Спосіб виготовлення секцій високовольтного імпульсного конденсатора
Номер патенту: 79513
Опубліковано: 25.04.2013
Автори: Дмитрішин Олексій Ярославович, Фещук Тетяна Анатоліївна, Танасова Олена Дмитрівна, Гунько Віктор Іванович, Онищенко Лідія Іванівна
Формула / Реферат
Спосіб виготовлення секцій високовольтного імпульсного конденсатора, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика та виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата, який відрізняється тим, що перед намотуванням кінці фольгових обкладок розташовують від кінців наборів діелектрика на відстані, що дорівнює 0,5 довжини окружності оправки, а захисний шар формують із двох наборів діелектрика секції та промотують 2,5 витка, при цьому ширину фольгових обкладок вибирають зі співвідношення:
![]()
де:
![]() - ширина фольгової обкладки, мм;
- ширина фольгової обкладки, мм;
![]() - ширина набору діелектрика, мм;
- ширина набору діелектрика, мм;
![]() - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 20¸40 мм.
- дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 20¸40 мм.
Текст
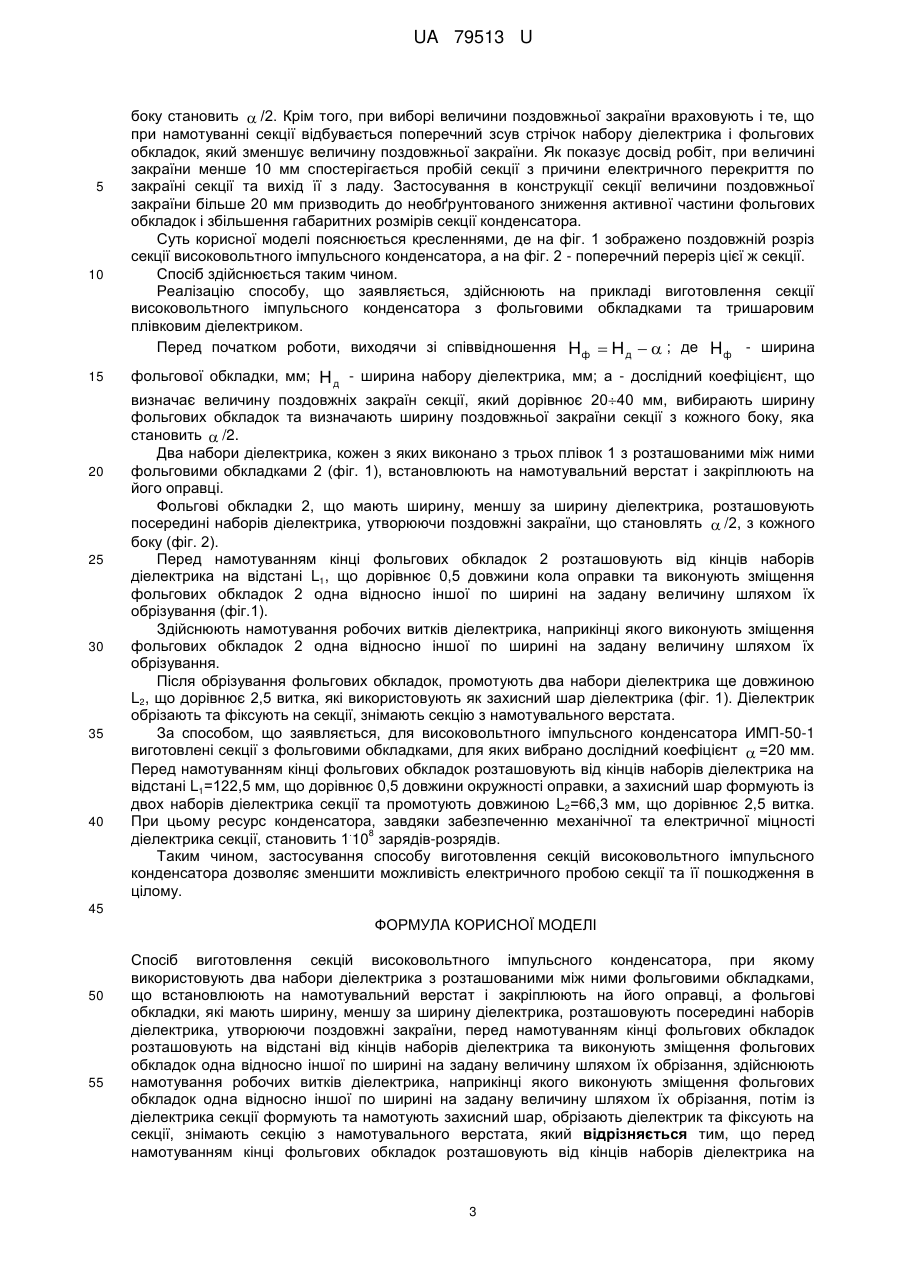
Реферат: Спосіб виготовлення секцій високовольтного імпульсного конденсатора, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці. Фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни. Перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика та виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання. Здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання. Із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата. Перед намотуванням кінці фольгових обкладок розташовують від кінців наборів діелектрика на відстані, що дорівнює 0,5 довжини окружності оправки. Захисний шар формують із двох наборів діелектрика секції та промотують 2,5 витка. Ширину фольгових обкладок вибирають зі співвідношення: Hф Нд , де: H ф - ширина фольгової обкладки, мм; Н д - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 2040 мм. UA 79513 U (54) СПОСІБ ВИГОТОВЛЕННЯ СЕКЦІЙ ВИСОКОВОЛЬТНОГО ІМПУЛЬСНОГО КОНДЕНСАТОРА UA 79513 U UA 79513 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електротехніки, а саме до технології виготовлення конденсаторних секцій, і може бути використана при виготовленні високовольтних імпульсних конденсаторів. Відомо спосіб виготовлення секцій високовольтних імпульсних конденсаторів з паперовим діелектриком [Ренне В.Т. Электрические конденсаторы. - Л.: Энергия, 1969.-592 с.], при якому використовують два набори паперового діелектрика з розташованими між ними фольговими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, виставляють стрічки діелектрика та фольги так, щоб вони забезпечували поздовжні закраїни, виконують намотування робочих витків діелектрика, обрізають стрічки фольги, а з діелектрика секції формують та намотують захисний шар, обрізують його та фіксують на секції, знімають секцію з намотувального верстата. Захисний шар діелектрика намотують з однієї-двох стрічок паперового діелектрика секції. Ознаками, які збігаються з суттєвими ознаками корисної моделі, що заявляється, є такі: використовують два набори діелектрика з розташованими між ними фольговими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки розташовують, утворюючи поздовжні