Попередньо легований металевий порошок, спосіб його виготовлення та застосування та формований виріб, виготовлений з цього порошку

Формула / Реферат
1. Попередньо легований металевий порошок, що містить елементи залізо, кобальт і молібден, який відрізняється тим, що рентгенівська дифрактограма вказаного порошку при 2 Тета, що складає 37,5º, має пік (FeCo)7Mo6.
2. Попередньо легований металевий порошок за п. 1, який відрізняється тим, що містить від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту і від 3 мас. % до 60 мас. % молібдену.
3. Попередньо легований металевий порошок за п. 1 або 2, який відрізняється тим, що має середній розмір частинок згідно з ASTM В330 менше, ніж 8 мкм і питомою площею поверхні за BET понад 0,5 м2/г.
4. Попередньо легований металевий порошок за будь-яким з пп. 1-3, який відрізняється тим, що додатково містить вуглець менше, ніж 0,02 мас. %.
5. Попередньо легований металевий порошок за будь-яким з пп. 1-4, який відрізняється тим, що додатково містить до 25 мас. %, зокрема від 6,5 до 10 мас. % вольфраму і/або міді.
6. Попередньо легований металевий порошок за будь-яким з пп. 1-5, який відрізняється тим, що додатково містить від 1 мас. % до 10 мас. % нікелю.
7. Попередньо легований металевий порошок за будь-яким з пп. 1-6, який відрізняється тим, що додатково містить до 3 мас. % кожного із металів із групи, що включає титан, ніобій, ванадій, тантал, марганець і алюміній.
8. Спосіб виготовлення попередньо легованих металевих порошків, що містять елементи залізо, кобальт і молібден, шляхом змішування водних розчинів солей металів з осаджувальним засобом у присутності суспендованого діоксиду молібдену, відокремлення осадженого продукту разом із діоксидом молібдену, що міститься в ньому, від маточного розчину і відновлення осадженого продукту до металу.
9. Спосіб за п. 8, який відрізняється тим, що осаджений продукт перед відновленням до металевого легованого порошку піддають тепловій обробці при температурі від 200 до 1000° С у кисневмісний атмосфері.
10. Спосіб за п. 8 або 9, який відрізняється тим, що як осаджувальний засіб використовують насичений водний розчин карбонової кислоти.
11. Спосіб за п. 10, який відрізняється тим, що водний розчин карбонової кислоти містить тверду карбонову кислоту у такій кількості, що маточний розчин після закінчення осадження ще насичений принаймні на 10 мас. % відносно вільного від металу водного розчину.
12. Спосіб за будь-яким з пп. 8-11, який відрізняється тим, що розчин солей металів вводять у водний розчин карбонової кислоти, що використовують як осаджувальний засіб.
13. Спосіб за будь-яким з пп. 8-12, який відрізняється тим, що водний розчин солей металів і осаджувальний засіб - карбонову кислоту - безперервно подають до реактора осадження і безперервно відводять маточний розчин, що містить осаджений продукт.
14. Застосування попередньо легованого металевого порошку за будь-яким з пунктів 1-7 для виготовлення конструктивних елементів методами порошкової металургії.
15. Формований виріб, виготовлений шляхом спікання попередньо легованого металевого порошку за будь-яким з п. 1-7.
Текст
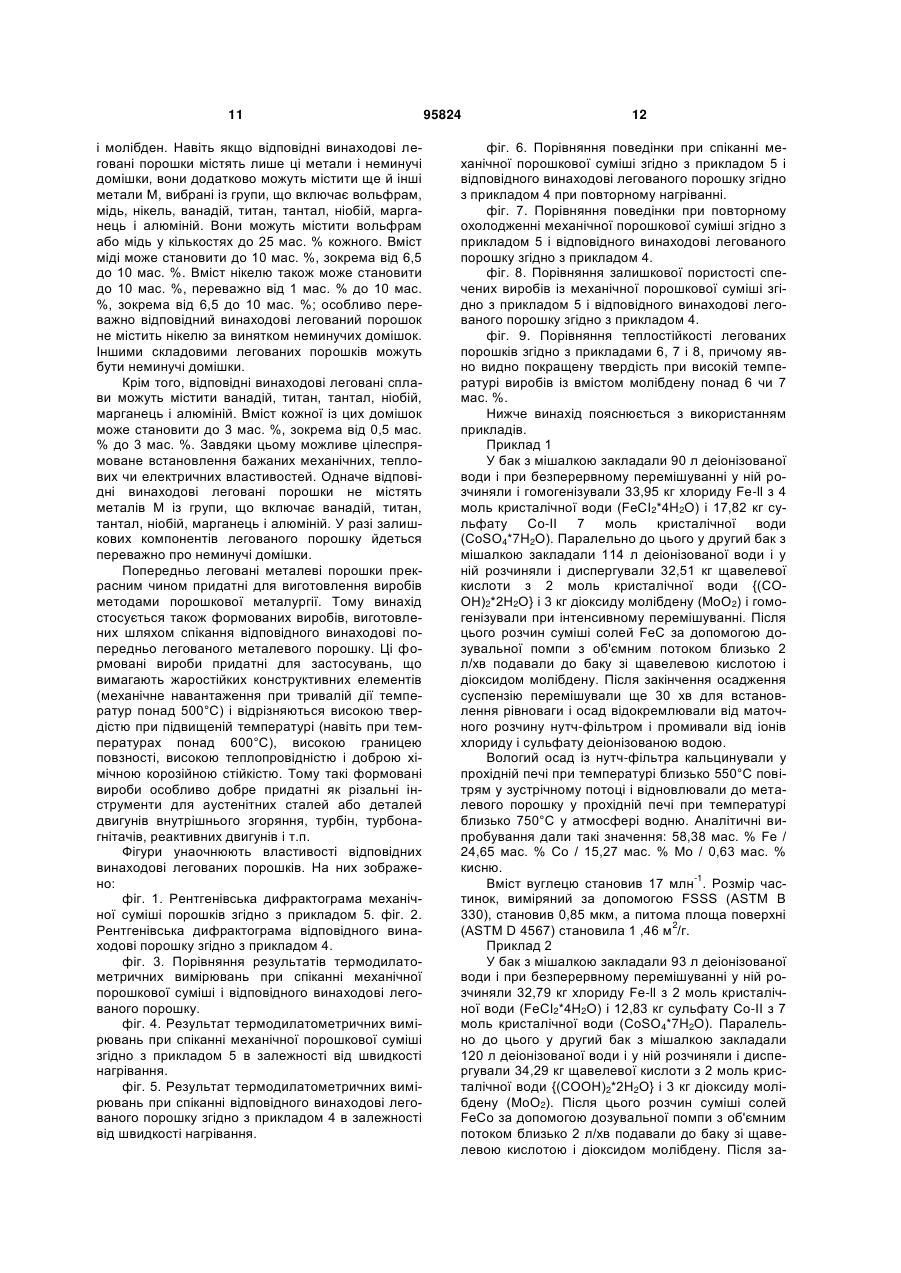
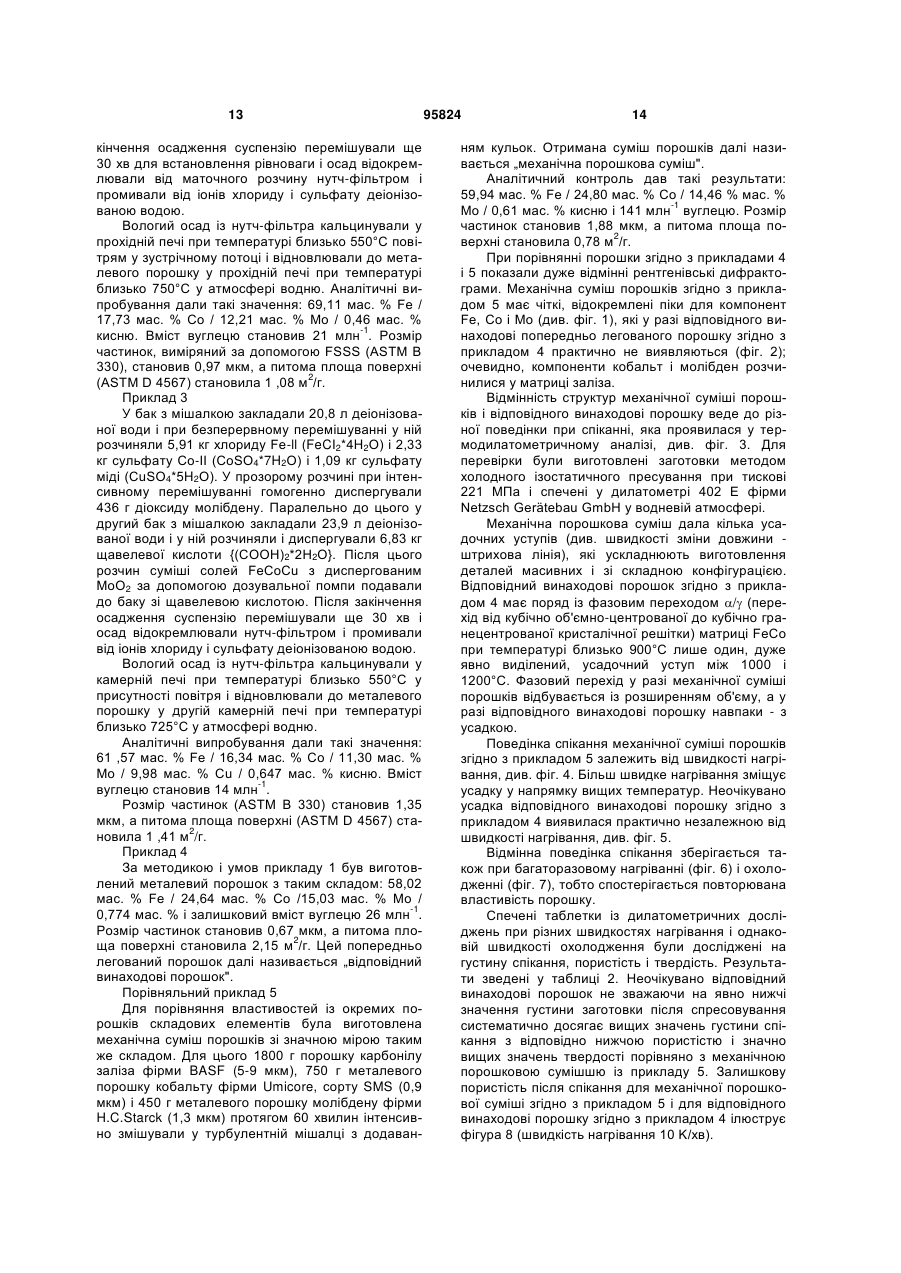
1. Попередньо легований металевий порошок, що містить елементи залізо, кобальт і молібден, який відрізняється тим, що рентгенівська дифрактограма вказаного порошку при 2 Тета, що складає 37,5º, має пік (FeCo)7Mo6. 2. Попередньо легований металевий порошок за п. 1, який відрізняється тим, що містить від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту і від 3 мас. % до 60 мас. % молібдену. 3. Попередньо легований металевий порошок за п. 1 або 2, який відрізняється тим, що має середній розмір частинок згідно з ASTM В330 менше, ніж 8 мкм і питомою площею поверхні за BET понад 0,5 2 м /г. 4. Попередньо легований металевий порошок за будь-яким з пп. 1-3, який відрізняється тим, що додатково містить вуглець менше, ніж 0,02 мас. %. 5. Попередньо легований металевий порошок за будь-яким з пп. 1-4, який відрізняється тим, що додатково містить до 25 мас. %, зокрема від 6,5 до 10 мас. % вольфраму і/або міді. 6. Попередньо легований металевий порошок за будь-яким з пп. 1-5, який відрізняється тим, що додатково містить від 1 мас. % до 10 мас. % нікелю. 2 (19) 1 3 95824 4 15. Формований виріб, виготовлений шляхом спікання попередньо легованого металевого порошку за будь-яким з п. 1-7. Порошки сплавів мають різноманітні застосування для виготовлення спечених формованих виробів методами порошкової металургії. Основними ознаками порошкової металургії є спресовування відповідних сплавів чи металів у формі порошку з наступним спіканням при достатньо високій температурі. Цей метод застосовують у промислових масштабах для виготовлення складних фасонних виробів, які у іншому разі мали б бути виготовлені із застосуванням витратної остаточної обробки або методом спікання у рідкій фазі, наприклад, твердих чи важких металів, де немає жодної технологічної альтернативи. У загальному випадку з підвищенням температури спікання зменшується пористість, тобто густина спеченого виробу наближається до її теоретичного значення. Тому з точки зору міцності температуру спікання вибирають якомога вищою; встановлення певних фаз, складу і т.