Легований зв’язувальний порошок, спосіб його одержання та застосування


Формула / Реферат
1. Легований зв’язувальний порошок, який відрізняється тим, що має склад FeaCobNicModWeCufSng(DS)h,
де a, b, c, d, е, f, g і h - масові частки компонентів у відсотках, причому b та с можуть дорівнювати нулю, тобто Co та Ni є необов’язковими складовими порошку, DS - оксид одного або декількох металів, вибраних з групи, яка складається з Mg, Мn, Cа, Cr, Аl, Тh, Y, Na, Ті і V, карбід одного або декількох металів, вибраних із групи, яка складається з Fe, W, Mo, Zr і Ті, або суміш згаданих оксиду і карбіду, який також містить інші компоненти, які є неминучими домішками, де
a+b+c+d+e+f+g+h=100,
d![]() 8, е
8, е![]() 10, h
10, h![]() 2,
2,
5![]() f+g
f+g![]() 45, 6,4
45, 6,4![]() f/g
f/g![]() 25 і
25 і
1,5![]() [a/(b+c+2d+2e)]-4h
[a/(b+c+2d+2e)]-4h![]() 33,
33,
причому згаданий порошок має втрату маси при відновленні воднем, виміряну за стандартом ISO 4491-2:1989, яка складає не більше за 2%.
2. Порошок за п. 1, який відрізняється тим, що його одержано шляхом механічного легування та який має середній розмір частинок (d50) менш ніж 500 мкм.
3. Порошок за п. 1, який відрізняється тим, що має розмір частинок, виміряний за методом Фішера (Fisher Sub Sieve Sizer), не більше за 20 мкм.
4. Порошок за будь-яким з пп. 1-3, який відрізняється тим, що b=0, або с=0, або b+с=0.
5. Порошок за п. 3 або п. 4, який відрізняється тим, що має розмір частинок, виміряний за методом Фішера (Fisher Sub Sieve Sizer), не більше за 15 мкм, за варіантом, якому віддається перевага, не більше за 10 мкм.
6. Порошок за будь-яким з пп. 1-5, який відрізняється тим, що він має питому поверхню, виміряну за методом БЕТ, як мінімум 0,1 м2/м.
7. Порошок за будь-яким з пп. 1-6, який відрізняється тим, що він має втрату маси при відновленні воднем, виміряну за стандартом ISO 4491-2:1989, не більше за 1%, за варіантом, якому віддається перевага, не більше за 0,5%.
8. Застосування легованого порошку за будь-яким з пп. 1-7 для виготовлення металевих виробів.
9. Застосування легованого порошку за будь-яким з пп. 1-7 для виготовлення алмазних інструментів способом гарячого спікання або гарячого пресування.
10. Спосіб одержання легованого зв’язувального порошку за пп. 1 або 2, який відрізняється тим, що містить операції:
а) підготовки кількостей однокомпонентних порошків, легованих порошків або порошків сплавів, що відповідають складу згаданої порошкової композиції,
б) механічного легування згаданих кількостей порошків.
Текст
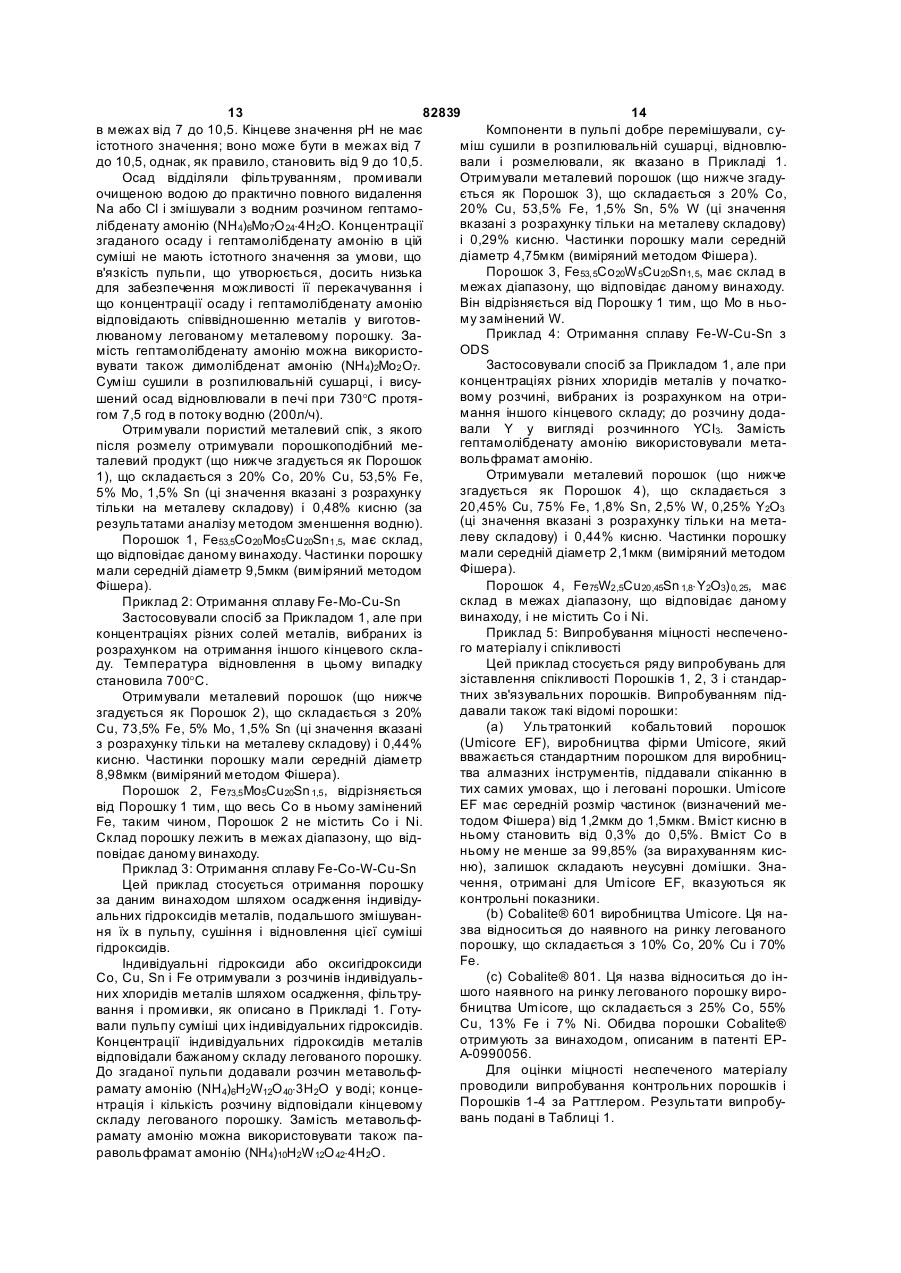
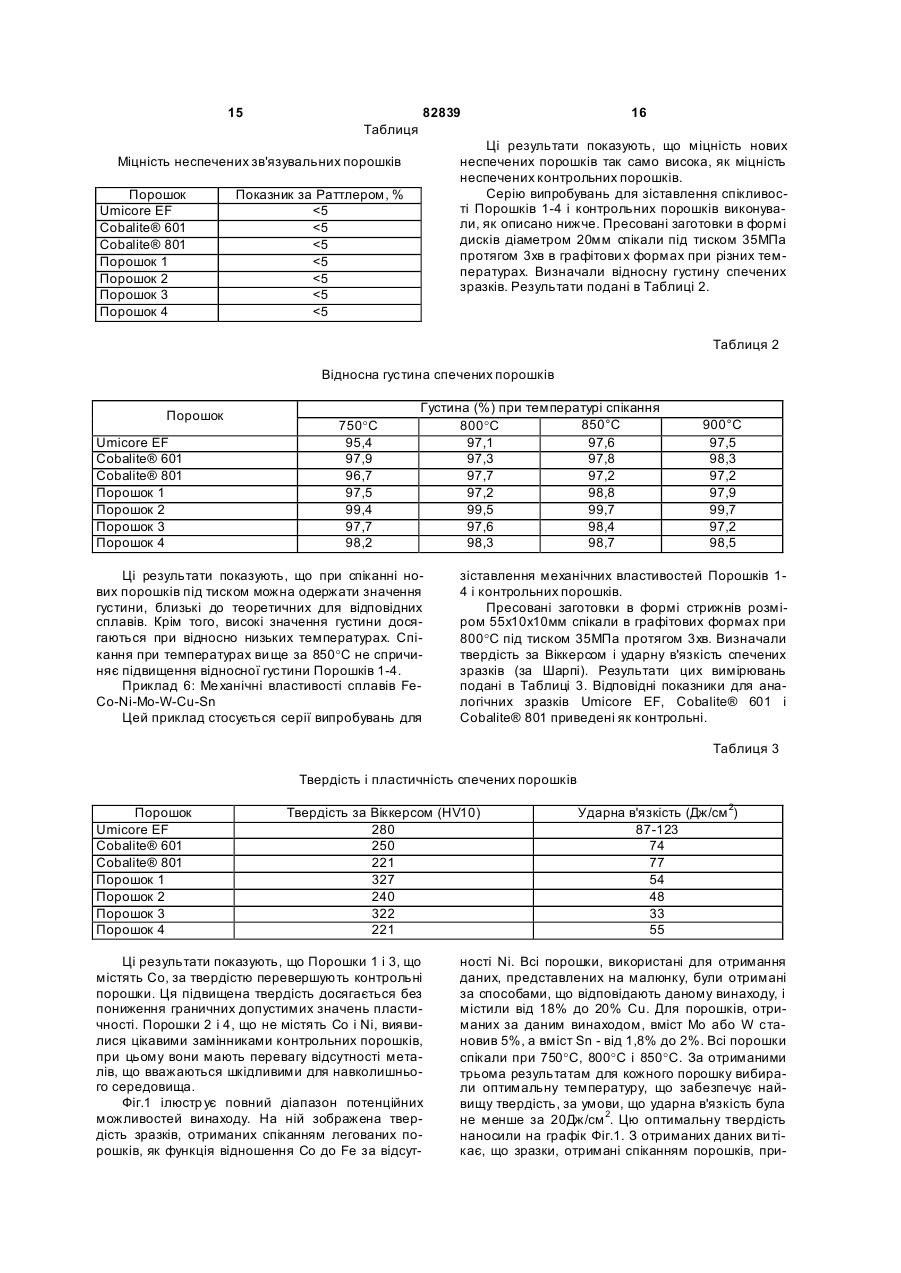
1. Легований зв’язувальний порошок, який відрізняє ться тим, що має склад FeaCobNicModW eCufSng (DS)h, де a, b, c, d, е, f, g і h - масові частки компонентів у відсотках, причому b та с можуть дорівнювати нулю, тобто Co та Ni є необов’язковими складовими порошку, DS - оксид одного або декількох металів, вибраних з групи, яка складається з Mg, Мn, Cа, Cr, Аl, Тh, Y, Na, Ті і V, карбід одного або декількох металів, вибраних із групи, яка складається з Fe, W, Mo, Zr і Ті, або суміш згаданих оксиду і карбіду, який також містить інші компоненти, які є неминучими домішками, де a+b+c+d+e+f+g+h=100, d £ 8, е £ 10, h £ 2, 5 £ f+g £ 45, 6,4 £ f/g £ 25 і 1,5 £ [a/(b+c+2d+2e)]-4h £ 33, причому згаданий порошок має втрату маси при відновленні воднем, виміряну за стандартом ISO 4491-2:1989, яка складає не більше за 2%. 2. Порошок за п. 1, який відрізняється тим, що 2 (19) 1 3 82839 Існують різні способи виготовлення алмазних інструментів. У будь-якому випадку, алмаз спочатку змішують зі зв'язувальним порошком, що складається з одного або декількох металевих порошків і, можливо, з певних керамічних порошків або органічного зв'язуючого. Цю суміш потім пресують і нагрівають для отримання твердого виробу, в якому зв'язувальний порошок утворює зв'язку, що скріпляє між собою частинки алмазу. Найбільш поширеними способами утворення зв'язки є гаряче пресування і спікання без прикладення тиску. Рідше застосовуються інші способи, наприклад, гаряче кування або гаряче ізостатичне пресування заздалегідь спечених заготовок. Порошки, компактовані холодним пресуванням і такі, що вимагають подальшої термообробки для утворення зв'язки, часто називають "сирими" виробами, і вони характеризуються показником міцності неспеченого матеріалу. До металевих порошків, найчастіше застосовуваних при виготовленні алмазних інструментів, належать дрібнозернисті кобальтові порошки з діаметром частинок менш ніж приблизно 7мкм, визначеним за допомогою приладу Фішера (Fisher) "Sub Sieve Sizer" (метод Фішера), суміші дрібнозернистих металевих порошків, наприклад, суміші дрібнозернистих порошків кобальту, нікелю, заліза і вольфраму, і дрібнозернисті леговані порошки, що складаються з кобальту, міді, заліза і нікеля. Застосування дрібнозернистого кобальтового порошку дає хороші результати з технічної точки зору; його основні недоліки є наслідком високої вартості і значних коливань ціни. Крім того, кобальт вважається шкідливим для навколишнього середовища, тому нові юридичні акти стимулюють виключення застосування кобальту. При застосуванні сумішей дрібнозернистих металевих порошків отримують зв'язки з відносно низькими показниками міцності, твердості і зносостійкості. Оскільки істотний вплив на механічні властивості готового інструмента виявляє однорідність згаданої суміші, то застосування легованих порошків забезпечує значні переваги