Пристрій для внутрішньої обробки труб
Формула / Реферат
1. Пристрій для внутрішньої обробки труб, зокрема труб холодагенту конденсаторів пари та теплообмінників, із постачальним блоком (V) для підведення та подальшого передання матеріалу для обробки, з аплікаційним блоком (А) для аплікації підведеного від постачального блока матеріалу для обробки, а також з блоком управління для контролю та управління постачанням матеріалу для обробки та виведенням матеріалу для обробки на внутрішні стінки труби, причому аплікаційний блок (А) має напрямний шланг (21) з проведеним в напрямному шлангу та з можливістю введення в оброблювану трубу аплікаційним шлангом (18), що закінчується у форсунці, який відрізняється тим, що аплікаційний шланг (18) виконаний з можливістю намотування одним шаром на барабан (17), що приводиться в рух, та з можливістю фіксації за допомогою натяжних ременів на барабані (17), аплікаційний шланг має можливість руху вперед та назад по розташованих на рухомій каретці (55) напрямних вальцях (27); напрямні вальці (27) мають привід (19), синхронізований з приводом (19) барабана (17), а рухома каретка (55) виконана з можливістю руху паралельно осі барабана залежно від положення виведення аплікаційного шланга (18).
2. Пристрій за п. 1, який відрізняється тим, що барабан (17) розрахований з можливістю підтримання стандартної температури.
3. Пристрій за п. 2, який відрізняється тим, що барабан (17) має систему гарячого або холодного водопостачання.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що барабан (17) має напрямну для аплікаційного шланга (18).
5. Пристрій за п. 1, який відрізняється тим, що натяжні ремені рухомо проведені через вальці (56).
6. Пристрій за п. 5, який відрізняється тим, що натяжні ремені виконані з можливістю пересування через тертя аплікаційного шланга (18) з обертовим барабаном (17).
7. Пристрій за п. 6, який відрізняється тим, що натяжні ремені перекривають більше 270° окружності барабана.
8. Пристрій за п. 4, який відрізняється тим, що аплікаційний шланг (18) є шлангом високого тиску з нормативним опором до 2500 бар.
9. Пристрій за п. 4, який відрізняється тим, що аплікаційний шланг (18) виконаний з можливістю контрольованого висування та засування по всій довжині покриваної труби.
10. Пристрій за п. 4, який відрізняється тим, що аплікаційний шланг (18) має форсунку для покривного матеріалу, розраховану для аплікації під час зворотного руху, причому кут атаки до подовжнього напряму оброблюваної труби складає від 60° до 120°.
11. Пристрій за п. 1, який відрізняється тим, що постачальний блок (V) має оснащений фільтром грубого очищення всмоктувальний шланг (2), з'єднаний з працюючим залежно від протидії подавальним насосом (3).
12. Пристрій за п. 1, який відрізняється тим, що містить зворотний клапан (5) та блок (11а/11b) здвоєного фільтра на ділянці подання матеріалу в аплікаційний блок (А).
13. Пристрій за п. 1, який відрізняється тим, що блок управління виконаний з можливістю контролю та регулювання всмоктуваної видаваної маси засобу обробки, а також експлуатаційного тиску.
14. Пристрій за п. 13, який відрізняється тим, що блок управління виконаний з можливістю програмування відносно довжини подання, швидкості подання та/або швидкості зворотного руху оброблювального шланга.
15. Застосування пристрою за будь-яким з пп. 1-14 для очищення та/або покриття внутрішніх стінок труб для холодагенту й промислових магістральних труб.
16. Застосування за п. 15 для внутрішнього очищення труб водою як чистильним середовищем з тиском від 1500 до 2500 бар.
17. Застосування за п. 15 для внутрішнього покриття труб полімерним матеріалом, що твердне.
Текст
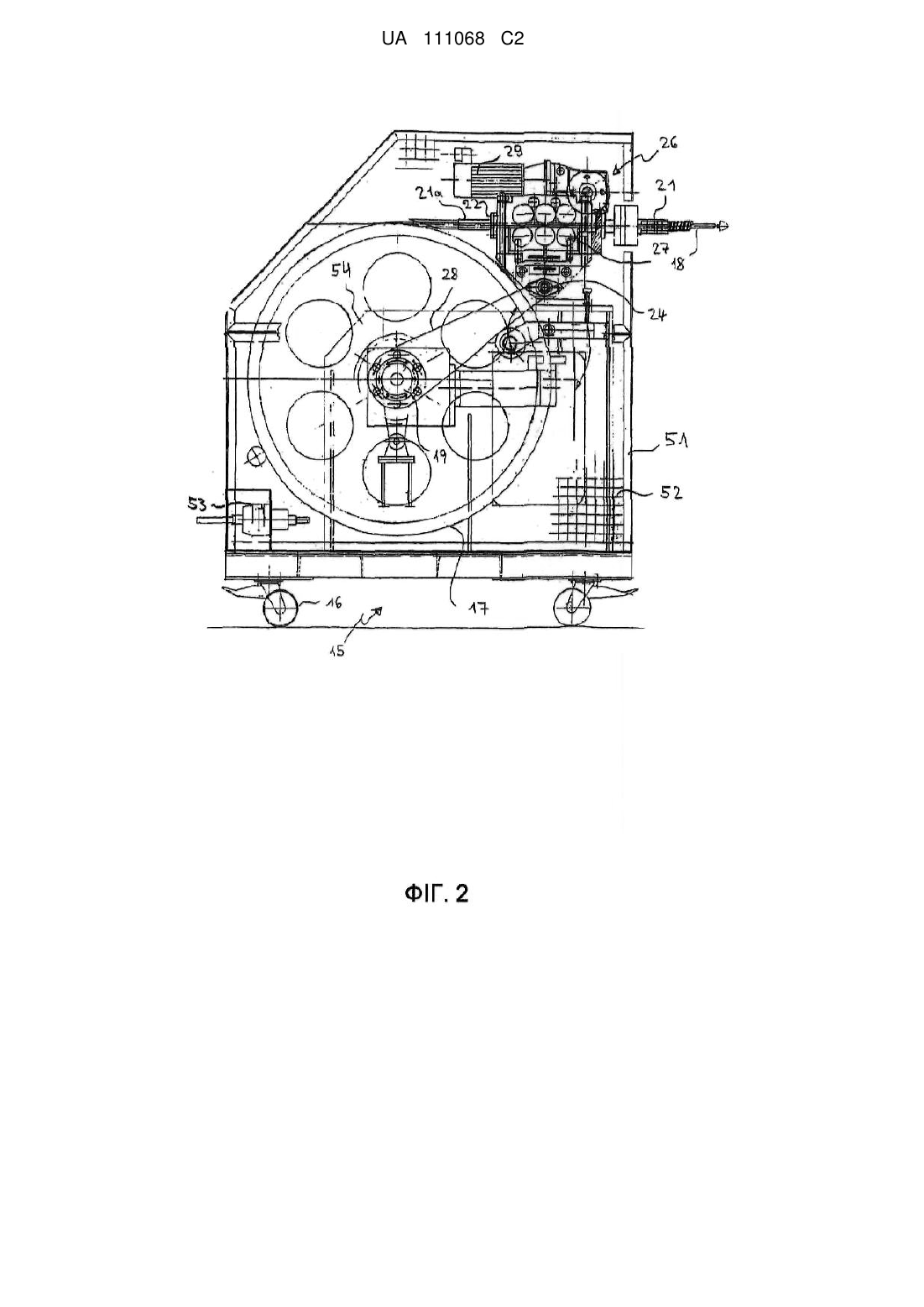
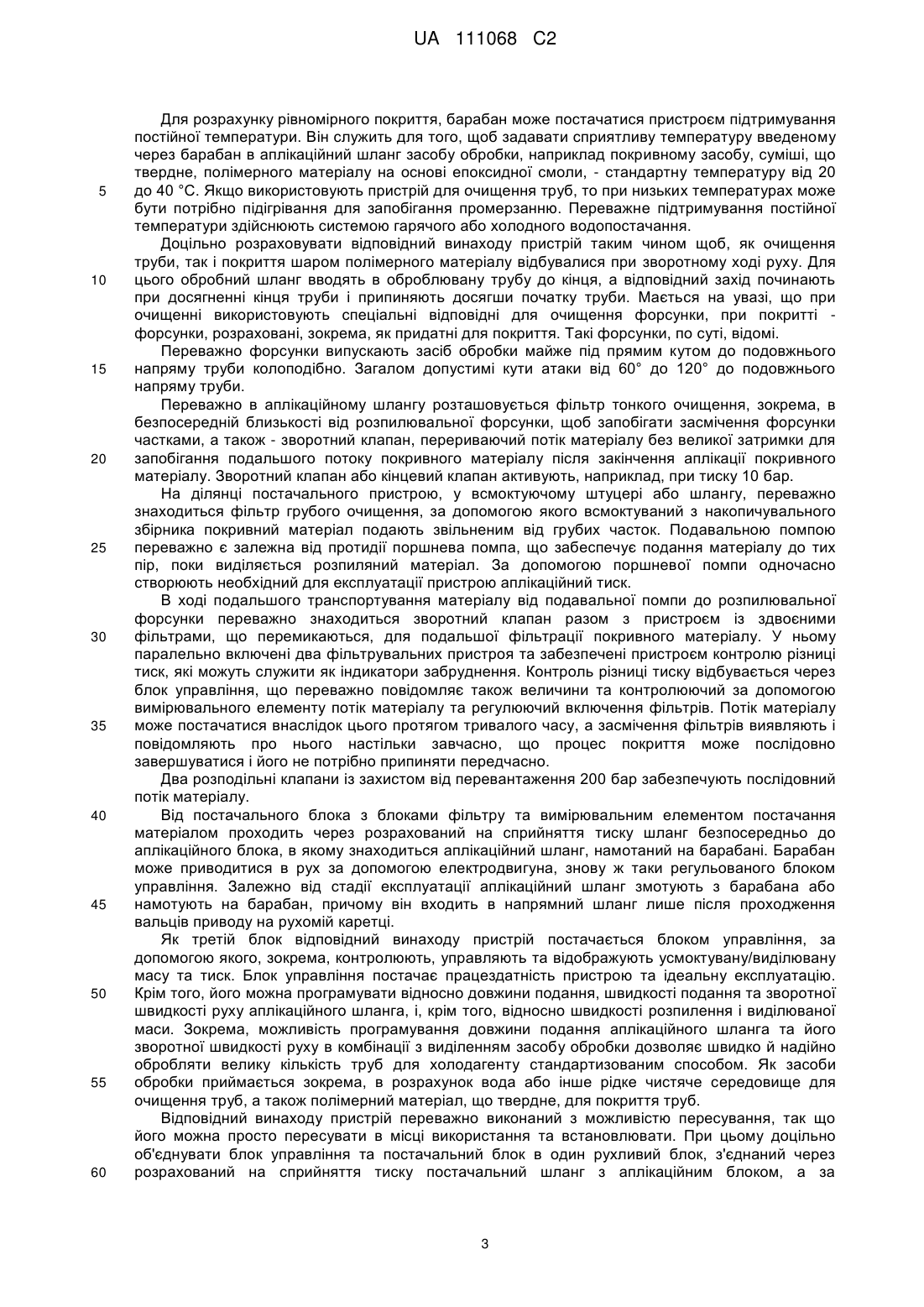
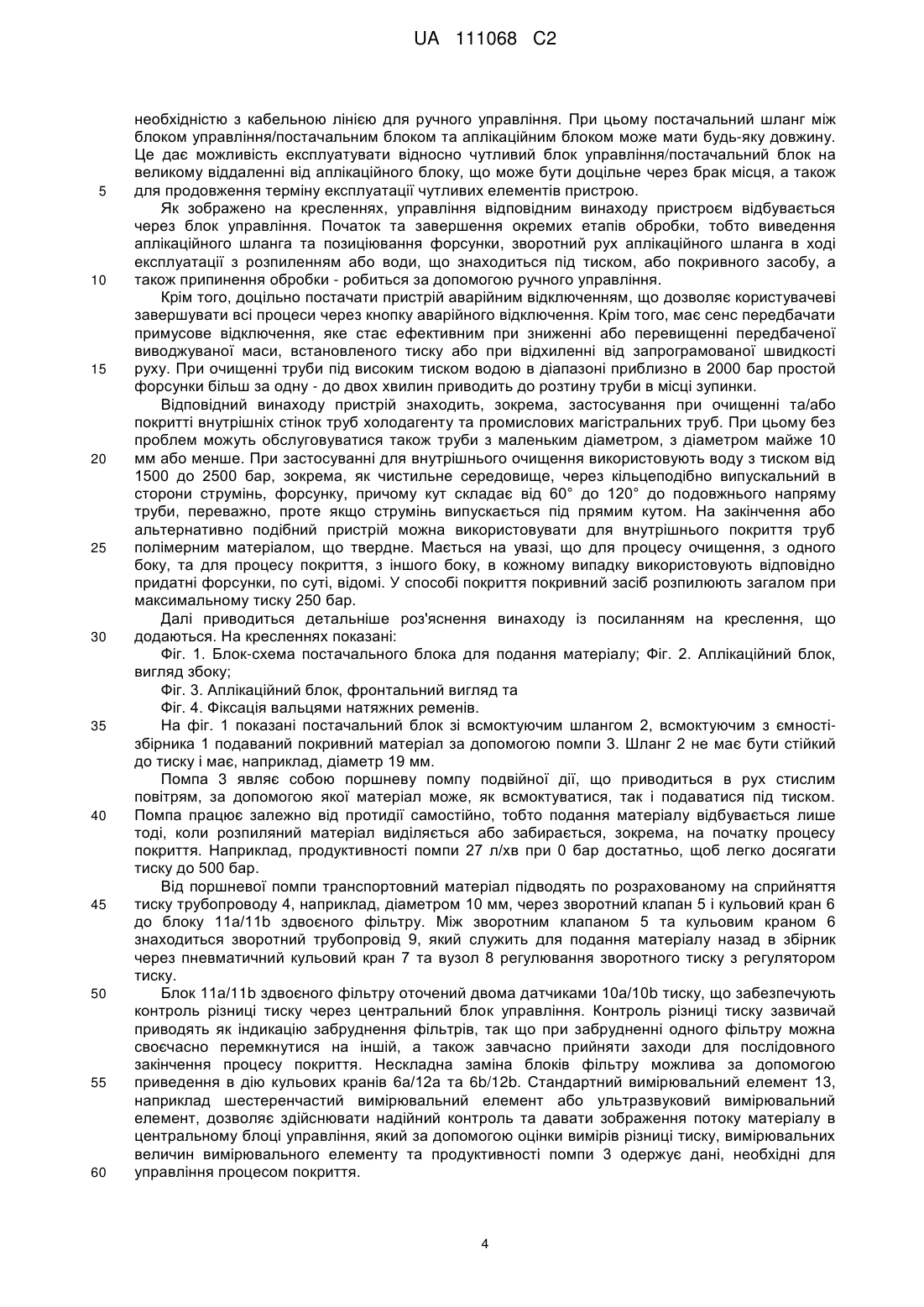
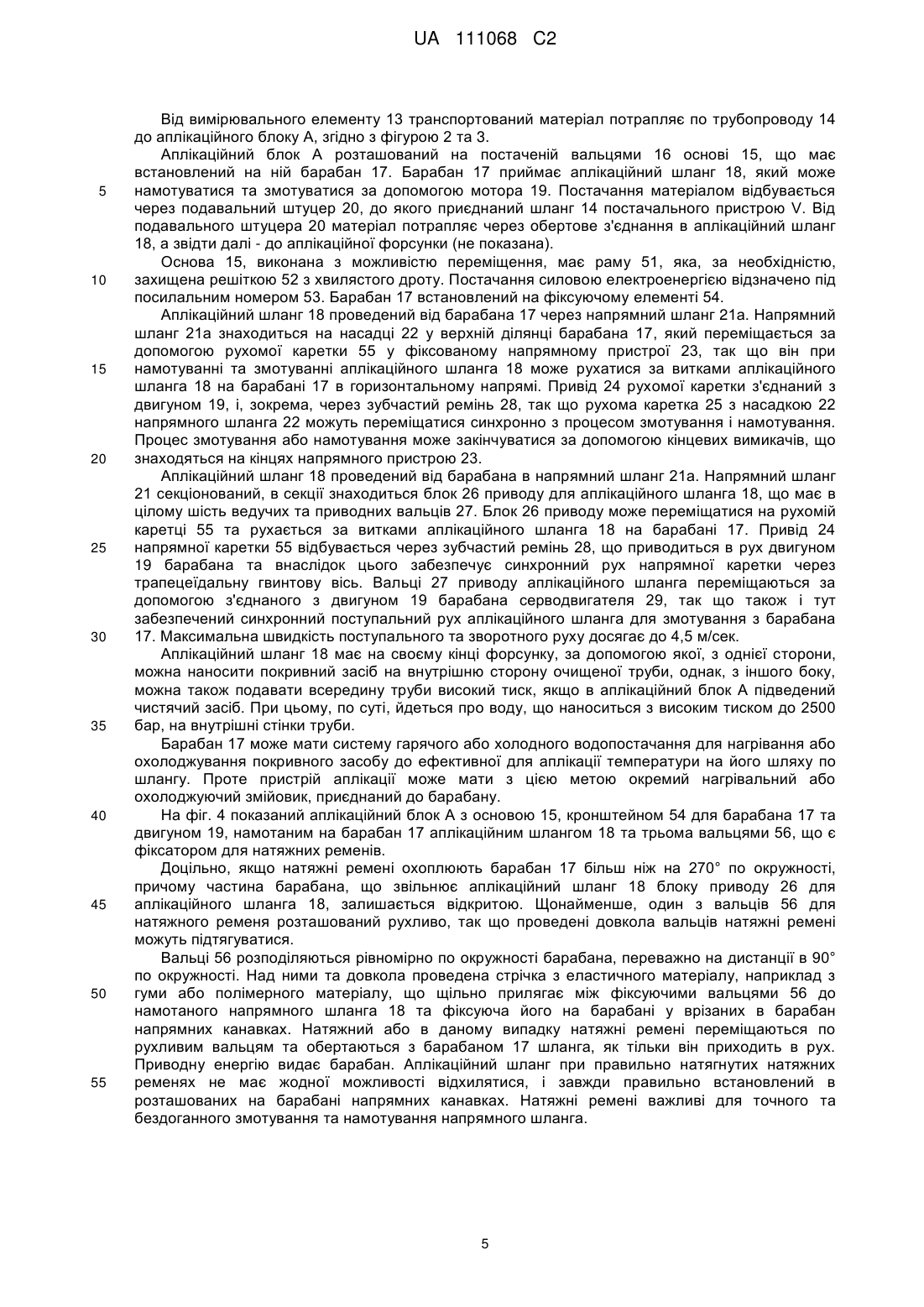
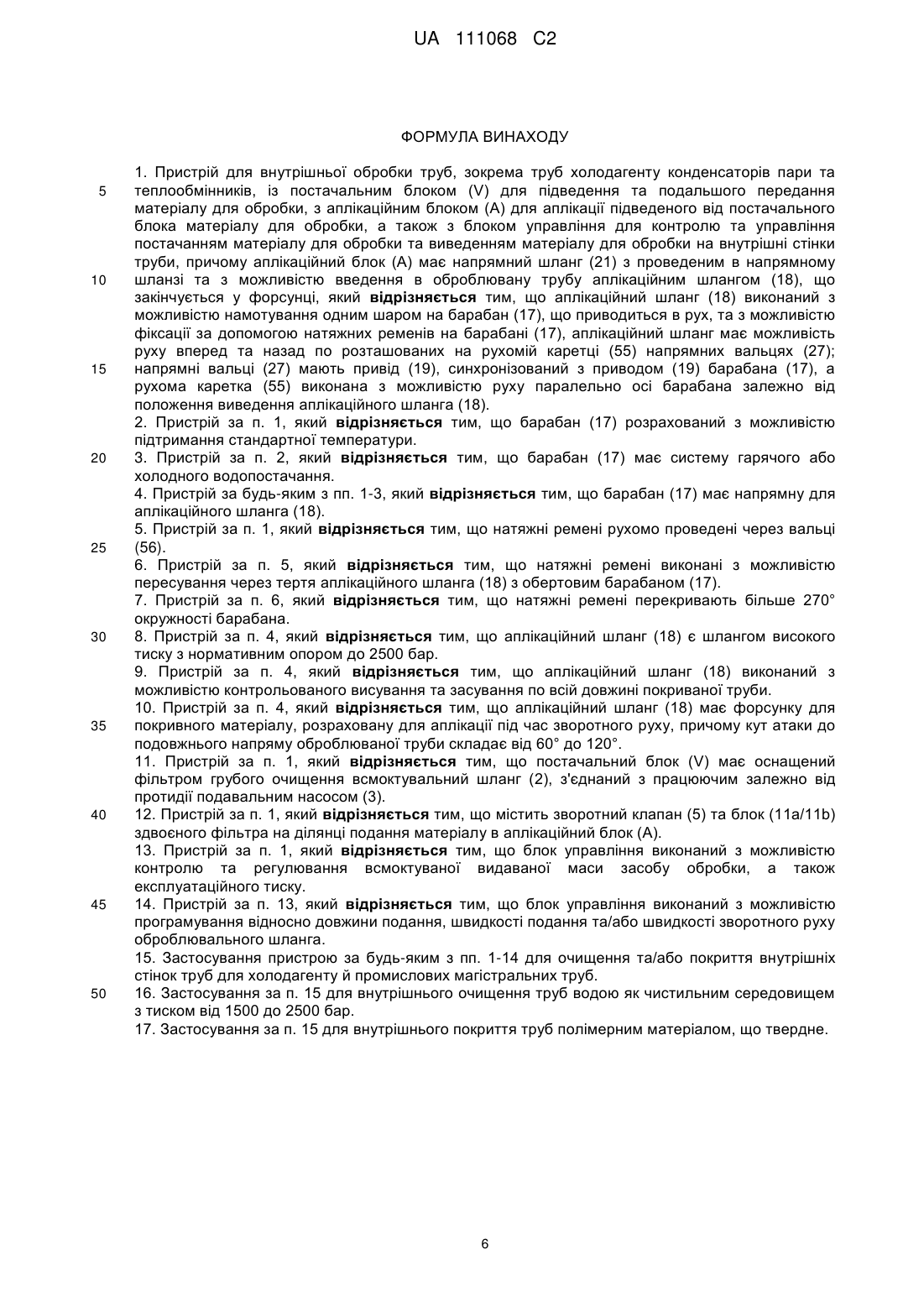
Реферат: Пристрій для внутрішньої обробки труб, зокрема труб холодагенту конденсаторів пари та теплообмінників, із постачальним блоком (V) для підведення та подальшого передання матеріалу для обробки, з аплікаційним блоком (А) для аплікації підведеного від постачального блока матеріалу для обробки, а також з блоком управління для контролю та управління постачанням матеріалу для обробки та виведенням матеріалу для обробки на внутрішні стінки труби, причому аплікаційний блок (А) має напрямний шланг (21) з проведеним в напрямному шланзі та з можливістю введення в оброблювану трубу аплікаційним шлангом (18), що закінчується у форсунці, причому аплікаційний шланг (18) може намотуватися одним шаром на барабан (17), що приводиться в рух, і з можливістю фіксації за допомогою натяжних ременів на барабані (17), аплікаційний шланг має можливість