Щітковий виріб, спосіб та пристрій для виготовлення щіткових виробів
Формула / Реферат
1. Щітковий виріб, що містить держак щетини з гумоеластичного матеріалу з принаймні однією виїмкою для прийому жмутка щетини, котрий має на кінці, що закріплюється, потовщену ділянку для поєднання щетини, поперечний переріз цієї ділянки перевищує поперечний переріз жмутка та найвужчий поперечний переріз виїмки, причому жмуток міцно з'єднано під тиском з виїмкою, в якій принаймні уздовж частини своєї довжини у держаку жмуток щетини щільно охоплений матеріалом держака під дією пружної деформації, який відрізняється тим, що держак щетини водночас становить також рукоятку і має більшу жорсткість у зоні тримання.
2. Щітковий виріб за п. 1, який відрізняється тим, що у зоні тримання держак щетини має пожорстчуючі вставки чи оболонки.
3. Щітковий виріб за п. 1, який відрізняється тим, що у зоні тримання держак щетини має підвищену жорсткість за рахунок зміни структури матеріалу, наприклад спінювання.
4. Щітковий виріб за п. 1, який відрізняється тим, що у зоні тримання держак щетини має більший переріз ніж у зоні жмутків щетини.
5. Щітковий виріб за пп. 1-4, який відрізняється тим, що виїмка на держаку щетини має піднутрення, причому найменший поперечний переріз виїмки менше поперечного перерізу потовщеної ділянки жмутка щетини.
6. Щітковий виріб за п. 5, який відрізняється тим, що виїмка має на своїй вхідній кромці діаметр, який перевищує зовнішній діаметр жмутка щетини і конічно звужується вглиб.
7. Щітковий виріб за пп. 1-6, який відрізняється тим, що виїмка виконана як наскрізний отвір у держаку щетини, і що жмуток з потовщеною ділянкою можна вставляти до виїмки з будь-якого боку.
8. Щітковий виріб за пп. 1-7, який відрізняється тим, що потовщена ділянка жмутка щетини має сферичну, двояко випуклу, дископодібну чи циліндричну форму.
9. Щітковий виріб за пп. 1-7, який відрізняється тим, що потовщена ділянка жмутка щетини конічно звужена у напрямку осі жмутка.
10. Спосіб виробництва щіткових виробів, які складаються з держака щетини з еластичного матеріалу, що має принаймні одну по суті циліндричну виїмку для прийому жмутка щетини, на кінці котрого, що закріплюється, виконана з'єднувальна потовщена ділянка, поперечний переріз якої перевищує найвужчий поперечний переріз виїмки і яку вставляють під тиском до виїмки у держаку щетини, який відрізняється тим, що вісь жмутка щетини суміщають із віссю виїмки у держаку щетини і вставляють до виїмки прямою дією сили на потовщену ділянку.
11. Спосіб за п. 10, який відрізняється тим, що силу для введення жмутка щетини прикладають до виступаючої довжини потовщеної ділянки, розташованої по обводу у вигляді кільця навкруги щетинок жмутка щетини.
12. Спосіб за пп. 10 та 11, який відрізняється тим, що силу для введення жмутка щетини прикладають рівномірно до усієї кільцевої виступаючої довжини.
13. Спосіб за п. 10, в якому жмуток щетини виконано порожнистим, щетинки в ньому розташовано у вигляді кільця, а потовщена ділянка принаймні частково входить до перерізу порожнини, який відрізняється тим, що силу для введення жмутка щетини прикладають до потовщеної ділянки усередині порожнини.
14. Спосіб за п. 10, де виїмка у держаку щетини має піднутрення, який відрізняється тим, що силу для введення жмутка щетини прикладають до потовщеної частини вказаного жмутка, доки потовщена частина не досягне найбільшого перерізу виїмки за піднутренням.
15. Спосіб за п. 10, де щітковий виріб має множину жмутків щетини, а держак щетини - відповідну кількість виїмок, який відрізняється тим, що водночас усі жмутки щетини або групи жмутків вставляють до виїмок у держаку щетини.
16. Спосіб за пп. 10-15, який відрізняється тим, що при вставлянні додатково прикладають силу до вільного кінця жмутка щетини.
17. Спосіб за пп. 10-16, який відрізняється тим, що держак щетини, виготовлений з пружного матеріалу, разом із вставленими жмутками щетини вміщують до жорсткої опори та прикріпляють до неї.
18. Пристрій для виготовлення щіткових виробів який містить приймач для держака щетини, виконаного з пружного матеріалу, та оправку для жмутка щетини з потовщеною ділянкою на кінці, який відрізняється тим, що оправа має пуансон з ведучою торцевою поверхнею для взаємодії з потовщеною ділянкою жмутка щетини аксіально у напрямку приймача з держаком щетини і виконаний з можливістю введення до виїмки аж до кінцевого розміщення потовщеної ділянки.
19. Пристрій за п. 18, який відрізняється тим, що пуансон виконаний у вигляді втулки, яка охоплює ззовні жмутки щетини й діє своєю торцевою кільцевою поверхнею на виступаючу довжину потовщеної частини, що виступає за щетинки жмутка щетини.
20. Пристрій за п. 19, який відрізняється тим, що втулка має у своїй частині, яка діє на виступаючу довжину потовщеної ділянки, зовнішній поперечний переріз, що не перевищує найбільшого поперечного перерізу потовщеної ділянки, а далі має збільшений поперечний переріз, виконаний у вигляді уступу.
21. Пристрій за п. 20, який відрізняється тим, що уступ створює взаємодіючий з поверхнею держака щетини упор.
22. Пристрій за п. 18, який відрізняється тим, що для порожнистих жмутків пуансон має болтоподібну конструкцію, який розташовано серед порожнистих жмутків і своєю ведучою торцевою поверхнею спряжено з виступаючою довжиною потовщеної ділянки, яка має внутрішній діаметр меншим ніж внутрішній діаметр порожнистого жмутка.
23. Пристрій за п. 22, який відрізняється тим, що при порожнистому жмуткові з кільцевою потовщеною ділянкою, пуансон містить ділянку меншого діаметра, яка входить до кільцевого простору потовщеної ділянки а створений на пуансоні уступ спряжено, у процесі роботи, з внутрішньою виступаючою довжиною кільцевої потовщеної ділянки.