в порівнянні із сумішами однокомпонентних порошків, як зазначено в ЕР-А-0865511 і ЕР-А-0990056. Ці зв'язувальні порошки традиційно виготовляються методами гідрометалургії, як описано у вищезгаданих патентах. Причиною застосування цих методів є те, що вони забезпечують єдиний економічний спосіб отримання досить дрібних частинок, що мають досить високу здатність до спікання, і при цьому дозволяють отримати точний склад, що забезпечує задовільні властивості спеченого виробу, зокрема, його твердість, пластичність, зносостійкість і міцність утримання частинок алмазу. Однак в галузі виробництва алмазних інструментів відчувається потреба в зв'язках, що мають кращі властивості в порівнянні зі зв'язками, що отримуються із застосуванням відомих легованих порошків або сумішей дрібнозернистих металевих порошків. Поняття "кращі властивості зв'язки" означає поєднання підвищеної твердості і досить високої пластичності. Показником пластичності є 4 ударна в'язкість. Цей показник вимірюють методом Шарпі (Charpy) за ISO 5754 на установці Шарпі, описаній в ISO 184, і його мінімальне значення для зразків без надрізу за варіантом, якому віддається перевага, повинно досягати 20Дж/см 2. Більш низькі значення ударної в'язкості за Шарпі характерні для крихких зв'язок. Іншою характеристикою пластичності є вигляд поверхні зламу зруйнованої зв'язки. Вона повинна за варіантом, якому віддається перевага, виявляти ознаки (мікро)пластичності. Твердість виражається показником твердості за Віккерсом (Vickers) (HV10). При зазначенні значень твердості мається на увазі, що вони визначені за методом ASTM Е92-82. Як емпіричне правило можна прийняти, що більш висока твердість в загальному випадку відповідає більш високій механічній міцності, більш високійзносостійкості і кращому утриманню частинок алмазу. У галузі, що розглядається, звичними є значення HV10 від 200 до 350. Підвищена зносостійкість потрібна для різання абразивного матеріалу, подібно свіжому бетону або асфальту. У відомих технологіях використовуються домішки карбіду вольфраму і/або вольфраму. Ці матеріали змішують з іншими компонентами зв'язувальних порошків. Однорідність отримуваної суміші має вирішальне значення для якості виготовлюваного інструмента. Зони, збагачені вольфрамом і/або карбідом вольфраму, як правило, є дуже крихкими. Крім того, оскільки вольфрам і карбід вольфраму погано піддаються спіканню, їх застосування призводить до виникнення локальної пористості і, як наслідок, локального погіршення механічних властивостей зв'язки. Крім вищезгаданих властивостей зв'язки, важливе значення мають також властивості зв'язувального порошку. Відповідно до галузі застосування, від зв'язувального порошку може бути потрібна хороша спікливість і міцність неспеченого матеріалу. Міцність неспеченого матеріалу вимірюють шляхом випробування за Раттлером (Rattler). Сирі заготовки висотою 10мм і діаметром 10мм, спресовані під тиском 350МПа, вміщують у обертовий барабан (довжиною 92мм і діаметром 95мм), виготовлений з тонкої дротяної сітки з чарунками площею 1мм 2. Після 1200 обертів барабана, виконаних протягом 12хв, визначають відносну втрату маси зразків. Отримані результати нижче будуть називатися "показником за Раттлером". Більш низькі значення показника за Раттлером вказують на більш високу міцність неспеченого матеріалу. У випадках, коли міцність неспеченого матеріалу має істотне значення, показники за Раттлером менш ніж 20% вважаються задовільними, а значення менш ніж 10% розглядаються як відмінні. У порошковій металургії важливе значення має хороша здатність до спікання металевих порошків. Це поняття означає, що порошки можуть спікатися майже до повної густини (густина компактного матеріалу) при відносно низькій температурі або що для спікання порошків до повної густини потрібно лише короткочасне спікання. Мінімальна 5 82839 6 температура, необхідна для хорошого спікання, щену твердість. Ці порошки не містять Co і/або Ni повинна бути низькою, за варіантом, якому віддаабо містять їх значно менше, ніж відомі леговані металеві порошки, що мають порівнянну тверється перевага, не вище ніж 850°C. Більш високі дість. Це забезпечує потенційне здешевлення потемператури спікання пов'язані з недоліками пророшків і перевагу їх з точки зору екології. У альтецесу, наприклад, із зменшенням терміну служби рнативному аспекті даний винахід можна пресформ для гарячого пресування, руйнуванням розглядати як такий, що пропонує леговані метаалмазу і високими енерговитратами. Хорошим леві порошки, які утворюють зв'язки, що мають індикатором спікливості є досяжна відносна густипідвищену твердість в порівнянні зі зв'язками, на виробу. Відносна густина спеченого зв'язувальотриманими з відомих легованих металевих поного порошку повинна становити не менш за 96%, рошків, що містять Co і/або Ni в тих самих кількосза варіантом, якому віддається перевага, 97% або тях. Металеві порошки за даним винаходом, нарібільш. Як правило, відносна густина 96% або вні з їх застосуванням у галузі виготовлення більш вважається майже повною густиною. алмазних інструментів, забезпечують також широкі Здатність до спікання сильно залежить від можливості застосування в інших галузях, оскільки складу порошку. Однак часто можливості вибору вони відносяться до порошків, що рідко зустрічаскладу є обмеженими з міркувань вартості або ються, які поєднують твердість і пластичність. внаслідок того, що при зміні складу виявляється Інша мета даного винаходу