Сигаретна пачка і спосіб її виготовлення
Номер патенту: 89718
Опубліковано: 25.02.2010
Автори: Танбо Хітосі, Боно Наото, Касімура Рюіті, Ямасіта Хіроюкі

Формула / Реферат
1. Сигаретна пачка, яка містить:
внутрішню пачку, що включає групу стрижнеподібних курильних виробів, обгорнених внутрішньою обгорткою,
паралелепіпедну зовнішню коробку, що містить вказану внутрішню пачку і утворена згинанням паперової заготовки навколо вказаної внутрішньої пачки;
при цьому вказана зовнішня коробка містить:
коробчастий корпус, що має відкритий кінець,
кришку, з'єднану з коробчастим корпусом і здатну відкривати і закривати відкритий кінець, і
лінію розділення, яка розташована на межі між коробчастим корпусом і кришкою, і, коли утворена зовнішня коробка - рознімно з'єднує коробчастий корпус і кришку,
при цьому лінія розділення має перфорації, розташовані в одному напрямку із заданими інтервалами, і ослаблені з'єднання, що з'єднують суміжні перфорації.
2. Сигаретна пачка за п. 1, в якій лінія розділення утворює лінію згину для заготовки.
3. Сигаретна пачка за п. 2, в якій кришка є язичковою кришкою, з'єднаною з коробчастим корпусом на задньому краю відкритого кінця, що діє як шарнір, при цьому язичкова кришка містить:
верхню стінку, що продовжується від заднього краю відкритого кінця і здатну закривати відкритий кінець,
язичок, що продовжується від верхньої стінки і здатний лежати на передній стінці вказаного коробчастого корпусу, коли утворена вказана зовнішня коробка, і
з'єднувальні виступи, попарно приєднані до зовнішніх поверхонь протилежних бокових стінок вказаного коробчастого корпусу, а
лінія розділення включає в себе бокові розділювальні лінії, кожна з яких роздільно з'єднує боковий край язичка і відповідний з'єднувальний виступ.
4. Сигаретна пачка за п. 3, в якій
язичкова кришка додатково містить два внутрішніх верхніх клапани, приєднаних до внутрішньої поверхні верхньої стінки на протилежних кінцях верхньої стінки, а
лінія розділення додатково включає в себе верхні розділювальні лінії, кожна з яких з'єднує бокову стінку вказаного коробчастого корпусу і відповідний внутрішній верхній клапан.
5. Спосіб виготовлення сигаретної пачки, який включає:
стадію подачі, на якій до робочого місця згинання подають паперову заготовку для утворення відповідно паралелепіпедної зовнішньої коробки і внутрішньої пачки, що розміщується в зовнішній коробці, при цьому внутрішня пачка містить групу стрижнеподібних курильних виробів і внутрішню обгортку, що покриває цю групу, і
стадію згинання, на якій на робочому місці згинання утворюють зовнішню коробку за допомогою згинання заготовки навколо внутрішньої пачки, при цьому зовнішня коробка містить коробчастий корпус, що має відкритий кінець, кришку, з'єднану з коробчастим корпусом і здатну відкривати і закривати відкритий кінець, і лінію розділення, розташовану на межі між коробчастим корпусом і кришкою, а коли утворена зовнішня коробка - вона рознімно з'єднує коробчастий корпус і кришку,
при цьому лінія розділення містить перфорації, розташовані в одному напрямку із заданими інтервалами, і з'єднання, що з'єднують суміжні перфорації, при цьому
вказана стадія подачі включає в себе перетворення вказаних з'єднань розділювальної лінії в ослаблені з'єднання за допомогою прикладення зусилля до розділювальної лінії, коли заготовка транспортується до робочого місця згинання.
6. Спосіб за п. 5, в якому
лінія розділення утворює лінію згину заготовки, і
вказаний процес проводять таким чином, щоб прикладати зусилля до розділювальної лінії шляхом згинання заготовки по розділювальній лінії в напрямку, протилежному напрямку згинання заготовки по розділювальній лінії на робочому місці згинання.
7. Спосіб за п. 6, в якому
лінія розділення продовжується поперечно площині транспортування, по якій транспортують заготовку, і
вказаний процес проводять з використанням нерухомого елемента і рухомого елемента, розташованих на відстані один від одного в напрямку транспортування заготовки і на протилежних сторонах площини транспортування, таким чином, що коли лінія розділення розташована між нерухомим елементом і рухомим елементом, рухомий елемент переміщається до протилежної сторони площини транспортування для штовхання заготовки до нерухомого елемента, так щоб заготовка згиналася по розділювальній лінії.
8. Спосіб за п. 7, в якому вказаний процес включає в себе перенесення заготовки, що згинається і штовхається, назад на площину транспортування.
9. Спосіб за п. 6, в якому
лінія розділення продовжується в напрямку транспортування заготовки, причому вказаний процес проводять з використанням приймального елемента, розташованого біля площини транспортування, по якій транспортується заготовка, і що має канавку, що продовжується в напрямку транспортування, і обертальний елемент, розташований протилежно приймальному елементу із знаходженням площини транспортування між ними, і що має згинач, прикріплений до його периферійної частини таким чином, що коли лінія розділення заготовки розташована в місці розташування канавки, переміщує згинач по розділювальній лінії, обертаючи обертальний елемент, так щоб вдавлювати згинач в канавку разом з лінією розділення для забезпечення згинання заготовки по розділювальній лінії.
10. Спосіб за п. 9, в якому використовують приймальний елемент у вигляді приймального ролика, що підтримується з можливістю обертання і має кільцеву канавку на своїй циліндричній поверхні.