закраїни з діелектриком, виконують намотування робочих витків діелектрика, обрізають стрічки фольги, з діелектрика секції формують та намотують захисний шар, обрізають і фіксують його на секції, знімають секцію з намотувального верстата. До причини, що перешкоджає одержанню очікуваного технічного результату, слід віднести те, що у відомому способі виконання захисного шару та розташування кінців фольгових обкладок відносно кінців наборів діелектрика не забезпечують необхідну електричну міцність діелектрика секції, що може призвести до її виходу з ладу. Як прототип вибрано спосіб виготовлення секцій силових конденсаторів [Гулевич А.И. Производство силовых конденсаторов / А.И. Гулевич, А.П. Киреев. - М: Высшая школа, 1975.365 c.], при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, що мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, перед намотуванням кінці фольгових обкладок розташовують на відстані 30-50 мм від кінців наборів діелектрика та виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім з діелектрика секції формують та намотують захисний шар, обрізають його та фіксують на секції, знімають секцію з намотувального верстата. Захисний шар формують з верхнього шару діелектрика і намотують стільки витків, скільки шарів діелектрика знаходиться під нижньою фольговою обкладкою. Ознаками, які збігаються з суттєвими ознаками корисної моделі, що заявляється, є такі: використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, фольгові обкладки мають ширину, меншу за ширину діелектрика і розташовані посередині наборів діелектрика, утворюючи поздовжні закраїни, перед намотуванням виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, з діелектрика секції формують та намотують захисний шар, обрізають і фіксують його на секції та знімають секцію з намотувального верстата. До причини, що перешкоджає одержанню очікуваного технічного результату, слід віднести те, що у відомому способі виконання захисного шару та розташування кінців фольгових обкладок відносно кінців наборів діелектрика не забезпечують необхідну електричну міцність діелектрика секції, що може призвести до її електричного пробою та виходу з ладу. В основу корисної моделі поставлено задачу вдосконалення способу виготовлення секцій високовольтного імпульсного конденсатора шляхом визначення розташування кінців фольгових обкладок перед намотуванням, формування захисного шару та вибору ширини фольгових обкладок, що дозволить забезпечити механічну та електричну міцність діелектрика секції, і за рахунок цього зменшити можливість електричного пробою секції та її пошкодження в цілому. Суть корисної моделі полягає в тому, що в способі виготовлення секцій високовольтного імпульсного конденсатора, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, перед 1 UA 79513 U 5 10 намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика та виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізують діелектрик та фіксують на секції, знімають секцію з намотувального верстата, згідно з корисною моделлю, перед намотуванням кінці фольгових обкладок розташовують від кінців наборів діелектрика на відстані, що дорівнює 0,5 довжини окружності оправки, а захисний шар формують із двох наборів діелектрика секції та