пов'язана з вартіснеможливим досягнення певних властивостей тю зв'язувальних порошків: навіть при тому, що спеченого продукту, наприклад, твердості. Іншим різноманітні гідрометалургійні способи дозволяють чинником, що впливає на здатність до спікання, є отримувати задовільні зв'язувальні порошки приповерхневе окиснення. Більшість металевих пойнятної вартості, вартість цих зв'язувальних поророшків окиснюються до певної міри під дією повітшків значно перевищує вартість чисти х або легоря. Поверхневий оксидний шар, що утворюється ваних металевих порошків, що мають більш грубе при цьому, перешкоджає спіканню. Третім чиннизерніння, як правило, в межах 20-100мкм, отримаком, що має важливе значення для здатності до. них не гідрометалургійними способами, наприспікання, є розмір частинок. За інших рівних умов клад, розпиленням. Однак такі грубозернисті побільш тонкі порошки мають більш високу здатність рошки, як правило, не мають характеристик до спікання в порівнянні з більш грубозернистими. спікання, необхідних для застосування у виробниІноді для підвищення спікливості зв'язувальноцтві алмазних інструментів. го порошку в нього додають бронзу (сплав Cu-Sn) Добре відомим способом виготовлення легоабо латунь (сплав Cu-Zn); ці домішки знижують ваних порошків є механічне легування. За цим температуру плавлення і, отже, температуру спіспособом однокомпонентні порошки заздалегідь кання. Застосовувані бронзові порошки мають, як змішують, а потім піддають механічному легуванправило, склад в межах від 15% до 40% Sn. Однак ню у відповідному апараті, звичайно аналогічному застосування цих порошків часто призводить до високоенергетичному кульовому млину. Спосіб окрихчування зв'язок або до утворення в процесі базований на багаторазовому дробленні і холодспікання рідкої фази; обидва ці явища спричиняному зварюванні первісно неперемішаних металеють різке погіршення якості готової зв'язки. Крім вих матеріалів, які в результаті виявляються змітого, введення бронзи або латуні знижує твердість шаними на атомному рівні. Цей спосіб відомий вже зв'язки і, таким чином, частково знищує е фект давно, див., наприклад, патент США №3,591,362. введення W або WC. Металеві порошки, отримані шляхом механічУ рамках відомої технології алмазних інструного легування, мають значно підвищену здатність ментів не існує реального рішення задачі підвидо спікання в порівнянні з легованими порошками, щення твердості при одночасному забезпеченні виготовленими іншими способами, наприклад, низької температури спікання, простоти обробки, розпиленням, або відомими гідрометалургійними досить високої ударної в'язкості і достатньої міцспособами. Виявлено, що це твердження вірне ності неспеченого матеріалу. Не існує відомого також для однокомпонентних металевих порошків порошку або суміші порошків, яка має всі вказані або для легованих порошків, виготовлених такими властивості. способами, як розпилення, якщо їх піддати аналоЛегований порошок визначається як "металегічній обробці, необхідній для механічного легувий порошок, що складається з двох або більш вання однокомпонентних порошків. Навіть якщо компонентів, які леговані в процесі виготовлення відомі порошки мали значно менший розмір зерна порошку, в якому всі частинки мають однаковий і, отже, можна було чекати їх підвищеної здатності номінальний склад". Див. "Довідник із металів, надо спікання, пряме порівняння свідчило про зворостільна книга" [Metals Handbook, Desk Edition, тне: механічно оброблені порошки мали значно ASM, Metals Park, Ohio, 1985] або "Довідник із мепідвищену здатність до спікання. талів, т. 7, Порошкова металургія" ([Metals Леговані порошки за даним винаходом містять Handbook, Vol. 7, Powder Metallurgy, ASM, Ohio, як два основні легувальні елементи Cu і Fe. Fe і 1984]. Метою даного винаходу є створення леговаCu взаємно нерозчинні. Тому частинки порошку містять дві фази, з яких одна збагачена Fe, а друга них металевих порошків, що мають достатню міцзбагачена Cu. Для забезпечення досить низької ність для нормального маніпулювання із заготовтемператури спікання до збагаченої Cu фази доками з них, отриманими методом холодного дають Sn. Sn знижує температур у плавлення і, пресування, що спікаються при мінімальній темпеотже, також температуру спікання. Для підвищенратурі не вище за 850°C і створюють при спіканні ня міцності сплаву і гарантування отримання пласзв'язки, що мають достатню пластичність і підви 7 82839 8 тичного сплаву при вмісті Sn, близькому до пери- Для ефективного усунення властивих відомої тектичного складу бінарного сплаву Cu-Sn, збагатехнолога недоліків і отримання високоякісних чену Fe фаз у зміцнюють щонайменше одним з зв'язок вміст кисню в легованих порошках, визнаелементів Mo, Ni, Co і W. Крім того, можуть бути чений за методом зменшення водню за ISO 4491додані дисперсійні зміцнювачі (DS) у вигляді окси2:1989, повинен бути не більше за 2%, за варіандів (ODS), карбідів (CDS) або поєднання обох витом, якому віддається перевага, не більше за 1% і дів. Застосовними для цієї мети є оксиди металів, за варіантом, якому віддається більша перевага, які не піддаються відновленню воднем при темпене більше за 0,5%. Вказаний метод не визначає кількість кисню, хімічно зв'язаного в навмисно ввературах нижче за 1000°C, наприклад, оксиди Mg, дених ODS. Вміст кисню повинен бути низьким, Mn, Ca, Cr, Al, Th, Y, Na, Ті і V. Придатними карбіоскільки кисень негативно впливає на здатність до дами є карбіди Ті, Zr, Fe, Mo і W. спікання і на пластичність спеченої зв'язки. Порошки за даним винаходом мають формулу У одному з варіантів здійснення даний винахід FeaCobNicModW eCufSng (DS)h дозволяє отримувати зв'язувальні порошки для і повинні відповідати таким обмеженням за алмазних інструментів більш економічним спососкладом: бом шляхом використання дешевих порошків, - Сума масових часток (виражених у відсотках) отриманих розпиленням, і активування їх шляхом а, b, с, d, e, f, g і h складових сплаву дорівнює механічного легування. 