Спосіб виготовлення водоповітряного і мастильного радіаторів, нагрівальних секцій опалювально-вентиляційного агрегату та калорифера
Номер патенту: 88784
Опубліковано: 25.03.2014

Формула / Реферат
1. Спосіб виготовлення водоповітряного і мастильного радіаторів, нагрівальних секцій опалювально-вентиляційного агрегату та калорифера, що складаються з трубних коробок та трубок, при якому приєднують трубки спочатку до однієї трубної коробки, а після завершення приєднання всього набору трубок до першої трубної коробки приєднують набір трубок до другої трубної коробки, який відрізняється тим, що перед приєднанням трубних коробок формують серцевину радіатора шляхом надягання та фіксування на набір заздалегідь підготовлених трубок охолоджуючих пластин, формуючи з двох серцевин охолоджуючий пакет шляхом їх з'єднання між собою трубними коробками, після чого отриманий охолоджуючий пакет спікають, лише після чого до трубних коробок приєднують колектори, перевіряють отриманий напівфабрикат на герметичність та щільність, а після завершення виготовлення металоконструкції та виправлення механічних дефектів радіаторну секцію піддають випробуванню, а також фарбують і маркують готовий виріб.
2. Спосіб за п. 1, який відрізняється тим, що для виготовлення радіатора використовують мідні або латунні, або сталеві трубки.
3. Спосіб за п. 1, який відрізняється тим, що для виготовлення радіатора використовують трубки цільнотягнуті або сформовані зі стрічки та зварені стиковим (ультразвуковим) зварюванням.
4. Спосіб за п. 1, який відрізняється тим, що на бокову поверхню трубок наносять припій (лудіння) будь-яким відомим способом, наприклад методом хвильового лудіння розплавленим припоєм або методом гальванічного лудіння, або методом занурювання трубок у розплавлений припій, або методом лудіння трубки лудильником.
5. Спосіб за п. 1, який відрізняється тим, що перед лудінням трубок їхню зовнішню поверхню хімічно знежирюють з використанням, наприклад, соляної кислоти (CHL), а для нанесення припою - виконують флюсування розчином хлористого цинку (ZnCL2)
6. Спосіб за п. 1, який відрізняється тим, що надягання охолоджуючих пластин здійснюють вручну за допомогою набору гребінок, товщина яких відповідає потрібному кроку мідних охолоджуючих пластин.
7. Спосіб за п. 1, який відрізняється тим, що надягання охолоджуючих пластин здійснюють механічним способом за допомогою автомата, де крок встановлення охолоджуючих пластин задається змінними шестернями.
8. Спосіб за п. 1, який відрізняється тим, що надягання охолоджуючих пластин здійснюють методом просування трубок через заздалегідь сформований та установлений в касету з певним кроком набір охолоджуючих пластин.
9. Спосіб за п. 1, який відрізняється тим, що трубна коробка виготовлюється з листової міді, спочатку, методом холодного штампування, формують коритоподібне тіло коробки, до якого приєднують посилюючу дошку, яка також виготовляється штамповкою з такої ж самої міді, на посилюючу дошку, по її боках, встановлюють паралельні стальні куточки, та всі деталі трубної коробки скріплюють між собою за допомогою мідних заклепок.
10. Спосіб за п. 1, який відрізняється тим, що спікання охолоджуючих платин з трубками відбувається у печі методом конвенційного нагріву або методом обдування нагрітим повітрям до температури плавлення припою ПАСсу-40-2 до температури 300 °C.
11. Спосіб за п. 1, який відрізняється тим, що перед спіканням охолоджуючий пакет обробляється (знежирюється) розчином хлористого цинку (ZnCl2).
12. Спосіб за п. 1, який відрізняється тим, що трубні коробки припаюються до кінців трубок мідно-фосфористими припоями на універсальному стенді, в якому охолоджуючий пакет розташовують вертикально
13. Спосіб за п. 1, який відрізняється тим, що місця з'єднання трубних коробок з трубками перевіряють на предмет зберігання прохідного отвору трубок.
14. Спосіб за п. 1, який відрізняється тим, що готовий охолоджуючий пакет перевіряють на герметичність охолоджуючих трубок, а також щільності паяних з'єднань охолоджуючих трубок з трубними коробками будь-яким гідропневматичним способом, наприклад занурюванням охолоджуючого пакета у ванну з водою та поданням у трубки повітря під тиском.
15. Спосіб за п. 1, який відрізняється тим, що стальний колектор складається з двох частин: головки, виготовленої методом точного лиття або методом гарячого штампування, та кришки, виготовленої методом холодного штампування з холоднокатаної сталі, а перед встановленням головки у отвір (вікно) кришки привалкова поверхня головки фрезерується, а після встановлення голівки у отвір (вікно) кришки місце з'єднання зварюється за допомогою, наприклад, напівавтоматичного зварювання у середовищі СО2 за допомогою газового пальника будь-якої відомої конструкції.
16. Спосіб за п. 1, який відрізняється тим, що спочатку готові стальні колектори фіксують у точно визначеному стані для зберігання міжцентрового розміру їх кріпильних отворів, далі прихвачують паянням до трубних коробок, а після вирівнювання - остаточно припаюються суцільним швом за допомогою газового пальника будь-якої відомої конструкції.
17. Спосіб за п. 1, який відрізняється тим, що готову радіаторну секцію піддають остаточному випробуванню на герметичність.
18. Спосіб за п. 1, який відрізняється тим, що остаточне випробування на герметичність здійснюють за допомогою гідровипробування, при якому радіаторна секція встановлюється під кутом 30° та заповнюється водою, один стальний колектор заглушається, а через другий стальний колектор радіаторна секція заповнюється водою під тиском та під таким тиском води радіаторна секція витримується протягом декілька хвилин.
19. Спосіб за п. 1, який відрізняється тим, що остаточне випробування на герметичність здійснюють за допомогою пневмовипробування, при якому один стальний колектор заглушається, а через другий стальний колектор радіаторна секція заповнюється повітрям під тиском та під таким тиском повітря радіаторна секція занурюється у ванну з водою та витримується в ній декілька хвилин.
20. Спосіб за п. 1, який відрізняється тим, що місця течі на радіаторній секції помічаються будь-яким відомим способом з подальшим їх підпаюванням припоями з використанням газового пальника з подовженим соплом.
21. Спосіб за п. 1, який відрізняється тим, що радіаторну секцію правлять, виправляючи всі вм'ятини охолоджуючих пластин на радіаторній секції за допомогою пінцета або спеціального приладу - захвату.