промотують 2,5 витка, при цьому ширину фольгових обкладок вибирають зі співвідношення: H ф Н д , де H ф - ширина фольгової обкладки, мм; Н д - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 15 20 25 30 35 40 45 50 55 2040 мм. Розкриваючи причинно-наслідковий зв'язок між сукупністю суттєвих ознак і технічним результатом, необхідно відзначити таке. У високовольтній техніці, до якої належать високовольтні імпульсні конденсатори, є поняття про "крайовий ефект", що полягає у збільшенні напруженості електричного поля по краях металевих провідників, до яких належать фольгові обкладки секцій конденсатора, що часто призводить до пробою діелектрика та пошкодження секції. Для забезпечення необхідної електричної міцності секції кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика. Для цього на початку і наприкінці намотування робочих витків виконують зміщення обкладок одна відносно іншої по ширині, а кінці стрічок фольги розташовують на визначеній відстані від кінців стрічок діелектрика, забезпечуючи при намотуванні секції електричну і механічну міцність діелектрика по його товщині, а електричну міцність між фольговими обкладками по поверхні діелектрика забезпечують повздовжніми закраїнами секції. Ознаки "перед намотуванням кінці фольгових обкладок розташовують від кінців наборів діелектрика на відстані, що дорівнює 0,5 довжини окружності оправки, а захисний шар формують із двох наборів діелектрика секції та промотують 2,5 витка, що дозволяє забезпечити необхідну електричну і механічну міцність робочого діелектрика секції й зменшити можливість електричного пробою секції та її пошкодження в цілому. Як показує досвід виготовлення високовольтних імпульсних конденсаторів, на початку намотування секції відбувається ковзання шарів діелектрика на оправці. При відстані між кінцями фольгових обкладок і кінцями наборів діелектрика менше 0,5 довжини окружності оправки, особливо на оправках малих діаметрів, зменшується відстань перекриття між фольговими обкладками вздовж діелектрика, що може призвести до електричного пробою секції. Відстань між кінцями фольгових обкладок і кінцями наборів діелектрика більше 0,5 довжини окружності оправки, особливо на оправках великого діаметра, призводить до необґрунтованих витрат діелектричних матеріалів і збільшення габаритних розмірів секції та самого конденсатора в цілому. Виконання захисного шару запропонованим способом забезпечує достатню товщину захисного шару діелектрика в кінці намотки для механічного захисту секцій. При товщині захисного шару діелектрика менше 2,5 витків двох наборів діелектрика спостерігаються механічні пошкодження, які призводять до електричного пробою секції, а застосування як захисний шар більше ніж 2,5 витків двох наборів діелектрика призводить до необгрунтованих витрат діелектричних матеріалів і збільшення габаритних розмірів секції та самого конденсатора в цілому. Ознака ширину фольгових обкладок вибирають зі співвідношення: Hф Н д ; де H ф ширина фольгової обкладки, мм; Н д - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 2040 мм" дозволяє забезпечити необхідну електричну міцність робочого діелектрика секції й зменшити можливість електричного пробою секції та її пошкодження в цілому. Дослідний коефіцієнт