100%, при цьому термін "складові" означає компоЗа іншим варіантом здійснення винаходу, розненти, навмисно введені до складу сплаву, тобто мір частинок порошку, виражений через показник крім домішок і кисню, за винятком випадків, коли методу Фішера, становить не більше за 20мкм, за кисень є складовою частиною ODS. Таким чином, варіантом, якому віддається перевага, не більше a+b+c+d+e+f+g+h=100. за 15мкм і за варіантом, якому віддається більша - Частка Mo не повинна перевищува ти 8%, а перевага, - не більше за 10мкм. Це гарантує досячастка W 10% щоб уникнути надмірного окрихчугнення задовільного компромісу між низькою темвання. Таким чином, d£8 і е£10. За варіантом, пературою спікання і коротким часом відновлення якому віддається перевага, с£30. напівпродуктів, застосовуваних у процесі виготов- Частка дисперсійних зміцнювачів не повинна лення порошків. перевищувати 2% з метою гарантування достатКонцентрації Co і Ni за варіантом, якому відньої однорідності спечених порошків. Таким чидається перевага, підтримують на низькому рівні, ном, h£2. За варіантом, якому віддається переваоскільки ці елементи вважаються забруднювачами га, h£1 і за варіантом, якому віддається більша навколишнього середовища. Особливі переваги з перевага, h£0,5. екологічної точки зору мають порошки, що не міс- Сума часток Sn і Cu повинна становити як тять ні Co, ні Ni. Концентрації Mo або W за варіанмінімум 5%, однак не більш ніж 45%. Нижня межа том, якому віддається перевага, також не повинні гарантує задовільну спікливість, а верхня межа бути дуже високими, оскільки сплави з високим гарантує, що зв'язка не буде понадміру м'якою. вмістом Mo або W схильні до осадження Mo або W Таким чином, 5£f+g£45. За варіантом, якому відна межах зерен збагаченої Fe фази, що знижує дається перевага, 7£f+g£40 і за варіантом, якому пластичність зв'язки. віддається більша перевага, 11£f+g£32. Леговані порошки за даним винаходом харак- Відношення часток Cu/Sn повинне бути в теризуються високою пористістю. Перевагою цієї межах від 6,4 до 25. Нижня межа гарантує запобіособливості є те, що питома поверхня порошків, гання утворенню крихких фаз у ділянках, збагачещо вимірюється за методом БЕТ (адсорбційний них Cu, а верхня межа гарантує достатню ефектиметод Брунауера, Еммета і Теллера), значно певність Sn як компонента, що знижує температуру ревищує відповідний показник для суцільних часспікання. Таким чином, 6,4£f/g£25. За варіантом, тинок, наприклад, отриманих розпиленням. Як якому віддається перевага, 8,7£f/g£20 і за варіанправило, можна стверджувати, що для металевих том, якому віддається більша перевага, порошків одного і того самого складу збільшена 10£f/g£13,3. питома поверхня є індикатором підвищеної здат- Склад порошку повинен відповідати таким ності до спікання. Як правило, питома поверхня обмеженням: легованих порошків за даним винаходом як міні(1) 1,5£[a/(b+c+2d+2e)]-4h£33 мум вдвічі перевищує питому поверхню, обчислеАльтернативно, повинні задовольнятися такі ну з діаметра за методом Фішера в припущенні умови: геометрії суцільних сфер. Питома поверхня поро(2) 1,5£a/(b+c+2d+2e+50h)£33 шку, виражена через показник БЕТ, за варіантом, і b+c+2d+2e³2. якому віддається перевага, перевищує 0,1м 2/м. Нижня межа у ви щенаведених умовах (1) і (2) Нижче приведені пояснення, що стосуються гарантує однорідність спеченого порошку і прийнвзаємодій Cu, Sn і Fe згідно з уявленнями авторів ятність вартості порошку; верхня межа гарантує винаходу. Присутність Cu в легованих порошках достатню твердість спеченого порошку. За варіансприяє розм'якшенню зв'язки. Цей ефект може том, якому віддається перевага, нижня межа дорібути компенсований шляхом введення відповідної внює 1,6, за варіантом, якому віддається більша кількості Sn. Такий прийом сприяє також пониженперевага, 2, і за варіантом, якому віддається найню температури спікання, необхідної для спікання більша перевага, 2,5. Верхня межа за варіантом, легованого порошку. З діаграми стану бінарної якому віддається перевага, дорівнює 17, і за варіфази Cu-Sn випливає, що при вмісті Sn вище за антом, якому віддається більша перевага, 10. 