Текст
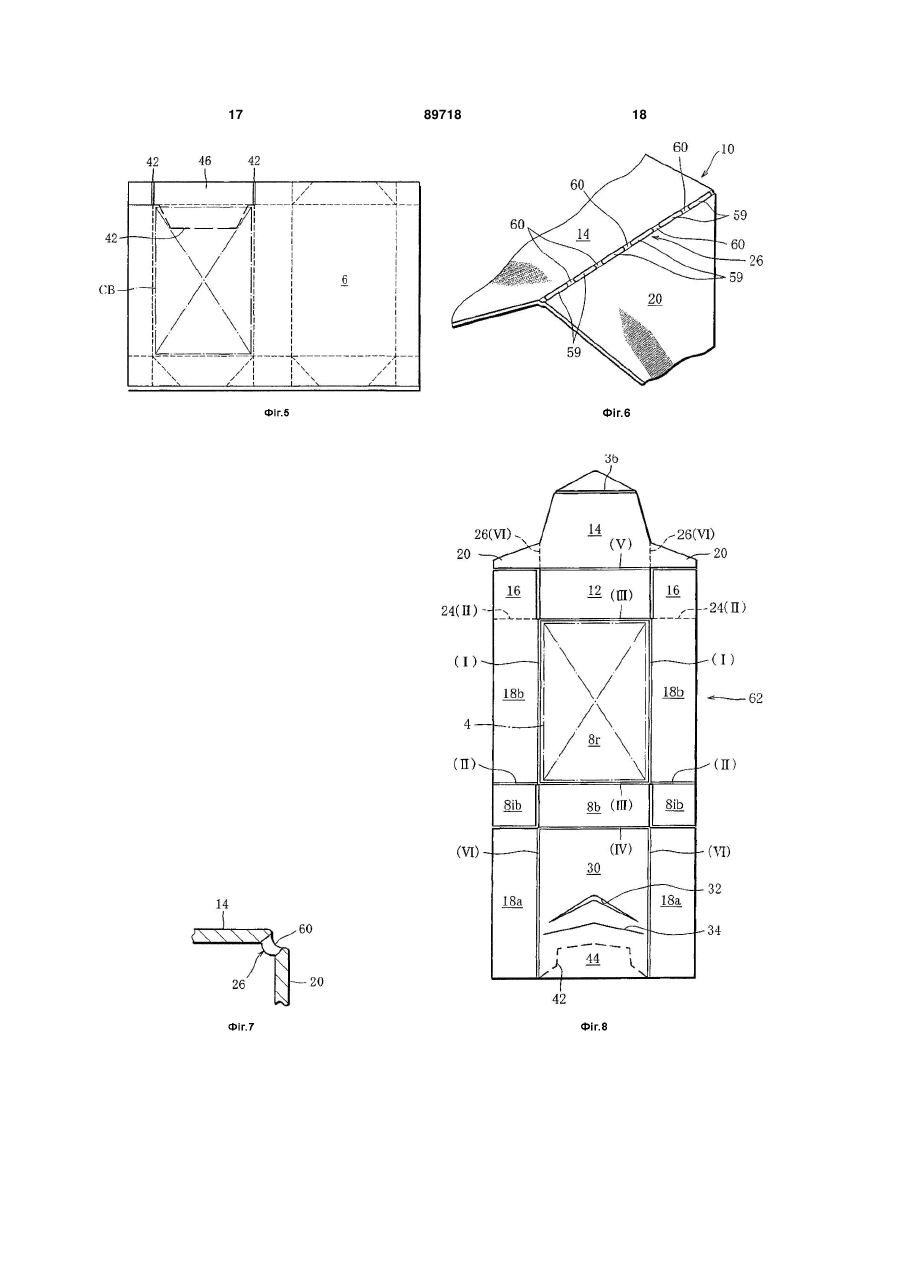
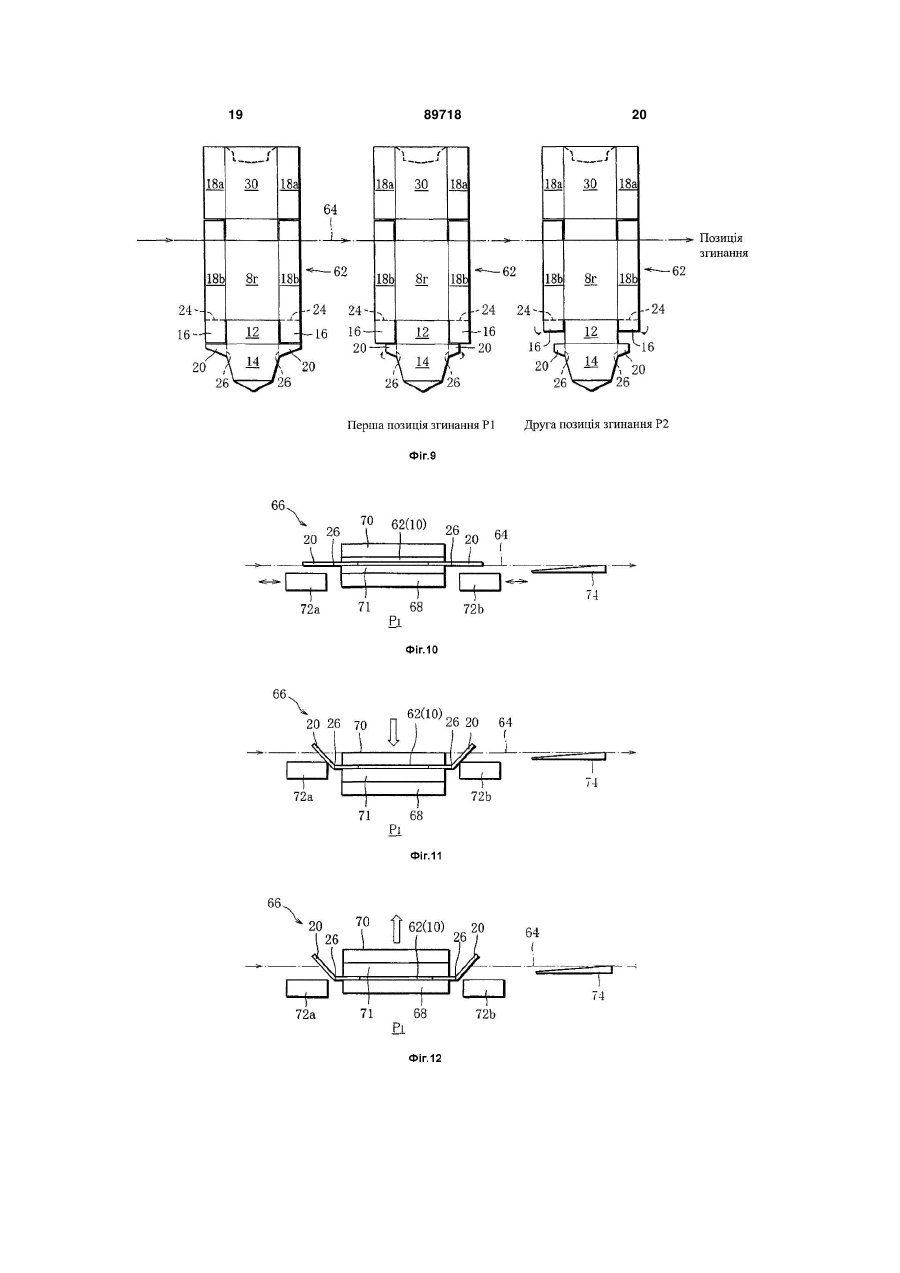
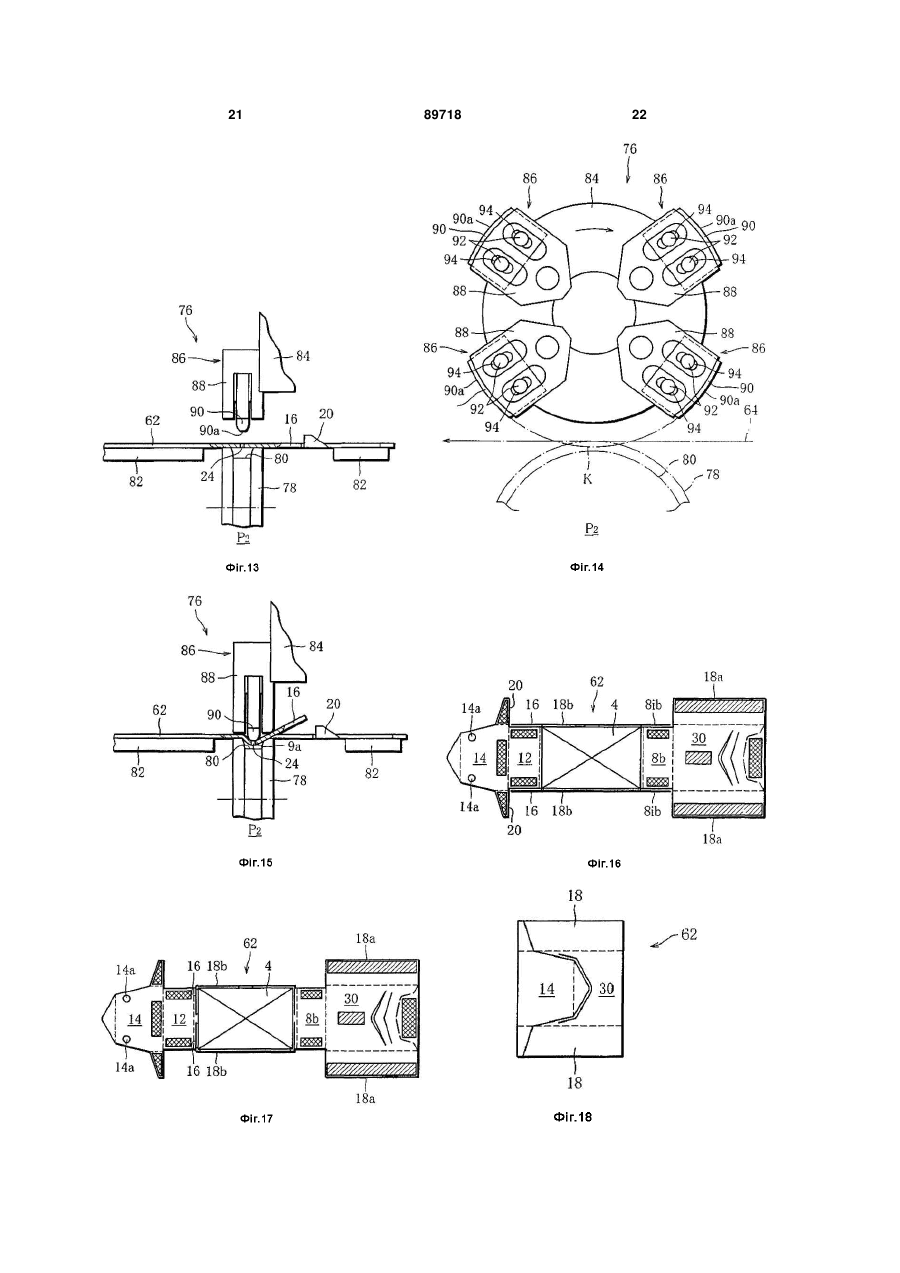
1. Сигаретна пачка, яка містить: внутрішню пачку, що включає групу стрижнеподібних курильних виробів, обгорнених внутрішньою обгорткою, паралелепіпедну зовнішню коробку, що містить вказану внутрішню пачку і утворена згинанням паперової заготовки навколо вказаної внутрішньої пачки; при цьому вказана зовнішня коробка містить: коробчастий корпус, що має відкритий кінець, кришку, з'єднану з коробчастим корпусом і здатну відкривати і закривати відкритий кінець, і лінію розділення, яка розташована на межі між коробчастим корпусом і кришкою, і, коли утворена зовнішня коробка - рознімно з'єднує коробчастий корпус і кришку, при цьому лінія розділення має перфорації, розташовані в одному напрямку із заданими інтервалами, і ослаблені з'єднання, що з'єднують суміжні перфорації. 2. Сигаретна пачка за п. 1, в якій лінія розділення утворює лінію згину для заготовки. 3. Сигаретна пачка за п. 2, в якій кришка є язичковою кришкою, з'єднаною з коробчастим корпусом на задньому краю відкритого кінця, що діє як шарнір, при цьому язичкова кришка містить: 2 (19) 1 3 89718 4 валами, і з'єднання, що з'єднують суміжні перфорації, при цьому вказана стадія подачі включає в себе перетворення вказаних з'єднань розділювальної лінії в ослаблені з'єднання за допомогою прикладення зусилля до розділювальної лінії, коли заготовка транспортується до робочого місця згинання. 6. Спосіб за п. 5, в якому лінія розділення утворює лінію згину заготовки, і вказаний процес проводять таким чином, щоб прикладати зусилля до розділювальної лінії шляхом згинання заготовки по розділювальній лінії в напрямку, протилежному напрямку згинання заготовки по розділювальній лінії на робочому місці згинання. 7. Спосіб за п. 6, в якому лінія розділення продовжується поперечно площині транспортування, по якій транспортують заготовку, і вказаний процес проводять з використанням нерухомого елемента і рухомого елемента, розташованих на відстані один від одного в напрямку транспортування заготовки і на протилежних сторонах площини транспортування, таким чином, що коли лінія розділення розташована між нерухомим елементом і рухомим елементом, рухомий елемент переміщається до протилежної сторони площини транспортування для штовхання заготовки до не рухомого елемента, так щоб заготовка згиналася по розділювальній лінії. 8. Спосіб за п. 7, в якому вказаний процес включає в себе перенесення заготовки, що згинається і штовхається, назад на площину транспортування. 9. Спосіб за п. 6, в якому лінія розділення продовжується в напрямку транспортування заготовки, причому вказаний процес проводять з використанням приймального елемента, розташованого біля площини транспортування, по якій транспортується заготовка, і що має канавку, що продовжується в напрямку транспортування, і обертальний елемент, розташований протилежно приймальному елементу із знаходженням площини транспортування між ними, і що має згинач, прикріплений до його периферійної частини таким чином, що коли лінія розділення заготовки розташована в місці розташування канавки, переміщує згинач по розділювальній лінії, обертаючи обертальний елемент, так щоб вдавлювати згинач в канавку разом з лінією розділення для забезпечення згинання заготовки по розділювальній лінії. 10. Спосіб за п. 9, в якому використовують приймальний елемент у вигляді приймального ролика, що підтримується з можливістю обертання і має кільцеву канавку на своїй циліндричній поверхні. Цей винахід стосується сигаретної пачки, забезпеченої кришкою, що закривається і відкривається, і способу її виготовлення. Сигаретна пачка цього типу містить внутрішню пачку і паралелепіпедну зовнішню коробку, що вміщає внутрішню пачку. Внутрішня пачка містить групу стрижнеподібних курильних виробів, таких як цигарки з фільтром, і внутрішню обгортку, що покриває групу. Зовнішня коробка містить коробчастий корпус, відкритий на його верхньому кінці, і кришку, з'єднану з коробчастим корпусом на задньому краї відкритого кінця коробчастого корпусу, що діє як шарнір. Зовнішня коробка утворена згинанням заготовки навколо внутрішньої пачки. Кришкою зовнішньої коробки може бути шарнірна кришка коробчастої форми або язичкова кришка. Коли шарнірну кришку встановлюють зверху відкритого кінця коробчастого корпусу, язичкова кришка має верхню стінку для закриття відкритого кінця коробчастого корпусу і язичок, що продовжується від верхньої стінки, виконаної таким чином, що коли верхня стінка закриває відкритий кінець коробчастого корпусу, язичок лежить на передній стінці коробчастого корпусу. Патентний документ 1: Опублікована заявка Японії № Неі 11-49134. Бажано, щоб під час виготовлення вищеописаної сигаретної пачки кришка зовнішньої коробки була б з'єднана з коробчастим корпусом лінією розділення, що розривається. Наявність такої розділювальної лінії є ефективним засобом індикації доступу в сигаретну пачку. Конкретніше, коли кришку відкривають уперше, її відривають від коробчастого корпусу по розділювальній лінії, при цьому розірвана лінія розділення залишає сліди розриву на корпусі коробки, а також на кришці, які вказують на те, що кришку вже відкривали. Звичайно лінію розділення забезпечують у вигляді перфорованої лінії, утвореної в заготовки зовнішньої коробки. Перфорована лінія, тобто лінія розділення, має безліч з'єднань, що з'єднують суміжні перфорації. Таким чином, коли кришку відкривають уперше, розривається перше з'єднання на одному кінці розділювальної лінії, а потім один за одним розриваються суміжні з'єднання, так що відбувається