Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика
Номер патенту: 44550
Опубліковано: 15.02.2002
Автори: Колодій Марина Анатоліївна, Мельничук Петро Петрович
Формула / Реферат
Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика, що включає послідовне насадження окремих кілець одне на друге з натягом, який відрізняється тим, що перед складанням обода поверхні спряження кожного з кілець покривають шаром клейової речовини і кожне з кілець, або тільки одне, піддають радіальній силовій деформації до отримання гарантованого монтажного зазору між поверхнями спряження, а після складання обода забезпечують твердіння шару клейової речовини між поверхнями спряження кілець до набуття міцності.
Текст
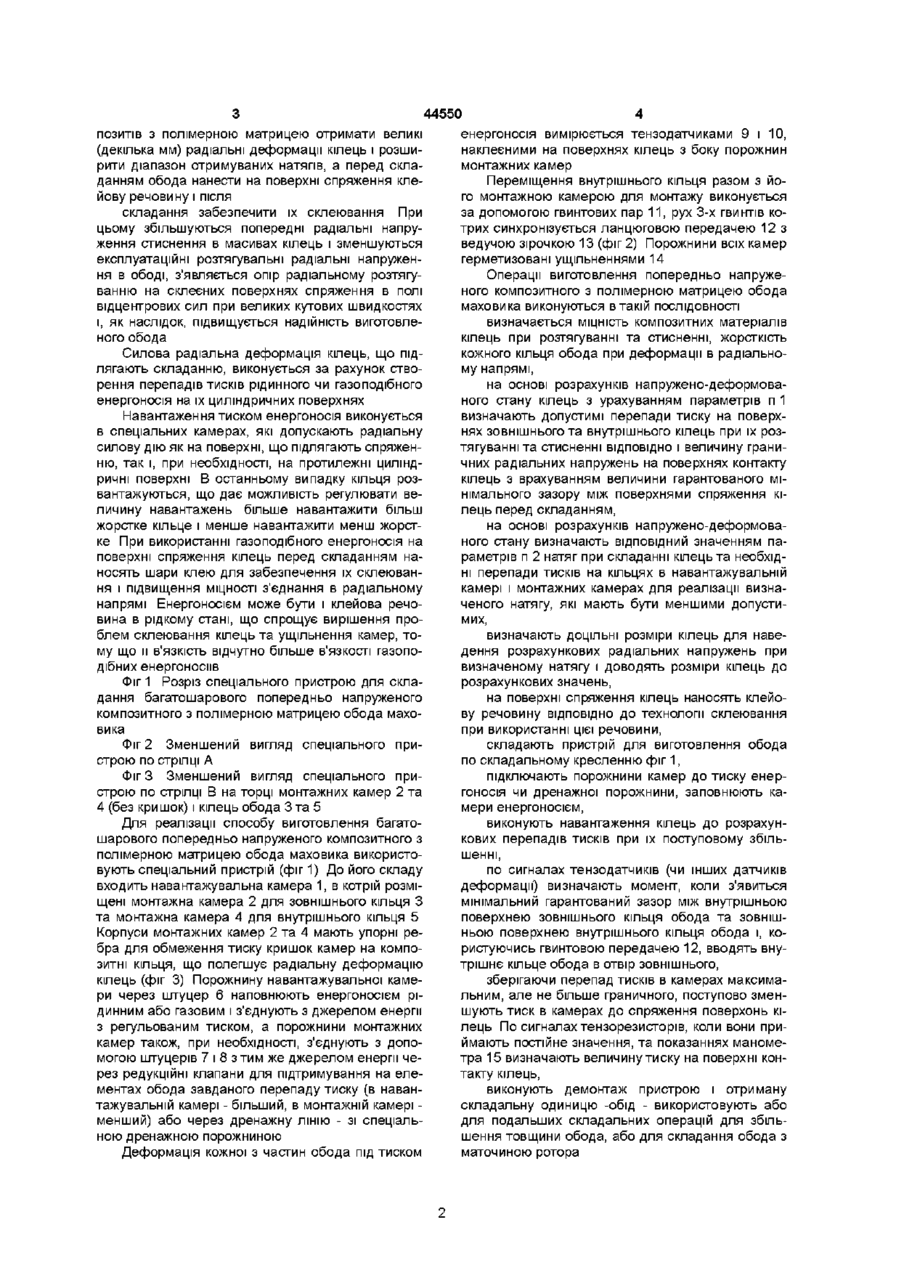
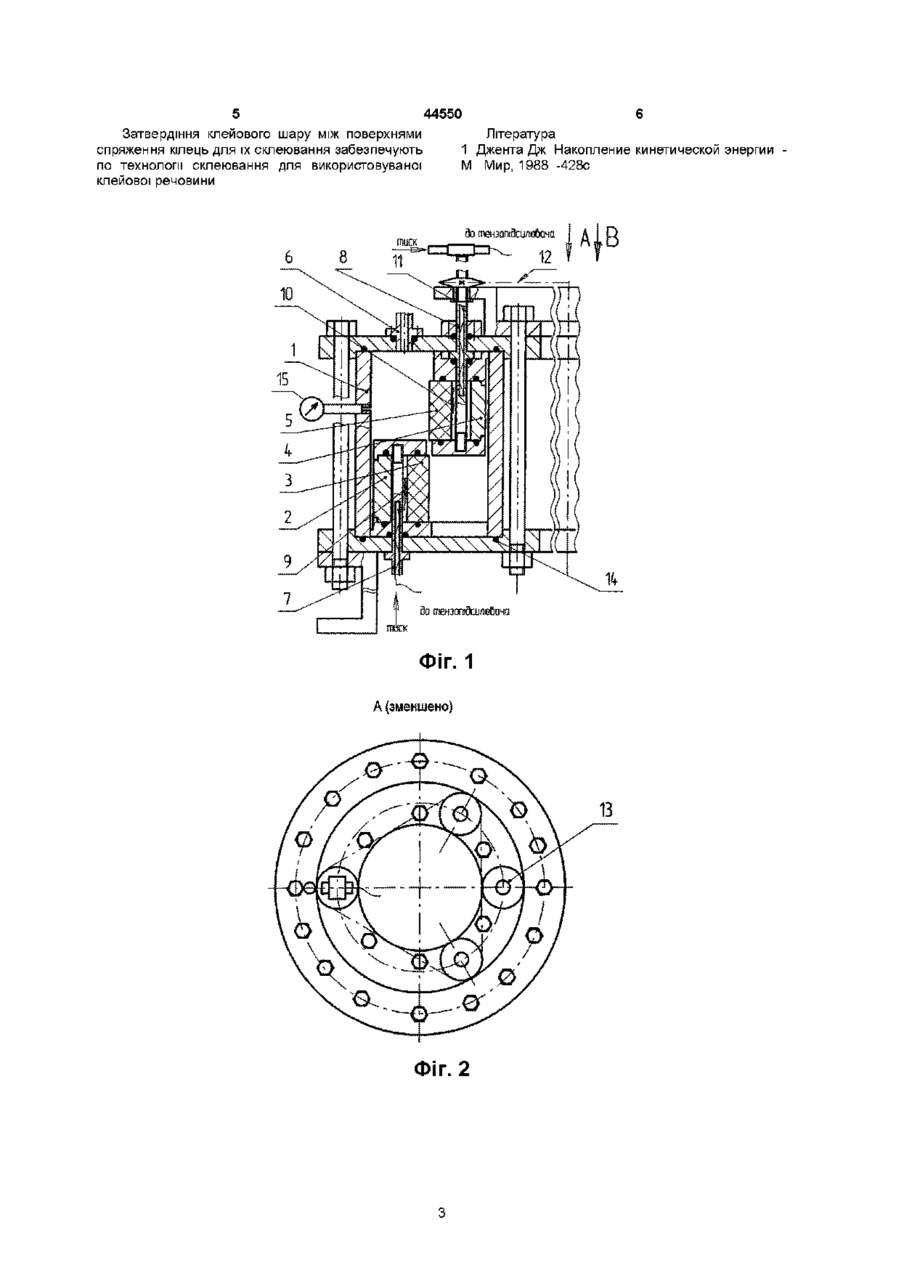
Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика, що включає послідовне насадження окремих кілець одне на друге з натягом, який відрізняється тим, що перед складанням обода поверхні спряження кожного з кілець покривають шаром клейової речовини і кожне з кілець, або тільки одне, піддають радіальній силовій деформації до отримання гарантованого монтажного зазору між поверхнями спряження, а після складання обода забезпечують твердіння шару клейової речовини між поверхнями спряження кі Винахід належить до галузі машинобудування і може бути використаним при виготовленні композитних з полімерною матрицею ободів маховиків Композитні З полімерною матрицею ободи маховиків звичайно виготовляються намоткою Одним із відчутних недоліків таких ободів є низька надійність внаслідок недостатньої МІЦНОСТІ В радіальному напрямі [1, с 120], що може викликати руйнування конструкції під дією розтягувальних радіальних напружень в полі відцентрових сил, в першу чергу - при значних кутових прискореннях та уповільненнях Існує можливість зменшення експлуатаційних радіальних розтягувальних напружень в масивах ободів за рахунок попереднього їх напруження [1, с 84, 85, 125] Відомий спосіб виготовлення попередньо напружених композитних ободів шляхом намотки з пошаровим частковим затвердінням полімерного зв'язувального [1, с 125] Але при цьому величини отримуваних попередніх (залишкових) напружень контролювати складно і спосіб застосовується рідко Найбільш близьким за сукупністю ознак до винаходу є спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика шляхом послідовного надівання одного на друге кілець з натягом, що виникає внаслідок температурної усадки [1, с 125] Цей спосіб прийнятий за прототип винаходу Спосіб-прототип, як і спосіб-винахід, включає монтаж окремих кілець одне на друге з натягом Але при використанні способу-прототипу через низькі значення коефіцієнта ЛІНІЙНОГО теплового розширення та модуля пружності намотаних пластиків