раздвигающего усилия и ее фактической измеряемой величиной, коррекции, определяемой функцией f, такой, что она уменьшает интенсивность этого сигнала, когда измеряемое усилие находится в пределах заданного интервала. 4 Способ по п 3, отличающийся тем, что величина исправленного сигнала Е1 является возрастающей в зависимости от разницы между измеряемой величиной раздвигающего усилия РУЦ и номинальной величиной усилия РУЦо. 5. Способ по п 4, отличающийся тем, что величина исправленного сигнала Е' возрастает быстрее, когда измеряемая величина усилия РУЦ выходит за пределы интервала ДРУЦ, чем когда она находится в пределах этого интервала. 6 Способ по п 5, отличающийся тем, что величина исправленного сигнала Е1 является нулевой, когда измеряемая величина усилия РУЦ находится в пределах интервала ДРУЦ, и возрастающей в зависимости от различия между измеряемой величиной раздвигающего усилия РУЦ и номинальной величиной усилия, когда измеряемая величина усилия находится за пределами интервала ДРУЦ. 7. Способ по одному из пп. 5 или 6, отличающий ся тем, что интервал ДРУЦ отклоняется по отно шению к номинальному усилию РУЦо в направле нии возрастающих усилий 8. Способ по одному из пп 5-7, отличающийся тем, что максимальную величину EW наклады вают на величину Е', когда измеряемая величина усилия РУЦ превосходит заданный порог Es. 9. Способ по одному из пп. 2-8, отличающийся тем, что коррекцию М уменьшают после заданной длительности запуска. 10 Способ по одному из пп 2-9, отличающийся тем, что интервал усилия ДРУЦ увеличивают после заданного пускового времени. 11. Способ по одному из пп.2-10 , отличающийся тем, что отклонения в округлости цилиндров определяют при измерении изменений величины раздвигающего усилия РУЦ в зависимости от угла вращения цилиндров, при этом измерение производят в течение первых оборотов цилиндров при начальной дозе отливки и затем изменяют ссылочную величину dr положения подшипников в зависимости от угла вращения для компенсации отклонения в округлости цилиндров. сч о ф N. см О> 27990 Изобретение относится к области литья металлов, в частности, к особым способам, включающим регулирование процесса литья. Известно, что выплавляемое изделие, например, тонкую ленту в несколько сантиметров толщиной, получают путем выливания плавящегося металла в зону плавки, расположенную между двумя цилиндрами с параллельными осями, охлажденными и вращающимися в противоположном направлении. При контакте с холодными стенками цилиндра металл затвердевает, и затвердевшие металлические пленки, вовлекаемые в движение вращением цилиндров, соединяются на уровне горловины между цилиндрами для образования ленты, извлекаемой внизу. Применение способа отливки изделий между цилиндрами выявило различные проблемы, относящиеся как к получаемым отливкам, так и к установке, используемой при отливке изделий. Отливаемая лента должна, в частности, иметь определенные размеры сечения. Это означает, что воздушный зазор в горловине между цилиндрами, т. е. расстояние между двумя цилиндрами, должен быть, в основном, равным необходимой толщине ленты. Действительно, т. к. полученную ленту обычно в дальнейшем подвергают прокатке, точность толщины является менее важной, чем ее равномерность по всей длине ленты. Отклонение толщины в несколько десятых миллиметров от необходимой толщины не наносит ущерба при получении конечного качественного изделия после прокатки, в то время как быстрые изменения толщины в продольном направлении отливаемой ленты могут отразиться на конечном изделии даже после прокатки. При осуществлении способа отливки изделий главное - это получение непрерывной ленты, т. е. обеспечение ее вытягивания так, чтобы в процессе ее вытягивания она в достаточной мере отвердевала. Переотвердение металла выше горловины отражается на изделии, если отливку осуществляют из относительно ковких металлов, например, из алюминия, но оно не допустимо для более твердых металлов, таких как сталь, потому что в этом случае переотвердение приводит либо к образованию металлического клина выше горловины, который мешает вытягиванию ленты, либо к разрушению цилиндров, когда между ними проходит чрезмерно затвердевший металл. Наоборот, недостаточное затвердение приводит