Спосіб та пристрій для змотування металевої стрічки

Формула / Реферат
1. Спосіб змотування металевої стрічки (1), зокрема сталевої стрічки, в рулон (2), причому стрічку (1) направляють між подавальним пристроєм (3), що складається щонайменше з одного верхнього подавального ролика (4) і щонайменше одного нижнього подавального ролика (5), і барабаном (6) моталки та змотують на барабан (6) моталки в рулон (2), який відрізняється тим, що при досягненні заданої залишкової довжини стрічки (1) до неї прикладають згинальний момент (МB), що діє упоперек поздовжнього напрямку стрічки (1) і викликає її пластичну деформацію, для чого щонайменше один верхній подавальний ролик (4) подавального пристрою (3) переміщують в напрямку (W) прокатки та опускають перпендикулярно до поверхні стрічки (1), при цьому нижній подавальний ролик (5) утримують стаціонарно, а стрічку (1) в напрямку (W) прокатки перед подавальним пристроєм (3) притискують за допомогою притискного ролика (17).
2. Спосіб за п. 1, який відрізняється тим, що згинальним моментом (МB) згинають стрічку (1) так, як вона розташована на барабані (6) моталки.
3. Спосіб за п.1 або п. 2, який відрізняється тим, що поздовжнє напруження в стрічці (1) при прикладенні згинального моменту (МB) або після цього зменшують.
4. Пристрій для змотування металевої стрічки (1), зокрема сталевої стрічки, в рулон (2), який містить подавальний пристрій (3) зі щонайменше одним верхнім подавальним роликом (4) і щонайменше одним нижнім подавальним роликом (5), а також барабан (6) моталки, причому стрічка (1) подається між подавальним пристроєм (3) і барабаном (6) моталки та змотується на барабані (6) моталки в рулон (2), зокрема для здійснення способу за будь-яким із пп. 1-3, який відрізняється тим, що передбачені засоби (4, 5, 11, 12, 17) для прикладення згинального моменту (МB), що діє упоперек поздовжнього напрямку стрічки (1) і викликає її пластичну деформацію, причому вказані засоби виконані з можливістю активації за допомогою засобів (10) керування при досягненні заданої залишкової довжини стрічки (1) та містять верхній подавальний ролик (4), що переміщується в напрямку (W) прокатки та опускається перпендикулярно до поверхні стрічки (1) за допомогою щонайменше одного виконавчого елемента (11, 12), стаціонарний нижній подавальний ролик (5), а також притискний ролик (17), встановлений в напрямку (W) прокатки перед подавальним пристроєм (3).
Текст
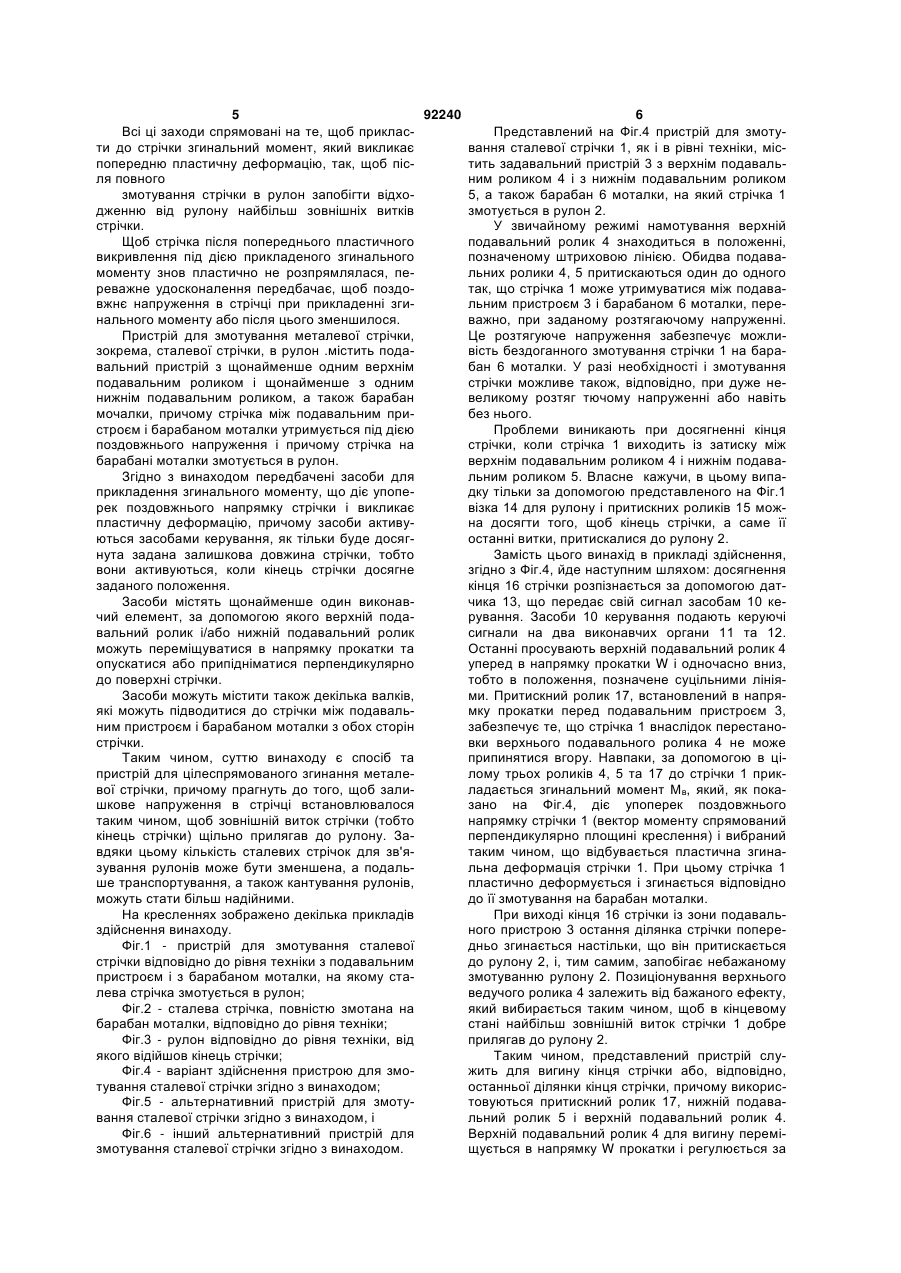
1. Спосіб змотування металевої стрічки (1), зокрема сталевої стрічки, в рулон (2), причому стрічку (1) направляють між подавальним пристроєм (3), що складається щонайменше з одного верхнього подавального ролика (4) і щонайменше одного нижнього подавального ролика (5), і барабаном (6) моталки та змотують на барабан (6) моталки в рулон (2), який відрізняється тим, що при досягненні заданої залишкової довжини стрічки (1) до неї прикладають згинальний момент (МB), що діє упоперек поздовжнього напрямку стрічки (1) і викликає її пластичну деформацію, для чого щонайменше один