п. також вимагає застосування відповідно високих температур і тривалого часу спікання. Однак з іншого боку твердість металевої матриці зменшується при температурі, що перевищує оптимальну, оскільки внаслідок росту зерна відбувається огрубіння структури (старіння Оствальда (Ostwald)). Виходячи із цих міркувань, для виготовлення спечених виробів слід вибирати порошки, які при якомога нижчій температурі спікання уже забезпечують досягнення теоретичної густини і придатного утворення фаз. Існує ряд пропозицій щодо виготовлення порошків сплавів металів шляхом осадження, частково у присутності органічних фаз, і наступного відновлення (WO 97/21 844, US 5 102454, US 5 912 399, WO 00/23 631). Задачею винаходу є розробка порошків сплавів, тобто попередньо легованих порошків металів, що містять принаймні такі метали, як залізо, кобальт і молібден, які відповідають вказаним вище вимогам до порошкових матеріалів. Здавна відомо, що сталі на основі FeCoMo в межах певних діапазонів складу при відповідній тепловій обробці утворюють інтерметалеві сполуки (FeCo)7Mo6, що уможливлюють дуже високу твердість та міцність і для певних застосувань представляють альтернативу сталям, обробленим методом карбідного дисперсійного тверднення (Кьостер В.: "Механічне і магнітне дисперсійне тверднення сплавів залізо-кобальт-вольфрам і залізо-кобальт-молібден", архів чорної металургії, 1932, номер 1/липень, стор 17-23; Köster W.: Mechanische und magnetische Ausscheidungshartung der Eisen-Kobalt-Wolframund Eisen-Kobalt-Molybdanlegierungen, Archiv fur das Eisenhuttenwesen, 1932, Heft 1/Juli, S. 17-23). Однак виготовлення таких сталей шляхом розплавляння компонентів і лиття в інертній атмосфері є витратним і досі не знайшло застосування у промисловій практиці. Останнім часом були здійснені успішні дослідження з одержання таких FeCoMo- сталей методами порошкової металургії шляхом змішування окремих порошків і перевірки їх властивостей (Danninger, Η. et al: Heat Treatment and Properties of precitation hardened carbon-free PM Tool Steels, Powder Metallurgy Progress, Vol. 5 (2005), No. 2, S. 92-103). Недоліком цього методу є те, що утворення інтерметалевих сполук вимагає кількох операцій високотемпературної теплової обробки і значних витрат часу для досягнення рівномірної дифузії металів один в інший і для наступного утворення і дисперсного розподілу цих фаз у структурі як носії бажаних властивостей. Успішна комерціалізація залежить від того, чи може бути реалізоване виробництво таких спечених виробів за виправдані кошти. Тому вирішальну перевагу мали б дуже придатні для спікання порошки, які містять усі компоненти у однорідній формі з рівномірною структурою та ізотропними властивостями і не потребують витратної теплової обробки. Недоліком відомих досі порошків є те, що вони містять компоненти у негомогенному розподілі і тому потребують високих температур для досягнення гомогенності компонент шляхом дифузії. Крім того, поведінка при спіканні залежить від швидкості нагрівання (швидке нагрівання вимагає більш високих кінцевих температур або тривалішого часу витримки), а спечені вироби мають недостатню густину, тобто мають відповідну пористість. Неочікувано було виявлено, що у присутності молібдену в одержаній гідрометалургійним методом FeCo-матриці уже при кальцинуванні на повітрі виникають мішоксиди, такі як СоМоО4 і FeMoО4, із яких при наступному відновленні в атмосфері водню при помірних умовах утворюються дуже дрібнозернисті і ще придатні до спікання металеві порошки, що містять молібден у розчиненій, гомогенній формі. Неочікувано виготовлені таким чином порошки мішметалів FeCoMo відрізняються від рівня техніки тим, що їх поведінка спікання майже не залежить від швидкості нагрівання при спіканні (фіг. 5) і при порівнюваних умовах спікання досягаються значно вищі значення густини і тим самим менша пористість, ніж при використанні механічно змішаних порошків. Крім того, поряд із більш вигідною поведінкою спікання досягаються також суттєво вищі значення твердості (таблиця 2). Предметом винаходу є спосіб виготовлення попередньо легованих порошків шляхом змішування водних розчинів солей металів з осаджувальним засобом, переважно розчином карбонової кислоти, відокремлення осадженого продукту від маточного розчину і відновлення осадженого продукту до металу, причому осаджувальний засіб використовують з надлишком у вигляді концентрованого водного розчину. Розчини солей металів 5 і/або водний розчин осаджувального засобу можуть додатково містити дисперговані тверді сполуки. Як осаджувальний засіб може бути використаний водний розчин чи суспензія карбонової кислоти, гідроксиду, карбонату чи основного карбонату. При цьому розчин солей металів може бути змішаний з осаджувальним засобом; однак переважним є додавання розчину солей металів до осаджувального засобу. Осаджений продукт після відокремлення від маточного розчину промивають водою і сушать. Відновлення осадженого продукту здійснюють переважно у водневмісній атмосфері при температурах від 600°С до 850°С. Відновлення може бути здійснене у безпосередньо нагрітих обертових трубчастих печах або у прохідних печах. Інші можливості для здійснення відновлення відомі фахівцеві і можуть бути здійснені, наприклад, у багатоподових печах або у печах із псевдозрідженим шаром. Це було вражаючим, оскільки оксиди молібдену лише при температурах понад 1000°С можуть бути відновлені воднем до металевих порошків з достатньо низьким вмістом кисню, придатних для подальшої обробки методами порошкової металургії і для спікання. При таких порівняно високих температурах відновлення неминуче посилюється процес збільшення зерна, що знижує активність при спіканні. Згідно з переважною формою виконання винаходу мокрий або висушений осаджений продукт перед відновленням кальцинують у кисневмісній атмосфері при температурах від 250°С до 600°С. Кальцинування з одного боку забезпечує, що осаджений продукт, який складається із полікристалічних частинок чи агломератів, подрібнюється внаслідок розтріскування вивільнюваним при розкладі (залишку карбонової кислоти) газом, завдяки чому для наступної дифузійно керованої реакції у газовій фазі (відновлення) досягаються більші значення площі