Текст
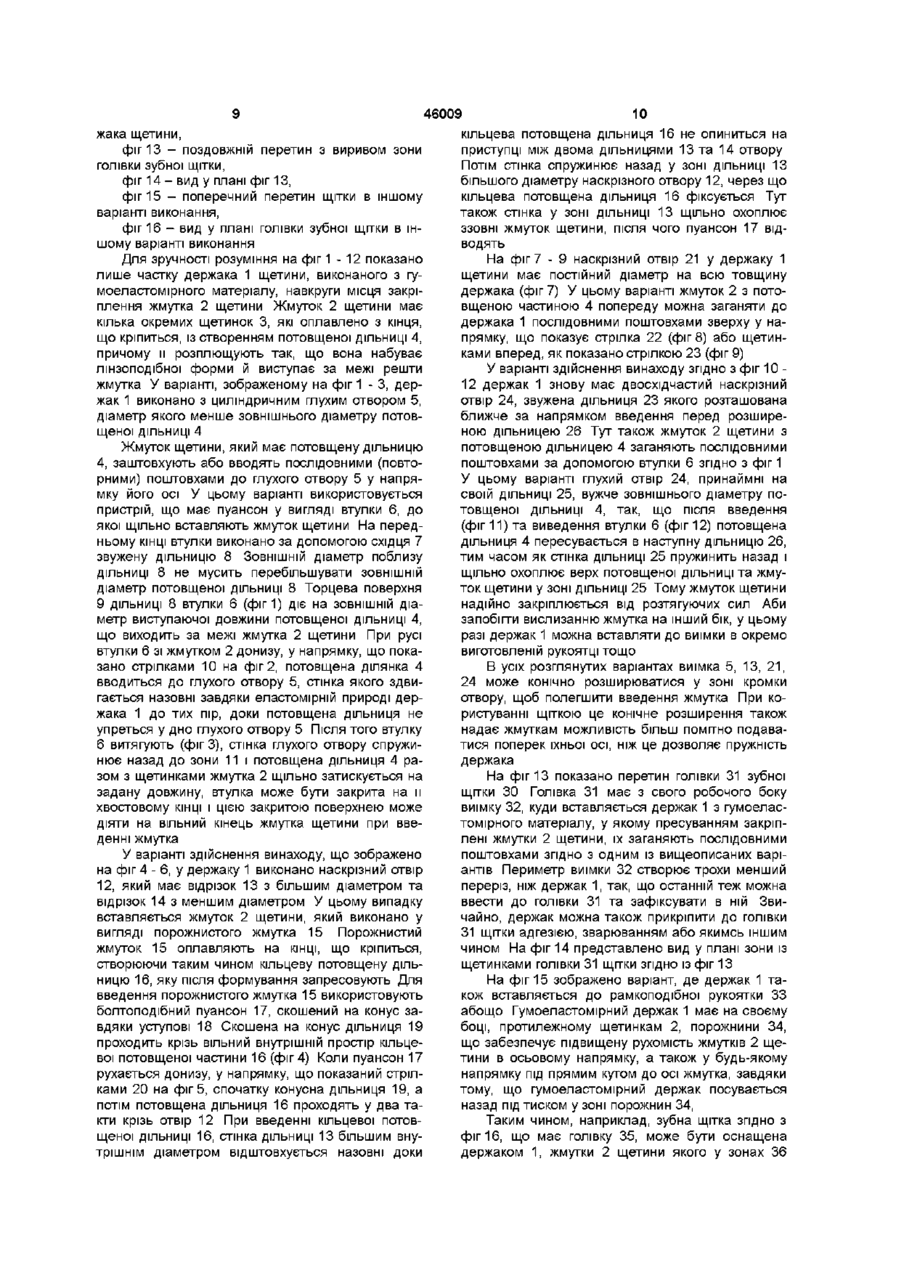
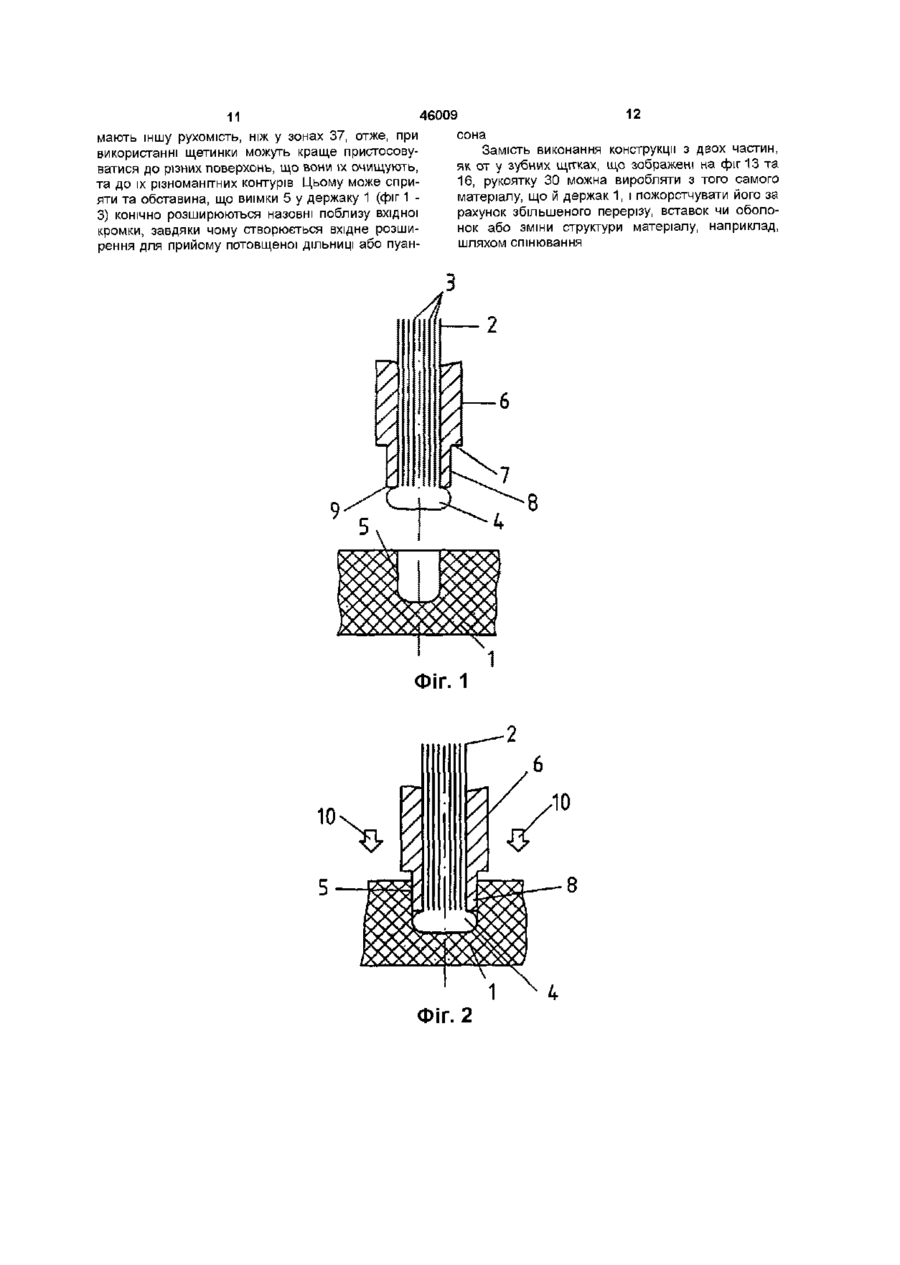
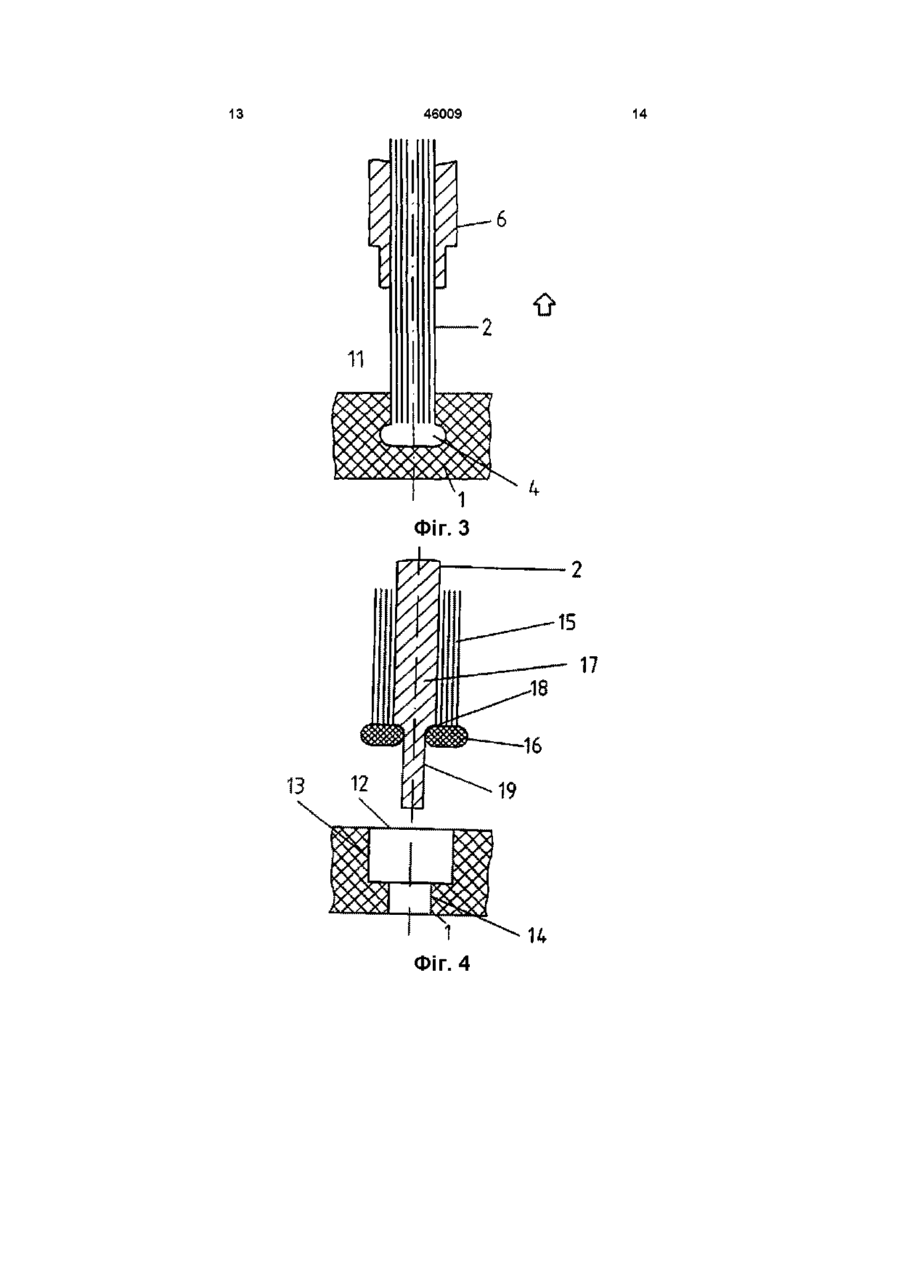
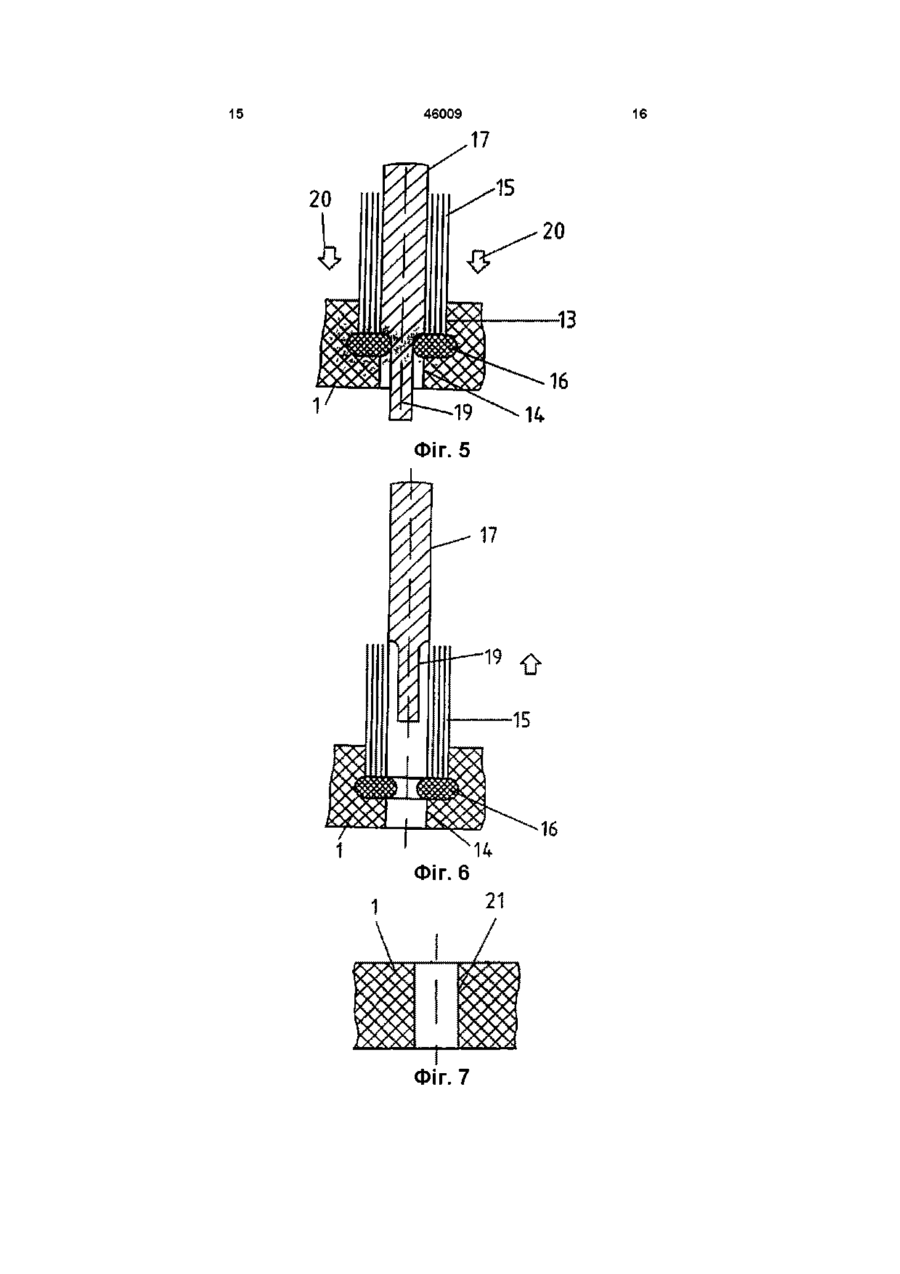
1 Щітковий виріб, що містить держак щетини з гумоеластичного матеріалу з принаймні однією виїмкою для прийому жмутка щетини, котрий має на КІНЦІ, що закріплюється, потовщену ділянку для поєднання щетини, поперечний переріз цієї ділянки перевищує поперечний переріз жмутка та найвужчий поперечний переріз виїмки, причому жмуток міцно з'єднано під тиском з виїмкою, в якій принаймні уздовж частини своєї довжини у держаку жмуток щетини щільно охоплений матеріалом держака під дією пружної деформації, який відрізняється тим, що держак щетини водночас становить також рукоятку і має більшу жорсткість у зоні тримання 2 Щітковий виріб за п 1, який відрізняється тим, що у зоні тримання держак щетини має пожорстчуючі вставки чи оболонки 3 Щітковий виріб за п 1, який відрізняється тим, що у зоні тримання держак щетини має підвищену жорсткість за рахунок зміни структури матеріалу, наприклад спінювання 4 Щітковий виріб за п 1, який відрізняється тим, що у зоні тримання держак щетини має більший переріз ніж у зоні жмутків щетини 5 Щітковий виріб за пп 1-4, який відрізняється тим, що виїмка на держаку щетини має піднутрення, причому найменший поперечний переріз виїмки менше поперечного перерізу потовщеної ділянки жмутка щетини 6 Щітковий виріб за п 5, який відрізняється тим, що виїмка має на своїй ВХІДНІЙ кромці діаметр, який перевищує ЗОВНІШНІЙ діаметр жмутка щетини і конічно звужується вглиб 7 Щітковий виріб за пп 1-6, який відрізняється тим, що виїмка виконана як наскрізний отвір у держаку щетини, і що жмуток з потовщеною ділянкою можна вставляти до виїмки з будь-якого боку 8 Щітковий виріб за пп 1-7, який відрізняється тим, що потовщена ділянка жмутка щетини має сферичну, двояко випуклу, дископодібну чи циліндричну форму 9 Щітковий виріб за пп 1-7, який відрізняється тим, що потовщена ділянка жмутка щетини конічно звужена у напрямку осі жмутка 10 Спосіб виробництва щіткових виробів, які складаються з держака щетини з еластичного матеріалу, що має принаймні одну по суті циліндричну виїмку для прийому жмутка щетини, на КІНЦІ котрого, що закріплюється, виконана з'єднувальна потовщена ділянка, поперечний переріз якої перевищує найвужчий поперечний переріз виїмки і яку вставляють під тиском до виїмки у держаку щетини, який відрізняється тим, що вісь жмутка щетини суміщають із віссю виїмки у держаку щетини і вставляють до виїмки прямою дією сили на потовщену ділянку 11 Спосіб за п 10, який відрізняється тим, що силу для введення жмутка щетини прикладають до виступаючої довжини потовщеної ділянки, розташованої по обводу у вигляді кільця навкруги щетинок жмутка щетини 12 Спосіб за пп Юта 11, який відрізняється тим, що силу для введення жмутка щетини прикладають рівномірно до усієї кільцевої виступаючої довжини 13 Спосіб за п 10, в якому жмуток щетини виконано порожнистим, щетинки в ньому розташовано у вигляді кільця, а потовщена ділянка принаймні частково входить до перерізу порожнини, який відрізняється тим, що силу для введення жмутка щетини прикладають до потовщеної ділянки усередині порожнини 14 Спосіб за п 10, де виїмка у держаку щетини має піднутрення, який відрізняється тим, що силу для введення жмутка щетини прикладають до потовщеної частини вказаного жмутка, доки потовщена частина не досягне найбільшого перерізу виїмки за піднутренням 15 Спосіб за п 10, де щітковий виріб має множину жмутків щетини, а держак щетини - відповідну КІЛЬКІСТЬ виїмок, який відрізняється тим, що водночас усі жмутки щетини або групи жмутків вставля О о о (О 46009 20 Пристрій за п 19, який відрізняється тим, що ють до виїмок у держаку щетини втулка має у своїй частині, яка діє на виступаючу 16 Спосіб за пп 10-15, який відрізняється тим, довжину потовщеної ділянки, ЗОВНІШНІЙ поперещо при вставлянні додатково прикладають силу до чний переріз, що не перевищує найбільшого попевільного кінця жмутка щетини речного перерізу потовщеної ділянки, а далі має 17 Спосіб за пп 10-16, який відрізняється тим, збільшений поперечний переріз, виконаний у вищо держак щетини, виготовлений з пружного магляді уступу теріалу, разом із вставленими жмутками щетини 21 Пристрій за п 20, який відрізняється тим, що вміщують до жорсткої опори та прикріпляють до уступ створює взаємодіючий з поверхнею держака неї щетини упор 18 Пристрій для виготовлення щіткових виробів який містить приймач для держака щетини, вико22 Пристрій за п 18, який