руху вперед і назад по розташованих на рухомій каретці (55) напрямних вальцях (27); напрямні вальці (27) мають привід, синхронізований з приводом (19) барабана (17), а рухома каретка (55) може рухатися паралельно осі барабана залежно від положення виведення аплікаційного шланга (18). UA 111068 C2 (12) UA 111068 C2 UA 111068 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до пристрою для внутрішньої обробки труб, зокрема, труб холодагенту конденсаторів пари та теплообмінників, із постачальним блоком (V) для підведення та подальшого передання матеріалу для обробки, з аплікаційним блоком (А) для аплікації підведеного від постачального блока матеріалу для обробки, а також з блоком управління для контролю та управління постачанням матеріалу для обробки і виведенням матеріалу для обробки на внутрішні стінки труби, причому аплікаційний блок (А) має напрямний шланг з проведеним в напрямному шлангу і з можливістю введення в оброблювану трубу аплікаційним шлангом, що закінчується у форсунці. З рівня техніки відома можливість постачати покриттям з полімерного матеріалу конденсатори пари, які використовуються, наприклад, у пристроях для виробництва електричної енергії, а також і в інших галузях промисловості, для протидії появі корозії, зокрема, також й ерозій. Дно труб та вихідних з них труб холодагенту в пристроях для виробництва електричної енергії піддані безлічі зовнішніх впливів, зокрема, механічних, хімічних та електрохімічних навантажень. Механічні навантаження виникають через віднесені холодагентом тверді частки, наприклад, піску. Крім того, через різницю температур між охолоджувальним середовищем та конденсованою парою, яка може перевищувати 100 °C, виникає термічна напруга, що приводить, до механічного навантаження, зокрема, на ділянці розвальцьовування труб холодагенту. Хімічні навантаження утворюються унаслідок природи охолоджувального середовища, наприклад, з його обтяженості сіллю, основними або кислими субстанціями. Зокрема, можна було б назвати в даному випадку відому дію корозії морської води або сильно обтяженої річкової води, використовуваної з метою охолоджування. Під електрохімічною або гальванічною корозією слід розуміти, корозію, що виникає при утворенні гальванічних елементів на граничних поверхнях металу, зокрема, в місцях переходу від дна труби до труби холодагенту, та сильно прискорюється за допомогою електропровідних рідин, зокрема, морскої або річкової води, що містить сіль. До цього додаються порушення працездатності конденсаторів пари при осадженні небажаних речовин, утворення водоростей і так далі, яким сприяють, зокрема, шорсткості, що виникають через появу корозії. В результаті появи корозії і відкладень частішають залежно від тривалості експлуатації конденсатора пари та взаємно збільшують один одного, оскільки все більше виникає місць для зачіпки корозії та відкладень. Тому ще завчасно перейшли до того, щоб постачати конденсатори пари покриттям з полімерних матеріалів, що зменшують корозію. Зокрема, для цього використовують покриття на основі епоксидних смол. Спочатку переважно покривалося лише само дно труб, що, проте, не вирішувало, зокрема, проблем, пов'язаних з утворенням явищ корозії та відкладень у трубах. Пізніше покривалися також впуски та випуски труб для захисту перехідної ділянки, підданої до найбільшої загрози. Заходи вище названого виду відомі наприклад з публікації GB-A-1 125 157, DE 1 939 665 U, DE 7 702 562 U, ЕР 0 236 388 А, а також ЕР 94 106 304 А. Проте виявилось, що лише значною мірою повне покриття може забезпечувати ефективний та довготривалий антикорозійний захист також і труб холодагенту. Проте внутрішнє покриття таких труб холодагенту представляє собой велику проблему через її почасти значну довжину та через незначний діаметр, зокрема якщо врахувати, що покриття повинне виходити по можливості одноріднішим. В той же час має бути можливість виготовляти покриття на місці і наскільки можна в коротший період з метою нетривалішого простою устаткування. Для великої кількості труб холодагенту в конденсаторах пари, що містять декілька тисяч труб, це означає, що спосіб покриття має бути в значній мірі автоматизований та стандартизований. До цього додається необхідність звільнення труб холодагенту перед покриттям від старого покривного матеріалу, відкладень, що налипли та іржі. При звичайному способі це відбувається за допомогою проведення піскоструминної обробки абразивним засобом проведення піскоструминної обробки, наприклад за допомогою піску, що приводиться в обертання через вихрову форсунку. Виникають великі маси забрудненого піску для піскоструминної обробки, необхідність утилізації яких дорога. Відомий пристрій для внутрішнього покриття труб згідно