к пробоям и разрыву ленты на выходе горловины. Для устранения двух указанных причин, нарушающих работу процесса, было предложено изменять расстояние между цилиндрами, т. е. сближать их в случае недостаточного отвердения или удалять друг от друга в случае переотвердения таким образом, чтобы дно шахты отвердения между поверхностями металла, отвердеваемыми при контакте со стенками цилиндра, находилось на уровне горловины. В результате этой технологии неизбежно возникают продольные изменения толщины получаемого изделия, если условия отвердения изменяются в процессе отливки по различным причинам, а именно: во время запуска, первых оборотов ци линдров и при выходе на режим по температуре. Однако эти изменения не приемлемы для получения высокого качества отливаемой ленты. К указанным проблемам добавляются также проблемы, связанные с дефектами округлости цилиндров. Поскольку на практике невозможно добиться их точной округлости, то для фиксированного положения подшипников, поддерживающих цилиндры, расстояние между ними изменяют циклически во время их вращения Также следует отметить, что к первоначальным дефектам округлости цилиндров при охлаждении добавляются дефекты округлости цилиндров, порожденные деформациями термического порядка, связанными с систематическими нагреваниями и охлаждениями поверхностей цилиндров при каждом обороте. Известен способ изготовления непрерывной отливки между цилиндрами, который включает отслеживание давления на вращающиеся цилиндры во время прохождения застывающего металла между цилиндрами и регулирование времени затвердения расплавленного металла в установленных пределах путем регулирования скорости вращения цилиндров или количества расплавленного металла [1]. Указанный способ основан на том, что при увеличении скорости вращения цилиндров отвердение расплавленного металла при контакте с цилиндрами уменьшается, и наоборот. Однако способ не позволяет достаточно быстро реагировать, чтобы избежать проблем, связанных с переотвердением отливаемого изделия или недостаточным его отвердением, которые могут возникнуть внезапно. Известен также способ изготовления быстро застывающих металлических лент путем непрерывной отливки между цилиндрами, в котором раздвигающее усилие на подвижный охлажденный цилиндр регулируют с помощью гидравлических цилиндров, увеличивая или уменьшая это усилие относительно номинального значения [2]. Во избежание разрушения цилиндров, которое оказывает на них изделие отливки, в данном способе регулируют раздвигающее усилие, характеризующее состояние отвердения металла. Но этот способ приводит к продольным изменениям толщины получаемой ленты Наиболее близким к изобретению по технической сущности является способ непрерывной отливки между цилиндрами, в котором с помощью датчика нагрузки, расположенного между подшипниками цилиндров, измеряют и рассчитывают раздвигающее усилие цилиндров, в зависимости от которого воздействуют на расстояние между цилиндрами. Кроме того, воздействуя на положение подшипников, регулируют скорость вращения цилиндров в зависимости от изменения расстояния между цилиндрами или изменения раздвигающего усилия, учитывая, что при увеличении скорости вращения цилиндров время отвердения расплавленного металла при контакте с цилиндрами уменьшается, а при уменьшении скорости время увеличивается [3]. Однако этот способ, как и предыдущий, приводит к продольным изменениям толщины полу 27990 Однако этот способ, как и предыдущий, приводит к продольным изменениям толщины получаемой ленты, что, в свою очередь, может привести к разрыву ленты или пробоям в ней Кроме того, способ не обладает быстродействием, если внезапно возникают проблемы, связанные с переотвердением или недостаточным отвердением отливаемой ленты Способ также не исправляет возможные дефекты округлости цилиндров имеющиеся при их изготовлении или связанные с деформациями термического порядка, возникающими при систематическом нагревании и охлаждении цилиндров при их вращении, что создает проблемы, связанные с состоянием отвердения отливаемой ленты В основу изобретения поставлена задача создания способа регулирования непрерывной отливки между цилиндрами для получения металлической ленты высокого качества, с постоянной