поверхні і коротші шляхи дифузії і отримується дрібнозернистий кінцевий продукт. З іншого боку отримується попередньо легований металевий порошок зі зменшеною пористістю. Крім того, при подальшій обробці осадженого продукту [сіль (міш)металу карбонової кислоти] до попередньо легованого металевого порошку відбувається суттєве зменшення об'єму частинок, що веде до утворення пор. У разі застосування технологічної операції кальцинування у кисневмісній атмосфері осаджений продукт спочатку переводять у оксид (міш)металу і піддають тепловій обробці, в результаті чого відбувається попереднє ущільнення із „загоюванням" дефектних кластерів і мікропор. Відповідно до цього при наступному відновленні у водневмісній атмосфері слід лише подолати зменшення об'єму від оксиду до металу. Відповідно до цього шляхом застосування проміжної стадії кальцинування досягається плавне зменшення об'єму, яке здійснюється зі структурною стабілізацією кристалів проміжного продукту. Придатними осаджувальними засобами є карбонові кислоти, а також гідроксиди, карбонати чи основні карбонати, зокрема лужних чи лужноземельних металів, переважно натрію чи калію. Ними є 95824 6 зокрема гідроксиди лужних чи лужноземельних металів, особливо гідроксид натрію чи калію. Як карбонові кислоти придатні аліфатичні або ароматичні, насичені або ненасичені моно- чи дикарбонові кислоти, зокрема кислоти, що містять 18 атомів вуглецю. На підставі їх відновлювальної дії перевагу мають амеїнова кислота, щавлева кислота, акрилова кислота і кротонова кислота, а на підставі їх доступності використовуються зокрема амеїзенова і щавелева кислота, особливо переважно щавелева кислота. Як осаджувальний засіб карбонові кислоти можуть бути використані у вигляді водного розчину чи суспензії, а також у чистій формі, якщо вони перебувають у формі рідини. Надлишок відновлювальної карбонової кислоти перешкоджає утворенню іонів Fe-(III), які могли б спричинити зменшення корисного виходу. Карбонову кислоту використовують переважно з 1,1-1,6-кратним стехіометричним надлишком у розрахунку на метал. Особливо переважним є 1,21,5-кратний надлишок. Згідно з іншою переважною формою виконання винаходу як осаджувальний засіб використовують розчин карбонової кислоти у вигляді суспензії, що містить нерозчинену карбонову кислоту (як суспензію). Переважно використовувана суспензія карбонової кислоти містить певну кількість нерозчиненої карбонової кислоти, з якої поповнюється карбонова кислота, відібрана внаслідок утворення осаду в розчині, завдяки чому протягом усієї реакції осадження у маточному розчині підтримується висока концентрація карбонової кислоти. Концентрація розчиненої карбонової кислоти у маточному розчині в кінці реакції осадження повинна становити ще принаймні 10 % від концентрації насичення, зокрема 20 %. Завдяки цьому забезпечується повне і значною мірою рівномірне осадження солі металу. Таким чином, склад попередньо легованого порошку може бути заданий шляхом вибору складу розчину солей металів. Іншими придатними осаджувальними засобами є гідроксиди, карбонати або основні карбонати. Ними є зокрема гідроксиди лужних чи лужноземельних металів, переважно гідроксиди натрію чи калію. Вони можуть бути використані аналогічно карбоновим кислотам - у формі розчину чи суспензії, як було вище описано щодо карбонових кислот. Хоча осаджувальний засіб може бути доданий до розчину солей металів, одначе переважною є форма виконання, згідно з якою готують розчин чи суспензію осаджувального засобу і додають розчин солей металів. Згідно з особливо переважною формою виконання відповідного винаходові способу додавання розчину солей металів до суспензії карбонової кислоти здійснюють поступово, а саме таким чином, щоб вміст розчиненої карбонової кислоти у маточному розчині під час введення розчину солі не перевищував значення 50 % розчинності карбонової кислоти у воді. Особливо переважно додавання розчину солей металів здійснюють поступово таким чином, щоб до розчинення суспендованої карбонової кислоти концентрація розчиненої карбонової кислоти не перевищувала 7 80 % розчинності у воді. Тобто швидкість додавання розчину солей металів до суспензії карбонової кислоти встановлюють такою, щоб відведення карбонової кислоти із маточного розчину включно зі зменшенням концентрації внаслідок розведення доданою з розчином солей металів водою компенсувалося розчиненням не розчиненої, суспендованої карбонової кислоти. Як сіль металу для приготування розчину солей металів можуть бути використані всі водорозчинні сполуки. Переважними є хлориди або сульфати металів, тому використовують розчини хлоридів чи сульфатів металів. Хлориди і сульфати можуть бути змішані, тому для виготовлення розчину солей металів використовують, наприклад, хлорид заліза і сульфат кобальту. Концентрація розчину солей металів становить переважно від 1,6 до 2,8 моль металу на літр. Розчин солей металів містить переважно від 20 мас. % до 90 мас. % заліза відносно загального вмісту металів, а також елементи кобальт і молібден. Зокрема вміст заліза у розчині солей металів становить від 25 мас. % до 85 мас. %, і цілком переважно більше, ніж 30 мас. % - 70 мас. % відносно загальної кількості металів. Крім того, розчини солей металів містять до 65 мас. % кобальту відносно загального вмісту металів, переважно від 5 мас. % до 50 мас. %, зокрема від 10 мас. % до 30 мас. %. Вміст молібдену у розчині солей металу становить від 3 мас. % до 60 мас. %, переважно від 4 мас. % до 50 мас. %, зокрема від 5 мас. % до 40 мас. %, особливо переважно від 6 мас. % до 35 мас. %, від 9 мас. % до 30 мас. %, від 12 мас. % до 20 мас. % або від 14 мас. % до 19 мас. %. Як сіль молібдену використовують переважно діоксид молібдену МоО2. Оскільки МоО2 є нерозчинним, він