публікації WО 97/19758 А, що має раніше названі ознаки. Цей пристрій виявився, по суті, ефективним, проте може бути вдосконалений відносно техніки та точності при нанесенні покривного засобу. Зокрема, відомий пристрій при високому навантаженні схильний до нерівномірного виведення аплікаційного шланга. Крім того, було б бажано, транспортувати покривний засіб з постійною температурою, що знаходиться в діапазоні від 20 до 40 °C. Таку температуру часто не можна підтримувати взимку, в закритих приміщеннях при довшому робочому часі та в південних країнах, що призводить до 1 UA 111068 C2 5 10 15 20 25 30 35 40 45 50 55 60 зниження якості при покритті: покривна маса твердне дуже повільно або дуже швидко та втрачає внаслідок цього захисну дію та/або еластичність. Нарешті, було б бажано, виготовити пристрій, за допомогою якого покривані труби також могли заздалегідь очищатися та звільнятися від налипань, а також від раніших покриттів. Це завдання вирішується за допомогою пристрою раніше названого виду, в якому аплікаційний шланг може намотуватися одним шаром на приводимий в рух барабан і з можливістю фіксації за допомогою натяжного ременя на барабані, аплікаційний шланг може рухатися вперед та назад по розташованих на рухомій каретці напрямних вальцях; напрямні вальці мають привід, синхронізованний з приводом барабана, а рухома каретка може рухатися паралельно осі барабана залежно від положення виведення аплікаційного шланга. Відповідний винаходу пристрій спеціально розрахований для швидкого, рівномірного та значною мірою стандартизованного внутрішнього покриття труб холодагенту. Проте згідно з винаходом є можливість очищати труби та постачати підготовлені внаслідок цього труби покриттям з полімерного матеріалу, причому при довжині труб в декілька метрів час покриття однієї труби может без утруднення складати одну хвилину. Можна також без утруднення покривати труби лише частково, наприклад, на кінцевих ділянках або також наносити декілька шарів з різного матеріалу, наприклад у формі грунтовки, основного шару та верхнього шару. Доцільно, якщо аплікаційний шланг може висуватися і засуватися через напрямний шланг по всій його загальній довжині, а внаслідок цього, по всій довжині покриваної труби із заданою швидкістю. Для аплікацій з високим тиском, зокрема, при внутрішньому очищенні труб навантаженої тиском водою шланг повинен був мати нормативний опір до 2,500 бар; лише для цілей покриття, як правило, достатній нормативний опір до 500 бар. Так або інакше, достатня жорсткість необхідна для забезпечення можливості висунення в покривану трубу, жорсткість, як правило, наявна в розрахованих на сприйняття тиску шлангах. Нормативного опору можна досягати, як правило, за допомогою шлангів з текстильним або металевим посиленням тканини. Аплікаційний шланг, через який чистячий засіб, а також покривний засіб вводять в покривану трубу, намотаний одношарово на барабан пристрою та фіксований на барабані натяжним ременем. Для намотування барабан має переважно вбудовану напрямну шланга у формі канавки або закруглених профілів, що надійно вміщує окремі витки шланга і запобігає перекриванням. Для такої ж мети служить і натяжний ремінь. Оскільки подання і просиляння аплікаційного шланга повинні відбуватися регульовано і з можливістю контролю, необхідне точне намотування. Зокрема, подання шланга визначається числом зворотів барабана. Натяжні ремені служать для фіксації витків шланга на барабані в паралельних витках. Переважно йдеться про такі натяжні ремені, які рухливо проведені через вальці. У кінцевих точках натяжні ремені повертаються через вальці і прямують назад. Натяжні ремені рухливі і приводяться в рух за допомогою тертя у контакті зі шлангом на барабані. Переважно натяжні ремені охоплюють барабан, щонайменше, на 270°, зокрема, щонайменше, на 300°. Аплікаційний шланг пересувається вперед і назад по напрямних вальцях, розташованих на рухомій каретці, що приводяться в рух. При змотуванні з барабана аплікаційний шланг проходить через блок приводу з безліччю розташованих вгорі і внизу, а також один за одним вальців, що допускають точний поступальний рух. Напрямні вальці приводяться в дію за допомогою окремого мотора, переважно, серводвигуна, синхронізованого з приводом барабана. Це дозволяє аплікаційному шлангу точно рухатися вперед та назад і створювати достатній тиск для подання аплікаційного шланга в трубу для холодагента навіть до 20 м та більше. Натяжні ремені та власний привід напрямних вальців, причому останній узгоджений з приводом барабана, незамінні для точного та відтворного способу роботи аплікаційного шланга. Доцільно, якщо на рухомій каретці знаходиться також вимірювальний валець для контролю руху, а за необхідністю