толщиной по всей ее длине, причем получения этой равномерной толщины как можно быстрее после начала отливки, а также для осуществления способа отливки без повреждений цилиндров, отрицательно влияющих на равномерность отвердения ленты Поставленная задача решается тем, что в способе регулирования непрерывной отливки между цилиндрами, включающем измерение во время отливки величины раздвигающего усилия цилиндров РУЦ и воздействие на положение подшипников для увеличения или уменьшения межосевого расстояния между цилиндрами, согласно изобретению, для поддержания постоянной величины раздвигающего усилия цилиндров РУЦ предусматривают интервал величин раздвигающего усилия ДРУЦ, включающий номинальную величину раздвигающего усилия РУЦо, и воздействуют на положение подшипников быстрее, когда измеряемая величина раздвигающего усилия находится за пределами интервала ЛРУЦ, чем когда она находится в его пределах Таким образом, в соответствии с изобретением, учитывают важность отклонения между измеряемой величиной раздвигающего усилия и номинальной величиной усилия, чтобы воздействовать на положение подшипников пока усилие остается в пределах заданного интервала, те пока оно относительно мало отклоняется от номинальной величины раздвигающего усилия, реакция, состоящая в перемещении подшипников цилиндров, чтобы компенсировать изменение усилия, будет умеренной или даже нулевой, когда же усилие выходит за пределы названного интервала, реакция будет более быстрой При этом положение подшипников регулируют по заданному положению, которое определяют ссылочной величиной CJR, состоящей из начальной заданной величины do, положения подшипников и корректирующей величины Ad, изменяющейся в зависимости от разницы между измеряемой величиной раздвигающего усилия РУЦ и номинальной величиной усилия, при этом корректирующая величина будет больше, когда измеряемое усилие выходит за пределы интервала, чем когда оно находится в пределах заданного интервала Предпочтительно модуляцию интенсивности корректирующего действия в ответ на разницу между заданной величиной раздвигающего усилия и ее фактической измеряемой величиной осуществляют путем добавления к сигналу Е представляющему эту разницу, коррекции, определяемой функцией f, такой, что она уменьшает интенсивность этого сигнала, когда измеряемое усилие находится в пределах заданного интервала, и, таким образом, именно этот исправленный сигнал E'=f(F) затем используют в регулирующем контуре, чтобы создать корректирующую величину Ad, которую добавляют к начальной заданной величине do положения подшипников для образования ссылочной величины dR, используемой в свою очередь, в качестве заданной величины регулирования положения подшипников в регулирующем контуре классического типа Так как скорость перемещения подшипников в таком регулирующем контуре классически пропорциональна разнице между фактическим положением подшипников и заданным положением, то из этого следует, что воздействие на положение подшипников является тем сильнее, чем далее величина ссылочного положения находится от величины измерения реального положения И т к следствием коррекции является перемещение заданного положения за пределы начального заданного положения, которое ведет к увеличению разницы между заданным положением и фактическим положением подшипников, тем более что измеряемая величина усилия больше величины номинального усилия, то следствием этого является то, что реактивность регулирования положения подшипников возрастает, когда измеряемое усилие выходит за пределы названного интервала Следовательно, коррекция приводит к образованию искусственной ссылочной величины, которая определяет заданное положение, смещенное по отношению к начальному заданному положению в направлении, которое традиционно ведет к тому, чтобы компенсировать изменение раздвигающего усилия, т е в направлении увеличения расстояния между цилиндрами в ответ на увеличение раздвигающего усилия, и наоборот И поскольку эта величина ссылочного положения, используемая как заданная величина для регулирования положения подшипников, больше величины измерения реального положения подшипников, регулирование будет происходить быстрее, т е подшипники быстрее переместятся при