13,5%, але менше за 25,5% при 798°С відбуваєть 9 82839 10 ся перитектична реакція. Нижче за цю температуефективно блокують дифузію атомів Sn в гратку Fe. Тому при нагріванні зв'язувального порошку Sn ру існує двофазна структура, що складається з a і залишається в збагаченій Cu фазі, і, таким чином, b фаз. При подальшому охолоджуванні b-фаза позитивний вплив Sn на поведінку порошку при перетворюється в крихку d-фазу і, таким чином, спіканні використовується в повній мірі. Ключовим відбувається різке пониження пластичності спламоментом в даному винаході є саме цей комбінову. Пониження вмісту Sn зменшує ризик виникненваний ефект Sn при відповідно визначеному відня крихкої d-фази, однак також зміщає сплав вгору ношенні Cu/Sn і зміцнювальних елементів, що вздовж лінії солідуса. Лінія солідуса має відносно блокують дифузію Sn в фазу Fe. Це дозволяє покрутий нахил. Тому для досягнення максимально єднувати характеристики достатньої міцності і виможливого пониження температури спікання під сокої пластичності при спіканні легованого порошвпливом Sn при одночасному уникненні негативку при відносно низькій температурі. них наслідків утворення крихкої d-фази потрібно Складові порошку повинні мати по можливості забезпечити максимальне наближення до перитемаксимальний ступінь дисперсності. Для оксидів ктичного складу бінарного сплаву, однак без пере(карбідів) ця вимога витікає з того, що чим менше вищення цього складу. середня довжина вільного пробігу між частинками Якщо легований металевий порошок містить оксиду (карбіду) і чим менше частинки оксидів (катакож Fe, як наприклад, у разі даного винаходу, рбідів), тим більше виражений їх зміцнювальний потрібно звернутися до діаграм стану бінарних ефект. Що стосується металевих компонентів, ця систем Cu-Fe і Fe-Sn. Діаграми стану для сплавів вимога витікає з того, що однорідна мікроструктуCu-Sn, Fe-Sn і Cu-Fe можна знайти в багатьох ра поліпшує механічні властивості. Це описано в джерелах. Одним із таких джерел є довідник ASM, патентах ЕР-А-0865511 і ЕР-А-0990056, що грунтом 3, "Діаграми стану сплавів" [ASM Handbook, туються на експериментах в системах Co-Fe-Ni і Vol. 3, Alloy phase diagrams, ASM International, Cu-Co-Fe-Ni, на яких також виявлено, що леговані. Materials Park, Ohio 1992]. У цьому довіднику діагпорошки забезпечують більш високу міцність в рама для Cu-Fe приведена на с 2.168, для Cu-Sn порівнянні із сумішами однокомпонентних порошна с 2.178 і для Fe-Sn - на с 2.203. З діаграми для ків. Дійсно, для твердорозчинного зміцнення необFe-Sn випливає, що рівноважна розчинність Sn в хідно, щоб сплав був як можна більш однорідний. Fe при 700°C становить приблизно 10%. З діаграПри введенні Mo і W з метою зміцнення гратки Fe ми для Cu-Fe можна визначити, що рівноважна їх рівномірний розподіл має особливе значення, розчинність Cu в Fe-фазі при 700°C значно нижча: оскільки Mo і W мають вельми низькі коефіцієнти менш ніж 0,3%. У потрійній системі ці межі розчиндифузії при температурах, звичайно використовуності дещо змінюються, але незначно. ваних у виробництві алмазних інструментів. Нижче З практичної незмішуваності Cu і Fe випливає, описані придатні для здійснення винаходу процеси що при температурах 700°C або вище Sn завжди синтезу. розчиняється в гратах Fe легше, ніж Cu. Тому в Порошки за даним винаходом можна отримупотрійному сплаві Cu-Fe-Sn збагачена Cu фаза на вати шля хом нагрівання у відновній атмосфері стадії спікання збіднюється Sn. Таким чином, як напівпродукту або однорідній суміші двох або випливає з діаграми стану бінарної фази Cu-Sn, більш напівпродуктів. Цими напівпродуктами є температура плавлення підвищується. Тому для неорганічні або органічні сполуки складових сплаповного використання ефекту пониження темпераву. Згаданий напівпродукт або однорідна суміш тури плавлення під впливом Sn, яке і є метою ввенапівпродуктів повинні містити елементи згаданих дення Sn, сплав повинен мати відношення Sn/Cu, складових, за винятком C і O, у відносних кількосщо перевищує перитектичне відношення 13,5/86,5 тях, що відповідають заданому складу порошку. У або 1/6,4. Однак, як вказано вище, при цьому процесі отримання враховується відмінність між утворюється небажана крихка d-фаза. так званими елементами класу 1, до яких відноПри охолодженні зв'язки велика частина Sn сяться Co, Ni, Fe, Cu, Sn і елементи ODS, за винядифундує зворотно в збагачену Cu фазу, оскільки тком V, і елементами класу 2, якими є W, Mo, V і розчинністю Sn в Fe при кімнатній температурі Cr. нехтуємо. Це призводить до локального збагаченНапівпродукти можна отримувати, застосовуня міді (Cu) оловом (Sn) поблизу меж зерен, що ючи будь-який з нижчеописаних способів (a)-(f) або додатково збільшує імовірність утворення крихкої їх поєднання. d-фази. Та сама зворотна дифузія Sn в Сu-фазу (a) Для елементів класу 1: змішують водний може призвести до локального перевищення крирозчин солі однієї або декількох складових із водтичного відношення Sn/Cu (1/6,4) навіть в матеріаним розчином основи, карбонату, карбонової кислах, для яких загальне відношення Sn/Cu менше лоти, карбоксилату або їх суміші так, щоб утвориза 1/6,4. Тому надзвичайно важко розробити сплав лося нерозчинна або слаборозчинна сполука. системи Cu-Fe-Sn, який забезпечував би повне Придатні тільки ті карбонові кислоти або відповідні використання переваги пониження температури карбоксилати, які при взаємодії з водним розчином плавлення і ефекту зміцнення Cu під дією Sn при солі складової утворюють нерозчинні або слабоодночасному уникненні утворення d-фази. розчинні сполуки. Прикладами придатних карбоОднак введення одного із зміцнювальних еленової кислоти і карбоксилату є щавлева кислота ментів Mo, W, Ni або Co впливає на вищеописаний або оксалат калію. З іншого боку, оцтова кислота і механізм найбільш вигідним чином: внаслідок зміацетати металів непридатні. Отриманий таким цнення збагаченої Fe фази за рахунок твердорозчином осад потім відділяють від водної фази і сучинного зміцнення, згадані зміцнювальні елементи шать. 11 82839 12 (b) Для елементів класів 1 і 2: змішують вод- за альтернативним варіантом можна підвиний розчин солі або солей одного з елементів клащити температуру відновлення, якщо вміст кисню су 2 з водним розчином солі або солей одного або