Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками
Номер патенту: 72765
Опубліковано: 27.08.2012
Автори: Топоров Сергій Олегович, Гунько Віктор Іванович, Фещук Тетяна Анатоліївна, Танасова Олена Дмитрівна


Формула / Реферат
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата, який відрізняється тим, що після виконання зміщення металізованих обкладок одна відносно другої по ширині на задану величину перед намотуванням робочих витків і наприкінці їх намотування кінці металізованих обкладок загинають й укладають на металізовану поверхню відповідної обкладки, при цьому величина загину дорівнює заданій величині зміщення.
Текст
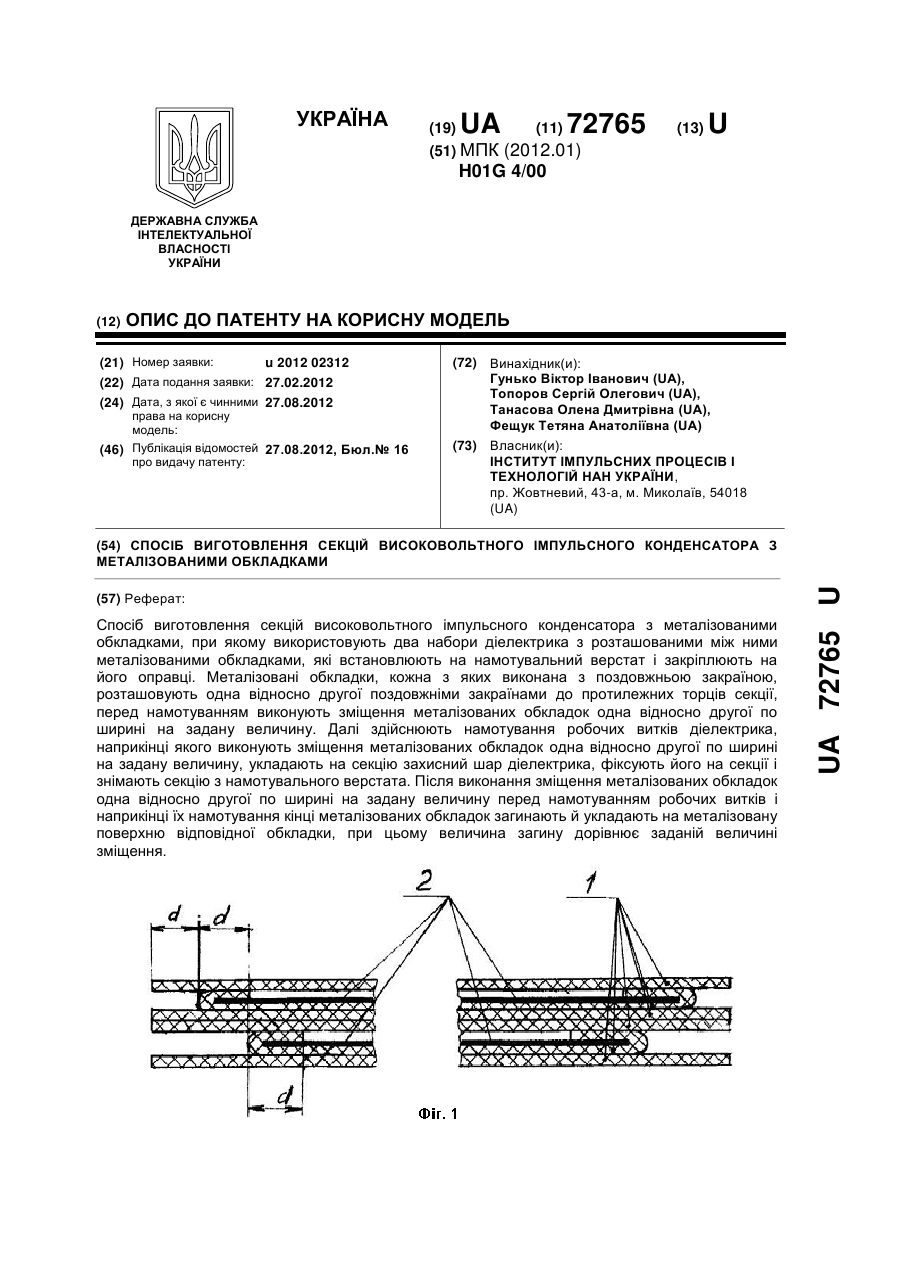
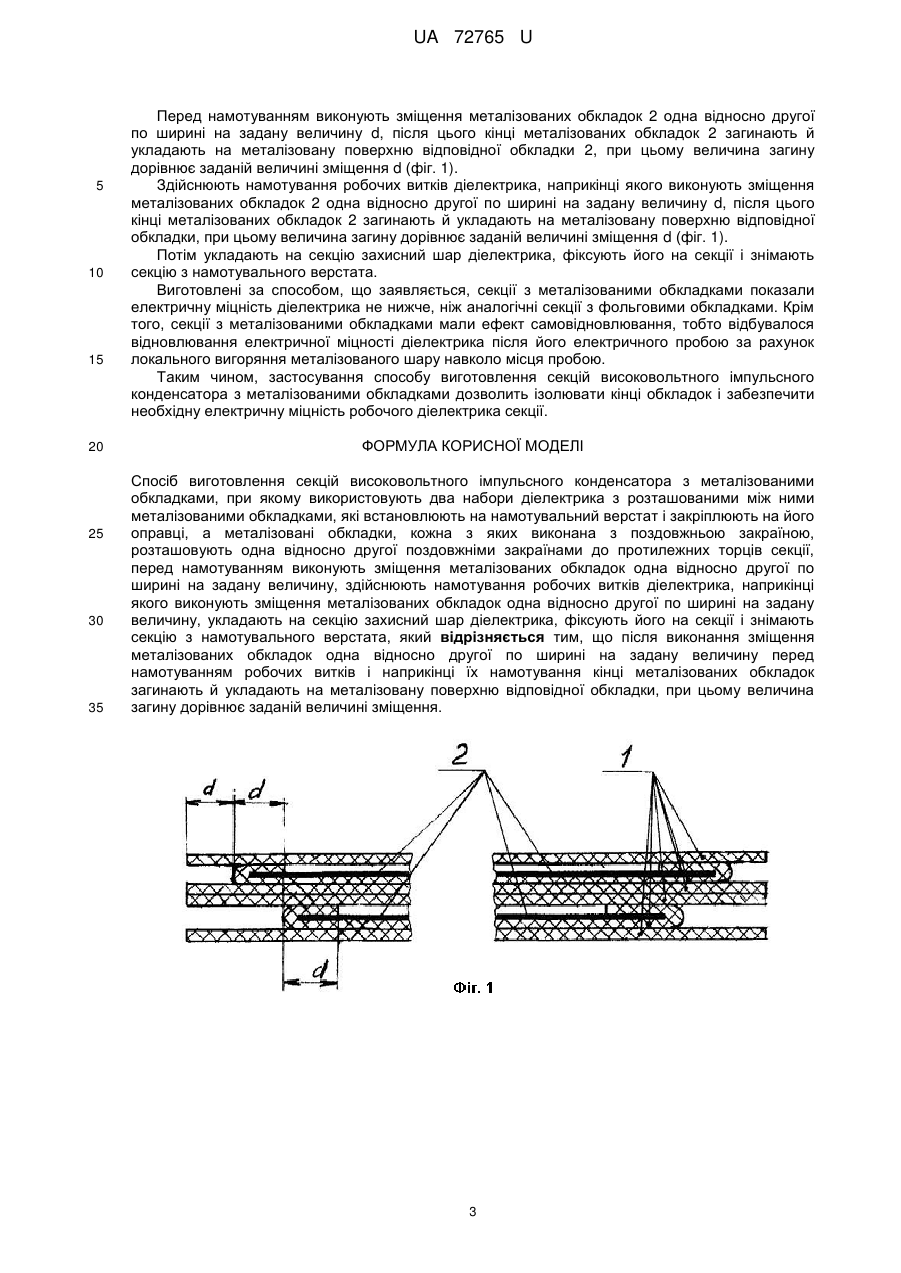
Реферат: Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці. Металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину. Далі здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата. Після виконання зміщення металізованих обкладок одна відносно другої по ширині на задану величину перед намотуванням робочих витків і наприкінці їх намотування кінці металізованих обкладок загинають й укладають на металізовану поверхню відповідної обкладки, при цьому величина загину дорівнює заданій величині зміщення. UA 72765 U (54) СПОСІБ ВИГОТОВЛЕННЯ СЕКЦІЙ ВИСОКОВОЛЬТНОГО ІМПУЛЬСНОГО КОНДЕНСАТОРА З МЕТАЛІЗОВАНИМИ ОБКЛАДКАМИ UA 72765 U UA 72765 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі електротехніки, а саме до технології виготовлення секцій із металізованими обкладками, і може бути використана при виготовленні високовольтних імпульсних конденсаторів. Відомий спосіб виготовлення секцій силових конденсаторів [Гулевич А.И. Производство силовых конденсаторов / А.И. Гулевич, А.П. Киреев. - М: Высшая школа, 1975.-365 с.], при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, фольгові обкладки, що мають ширину, меншу за ширину діелектрика, розташовують одна відносно другої до протилежних торців секції, утворюючи поздовжні закраїни, перед намотуванням виконують зміщення фольгових обкладок одна відносно другої по ширині на задану величину шляхом їх обрізування, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно другої по ширині на задану величину шляхом їх обрізування, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата. Ознаками, що збігаються з суттєвими ознаками корисної моделі, що заявляється, є наступні - використовують два набори діелектрика з розташованими між ними обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, обкладки розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення обкладок одна відносно другої по ширині на задану величину, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення обкладок одна відносно другої по ширині на задану величину, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата. До причин, що перешкоджають одержанню очікуваного технічного результату, слід віднести те, що відомий спосіб виготовлення секції високовольтного імпульсного конденсатора може застосовуватися лише при виготовленні секцій із фольговими обкладками. Застосування способу