смещенном заданном положении, чем если бы заданное положение оставалось начальным заданным положением При этом откорректированный сигнал Е1 возрастает в зависимости от разницы между измеряемым раздвигающим усилием и номинальным усилием В этом случае, чем больше разница между измеряемой величиной усилия и номинальной величиной усилия, тем быстрее будет реакция Откорректированный сигнал Е1 увеличивается быстрее, когда измеряемое усилие выходит за пределы названного интервала, чем когда оно находится в пределах интервала Отсюда следует, что реакция увеличивается вместе с разницей между измеряемой величиной усилия и номинальной величиной усилия, т е чем больше эта разница, тем быстрее реакция 27990 В соответствии с изобретением, откорректированный сигнал равен нулю, когда измеряемая величина усилия находится в пределах названного интервала, и увеличивается в зависимости от разницы между измеряемой величиной раздвигающего усилия и номинальной величиной усилия, когда измеряемая величина усилия выходит за пределы названного интервала В этом случае, пока измеряемая величина усилия остается в пределах названного интервала, регулирование положения подшипников является нормальным, чтобы поддерживать их в начальном заданном положении Это значит, что допускаются изменения усилия, но их компенсации путем перемещения подшипников нет, пока они остаются в пределах названною интервала Наоборот, как только измеряемое усилие выходит за пределы этого интервала, действие на положение подшипников становится более активным, чем дальше это усилие отходит от границ названного интервала Кроме того, коррекцию уменьшают после заранее определенного пускового периода К модуляции интенсивности корректирующего действия в зависимости от измеряемого усилия добавляют дополнительную модуляцию в зависимости от фазы отливки Эта модуляция позволяет увеличивать еще реактивность регулирования во время пускового периода, а именно, как можно быстрее, получить стабильный режим Она позволяет также уменьшить реактивность, как только стабильный режим получен, чтобы избежать существенного изменения расстояния между цилиндрами, к которому может привести пиковое усилие небольшой продолжительности, возникающее после пускового периода Интервал усилия может быть относительно небольшим во время пускового периода, а затем может увеличиться Обеспечение сильной реактивности регулирования во время пусковой фазы наилучшим образом компенсирует внезапные изменения параметров отливки, возникающие при введении установки в режим и являющиеся следствием разгона цилиндров, их введения в температурный режим и их последующих деформаций Последующее уменьшение этой реактивности способствует постоянству толщины отливаемого изделия с допущением возможных пиковых усилий без воздействия (или с умеренным воздействием) на положение подшипников Способ регулирования непрерывной отливки между цилиндрами поясняется рисунками На фиг 1 изображен фронтальный вид устройства отливки между цилиндрами, на фиг 2 схема регулирующего контура для регулирования раздвигающего усилия, на фиг 3 - кривая коррекции измеряемого раздвигающего усилия, используемого в регулирующем контуре на фиг 2, на фиг 4 и фиг 5 графически представлены изменения в зависимости от времени, в начале отливки, скорости вытягивания, угла вращения одной точки поверхности цилиндра, положения подшипников подвижного цилиндра и раздвигающего усилия, накладываемого отливаемым изделием, на фиг 6 и фиг 7 показаны два варианта коррекции усилия E'=f(E) Установка отливки, частично представленная на фиг 1, содержит два цилиндра 1, 2 с параллельными осями, находящимися на расстоянии друг от друга, и это расстояние соответствует необходимой толщине отливаемой ленты Оба цилиндра 1, 2 вращаются в противоположном направлении с одинаковой скоростью Они расположены на схематически представленных подшипниках 3, 4 двух держателей 5, 6, установленных на корпусе 7 Держатель 5 и, следовательно, ось соответствующего цилиндра 1 являются неподвижными относительно корпуса 7 Другой держатель 6 является подвижным и перемещается по корпусу 7 Его положение регулируют и определяют толкающими домкратами 8, под действием которых держатели сближаются или удаляются друг от друга