потрібний для забезпечення температурної деформації кілець перепад температур може бути недопустимо великим, а отримувані при цьому натяги малими Крім цього, радіальні напруження на поверхнях спряження кілець при великих кутових швидкостях будуть розтягувальними, а це породжує проблему склеювання поверхонь, яке запобігатиме утворенню зазора між ними Забезпечити склеювання поверхонь при значному охолодженні одного з кілець надзвичайно складно Таким чином, головним недоліком прототипу є недостатня надійність виготовленого з його використанням обода В основу винаходу поставлено задачу удосконалення способу виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика шляхом отримання натягу кілець при складанні обода за рахунок силової радіальної деформації зовнішнього чи внутрішнього кільця або обох кілець одночасно і склеювання їх поверхонь спряження попередньо нанесеною на них клейовою речовиною, що забезпечить підвищення надійності обода в полі відцентрових сил при високих кутових швидкостях Застосування саме силової деформації кілець замість термічної для реалізації натягу дозволяє за рахунок низьких значень модулів пружності ком лець до набуття МІЦНОСТІ О ю ю 44550 енергоносія вимірюється тензодатчиками 9 і 10, позитів з полімерною матрицею отримати великі наклеєними на поверхнях кілець з боку порожнин (декілька мм) радіальні деформації кілець і розшимонтажних камер рити діапазон отримуваних натягів, а перед склаПереміщення внутрішнього кільця разом з йоданням обода нанести на поверхні спряження клего монтажною камерою для монтажу виконується йову речовину і після за допомогою гвинтових пар 11, рух 3-х гвинтів коскладання забезпечити їх склеювання При трих синхронізується ланцюговою передачею 12 з цьому збільшуються попередні радіальні напруведучою зірочкою 13 (фіг 2) Порожнини всіх камер ження стиснення в масивах кілець і зменшуються герметизовані ущільненнями 14 експлуатаційні розтягувальні радіальні напруження в ободі, з'являється опір радіальному розтягуОперації виготовлення попередньо напружеванню на склеєних поверхнях спряження в полі ного композитного з полімерною матрицею обода відцентрових сил при великих кутових швидкостях маховика виконуються в такій ПОСЛІДОВНОСТІ і, як наслідок, підвищується надійність виготовлевизначається МІЦНІСТЬ КОМПОЗИТНИХ матеріалів ного обода кілець при розтягуванні та стисненні, жорсткість кожного кільця обода при деформації в радіальноСилова радіальна деформація кілець, що підму напрямі, лягають складанню, виконується за рахунок створення перепадів тисків рідинного чи газоподібного на основі розрахунків напружено-деформоваенергоносія на їх циліндричних поверхнях ного стану кілець з урахуванням параметрів п 1 визначають допустимі перепади тиску на поверхНавантаження