22. Спосіб за п. 1, який відрізняється тим, що радіаторна секція ґрунтується та фарбується емаллю пензликом (вручну) або за допомогою фарбопульта.
23. Спосіб за п. 1, який відрізняється тим, що радіаторна секція маркується та клеймується, причому клеймування секції здійснюється або на головці колектора з боку, протилежного привалковій поверхні, або на захисному щитку травленням фарбою, або на захисному щитку за допомогою заклепок закріплюється табличка з необхідною інформацією.
Текст
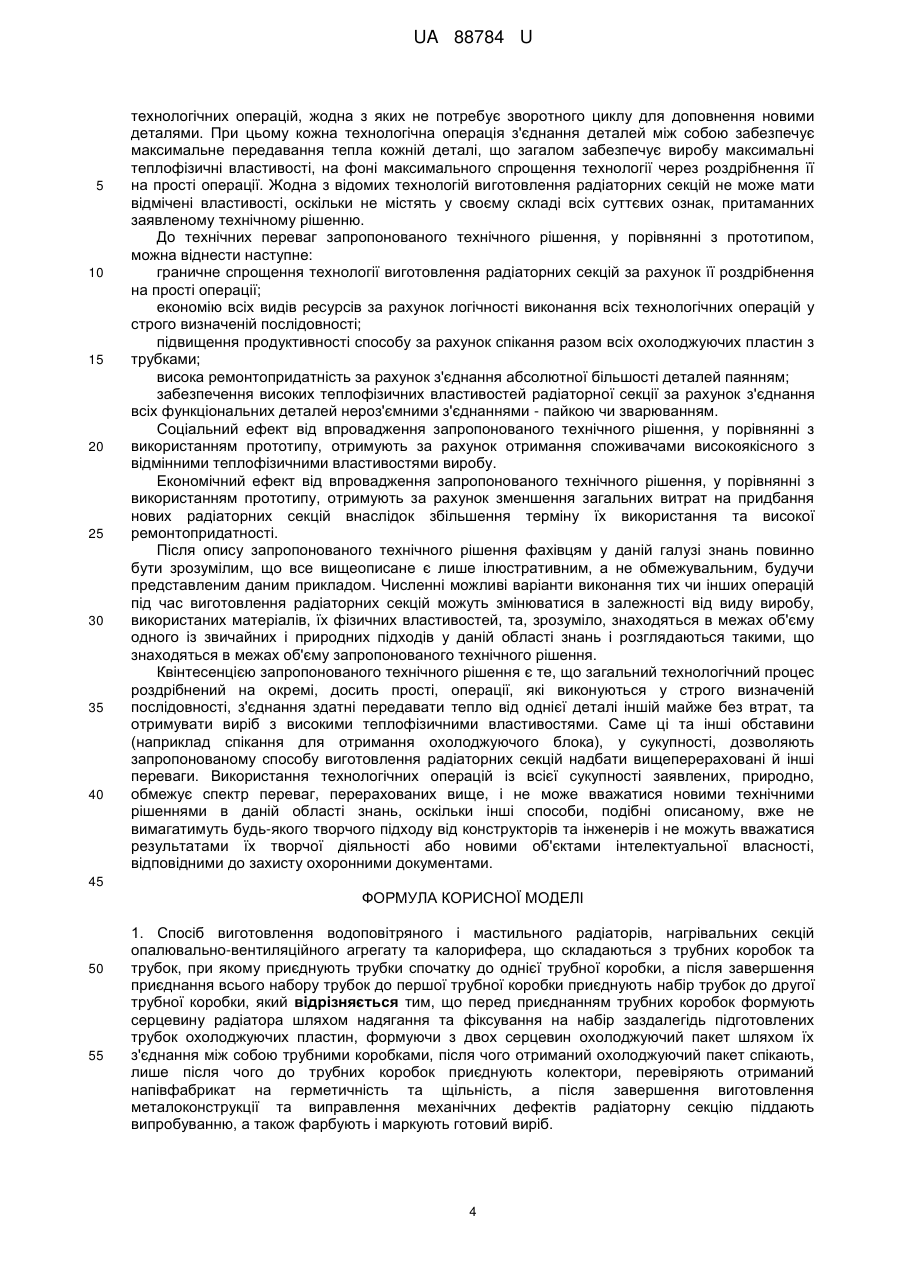
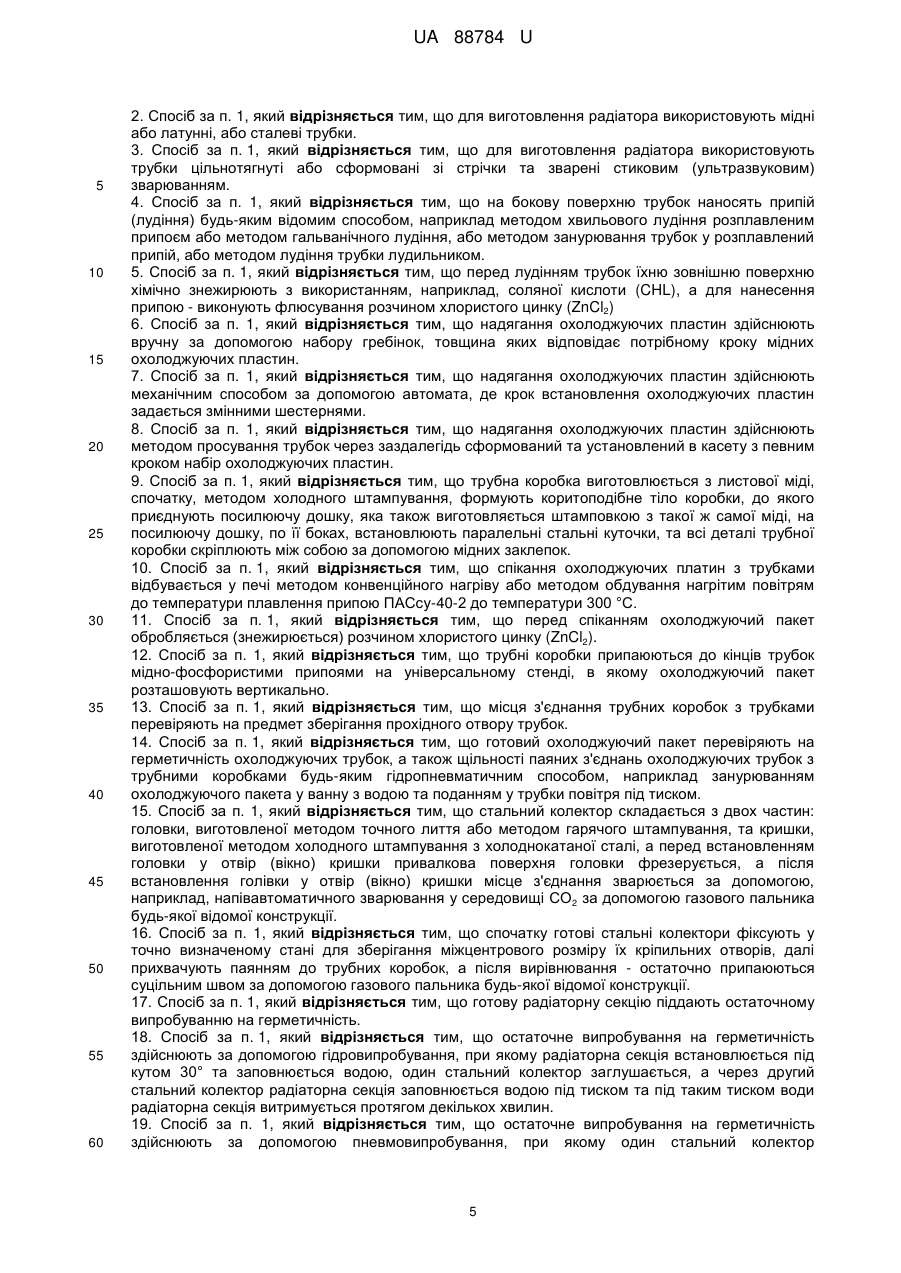
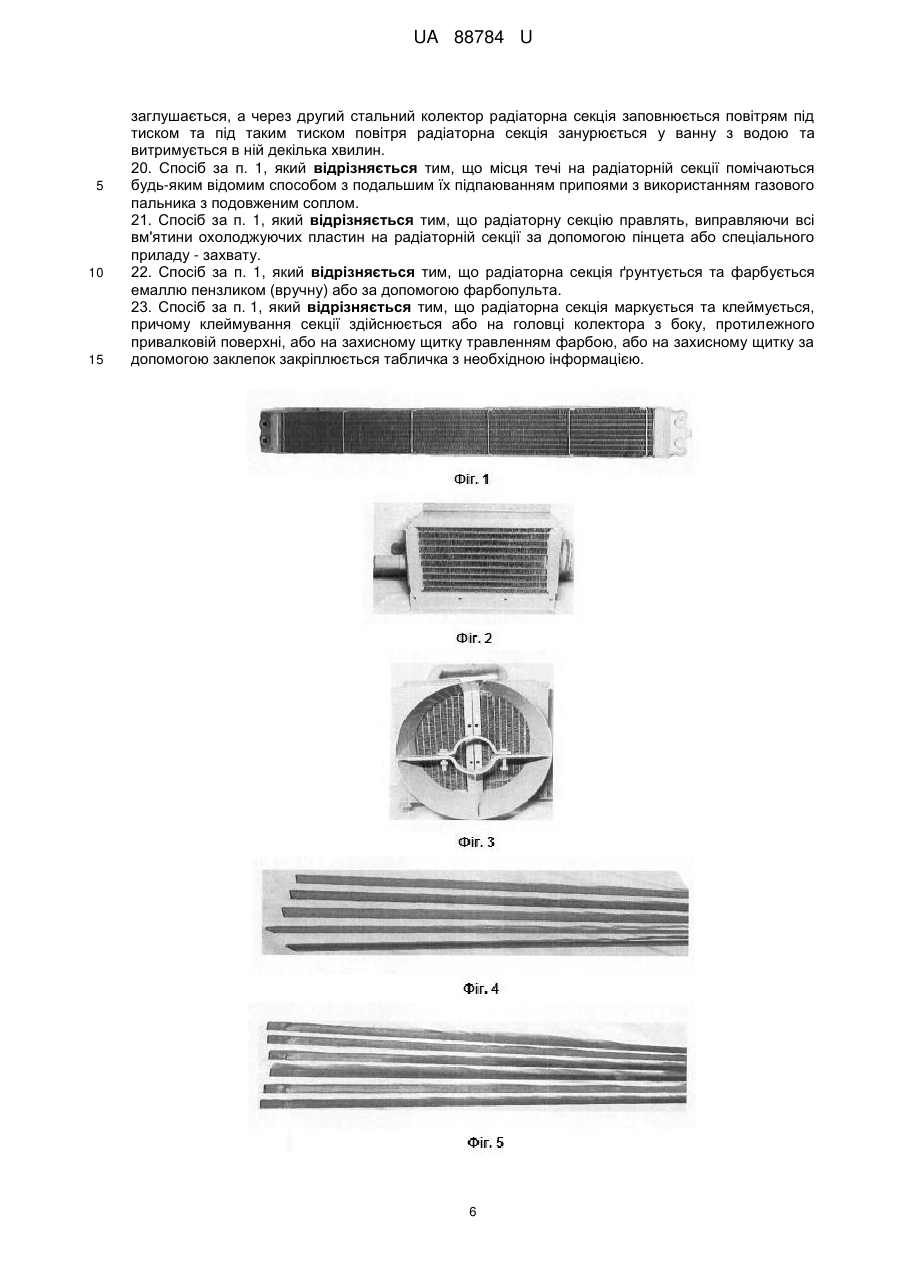
Реферат: Спосіб виготовлення водоповітряного і мастильного радіаторів, нагрівальних секцій опалювально-вентиляційного агрегату та калорифера складаються з трубних коробок та трубок, при якому приєднують трубки спочатку до однієї трубної коробки, а після завершення приєднання всього набору трубок до першої трубної коробки, приєднують набір трубок до другої трубної коробки. Перед приєднанням трубних коробок формують серцевину радіатора шляхом надягання та фіксування на набір заздалегідь підготовлених трубок охолоджуючих пластин, формуючи з двох серцевин охолоджуючий пакет шляхом їх з'єднання між собою трубними коробками, після чого отриманий охолоджуючий пакет спікають, лише після чого до трубних коробок приєднують колектори, перевіряють отриманий напівфабрикат на герметичність та щільність, а після завершення виготовлення металоконструкції та виправлення механічних дефектів радіаторну секцію піддають випробуванню, а також фарбують і маркують готовий виріб. UA 88784 U (12) UA 88784 U UA 88784 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, а точніше - до способів виготовлення складнопрофільних агрегатів, та може бути використана в технологічних процесах виготовлення водоповітряних і мастильних радіаторів, нагрівальних секцій опалювально-вентиляційних агрегатів та калориферів різного призначення, переважно, для залізничного транспорту для охолодження дизеля та гідропередачі тепловозів. Найбільш близьким за своєю суттю та ефекту, що досягається, і який приймається за прототип, є спосіб виготовлення трубчастих радіаторів, що складаються з головних частин (трубних коробок) та трубок, при якому послідовно кожну трубку приварюють контактним зварюванням спочатку до однієї головної частини, а після завершення приварювання всього набору трубок до однієї головної частини приварюють контактним зварюванням до другої головної частини. Електроди для контактного зварювання мають форму здатну охоплювати трубу та патрубок головної частини, який в неї виступає [див. пат Російської Федерації № 2495736 з класів В23К 11/02, В 23 К 31/02, F28F 9/26 опублікований 20.10.2013 року]. Основним недоліком відомого способу є низька продуктивність виготовлення радіаторів, а також тривалість технологічного процесу у часі, що обумовлено послідовністю приварювання трубок до трубних коробок. Другим суттєвим недоліком відомого технічного рішення є те, що зварювання викликає значні напруження у з'єднанні та деформацію трубок через локальне оплавлення торців трубок та патрубків. Саме через використання контактного зварювального процесу ускладнюється конструкція трубних коробок - в них повинні бути патрубки, до яких приварюють трубки, що є третім суттєвим недоліком відомого способу виготовлення радіаторів. Крім того, за допомогою відомого способу можна виготовляти радіатори тільки низькою ефективністю теплообміну. Наявність цього недоліку пояснюється тим, що після приварювання трубок на отриманий трубний пакет вже неможливо надіти охолоджуючі пластини, які відбиратимуть зайве тепло від трубок. Можна було б відшукати ще недоліки, притаманні відомому технічному рішенню, наприклад складність обладнання, енергоємність процесу, але зупинимося на зазначених вище, яких достатньо для з'ясування невдосконаленості відомого способу виготовлення радіаторів. В основу корисної моделі поставлена задача підвищення продуктивності виробничого процесу з одночасним спрощенням технології виготовлення радіаторних конструкцій та підвищення теплообміну радіаторів за рахунок зміни послідовності збирання трубного пакета, поєднання операцій з'єднання окремих деталей у єдину конструкцію шляхом принципової зміни принципу з'єднання, обробки та збирання радіаторних деталей. Вирішення поставленої задачі досягається тим, що у способі виготовлення радіаторів, що складаються з трубних коробок та трубок, при якому приєднують трубки спочатку до однієї трубної коробки, а після завершення приєднання всього набору трубок до першої трубної коробки приєднують набор трубок до другої трубної коробки, згідно з пропозицією, перед приєднанням трубних коробок формують серцевину радіатора шляхом надягання та