також швидкості аплікаційного шланга. Рухома каретка може пересуватися паралельно осі барабана та рухається залежно від положення виведення аплікаційного шланга. Оскільки аплікаційний шланг розташовується на барабані у вигляді паралельних витків, точка відокремлення від барабана рухається паралельно осі барабана по всій ширині барабана. Каретку підводять слідом, так що аплікаційний шланг після виходу з барабана завжди поступає в привід вальців напрямної каретки майже під прямим кутом до осі барабана. Цей захід також має важливе значення для точності здійснення процесу покриття і для надійності пристрою. Напрямний шланг розташований безпосередньо на рухомій каретці, і зокрема, на відвернутій від барабана стороні приводу вальців. Він має достатню довжину для перекриття при певних обставинах відстані, рівної багатьом метрам, між пристроєм та трубою. Аплікаційний шланг може мати довжину до 30 м. 2 UA 111068 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для розрахунку рівномірного покриття, барабан може постачатися пристроєм підтримування постійної температури. Він служить для того, щоб задавати сприятливу температуру введеному через барабан в аплікаційний шланг засобу обробки, наприклад покривному засобу, суміші, що твердне, полімерного матеріалу на основі епоксидної смоли, - стандартну температуру від 20 до 40 °C. Якщо використовують пристрій для очищення труб, то при низьких температурах може бути потрібно підігрівання для запобігання промерзанню. Переважне підтримування постійної температури здійснюють системою гарячого або холодного водопостачання. Доцільно розраховувати відповідний винаходу пристрій таким чином щоб, як очищення труби, так і покриття шаром полімерного матеріалу відбувалися при зворотному ході руху. Для цього обробний шланг вводять в оброблювану трубу до кінця, а відповідний захід починають при досягненні кінця труби і припиняють досягши початку труби. Мається на увазі, що при очищенні використовують спеціальні відповідні для очищення форсунки, при покритті форсунки, розраховані, зокрема, як придатні для покриття. Такі форсунки, по суті, відомі. Переважно форсунки випускають засіб обробки майже під прямим кутом до подовжнього напряму труби колоподібно. Загалом допустимі кути атаки від 60° до 120° до подовжнього напряму труби. Переважно в аплікаційному шлангу розташовується фільтр тонкого очищення, зокрема, в безпосередній близькості від розпилювальної форсунки, щоб запобігати засмічення форсунки частками, а також - зворотний клапан, перериваючий потік матеріалу без великої затримки для запобігання подальшого потоку покривного матеріалу після закінчення аплікації покривного матеріалу. Зворотний клапан або кінцевий клапан активують, наприклад, при тиску 10 бар. На ділянці постачального пристрою, у всмоктуючому штуцері або шлангу, переважно знаходиться фільтр грубого очищення, за допомогою якого всмоктуваний з накопичувального збірника покривний матеріал подають звільненим від грубих часток. Подавальною помпою переважно є залежна від протидії поршнева помпа, що забеспечує подання матеріалу до тих пір, поки виділяється розпиляний матеріал. За допомогою поршневої помпи одночасно створюють необхідний для експлуатації пристрою аплікаційний тиск. В ході подальшого транспортування матеріалу від подавальної помпи до розпилювальної форсунки переважно знаходиться зворотний клапан разом з пристроєм із здвоєними фільтрами, що перемикаються, для подальшої фільтрації покривного матеріалу. У ньому паралельно включені два фільтрувальних пристроя та забезпечені пристроєм контролю різниці тиск, які можуть служити як індикатори забруднення. Контроль різниці тиску відбувається через блок управління, що переважно повідомляє також величини та контролюючий за допомогою вимірювального елементу потік матеріалу та регулюючий включення фільтрів. Потік матеріалу може постачатися внаслідок цього протягом тривалого часу, а засмічення фільтрів виявляють і повідомляють про нього настільки завчасно, що процес покриття може послідовно завершуватися і його не потрібно припиняти передчасно. Два розподільні клапани із захистом від перевантаження 200 бар забезпечують послідовний потік матеріалу. Від постачального блока з блоками фільтру та вимірювальним елементом постачання матеріалом проходить через розрахований на сприйняття тиску шланг безпосередньо до аплікаційного блока, в якому знаходиться аплікаційний шланг, намотаний на барабані. Барабан може приводитися в рух за допомогою електродвигуна, знову ж таки регульованого блоком управління. Залежно від стадії експлуатації аплікаційний шланг змотують з барабана або намотують на барабан, причому він входить в напрямний шланг лише після проходження вальців приводу на