повний розрив по розділювальній лінії. Іншими словами, лінія розділення розривається таким чином, як розповсюджується тріщина. Однак розрив не зобов'язаний розповсюджуватися тільки по розділювальній лінії, а може розповсюджуватися з відхиленням від цієї лінії. Таке відхилення розриву може викликати небажаний розрив язичкової кришки і/або коробчастого корпусу і, отже, привести до порушеного зовнішнього вигляду відкритої сигаретної пачки. Цього недоліку можна уникнути, виготовляючи з'єднання в розділювальній лінії більш короткими, так щоб з'єднання можна було легко розривати. Однак це може створити проблему в тому, що в процесі виготовлення сигаретної пачки, зокрема, при згинанні заготовки, заготовка розділяється на 5 частини по розділювальній лінії, так що не вдається виготовити сигаретну пачку. Основною задачею даного винаходу є створення сигаретної пачки, яка робить можливим стабільне виробництво, незважаючи на наявність розділювальної лінії, і яка може забезпечити те, що коли уперше відкривають кришку, зовнішня коробка розділяється на коробчастий корпус і кришку надійно по розділювальній лінії, а також способу виготовлення сигаретної пачки. Для того, щоб вирішити вищезгадану задачу, сигаретна пачка, згідно з даним винаходом, містить внутрішню пачку, що містить в собі групу стрижнеподібних курильних виробів, обгорнених внутрішньою обгорткою, і паралелепіпедну зовнішню коробку, що вміщає внутрішню пачку і утворену згинанням паперової заготовки навколо внутрішньої пачки, при цьому зовнішня коробка містить коробчастий корпус, що має відкритий кінець, кришку, з'єднану з коробчастим корпусом і здатну відкривати і закривати відкритий кінець, і лінію розділення, розташовану на межі між коробчастим корпусом і кришкою і, коли утворена зовнішня коробка, яка рознімно з'єднує коробчастий корпус і кришку, причому розділювальні лінії перфорації, розташовані в одному напрямку із заданими інтервалами, і ослаблені з'єднання, що з'єднують суміжні перфорації. Оскільки зв'язок волокон, що складають заготовку, вже порушений в місцях розташування ослаблених з'єднань в розділювальній лінії, то заготовка має знижену міцність на розтягнення в місці розташування розділювальної лінії. Таким чином, коли уперше відкривають кришку, кришка легко і надійно відділяється від коробчастого корпусу по розділювальній лінії, при цьому на кришці або корпусі коробки не утворюється тріщина, що відхиляється від розділювальної лінії. Згідно з бажаним аспектом винаходу лінія розділення є лінією згину для заготовки. У цьому випадку при згинанні заготовки по розділювальній лінії додатково порушується зв'язок волокон в місцях розташування ослаблених з'єднань. Конкретно, кришка може бути язичковою кришкою, з'єднаною з коробчастим корпусом на задньому краї відкритого кінця, що діє як шарнір, при цьому язичкова кришка містить верхню стінку, що продовжується від заднього краю відкритого кінця, і здатну закривати відкритий кінець, язичок, що продовжується від верхньої стінки і здатний лежати на передній стінці коробчастого корпусу, коли утворена зовнішня коробка, і пара з'єднувальних виступів, приєднаних до зовнішніх поверхонь протилежних бокових стінок коробки, а лінія розділення включає бокові розділювальні лінії, кожна з яких роздільно з'єднує боковий край язичка і відповідний з'єднувальний виступ. Коли кришку з язичком відділяють від коробчастого корпусу по бокових розділювальних лініях, бокові розділювальні лінії залишають сліди розриву на кришці з язичком, а також на корпусі коробки. Наявність розділювальних ліній, що залишають такі сліди розриву, є ефективною в утриманні людей від того, щоб сунутися в сигаретну пачку. 89718 6 Язичкова кришка може додатково містити два внутрішніх верхніх клапани, приєднані до внутрішньої поверхні верхньої стінки на протилежних кінцях верхньої стінки, а лінія розділення може додатково містити верхні розділювальні лінії, кожна з яких роздільно з'єднує бокову стінку коробчастого корпусу і відповідний внутрішній верхній клапан. Наявність двох таких внутрішніх верхніх клапанів не тільки полегшує згинання заготовки, але і посилює верхню стінку. Згідно з даним винаходом також пропонується спосіб виготовлення сигаретної пачки, який містить стадію подачі, на якій до робочого місця згинання подають паперову заготовку для утворення відповідно зовнішньої коробки і внутрішньої пачки, що підлягає охопленню в зовнішній коробці, при цьому внутрішня пачка містить групу стриженеподібних курильних виробів і внутрішню обгортку, що має вищеописану конструкцію, за допомогою згинання заготовки навколо внутрішньої пачки, при цьому вказана стадія подачі містить процес перетворення з'єднань в розділювальній лінії в ослаблені з'єднання за допомогою прикладення зусилля до розділювальної лінії, коли заготовка транспортується до робочого місця згинання. Згідно з бажаним аспектом винаходу лінія розділення утворює лінію згину для заготовки, і процес здійснюють таким чином, що прикладають зусилля до розділювальної лінії за допомогою згинання заготовки по розділювальній лінії в напрямку, протилежному тому напряму, в якому згинають заготовку по розділювальній лінії на робочому місці згинання. Конкретно, коли лінія розділення продовжується поперечно площині транспортування, по якій транспортують заготовку, процес можна здійснювати, використовуючи нерухомий елемент і рухомий елемент, розташовані на відстані один від одного, в напрямку транспортування, таким чином, що коли лінія розділення заготовки розташована між нерухомим елементом і рухомим елементом, переміщують рухомий елемент до протилежної сторони площини транспортування для штовхання заготовки до нерухомого елемента, так щоб згинати заготовку по розділювальній лінії. Згідно з бажаним аспектом винаходу цей процес містить перенесення заготовки, що згинається і штовхається, назад на площину транспортування. Коли лінія розділення продовжується в напрямку транспортування заготовки, процес можна здійснювати, використовуючи приймальний елемент, розташований біля площини транспортування, по якій транспортується заготовка, і що має канавку, що продовжується в напрямку транспортування, і обертальний елемент, розташований протилежно приймальному елементу із знаходженням площини транспортування між ними і що має згинач, прикріплений до його периферійної частини таким чином, що коли лінія розділення заготовки розташована в місці розташування канавки, переміщують згинач по розділювальній лінії, обертаючи обертальний елемент, так щоб вдавлювати згинач в канавку разом з лінією розділення для забезпечення згинання заготовки по розділювальній лінії. Згідно з бажаним аспектом 7 винаходу використовують приймальний елемент у вигляді приймального ролика, що підтримується з можливістю обертання і що має кільцеву канавку на циліндричній поверхні. На кресленнях: Фіг.1 - вигляд в перспективі з частковим вирізом варіанту виконання сигаретної пачки; Фіг.2 - вигляд в перспективі відкритої сигаретної пачки за Фіг.1; Фіг.3 - вигляд збоку в перетині частини сигаретної пачки за Фіг.1; Фіг.4 - вигляд в перспективі внутрішньої пачки за Фіг.2; Фіг.5 - вигляд внутрішньої обгортки за Фіг.4 в незібраному стані; Фіг.6 - вигляд в збільшеному масштабі частини язичкової кришки за Фіг.1; Фіг.7 - вигляд в перетині бокової розділювальної лінії за Фіг.6; Фіг.8 - вигляд в незібраному стані заготовки зовнішньої коробки за Фіг.1; Фіг.9 - види, що показують першу і другу позиції згинання на шляху транспортування заготовки; Фіг.10 - вигляд першого згинального пристрою, розташованого на першій позиції згинання; Фіг.11 - вигляд згинального пристрою за Фіг.10 в робочому стані; Фіг.12 - вигляд згинального пристрою за Фіг.10, поверненого назад з робочого положення; Фіг.13 - вигляд другого згинального пристрою, розташованого на другій позиції згинання; Фіг.14 - вигляд торцевої поверхні барабана пристрою, що обертається, за Фіг.13; Фіг.15 - вигляд пристрою за Фіг.13 в робочому стані; Фіг.16 - вигляд, що пояснює спосіб згинання заготовки; Фіг.17 - вигляд, що показує стан після виконання додаткової операції згинання заготовки в стані, показаному на Фіг.16; Фіг.18 - вигляд, що показує стан після виконання додаткової операції згинання заготовки в стані на Фіг.1. На Фіг.1 показана сигаретна пачка безпосередньо після її виготовлення, що має кришку з язичком. На Фіг.2 сигаретна пачка, зображена на Фіг.1, показана у відкритому стані. Як ясно видно на Фіг.2, сигаретна пачка містить паралелепіпедну зовнішню коробку 2 і внутрішню пачку 4, взяту в зовнішню коробку 2. Внутрішня пачка 4 містить групу стриженеподібних курильних виробів, як, наприклад, цигарок з фільтром, яка буде називатися групою цигарок СВ, і внутрішню обгортку 6, що покриває групу цигарок СВ. Зовнішня коробка 2 містить коробчастий корпус 8, який відкритий на верхньому кінці. Крім того, зовнішня коробка 2 включає з себе кришку 10 з язичком, і ця язичкова кришка 10 з'єднана з коробчастим корпусом 8 на задньому краю відкритого кінця коробчастого корпусу 8, який діє як шарнір. Язичкова кришка 10 має верхню стінку 12 для закриття відкритого кінця коробчастого корпусу 8 і язичок 14, що продовжується від верхньої стінки 12. Язичок 14 має загострений кінець. 89718 8 Коли сигаретна пачка знаходиться в стані, показаному на Фіг.1, верхня стінка 12 кришки 10 з язичком закриває відкритий кінець коробчастого корпусу 8, а язичок 14 кришки 10 лежить на передній стінці 30 коробчастого корпусу 8. Язичкова кришка 10 додатково містить пару внутрішніх верхніх клапанів 16 і пару з'єднувальних виступів 20. Внутрішні верхні клапани 16 приєднані до внутрішньої поверхні верхньої стінки 12 на її протилежних кінцях. З'єднувальні виступи 20 відповідно приєднані до зовнішніх поверхонь бокових стінок 18 коробчастого корпусу 8 поруч з відкритим кінцем коробчастого корпусу 8. Конкретніше, кожна бокова стінка 18 складається із зовнішньої стінки 18а і внутрішньої стінки 18b. Коли сигаретна пачка знаходиться в стані, показаному на Фіг.1, кожний внутрішній верхній клапан 16 верхньою лінією розділення, що розривається 24 з'єднаний з верхнім краєм внутрішньої стінки 18b відповідної бокової стінки 18, в той час як кожний з'єднувальний виступ 20 боковою розділювальною лінією 26, що розривається, з'єднаний з відповідним боковим краєм язичка 14. Кожна з верхніх розділювальних ліній 24 і бокових розділювальних ліній 26 являє собою перфоровану лінію. Вищеописану зовнішню коробку 2 утворюють згинанням паперової заготовки, як описано нижче, в процесі якої верхні розділювальні лінії 24 і бокові розділювальні лінії 26 служать як лінії згину. Коли уперше відкривають кришку 10 з язичком в зробленій сигаретній пачці, а саме - відтягують язичок 14 кришки 10 вгору від передньої стінки 30 коробчастого корпусу 8 і повертають навколо лінії повороту, язичкова кришка 10 відділяється від коробчастого корпусу 8 по верхніх розділювальних лініях 24 і бокових лініях розділення 26 так, як це показане на Фіг.2. Як визначено штриховкою на Фіг.2, при розділенні по бокових розділювальних лініях 26 залишаються сліди розриву 28 на бокових краях язичка 14, а також на двох з'єднувальних виступах 20, а при розділенні по розділювальних лініях 24 залишаються мітки розриву 28 на внутрішніх стінках 18b і внутрішніх верхніх клапанах 16. Навіть коли після цього кришка 18 з язичком закрита, сліди розриву 28 на язичку 14 і з'єднувальних виступах 20 залишаються оголеними, а саме - видимими зовні. Таким чином, наявність розділювальних ліній, що залишають сліди розриву 28, є ефективним засобом індикації доступу в сигаретну пачку. Як видно на Фіг.1, передня стінка 30 коробчастого корпусу 8 має поглиблення 32, яке за формою схоже з кінцевою частиною язичка 14. Таким чином, в процесі виготовлення сигаретної пачки, коли язичок 14 укладають на передню стінку 30 коробчастого корпусу 8, це поглиблення 32 приймає кінцеву частину язичка 14, так що запобігає тому, що кінцева частина язичка 14 виступала б за поверхню передньої стінки 30. Крім того, як видно на Фіг.2, передня стінка 30 має проріз 34. Проріз 34 утворений між відкритим кінцем коробчастого корпусу 8 і поглибленням 32 і має V-подібну форму, що розходиться від поглиб 9 лення 32 до відкритого кінця коробчастого корпусу 8. Коли кришку 10 з язичком одного разу відкривають і потім закривають, кришку 10 з язичком укладають на передню стінку 30 коробчастого корпусу 8, вставляючи її кінець всередину коробчастого корпусу 8 через проріз 34. При бажанні кришку 10 з язичком можна забезпечити лінією згину 36 біля кінця язичка 14. Коли кінцева частина язичка 14 заломлена до передньої стінки 30 коробчастого корпусу 8 по лінії згину 36, то легше вставляти кришку 10 з язичком в проріз 34. Крім того, як видно на Фіг.2, коли уперше відкривають кришку 10 з язичком, то в передній стінці 30 коробчастого корпусу утворюється приблизно U-подібний виріз 38, а у внутрішній обгортці 6 внутрішньої пачки 4 одночасно утворюється приблизно U-подібний виріз 40, схожий з вирізом 38. Вирізи 38, 40 є безперервними з відкритим кінцем коробчастого корпусу 8 і відповідають один одному. Таким чином, групі цигарок СВ у внутрішній упаковці 4 дозволяється бути частково відкритою у вирізах 38, 40. Як показано на Фіг.3 і 4, для утворення вирізів 38, 40 передня стінка 30 і внутрішня обгортка 6 мають відповідно розділювальні лінії 42. Кожна з розділювальних ліній 42 складається з ряду отворів або прорізів і визначає відокремлювані частини 44, 46, що відповідають вирізам 38, 40, на передній стінці 30 і внутрішній обгортці 6. Відокремлювані частини 44, 46 з'єднані разом адгезивом 48. Крім того, відокремлювана частина 44 приєднана до внутрішньої поверхні язичка 14 адгезивом 50, а відокремлювана частина 4 містить верхню частину 46t, з'єднану з двома внутрішніми верхніми клапанами 16 адгезивом 52. На Фіг.3 позицією 54 позначений адгезив, що з'єднує разом внутрішні верхні клапани 16 і верхню стінку 12 кришки 10 з язичком. На Фіг.4 ясно показані форма відокремлюваної частини 46 внутрішніх обгортки 6 і місця нанесення адгезиву 48, 52 на відокремлювану частину 46. На Фіг.5 показана внутрішня обгортка 6 в незібраному стані. На Фіг.5 пунктирними лініями позначені лінії згину, що утворюються на внутрішній обгортці 6 при обгортанні групи цигарок СВ у внутрішню обгортку 6. В даному варіанті здійснення винаходу внутрішня обгортка 6 містить шари пергаміну, що утворюють зовнішню і внутрішню сторони внутрішньої обгортки, і шар парафіну між шарами пергаміну. Шар парафіну діє як шар, що перегороджує, так що внутрішня обгортка 6 має більш високу здатність чинити перепону волозі, а також здатність чинити перепону запаху в порівнянні з папером з алюмінієвим покриттям. Таким чином, при цьому виконанні сигаретної пачки не потрібно покривати плівкою зовнішню коробку 2. Як згадувалося вище, коли уперше відкривають кришку 10 з язичком, відокремлювані частини 44, 26 передніх стінки 30 і внутрішньої обгортки 6 відділяються від передньої стінки 30 і внутрішньої обгортки 6 по розділювальних лініях 42 з утворенням відділених частин відповідно 56, 58. Як видно на Фіг.2, відділені частини 56, 58 утримуються 89718 10 з'єднаними з внутрішньою поверхнею кришки 10 з язичком. На Фіг.6 і 7 в збільшеному масштабі показана вищезазначена бокова розділювальна лінія 26. Бокова розділювальна лінія 26 являє собою перфоровану лінію, яка має прорізи 59, що чергуються, і ослаблені з'єднання 60. Ослаблені з'єднання 60 утворені прикладенням заданого зусилля до бокової розділювальної лінії 26 з внутрішньої сторони заготовки. Крім того, верхня розділювальна лінія 24 являє собою перфоровану лінію, схожу на бокову розділювальну лінію 26 і що має прорізи, що чергуються, і ослаблені з'єднання. Зв'язок волокон, що складають заготовку, порушений в місцях розташування верхньої і бокової розділювальних ліній 24, 26, і такі порушення в зв'язку волокон відбуваються при фальцюванні заготовки по верхній і боковій розділювальних лініях 24, 26. Таким чином, в зовнішній коробці 2, яка утворена із заготовки, ослаблені з'єднання 60 у верхній і боковій розділювальних лініях 24, 26 мають додатково зменшену міцність. Таким чином, коли уперше відкривають кришку 10 з язичком, тріщина надійно розповсюджується від одного кінця до іншого кінця кожної з розділювальних ліній 24, 26, розриваючи ослаблені з'єднання 60, так що язичкова кришка 10 хорошим чином відділяється від коробчастого корпусу 8. В результаті цього в кришці 10 з язичком або коробчастому корпусі 8 не утворюються небажані розриви, що відхиляються від розділювальних ліній 24, 26. На Фіг.8 показана заготовка 62 для утворення вищеописаної зовнішньої коробки 2. Заготовка 62 містить безліч панелей і клапанів. Ці панелі і клапани утворюють вищеописані коробчастий корпус 8 і кришку 10 з язичком. Панелі і клапани позначені тими ж самими позиціями, що і відповідні складові частини коробчастого корпусу 8 і кришки 10 з язичком. На Фіг.8 позиціями 8r, 8b, 8іr позначені відповідно задня стінка, нижня стінка і внутрішні нижні клапани для посилення нижньої стінки, що є в коробчастому корпусі 8. На Фіг.8 подвійними тонкими лініями позначені лінії згину для заготовки 62, виключаючи верхні і бокові розділювальні лінії 24, 26, а позиціями I-YI позначений порядок згинання заготовки62 по лініях згинання і розділювальних лініях 24, 26. Вищезазначені ослаблені з'єднання 60 у верхніх і бокових розділювальних лініях 24, 26 утворюють до згинання заготовки 62. Нижче буде пояснено, як утворюють ослаблені з'єднання 60. На Фіг.9 показаний шлях транспортування 64, по якому транспортують заготовку 62. Шлях транспортування 64 продовжується горизонтально до робочого місця згинання. На шляху транспортування 64 заготовка 62 розташована, будучи зверненою своєю зовнішньою стороною вгору. На шляху транспортування 64 знаходяться перша позиція згинання Р1 і друга позиція згинання Р2. На першій позиції згинання P1 ослаблені з'єднання 60 утворюють в бокових розділювальних лініях 26 заготовки 62, а на другій позиції згинання Р2 осла 11 блені з'єднання утворюють у верхній розділювальній лінії 24 заготовки 62. Конкретніше, на першій позиції згинання Р1 два з'єднувальних виступи 20 в заготовки 62 згинають по бокових розділювальних лініях 26 в напрямку до зовнішньої сторони заготовки 62, а саме - вгору. При цій операції згинання прикладають зусилля до бокових розділювальних ліній 26 з внутрішньої сторони заготовки 62, так щоб ділянки між прорізами 59 в бокових розділювальних лініях 26 перетворити в ослаблені з'єднання 60. Потім на другій позиції згинання Р2 два внутрішніх верхніх клапани 16 в заготовки 62 згинають вгору по розділювальних лініях 24. При цій операції згинання ділянки між прорізами 59 у верхніх розділювальних лініях 26 перетворюються в ослаблені з'єднання 60. На Фіг.10 особливо показаний перший згинальний пристрій 66 для утворення ослаблених з'єднань 60 в бокових розділювальних лініях 26. Перший згинальний пристрій 66 містить дві рухомі плити 68, 70. Рухомі плити 68, 70 розташовані відповідно під і над шляхом транспортування 64 і паралельно йому і здатні здійснювати вертикальний обернено-поступальний рух, будучи об'єднаними одна з одною. Конкретно, боковий край пересувної плити 68, що продовжується вздовж шляху транспортування, і відповідний боковий край пересувної плити 70 з'єднані вертикальною пластиною 71. Під шляхом транспортування 64 розташовані два згиначі 72а, 72b. Згинач 72а розташований безпосередньо спереду за ходом рухомих плит 68, 70, в той час як згинач 72b розташований безпосередньо ззаду за ходом рухомих плит 68, 70. Коли дві рухомі плити 68, 70 знаходяться у вихідному положенні, показаному на Фіг.10, два згиначі 72а, 72b і нижня рухома плита 68 розташовані на однаковій висоті. Два згиначі 72а, 72b здатні здійснювати назадпоступальний рух вздовж шляху транспортування 64, завдяки чому регулюється відстань між кожним згиначем 72 і рухомими плитами 68, 70. Позаду за ходом згинача 72b знаходиться транспортна направляюча 74. Транспортна направляюча 74 розташована безпосередньо під шляхом транспортування 64. Як показано на Фіг.10, коли заготовка 62 транспортована до першої позиції згинання Р1, частина заготовки 62, призначена для утворення язичка 14 кришки 10, тобто панель язичка, розташована між рухомими плитами 68, 70, при цьому ліві і праві бокові розділювальні лінії 26 і з'єднувальні виступи 20 в заготовки 62 розташовані відповідно попереду і позаду за ходом рухомих плит 68, 70. Необхідно зазначити, що тут бокові розділювальні лінії 26 продовжуються поперечно площині транспортування, по якій транспортується заготовка 62. Коли дві рухомі плити 68, 70 опускаються з положення, показаного на Фіг.10, верхня рухома плита 70 штовхає вниз панель язичка з двома з'єднувальними виступами 20, при цьому два згиначі 72а, 72b відповідно стикаються із з'єднувальними виступами 20, тим самим перешкоджаючи їх руху вниз. Отже, як показано на Фіг.2, з'єднувальні 89718 12 виступи 20 відповідно згинаються по бокових розділювальних лініях 26, так що утворюються ослаблені з'єднання 60 в бокових розділювальних лініях 26. Необхідно зазначити, що панель язичка штовхають вниз таким чином, щоб заготовка 62 фальцювалася по лінії згину між панеллю, призначеною для утворення верхньої стінки 12, або, іншими словами, по лінії шарніра. Кут, до якого згинають з'єднувальний виступ 20, і, відповідно, зусилля, що прикладається до бокової розділювальної лінії 26, визначаються відстанню між згиначем 72 і пересувною плитою 70. Потім, як показано на Фіг.12, рухомі плити 68, 70 підіймаються для повернення у вихідне положення, в якому нижня рухома плита 68 повертає панель язичка до рівня, однакового з рівнем згиначів 72а, 72b. Таким чином, коли після цього заготовка 62 знову транспортується вздовж шляху транспортування 64, заготовка 62, конкретніше, фальцьовані з'єднувальні виступи 20 не зустрічають перешкоди з боку заднього за ходом згинача 72b. Заготовка 62, що направляється транспортною направляючою 74, рухається до подальшої другої позиції згинання Р2. Можливе таке розташування, при якому рухома плита 68 у вихідному положенні і згиначі 72а, 72b знаходяться безпосередньо під шляхом транспортування 64. У цьому випадку плита 68 і згиначі 72 служать як транспортні направляючі для заготовки 62. На Фіг.13 показаний другий згинальний пристрій 76, розташований на другій позиції згинання Р2. Другий згинальний пристрій 76 містить приймальний ролик 78, який розташований безпосередньо під шляхом транспортування 64. Приймальний ролик 78 підтримується з можливістю обертання і своєю циліндричною поверхнею направляє переміщення заготовки 62. На циліндричній поверхні є кільцева канавка 80. На Фіг.13 штрих-пунктирною лінією позначена вісь обертання приймального ролика 78, а позицією 82 позначений направляючий елемент, що визначає шлях транспортування 64. Над приймальним роликом 78 розташований барабан 84, що обертається. До периферійної частини барабана 84, що обертається, прикріплена безліч згинальних блоків 86. Як видно на Фіг.14, згинальні блоки 86 малися в своєму розпорядженні із заданими інтервалами по колу барабана 84, що обертається, і радіально виступають назовні за циліндричну поверхню барабана 84, що обертається. Конкретніше, кожний згинальний блок 86 містить держатель 88, прикріплений до барабана 84, що обертається, і згинач 90, що утримується держателем 88. Згинач 90 виступає радіально назовні барабана 84, що обертається, за держатель 88. Ступінь висунення згинача 90 можна регулювати за допомогою регулювальних гвинтів 92 і прорізів 94. Згинач 90 на кінці, що виступає, має поверхню 90а у вигляді дуги кола. Траєкторія К, що описується цією поверхнею 90а при обертанні барабана 13 84, частково розташована під шляхом транспортування 64. Заготовка 62 транспортується до другої позиції згинання Р2, при цьому одна з верхніх розділювальних ліній 24 в заготовки 62 досягає місця прямо над кільцевою канавкою 80 в приймальному ролику 78, як це показано на Фіг.13. Необхідно зазначити, що тут верхні розділювальні лінії 24 продовжуються в напрямку транспортування заготовки 62. З іншого боку, безпосередньо перед прибуттям верхньої розділювальної лінії 24 до місця розташування кільцевої канавки 80 починається переривисте обертання обертального барабана 84, і коли прибуває верхня розділювальна лінія 24, згинач 90 одного з згинальних блоків 86 проходить вздовж верхньої розділювальної лінії 24, при цьому, як показано на Фіг.15, згинач 90 вдавлює верхню лінію розділення 24 в кільцеву канавку 80 приймального ролика 78, тим самим відгинаючи вгору зв'язаний внутрішній верхній клапан 16 по верхній розділювальній лінії 24. Таким чином, з внутрішньої сторони заготовки 62 прикладається зусилля до верхньої розділювальної лінії 24, щоб утворити ослаблені з'єднання 60 у верхній розділювальній лінії 24. Оскільки згинач 90 проходить вздовж верхньої розділювальної лінії 24, коли приймальний ролик 78 направляє переміщення заготовки 62, заготовка 62 не зазнає надмірних навантажень. Потім заготовку 62 транспортують вздовж шляху транспортування 64 на відстань, що відповідає відстані між двома внутрішніми верхніми клапанами 16, так щоб інша верхня розділювальна лінія 24 розташовувалася прямо над кільцевою канавкою 80 в ролику 78. У той час, коли інша верхня розділювальна лінія 24 розташована таким чином, згинач 90 наступного згинального блока 90 проходить вздовж цієї верхньої розділювальної лінії 24, вдавлюючи її в кільцеву канавку 80. Отже, аналогічним чином також утворюють ослаблені з'єднання 60 в цій верхній розділювальній лінії 24. Потім заготовку 62 транспортують далі вздовж шляху транспортування 64 до робочого місця згинання. На робочому місці згинання заготовку 62 згинають навколо внутрішньої пачки 4 способом, показаним на Фіг.16-18. Спочатку, як показано на Фіг.16, подають внутрішню пачку 4 і розміщують її на внутрішній стороні заготовки 62. Внутрішню пачку 4 вміщують на панель 8r задньої стінки в заготовки 62 і згинають кожний з лівого і правого бокових клапанів 18b до відповідної бокової поверхні внутрішньої пачки 4 разом із згинанням відповідних клапанів - внутрішнього верхнього клапана 16 і внутрішнього нижнього клапана 8ib, для укладення їх на відповідну бокову поверхню внутрішньої пачки. Потім, як показано на Фіг.17, згинають внутрішні верхні клапани 16 і внутрішні нижні клапани 8ib до внутрішньої упаковки 4, щоб укласти їх на відповідно верхню і нижню поверхні внутрішньої пачки 4. 89718 14 Потім разом з панеллю 14 язичка згинають панель 12 верхньої стінки до верхньої поверхні внутрішньої пачки 4, щоб укласти панель 12 верхньої стінки на внутрішні верхні клапани 16. Одночасно зі згинанням панелі 12 верхньої стінки згинають панель 8b нижньої стінки з панеллю 30 передньої стінки до нижньої поверхні внутрішньої пачки 4, щоб укласти панель 8b нижньої стінки на внутрішні нижні клапани 8ib. Потім згинають панель 30 передньої стінки з лівим і правим боковими клапанами 18а до внутрішньої упаковки 4, щоб укласти панель 30 передньої стінки на передню поверхню внутрішньої пачки 4. Після згинання панелі 30 передньої стінки згинають панель 14 язичка з лівим і правим з'єднувальними виступами 20 до внутрішньої упаковки 4, щоб відповідно укласти панель 14 язичка на панель 30 передньої стінки, а з'єднувальні виступи 20 - на бокові клапани 18а, як це показано на Фіг.18. Нарешті, згинають лівий і правий бокові клапани 18а з лівим і правим з'єднувальними виступами 20 до внутрішньої упаковки 4, щоб укласти бокові клапани 18а із з'єднувальними виступами 20 відповідно на бокові клапани 18b. На цьому закінчується виготовлення сигаретної пачки. На Фіг.16 і 17 штриховкою і перехресною штриховкою позначені ділянки, на які нанесений адгезив. Крім того, язичкова панель 14 з'єднана з панеллю 30 передньої стінки адгезивом 14а, що дозволяє відділення. При вищеописаному способі виготовлення сигаретної пачки до згинання заготовки 62 вищеописаним чином створюють ослаблені з'єднання 60 у верхніх і бокових розділювальних лініях 24, 26 в заготовки 62. У місцях розташування ослаблених з'єднань порушується зв'язок волокон, що складають заготовку 62, так що ослаблені з'єднання 60 мають меншу міцність на розтягнення, ніж інша частина заготовки 62. Після цього, коли згинають внутрішні верхні клапани 16 і з'єднувальні виступи 20 по відповідно верхнім і боковим розділювальним лініям 24, 26, додатково утворюються розриви в зв'язку волокон в місцях розташування ослаблених з'єднань 60 у верхніх і бокових розділювальних лініях 24, 26. Даний винахід не обмежується вищеописаним варіантом його здійснення, а може бути модифікований різними способами. Наприклад, даний винахід може бути схожим чином застосований не тільки до сигаретної пачки, що має кришку з язичком, але також і до звичайних сигаретних пачок, що мають шарнірну кришку. Крім того, він може бути здійснений таким чином, що до утворення ослаблених з'єднань 60 в бокових розділювальних лініях 26 утворюють ослаблені з'єднання 60 у верхніх розділювальних лініях 24. Більш того, з верхніх і бокових розділювальних ліній 24, 26 сигаретна пачка, згідно з даним винаходом, може бути забезпечена тільки боковими лініями розділення 26. 15 89718 16 17 89718 18 19 89718 20 21 89718 22 23 Комп’ютерна верстка М. Ломалова 89718 Підписне 24 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCigarette package and method of producing the same
Автори англійськоюTanbo Hitoshi, Kashimura Ryuichi, Bono Naoto, Yamashita Hiroyuki
Назва патенту російськоюСигаретная пачка и способ ее изготовления
Автори російськоюТанбо Хитоси, Касимура Рюити, Боно Наото, Ямасита Хироюки
МПК / Мітки
МПК: B65D 85/00, B31B 1/00, B65D 77/04, B65B 19/00, B65D 5/54
Мітки: виготовлення, пачка, сигаретна, спосіб
Код посилання
<a href="https://ua.patents.su/12-89718-sigaretna-pachka-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Сигаретна пачка і спосіб її виготовлення</a>
Жорстка сигаретна пачка з шарнірною кришкою
Номер патенту: 72932
Опубліковано: 16.05.2005
Автори: Драгетті Фьоренцо, П'яцці Клаудіа, Мансервіджі Альберто
МПК: B65D 5/64, B65D 85/08
Мітки: шарнірною, сигаретна, пачка, жорстка, кришкою
Формула / Реферат:
1. Жорстка, в основному паралелепіпедна, сигаретна пачка (1) з шарнірною кришкою, що містить бічну поверхню (8) і плоску верхню і нижню торцеву стінки (9, 10), які паралельні одна одній і обмежують бічну поверхню (8), що містить дві обернені одна до одної плоскі менші бічні стінки (11), дві обернені одна до одної великі бічні стінки (12), нижній стаканоподібний контейнер (4), верхню кришку (6), шарнірно прикріплену до стаканоподібного...
Сигаретна пачка, обгортковий папір для сигаретної пачки і спосіб та машина для виробництва обгорткового паперу
Номер патенту: 83601
Опубліковано: 25.07.2008
Автори: Танбо Хітосі, Онімару Кініа, Юкіфуне Кандзі
МПК: B32B 29/00, B65D 85/08, B65D 81/24, D21H 27/30, B65D 65/40
Мітки: машина, обгорткового, паперу, виробництва, пачка, папір, сигаретна, пачки, обгортковий, спосіб, сигаретної
Формула / Реферат:
1. Сигаретна пачка, яка містить:зовнішню коробку, яка відкривається і закривається, івнутрішню упаковку, розташовану всередині зовнішньої коробки, при цьому внутрішня упаковка містить групу стрижнеподібних курильних виробів і внутрішню обгортку, яка покриває цю групу,при цьому внутрішня обгортка містить:перший паперовий шар, який утворює одну поверхню внутрішньої обгортки;другий паперовий шар, який утворює...
Сигаретна пачка і заготівка до неї (варіанти)
Номер патенту: 85288
Опубліковано: 12.01.2009
Автор: Мазур Войцех
МПК: B65D 85/08
Мітки: пачка, сигаретна, неї, варіанти, заготівка
Формула / Реферат:
1. Сигаретна пачка з відкидною кришкою, що виконана у формі прямокутної призми і містить зону зберігання, призначену для зберігання в ній сигарет, і відкидну кришку, з'єднану із вказаною зоною зберігання за допомогою поворотного з'єднання, що знаходиться на задній стінці, причому передня стінка кришки довша за її задню стінку, а бічні стінки виконані скошеними, при цьому зона зберігання забезпечена додатковою внутрішньою передньою стінкою, а...
Пачка для курильних виробів та заготовка для її виготовлення
Номер патенту: 77659
Опубліковано: 15.01.2007
Автори: Тейлор Родні Джордж, Лутон Колін Денніс
МПК: B65D 5/64, B65D 85/08
Мітки: заготовка, виготовлення, курильних, виробів, пачка
Формула / Реферат:
1. Пачка для подовжених курильних виробів, що містить кришку, поворотно з'єднану з корпусом з можливістю створення відкритого і закритого станів пачки, при цьому як кришка, так і корпус мають передню, задню і пару бокових стінок, які є видимими при закритому стані пачки, кришка має верхню стінку, віддалену від корпусу, який має стінку основи, віддалену від кришки, причому поворотне з'єднання визначене лінією згину між задньою стінкою кришки і...
Упаковка та спосіб її виготовлення (варіанти), пачка для продукції тютюнової промисловості та блок пачок для продукції тютюнової промисловості
Номер патенту: 57617
Опубліковано: 16.06.2003
Автори: Талльє Бернард, Феймс Жан-П'єр
МПК: B65D 85/08
Мітки: спосіб, промисловості, тютюнової, продукції, упаковка, виготовлення, пачок, варіанти, пачка, блок
Формула / Реферат:
1. Упаковка, яка містить зовнішній лист і забезпечена засобом для відкривання, утвореним, зокрема, першою лінією для відкривання (5, 17), розташованою на принаймні одній із сторін зазначеної упаковки, яка відрізняється тим, що на принаймні частині принаймні зовнішньої сторони вищезгаданого зовнішнього листа упаковки прикріплений купон та/або буклет (3), вищезгаданий купон та/або буклет має другу лінію для відкривання (7), розташовану так, що...
Попередній патент: Тигель для обробки розплавленого кремнію, спосіб його виробництва та застосування
Наступний патент: Пристрій для збирання нафти з поверхні води
Випадковий патент: Спосіб пресування металевих оболонок