фіксування на набір заздалегідь підготовлених трубок охолоджуючих пластин, формуючи з двох серцевин охолоджуючий пакет шляхом їх з'єднання між собою трубними коробками, після чого отриманий охолоджуючий пакет спікають, лише після чого до трубних коробок приєднують колектори, перевіряють отриманий напівфабрикат на герметичність та щільність, а після завершення виготовлення металоконструкції та виправлення механічних дефектів радіаторну секцію піддають випробуванню, а також фарбують і маркують готовий виріб. Запропонований спосіб дозволяє виготовляти радіаторні секції у логічній послідовності з мінімальними витратами всіх видів ресурсів та з отриманням виробів найвищої якості, одночасно забезпечуючи їх максимальні теплові властивості та надійність конструкції. Отже уся сукупність заявлених суттєвих ознак запропонованого способу виготовлення радіаторних секцій дозволяє досягти певного технічного результату, сформульованого у постановці задачі. Подальша суть запропонованого технічного рішення пояснюється разом з ілюстративним матеріалом, на якому зображено наступне: фіг. 1 - загальний вигляд водоповітряної (мастильної) радіаторної секції; фіг. 2 - загальний вигляд нагрівальної секції опалювальновентиляційного агрегату; фіг. 3 - загальний вигляд калорифера; фіг. 4 - загальний вигляд трубок, які використовуються у конструкціях радіаторів, початковий стан; фіг. 5 - загальний вигляд підготовлених лудінням трубок; фіг. 6 - загальний вигляд мідних охолоджуючих пластин; фіг. 7 - загальний вигляд гребінки для формування серцевини радіатора; фіг. 8 - процес надягання охолоджуючих пластин на трубки за допомогою гребінок; фіг. 9 - загальний вигляд автомата для механічного надягання охолоджуючих пластин на трубки; фіг. 10 - загальний 1 UA 88784 U 5 10 15 20 25 30 35 40 45 50 55 60 вигляд охолоджуючого пакета; фіг. 11 - загальний вигляд тіла трубної коробки; фіг. 12 посилююча дошка; фіг. 13 - загальний вигляд трубної коробки; фіг. 14 - припаювання трубних коробок до охолоджуючого пакета у стенді; фіг. 15 - загальний вигляд стального колектора; фіг. 16 - загальний вигляд головки стального колектора, виготовленої методом лиття; фіг. 17 - те ж саме, виготовленої методом гарячого штампування; фіг. 18 - загальний вигляд кришки стального колектора, виготовленої методом холодного штампування; фіг. 19 - загальний вигляд пальника з подовженим соплом для важкодоступних місць; фіг. 20 - загальний вигляд пінцету для вирівнювання охолоджуючих пластин; фіг. 21 - загальний вигляд спеціального захвату для вирівнювання охолоджуючих пластин. Для охолодження дизеля та гідропередачі (при необхідності), сучасні тепловози випускаються з холодильниками двох типів - водоповітряними та/або повітряно-мастильними. Тому й радіаторні секції виготовлюються двох типів. На тепловозах також можуть використовуватися різні конструкції нагрівальних секцій та калориферів. Незважаючи на те, що зовнішньорадіаторні секції, нагрівальні агрегати та калорифери відрізняються, технологія їх виготовлення практично ідентична. Тому суть запропонованого способу пояснюється на прикладі водоповітряного радіатора (фіг. 1). Запропонований спосіб виготовлення водоповітряного радіатора полягає у наступному. Для виготовлення радіатора використовують стандартні мідні або латунні (можливе використання стальних трубок) цільнотягнуті або сформовані зі стрічки та зварені стиковим (ультразвуковим) зварюванням (фіг. 4). З метою попередження сковзання з трубок деталей, які будуть у подальшому на них встановлені, на їхню бокову поверхню (хоча не виключається й повністю покриття трубки) наносять припій (операція лудіння) будь-яким відомим способом, наприклад методом хвильового лудіння розплавленим припоєм або методом гальванічного лудіння, або методом занурювання трубок у розплавлений припій, або методом лудіння трубки лудильником. При цьому використовують припої марки ПОСсу-40-2 або ПЩСсу-30-2 товщиною 30-40 мкм. Зрозуміло, перед лудінням трубок, їхню зовнішню поверхню хімічно знежирюють з використанням, наприклад, соляної кислоти (HCl), а для нанесення припою - виконують флюсування розчином хлористого цинку (ZnCl2). Далі, на лужені радіаторні трубки надягають мідні охолоджуючі пластини, з певним кроком поміж ними, які разом з трубками утворюють серцевину радіатора, яка являє собою набір оребрених трубок. Оребрення трубок можна здійснювати трьома шляхами: а) вручну за допомогою набору гребінок, товщина яких відповідає потрібному кроку мідних охолоджуючих пластин (див. фіг. 7 та фіг. 8); б) механічних способом за допомогою автомата, де крок встановлення охолоджуючих пластин задається змінними шестернями (див. фіг. 9); в) методом просування трубок через заздалегідь сформований та установлений в касету з певним кроком набір охолоджуючих пластин. Далі, з двох серцевин радіатора формують охолоджуючий пакет (фіг. 10) шляхом з'єднання їх за допомогою двох трубних коробок, одягнених на виступаючі кінці трубок серцевин радіатора. Трубна коробка виготовлюється з листової міді марки ДПРНМ М2 ДСТУ ГОСТ 1173:2007. Спочатку методом холодного штампування формують коритоподібне тіло коробки (фіг. 11), до якого приєднується посилююча дошка (фіг. 12), яка також виготовляється штамповкою з такої ж самої міді (посилююча дошка може бути виготовлена також з листової сталі марки ст. 3). На посилюючу дошку, по її боках, встановлюють паралельні стальні куточки (до них у подальшому будуть приварені електрозварюванням бокові захисні щитки, виконані у вигляді металевих смуг довжиною, що дорівнює довжині охолоджуючого пакета). Всі деталі трубної коробки - тіло коробки, посилюючу дошку та стальні куточки (фіг. 13) - скріплюють між собою за допомогою мідних заклепок. Зібраний охолоджуючий пакет передається на ділянку спікання. Спікання охолоджуючих платин з трубками відбувається у печі методом конвенційного нагріву або методом обдування нагрітим повітрям до температури плавлення припою ПАСсу-40-2 до температури 300 °C. Перед нагріванням охолоджуючий пакет обробляється (знежирюється) розчином хлористого цинку (ZnCl2). При розплавленні припою, який був заздалегідь нанесений на трубки, відбувається спаювання охолоджуючих трубок з охолоджуючими пластинами. Трубні коробки припаюються до кінців трубок мідно-фосфористими припоями марок ПМФ-9, ПМФОЦР, ПСРФ 0,5-1 або іншими ним подібними на універсальному стенді (див. фіг. 14), в якому охолоджуючий пакет розташовують вертикально (можна використовувати й інші стенди з іншою просторовою орієнтацією охолоджуючого пакета, проте вертикальне розташування 2 UA 88784 U 5 10 15 20 25 30 35 40 45 50 55 60 найбільш зручніше). Припаювання здійснюють за допомогою звичайних газових пальників будьякої відомої конструкції. Місця з'єднання трубних коробок з трубками перевіряють на предмет зберігання прохідного отвору трубок. Якщо таке згинання трубок все ж таки відбулося, їхні кінці розширюють пуансоном таким чином, щоб його щуп товщиною 0,8 мм та шириною 15 мм входив у трубку на глибину не менш 30 мм. Після припаювання трубних коробок готовий охолоджуючий пакет перевіряють на герметичність охолоджуючих трубок, а також щільності паяних з'єднань охолоджуючих трубок з трубними коробками будь-яким гідропневматичним способом, наприклад занурюванням охолоджуючого пакета у ванну з водою та поданням у трубки повітря під тиском. Всі виявлені дефекти усуваються. По торцях охолоджуючого пакета на трубні дошки встановлюються стальні колектори (див. фіг. 15). Стальний колектор складається з двох частин: головки, виготовленої методом точного лиття (фіг. 16) або методом гарячого штампування (фіг. 17), та кришки (фіг. 18), виготовленої методом холодного штампування з холоднокатаної сталі марок 08 кп або 10 кп. Перед встановленням головки у отвір (вікно) кришки привалкова поверхня головки фрезерується. Після встановлення головки у отвір (вікно) кришки місце з'єднання зварюється за допомогою, наприклад, напівавтоматичного зварювання у середовищі СО2 за допомогою газової горелки будь-якої відомої конструкції. Спочатку готові стальні колектори фіксують у точно визначеному стані для зберігання міжцентрового розміру їх кріпильних отворів, далі прихвачують паянням до трубних коробок з використанням припою марки Л63, а після вирівнювання - остаточно припаюються суцільним швом за допомогою газового пальника будь-якої відомої конструкції. Готову радіаторну секцію піддають остаточному випробуванню на герметичність. Це можна здійснити принаймні двома способами: гідровипробуванням або пневмовипробуванням. У першому випадку (гідровипробування) радіаторна секція встановлюється під кутом 30° та заповнюється водою. Один стальний колектор заглушається, а через другий стальний колектор радіаторна секція заповнюється водою під тиском 50 Па. Під таким тиском води радіаторна секція витримується протягом 5 хвилин. Теча та потіння не допускаються. У другому випадку (пневмовипробування) один стальний колектор заглушається, а через другий стальний колектор радіаторна секція заповнюється повітрям під тиском 5 Па. Під таким тиском повітря радіаторна секція занурюється у ванну з водою та витримується в ній протягом 5 хвилин. Нещільності виявляються по повітрю, що виходять через дефектні місця. Місця течі на радіаторній секції помічаються будь-яким відомим способом з подальшим їх підпаюванням припоями Л63 та ПОСсу-40 з використанням газової горілки (фіг. 19) з подовженим соплом (діаметр подовженої ділянки складає 2-4 мм, довжина 70-200 мм, для важкодоступних місць. Завершальним етапом технології виготовлення радіаторних секцій є її правка та фарбування. Всі вм'ятини охолоджуючих пластин на радіаторній секції виправляються методом правлення за допомогою пінцета (фіг. 20) або спеціального приладу - захвату (фіг. 21). Коли всі дефекти виправлені, радіаторна секція ґрунтується та фарбується емаллю пензликом (вручну) або за допомогою фарбопульта. Після виготовлення радіаторної секції вона маркується та клеймується. Клеймування секції можна здійснювати декількома способами: на головці колектора з боку, протилежного привалковій поверхні; на захисному щитку - травленням фарбою наноситься необхідна інформація; на захисному щитку за допомогою заклепок закріплюється табличка з необхідною інформацією. Запропоноване технічне рішення перевірене на практиці. Описаний вище спосіб виготовлення водоповітряного і мастильного радіаторів (нагрівальних секцій опалювальновентиляційного агрегату та калорифера) не містить у своєму складі жодної технологічної операції, жодного пристосування, інструментів, матеріалів тощо, які б неможливо було б відтворити на сучасному етапі розвитку науки й техніки, а отже запропоноване технічне рішення придатне для промислового використання, має переваги, що дозволяє досягти визначеного технічного результату. У відомих джерелах патентної та науково-технічної інформації не виявлено жодного технологічного процесу виготовлення радіаторних секцій з сукупністю всіх суттєвих ознак, а отже заявлене технічне рішення відповідає критерію "новизна", тому може отримати правовий захист. Суттєва відмінність запропонованого технічного рішення, від раніше відомих, полягає в логістичному підході до виготовлення радіаторних секцій, який визначає певну послідовність 3 UA 88784 U 5 10 15 20 25 30 35 40 технологічних операцій, жодна з яких не потребує зворотного циклу для доповнення новими деталями. При цьому кожна технологічна операція з'єднання деталей між собою забезпечує максимальне передавання тепла кожній деталі, що загалом забезпечує виробу максимальні теплофізичні властивості, на фоні максимального спрощення технології через роздрібнення її на прості операції. Жодна з відомих технологій виготовлення радіаторних секцій не може мати відмічені властивості, оскільки не містять у своєму складі всіх суттєвих ознак, притаманних заявленому технічному рішенню. До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне: граничне спрощення технології виготовлення радіаторних секцій за рахунок її роздрібнення на прості операції; економію всіх видів ресурсів за рахунок логічності виконання всіх технологічних операцій у строго визначеній послідовності; підвищення продуктивності способу за рахунок спікання разом всіх охолоджуючих пластин з трубками; висока ремонтопридатність за рахунок з'єднання абсолютної більшості деталей паянням; забезпечення високих теплофізичних властивостей радіаторної секції за рахунок з'єднання всіх функціональних деталей нероз'ємними з'єднаннями - пайкою чи зварюванням. Соціальний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок отримання споживачами високоякісного з відмінними теплофізичними властивостями виробу. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок зменшення загальних витрат на придбання нових радіаторних секцій внаслідок збільшення терміну їх використання та високої ремонтопридатності. Після опису запропонованого технічного рішення фахівцям у даній галузі знань повинно бути зрозумілим, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти виконання тих чи інших операцій під час виготовлення радіаторних секцій можуть змінюватися в залежності від виду виробу, використаних матеріалів, їх фізичних властивостей, та, зрозуміло, знаходяться в межах об'єму одного із звичайних і природних підходів у даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Квінтесенцією запропонованого технічного рішення є те, що загальний технологічний процес роздрібнений на окремі, досить прості, операції, які виконуються у строго визначеній послідовності, з'єднання здатні передавати тепло від однієї деталі іншій майже без втрат, та отримувати виріб з високими теплофізичними властивостями. Саме ці та інші обставини (наприклад спікання для отримання охолоджуючого блока), у сукупності, дозволяють запропонованому способу виготовлення радіаторних секцій надбати вищеперераховані й інші переваги. Використання технологічних операцій із всієї сукупності заявлених, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими технічними рішеннями в даній області знань, оскільки інші способи, подібні описаному, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів і не можуть вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, відповідними до захисту охоронними документами. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб виготовлення водоповітряного і мастильного радіаторів, нагрівальних секцій опалювально-вентиляційного агрегату та калорифера, що складаються з трубних коробок та трубок, при якому приєднують трубки спочатку до однієї трубної коробки, а після завершення приєднання всього набору трубок до першої трубної коробки приєднують набір трубок до другої трубної коробки, який відрізняється тим, що перед приєднанням трубних коробок формують серцевину радіатора шляхом надягання та фіксування на набір заздалегідь підготовлених трубок охолоджуючих пластин, формуючи з двох серцевин охолоджуючий пакет шляхом їх з'єднання між собою трубними коробками, після чого отриманий охолоджуючий пакет спікають, лише після чого до трубних коробок приєднують колектори, перевіряють отриманий напівфабрикат на герметичність та щільність, а після завершення виготовлення металоконструкції та виправлення механічних дефектів радіаторну секцію піддають випробуванню, а також фарбують і маркують готовий виріб. 4 UA 88784 U 5 10 15 20 25 30 35 40 45 50 55 60 2. Спосіб за п. 1, який відрізняється тим, що для виготовлення радіатора використовують мідні або латунні, або сталеві трубки. 3. Спосіб за п. 1, який відрізняється тим, що для виготовлення радіатора використовують трубки цільнотягнуті або сформовані зі стрічки та зварені стиковим (ультразвуковим) зварюванням. 4. Спосіб за п. 1, який відрізняється тим, що на бокову поверхню трубок наносять припій (лудіння) будь-яким відомим способом, наприклад методом хвильового лудіння розплавленим припоєм або методом гальванічного лудіння, або методом занурювання трубок у розплавлений припій, або методом лудіння трубки лудильником. 5. Спосіб за п. 1, який відрізняється тим, що перед лудінням трубок їхню зовнішню поверхню хімічно знежирюють з використанням, наприклад, соляної кислоти (CHL), а для нанесення припою - виконують флюсування розчином хлористого цинку (ZnCl2) 6. Спосіб за п. 1, який відрізняється тим, що надягання охолоджуючих пластин здійснюють вручну за допомогою набору гребінок, товщина яких відповідає потрібному кроку мідних охолоджуючих пластин. 7. Спосіб за п. 1, який відрізняється тим, що надягання охолоджуючих пластин здійснюють механічним способом за допомогою автомата, де крок встановлення охолоджуючих пластин задається змінними шестернями. 8. Спосіб за п. 1, який відрізняється тим, що надягання охолоджуючих пластин здійснюють методом просування трубок через заздалегідь сформований та установлений в касету з певним кроком набір охолоджуючих пластин. 9. Спосіб за п. 1, який відрізняється тим, що трубна коробка виготовлюється з листової міді, спочатку, методом холодного штампування, формують коритоподібне тіло коробки, до якого приєднують посилюючу дошку, яка також виготовляється штамповкою з такої ж самої міді, на посилюючу дошку, по її боках, встановлюють паралельні стальні куточки, та всі деталі трубної коробки скріплюють між собою за допомогою мідних заклепок. 10. Спосіб за п. 1, який відрізняється тим, що спікання охолоджуючих платин з трубками відбувається у печі методом конвенційного нагріву або методом обдування нагрітим повітрям до температури плавлення припою ПАСсу-40-2 до температури 300 °C. 11. Спосіб за п. 1, який відрізняється тим, що перед спіканням охолоджуючий пакет обробляється (знежирюється) розчином хлористого цинку (ZnCl2). 12. Спосіб за п. 1, який відрізняється тим, що трубні коробки припаюються до кінців трубок мідно-фосфористими припоями на універсальному стенді, в якому охолоджуючий пакет розташовують вертикально. 13. Спосіб за п. 1, який відрізняється тим, що місця з'єднання трубних коробок з трубками перевіряють на предмет зберігання прохідного отвору трубок. 14. Спосіб за п. 1, який відрізняється тим, що готовий охолоджуючий пакет перевіряють на герметичність охолоджуючих трубок, а також щільності паяних з'єднань охолоджуючих трубок з трубними коробками будь-яким гідропневматичним способом, наприклад занурюванням охолоджуючого пакета у ванну з водою та поданням у трубки повітря під тиском. 15. Спосіб за п. 1, який відрізняється тим, що стальний колектор складається з двох частин: головки, виготовленої методом точного лиття або методом гарячого штампування, та кришки, виготовленої методом холодного штампування з холоднокатаної сталі, а перед встановленням головки у отвір (вікно) кришки привалкова поверхня головки фрезерується, а після встановлення голівки у отвір (вікно) кришки місце з'єднання зварюється за допомогою, наприклад, напівавтоматичного зварювання у середовищі СО2 за допомогою газового пальника будь-якої відомої конструкції. 16. Спосіб за п. 1, який відрізняється тим, що спочатку готові стальні колектори фіксують у точно визначеному стані для зберігання міжцентрового розміру їх кріпильних отворів, далі прихвачують паянням до трубних коробок, а після вирівнювання - остаточно припаюються суцільним швом за допомогою газового пальника будь-якої відомої конструкції. 17. Спосіб за п. 1, який відрізняється тим, що готову радіаторну секцію піддають остаточному випробуванню на герметичність. 18. Спосіб за п. 1, який відрізняється тим, що остаточне випробування на герметичність здійснюють за допомогою гідровипробування, при якому радіаторна секція встановлюється під кутом 30° та заповнюється водою, один стальний колектор заглушається, а через другий стальний колектор радіаторна секція заповнюється водою під тиском та під таким тиском води радіаторна секція витримується протягом декількох хвилин. 19. Спосіб за п. 1, який відрізняється тим, що остаточне випробування на герметичність здійснюють за допомогою пневмовипробування, при якому один стальний колектор 5 UA 88784 U 5 10 15 заглушається, а через другий стальний колектор радіаторна секція заповнюється повітрям під тиском та під таким тиском повітря радіаторна секція занурюється у ванну з водою та витримується в ній декілька хвилин. 20. Спосіб за п. 1, який відрізняється тим, що місця течі на радіаторній секції помічаються будь-яким відомим способом з подальшим їх підпаюванням припоями з використанням газового пальника з подовженим соплом. 21. Спосіб за п. 1, який відрізняється тим, що радіаторну секцію правлять, виправляючи всі вм'ятини охолоджуючих пластин на радіаторній секції за допомогою пінцета або спеціального приладу - захвату. 22. Спосіб за п. 1, який відрізняється тим, що радіаторна секція ґрунтується та фарбується емаллю пензликом (вручну) або за допомогою фарбопульта. 23. Спосіб за п. 1, який відрізняється тим, що радіаторна секція маркується та клеймується, причому клеймування секції здійснюється або на головці колектора з боку, протилежного привалковій поверхні, або на захисному щитку травленням фарбою, або на захисному щитку за допомогою заклепок закріплюється табличка з необхідною інформацією. 6 UA 88784 U 7 UA 88784 U 8 UA 88784 U 9 UA 88784 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F28F 9/26
Мітки: агрегату, спосіб, виготовлення, калорифера, радіаторів, секцій, мастильного, опалювально-вентиляційного, водоповітряного, нагрівальних
Код посилання
<a href="https://ua.patents.su/12-88784-sposib-vigotovlennya-vodopovitryanogo-i-mastilnogo-radiatoriv-nagrivalnikh-sekcijj-opalyuvalno-ventilyacijjnogo-agregatu-ta-kalorifera.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення водоповітряного і мастильного радіаторів, нагрівальних секцій опалювально-вентиляційного агрегату та калорифера</a>
Спосіб виготовлення радіаторів систем охолодження автомобільних двигунів
Номер патенту: 79162
Опубліковано: 10.04.2013
Автори: Фофанов Віталій Володимирович, Коробка Юрій Васильович, Кисіль Олег Васильович, Комар Сергій Михайлович, Вдовиченко В'ячеслав Миколайович, Блінов Сергій Миколайович, Комаров Володимир Олександрович, АНДРІЄВСЬКИЙ АНДРІЙ ПЕТРОВИЧ
МПК: B21D 53/02, B22C 9/26, B60K 11/00, B60R 19/00
Мітки: виготовлення, автомобільних, двигунів, спосіб, систем, радіаторів, охолодження
Формула / Реферат:
1. Спосіб виготовлення радіаторів систем охолодження автомобільних двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовлення конструктивних елементів радіатора виготовляють трубки, ребристі пластини,...
Спосіб виготовлення радіаторів систем охолодження автомобільних/танкових двигунів
Номер патенту: 74920
Опубліковано: 12.11.2012
Автори: Колос Олексій Іванович, Сендецький Микола Миколайович, Степаненко Олександр Олексійович, Лук'янов Павло Олександрович, Чучмій Андрій Володимирович, Мелькін Василь Васильович, Башинський Володимир Георгійович, Васьківський Михайло Іванович, Лотоха Людмила Михайлівна, Гімбер Сергій Миколайович, Скрипнік Маргарита Аркадіївна, Кузнецов Владлен Олександрович, Оністрат Олександр Анатолійович, Білько Наталія Юріївна, Шереметов Сергій Іванович, Зайківський Олександр Болеславович, Бруль Сергій Тимофійович, Васюхина Валентина Олексіївна, Майстренко Олександр Анатолійович, Комаров Володимир Олександрович, Гребеник Олександр Миколайович
МПК: B21D 53/02, B23P 15/00, B22C 9/26, B60R 19/00
Мітки: радіаторів, виготовлення, спосіб, двигунів, охолодження, систем
Формула / Реферат:
1. Спосіб виготовлення радіаторів систем охолодження автомобільних/танкових двигунів, який полягає в попередньому виготовленні конструктивних елементів радіатора, наступному їхньому збиранні в єдину конструкцію шляхом взаємного монтажу виготовлених конструктивних елементів радіатора на опорних пластинах та випробуванню на герметичність, при цьому на стадії виготовлення конструктивних елементів радіатора виготовляють трубки, оребряючі...