завищений, однак тільки за умови, що при цьому декількох елементів класу 1 так, щоб утворився діаметр за методом Фішера не збільшується з винерозчинний або слаборозчинний напівпродукт ходом за межі, що відповідають винаходу. загальної формули (елемент класу 1)х(елемент Відновною атмосферою, як правило, є воднекласу 2)yOz , де х, у і z визначаються валентностява, однак вона може містити також інші відновні ми відповідних елементів в розчині. Прикладом гази, наприклад, метан або монооксид вуглецю. такої сполуки є COWO4. Отриманий таким чином Можна вводити також інертні гази, наприклад, азот осад потім відділяють від водної фази і сушать. і аргон. (c) Для елементів класу 2: змішують водний Якщо в процесі відновлення необхідне утворозчин солі або солей одного або декількох елерення CDS, то цю реакцію потрібно провести в ментів класу 2 з кислотою так, щоб утворилися атмосфері з достатньою активністю вуглецю. нерозчинні або слаборозчинні сполуки загальної На закінчення укажемо, що леговані порошки, що є предметом даного винаходу, забезпечують формули типу МоО3×хН2 О або WO 3×xH2O. подолання всіх вищезгаданих недоліків і мають Змінна х означає змінну кількість кристалізатакі переваги: ційної води; як правило, х менше ніж 3. Отриманий - ці порошки отримують в хімічному процесі, таким чином осад потім відділяють від водної фавнаслідок якого утворюються пористі частинки з зи і сушать. шорсткою морфологією поверхні і з високою пито(d) Для всіх елементів класів 1 і 2: змішують, мою поверхнею, що позитивно впливає на пресояк в способах a, b і с, осад, що містить частину ваність в холодному стані і на спікливість; складових, з відповідною розчиненою сіллю однієї - введення Co, Mo, Ni або W (причому особлиабо декількох інших складових і сушать отриману ва перевага віддається Mo і W) забезпечує істотне суміш. підвищення твердості. Такий самий вплив виявля(e) Для всіх елементів класів 1 і 2: сушать сують ODS і CDS; міш водних розчинів складових сплаву. - система знаходиться в діапазоні складів, що (f) Для всі х елементів класів 1 і 2: термічно забезпечує достатню ударну в'язкість, при цьому розкладають будь-який продукт, отриманий спосовведення Co, Mo, Ni або W дозволяє мати досить бами (a), (b), (c), (d) і (e). високий вміст Sn для забезпечення в повній мірі При згадуванні процесу сушіння у вищенавеефекту пониження температури спікання при оддених описах способів у будь-якому випадку маночасному збереженні достатньої пластичності ють на увазі, що сушіння потрібно проводити доструктури. сить швидко, щоб різні складові залишалися в Порошок можна спікати при відносно низькій змішаному стані в процесі сушіння. Придатним температурі за стандартною технологією спікання, способом є розпилювальне сушіння. Не всі солі, без необхідності введення операцій, що ускладзгадані в способах (a), (b), (c), (d) і (є), є придатнинюють процес. ми. Солі, які після відновної обробки, згаданої ниПроцес отримання зв'язувальних порошків за жче, залишають залишок, що містить елементи, не даним винаходом і їх властивості ілюстр уються присутні серед складових, непридатні. Всі інші солі нижчеприведеними прикладами. придатні. Приклад 1: Отримання сплаву Fe-Co-Mo-CuВищезгадану однорідну суміш двох або більш Sn напівпродуктів можна отримати шляхом приготуЦей приклад відноситься до отримання поровання пульпи згаданих напівпродуктів в придатній шку за даним винаходом шляхом осадження змірідині, як правило, у воді, інтенсивного перемішушаного гідроксиду і подальшого відновлення цього вання цієї пульпи протягом досить тривалого часу гідроксиду. і висушування пульпи. Умови відновлення повинні Водний розчин суміші хлоридів металів, що мібути такими, щоб складові сплаву, за винятком стить 21,1г/л Co, 21,1г/л Cu, 56,3г/л Fe (у вигляді ODS або CDS, відновлювалися повністю або майFe2+ і/або Fe3+) і 1,6г/л Sn, додавали при переміже повністю, на що вказує вміст кисню, згаданий в шуванні до водного розчину 45г/л NaOH до досягописі даного винаходу, і при цьому діаметр за менення значення рН приблизно 10. Витримували тодом Фішера не перевищував 20мкм. Типовими отриману суміш протягом ще 1 год для завершенумовами відновлення для порошків за даним виня реакції; в цей час контролювали рН і при необнаходом є температура від 600°C до 730°C і трихідності коректували цей показник, підтримуючи валість від 4 год до 8 год. Однак для кожного пойого значення близьким до 10 шляхом додання рошку відповідні умови відновлення необхідно розчину хлоридів металів або NaOH. У цих умовах підбирати експериментально, оскільки існує компосаджується більше за 98% кожного з металів. роміс між тривалістю і температурою відновлення і Вищезгадані абсолютні значення концентрацій оскільки не всі печі є ідентичними. Фахівець може металів є ілюстративними і можуть змінюватися в без ускладнень підібрати відповідні умови відновшироких межах від сумарного вмісту металів в лення шляхом нескладних експериментів з урахудекілька грамів на літр до границі розчинності. ванням таких рекомендацій: Співвідношення концентрацій металів визначаєть- якщо діаметр за методом Фішера дуже велися необхідним складом кінцевого продукту. Аналокий, то необхідно знизити температуру відновленгічно, концентрація розчину NaOH може варіювати ня; в таких самих межах, однак вона повинна бути - якщо вміст кисню завищений, то необхідно достатньою для забезпечення значення рН суміші збільшити тривалість відновлення; 13 82839 14 в межах від 7 до 10,5. Кінцеве значення рН не має Компоненти в пульпі добре перемішували, суістотного значення; воно може бути в межах від 7 міш сушили в розпилювальній сушарці, відновлюдо 10,5, однак, як правило, становить від 9 до 10,5. вали і розмелювали, як вказано в Прикладі 1. Осад відділяли фільтруванням, промивали Отримували металевий порошок (що нижче згадуочищеною водою до практично повного видалення ється як Порошок 3), що складається з 20% Co, Na або Cl і змішували з водним розчином гептамо20% Cu, 53,5% Fe, 1,5% Sn, 5% W (ці значення вказані з розрахунку тільки на металеву складову) лібденату амонію (NH4)6Mo7O 24×4H2O. Концентрації і 0,29% кисню. Частинки порошку мали середній згаданого осаду і гептамолібденату амонію в цій діаметр 4,75мкм (виміряний методом Фішера). суміші не мають істотного значення за умови, що Порошок 3, Fe53,5Co20W 5Cu20Sn1,5, має склад в в'язкість пульпи, що утворюється, досить низька межах діапазону, що відповідає даному винаходу. для забезпечення можливості її перекачування і Він відрізняється від Порошку 1 тим, що Mo в ньощо концентрації осаду і гептамолібденату амонію му замінений W. відповідають співвідношенню металів у виготовПриклад 4: Отримання сплаву Fe-W-Cu-Sn з люваному легованому металевому порошку. ЗаODS мість гептамолібденату амонію можна використоЗастосовували спосіб за Прикладом 1, але при вувати також димолібденат амонію (NH4)2Mo2 O7. концентраціях різних хлоридів металів у початкоСуміш сушили в розпилювальній сушарці, і висувому розчині, вибраних із розрахунком на отришений осад відновлювали в печі при 730°C протямання іншого кінцевого складу; до розчину додагом 7,5 год в потоку водню (200л/ч). вали Y у вигляді розчинного YCI3. Замість Отримували пористий металевий спік, з якого гептамолібденату амонію використовували метапісля розмелу отримували порошкоподібний мевольфрамат амонію. талевий продукт (що нижче згадується як Порошок Отримували металевий порошок (що нижче 1), що складається з 20% Co, 20% Cu, 53,5% Fe, згадується як Порошок 4), що складається з 5% Mo, 1,5% Sn (ці значення вказані з розрахунку 20,45% Cu, 75% Fe, 1,8% Sn, 2,5% W, 0,25% Y2O3 тільки на металеву складову) і 0,48% кисню (за (ці значення вказані з розрахунку тільки на метарезультатами аналізу методом зменшення водню). леву складову) і 0,44% кисню. Частинки порошку Порошок 1, Fe53,5Co20 Mo5Cu20Sn1,5, має склад, мали середній діаметр 2,1мкм (виміряний методом що відповідає даному винаходу. Частинки порошку Фішера). мали середній діаметр 9,5мкм (виміряний методом Фішера). Порошок 4, Fe75W2,5Cu20,45Sn 1,8×Y2O3) 0,25, має склад в межах діапазону, що відповідає даному Приклад 2: Отримання сплаву Fe-Mo-Cu-Sn винаходу, і не містить Co і Ni. Застосовували спосіб за Прикладом 1, але при Приклад 5: Випробування міцності неспеченоконцентраціях різних солей металів, вибраних із го матеріалу і спікливості розрахунком на отримання іншого кінцевого складу. Температура відновлення в цьому випадку Цей приклад стосується ряду випробувань для зіставлення спікливості Порошків 1, 2, 3 і стандарстановила 700°C. тних зв'язувальних порошків. Випробуванням підОтримували металевий порошок (що нижче давали також такі відомі порошки: згадується як Порошок 2), що складається з 20% (a) Ультратонкий кобальтовий порошок Cu, 73,5% Fe, 5% Mo, 1,5% Sn (ці значення вказані (Umicore EF), виробництва фірми Umicore, який з розрахунку тільки на металеву складову) і 0,44% вважається стандартним порошком для виробницкисню. Частинки порошку мали середній діаметр тва алмазних інструментів, піддавали спіканню в 8,98мкм (виміряний методом Фішера). тих самих умовах, що і леговані порошки. Umicore Порошок 2, Fe73,5 Mo5Cu20Sn 1,5 , відрізняється EF має середній розмір частинок (визначений мевід Порошку 1 тим, що весь Co в ньому замінений тодом Фішера) від 1,2мкм до 1,5мкм. Вміст кисню в Fe, таким чином, Порошок 2 не містить Co і Ni. ньому становить від 0,3% до 0,5%. Вміст Co в Склад порошку лежить в межах діапазону, що відньому не менше за 99,85% (за вирахуванням кисповідає даному винаходу. ню), залишок складають неусувні домішки. ЗнаПриклад 3: Отримання сплаву Fe-Co-W-Cu-Sn чення, отримані для Umicore EF, вказуються як Цей приклад стосується отримання порошку контрольні показники. за даним винаходом шляхом осадження індивіду(b) Cobalite® 601 виробництва Umicore. Ця наальних гідроксидів металів, подальшого змішуванзва відноситься до наявного на ринку легованого ня їх в пульпу, сушіння і відновлення цієї суміші порошку, що складається з 10% Co, 20% Cu і 70% гідроксидів. Fe. Індивідуальні гідроксиди або оксигідроксиди (c) Cobalite® 801. Ця назва відноситься до інCo, Cu, Sn і Fe отримували з розчинів індивідуальшого наявного на ринку легованого порошку вироних хлоридів металів шляхом осадження, фільтрубництва Umicore, що складається з 25% Co, 55% вання і промивки, як описано в Прикладі 1. ГотуCu, 13% Fe і 7% Ni. Обидва порошки Cobalite® вали пульпу суміші цих індивідуальних гідроксидів. отримують за винаходом, описаним в патенті ЕРКонцентрації індивідуальних гідроксидів металів А-0990056. відповідали бажаному складу легованого порошку. Для оцінки міцності неспеченого матеріалу До згаданої пульпи додавали розчин метавольфпроводили випробування контрольних порошків і рамату амонію (NH4)6H2W12O 40×3H2O у воді; концеПорошків 1-4 за Раттлером. Результати випробунтрація і кількість розчину відповідали кінцевому вань подані в Таблиці 1. складу легованого порошку. Замість метавольфрамату амонію можна використовувати також паравольфрамат амонію (NH4)10H2W 12O 42×4H2O. 15 82839 16 Таблиця Ці результати показують, що міцність нових неспечених порошків так само висока, як міцність неспечених контрольних порошків. Серію випробувань для зіставлення спікливості Порошків 1-4 і контрольних порошків виконували, як описано нижче. Пресовані заготовки в формі дисків діаметром 20мм спікали під тиском 35МПа протягом 3хв в графітови х формах при різних температурах. Визначали відносну густину спечених зразків. Результати подані в Таблиці 2. Міцність неспечених зв'язувальних порошків Порошок Umicore EF Cobalite® 601 Cobalite® 801 Порошок 1 Порошок 2 Порошок 3 Порошок 4 Показник за Раттлером, %