зміщення обкладок одна відносно другої по ширині на задану величину перед намотуванням і після нього шляхом їх обрізування при виготовленні секцій з металізованими обкладками приводить до зниження електричної міцності робочого діелектрика секції та її надійності, тому що при обрізуванні стрічок металізованих обкладок обрізується і шар діелектрика, на який вони нанесені, і між кінцями обкладок утворюється число шарів діелектрика менше, ніж по всій довжині намотування секції. Як прототип вибрано спосіб виготовлення секцій з металізованими обкладками [Ренне В.Т. Электрические конденсаторы. - Л.: Энергия, 1969.-592 с.], при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину шляхом вилучення шару металу на кінцях стрічок металізованих обкладок, наприклад, випалюванням, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину шляхом вилучення шару металу на кінцях стрічок металізованих обкладок, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата. Ознаками, що збігаються з суттєвими ознаками корисної моделі, що заявляється, є наступні - використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата. До причин, що перешкоджають одержанню очікуваного технічного результату, слід віднести те, що відомий спосіб виготовлення секції може бути застосований лише при виготовленні низьковольтних конденсаторів. Так при вилученні шару металу на кінцях стрічок металізованих обкладок може відбуватися механічне ушкодження стрічок діелектрика, що приводить до зниження електричної міцності діелектрика та надійності секцій високовольтних конденсаторів. В основу корисної моделі поставлена задача вдосконалення способу виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками шляхом введення 1 UA 72765 U 5 10 15 20 25 30 35 40 45 50 55 нової технологічної операції, що дозволить ізолювати кінці обкладок і за рахунок цього забезпечити необхідну електричну міцність робочого діелектрика секції. Поставлена задача вирішується тим, що в способі виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата і, згідно з корисною моделлю, після виконання зміщення металізованих обкладок одна відносно другої по ширині на задану величину перед намотуванням робочих витків і наприкінці їх намотування кінці металізованих обкладок загинають й укладають на металізовану поверхню відповідної обкладки, при цьому величина загину дорівнює заданій величині зміщення. Розкриваючи причинно-наслідковий зв'язок між сукупністю суттєвих ознак і технічним результатом, необхідно відзначити наступне. При намотуванні секцій високовольтних конденсаторів звичайно використовують обкладки з металевої фольги або металізовані, що являють собою тонкий шар металу, нанесений методом вакуумного напилювання на шар діелектрика. У секціях високовольтних імпульсних конденсаторів число шарів діелектрика між обкладками визначається величиною робочої напруги секції. Для забезпечення необхідної електричної міцності робочого діелектрика, тобто діелектрика розташованого між обкладками, число шарів діелектрика завжди вибирається більшим за один. У високовольтній техніці, до якої відносяться