тиском енергоносія виконується нях зовнішнього та внутрішнього кілець при їх розв спеціальних камерах, які допускають радіальну тягуванні та стисненні ВІДПОВІДНО і величину гранисилову дію як на поверхні, що підлягають спряженчних радіальних напружень на поверхнях контакту ню, так і, при необхідності, на протилежні циліндкілець з врахуванням величини гарантованого міричні поверхні В останньому випадку кільця рознімального зазору між поверхнями спряження ківантажуються, що дає можливість регулювати велець перед складанням, личину навантажень більше навантажити більш жорстке кільце і менше навантажити менш жорстна основі розрахунків напружено-деформоваке При використанні газоподібного енергоносія на ного стану визначають ВІДПОВІДНИЙ значенням паповерхні спряження кілець перед складанням нараметрів п 2 натяг при складанні кілець та необхідносять шари клею для забезпечення їх склеюванні перепади тисків на кільцях в навантажувальній ня і підвищення МІЦНОСТІ з'єднання в радіальному камері і монтажних камерах для реалізації визнанапрямі Енергоносієм може бути і клейова речоченого натягу, які мають бути меншими допустивина в рідкому стані, що спрощує вирішення промих, блем склеювання кілець та ущільнення камер, товизначають ДОЦІЛЬНІ розміри кілець для навему що и в'язкість відчутно більше в'язкості газоподення розрахункових радіальних напружень при дібних енергоносіїв визначеному натягу і доводять розміри кілець до розрахункових значень, Фіг 1 Розріз спеціального пристрою для складання багатошарового попередньо напруженого на поверхні спряження кілець наносять клейокомпозитного з полімерною матрицею обода махову речовину ВІДПОВІДНО до технології склеювання вика при використанні цієї речовини, Фіг 2 Зменшений вигляд спеціального прискладають пристрій для виготовлення обода строю по стрілці А по складальному кресленню фіг 1, Фіг 3 Зменшений вигляд спеціального припідключають порожнини камер до тиску енерстрою по стрілці В на торці монтажних камер 2 та гоносія чи дренажної порожнини, заповнюють ка4 (без кри шок) і кілець обода 3 та 5 мери енергоносієм, Для реалізації способу виготовлення багатовиконують навантаження кілець до розрахуншарового попередньо напруженого композитного з кових перепадів тисків при їх поступовому збільполімерною матрицею обода маховика використошенні, вують спеціальний пристрій (фіг 1) До його складу по сигналах тензодатчиків (чи інших датчиків входить навантажувальна камера 1, в котрій розмідеформації) визначають момент, коли з'явиться щені монтажна камера 2 для зовнішнього кільця З мінімальний гарантований зазор між внутрішньою та монтажна камера 4 для внутрішнього кільця 5 поверхнею зовнішнього кільця обода та зовнішКорпуси монтажних камер 2 та 4 мають упорні реньою поверхнею