верхній подавальний ролик (4) подавального пристрою (3) переміщують в напрямку (W) прокатки та опускають перпендикулярно до поверхні стрічки (1), при цьому нижній подавальний ролик (5) утримують стаціонарно, а стрічку (1) в напрямку (W) C2 2 (11) 1 3 92240 4 ні. Розтягуюче напруження необхідне також для Всі раніше відомі можливості, якщо вони є згинання стрічки навколо барабана моталки, тобспробою цілеспрямованої дії на вигин металевої то для пластичної деформації. При цьому, зокрестрічки на її кінцевій ділянці, пов'язані з великими ма, у випадку товстих стрічок, для одержання витратами на обладнання та апаратуру керуваннеобхідного згинального моменту при пластичній ня. Проте результат не завжди є задовільним. деформації необхідні великі розтягуючі зусилля. Тому задачею винаходу є таке удосконаленНа Фіг.1-3 показані рішення і проблеми з відня способу та пристрою вищезазначеного типу, повідного рівня техніки. щоб можна було усунути або щонайменше скороЯк можна побачити на Фіг.1, при намотуванні тити вказані недоліки. Отже, необхідно простими стрічки 1 остання направляється за допомогою засобами гарантувати те, що стрічка, і змотана подавального пристрою 3, що складається з верна барабані моталки в рулон, більше не розпусхнього подавального ролика 4 і нижнього подакається (ослабляється), а кінець стрічки щільно вального ролика 5; стрічка з подавального приприлягає до рулону. Це повинно здійснюватися строю 3 подається на барабан 6 моталки. На простими апаратними засобами і, тим самим, барабан 6 моталки стрічка 1 намотається до одеекономічно. Зокрема, можна відмовитися від охоржання рулону 2. Рулон 2 по закінченні намотуплювання намотаного рулону вищезазначеними вання стрічки 1 натягається на барабані 6 моталсталевими стрічками. ки. Під час намотування між подавальним Рішення цієї задачі за допомогою винаходу пристроєм 3 і барабаном 6 моталки підтримуєтьзгідно з способом характеризується тим, що при ся задане розтягуюче напруження. досягненні заданої залишкової довжини стрічки, Коли кінець стрічки сходить з подавального зокрема, перед подавальним пристроєм, до стріпристрою З, її остання ділянка не може більше чки прикладається згинальний момент, що діє намотуватися під дією розтягуючого напруження. упоперек поздовжнього напрямку стрічки і виклиДля того щоб в цій фазі притиснути кінець стрічки кає пластичну деформацію, для чого щонаймендо рулону 2, до рулону 2 попередньо в потрібний ше один верхній подавальний ролик подавальномомент притискаються візок 14 для рулонів (позго пристрою переміщується в напрямку прокатки начений двома роликами цього візка) і один або та опускається перпендикулярно до поверхні декілька притискних роликів 15. Незважаючи на стрічки, причому нижній подавальний ролик встапластичний вигин стрічки 1, пружне залишкове новлений стаціонарно, і причому стрічка в нанапруження в стрічці 1 зберігається, сприяючи прямку прокатки перед подавальним пристроєм тому, що кінець 16 стрічки відходить від рулону 2, притискається за допомогою притискного ролика. як це проілюстровано