відрізняється тим, що наного з пружного матеріалу, та оправку для жмудля порожнистих жмутків пуансон має болтоподітка щетини з потовщеною ділянкою на КІНЦІ, який бну конструкцію, який розташовано серед порожвідрізняється тим, що оправа має пуансон з венистих жмутків і своєю ведучою торцевою поверхдучою торцевою поверхнею для взаємодії з потонею спряжено з виступаючою довжиною потовщевщеною ділянкою жмутка щетини аксіально у наної ділянки, яка має внутрішній діаметр меншим прямку приймача з держаком щетини і виконаний з ніж внутрішній діаметр порожнистого жмутка можливістю введення до виїмки аж до кінцевого 23 Пристрій за п 22, який відрізняється тим, що розміщення потовщеної ділянки при порожнистому жмуткові з кільцевою потовщеною ділянкою, пуансон містить ділянку меншого 19 Пристрій за п 18, який відрізняється тим, що діаметра, яка входить до кільцевого простору попуансон виконаний у вигляді втулки, яка охоплює товщеної ділянки а створений на пуансоні уступ ззовні жмутки щетини й діє своєю торцевою кільспряжено, у процесі роботи, з внутрішньою вистуцевою поверхнею на виступаючу довжину потовпаючою довжиною кільцевої потовщеної ділянки щеної частини, що виступає за щетинки жмутка щетини Винахід стосується щіткових виробів, зокрема щіток та пензлів, та способів і пристроїв для їх виробництва і може бути використаним у щетиннощітковому виробництві У цій заявці термін "щітковий виріб" охоплює всі вироби, в яких жмутки щетини або окремі щетинки кріпляться до держака або опори довільної форми Це можуть бути звичайні щітки, такі як зубні щітки, щітки для шкіри, для чищення, скребки, мітли, абразивні, шліфувальні щітки тощо Держак або опора може мати форму ручки, рукоятки, корпусу, а також стрічок, смужок та ш , або напівфабрикати, які пізніше вставляються до ручки, рукоятки, корпусу тощо або сполучуються до більших об'єднань Жмутки щетини мають довільний переріз - трубчатий, багатокутний, порожнистий, згруповані в пучки тощо Щетинки виробляються з пластику, а потовщені ділянки виготовляються шляхом розплавлення КІНЦІВ щетинок і охолодження або, за бажанням, шляхом наступного формування Відомий ЩІТКОВИЙ виріб, що містить держак щетини з гумоеластичного матеріалу з принаймні однією виїмкою для прийому жмутка щетини, котрий має на КІНЦІ, що закріплюється, потовщену ділянку для поєднання щетини, поперечний переріз цієї ділянки перевищує поперечний переріз жмутка та найвужчий поперечний переріз виїмки, причому жмуток міцно вставлений під тиском до виїмки, в якій принаймні уздовж частини своєї довжини у держаку жмуток щетини щільно охоплений матеріалом держака під дією пружної деформації (патент США № 4 988 146 від 29 01 1991, найближчий аналог) Недоліки відомого щіткового виробу зумовлені тим, що він виконаний шляхом термопластичного з'єднання за яким нагрівають прошарок біля поверхні стінки виїмки та/або потовщеної ДІЛЬНИЦІ жмутка щетини до температури нижче точки плавлення, а потім вставляють жмуток щетини з потовщеною частиною, завдаючи термопластичної деформації При виготовленні такого виробу необхідно підводити, а потім відводити тепло, що завжди вимагає часу, адже, виробничі цикли досить довготривалі Крім того, необхідно дуже ретельно регулювати температуру, аби запобігти термічного пошкодження, особливо окрихчення або теплового окислення полімеру Ніяк не можна перешкодити погіршенню молекулярної структури щетинок, які часто мають дуже малий діаметр Відомий спосіб виробництва щіткових виробів, що складаються з держака щетини з еластичного матеріалу, що має принаймні одну по суті циліндричну виїмку для прийому жмутка щетини, на КІНЦІ котрого, що закріплюється, виконано поєднувальну потовщену дільницю, поперечний переріз якої перевищує найвужчий поперечний переріз виїмки і яку вставляють під тиском до виїмки у держаку щетини (патент США № 4 988 146 від 29 01 1991, найближчий аналог} Недоліком відомого способу є те, що при його здійсненні треба підводити, а потім відводити тепло, що завжди вимагає часу, адже, виробничі цикли досить довготривалі Крім того, необхідно дуже ретельно регулювати температуру, аби запобігти термічному пошкодженню, особливо окрихченню або тепловому окисленню полімеру Ніяк не можна перешкодити погіршенню молекулярної структури щетинок, які часто мають дуже малий діаметр Відомий пристрій для здійснення способу ви 46009 виїмки, причому гумоеластомірні властивості забезпечують безперешкодне проходження потовщеної ДІЛЬНИЦІ крізь найвужчий переріз у ході вставлення жмутка В ІНШІЙ прийнятній конструкції відкритий край виїмки