ДивитисяДодаткова інформація
Назва патенту англійськоюPre-alloyed bond powders and method for production and use thereof
Автори англійськоюKAMPHUIS BERT-JAN, PEERSMAN JANNECK
Назва патенту російськоюЛегированный связующий порошок, способ его получения и использования
Автори російськоюКАМФУИС БЕРТ-ЯАН, ПЕЕРЕМАН ЯННЕК
МПК / Мітки
МПК: C22C 26/00, C22C 38/16, C22C 38/00, C22C 1/04, C22C 33/02, B22F 1/00
Мітки: легований, спосіб, одержання, застосування, зв'язувальний, порошок
Код посилання
<a href="https://ua.patents.su/13-82839-legovanijj-zvyazuvalnijj-poroshok-sposib-jjogo-oderzhannya-ta-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Легований зв’язувальний порошок, спосіб його одержання та застосування</a>
Залізний порошок, спосіб одержання залізного порошку та його застосування як добавки до корму або їжі
Номер патенту: 82576
Опубліковано: 25.04.2008
Автори: Ху Бо, Еклунд Фредрік, Перссон Фредрік, Йонссон Нільс
МПК: B22F 1/00, A23L 1/304, B22F 9/16
Мітки: одержання, залізний, порошку, застосування, їжі, спосіб, корму, порошок, залізного, добавки
Формула / Реферат:
1. Залізний порошок для додавання до корму або харчового продукту, який складається з відновленого залізного порошку, що містить домішки, у вигляді частинок неправильної форми, причому залізний порошок має відношення AD:PD менше 0,3, де AD означає насипну щільність (г/см3), a PD означає щільність частинок (г/см3), причому питома площа поверхні частинок порошку, виміряна методом BET, складає більше 300 м2/кг при середньому розмірі частинок...
Шліфувальний порошок і спосіб його одержання
Номер патенту: 69948
Опубліковано: 15.09.2004
Автори: Богатирьова Галина Павлівна, Новіков Микола Васильович, Ільницька Галина Дмитриївна, Невструєв Георгій Федосійович
МПК: B24D 3/00
Мітки: шліфувальний, спосіб, порошок, одержання
Формула / Реферат:
1. Шліфувальний порошок, що містить зерна однієї зернистості з різною міцністю, середній показник міцності зерен визначає марку даного порошку, який відрізняється тим, що він містить не менше 30 % зерен з середнім показником міцності.2. Шліфувальний порошок за п. 1, який відрізняється тим, що порошок, який містить від 30 % до 40 % зерен із середнім показником міцності, відповідає нижчій категорії якості, порошок, який...
Порошок для термонапилювання і спосіб його одержання
Номер патенту: 82667
Опубліковано: 12.05.2008
Автори: Ю Сунг Х., Воллар Говард
МПК: C23C 4/10, C04B 35/12, C04B 35/10, C01G 37/00
Мітки: одержання, термонапилювання, спосіб, порошок
Формула / Реферат:
1. Порошок для термонапилювання, який відрізняється тим, що містить від 45 до 99 мас. % оксиду хрому Сr2O3, від 1 до 55 мас. % альфа-оксиду алюмінію α-Al2O3 і менше ніж 50х10-6 частин кожного з лужних і лужноземельних металів, які стабілізують хром у шестивалентному стані, причому зазначений порошок для термонапилювання є практично однофазним, і вміст інших фаз оксиду алюмінію, відмітних від альфа-фази, не перевищує 10 мас. % від...
Монодисперсний порошок оксиду алюмінію в якості інгредієнта стоматологічних матеріалів і спосіб його одержання
Номер патенту: 34362
Опубліковано: 15.02.2001
Автори: Блецкан Дмитро Іванович, Трапезнікова Людмила Віталієвна
МПК: A61P 1/02, C01F 7/10, C30B 29/20, A61K 6/06
Мітки: алюмінію, інгредієнта, оксиду, якості, монодисперсний, стоматологічних, матеріалів, одержання, порошок, спосіб
Формула / Реферат:
1. Застосування монодисперсного порошку оксиду алюмінію (монодисперсного сапфіру) з розміром частинок 2-4 мкм, подовженої форми та з вмістом оксиду алюмінію не менше 99,999 мас. % як інгредієнта стоматологічних матеріалів.2. Спосіб одержання монодисперсного порошку оксиду алюмінію, який включає хімічну обробку вихідної сировини, а саме відходів від промислової механічної обробки об'ємних кристалів сапфіру (a-Аl2О3), послідовно...
Водорозчинний порошок цикорію, спосіб його одержання і пристрій для здійснення цього способу
Номер патенту: 48165
Опубліковано: 15.08.2002
Автори: Лемар Карл, Грімм Руді
МПК: A23F 5/00
Мітки: одержання, спосіб, пристрій, цикорію, порошок, водорозчинний, способу, здійснення, цього
Формула / Реферат:
1. Водорозчинний порошок цикорію з карамелізованого порошку екстракту цикорію, який відрізняється тим, що він містить від 40 до 65 % інуліну, від 4 до 10 % редукуючих цукрів та менше 5 % фруктози та глюкози та має кольоронасичення від 1,0 до 2,5.2. Порошок за п. 1, який відрізняється тим, що він містить від 50 до 65 % інуліну, від 6 до 9 % редукуючих цукрів та менше 4 % фруктози та глюкози та має кольоронасичення від 1,2 до...
Попередній патент: Тороїдальний трансформатор
Наступний патент: Вогнестійкий електричний кабель
Випадковий патент: Спосіб одержання засобу з протизапальною, анальгетичною та діуретичною активністю