внутрішнього кільця обода і, кобра для обмеження тиску кришок камер на компористуючись гвинтовою передачею 12, вводять внузитні кільця, що полегшує радіальну деформацію трішнє кільце обода в отвір зовнішнього, кілець (фіг 3) Порожнину навантажувальної камезберігаючи перепад тисків в камерах максимари через штуцер 6 наповнюють енергоносієм рільним, але не більше граничного, поступово змендинним або газовим і з'єднують з джерелом енергії шують тиск в камерах до спряження поверхонь кіз регульованим тиском, а порожнини монтажних лець По сигналах тензорезисторів, коли вони прикамер також, при необхідності, з'єднують з допоймають постійне значення, та показаннях маномемогою штуцерів 7 і 8 з тим же джерелом енергії четра 15 визначають величину тиску на поверхні конрез редукційні клапани для підтримування на елетакту кілець, ментах обода завданого перепаду тиску (в наванвиконують демонтаж пристрою і отриману тажувальній камері - більший, в монтажній камері складальну одиницю -обід - використовують або менший) або через дренажну ЛІНІЮ - зі спеціальдля подальших складальних операцій для збільною дренажною порожниною шення товщини обода, або для складання обода з маточиною ротора Деформація кожної з частин обода під тиском 5 44550 Затвердіння клейового шару між поверхнями Література спряження кілець для їх склеювання забезпечують 1 Джента Дж Накопление кинетической энергии по технології склеювання для використовуваної М Мир, 1988 -428с клейової речовини І Зо тензопіЗш/іюВача ФІГ. 1 А (зменшено) 1 3 Фіг. 2 44550 В (зменшено,деталі 2,3,4,5) 2 З 5 4 Фіг. З ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Автори англійськоюKolodii Maryna Anatoliivna, Melnychuk Petro Petrovych
Автори російськоюКолодий Марина Анатольевна, Мельничук Петр Петрович
МПК / Мітки
МПК: F16F 15/30
Мітки: напруженого, багатошарового, полімерною, матрицею, спосіб, виготовлення, обода, композитного, маховика, попередньо
Код посилання
<a href="https://ua.patents.su/4-44550-sposib-vigotovlennya-bagatosharovogo-poperedno-napruzhenogo-kompozitnogo-z-polimernoyu-matriceyu-oboda-makhovika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика</a>
Спосіб виготовлення попередньо напруженого двотаврового елементу
Номер патенту: 3106
Опубліковано: 26.12.1994
Автор: Чайка Борис Степанович
МПК: E04C 3/04
Мітки: виготовлення, двотаврового, елементу, попередньо, спосіб, напруженого
Формула / Реферат:
1. Способ изготовления предварительно напряженного двутаврового элемента, включающий предварительное напряжение двух стержней таврового сечения, объединение их стыковым сварным швом по линии контакта стенок и снятие нагрузки предварительного напряжения, отличающийся тем, что, с целью снижения материалоемкости элемента и расширения егo функциональных возможностей, стержни таврового сечения используют с криволинейными вогнутыми...
Стенд для виготовлення попередньо напруженого гратчастого стояка
Номер патенту: 38331
Опубліковано: 15.05.2001
Автори: Защепкіна Наталія Миколаївна, Коленчук Дмитро Миколайович
МПК: E04D 1/02
Мітки: стенд, стояка, гратчастого, попередньо, напруженого, виготовлення
Текст:
...відміну від прототипу, у якому застосовані рухомі опори з приводом до них, у замовленому винаході опори стаціонарні. На відміну від прототипу, у якому об'єкт складають на копірі, у замовленому винаході потреби в копірі немає з тієї причини, що хрестовини виготовляють окремо від стенду, а їх положення на стовбурі стояку фіксують кінцеві вимикачі. На відміну від прототипу, у якому застосована станина, що забезпечує жорсткість цієї конструкції, у...
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Щеглюк Мирон Романович, Гнідець Богдан Григорович, Завадяк Павло Петрович, Кавацюк Ігор Дмитрович
МПК: E04B 1/38
Мітки: виготовлення, напруженого, стика, залізобетонних, спосіб, попередньо, елементів
Формула / Реферат:
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Спосіб виготовлення багатошарового композиційного ізоляційного матеріалу
Номер патенту: 43931
Опубліковано: 15.01.2002
Автори: Капіруля Володимир Михайлович, Мельник Тетяна Михайлівна
МПК: H01B 3/02
Мітки: багатошарового, композиційного, матеріалу, виготовлення, спосіб, ізоляційного
Формула / Реферат:
Спосіб виготовлення багатошарового композиційного ізоляційного матеріалу, при якому на органічну підкладку наносять зв'язуюче, що містить каучук, видаляють розчинник і дублюють з термостійким волокном, який відрізняється тим, що електроізоляційний матеріал з боку термостійкого волокна дублюють з другою органічною підкладкою з нанесеним на її поверхню зв'язуючим, а як зв'язуюче використовують суміш уретанового каучуку з отверджувачем...
Спосіб виготовлення багатошарового картону
Номер патенту: 25903
Опубліковано: 26.02.1999
Автор: Хінестет і Куссо Рамон
МПК: D21F 11/00, D21H 27/30
Мітки: картону, виготовлення, спосіб, багатошарового
Формула / Реферат:
1. Способ изготовления многослойного картона, при котором на первый слой вязко-текучей массы из целлюлозы наносят, по меньшей мере, еще один влажный слой вязкотекучей массы из целлюлозы и затем слои спрессовывают друг с другом с образованием многослойного картона, отличающийся тем, что сначала на первый слой вязкотекучей массы из целлюлозы укладывают промежуточный слой из ткани или сетки из натуральных, искусственных или синтетических волокон...
Попередній патент: Кавітаційно-флуктуаційний змішувач
Наступний патент: Спосіб гормональної цитодіагностики
Випадковий патент: Пристрій для вимірювання радіочастотного динамічного діапазону радіоприймача