може бути суспендованим у розчині солей металів. Однак він може бути також суспендований у розчині чи у суспензії осаджувального засобу, до якого переважно додають розчин солей металів, як вказано вище. З точки зору осадження солей металів концентрований розчин карбонової кислоти має „активність 1", напівконцентрований розчин карбонової кислоти має „активність 0,5". Відповідно до цього активність маточного розчину під час додавання розчину солей металів не повинна бути нижче, ніж 0,8. Наприклад, розчинність переважно використовуваної щавелевої кислоти у воді становить близько 1,1 моль на літр води (при кімнатній температурі), відповідно 138 г щавелевої кислоти (з 2 молями кристалічної води). Згідно з відповідним винаходові способом щавелева кислота повинна використовуватися у формі водної дисперсії, що містить від 2,3 до 4,5 моль щавелевої кислоти на літр води. Ця суспензія містить від 1,2 до 3,4 моль нерозчиненої щавелевої кислоти на літр води. Після введення розчину солей металів і закінчення осадження вміст щавелевої кислоти у маточному розчині ще повинен становити від 15 до 30 г/л. Під час введення розчину солей металів до суспензії щавелевої кислоти використана для осадження щавелева кислота постійно поповнюється шляхом 95824 8 розчинення суспендованої щавелевої кислоти. Для гомогенізації маточного розчину його безперервно перемішують. Згідно з переважною формою виконання винаходу додавання розчину солей металів здійснюють поступово таким чином, що концентрація щавелевої кислоти у маточному розчині підтримується не нижчою, ніж 69 г, особливо переважно не нижчою, ніж 110 г на літр маточного розчину. Завдяки цьому постійно забезпечується досить високе перенасичення, достатнє для створення центрів кристалізації, тобто для утворення наступних осаджуваних частинок. В результаті з одного боку забезпечується висока швидкість утворення центрів кристалізації, що сприяє утворенню лише невеликих за розмірами частинок, а з іншого боку завдяки низькій концентрації іонів металів у маточному розчині значною мірою усувається агломерація частинок завдяки поверхневому травленню. Крім того, завдяки відповідній винаходові високій концентрації карбонової кислоти під час осадження осаджений продукт з точки зору вмісту металів має значною мірою такий же склад, як і розчин солей металів, тобто утворюється гомогенний з точки зору складу осаджений продукт і тим самим легований металевий порошок. Предметом винаходу є також попередньо леговані металеві порошки, що містять елементи залізо, кобальт і молібден і мають середній розмір частинок згідно з ASTM B330 (FSSS) менше, ніж 8 мкм, переважно від 0,1 мкм до 8 мкм, зокрема від 0,5 мкм до 3 мкм. Попередньо леговані порошки мають питому площу за методом Бруннауера-Еммерта-Теллера (Brunauer-Emmett-Teller, BET) у загальному випад2 2 2 ку понад 0,5 м /г, переважно від 0,7 м /г до 5 м /г, 2 2 зокрема від 1 м /г до 3 м /г. Леговані порошки містять від 20 мас. % до 90 мас. % заліза, переважно від 25 мас. % до 85 мас. % і особливо переважно від 30 мас. % до 70 мас. % заліза, відносно загального вмісту металу. Крім того, попередньо леговані порошки містять до 65 мас. % кобальту, переважно від 5 мас. % до 50 мас. %, зокрема від 10 мас. % до 30 мас. %. Вміст молібдену становить від 3 мас. % до 60 мас. %, переважно від 4 мас. % до 50 мас. %, зокрема від 5 мас. % до 40 мас. %, особливо переважно від 6 або 7 мас. % до 35 мас. %, від 9 мас. % до 30 мас. %, від 12 мас. % до 20 мас. % або від 14 мас. % до 19 мас. %. Іншими складовими легованих порошків можуть бути неминучі домішки. Тому винахід стосується також легованих порошків, що містять від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту, від 3 мас. % до 60 мас. % молібдену; або від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту, від 9 мас. % до 30 мас. % молібдену; або від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту, від 12 мас. % до 20 мас. % молібдену; або 9 95824 від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту, від 14 мас. % до 19 мас. % молібдену. Перевагу мають леговані порошки, що містять від 25 мас. % до 85 мас. % заліза, від 5 мас. % до 50 мас. % кобальту, від 4 мас. % до 50 мас. % молібдену; або від 25 мас. % до 85 мас. % заліза, від 5 мас. % до 50 мас. % кобальту, від 9 мас. % до 30 мас. % молібдену; або від 25 мас. % до 85 мас. % заліза, від 5 мас. % до 50 мас. % кобальту, від 12 мас. % до 20 мас. % молібдену; або від 25 мас. % до 85 мас. % заліза, від 5 мас. % до 50 мас. % кобальту, від 14 мас. % до 19 мас. % молібдену. Особливу перевагу мають леговані порошки, що містять від 30 мас. % до 70 мас. % заліза, від 10 мас. % до 30 мас. % кобальту, від 6 мас. % до 35 мас. % молібдену; або від 30 мас. % до 70 мас. % заліза, від 10 мас. % до 30 мас. % кобальту, від 9 мас. % до 30 мас. % молібдену; або 10 від 30 мас. % до 70 мас. % заліза, від 10 мас. % до 30 мас. % кобальту, від 12 мас. % до 20 мас. % молібдену; або від 30 мас. % до 70 мас. % заліза, від 10 мас. % до 30 мас. % кобальту, від 14 мас. % до 19 мас. % молібдену. Цілковиту перевагу мають леговані порошки, що містять від 45 мас. % до 70 мас. % заліза, від 16 мас. % до 26 мас. % кобальту, від 10 мас. % до 38 мас. % молібдену; або від 45 мас. % до 60 мас. % заліза, від 20 мас. % до 26 мас. % кобальту, від 15 мас. % до 25 мас. % молібдену. Крім того, цілковиту перевагу мають леговані порошки, в яких вміст молібдену менший, ніж 25 мас. %, якщо вміст заліза більший, ніж 50 мас. %; і/або леговані порошки, в яких вміст кобальту становить від 10 мас. % до 30 мас. %, якщо сума вмісту молібдену і заліза менша, ніж 90 мас. %. Іншими компонентами легованих порошків є неминучі домішки. Особливу перевагу мають попередньо леговані порошки, що