Средства измерения раздвигающего усилия, такие как пружинные весы 9, расположены между неподвижным держателем 5 и корпусом 7 Датчики 10 измеряют положение подвижного держателя 6 и, следовательно, изменения положения относительно заданного положения в зависимости от требуемой толщины ленты Во время отливки плавящийся металл выливают между цилиндрами, и он начинает затвердевать при контакте с их охлажденными стенками, образуя затвердевшие пленки, которые вовлекаются в движение вращения цилиндров и соединяются друг с другом на уровне горловины 11 между цилиндрами для образования затвердевшей ленты, извлекаемой снизу При этом металл оказывает на цилиндры раздвигающее усилие РУЦ, измеряемое пружинными весами 9, причем это усилие изменяется в зависимости от степени отвердения металла Чтобы регулировать это усилие и гарантировать непрерывность отливки, воздействуют на толкающие домкраты 8 Так, например, для уменьшения раздвигающего усилия РУЦ воздействуют на домкраты 8 в направлении, приводящем к увеличению расстояния между цилиндрами и, наоборот, для увеличения усилия воздействуют на домкраты в направлении сближения цилиндров Это действие осуществляется автоматически с помощью регулирования, которое, в соответствии с изобретением, позволяет получить очень быстро после начала отливки постоянное раздвигающее усилие, а также постоянную толщину получаемой ленты На фиг 2 представлена схема регулирующего контура раздвигающего усилия В этом регулирующем контуре разница Е между величиной раздвигающего усилия РУЦ, измеряемого пружинными весами 9, и номинальной величиной усилия РУЦо подсчитывают с помощью расчетного блока 12 Эту разницу Е вводят в корректирующее устройство 13, с помощью которого определяют исправленную величину Е1 в зависимости от Е, в соответствии с отношением, которое будет в дальнейшем описано подробно Величину Е1 вводят в усилитель 14 с регулируемым коэффициентом усиления, преобразующий Е' в скорость V, пропорциональную Е, которая сама интегрируется в интегратор 15 для предоставления корректирующей величины Ad 27990 Корректирующую величину Ad вводят в сумматор 16, который также получает заданную величину начального положения do и величину компенсации Cfr, вырабатывая ссылочную величину положения dr Ссылочную величину положения dr, которая является заданной в регулировании положения подшипников, вводят в сравнивающее устройство 17, которое принимает также измеряемую величину dm положения подшипников, измеряемую датчиками 10, и вырабатывает сигнал Ер, представляющий расстояние между реальным положением подшипников и заданным положением Этот сигнал вводят в традиционный регулирующий контур 18 (ТРК), который подает сигнал isv к сервоклапану 19, управляющему толкающими домкратами 8 Ввод в действие толкающих домкратов 8 воздействует на ход отливки (обозначенной "процесс"), во время которой измеряют величину раздвигающего усилия РУЦ Следует отметить, что временной цикл регулирующего контура положения толкающих домкратов 8 (контур, схематически показанный пунктирной рамкой 20) составляет, например, 2 10 3 с, в то время как общий временной цикл (пунктирная рамка 21) составляет, например, 10 10"3 с Коррекция f, внесенная корректирующим устройством 13, представлена графически на фиг 3, на которой указаны, только в качестве примера, цифровые значения Е и Е1, выраженные в тоннах В этом примере номинальная величина РУЦо раздвигающего усилия равна 6 т (6 тонн приблизительно равны 6000 даН (декаНьютон)), а интервал усилий ДРУЦ равен 4 т Пока измеренная величина раздвигающего усилия РУЦ равняется от 4 до 8 т, коррекция отклонения Е выражается Е =0,3 Е Когда раздвигающее усилие опускается ниже 4 т или поднимается выше 8 т, коррекция становится равной Е'=Е-1,4 т Можно констатировать, что, в соответствии с этим примером и с фиг 2, корректирующая величина Ad, полученная из величины Е1, будет непрерывно возрастать в зависимости от разницы между измеряемой величиной раздвигающего усилия РУЦ и номинальной величиной усилия РУЦо, но сильнее возрастает с момента, когда раздвигающее усилие выходит за пределы интервала ДРУЦ Следовательно, реактивность регулирования положения подшипников в каком-то смысле понижается, пока измеряемая величина