на Фіг.2. ГІереважно, щоб згинальний момент приклаПри подальшому транспортуванні або при дався до ділянки між подавальним пристроєм і кантуванні рулону 2, особливо у випадку товстих барабаном моталки. Однак в принципі можливо, стрічок 1 товщиною більше 12мм, існує небезпещоб згинальний момент прикладався до стрічки ка, що рулон 2 розкриється, а останні витки розвже перед подавальним пристроєм, так щоб вона пустяться (ослабнуть), як це показано на Фіг.3. зазнавала пластичної деформації або, відповідЯкщо рулон розкриється, таким чином, знову но, викривлення. При цьому згинальний момент щільно намотати його простими засобами більше викривляє стрічку так, як вона розташована на не вийде; як правило, це вважається некондиційбарабані1 моталки (тобто аналогічно її розташуним товаром (брак). ванню на барабані). При цьому здійснюється кваЩоб уникнути цього рулони 2 обмотуються зівигин так, щоб після повного змотування стрічки сталевими стрічками. Чим товстіший і міцніший на барабан моталки найбільш зовнішній виток матеріал стрічки 1, тим більше сталевих стрічок або, відповідно, найбільш зовнішні витки щільно необхідно для надійного стягування рулону. При прилягали до кола рулону і не були схильні до товщині більше 12мм може знадобитися велика відходження від рулону. кількість сталевих стрічок. Таким чином, для створення згинального моЗгідно з ЕР 0906797 В1 сталева стрічка, що менту передбачено, щоб верхній подавальний намотується, подається за допомогою декількох ролик подавального пристрою переміщувався в взаємодіючих роликів, які можуть бути встановнапрямку прокатки та опускався перпендикулярлені між подавальним пристроєм і барабаном но до поверхні стрічки. У цьому випадку передбамоталки. Проте ці ролики встановлені стаціонарчено, щоб стрічка в попередньому в напрямку но, так що вони деформують стрічку незалежно прокатки місці притискалася в напрямку, перпенвід положення її кінця. У JP 07080531 А робиться дикулярному до поверхні стрічки. спроба надання впливу на вигин стрічки таким Можливо також, щоб для створення згинальчином, щоб один подавальний ролик обертався ного моменту нижній подавальний ролик подавашвидше ніж інші, що веде до вигину стрічки. Цей льного пристрою переміщався в напрямку прокапринцип використовується також в JP 07075830 тки і припідінімався перпендикулярно до поверхні А. У JP 58058932 А для кращого прилягання кінця стрічки. У цьому випадку переважно, щоб стрічка стрічки до рулону використовуються декілька в попередньому напрямку прокатки місці припідзгинальних роликів, причому згинальні ролики німалася в напрямку, перпендикулярному до побезпосередньо діють на рулон. Інші аналогічні верхні стрічки. рішення, за допомогою яких стрічці може бути Альтернативний варіант спрямований на те, наданий згинальний момент описані в JP щоб для створення згинального моменту між по58032521 A, JP 2006102780 А та JP 06114439 А. давальним пристроєм і барабаном моталки в стрічці з обох сторін підводилися декілька валків. 