мають склад згідно з таблицею 1. Таблиця 1 Переважні склади відповідних винаходові попередньо легованих металевих порошків № 1.001 1.002 1.003 1.004 Вміст заліза мас. % 45 50 60 70 Рентгенівські дифрактограми відповідних винаходові попередньо легованих порошків явно відрізняються від дифрактограм порошків, виготовлених методом чисто механічного змішування порошків окремих елементів. Переважно відсутній молібденовий пік при 2 = 45° (CuKaвипромінювання). Рентгенівська дифрактограма має переважно пік для (FeCo)7Mo6 при 2 = 37,5°. Уже після спікання відповідні винаходові попередньо леговані металеві порошки мають вищу твердість, ніж механічні суміші порошків металів такого ж хімічного складу (див. таблицю 2). Виготовлені із попередньо легованих металевих порошків спечені вироби мають густину щонайменше 97 %, переважно понад 98,5 %, одначе зокрема понад 99 % від теоретичного значення. Такі значення можуть бути досягнуті традиційними методами порошкової металургії лише зрідка. Формовані вироби, виготовлені шляхом спікання попередньо легованого порошку, уже після спікання мають високу твердість за Роквеллом: понад 50 HRC, зокрема понад 55 HRC і цілком переважно понад 60 HRC. В залежності від наступної теплової обробки ("відпуск") досягаються особливо високі значення твердості у загальному понад 60 Вміст кобальту мас. % 17 25 25 18 Вміст молібдену мас. % 38 25 15 12 HRC. Завдяки досяжній високій густині спікання вироби можуть бути спечені відразу близькими до кінцевої форми, тому потрібна лише незначна, а то й зовсім відсутня, остаточна обробка. Відповідні винаходові попередньо леговані металеві порошки відрізняються тим, що їх частинки не мають утворюваних при перемелюванні поверхонь зламування. Вони одержані безпосередньо після відновлення з ' даними розмірами зерна, тобто тонкодисперсність первинних зерен досягнута хімічним методом виготовлення, а не в результаті механічних процесів, таких як перемелювання, провіювання, просіювання і т.п. Відповідні винаходові попередньо леговані металеві порошки мають низький вміст вуглецю - менше, ніж 0,04 мас. %, переважно менше, ніж 0,02 мас. % і цілком переважно менше, ніж 0,005 мас. %. Це досягнуто шляхом здійснюваної між осадженням і відновленням теплової обробки у кисневмісній атмосфері, при якій видаляється наявний після осадження органічний вуглець. Крім того, відповідні винаходові металеві порошки мають вміст кисню менше, ніж 1 мас. %. Однак склад відповідних винаходові порошків не обмежується лише елементами залізо, кобальт 11 і молібден. Навіть якщо відповідні винаходові леговані порошки містять лише ці метали і неминучі домішки, вони додатково можуть містити ще й інші метали М, вибрані із групи, що включає вольфрам, мідь, нікель, ванадій, титан, тантал, ніобій, марганець і алюміній. Вони можуть містити вольфрам або мідь у кількостях до 25 мас. % кожного. Вміст міді може становити до 10 мас. %, зокрема від 6,5 до 10 мас. %. Вміст нікелю також може становити до 10 мас. %, переважно від 1 мас. % до 10 мас. %, зокрема від 6,5 до 10 мас. %; особливо переважно відповідний винаходові легований порошок не містить нікелю за винятком неминучих домішок. Іншими складовими легованих порошків можуть бути неминучі домішки. Крім того, відповідні винаходові леговані сплави можуть містити ванадій, титан, тантал, ніобій, марганець і алюміній. Вміст кожної із цих домішок може становити до 3 мас. %, зокрема від 0,5 мас. % до 3 мас. %. Завдяки цьому можливе цілеспрямоване встановлення бажаних механічних, теплових чи електричних властивостей. Одначе відповідні винаходові леговані порошки не містять металів Μ із групи, що включає ванадій, титан, тантал, ніобій, марганець і алюміній. У разі залишкових компонентів легованого порошку йдеться переважно про неминучі домішки. Попередньо леговані металеві порошки прекрасним чином придатні для виготовлення виробів методами порошкової металургії. Тому винахід стосується також формованих виробів, виготовлених шляхом спікання відповідного винаходові попередньо легованого металевого порошку. Ці формовані вироби придатні для застосувань, що вимагають жаростійких конструктивних елементів (механічне навантаження при тривалій дії температур понад 500°С) і відрізняються високою твердістю при підвищеній температурі (навіть при температурах понад 600°С), високою границею повзності, високою теплопровідністю і доброю хімічною корозійною стійкістю. Тому такі формовані вироби особливо добре придатні як різальні інструменти для аустенітних сталей або деталей двигунів внутрішнього згоряння, турбін, турбонагнітачів, реактивних двигунів і т.п. Фігури унаочнюють властивості відповідних винаходові легованих порошків. На них зображено: фіг. 1. Рентгенівська дифрактограма механічної суміші порошків згідно з прикладом 5. фіг. 2. Рентгенівська дифрактограма відповідного винаходові порошку згідно з прикладом 4. фіг. 3. Порівняння результатів термодилатометричних вимірювань при спіканні механічної порошкової суміші і відповідного винаходові легованого порошку. фіг. 4. Результат термодилатометричних вимірювань при спіканні механічної порошкової суміші згідно з прикладом 5 в залежності від швидкості нагрівання. фіг. 5. Результат термодилатометричних вимірювань при спіканні відповідного винаходові легованого порошку згідно з прикладом 4 в залежності від швидкості нагрівання. 