рухомій каретці. Як третій блок відповідний винаходу пристрій постачається блоком управління, за допомогою якого, зокрема, контролюють, управляють та відображують усмоктувану/виділювану масу та тиск. Блок управління постачає працездатність пристрою та ідеальну експлуатацію. Крім того, його можна програмувати відносно довжини подання, швидкості подання та зворотної швидкості руху аплікаційного шланга, і, крім того, відносно швидкості розпилення і виділюваної маси. Зокрема, можливість програмування довжини подання аплікаційного шланга та його зворотної швидкості руху в комбінації з виділенням засобу обробки дозволяє швидко й надійно обробляти велику кількість труб для холодагенту стандартизованим способом. Як засоби обробки приймається зокрема, в розрахунок вода або інше рідке чистяче середовище для очищення труб, а також полімерний матеріал, що твердне, для покриття труб. Відповідний винаходу пристрій переважно виконаний з можливістю пересування, так що його можна просто пересувати в місці використання та встановлювати. При цьому доцільно об'єднувати блок управління та постачальний блок в один рухливий блок, з'єднаний через розрахований на сприйняття тиску постачальний шланг з аплікаційним блоком, а за 3 UA 111068 C2 5 10 15 20 25 30 35 40 45 50 55 60 необхідністю з кабельною лінією для ручного управління. При цьому постачальний шланг між блоком управління/постачальним блоком та аплікаційним блоком може мати будь-яку довжину. Це дає можливість експлуатувати відносно чутливий блок управління/постачальний блок на великому віддаленні від аплікаційного блоку, що може бути доцільне через брак місця, а також для продовження терміну експлуатації чутливих елементів пристрою. Як зображено на кресленнях, управління відповідним винаходу пристроєм відбувається через блок управління. Початок та завершення окремих етапів обробки, тобто виведення аплікаційного шланга та позиціювання форсунки, зворотний рух аплікаційного шланга в ході експлуатації з розпиленням або води, що знаходиться під тиском, або покривного засобу, а також припинення обробки - робиться за допомогою ручного управління. Крім того, доцільно постачати пристрій аварійним відключенням, що дозволяє користувачеві завершувати всі процеси через кнопку аварійного відключення. Крім того, має сенс передбачати примусове відключення, яке стає ефективним при зниженні або перевищенні передбаченої виводжуваної маси, встановленого тиску або при відхиленні від запрограмованої швидкості руху. При очищенні труби під високим тиском водою в діапазоні приблизно в 2000 бар простой форсунки більш за одну - до двох хвилин приводить до розтину труби в місці зупинки. Відповідний винаходу пристрій знаходить, зокрема, застосування при очищенні та/або покритті внутрішніх стінок труб холодагенту та промислових магістральних труб. При цьому без проблем можуть обслуговуватися також труби з маленьким діаметром, з діаметром майже 10 мм або менше. При застосуванні для внутрішнього очищення використовують воду з тиском від 1500 до 2500 бар, зокрема, як чистильне середовище, через кільцеподібно випускальний в сторони струмінь, форсунку, причому кут складає від 60° до 120° до подовжнього напряму труби, переважно, проте якщо струмінь випускається під прямим кутом. На закінчення або альтернативно подібний пристрій можна використовувати для внутрішнього покриття труб полімерним матеріалом, що твердне. Мається на увазі, що для процесу очищення, з одного боку, та для процесу покриття, з іншого боку, в кожному випадку використовують відповідно придатні форсунки, по суті, відомі. У способі покриття покривний засіб розпилюють загалом при максимальному тиску 250 бар. Далі приводиться детальніше роз'яснення винаходу із посиланням на креслення, що додаються. На кресленнях показані: Фіг. 1. Блок-схема постачального блока для подання матеріалу; Фіг. 2. Аплікаційний блок, вигляд збоку; Фіг. 3. Аплікаційний блок, фронтальний вигляд та Фіг. 4. Фіксація вальцями натяжних ременів. На фіг. 1 показані постачальний блок зі всмоктуючим шлангом 2, всмоктуючим з ємностізбірника 1 подаваний покривний матеріал за допомогою помпи 3. Шланг 2 не має бути стійкий до тиску і має, наприклад, діаметр 19 мм. Помпа 3 являє собою поршневу помпу подвійної дії, що приводиться в рух стислим повітрям, за допомогою якої матеріал може, як всмоктуватися, так і подаватися під тиском. Помпа працює залежно від протидії самостійно, тобто подання матеріалу відбувається лише тоді, коли розпиляний матеріал виділяється або забирається, зокрема, на початку процесу покриття. Наприклад, продуктивності помпи 27 л/хв при 0 бар достатньо, щоб легко досягати тиску до 500 бар. Від поршневої помпи транспортовний матеріал підводять по розрахованому