5 92240 6 Всі ці заходи спрямовані на те, щоб прикласПредставлений на Фіг.4 пристрій для змотути до стрічки згинальний момент, який викликає вання сталевої стрічки 1, як і в рівні техніки, міспопередню пластичну деформацію, так, щоб пістить задавальний пристрій 3 з верхнім подавальля повного ним роликом 4 і з нижнім подавальним роликом змотування стрічки в рулон запобігти відхо5, а також барабан 6 моталки, на який стрічка 1 дженню від рулону найбільш зовнішніх витків змотується в рулон 2. стрічки. У звичайному режимі намотування верхній Щоб стрічка після попереднього пластичного подавальний ролик 4 знаходиться в положенні, викривлення під дією прикладеного згинального позначеному штриховою лінією. Обидва подавамоменту знов пластично не розпрямлялася, пельних ролики 4, 5 притискаються один до одного реважне удосконалення передбачає, щоб поздотак, що стрічка 1 може утримуватися між подававжнє напруження в стрічці при прикладенні згильним пристроєм 3 і барабаном 6 моталки, перенального моменту або після цього зменшилося. важно, при заданому розтягаючому напруженні. Пристрій для змотування металевої стрічки, Це розтягуюче напруження забезпечує можлизокрема, сталевої стрічки, в рулон .містить подавість бездоганного змотування стрічки 1 на баравальний пристрій з щонайменше одним верхнім бан 6 моталки. У разі необхідності і змотування подавальним роликом і щонайменше з одним стрічки можливе також, відповідно, при дуже ненижнім подавальним роликом, а також барабан великому розтяг тючому напруженні або навіть мочалки, причому стрічка між подавальним прибез нього. строєм і барабаном моталки утримується під дією Проблеми виникають при досягненні кінця поздовжнього напруження і причому стрічка на стрічки, коли стрічка 1 виходить із затиску між барабані моталки змотується в рулон. верхнім подавальним роликом 4 і нижнім подаваЗгідно з винаходом передбачені засоби для льним роликом 5. Власне кажучи, в цьому випаприкладення згинального моменту, що діє упопедку тільки за допомогою представленого на Фіг.1 рек поздовжнього напрямку стрічки і викликає візка 14 для рулону і притискних роликів 15 можпластичну деформацію, причому засоби активуна досягти того, щоб кінець стрічки, а саме її ються засобами керування, як тільки буде досягостанні витки, притискалися до рулону 2. нута задана залишкова довжина стрічки, тобто Замість цього винахід в прикладі здійснення, вони активуються, коли кінець стрічки досягне згідно з Фіг.4, йде наступним шляхом: досягнення заданого положення. кінця 16 стрічки розпізнається за допомогою датЗасоби містять щонайменше один виконавчика 13, що передає свій сигнал засобам 10 кечий елемент, за допомогою якого верхній подарування. Засоби 10 керування подають керуючі вальний ролик і/або нижній подавальний ролик сигнали на два виконавчих органи 11 та 12. можуть переміщуватися в напрямку прокатки та Останні просувають верхній подавальний ролик 4 опускатися або припідніматися перпендикулярно уперед в напрямку прокатки W і одночасно вниз, до поверхні стрічки. тобто в положення, позначене суцільними лініяЗасоби можуть містити також