а визначає величину поздовжніх закраїн секції та вибирається на основі дослідних даних залежно від величини робочої напруги секції. Так як фольгові обкладки, що мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, величина поздовжньої закраїни секції з кожного 2 UA 79513 U 5 10 15 20 25 30 35 40 боку становить /2. Крім того, при виборі величини поздовжньої закраїни враховують і те, що при намотуванні секції відбувається поперечний зсув стрічок набору діелектрика і фольгових обкладок, який зменшує величину поздовжньої закраїни. Як показує досвід робіт, при величині закраїни менше 10 мм спостерігається пробій секції з причини електричного перекриття по закраїні секції та вихід її з ладу. Застосування в конструкції секції величини поздовжньої закраїни більше 20 мм призводить до необґрунтованого зниження активної частини фольгових обкладок і збільшення габаритних розмірів секції конденсатора. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображено поздовжній розріз секції високовольтного імпульсного конденсатора, а на фіг. 2 - поперечний переріз цієї ж секції. Спосіб здійснюється таким чином. Реалізацію способу, що заявляється, здійснюють на прикладі виготовлення секції високовольтного імпульсного конденсатора з фольговими обкладками та тришаровим плівковим діелектриком. Перед початком роботи, виходячи зі співвідношення Hф Н д ; де H ф - ширина фольгової обкладки, мм; Н д - ширина набору діелектрика, мм; а - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 2040 мм, вибирають ширину фольгових обкладок та визначають ширину поздовжньої закраїни секції з кожного боку, яка становить /2. Два набори діелектрика, кожен з яких виконано з трьох плівок 1 з розташованими між ними фольговими обкладками 2 (фіг. 1), встановлюють на намотувальний верстат і закріплюють на його оправці. Фольгові обкладки 2, що мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, що становлять /2, з кожного боку (фіг. 2). Перед намотуванням кінці фольгових обкладок 2 розташовують від кінців наборів діелектрика на відстані L1, що дорівнює 0,5 довжини кола оправки та виконують зміщення фольгових обкладок 2 одна відносно іншої по ширині на задану величину шляхом їх обрізування (фіг.1). Здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок 2 одна відносно іншої по ширині на задану величину шляхом їх обрізування. Після обрізування фольгових обкладок, промотують два набори діелектрика ще довжиною L2, що дорівнює 2,5 витка, які використовують як захисний шар діелектрика (фіг. 1). Діелектрик обрізають та фіксують на секції, знімають секцію з намотувального верстата. За способом, що заявляється, для високовольтного імпульсного конденсатора ИМП-50-1 виготовлені секції з фольговими обкладками, для яких вибрано дослідний коефіцієнт =20 мм. Перед намотуванням кінці фольгових обкладок розташовують від кінців наборів діелектрика на відстані L1=122,5 мм, що дорівнює 0,5 довжини окружності оправки, а захисний шар формують із двох наборів діелектрика секції та промотують довжиною L2=66,3 мм, що дорівнює 2,5 витка. При цьому ресурс конденсатора, завдяки забезпеченню механічної та електричної міцності . 8 діелектрика секції, становить 1 10 зарядів-розрядів. Таким чином, застосування способу виготовлення секцій високовольтного імпульсного конденсатора дозволяє зменшити можливість електричного пробою секції та її пошкодження в цілому. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб виготовлення секцій високовольтного імпульсного конденсатора, при якому використовують два набори діелектрика з розташованими між ними фольговими обкладками, що встановлюють на намотувальний верстат і закріплюють на його оправці, а фольгові обкладки, які мають ширину, меншу за ширину діелектрика, розташовують посередині наборів діелектрика, утворюючи поздовжні закраїни, перед намотуванням кінці фольгових обкладок розташовують на відстані від кінців наборів діелектрика та виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, здійснюють намотування робочих витків діелектрика, наприкінці якого виконують зміщення фольгових обкладок одна відносно іншої по ширині на задану величину шляхом їх обрізання, потім із діелектрика секції формують та намотують захисний шар, обрізають діелектрик та фіксують на секції, знімають секцію з намотувального верстата, який відрізняється тим, що перед намотуванням кінці фольгових обкладок розташовують від кінців наборів діелектрика на 3 UA 79513 U відстані, що дорівнює 0,5 довжини окружності оправки, а захисний шар формують із двох наборів діелектрика секції та промотують 2,5 витка, при цьому ширину фольгових обкладок вибирають зі співвідношення: Hф Нд , 5 де: H ф - ширина фольгової обкладки, мм; Н д - ширина набору діелектрика, мм; - дослідний коефіцієнт, що визначає величину поздовжніх закраїн секції, який дорівнює 2040 мм. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing sections of high-voltage pulse capacitor
Автори англійськоюHunko Viktor Ivanovych, Onyschenko Lidiia Ivanivna, Dmytryshyn Oleksii Yaroslavovych, Tanasova Olena Dmytrivna, Feschuk Tetiana Anatoliivna
Назва патенту російськоюСпособ изготовления секций высоковольтного импульсного конденсатора
Автори російськоюГунько Виктор Иванович, Онищенко Лидия Ивановна, Дмитришин Алексей Ярославович, Танасова Елена Дмитриевна, Фещук Татьяна Анатольевна
МПК / Мітки
МПК: H01G 4/00
Мітки: імпульсного, спосіб, виготовлення, конденсатора, високовольтного, секцій
Код посилання
<a href="https://ua.patents.su/6-79513-sposib-vigotovlennya-sekcijj-visokovoltnogo-impulsnogo-kondensatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення секцій високовольтного імпульсного конденсатора</a>
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками
Номер патенту: 72765
Опубліковано: 27.08.2012
Автори: Фещук Тетяна Анатоліївна, Танасова Олена Дмитрівна, Гунько Віктор Іванович, Топоров Сергій Олегович
МПК: H01G 4/00
Мітки: імпульсного, виготовлення, конденсатора, металізованими, секцій, обкладками, високовольтного, спосіб
Формула / Реферат:
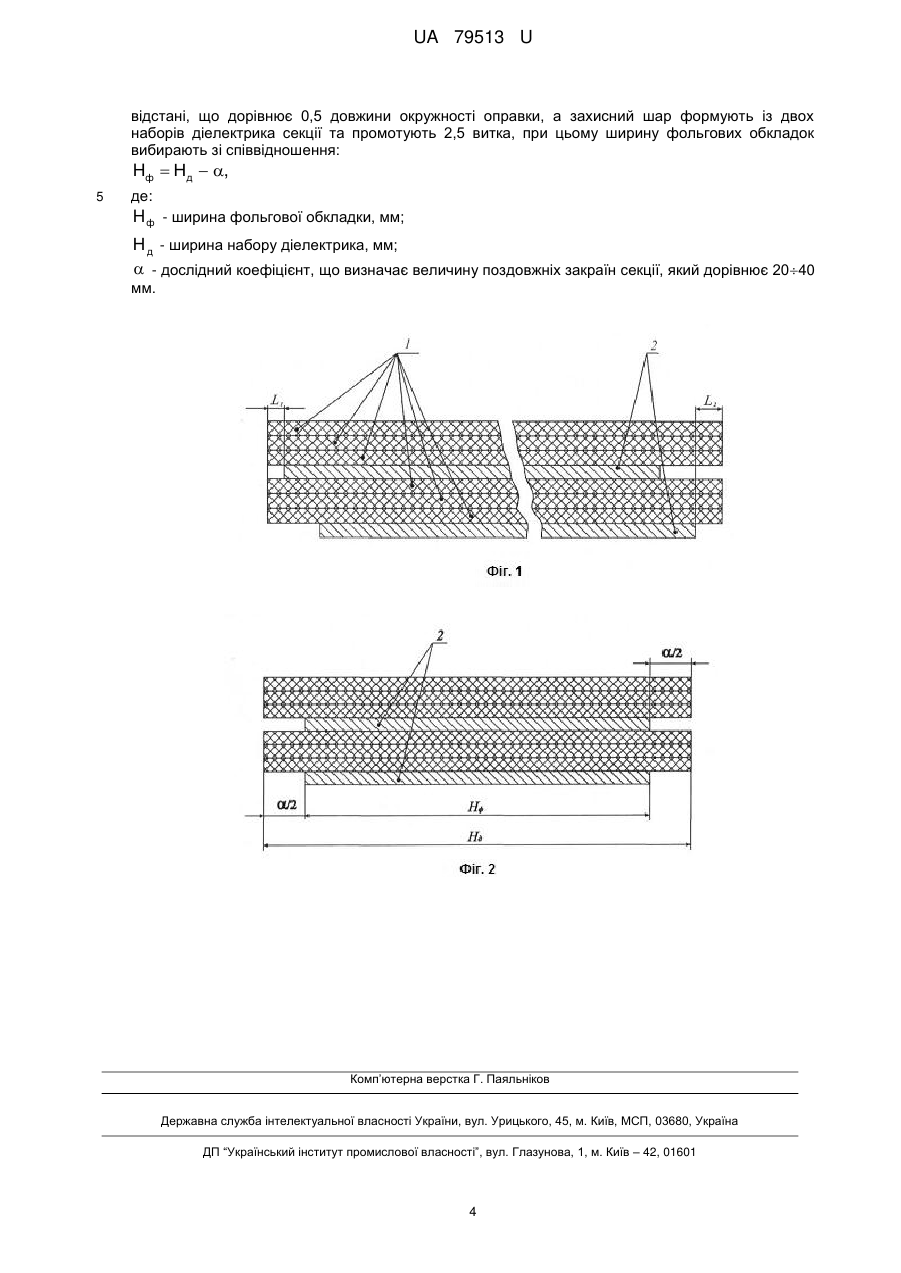
Спосіб виготовлення секцій високовольтного імпульсного конденсатора з металізованими обкладками, при якому використовують два набори діелектрика з розташованими між ними металізованими обкладками, які встановлюють на намотувальний верстат і закріплюють на його оправці, а металізовані обкладки, кожна з яких виконана з поздовжньою закраїною, розташовують одна відносно другої поздовжніми закраїнами до протилежних торців секції, перед...
Електричний конденсатор з чистоплівковим діелектриком
Номер патенту: 68632
Опубліковано: 16.08.2004
Автори: Гунько Віктор Іванович, Дмитрішин Олексій Ярославович, Гребенников Ігор Юрійович, Онищенко Лідія Іванівна, Перекупка Інна Андріївна
МПК: H01L 27/00, H01G 15/00
Мітки: діелектриком, конденсатор, чистоплівковим, електричний
Формула / Реферат:
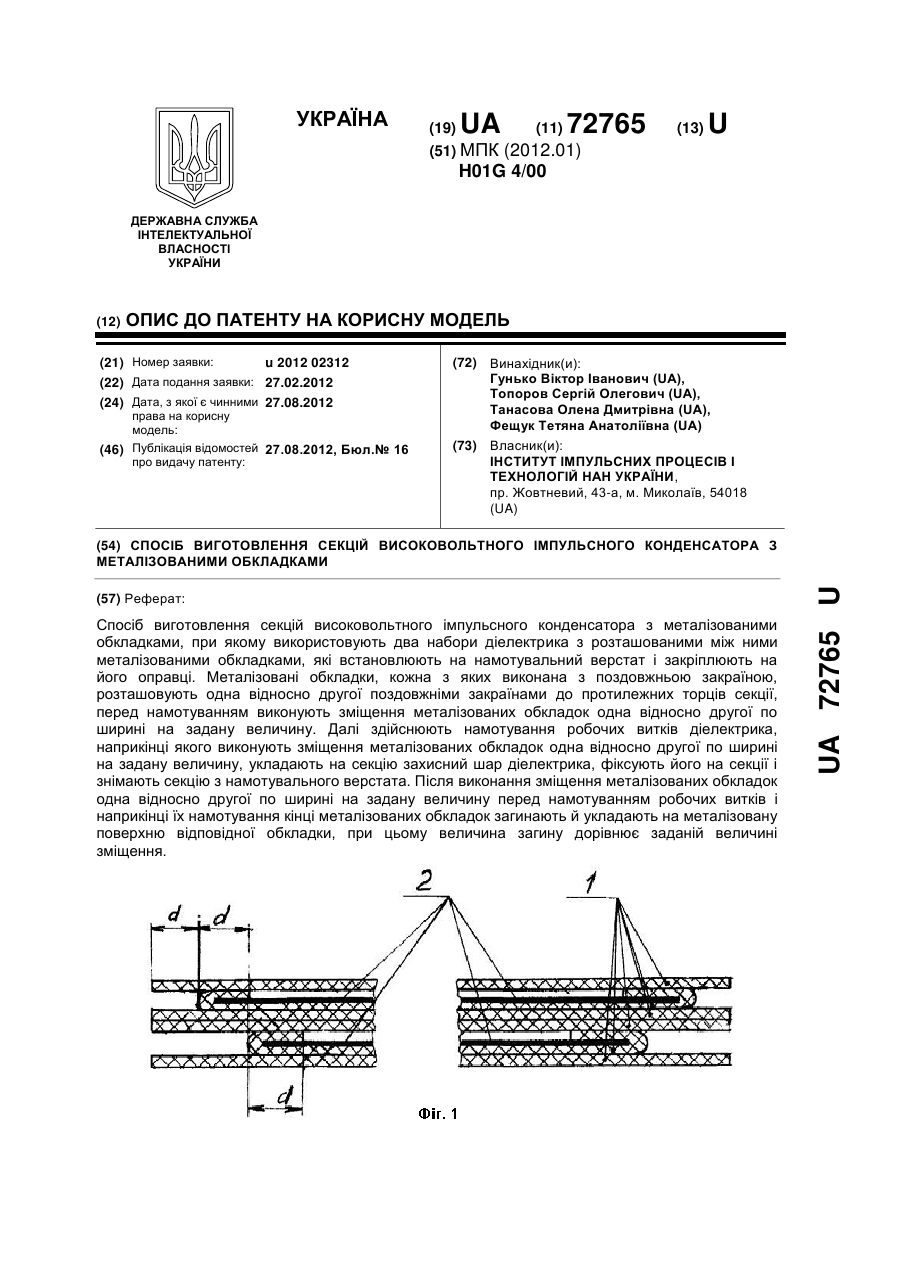
Електричний конденсатор з чистоплівковим діелектриком, що містить кришку з струмовиводами, корпус з розміщеним у ньому пакетом мотаних конденсаторних секцій, що складаються з двох обкладок із шорсткуватої фольги і розташованих між ними двох наборів просоченого діелектрика із шарів полімерної односторонньо шорсткуватої плівки, який відрізняється тим, що обкладки виконані з односторонньо шорсткуватої фольги, причому кожна з фольгових обкладок...
Спосіб виготовлення інтеркаляційного фільтрового конденсатора
Номер патенту: 97269
Опубліковано: 25.01.2012
Автори: Нетяга Віктор Васильович, Коноплянко Денис Юрійович, Ковалюк Захар Дмитрович, Бахтінов Анатолій Петрович
МПК: H01G 4/06
Мітки: фільтрового, інтеркаляційного, спосіб, конденсатора, виготовлення
Формула / Реферат:
Спосіб виготовлення інтеркаляційного фільтрового конденсатора, що включає інтеркалювання шаруватого напівпровідника селеніду галію (GaSe) сегнетоелектричним матеріалом, який відрізняється тим, що інтеркалювання шаруватого напівпровідника GaSe проводять шляхом впровадження в двовимірні (2D) міжшарові Ван-дер-Ваальсівські щілини тривимірних (3D) нанорозмірних включень з розплаву сегнетоелектричного матеріалу KNO3 при температурі від 329 до 339...
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора

Номер патенту: 57267
Опубліковано: 25.02.2011
Автори: Головін Владімір Міхайловіч, Бастріков Сєргєй Гєннадьєвіч
МПК: B22D 15/00, H01B 17/02
Мітки: ізолятора, виготовлення, високовольтного, спосіб, втулки, стержні, підвісного, наприклад
Формула / Реферат:
Спосіб виготовлення втулки на стержні, наприклад, для підвісного високовольтного ізолятора, що включає виготовлення литтям, який відрізняється тим, що попередньо оцинкований стержень поміщають в кокіль і на необхідній висоті формують на ньому втулку, подаючи розплав цинку в ливникову систему кокілю, після формування втулки подають додаткову кількість розплаву в зазор між сформованою втулкою і стержнем.
Установка для виготовлення маршрутних секцій
Номер патенту: 73158
Опубліковано: 15.06.2005
Автор: Фаріон Отмар
МПК: B23K 37/04, E01D 21/00, B23Q 1/00, B23Q 3/02, E01B 25/00
Мітки: виготовлення, маршрутних, секцій, установка
Формула / Реферат:
1. Установка (10) для виготовлення маршрутних секцій (25), яка має ряд затискних пристроїв (12), розташованих послідовно у поздовжньому напрямку установки, кожен з яких включає встановлений стаціонарно базовий елемент (16) та один принаймні опосередковано з'єднаний із ним затискний стіл (24), виконаний із можливістю розташування на ньому ділянки маршрутної секції (25) та з можливістю регулювання його позиції відносно базового елемента...
Попередній патент: Обертально-поворотний двокоординатний стіл
Наступний патент: Спосіб прогнозування виникнення гнійно-септичних ускладнень у хворих з тяжкою формою гострого панкреатиту
Випадковий патент: Підніжка упорядника вагонів