на сприйняття тиску трубопроводу 4, наприклад, діаметром 10 мм, через зворотний клапан 5 і кульовий кран 6 до блоку 11а/11b здвоєного фільтру. Між зворотним клапаном 5 та кульовим краном 6 знаходиться зворотний трубопровід 9, який служить для подання матеріалу назад в збірник через пневматичний кульовий кран 7 та вузол 8 регулювання зворотного тиску з регулятором тиску. Блок 11а/11b здвоєного фільтру оточений двома датчиками 10а/10b тиску, що забезпечують контроль різниці тиску через центральний блок управління. Контроль різниці тиску зазвичай приводять як індикацію забруднення фільтрів, так що при забрудненні одного фільтру можна своєчасно перемкнутися на іншій, а також завчасно прийняти заходи для послідовного закінчення процесу покриття. Нескладна заміна блоків фільтру можлива за допомогою приведення в дію кульових кранів 6а/12а та 6b/12b. Стандартний вимірювальний елемент 13, наприклад шестеренчастий вимірювальний елемент або ультразвуковий вимірювальний елемент, дозволяє здійснювати надійний контроль та давати зображення потоку матеріалу в центральному блоці управління, який за допомогою оцінки вимірів різниці тиску, вимірювальних величин вимірювального елементу та продуктивності помпи 3 одержує дані, необхідні для управління процесом покриття. 4 UA 111068 C2 5 10 15 20 25 30 35 40 45 50 55 Від вимірювального елементу 13 транспортований матеріал потрапляє по трубопроводу 14 до аплікаційного блоку А, згідно з фігурою 2 та 3. Аплікаційний блок А розташований на постаченій вальцями 16 основі 15, що має встановлений на ній барабан 17. Барабан 17 приймає аплікаційний шланг 18, який може намотуватися та змотуватися за допомогою мотора 19. Постачання матеріалом відбувається через подавальний штуцер 20, до якого приєднаний шланг 14 постачального пристрою V. Від подавального штуцера 20 матеріал потрапляє через обертове з'єднання в аплікаційний шланг 18, а звідти далі - до аплікаційної форсунки (не показана). Основа 15, виконана з можливістю переміщення, має раму 51, яка, за необхідністю, захищена решіткою 52 з хвилястого дроту. Постачання силовою електроенергією відзначено під посилальним номером 53. Барабан 17 встановлений на фіксуючому елементі 54. Аплікаційний шланг 18 проведений від барабана 17 через напрямний шланг 21а. Напрямний шланг 21а знаходиться на насадці 22 у верхній ділянці барабана 17, який переміщається за допомогою рухомої каретки 55 у фіксованому напрямному пристрої 23, так що він при намотуванні та змотуванні аплікаційного шланга 18 може рухатися за витками аплікаційного шланга 18 на барабані 17 в горизонтальному напрямі. Привід 24 рухомої каретки з'єднаний з двигуном 19, і, зокрема, через зубчастий ремінь 28, так що рухома каретка 25 з насадкою 22 напрямного шланга 22 можуть переміщатися синхронно з процесом змотування і намотування. Процес змотування або намотування може закінчуватися за допомогою кінцевих вимикачів, що знаходяться на кінцях напрямного пристрою 23. Аплікаційний шланг 18 проведений від барабана в напрямний шланг 21а. Напрямний шланг 21 секціонований, в секції знаходиться блок 26 приводу для аплікаційного шланга 18, що має в цілому шість ведучих та приводних вальців 27. Блок 26 приводу може переміщатися на рухомій каретці 55 та рухається за витками аплікаційного шланга 18 на барабані 17. Привід 24 напрямної каретки 55 відбувається через зубчастий ремінь 28, що приводиться в рух двигуном 19 барабана та внаслідок цього забезпечує синхронний рух напрямної каретки через трапецеїдальну гвинтову вісь. Вальці 27 приводу аплікаційного шланга переміщаються за допомогою з'єднаного з двигуном 19 барабана серводвигателя 29, так що також і тут забезпечений синхронний поступальний рух аплікаційного шланга для змотування з барабана 17. Максимальна швидкість поступального та зворотного руху досягає до 4,5 м/сек. Аплікаційний шланг 18 має на своєму кінці форсунку, за допомогою якої, з однієї сторони, можна наносити покривний засіб на внутрішню сторону очищеної труби, однак, з іншого боку, можна також подавати всередину труби високий тиск, якщо в аплікаційний блок А підведений чистячий засіб. При цьому, по суті, йдеться про воду, що наноситься з високим тиском до 2500 бар, на внутрішні стінки труби. Барабан 17 може мати систему гарячого або холодного водопостачання для нагрівання або охолоджування покривного засобу до ефективної для аплікації температури на його шляху по шлангу. Проте пристрій аплікації може мати з цією метою окремий нагрівальний або охолоджуючий змійовик, приєднаний до барабану. На фіг. 4 показаний аплікаційний блок А з основою 15, кронштейном 54 для барабана 17 та двигуном 19, намотаним на барабан 17 аплікаційним шлангом 18 та трьома вальцями 56, що є фіксатором для