декілька валків, ми. Притискний ролик 17, встановлений в напряякі можуть підводитися до стрічки між подавальмку прокатки перед подавальним пристроєм 3, ним пристроєм і барабаном моталки з обох сторін забезпечує те, що стрічка 1 внаслідок перестанострічки. вки верхнього подавального ролика 4 не може Таким чином, суттю винаходу є спосіб та припинятися вгору. Навпаки, за допомогою в ціпристрій для цілеспрямованого згинання металелому трьох роликів 4, 5 та 17 до стрічки 1 приквої стрічки, причому прагнуть до того, щоб залиладається згинальний момент Мв, який, як покашкове напруження в стрічці встановлювалося зано на Фіг.4, діє упоперек поздовжнього таким чином, щоб зовнішній виток стрічки (тобто напрямку стрічки 1 (вектор моменту спрямований кінець стрічки) щільно прилягав до рулону. Заперпендикулярно площині креслення) і вибраний вдяки цьому кількість сталевих стрічок для зв'ятаким чином, що відбувається пластична згиназування рулонів може бути зменшена, а подальльна деформація стрічки 1. При цьому стрічка 1 ше транспортування, а також кантування рулонів, пластично деформується і згинається відповідно можуть стати більш надійними. до її змотування на барабан моталки. На кресленнях зображено декілька прикладів При виході кінця 16 стрічки із зони подавальздійснення винаходу. ного пристрою 3 остання ділянка стрічки попереФіг.1 - пристрій для змотування сталевої дньо згинається настільки, що він притискається стрічки відповідно до рівня техніки з подавальним до рулону 2, і, тим самим, запобігає небажаному пристроєм і з барабаном моталки, на якому стазмотуванню рулону 2. Позиціонування верхнього лева стрічка змотується в рулон; ведучого ролика 4 залежить від бажаного ефекту, Фіг.2 - сталева стрічка, повністю змотана на який вибирається таким чином, щоб в кінцевому барабан моталки, відповідно до рівня техніки; стані найбільш зовнішній виток стрічки 1 добре Фіг.3 - рулон відповідно до рівня техніки, від прилягав до рулону 2. якого відійшов кінець стрічки; Таким чином, представлений пристрій слуФіг.4 - варіант здійснення пристрою для зможить для вигину кінця стрічки або, відповідно, тування сталевої стрічки згідно з винаходом; останньої ділянки кінця стрічки, причому викорисФіг.5 - альтернативний пристрій для змотутовуються притискний ролик 17, нижній подававання сталевої стрічки згідно з винаходом, і льний ролик 5 і верхній подавальний ролик 4. Фіг.6 - інший альтернативний пристрій для Верхній подавальний ролик 4 для вигину перемізмотування сталевої стрічки згідно з винаходом. щується в напрямку W прокатки і регулюється за 7 92240 8 висотою. Таким чином, радіус вигину згідно з виновані і після подавального пристрою 3, як це щенаведеною цільовою установкою може встапоказано на Фіг.6. Тут згинальний момент Мв, новлюватися довільно. який для пластичної деформації стрічки 1 здійсПрикладання згинального моменту Мв починюється у вигляді викривлення, як воно є в рулоні нається з визначеного місця стрічки 1, заданого 2 в намотаному стані, прикладається до стрічки 1 шляхом її відстеження. Потім верхній подавальбезпосередньо перед барабаном 6 моталки. ний ролик 4 встановлюється в задане положення, Таким чином, на Фіг.6 між подавальним прищоб вийшов заданий радіус вигину, але встановстроєм 3 і барабаном 6 моталки встановлений люючи зусилля для подавального ролика не стаокремий трьохроликовий згинальний блок. Цей вали дуже високими. До кінця 16 стрічки натягблок повертається до стрічки в її кінці, внаслідок нення стрічки між подавальним пристроєм 3 і чого обидва верхніх ролика 7 та 9 зверху, а нижбарабаном 6 моталки, щоб уникнути зворотного ній ролик В знизу притискаються до стрічки 1. За вигину стрічки, ослабляється. Робота з просуванрахунок положення верхніх і нижніх роликів тут ня стрічки 1 і з пластичного вигину ділянки кінця встановлюється радіус вигину ділянки кінця стрістрічки здійснюється подавальним пристроєм 3. чки. У варіанті здійснення винаходу згідно з Фіг.5, ПЕРЕЛІК ПОЗИЦІЙ: як тільки датчик (тут не показаний) виявить кінець 1. стрічка (сталева стрічка) 16 стрічки, три ролики 7, 8 та 9, які до цього не 2. рулон створювали в стрічці ніякого згинального момен3. подавальний пристрій ту, встановлюються в показане положення. Та4. верхній подавальний ролик ким чином, внаслідок прикладеного згинального 5. нижній подавальний ролик моменту Мв знову також здійснюється попередня 6.барабан моталки пластична деформація стрічки, так що стрічка 1 7. валок після виходу із зони подавального пристрою 3 8. валок добре прилягає до рулону 2, і найбільш зовнішній 9. валок виток стрічки не виявляє схильності до відхо10. засіб керування дження від рулону. 11. виконавчий елемент При рішенні, згідно з Фіг.5, частина рольганга, 12. виконавчий елемент а саме, ролики 7 та 9, опускаються, а притискний 13. датчик ролик 8 вдається у стрічку 1. За рахунок зміни 14. візок для рулону положення притискного ролика 8 встановлюється 15. притискні ролики радіус вигину стрічки 1. 16. кінець стрічки Хоча на Фіг.5 три ролики 7, 8, 9 встановлені в 17. притискний ролик напрямку W прокатки перед подавальним приМв згинальний момент строєм 3, в принципі вони можуть бути позиціоW напрямок прокатки. 9 Комп’ютерна верстка Н. Лиcенко 92240 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for rolling up metallic strip
Автори англійськоюMueller Heinz-Adolf, Jepsen Olaf Norman
Назва патенту російськоюСпособ и устройство для сматывания металлической ленты
Автори російськоюМюллер Хайнц-Адольф, Йепсен Олаф Норман
МПК / Мітки
МПК: B21C 47/02
Мітки: спосіб, пристрій, змотування, стрічки, металевої
Код посилання
<a href="https://ua.patents.su/5-92240-sposib-ta-pristrijj-dlya-zmotuvannya-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для змотування металевої стрічки</a>
Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Номер патенту: 87175
Опубліковано: 25.06.2009
Автор: Велькер Ханс-Херберт
МПК: B22D 11/06, B21B 1/46
Мітки: стрічка, виробництва, спосіб, розливання, установка, стрічки, прокатки, металевої, безперервного, металева
Формула / Реферат:
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої...
Спосіб та пристрій для вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки
Номер патенту: 84389
Опубліковано: 27.10.2008
Автори: Гроссхардт Клаус-Юрген, БРАУН Мартін, Арменат Юрген
МПК: B21C 47/02, G01B 21/30, G01B 5/28, B21B 37/28, B21B 38/00
Мітки: впливу, гарячої, площинність, шахті, прокатки, стрічки, пристрій, вимірювання, установки, моталки, спосіб
Формула / Реферат:
1. Спосіб вимірювання та впливу на площинність стрічки в шахті моталки установки для гарячої прокатки стрічки, причому шахта моталки містить між тягнучим пристроєм та моталкою рухомі та нерухомі напрямні стрічки, а також рухомий ролик для вимірювання площинності, що має робоче положення, при якому гаряча стрічка проходить навколо ролика (13) для вимірювання площинності із збереженням приблизно постійного кута α обхвату, і опущене...
Спосіб і пристрій для намотування тонкої металевої стрічки, зокрема гаряче- або холоднокатаної тонкої стальної стрічки (варіанти)
Номер патенту: 78224
Опубліковано: 15.03.2007
Автори: Тушхофф Маттіас, Боймер Клаус, Гінсберг Клаус
МПК: B21C 47/00, B21C 47/28, B21C 47/24
Мітки: тонкої, варіанти, холоднокатаної, стальної, намотування, гаряче, металевої, стрічки, пристрій, зокрема, спосіб
Формула / Реферат:
1. Спосіб намотування тонкої металевої стрічки (1), зокрема гаряче- або холоднокатаної тонкої стальної стрічки, на регульований в діаметрі намотувальний барабан (3а), причому спочатку внутрішні витки (12) рулону намотують на намотувальний барабан із встановленою величиною діаметра, а після остаточного намотування рулону (11) намотувальний барабан (3а) витягують або рулон (11) знімають, який відрізняється тим, що в одному або декількох...
Спосіб і пристрій для очищення металевої стрічки
Номер патенту: 82631
Опубліковано: 25.04.2008
Автори: Хартунг Ханс Георг, Кречмер Маттіас
МПК: B08B 3/02, C23G 3/02, B21B 45/02, B08B 3/12
Мітки: спосіб, стрічки, металевої, очищення, пристрій
Формула / Реферат:
1. Спосіб очищення металевої стрічки (1), який відрізняється тим, що металеву стрічку (1) спочатку на першій ділянці (2) пристрою очищення (3) піддають першому очищенню під високим тиском (4) за допомогою щонайменше одного струменя рідини, потім металеву стрічку (1) на другій ділянці (5) пристрою очищення (3) піддають ультразвуковому очищенню (6), при якому металеву стрічку (1) пропускають через ємність, наповнену рідиною, і за процесом...
Спосіб термо-механічної обробки гарячекатаної чорнової стрічки, отриманої на лінії безперервного лиття тонкого слябу, і система для змотування та розмотування її
Номер патенту: 81306
Опубліковано: 25.12.2007
Автор: Арведі Джованні
МПК: B21C 47/02, B21C 47/26, B21C 47/00, B21B 1/46
Мітки: лінії, слябу, чорнової, гарячекатаної, тонкого, безперервного, спосіб, лиття, змотування, отриманої, система, термо-механічної, стрічки, розмотування, обробки
Формула / Реферат:
1. Термоелектромеханічна система, яка має два взаємно розміщені один над одним пристрої (А) у відповідних вогнетривких кожухах (А') з внутрішніми пальниками (7), що працюють на натуральному газі, які здатні змотувати на основний центральний затискний патрон (6) за допомогою пари вхідних і вихідних роликів (2) чорнову стрічку (а) товщиною між 30 і 8 мм, яка виходить від стана грубої прокатки, безпосередньо зв'язаного з лінією лиття тонких...