зроблено з більшим поперечним перерізом, ніж поперечний переріз жмутка щетини, а далі вглиб він звужується на конус Таким чином, полегшується початкове введення жмутка, бо конічна стінка створює скіс при введенні потовщеної ДІЛЬНИЦІ та пуансона Жмуток має також можливість посуватися поперек своєї осі, що є перевагою у деяких обставинах Можна також виконати виїмку як наскрізний отвір у держаку щетини, так, що такого саме осьового суміщення можна досягти, вставляючи жмуток щетини з того чи іншого боку В кожному з перелічених щіткових виробів потовщена дільниця жмутка щетини може мати сферичну, лінзоподібну, дископодібну чи циліндричну форму або конічно звужуватися у напрямку осі жмутка Форма вибирається згідно з потрібним ЗДІЙСНЮЄТЬСЯ З ЙОГО ДОПОМОГОЮ опором витягування або бажаною рухомістю жмуВ основу винаходу покладено завдання ствотка поперек своєї осі рити щітковий виріб, спосіб та пристрій для виготовлення щіткових виробів, які забезпечили б не Поставлене завдання вирішується також тим, коштовні, нетривалі виробничі цикли з одержанщо в способі виробництва щіткових виробів, що ням виробів, які б мали підвищений опір витягускладаються з держака щетини з еластичного маванню жмутка щетини теріалу, що має принаймні одну по суті циліндричну виїмку для прийому жмутка щетини, на КІНЦІ Поставлене завдання вирішується тим, що в котрого, що закріплюється, виконано поєднуващітковому виробі, що містить держак щетини з льну потовщену дільницю, поперечний переріз гумоеластичного матеріалу з принаймні однією якої перевищує найвужчий поперечний переріз циліндричною виїмкою для прийому жмутка щевиїмки і яку вставляють під тиском до виїмки у детини, котрий має на КІНЦІ, ЩО закріплюється, поторжаку щетини, ВІДПОВІДНО до винаходу вісь жмутка вщену ділянку для поєднання щетини, поперечний щетини суміщають із віссю виїмки у держаку щепереріз цієї ділянки перевищує найвужчий поперетини і вставляють до виїмки прямою дією сили на чний переріз виїмки, причому жмуток міцно вставпотовщену ділянку лений під тиском до виїмки, в якій принаймні уздовж частини своєї довжини у держаку жмуток Сила, яку треба прикласти, вирішальним чищетини щільно охоплений матеріалом держака під ном залежить від модулю пружності матеріалу дією пружної деформації, ВІДПОВІДНО ДО винаходу держака, а також геометричних розмірів та взаєдержак щетини, вироблений з гумоеластичного морозташування потовщеної ділянки та виїмки Ці матеріалу, водночас становить також рукоятку і параметри легко визначаються дослідним шляхом має більшу жорсткість у зоні тримання як функція У такій конструкції держак та рукоятку виготовиготуваного типу щіткового виробу Після влено заодно цього можна без проблем розвити та прикласти до потовщеної ДІЛЬНИЦІ жмутка щетини рушійну силу Гумоеластомірна природа держака не лише необхідної величини так, що після запресування надає йому пружності, а й водночас створює демжмутка він матиме опір витягуванню, порівняний з пфіруюче кріплення для жмутка щетини так, що тим, що отримується у відомих способах виготовостанній може до деякої міри пересуватися у полення щіткових виробів Осі жмутка щетини та вздовжньому та поперечному напрямках Така виїмки повинні бути суміщені, але допустиме депружність потрібна перш за все у зубних щітках яке незначне нешкідливе відхилення, оскільки поПідвищеної жорсткості у зоні рукоятки можна товщена дільниця сам о центрується при введенні досягти за допомогою пожорстчуючих вставок чи Інакше, спосіб прийнятний не лише для жмутків оболонок або зміною структури матеріалу, наприщетини, але також і для окремих щетинок, оскільки клад, здійснюючи спінення лише у зоні рукоятки вони мають потовщення на їх замикаючих кінцях Необхідну жорсткість можна також забезпечити за рахунок збільшення поперечного перерізу в зоні Бажано прикладати рушійну силу, що діє на рукоятки жмуток щетини, рівномірно до виступаючої потовщеної ДІЛЬНИЦІ, яка охоплює по обводу щетинки Згідно З переважним варіантом здійснення вижмутка находу виїмка у держаку щетини має піднутрення, причому, найменший поперечний переріз виїмки Якщо жмуток порожнистий усередині й щетименший поперечного перерізу потовщеної ДІЛЬНИЦІ нки розташовано по зовнішньому кільцю, потовжмутка щетини щена дільниця щонайменше частково заходить до перерізу порожнини, але може й перекривати У цій конструкції геометричне самозамикання останню на зразок тарілки Згідно з винаходом між жмутком та держаком забезпечується не лише силу, що діє на жмуток щетини, прикладають до гумоеластомірними властивостями, а й формою робництва