натяжних ременів. Доцільно, якщо натяжні ремені охоплюють барабан 17 більш ніж на 270° по окружності, причому частина барабана, що звільнює аплікаційний шланг 18 блоку приводу 26 для аплікаційного шланга 18, залишається відкритою. Щонайменше, один з вальців 56 для натяжного ременя розташований рухливо, так що проведені довкола вальців натяжні ремені можуть підтягуватися. Вальці 56 розподіляються рівномірно по окружності барабана, переважно на дистанції в 90° по окружності. Над ними та довкола проведена стрічка з еластичного матеріалу, наприклад з гуми або полімерного матеріалу, що щільно прилягає між фіксуючими вальцями 56 до намотаного напрямного шланга 18 та фіксуюча його на барабані у врізаних в барабан напрямних канавках. Натяжний або в даному випадку натяжні ремені переміщаються по рухливим вальцям та обертаються з барабаном 17 шланга, як тільки він приходить в рух. Приводну енергію видає барабан. Аплікаційний шланг при правильно натягнутих натяжних ременях не має жодної можливості відхилятися, і завжди правильно встановлений в розташованих на барабані напрямних канавках. Натяжні ремені важливі для точного та бездоганного змотування та намотування напрямного шланга. 5 UA 111068 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 1. Пристрій для внутрішньої обробки труб, зокрема труб холодагенту конденсаторів пари та теплообмінників, із постачальним блоком (V) для підведення та подальшого передання матеріалу для обробки, з аплікаційним блоком (А) для аплікації підведеного від постачального блока матеріалу для обробки, а також з блоком управління для контролю та управління постачанням матеріалу для обробки та виведенням матеріалу для обробки на внутрішні стінки труби, причому аплікаційний блок (А) має напрямний шланг (21) з проведеним в напрямному шланзі та з можливістю введення в оброблювану трубу аплікаційним шлангом (18), що закінчується у форсунці, який відрізняється тим, що аплікаційний шланг (18) виконаний з можливістю намотування одним шаром на барабан (17), що приводиться в рух, та з можливістю фіксації за допомогою натяжних ременів на барабані (17), аплікаційний шланг має можливість руху вперед та назад по розташованих на рухомій каретці (55) напрямних вальцях (27); напрямні вальці (27) мають привід (19), синхронізований з приводом (19) барабана (17), а рухома каретка (55) виконана з можливістю руху паралельно осі барабана залежно від положення виведення аплікаційного шланга (18). 2. Пристрій за п. 1, який відрізняється тим, що барабан (17) розрахований з можливістю підтримання стандартної температури. 3. Пристрій за п. 2, який відрізняється тим, що барабан (17) має систему гарячого або холодного водопостачання. 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що барабан (17) має напрямну для аплікаційного шланга (18). 5. Пристрій за п. 1, який відрізняється тим, що натяжні ремені рухомо проведені через вальці (56). 6. Пристрій за п. 5, який відрізняється тим, що натяжні ремені виконані з можливістю пересування через тертя аплікаційного шланга (18) з обертовим барабаном (17). 7. Пристрій за п. 6, який відрізняється тим, що натяжні ремені перекривають більше 270° окружності барабана. 8. Пристрій за п. 4, який відрізняється тим, що аплікаційний шланг (18) є шлангом високого тиску з нормативним опором до 2500 бар. 9. Пристрій за п. 4, який відрізняється тим, що аплікаційний шланг (18) виконаний з можливістю контрольованого висування та засування по всій довжині покриваної труби. 10. Пристрій за п. 4, який відрізняється тим, що аплікаційний шланг (18) має форсунку для покривного матеріалу, розраховану для аплікації під час зворотного руху, причому кут атаки до подовжнього напряму оброблюваної труби складає від 60° до 120°. 11. Пристрій за п. 1, який відрізняється тим, що постачальний блок (V) має оснащений фільтром грубого очищення всмоктувальний шланг (2), з'єднаний з працюючим залежно від протидії подавальним насосом (3). 12. Пристрій за п. 1, який відрізняється тим, що містить зворотний клапан (5) та блок (11а/11b) здвоєного фільтра на ділянці подання матеріалу в аплікаційний блок (А). 13. Пристрій за п. 1, який відрізняється тим, що блок управління виконаний з можливістю контролю та регулювання всмоктуваної видаваної маси засобу обробки, а також експлуатаційного тиску. 14. Пристрій за п. 13, який відрізняється тим, що блок управління виконаний з можливістю програмування відносно довжини подання, швидкості подання та/або швидкості зворотного руху оброблювального шланга. 15. Застосування пристрою за будь-яким з пп. 1-14 для очищення та/або покриття внутрішніх стінок труб для холодагенту й промислових магістральних труб. 16. Застосування за п. 15 для внутрішнього очищення труб водою як чистильним середовищем з тиском від 1500 до 2500 бар. 17. Застосування за п. 15 для внутрішнього покриття труб полімерним матеріалом, що твердне. 6 UA 111068 C2 7 UA 111068 C2 8 UA 111068 C2 9 UA 111068 C2 10 UA 111068 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for internal pipes treating