раздвигающего усилия РУЦ остается в пределах этого интервала, и повышается за ее пределами Нужно заметить, что выражения Е' должны рассматриваться относительно, т к величина Е затем умножается через усилитель 14 и интегрируется во временной цикл для внесения коррекции Ad Также нужно отметить, что такой эффект в подсчете Ad можно получить при непосредственном вводе разницы Е в усилитель 14 и в изменении коэффициента усиления в зависимости от Е, т е в увеличении коэффициента усиления, когда раздвигающее усилие находится вне пределов интервала, относительно коэффициента усиления, когда названное усилие находится в пределах интервала Во всяком случае, коэффициент также можно регулировать в зависимости от времени, прошедшего с момента начала отливки Вследствие этого возникла бы необходимость регулировать коэффициент в зависимости от двух параметров, времени и раздвигающего усилия, что на практике может усложнить процесс регулирования Изменение Е1 в зависимости от Е может быть разным, например, Е' является нулевым или почти нулевым, пока раздвигающее усилие находится в пределах названного интервала, и возрастает в зависимости от Е за пределами интервала, как показано пунктиром на фиг 3 В этом последнем случае ссылочное положение dr будет корректироваться только тогда, когда раздвигающее усилие выйдет за пределы названного интервала, и всякое изменение усилия в пределах интервала не вызовет никакого перемещения подшипников цилиндров Предпочтительно, изменение, внесенное в ссылочное положение подшипников, уменьшают после заданного пускового времени, что можно легко осуществить при уменьшении коэффициента усиления, и, следовательно, величины Ad К тому же, интервал может быть увеличен Эти два измерения позволяют обеспечить большую реактивность регулирования в пусковом периоде отливки, но не вызывать существенного перемещения подшипников цилиндров, когда возникают пиковые усилия после названного пускового периода Чтобы проиллюстрировать результаты, полученные благодаря изобретению, на фиг 4 представлено развитие четырех параметров, в зависимости от времени, начиная от пусковой фазы отливки - линия 22 показывает скорость цилиндров, - линия 23 - это угловое положение цилиндра, интервал между двумя пиками этой кривой соот ветствует одному обороту цилиндра, - линия 24 показывает изменения раздвигаю щей силы, измеряемой в тоннах (левая градуиро ванная шкала), - линия 25 - изменения положения подшипни ков, измеряемые в мм (правая градуированная шкала) Эти линии соответствуют отливке, выполняемой в соответствии со способом изобретения, при фиксировании номинального усилия в 6 т и ширины интервала АРУЦ в 2 т в течение примерно 35 с, а затем в увеличении до 4 т Нужно отметить, что после пика усилия 26 при пуске усилие еще меняется, и существенно, во время первых оборотов цилиндров с несколькими выходами за пределы интервала в 5-7 т Соответственно, на линии 25 видно, что именно во время этого периода имеются значительные изменения, соответствующие перемещениям подшипников подвижного цилиндра, чтобы компенсировать изменения усилия Однако нужно отметить, что после первого оборота цилиндров величина раздвигающего усилия удерживается в пределах указанного интервала Когда интервал расширяется до 4-8 т после пускового периода, изменения усилия остаются незначительными, и к тому же подшипники цилиндров практически больше не перемещаются, что 27990 • объясняется тем, что раздвигающее усилие удерживается в центре интервала и его изменения, уменьшаемые коррекцией, не оказывают практически никакого эффекта на регулирование положения подшипников Нужно отметить, что применение способа по данному изобретению позволяет быстро получить и затем сохранить раздвигающее усилие, а также сохранить расстояние между осями цилиндров, в основном, постоянными Соответствующие измерения, представленные на фиг 5, в случае, когда номинальное усилие было зафиксировано в начале в 15 т, а ширина интервала равнялась 4 т показывают, что раздвигающее усилие и положение подшипников также стабилизируются, но эта стабилизация требует в этом случае больше времени, что заставляет фиксировать при пусковой фазе наименьшую номинальную величину усилия и небольшую ширину интервала, например, в