95824 12 фіг. 6. Порівняння поведінки при спіканні механічної порошкової суміші згідно з прикладом 5 і відповідного винаходові легованого порошку згідно з прикладом 4 при повторному нагріванні. фіг. 7. Порівняння поведінки при повторному охолодженні механічної порошкової суміші згідно з прикладом 5 і відповідного винаходові легованого порошку згідно з прикладом 4. фіг. 8. Порівняння залишкової пористості спечених виробів із механічної порошкової суміші згідно з прикладом 5 і відповідного винаходові легованого порошку згідно з прикладом 4. фіг. 9. Порівняння теплостійкості легованих порошків згідно з прикладами 6, 7 і 8, причому явно видно покращену твердість при високій температурі виробів із вмістом молібдену понад 6 чи 7 мас. %. Нижче винахід пояснюється з використанням прикладів. Приклад 1 У бак з мішалкою закладали 90 л деіонізованої води і при безперервному перемішуванні у ній розчиняли і гомогенізували 33,95 кг хлориду Fe-ll з 4 моль кристалічної води (FeCI2*4H2O) і 17,82 кг сульфату Со-ІІ 7 моль кристалічної води (CoSО4*7H2О). Паралельно до цього у другий бак з мішалкою закладали 114 л деіонізованої води і у ній розчиняли і диспергували 32,51 кг щавелевої кислоти з 2 моль кристалічної води {(СООН)2*2Н2О} і 3 кг діоксиду молібдену (МоО2) і гомогенізували при інтенсивному перемішуванні. Після цього розчин суміші солей FeC за допомогою дозувальної помпи з об'ємним потоком близько 2 л/хв подавали до баку зі щавелевою кислотою і діоксидом молібдену. Після закінчення осадження суспензію перемішували ще 30 хв для встановлення рівноваги і осад відокремлювали від маточного розчину нутч-фільтром і промивали від іонів хлориду і сульфату деіонізованою водою. Вологий осад із нутч-фільтра кальцинували у прохідній печі при температурі близько 550°С повітрям у зустрічному потоці і відновлювали до металевого порошку у прохідній печі при температурі близько 750°С у атмосфері водню. Аналітичні випробування дали такі значення: 58,38 мас. % Fe / 24,65 мас. % Co / 15,27 мас. % Мо / 0,63 мас. % кисню. -1 Вміст вуглецю становив 17 млн . Розмір частинок, виміряний за допомогою FSSS (ASTM В 330), становив 0,85 мкм, а питома площа поверхні 2 (ASTM D 4567) становила 1 ,46 м /г. Приклад 2 У бак з мішалкою закладали 93 л деіонізованої води і при безперервному перемішуванні у ній розчиняли 32,79 кг хлориду Fe-ll з 2 моль кристалічної води (FeCI2*4H2O) і 12,83 кг сульфату Со-ІІ з 7 моль кристалічної води (CoSО4*7H2О). Паралельно до цього у другий бак з мішалкою закладали 120 л деіонізованої води і у ній розчиняли і диспергували 34,29 кг щавелевої кислоти з 2 моль кристалічної води {(СООН)2*2Н2О} і 3 кг діоксиду молібдену (МоО2). Після цього розчин суміші солей FeCo за допомогою дозувальної помпи з об'ємним потоком близько 2 л/хв подавали до баку зі щавелевою кислотою і діоксидом молібдену. Після за 13 кінчення осадження суспензію перемішували ще 30 хв для встановлення рівноваги і осад відокремлювали від маточного розчину нутч-фільтром і промивали від іонів хлориду і сульфату деіонізованою водою. Вологий осад із нутч-фільтра кальцинували у прохідній печі при температурі близько 550°С повітрям у зустрічному потоці і відновлювали до металевого порошку у прохідній печі при температурі близько 750°С у атмосфері водню. Аналітичні випробування дали такі значення: 69,11 мас. % Fe / 17,73 мас. % Co / 12,21 мас. % Mo / 0,46 мас. % -1 кисню. Вміст вуглецю становив 21 млн . Розмір частинок, виміряний за допомогою FSSS (ASTM В 330), становив 0,97 мкм, а питома площа поверхні 2 (ASTM D 4567) становила 1 ,08 м /г. Приклад 3 У бак з мішалкою закладали 20,8 л деіонізованої води і при безперервному перемішуванні у ній розчиняли 5,91 кг хлориду Fe-ll (FeCI2*4H2O) і 2,33 кг сульфату Со-ІІ (CoSО4*7H2О) і 1,09 кг сульфату міді (CuSO4*5H2O). У прозорому розчині при інтенсивному перемішуванні гомогенно диспергували 436 г діоксиду молібдену. Паралельно до цього у другий бак з мішалкою закладали 23,9 л деіонізованої води і у ній розчиняли і диспергували 6,83 кг щавелевої кислоти {(СООН)2*2Н2О}. Після цього розчин суміші солей FeCoCu з диспергованим МоО2 за допомогою дозувальної помпи подавали до баку зі щавелевою кислотою. Після закінчення осадження суспензію перемішували ще 30 хв і осад відокремлювали нутч-фільтром і промивали від іонів хлориду і сульфату деіонізованою водою. Вологий осад із нутч-фільтра кальцинували у камерній печі при температурі близько 550°С у присутності повітря і відновлювали до металевого порошку у другій камерній печі при температурі близько 725°С у атмосфері водню. Аналітичні випробування дали такі значення: 61 ,57 мас. % Fe / 16,34 мас. % Co / 11,30 мас. % Мо / 9,98 мас. % Сu / 0,647 мас. % кисню. Вміст -1 вуглецю становив 14 млн . Розмір частинок (ASTM В 330) становив 1,35 мкм, а питома площа поверхні (ASTM D 4567) ста2 новила 1 ,41 м /г. Приклад 4 За методикою і умов прикладу 1 був виготовлений металевий порошок з таким складом: 58,02 мас. % Fe / 24,64 мас. % Co /15,03 мас. % Мо / -1 0,774 мас. % і залишковий вміст вуглецю 26 млн . Розмір частинок становив 0,67 мкм, а питома пло2 ща поверхні становила 2,15 м /г. Цей попередньо легований порошок далі називається „відповідний винаходові порошок". Порівняльний приклад 5 Для порівняння властивостей із окремих порошків складових елементів була виготовлена механічна суміш порошків зі значною мірою таким же складом. Для цього 1800 г порошку карбонілу заліза фірми BASF (5-9 мкм), 750 г металевого порошку кобальту фірми Umicore, сорту SMS (0,9 мкм) і 450 г металевого порошку молібдену фірми H.C.Starck (1,3 мкм) протягом 60 хвилин інтенсивно змішували у турбулентній мішалці з додаван 95824 14 ням кульок. Отримана суміш порошків далі називається „механічна порошкова суміш". Аналітичний контроль дав такі результати: 59,94 мас. % Fe / 24,80 мас. % Co / 14,46 % мас. % -1 Мо / 0,61 мас. % кисню і 141 млн вуглецю. Розмір частинок становив 1,88 мкм, а питома площа по2 верхні становила 0,78 м /г. При порівнянні порошки згідно з прикладами 4 і 5 показали дуже відмінні рентгенівські дифрактограми. Механічна суміш порошків згідно з прикладом 5 має чіткі, відокремлені