щіткових виробів, який має приймач для держака щетини, виконаний з пружного матеріалу, та оправу жмутка щетини з потовщеною ділянкою на КІНЦІ, що закріплюється (патент ФРН № 40 27 108 від 28 08 90 р , найближчий аналог) Відомий пристрій містить принаймні дві рознесені та паралельні між собою пластинки у держаку, зі СПІВВІСНИМИ каналами для скеровування жмутків щетинок, принаймні один затискний пристрій для фіксування жмутків у каналах і принаймні один нагрівальний пристрій для оплавлення КІНЦІВ щетинок під час закріплення на робочому боці держака Розташовані на кріпильній деталі напрямні пластинки або замінюючі їх формувальні пластинки утворюють кільцевидну зону ущільнення, яка охоплює зону щетинок, причому ця зона взаємодіє з ВІДПОВІДНИМИ кільцевидними зонами ущільнення на держаку або їхніми жмутками при пересуванні жмутка крізь напрямні або формувальні пластинки Недоліком відомого пристрою є складність як самого пристрою, так і технологічного процесу, що 8 46009 потовщеної ДІЛЬНИЦІ усередині порожнини Бажано і відомо, що виїмка у держаку має піднутрення У такому разі силу, що діє на жмуток щетини, треба прикладати до потовщеної ДІЛЬНИЦІ, аж доки остання не досягне найбільшого перерізу виїмки за піднутренням Як правило, щітковий виріб, тобто щітка, містить велику КІЛЬКІСТЬ жмутків щетини, а держак відповідну КІЛЬКІСТЬ виїмок Спосіб згідно з винаходом передбачає можливість одночасно запресовувати усі жмутки або групи жмутків до виїмок у держаку На додаток до сили, що діє на введення в потовщену дільницю, може також бути прикладена сила до вільних КІНЦІВ жмутків щетини, завдяки чому жмуток переважно стискається на його периферії, щоб запобігти щетинки від згинання Там, де висуваються підвищені вимоги до опору витягуванню, доцільно приєднувати пружний держак із вставленими до нього жмутками щетини до жорсткої опори, а потім скріпляти з нею затискачами чи скобами Поставлене завдання вирішується також тим, що в пристрої для здійснення способу виробництва щіткового виробу з приймачем для держака щетини, виконаного з пружного матеріалу, та оправою жмутка щетини з потовщеною ділянкою ЗГІДНО з переважним варіантом здійснення винаходу, пуансон може мати відрізок меншого діаметру, який зачіпляється у кільцевій порожнині потовщеної ДІЛЬНИЦІ, а уступ, сформований на пуансоні, в наслідок цього діє у ході запресовування на внутрішній виступаючий відрізок кільцеподібної на КІНЦІ, що закріплюється, ВІДПОВІДНО ДО винаходу Очевидно, що технологічний процес виготовлення таких щіткових виробів з високим опором жмутка витягуванню набагато простіше, ніж досі використовувані термопластичні способи, бо закріплення відбувається за кімнатної температури Це значно скорочує капітальні витрати і робить можливим набагато коротший виробничий цикл Ще одною перевагою порівняно з останніми є відсутність потреби у додаткових чи незвичайних кріпильних засобах оправа має пуансон, ведуча торцева поверхня котрого діє на потовщену ділянку жмутка щетини аксіальне у напрямку приймача з держаком щетини і може вводитися до виїмки аж до кінцевого розміщення потовщеної ділянки Таким чином, пуансон входить до виїмки разом із жмутком щетини і розжимає назовні пружну стінку виїмки, аж доки потовщена ділянка не досягне свого кінцевого положення Після розширення пуансоном пружна стінка виїмки пружинить назад, фіксує потовщену ділянку і водночас охоплює щетинки жмутка таким чином, що вони опиняються усередині держака Пуансон може бути виконаний у вигляді втулки, що охоплює ззовні жмуток щетини і діє своєю кільцевою передньою кромкою на довжину потовщеної ДІЛЬНИЦІ, що виступає за щетинки жмутка Такий втулкоподібний пуансон водночас скеровує жмуток щетини й прикладає бокове зусилля зсуву до пружного матеріалу держака Переважно втулка має на її ДІЮЧІЙ на виступаючу частину потовщеної ДІЛЬНИЦІ поверхні ЗОВНІШНІЙ поперечний переріз, не переважаючий найбільший поперечний переріз потовщеної ДІЛЬНИЦІ, після чого має більший поперечний переріз, сформований уступом Цей уступ створює стопор або упор, який, взаємодіючи з поверхнею держака, заганяє жмуток щетини вглиб У випадку порожнистих жмутків пуансон має конструкцію типу болта Він зачіпляється у порожнині жмутка і діє своєю передньою кромкою на потовщену дільницю, що виступає за ЗОВНІШНІЙ діаметр порожнистого жмутка Якщо потовщена дільниця виконана так, що стопорить рух порожнистого жмутка донизу, діючи як плита, то пуансон тисне на внутрішню поверхню плити, створеної потовщеною дільницею У випадку кільцеподібної потовщеної ДІЛЬНИЦІ, потовщеної ДІЛЬНИЦІ У взаємозв'язку способу згідно з винаходом та пристрою для його здійснення, держак щетини виконано з матеріалу, подібного до гуми за нормальної температури, пружність якого регулюється як функція співвідношення перетинів виїмки та потовщеної ДІЛЬНИЦІ таким чином, що після введення жмутка до виїмки потовщена частина утримується за рахунок пружної деформації матеріалу держака та жмутка щетини і вздовж його довжини, розташованої у держаку, щільно обжимається останнім таким чином, що порожнеч по суті не лишається Матеріал держака, ВІДПОВІДНО ЙОГО пружність повинна бути так підібрана, а геометричні розміри виїмки та потовщеної частини узгоджені між собою таким чином, щоб мати можливість вводити жмуток щетини з прийнятним зусиллям, але водночас забезпечити достатній для даного типу щіток опір витягуванню Матеріалами, що відповідають таким вимогам, є натуральні й штучні каучуку, а також ряд відомих еластомерів ЩІТКОВІ вироби, одержані у ВІДПОВІДНОСТІ ДО винаходу, мають також поліпшені експлуатаційні властивості, бо гумоеластомірна природа держака у багатьох випадках дає переваги, а саме знижує імовірність травмування у випадку зубних щіток, косметичних щіток, щіток для шкіри тощо Щодо мітел та щіток для чистки, а також технічних та промислових щіток знижується ризик пошкодження предметів при русі щітки, а еластомірне походження надає їй сприятливі демпфіруючі якості, особливо у випадку щіток з механічним приводом Таким чином відпадають досі необхідні дуже складні заходи для виготовлення гнучких щіток з жорстких матеріалів, як описано у багатьох джерелах Далі варіанти здійснення винаходу, які не мають обмежуючого характеру, буде описано більш докладно разом з прикладеними кресленнями, на яких фіг 1 - 3 - три стадії з'єднання жмутка щетини з держаком щетини згідно з першим варіантом виконання пристрою, фіг 4 - 6 - кілька стадій закріплення іншого типу жмутка згідно з другим варіантом виконання пристрою, фіг 7 - 9 - третій варіант закріплення жмутка у двох різновидах способу, фіг 10 - 12 - кілька стадій закріплення жмутка щетини при ще одному варіанті виконання дер 46009 жака щетини, фіг 13 - поздовжній перетин з виривом зони голівки зубної щітки, фіг 14 - вид у плані фіг 13, фіг 15 - поперечний перетин щітки в іншому варіанті виконання, фіг 16 - вид у плані голівки зубної щітки в іншому варіанті виконання Для зручності розуміння на фіг 1-12 показано лише частку держака 1 щетини, виконаного з гумоеластомірного матеріалу, навкруги місця закріплення жмутка 2 щетини Жмуток 2 щетини має кілька окремих щетинок 3, які оплавлено з кінця, що кріпиться, із створенням потовщеної ДІЛЬНИЦІ 4, причому и розплющують так, що вона набуває лінзоподібної форми й виступає за межі решти жмутка У варіанті, зображеному на фіг 1 - 3, держак 1 виконано з циліндричним глухим отвором 5, діаметр якого менше зовнішнього діаметру потовщеної ДІЛЬНИЦІ 4 Жмуток щетини, який має потовщену дільницю 4, заштовхують або вводять послідовними (повторними) поштовхами до глухого отвору 5 у напрямку його осі У цьому варіанті використовується пристрій, що має пуансон у вигляді втулки 6, до якої щільно вставляють жмуток щетини На передньому КІНЦІ втулки виконано за допомогою східця 7 звужену дільницю 8 ЗОВНІШНІЙ діаметр поблизу ДІЛЬНИЦІ 8 не мусить перебільшувати ЗОВНІШНІЙ діаметр потовщеної ДІЛЬНИЦІ 8 Торцева поверхня 9 ДІЛЬНИЦІ 8 втулки 6 (фиг 1) діє на ЗОВНІШНІЙ діа метр виступаючої довжини потовщеної ДІЛЬНИЦІ 4, що виходить за межі жмутка 2 щетини При русі втулки 6 зі жмутком 2 донизу, у напрямку, що показано стрілками 10 на фіг 2, потовщена ділянка 4 вводиться до глухого отвору 5, стінка якого здвигається назовні завдяки еластомірній природі держака 1 до тих пір, доки потовщена дільниця не упреться у дно глухого отвору 5 Після ТОГО втулку 6 витягують (фіг 3), стінка глухого отвору спружинює назад до зони 11 і потовщена дільниця 4 разом з щетинками жмутка 2 щільно затискується на задану довжину, втулка може бути закрита на и хвостовому КІНЦІ і цією закритою поверхнею може діяти на вільний кінець жмутка щетини при введенні жмутка У варіанті здійснення винаходу, що зображено на фіг 4 - 6, у держаку 1 виконано наскрізний отвір 12, який має відрізок 13 з більшим діаметром та відрізок 14 з меншим діаметром У цьому випадку вставляється жмуток 2 щетини, який виконано у вигляді порожнистого жмутка 15 Порожнистий жмуток 15 оплавляють на КІНЦІ, ЩО кріпиться, створюючи таким чином кільцеву потовщену дільницю 16, яку після формування запресовують Для введення порожнистого жмутка 15 використовують болтоподібний пуансон 17, скошений на конус завдяки уступові 18 Скошена на конус дільниця 19 проходить крізь вільний внутрішній простір кільцевої потовщеної частини 16 (фіг 4) Коли пуансон 17 рухається донизу, у напрямку, що показаний стрілками 20 на фіг 5, спочатку конусна дільниця 19, а потім потовщена дільниця 16 проходять у два такти крізь отвір 12 При введенні кільцевої потовщеної ДІЛЬНИЦІ 16, стінка ДІЛЬНИЦІ 13 більшим внутрішнім діаметром відштовхується назовні доки 10 кільцева потовщена дільниця 16 не опиниться на приступці між двома дільницями 13 та 14 отвору Потім стінка спружинює назад у зоні ДІЛЬНИЦІ 13 більшого діаметру наскрізного отвору 12, через що кільцева потовщена дільниця 16 фіксується Тут також стінка у зоні ДІЛЬНИЦІ 13 щільно охоплює ззовні жмуток щетини, після чого пуансон 17 відводять На фіг 7 - 9 наскрізний отвір 21 у держаку 1 щетини має постійний діаметр на всю товщину держака (фіг 7) У цьому варіанті жмуток 2 з потовщеною частиною 4 попереду можна заганяти до держака 1 послідовними поштовхами зверху у напрямку, що показує стрілка 22 (фіг 8) або щетинками вперед, як показано стрілкою 23 (фіг 9) У варіанті здійснення винаходу згідно з фіг 10 12 держак 1 знову має двосхідчастий наскрізний отвір 24, звужена дільниця 23 якого розташована ближче за напрямком введення перед розширеною дільницею 26 Тут також жмуток 2 щетини з потовщеною дільницею 4 заганяють послідовними поштовхами за допомогою втулки 6 згідно з фіг 1 У цьому варіанті глухий отвір 24, принаймні на своїй ДІЛЬНИЦІ 25, вужче зовнішнього діаметру потовщеної ДІЛЬНИЦІ 4, так, що після введення (фіг 11) та виведення втулки 6 (фіг 12) потовщена дільниця 4 пересувається в наступну дільницю 26, тим часом як стінка ДІЛЬНИЦІ 25 пружинить назад і щільно охоплює верх потовщеної ДІЛЬНИЦІ та жмуток щетини у зоні ДІЛЬНИЦІ 25 Тому жмуток щетини надійно закріплюється від розтягуючих сил Аби запобігти вислизанню жмутка на інший бік, у цьому разі держак 1 можна вставляти до виїмки в окремо виготовленій рукоятці тощо В усіх розглянутих варіантах виїмка 5, 13, 21, 24 може конічно розширюватися у зоні кромки отвору, щоб полегшити введення жмутка При користуванні щіткою це конічне розширення також надає жмуткам можливість більш помітно подаватися поперек їхньої осі, ніж це дозволяє пружність держака На фіг 13 показано перетин голівки 31 зубної щітки ЗО Голівка 31 має з свого робочого боку виїмку 32, куди вставляється держак 1 з гумоеластомірного матеріалу, у якому пресуванням закріплені жмутки 2 щетини, їх заганяють послідовними поштовхами згідно з одним із вищеописаних варіантів Периметр виїмки 32 створює трохи менший переріз, ніж держак 1, так, що останній теж можна ввести до голівки 31 та зафіксувати в ній Звичайно, держак можна також прикріпити до голівки 31 щітки адгезією, зварюванням або якимсь іншим чином На фіг 14 представлено вид у плані зони із щетинками голівки 31 щітки згідно із фіг 13 На фіг 15 зображено варіант, де держак 1 також вставляється до рамкоподібної рукоятки 33 абощо Гумоеластомірний держак 1 має на своєму боці, протилежному щетинкам 2, порожнини 34, що забезпечує підвищену рухомість жмутків 2 щетини в осьовому напрямку, а також у будь-якому напрямку під прямим кутом до осі жмутка, завдяки тому, що гумоеластомірний держак посувається назад під тиском у зоні порожнин 34, Таким чином, наприклад, зубна щітка згідно з фіг 16, що має голівку 35, може бути оснащена держаком 1, жмутки 2 щетини якого у зонах 36 12 11 46009 сона мають іншу рухомість, ніж у зонах 37, отже, при Замість виконання конструкції з двох частин, використанні щетинки можуть краще пристосовуяк от у зубних щітках, що зображені на фіг 13 та ватися до різних поверхонь, що вони їх очищують, 16, рукоятку ЗО можна виробляти з того самого та до їх різноманітних контурів Цьому може сприяти та обставина, що виїмки 5 у держаку 1 (фіг 1 матеріалу, що й держак 1, і пожорстчувати його за 3) конічно розширюються назовні поблизу вхідної рахунок збільшеного перерізу, вставок чи оболокромки, завдяки чому створюється вхідне розшинок або зміни структури матеріалу, наприклад, рення для прийому потовщеної ДІЛЬНИЦІ або пуаншляхом спінювання ФІГ. 1 Фіг. 2 13 46009 Фіг. З ІЗ 12 14 15 46009 16 20 16 Фіг. 6 Фіг. 7 17 18 46009 22 Фіг. 9 19 20 46009 26 Фіг. 10 2 і ФІГ. 11 22 46009 21 Фіг. 12 Фіг. 13 о о о о о о о о о о о о р о о о о о о о о о о о о о о о т 31 ФІГ. 14 л \ 30 23 46009 Фіг. 15 Фіг. 16 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 24
ДивитисяДодаткова інформація
Автори англійськоюWeihrauch Georg