случае фиг 4 Нужно отметить, что способ также интегрирует регулирование дефектов округлости для учета дефектов формы цилиндров и компенсации их, чтобы не иметь циклических изменений толщины отливаемой ленты Для этого определяют отклонения в округлости цилиндров, измеряя изменения раздвигающего усилия в зависимости от угла вращения цилиндров, это измерение осуществляют во время первых оборотов цилиндров в пусковой фазе, а затем изменяют ссылочную величину положения подшипников в зависимости от угла вращения, чтобы компенсировать отклонения в округлости цилиндров Определение отклонений в округлости могут осуществлять с помощью калькулятора, который извлекает из кривой изменений измеряемого раздвигающего усилия циклические изменения, характеризующие дефекты округлости цилиндра, и вырабатывает величину компенсации С*, которую добавляют к начальной заданной величине do и к коррекции Ad, чтобы образовать ссылочную величину dr На фиг 6 и фиг 7 представлены два варианта коррекции f, которые могут использоваться корректирующим устройством 13 В варианте, представленном на фиг б, интервал ДРУЦ больше не центрируется на номинальной величине РУЦо, как показано на фиг 3, а отклоняется вправо, т е в направлении возрастающих усилий С такой коррекцией реактивность регулирования положения подшипников уменьшается только тогда, когда измеряемая величина раздвигающего усилия РУЦ выше номинальной величины РУЦо Наоборот, если измеряемое усилие ниже заданной величины, регулирование действует нормально, т е быстрее, что позволяет избежать очень резкого уменьшения усилия, и, следовательно, не допустить получения чрезмерно слабой величины усилия Это особенно полезно, когда заданная величина РУЦ сама по себе очень небольшая, например, порядка 2 т На фиг 7 коррекция при раздвигающем усилии, не намного отличающемся от заданной величины, сходна с коррекцией, показанной на фиг 3, т е имеет место уменьшение реактивности регулирования, пока измеряемое усилие РУЦ остается в пределах заданного интервала ЛРУЦ Наоборот, максимальную величину EW накладывают на исправленную величину Е, когда измеряемое усилие переходит определенный порог (определяемый ES на фиг 7) Таким образом, сохраняя большую реактивность регулирования при выходе измеряемого усилия за пределы интервала ЛРУЦ, можно избежать чрезмерного отклонения цилиндров друг от друга в ответ на очень высокое, но очень короткое пиковое усилие, и, следовательно, обеспечить наиболее быстрый возврат цилиндров в их нормальное положение, как только пик усилия будет пройден Очевидно, что можно комбинировать два вышеназванных варианта коррекции Фиг. 1 МИФ + 9k Г pr Si 066Z3 27990 Kto'kh Wfo'bt 066/.2 90(0 H 27990 Фиг. 6 Л РУЦ Фиг. 7 ю 27990 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку о?6 £3* 2001 р. Формат 60x84 1/8. Обсяг / /У обл.-вид.арк. Тираж 50 прим. Зам. 33~ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adjustment of continuous casting between cylinders
Автори англійськоюFellu Gilles, Mazodier Francois, Breviere Ian, Leclerc Ives, Vendeville Ljuc, Salvado Olivier
Назва патенту російськоюСпособ регулирования непрерывной отливки между цилиндрами
Автори російськоюФеллю Жиль, МАЗОДЬЄ Франсуа, Бревьер Иан, Леклерк Ив, ВЕНДЕВИЛЛЬ Люк, Сальвадо Оливье
МПК / Мітки
МПК: B22D 11/16, B22D 11/06
Мітки: спосіб, відливки, безперервної, регулювання, циліндрами
Код посилання
<a href="https://ua.patents.su/12-27990-sposib-regulyuvannya-bezperervno-vidlivki-mizh-cilindrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання безперервної відливки між циліндрами</a>
Установка для безперервної відливки виробів
Номер патенту: 9915
Опубліковано: 30.09.1996
Автор: Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: відливки, установка, виробів, безперервної
Формула / Реферат:
(57) Установка для непрерывной отливки изделий, содержащая полуформы, установленные на тележках, закрепленных на цепях сопряженных между собой конвейеров, образующие общий заливочный канал, и заливочное устройство, отличающаяся тем, что полуформы закреплены на тележках шарнирно, ось вращения которых смещены относительно центра тяжести, а конвейер выполнен вертикально-замкнутым и установлен наклонно к горизонтальной плоскости.
Установка для безперервної відливки прокату
Номер патенту: 11233
Опубліковано: 25.12.1996
Автори: Жеребний Олександр Михайлович, Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: установка, безперервної, відливки, прокату
Текст:
...состоит из: заливочной чаши 1, двух комплектов полуформ 2 и установленных на отдельных конвейерах и движущихся по замкнутому контуру и прижимных направляющих 4. Смыкающие полуформы 2 и 3 образуют металлоприемник 5 в виде желоба конусообразного вида, нижние стенки которого контактируют с литниковой систе С > СО О 11233 мой 6, представляющую бесконечную ще/,ь или непосредственно с формами 7. Установка установлена с уклоном в сторону...
Установка для безперервної відливки виробів
Номер патенту: 9946
Опубліковано: 30.09.1996
Автори: Жеребний Михайло Олександрович, Жеребний Олександр Михайлович
МПК: B22D 15/00
Мітки: відливки, безперервної, виробів, установка
Формула / Реферат:
(57) 1. Установка для непрерывной отливки изделий, содержащая сопряженные между собой горизонтально замкнутые цепи с полуформами, имеющими формообразующие полости и образующими общий металло-лриемник в виде усеченного конуса, отличающаяся тем, что металлоприемник соединен с формообразующими полостями полуформ или с литниковым каналом, соединенным с формообразующими полостями, при этом полуформы установлены наклонно к горизонтальной...
Пристрій для швидкої заміни та утримання в потрібному положенні бічної стінки машини для неперервної відливки металевих виробів
Номер патенту: 27807
Опубліковано: 16.10.2000
Автори: МАЗОД'Є Франсуа, Легран Юг
МПК: B22D 11/06
Мітки: утримання, потрібному, пристрій, положенні, стінки, виробів, бічної, відливки, машини, заміни, неперервної, металевих, швидкої
Текст:
...с возможностью вращения во круг горизонтальной оси. 4 Устройство по одному из пп. 1-3, отличающееся тем, что средства крепления боковых стенок содержат основания для закрепления каждой боковой стенки и средства связи между этим основанием и соответствующей плоской стенкой барабана. 5, Устройство по п. 4, отличающееся тем, что барабан содержит две плоские стенки, параллельные между собой и установленные с возможностью закрепления...
Пристрій для безперервної відливки тонкостінної чавунної труби
Номер патенту: 6078
Опубліковано: 29.12.1994
Автори: Мішель П'єррель, Ріо Белоччі, Ів Гурмель
МПК: B22D 11/04
Мітки: безперервної, пристрій, тонкостінної, відливки, трубі, чавунної
Формула / Реферат:
1. Устройство для непрерывной отливки тонкостенной чугунной трубы, содержащее футерованную емкость с нижним выпуклым отверстием, установленный под ней кристаллизатор с рубашкой охлаждения и дорн с нагревательным элементом, причем кристаллизатор имеет цилиндрическую гильзу, верхняя часть которой выполнена в виде выступа, отличающееся тем, что, с целью повышения стабильности процесса литья и улучшения качества отливаемой трубы, оно снабжено...
Попередній патент: Спосіб зменшення займистості арамідного виробу
Наступний патент: Волокниста пульпа з полі (пара-фенілентерефталаміду) та спосіб її виготовлення
Випадковий патент: Фармацевтична композиція антибіотиків і пребіотиків для профілактики й лікування дисбіозів у процесі антибактеріальної терапії