Спосіб виготовлення нагрівальних випромінювальних панелей (варіанти)
Номер патенту: 73417
Опубліковано: 15.07.2005
Автори: Козліков Вадім Львовіч, Маркєвіч Максім Алєксандровіч, Головєнков Алєксєй Вітальєвіч
МПК: H05B 3/22
Мітки: випромінювальних, виготовлення, спосіб, нагрівальних, варіанти, панелей
Формула / Реферат:
1. Спосіб виготовлення нагрівальних випромінювальних панелей, який включає нанесення на діелектричну підкладку з шинами живлення струмопровідного покриття, нанесення захисного шару та сушіння, який відрізняється тим, що перед нанесенням захисного шару на струмопровідне покриття наносять додаткове струмопровідне покриття у вигляді щонайменше однієї стрічки довільної форми, кінці якої відповідно перпендикулярні шинам живлення.2. Спосіб...
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками
Номер патенту: 72765
Опубліковано: 27.08.2012
Автори: Фещук Тетяна Анатоліївна, Топоров Сергій Олегович, Танасова Олена Дмитрівна, Гунько Віктор Іванович
МПК: H01G 4/00
Мітки: металізованими, секцій, спосіб, виготовлення, високовольтного, обкладками, імпульсного, конденсатора
Формула / Реферат:
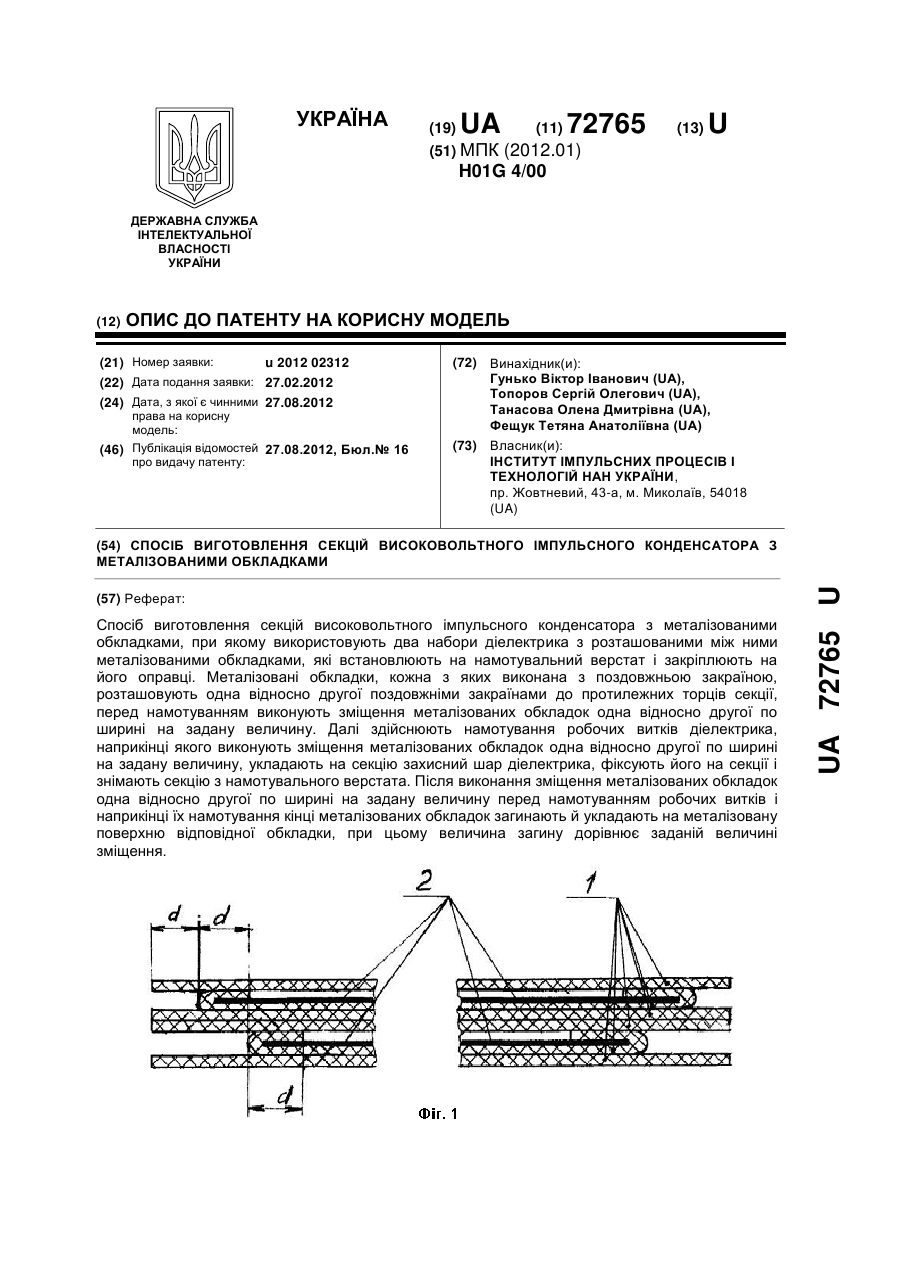
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед...
Спосіб виготовлення секцій високовольтного імпульсного конденсатора
Номер патенту: 79513
Опубліковано: 25.04.2013
Автори: Гунько Віктор Іванович, Танасова Олена Дмитрівна, Дмитрішин Олексій Ярославович, Фещук Тетяна Анатоліївна, Онищенко Лідія Іванівна
МПК: H01G 4/00
Мітки: конденсатора, виготовлення, імпульсного, секцій, спосіб, високовольтного
Формула / Реферат:
Спосіб виготовлення секцій високовольтного імпульсного конденсатора, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, перед намотуванням кінці фольгових обкладок розташовують на...
Попередній патент: Клапан для сипких матеріалів
Наступний патент: Пристрій для виконання хімічних експериментів з використанням малих кількостей речовин
Випадковий патент: Біосумісний гідрогель медичного призначення та спосіб його одержання