Автори англійськоюKreiselmaier, Richard
Назва патенту російськоюУстройство для внутренней обработки труб
Автори російськоюКрайзелмайер Ричард
МПК / Мітки
МПК: B24C 3/32, F16L 58/10, B05D 7/22, F28F 19/04, B08B 9/043, B65H 75/44, B05B 13/06
Мітки: пристрій, обробки, труб, внутрішньої
Код посилання
<a href="https://ua.patents.su/13-111068-pristrijj-dlya-vnutrishno-obrobki-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для внутрішньої обробки труб</a>
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труб
Номер патенту: 71519
Опубліковано: 15.11.2004
Автор: Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: тріодного, внутрішньої, пристрій, труб, поверхні, іонно-плазмової, обробки, типу, плазмовий
Формула / Реферат:
Плазмовий пристрій тріодного типу для іонно-плазмової обробки внутрішньої поверхні труби, що складається з трубчатого катода з діаметром Д1, змонтованої на катоді системи ініціювання дугового розряду, співвісної катоду циліндричної анодної конструкції з діаметром Д2, між якими ввімкнуте джерело живлення дугового розряду, співвісного їм циліндричного позитивного електрода з діаметром Д3, який через високовольтне джерело постійного струму...
Пристрій для обчищення внутрішньої поверхні труб
Номер патенту: 34538
Опубліковано: 15.03.2001
Автор: Струк Микола Олексійович
МПК: B08B 9/04
Мітки: обчищення, труб, внутрішньої, поверхні, пристрій
Формула / Реферат:
Пристрій для очищення внутрішньої поверхні труб, що має стрижень, постачений на передньому кінці напрямною ділянкою, виконаною з більш щільного матеріалу, ніж інша частина, який відрізняється тим, що стрижень виконаний у вигляді штанги, з гвинтовими канавками на передній частині для відведення відкладень, що знімаються зі стінок труб, а напрямна ділянка виконана з пластини з двома різаними крайками на трапецеїдальній передній частині, при...
Пристрій для захисту від корозії внутрішньої поверхні насосно-компресорних труб
Номер патенту: 31880
Опубліковано: 15.12.2000
Автори: Тарабаринов Петро Васильович, Дядик Микола Миколайович, Манюк Семен Васильович, Нийгер Федір Васильович, Куртов Веніамин Дмитрович
МПК: E21B 41/00, C23F 13/00
Мітки: корозії, поверхні, внутрішньої, захисту, пристрій, труб, насосно-компресорних
Текст:
...м, пр от яжний пр ист рі й вико на ний у вигляді пат ру б ка з насос но - ко шір еео р ної тр уб и, пр ичо му внут рі шня і то р ць о ві по вер х ні патр уб ка футе ро ва ні проте кто рним м атеріа ло м. В яко ст і пр от е кто р но го мат ер іа лу ир имі нял и с пла в на ос но ві ал юмі ні ю. Дл я цьо го ст ал ь ний пат ру бо к мар ки Р -І 05 /в за вод сь ких у мо ва х / на гр і ва л и д о т е м пе р а т у р и 6 6 0 ° С . ї а к с а мо го т у...
Пристрій для очищення внутрішньої поверхні труб

Номер патенту: 58793
Опубліковано: 26.04.2011
Автори: Калюжний Анатолій Павлович, Яковлєв Віктор Сергійович
МПК: B08B 9/027
Мітки: внутрішньої, очищення, пристрій, поверхні, труб
Формула / Реферат:
Пристрій для очищення внутрішньої поверхні труб, що має трубчастий корпус-гільзу, з одного боку якого є ріжуча кільцева, який відрізняється тим, що гільза виконана з відрізка труби й має діаметр d, котрий на порядок менший від діаметра трубопроводу D, що прочищається, на краях якої, як з одного, так і з іншого боку є ріжучі кромки з кутом заточки всередину гільзи і з'єднана з тягнучим тросом через жорсткі кріплення від гільзи з обох боків,...
Пристрій для різання труб з внутрішньої сторони
Номер патенту: 84101
Опубліковано: 10.10.2013
Автор: Міхєєв Олександр Володимирович
МПК: B23D 21/00
Мітки: труб, різання, внутрішньої, стороні, пристрій
Формула / Реферат:
1. Пристрій для різання труб з внутрішньої сторони, що містить привід обертання і розташовані в корпусі проміжний механізм, що з'єднує привід обертання з утримувачем різального інструмента, і механізм переміщення утримувача з ріжучим інструментом до внутрішньої поверхні труби, яку треба обрізати, що включає втулку з ексцентричним отвором, який відрізняється тим, що проміжний механізм і механізм переміщення утримувача з ріжучим інструментом...
Попередній патент: Стабільний водовмісний препарат, який містить активний компонент, що погано розчиняється у воді (варіанти)
Наступний патент: Захисний елемент з ахроматичними ознаками
Випадковий патент: Спосіб оперативного контролю та управління технологічними параметрами при переробці мінеральної сировини на конвеєрі та пристрій для його реалізації