піки для компонент Fe, Co і Мо (див. фіг. 1), які у разі відповідного винаходові попередньо легованого порошку згідно з прикладом 4 практично не виявляються (фіг. 2); очевидно, компоненти кобальт і молібден розчинилися у матриці заліза. Відмінність структур механічної суміші порошків і відповідного винаходові порошку веде до різної поведінки при спіканні, яка проявилася у термодилатометричному аналізі, див. фіг. 3. Для перевірки були виготовлені заготовки методом холодного ізостатичного пресування при тискові 221 МПа і спечені у дилатометрі 402 Ε фірми Netzsch Gerätebau GmbH у водневій атмосфері. Механічна порошкова суміш дала кілька усадочних уступів (див. швидкості зміни довжини штрихова лінія), які ускладнюють виготовлення деталей масивних і зі складною конфігурацією. Відповідний винаходові порошок згідно з прикладом 4 має поряд із фазовим переходом / (перехід від кубічно об'ємно-центрованої до кубічно гранецентрованої кристалічної решітки) матриці FeCo при температурі близько 900°С лише один, дуже явно виділений, усадочний уступ між 1000 і 1200°С. Фазовий перехід у разі механічної суміші порошків відбувається із розширенням об'єму, а у разі відповідного винаходові порошку навпаки - з усадкою. Поведінка спікання механічної суміші порошків згідно з прикладом 5 залежить від швидкості нагрівання, див. фіг. 4. Більш швидке нагрівання зміщує усадку у напрямку вищих температур. Неочікувано усадка відповідного винаходові порошку згідно з прикладом 4 виявилася практично незалежною від швидкості нагрівання, див. фіг. 5. Відмінна поведінка спікання зберігається також при багаторазовому нагріванні (фіг. 6) і охолодженні (фіг. 7), тобто спостерігається повторювана властивість порошку. Спечені таблетки із дилатометричних досліджень при різних швидкостях нагрівання і однаковій швидкості охолодження були досліджені на густину спікання, пористість і твердість. Результати зведені у таблиці 2. Неочікувано відповідний винаходові порошок не зважаючи на явно нижчі значення густини заготовки після спресовування систематично досягає вищих значень густини спікання з відповідно нижчою пористістю і значно вищих значень твердості порівняно з механічною порошковою сумішшю із прикладу 5. Залишкову пористість після спікання для механічної порошкової суміші згідно з прикладом 5 і для відповідного винаходові порошку згідно з прикладом 4 ілюструє фігура 8 (швидкість нагрівання 10 K/хв). 15 95824 16 Таблиця 2 Густина спікання і твердість термодилатометричних проб спікання Механічна суміш порошків згідно з прикладом 5 3 Теоретична і густина: 8,40 г/см Густина заготовки при Тискові 221 3 % теоретичної густини МПа (г/см ) 5,59 Швидкість Густина спі3 нагрівання кання (г/см ) K/хв 1 8,20 3 8,23 10 8,20 20 8,23 66,2 % теорет. густини 97,6 98,0 97,6 98,0 Відповідний винаходові порошок згідно з прикладом 4 3 Теоретична густина: 8,40 г/см Густина заготовки при тискові % теоретичної густини 221 МПа 3 (г/см ) 4,6 Твердість HRC 49,4 47,7 49,6 51,7 Сер.кв. відхилення S 0,95 0,31 3,59 4,68 54,4 Густина спікання 3 (г/см ) 8,37 8,34 8,32 8,39 % Твердість Сер.кв. відтеорет. HRC хилення густини S 99,6 56,1 0,76 99,3 56,2 0,31 99,0 56,1 0,21 99,9 56,3 0,46 Температура спікання: 1370°С, 60 хв Ізотермічний Швидкість охолодження: однакова 10 К/хв Приклади 6, 7 і 8 Аналогічно прикладам 1-4 за методикою прикладу 1 шляхом осадження, кальцинування і відновлення в атмосфері водню були виготовлені леговані порошки, склади яких наведені у таблиці 3 причому всі складові елементи перебувають у попередньо легованій формі. Після цього легувальні порошки "as produced" були спресовані у прямокутні бруски і спечені. Заготовки були виготовлені видовженими з прикладенням тиску пресування 374 МПа. При цьому були реалізовані значення густини заготов3 ки 5 г/см , що відповідає близько 60 % від теоретичної густини. Спікання здійснювали у конвеєрній печі під воднем; час спікання становив загалом 8 г включно з часом на попереднє підігрівання і охолодження. Значення температури спікання і результати зведені у таблиці 4. Таблиця 3 Склад виготовлених сплавів Складові (мас. %) Fe Co Сu Mo Ni O Приклад 6 Приклад 7 Приклад 8 43,06 38,63 9,75 7,29 0,35 75,91 4,79 4,19 5,26 9,29 0,43 76,02 18,01 5,18 0,48 Таблиця 4 Значення температури спікання і результати Зразок Приклад 6 Приклад 7 Приклад 8 Температура спікання (°С) 1130 1180 1180 Густина спікання 3 (г/см ) 8,29 7,91 7,53 Для визначення твердості при підвищеній температурі використовували бруски шириною близько 8 мм. Перевірку твердості при підвищеній температурі здійснювали методом Віккерса HV5 (твердість за Віккерсом з навантаженням 5 кг) за допомогою каліброваної мікро-макро-системи перевірки твердості. Перед проведенням вимірювань зразки плоскопаралельно шліфували і вимірюва % від теоретичної густини 98,1 97,5 93,4 Пористість (%) 1,9 2,5 6,6 льні поверхні полірували. Твердість вимірювали при температурах 22°С (кімнатна температура), 500°С, 700°С і 900°С. Час витримування зразків при заданих значеннях температури становив 10 хв, час витримування під навантаженням становив 20 сек, здійснювали по 5 вимірювань. Таблиця 5 і фіг. 9 представляють отримані результати; при цьому s означає середньоквадратичну похибку. 17 95824 Ясно видно, що матеріали із вмістом молібдену понад 6 мас. % за відповідних умов виготовлення і вимірювання мають значно вищі значення твердості за Віккерсом HV5 у температурному діапазоні 18 від кімнатної температури до 700°С; твердість зразка із прикладу 6 майже удвічі вища, ніж твердість зразків із прикладів 7 і 8 (159 у прикладі 6 проти 84 і 82 у прикладах 7 і 8). Таблиця 5 Твердість сплавів при підвищеній температурі Приклад 6 Температура (°С) Твердість HV5 s 22 500 700 900 515 499 159 31 14 20 5 1 Приклад 7 Твердість HV5 295 262 84 26 s 11 16 2 1 Приклад 8 Твердість HV5 185 130 82 23 s 5 4 5 1 19 95824 20 21 95824 22 23 Комп’ютерна верстка Л. Купенко 95824 Підписне 24 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPre-alloyed metal powder, method for production and use thereof and formed article and produced from it powder