високовольтні імпульсні конденсатори, є поняття "крайового ефекту", що полягає в збільшенні напруженості електричного поля на краю металевих провідників, до яких і відносяться обкладки секцій конденсаторів, який часто приводить до пробою діелектрика. Для забезпечення необхідної електричної міцності кінці стрічок обкладок не розташовують одна відносно другої на одному рівні. Для цього на початку і наприкінці намотування робочих витків виконують зміщення обкладок одна відносно другої по ширині на величину, що визначається для кожного конденсатора, виходячи з величини робочої напруги секції. Ознаки "після виконання зміщення металізованих обкладок одна відносно другої по ширині на задану величину перед намотуванням робочих витків і наприкінці їх намотування кінці металізованих обкладок загинають й укладають на металізовану поверхню відповідної обкладки, при цьому величина загину дорівнює заданій величині зміщення" дозволять ізолювати кінці обкладок і за рахунок цього забезпечити необхідну електричну міцність робочого діелектрика секції. Після загину металізованих обкладок між кінцями обкладок на початку й кінці намотування робочих витків залишиться незмінне число шарів набору діелектрика. Величина зміщення обкладок одна відносно другої по ширині на початку і наприкінці намотування робочих витків визначається величиною робочої напруги секції та перебуває в межах від 10 до 30 мм, що забезпечує необхідну електричну міцність діелектрика. Як показує практика, при загині металізованої обкладки на величину, меншу за величину зміщення, при подальшому намотуванні секції відбувається усунення загину, а якщо величину загину брати більше за величину зсуву, то відбувається необгрунтована витрата матеріалів і збільшення товщини секції. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображений поздовжній розріз секції високовольтного імпульсного конденсатора з металізованими обкладками, а на фіг. 2 поперечний переріз цієї ж секції. Спосіб здійснюється таким чином. Реалізацію способу, що заявляється, здійснюють на прикладі виготовлення секції високовольтного імпульсного конденсатора з металізованими обкладками та тришаровим плівковим діелектриком. Два набори діелектрика, кожний з яких виконаний із трьох плівок 1, одна з яких має нанесений металізований шар, що є металізованою обкладкою 2 (фіг. 1), встановлюють на намотувальний верстат і закріплюють на його оправці. Металізовані обкладки 2, кожна з яких виконана з поздовжньою закраїною l, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції (фіг. 2). 2 UA 72765 U 5 10 15 20 25 30 35 Перед намотуванням виконують зміщення металізованих обкладок 2 одна відносно другої по ширині на задану величину d, після цього кінці металізованих обкладок 2 загинають й укладають на металізовану поверхню відповідної обкладки 2, при цьому величина загину дорівнює заданій величині зміщення d (фіг. 1). Здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок 2 одна відносно другої по ширині на задану величину d, після цього кінці металізованих обкладок 2 загинають й укладають на металізовану поверхню відповідної обкладки, при цьому величина загину дорівнює заданій величині зміщення d (фіг. 1). Потім укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата. Виготовлені за способом, що заявляється, секції з металізованими обкладками показали електричну міцність діелектрика не нижче, ніж аналогічні секції з фольговими обкладками. Крім того, секції з металізованими обкладками мали ефект самовідновлювання, тобто відбувалося відновлювання електричної міцності діелектрика після його електричного пробою за рахунок локального вигоряння металізованого шару навколо місця пробою. Таким чином, застосування способу виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками дозволить ізолювати кінці обкладок і забезпечити необхідну електричну міцність робочого діелектрика секції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед намотуванням виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення металізованих обкладок одна відносно другої по ширині на задану величину, укладають на секцію захисний шар діелектрика, фіксують його на секції і знімають секцію з намотувального верстата, який відрізняється тим, що після виконання зміщення металізованих обкладок одна відносно другої по ширині на задану величину перед намотуванням робочих витків і наприкінці їх намотування кінці металізованих обкладок загинають й укладають на металізовану поверхню відповідної обкладки, при цьому величина загину дорівнює заданій величині зміщення. 3 UA 72765 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing sections of high-voltage pulse capacitor with metallized plates
Автори англійськоюHunko Viktor Ivanovych, Toporov Serhii Olehovych, Tanasova Olena Dmytrivna, Feschuk Tetiana Anatoliivna
Назва патенту російськоюСпособ изготовления секций высоковольтного импульсного конденсатора с металлизированными обкладками
Автори російськоюГунько Виктор Иванович, Топоров Сергей Олегович, Танасова Елена Дмитриевна, Фещук Тетяна Анатольевна
МПК / Мітки
МПК: H01G 4/00
Мітки: високовольтного, обкладками, секцій, імпульсного, металізованими, спосіб, виготовлення, конденсатора
Код посилання
<a href="https://ua.patents.su/6-72765-sposib-vigotovlennya-sekcijj-visokovoltnogo-impulsnogo-kondensatora-z-metalizovanimi-obkladkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками</a>
Спосіб виготовлення інтеркаляційного фільтрового конденсатора
Номер патенту: 97269
Опубліковано: 25.01.2012
Автори: Ковалюк Захар Дмитрович, Нетяга Віктор Васильович, Коноплянко Денис Юрійович, Бахтінов Анатолій Петрович
МПК: H01G 4/06
Мітки: фільтрового, спосіб, інтеркаляційного, виготовлення, конденсатора
Формула / Реферат:
Спосіб виготовлення інтеркаляційного фільтрового конденсатора, що включає інтеркалювання шаруватого напівпровідника селеніду галію (GaSe) сегнетоелектричним матеріалом, який відрізняється тим, що інтеркалювання шаруватого напівпровідника GaSe проводять шляхом впровадження в двовимірні (2D) міжшарові Ван-дер-Ваальсівські щілини тривимірних (3D) нанорозмірних включень з розплаву сегнетоелектричного матеріалу KNO3 при температурі від 329 до 339...
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора

Номер патенту: 57267
Опубліковано: 25.02.2011
Автори: Бастріков Сєргєй Гєннадьєвіч, Головін Владімір Міхайловіч
МПК: B22D 15/00, H01B 17/02
Мітки: ізолятора, стержні, спосіб, виготовлення, високовольтного, наприклад, підвісного, втулки
Формула / Реферат:
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора, що включає виготовлення литтям, який відрізняється тим, що попередньо оцинкований стержень поміщають в кокіль і на необхідній висоті формують на ньому втулку, подаючи розплав цинку в ливникову систему кокілю, після формування втулки подають додаткову кількість розплаву в зазор між сформованою втулкою і стержнем.
Установка для виготовлення маршрутних секцій
Номер патенту: 73158
Опубліковано: 15.06.2005
Автор: Фаріон Отмар
МПК: E01D 21/00, B23K 37/04, B23Q 1/00, B23Q 3/02, E01B 25/00
Мітки: виготовлення, маршрутних, секцій, установка
Формула / Реферат:
1. Установка (10) для виготовлення маршрутних секцій (25), яка має ряд затискних пристроїв (12), розташованих послідовно у поздовжньому напрямку установки, кожен з яких включає встановлений стаціонарно базовий елемент (16) та один принаймні опосередковано з'єднаний із ним затискний стіл (24), виконаний із можливістю розташування на ньому ділянки маршрутної секції (25) та з можливістю регулювання його позиції відносно базового елемента...
Установка для виготовлення маршрутних секцій
Номер патенту: 72788
Опубліковано: 15.04.2005
Автор: Фаріон Отмар
МПК: E01D 21/00, E01B 25/00, E04G 21/16
Мітки: секцій, маршрутних, виготовлення, установка
Формула / Реферат:
1. Установка (10) для виготовлення маршрутних секцій (32), яка має ряд утримувальних пристроїв (14, 16), розташованих послідовно у повздовжньому напрямку установки, кожен з яких містить виконаний із можливістю пересування на колесах (34) базовий елемент (20) та принаймні один щонайменше опосередковано з'єднаний із ним опорний пристрій (28), виконаний із можливістю відповідного регулювання розташування ділянки (30, 172) попередньо змонтованої...
Конденсатор
Номер патенту: 9843
Опубліковано: 30.09.1996
Автор: Титов Михайло Миколайович
МПК: H01G 4/00
Мітки: конденсатор
Формула / Реферат:
Конденсатор, содержащий двойные металлические фольговые обкладки положительной и отрицательной полярности, соответственно, размещенный между ними пропитанный диэлектрик и токовыводы, расположенные между обкладками одинаковой полярности, отличающийся тем, что каждый токовывод выполнен в виде фольговой металлической ленты, соприкасающейся с поверхностями обкладок по всей их длине.
Попередній патент: Спосіб перехресного експрес-тестування ремінералізуючої ефективності карієсопрофілактичних засобів
Наступний патент: Спосіб формування анастомозу “кінець в кінець”
Випадковий патент: Спосіб органозберігаючого оперативного втручання при травматичних пошкодженнях селезінки ііі-іv ступенів