Автори російськоюВайраух Георг
МПК / Мітки
Мітки: виробів, виріб, щітковий, пристрій, спосіб, виготовлення, щіткових
Код посилання
<a href="https://ua.patents.su/12-46009-shhitkovijj-virib-sposib-ta-pristrijj-dlya-vigotovlennya-shhitkovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Щітковий виріб, спосіб та пристрій для виготовлення щіткових виробів</a>
Спосіб виготовлення щіткових виробів з розташованою пучками щетиною та пристрій для його здійснення
Номер патенту: 42796
Опубліковано: 15.11.2001
Автор: Вайраух Георг
МПК: A46D 3/00
Мітки: здійснення, виробів, щетиною, розташованою, виготовлення, пристрій, спосіб, щіткових, пучками
Формула / Реферат:
1. Способ изготовления щеточных изделий с расположенной пучками щетиной, содержащих носители для пучков щетины, при котором из шахтообразного магазина, содержащего большой запас нарезанной по длине щетины, захватом для щетины извлекают отдельные пучки и каждый пучок после выдвигания из захвата закрепляют на носителе для пучков щетины, причем пучки щетины на их конце, обращенном к носителю для пучков щетины оплавляют и совмещают с одновременно...
Спосіб виготовлення щіткового виробу та щітковий виріб, виготовлений за цим способом
Номер патенту: 44893
Опубліковано: 15.03.2002
Автор: Вайраух Георг
Мітки: щітковий, цим, способом, щіткового, спосіб, виготовлення, виготовлений, виріб, виробу
Формула / Реферат:
1. Способ изготовления щеточного изделия, содержащего пластиковый держатель и прикрепленный к нему, по меньшей мере, один пучок щетинок, образованный напряженными, стабилизированными пластиковыми мононитями, путем оплавления пучка щетинок, вводимого в канал половины пресс-формы для держателя, с образованием утолщения на его конце, выступающем в полость пресс-формы, отстоящего на некотором расстоянии от устья канала, имеющего большее сечение,...
Щітковий виріб типу щітки, пензля чи їм подібного виробу
Номер патенту: 44768
Опубліковано: 15.03.2002
Автор: Вайраух Георг
МПК: A46B 9/00
Мітки: пензля, виріб, щітковий, типу, щітки, виробу, подібного
Формула / Реферат:
1. Щітковий виріб типу щітки, пензля, чи їм подібного виробу, що зазнає при користуванні дії вологи і містить держак щетини та щітковий набір, що складається, принаймні частково, з окремих, що стоять близько, але без контакту одна до одної пластмасових щетинок, який відрізняється тим, що відстань між щетинками становить в межах від 0,5-4 діаметрів щетинок, закріплених в держаку під тиском так, що вони вставлені в держак (1) на довжину, меншу...
Спосіб і пристрій для виготовлення екструдованого виробу та багатошаровий пластмасовий виріб (варіанти)
Номер патенту: 46100
Опубліковано: 15.05.2002
Автори: Кір'явайнен Карі, Ярвенкіля Юрі, Сьоберг Майкл
МПК: C08L 23/26, B29C 47/06, C08L 23/06, B29C 47/38
Мітки: варіанти, екструдованого, виготовлення, пластмасовий, багатошаровий, виріб, спосіб, виробу, пристрій
Формула / Реферат:
1. Спосіб виготовлення екструдованого виробу, у якому матеріал, що підлягає екструдуванню, у вигляді порошку, кульок або гранул подають у пристрій для виготовлення екструдованого виробу з пластмаси (екструдер) через один або декілька живильних пристроїв 6 у робочу порожнину, що складається з об'ємів канавок 7 у роторі 1 зустрічних канавок 8 у статорі 2, 3 і зазору 4 живлення між ними, який відрізняється тим, що поперечний переріз указаної...
Спосіб виготовлення виробів з волокнистої маси та пристрій для його здійснення
Номер патенту: 12265
Опубліковано: 25.12.1996
Автори: Мочульський Людвиг Вікторович, Скрильов Олександр Васильович, Кропінов Борис Іванович, Калініченко Олексій Павлович
МПК: D21J 7/00
Мітки: виготовлення, маси, здійснення, виробів, волокнистої, пристрій, спосіб
Формула / Реферат:
1. Способ изготовления изделий из волокнистой массы, преимущественно массы для производства картона, включающий намывку и формовку волокна на пористую форму под вакуумом, обезвоживание изделия, его опрессовку и сушку, отличающийся тем, что, с целью повышения качества изделий, намывку и формовку волокна производят на песчаную форму, перед опрессовкой изделие покрывают тканью, а опрессовку и сушку производят одновременно через слой...
Попередній патент: Похідні аміно(тіо)ефірів, спосіб їх одержання (варіанти), фармацевтична композиція на їх основі і спосіб її одержання
Наступний патент: Cпосіб одержання 2-заміщеного бензо[b]тіофену (варіанти), спосіб одержання похідних 2-феніл-3-ароїлбензо[b]тіофену (варіанти) та похідні бензо[b]тіофену
Випадковий патент: Спосіб моделювання тунельної компресійно-ішемічної невропатії