Автори англійськоюMende, Bernd, Gille, Gerhard, Lamprecht, Ines
Назва патенту російськоюПредврительно легированный металлический порошок, способ его изготовления и использования и формованное изделие, изготовленый из него порошок
Автори російськоюМенде Бернд, Гилле Герхард, Лампрехт Инес
МПК / Мітки
МПК: B22F 1/00, B22F 9/24, B22F 3/10, C22C 33/02, C22B 3/44
Мітки: виготовлення, спосіб, цього, порошку, порошок, виріб, попередньо, легований, застосування, виготовлений, металевій, формований
Код посилання
<a href="https://ua.patents.su/12-95824-poperedno-legovanijj-metalevijj-poroshok-sposib-jjogo-vigotovlennya-ta-zastosuvannya-ta-formovanijj-virib-vigotovlenijj-z-cogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Попередньо легований металевий порошок, спосіб його виготовлення та застосування та формований виріб, виготовлений з цього порошку</a>
Порошок діоксиду кремнію,виготовлений в пірогенних умовах, спосіб його виробництва, застосування та силіконовий герметик з вмістом цього порошку
Номер патенту: 84021
Опубліковано: 10.09.2008
Автори: Шумахер Кай, КЕРНЕР Дітер, Дінер Уве, Шольц Маріо
МПК: C01B 33/12, C09K 3/10, C08K 3/36, C01B 33/18
Мітки: умовах, герметик, силіконовий, діоксиду, порошок, спосіб, вмістом, пірогенних, порошку, застосування, виробництва, кремнію,виготовлений, цього
Формула / Реферат:
1. Порошок діоксиду кремнію, виготовлений в пірогенних умовах, у вигляді сполук первинних часток, який відрізняється тим, що має площу поверхні BET, яка складає від 150±15 м2/г, а сполуки первинних часток мають наступні характеристики: - середню площу 12000-20000 нм2, - середній еквівалентний діаметр кола 90-120 нм, а також - середній розмір сполук 1150-1700 нм.2. Порошок діоксиду кремнію за п. 1, який...
Попередньо легований порошок нержавіючої сталі, порошковий металургійний склад, спосіб одержання деталей та деталь з попередньо легованого порошку нержавіючої сталі
Номер патенту: 83145
Опубліковано: 10.06.2008
Автори: Бергман Ола, Канто Лейтон Рікардо, Морс Ове
МПК: B22F 1/00, C22C 33/02
Мітки: сталі, деталь, спосіб, нержавіючої, порошок, металургійний, легованого, попередньо, склад, порошковий, деталей, порошку, легований, одержання
Формула / Реферат:
1. Попередньо легований порошок нержавіючої сталі, що містить щонайменше 10 мас. % хрому, менше 0,10 мас. % вуглецю і менше 0,07 мас. % азоту, причому вказаний порошок додатково містить ванадій в кількості, яка щонайменше в 4 рази перевищує сумарну кількість вуглецю і азоту, причому кількість ванадію становить 0,10-1,0 мас. %.2. Порошок за п. 1, що містить 10-30 мас. % хрому і додатково 0,50-1,50 мас. % кремнію.3. Порошок за п....
Легований зв’язувальний порошок, спосіб його одержання та застосування
Номер патенту: 82839
Опубліковано: 26.05.2008
Автори: Пеерсман Яннек, Камфуїс Берт-Яан
МПК: C22C 1/04, C22C 26/00, B22F 1/00, C22C 38/16, C22C 33/02, C22C 38/00
Мітки: порошок, одержання, спосіб, зв'язувальний, застосування, легований
Формула / Реферат:
1. Легований зв’язувальний порошок, який відрізняється тим, що має склад FeaCobNicModWeCufSng(DS)h, де a, b, c, d, е, f, g і h - масові частки компонентів у відсотках, причому b та с можуть дорівнювати нулю, тобто Co та Ni є необов’язковими складовими порошку, DS - оксид одного або декількох металів, вибраних з групи, яка складається з Mg, Мn, Cа, Cr, Аl, Тh, Y, Na, Ті і V, карбід одного або декількох металів, вибраних із групи, яка...
Порошок діоксиду кремнію, виготовлений в пірогенних умовах, спосіб його виробництва, застосування та водна дисперсія, яка його містить
Номер патенту: 84153
Опубліковано: 25.09.2008
Автори: Шумахер Кай, Якобсен Хауке, Ішібаші Нарюасу, Шібасакі Такейоші, Рохніа Матіас, Брандес Ральф
МПК: C01B 33/12, C08K 3/36, C01B 33/18
Мітки: дисперсія, яка, виготовлений, застосування, виробництва, водна, пірогенних, умовах, містить, діоксиду, спосіб, кремнію, порошок
Формула / Реферат:
1. Порошок діоксиду кремнію, виготовлений в пірогенних умовах, у вигляді сполук первинних часток, який відрізняється тим, що має питому площу поверхні BET, яка складає від 90±15 м2/г, а сполуки первинних часток мають наступні характеристики:- середню площу 10000-20000 нм2,- середній еквівалентний діаметр кола 90-130 нм, а також- середній розмір сполук 1000-1400 нм.2. Порошок діоксиду кремнію за п. 1, який...
Порошок діоксиду кремнію, виготовлений в пірогенних умовах, спосіб його одержання та застосування
Номер патенту: 84428
Опубліковано: 27.10.2008
Автори: Ішібаші Нарюасу, Кобаяші Хітоші, Шумахер Кай, Брандль Пауль
МПК: C08K 3/36, C01B 33/18, C01B 33/12
Мітки: кремнію, виготовлений, спосіб, порошок, діоксиду, одержання, застосування, умовах, пірогенних
Формула / Реферат:
1. Порошок діоксиду кремнію, виготовлений в пірогенних умовах, у вигляді сполук первинних частинок, який відрізняється тим, що має питому площу поверхні BET, яка складає 300 ± 25 м2/г, а сполуки первинних частинок мають наступні характеристики: - середню площу 4800-6000 нм2; - середній еквівалентний діаметр кола 60-80 нм, а також - середній розмір сполук 580-750 нм.2. Порошок за п. 1, який відрізняється тим, що...
Попередній патент: Гербіцидні засоби, спосіб боротьби з небажаним ростом рослин та застосування засобу для боротьби із шкідливими рослинами
Наступний патент: Спосіб підсилення проникнення гербіцидів та сафенерів у рослини
Випадковий патент: Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика