Спіральношовний полімерний виріб із стільниковою стінкою (варіанти) та довгомірний порожнистий термопластичний профіль для його виробництва
Номер патенту: 115587
Опубліковано: 27.11.2017
Автори: Плющєв Ігор Євгенович, Березін Олександр Миколайович

Формула / Реферат
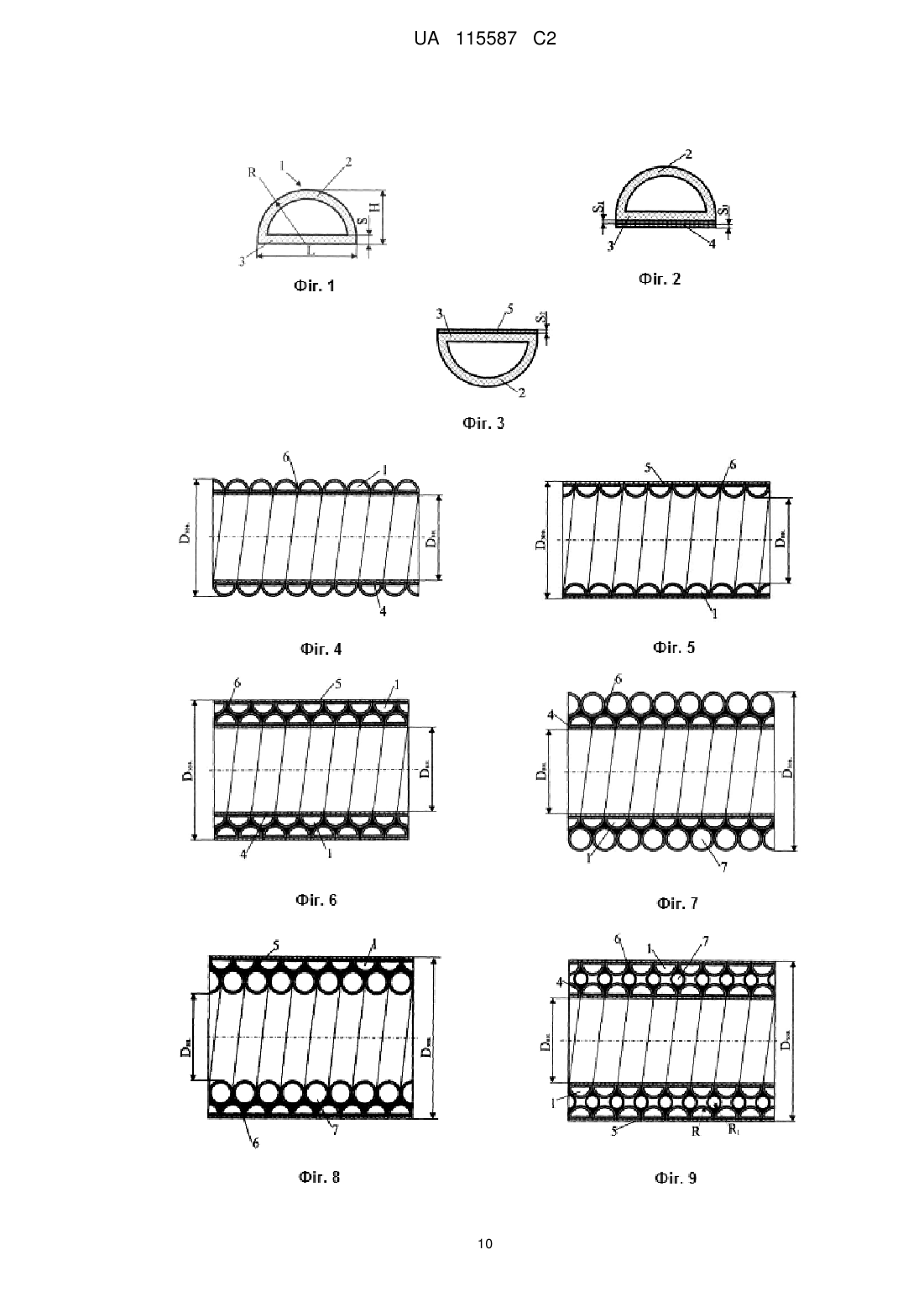
1. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з довгомірного порожнистого термопластичного профілю, навитого щільно по спіралі по розміру необхідного діаметра виробу, поперечний переріз профілю є замкнутою геометричною фігурою, яка складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою, які утворюють опуклу частину і іншу частини зовнішньої поверхні профілю відповідно, а суміжні витки профілю з'єднані між собою зварюванням, який відрізняється тим, що інша частина зовнішньої поверхні профілю є пласкою, пласка частина зовнішньої поверхні профілю у навитому стані орієнтована всередину або назовні виробу і при цьому утворює суцільну рівну поверхню виробу, внутрішню або зовнішню відповідно, крім того, ширина ![]() пласкої частини зовнішньої поверхні профілю і висота
пласкої частини зовнішньої поверхні профілю і висота ![]() профілю пов'язані між собою співвідношенням
профілю пов'язані між собою співвідношенням ![]() .
.
2. Спіральношовний виріб за п. 1, який відрізняється тим, що пласка частина зовнішньої поверхні профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал профілю.
3. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з двох, верхнього і нижнього, однакових у поперечному перерізі за формою і зовнішніми розмірами, довгомірних порожнистих термопластичних профілів, в якому нижній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, а верхній профіль навитий поверх нього із зміщенням по осі на половину ширини витка нижнього профілю, поперечний переріз кожного профілю є замкнутою геометричною фігурою, яка складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні профілю, крім того, суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням, який відрізняється тим, що інша частина його зовнішньої поверхні має вигляд пласкої поверхні, пласка частина зовнішньої поверхні нижнього профілю обернена всередину виробу і утворює його суцільну рівну внутрішню поверхню, пласка частина зовнішньої поверхні верхнього профілю спрямована назовні виробу і утворює суцільну рівну зовнішню поверхню виробу, а ширина ![]() зовнішньої поверхні кожного профілю та висота
зовнішньої поверхні кожного профілю та висота ![]() профілів пов'язані між собою співвідношенням
профілів пов'язані між собою співвідношенням ![]() .
.
4. Спіральношовний виріб за п. 3, який відрізняється тим, що пласка частина зовнішньої поверхні нижнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал нижнього профілю, і/або пласка частина зовнішньої поверхні верхнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал верхнього профілю.
5. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з першого і другого довгомірних порожнистих термопластичних профілів, навитих по спіралі так, що один профіль розташований на іншому, причому нижній, профіль навитий по спіралі по розміру необхідного внутрішнього діаметра виробу, а верхній профіль навитий із зміщенням по осі на половину ширини витка другого профілю, витки другого профілю навиті щільно без проміжків між ними, поперечний переріз кожного профілю є замкнутою геометричною фігурою, яка у першому профілі має вигляд кільця, а у другому профілі складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні другого профілю, при цьому опуклими поверхнями профілі обернені один до одного, а суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням, який відрізняється тим, що інша частина зовнішньої поверхні другого профілю є пласкою, ширина ![]() пласкої частини зовнішньої поверхні другого профілю і висота профілю
пласкої частини зовнішньої поверхні другого профілю і висота профілю ![]() пов'язані між собою співвідношенням
пов'язані між собою співвідношенням ![]() , а другий профіль є нижнім або верхнім, і пласкою частиною зовнішньої поверхні він орієнтований, відповідно, або всередину, або назовні виробу, утворюючи, відповідно, або внутрішню, або зовнішню суцільну рівну поверхню виробу.
, а другий профіль є нижнім або верхнім, і пласкою частиною зовнішньої поверхні він орієнтований, відповідно, або всередину, або назовні виробу, утворюючи, відповідно, або внутрішню, або зовнішню суцільну рівну поверхню виробу.
6. Спіральношовний виріб за п. 5, який відрізняється тим, що пласка частина зовнішньої поверхні другого профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал цього профілю.
7. Спіральношовний виріб за одним з пп. 5 або 6, який відрізняється тим, що зовнішній радіус півкільця поперечного перерізу другого профілю більший за зовнішній радіус кільця поперечного перерізу першого профілю.
8. Спіральношовний виріб за будь-яким з пп. 5-7, який відрізняється тим, що при нижньому розташуванні другого профілю він містить принаймні один додатковий профіль, який має поперечний переріз у формі кільця і навитий зверху на перший профіль із зміщенням по осі на крок, рівний половині ширини витка першого профілю, при цьому зовнішній радіус кільця поперечного перерізу додаткового профілю менший або дорівнює зовнішньому радіусу кільця поперечного перерізу першого профілю.
9. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з внутрішнього, зовнішнього і принаймні одного проміжного навитих довгомірних порожнистих термопластичних профілів, з яких внутрішній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, кожний наступний профіль навитий на попередній профіль із зміщенням по осі на величину половини ширини витка внутрішнього профілю, поперечний переріз кожного профілю є замкнутою геометричною фігурою, фігура поперечного перерізу кожного проміжного профілю має форму кільця, фігура поперечного перерізу внутрішнього і зовнішнього профілів складається з опуклої частини у вигляді по суті півкільця однакового зовнішнього радіуса для внутрішнього і зовнішнього профілів та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні внутрішнього і зовнішнього профілів, крім того, суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням, який відрізняється тим, що інша частина зовнішньої поверхні внутрішнього та зовнішнього профілів є пласкою, пласка частина зовнішньої поверхні внутрішнього профілю обернена всередину виробу і утворює суцільну рівну внутрішню поверхню виробу, пласка частина зовнішньої поверхні зовнішнього профілю орієнтована назовні виробу і утворює суцільну рівну зовнішню поверхню виробу, причому величина зовнішнього радіуса кільця поперечного перерізу проміжного профілю дорівнює величині зовнішнього радіуса півкільця поперечного перерізу внутрішнього чи зовнішнього профілів, або менша за неї, але не менша за половину величини зовнішнього радіуса півкільця, а ширина ![]() пласкої частини зовнішньої поверхні внутрішнього та зовнішнього профілів та їх висота
пласкої частини зовнішньої поверхні внутрішнього та зовнішнього профілів та їх висота ![]() пов'язані між собою співвідношенням
пов'язані між собою співвідношенням ![]() .
.
10. Спіральношовний виріб за п. 9, який відрізняється тим, що містить принаймні два або більше проміжних профілів, і величина зовнішнього радіуса кільця поперечного перерізу кожного непарного або кожного парного проміжного профілю менша за величину зовнішнього радіуса півкільця поперечного перерізу внутрішнього та зовнішнього профілів, але не менша за величину половини цього радіуса, а радіус кільця поперечного перерізу кожного парного або кожного непарного проміжного профілю дорівнює, відповідно, величині зовнішнього радіуса півкільця поперечного перерізу внутрішнього та зовнішнього профілів.
11. Спіральношовний виріб за будь-яким з пп. 9 або 10, який відрізняється тим, що пласка частина зовнішньої поверхні внутрішнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал внутрішнього профілю, і/або пласка частина зовнішньої поверхні зовнішнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал зовнішнього профілю.
12. Довгомірний порожнистий термопластичний профіль для виробництва спіральношовних полімерних виробів, поперечний переріз якого є замкнутою геометричною фігурою з опуклою частиною у вигляді по суті півкільця, з'єднаною з іншою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні профілю, який відрізняється тим, що інша частина зовнішньої поверхні профілю має пласку форму і утворює пласку частину його зовнішньої поверхні, при цьому ширина ![]() пласкої частини зовнішньої поверхні профілю і висота
пласкої частини зовнішньої поверхні профілю і висота ![]() профілю пов'язані між собою співвідношенням
профілю пов'язані між собою співвідношенням ![]() .
.
13. Профіль за п. 12, який відрізняється тим, що пласка частина зовнішньої поверхні профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал профілю.
Текст
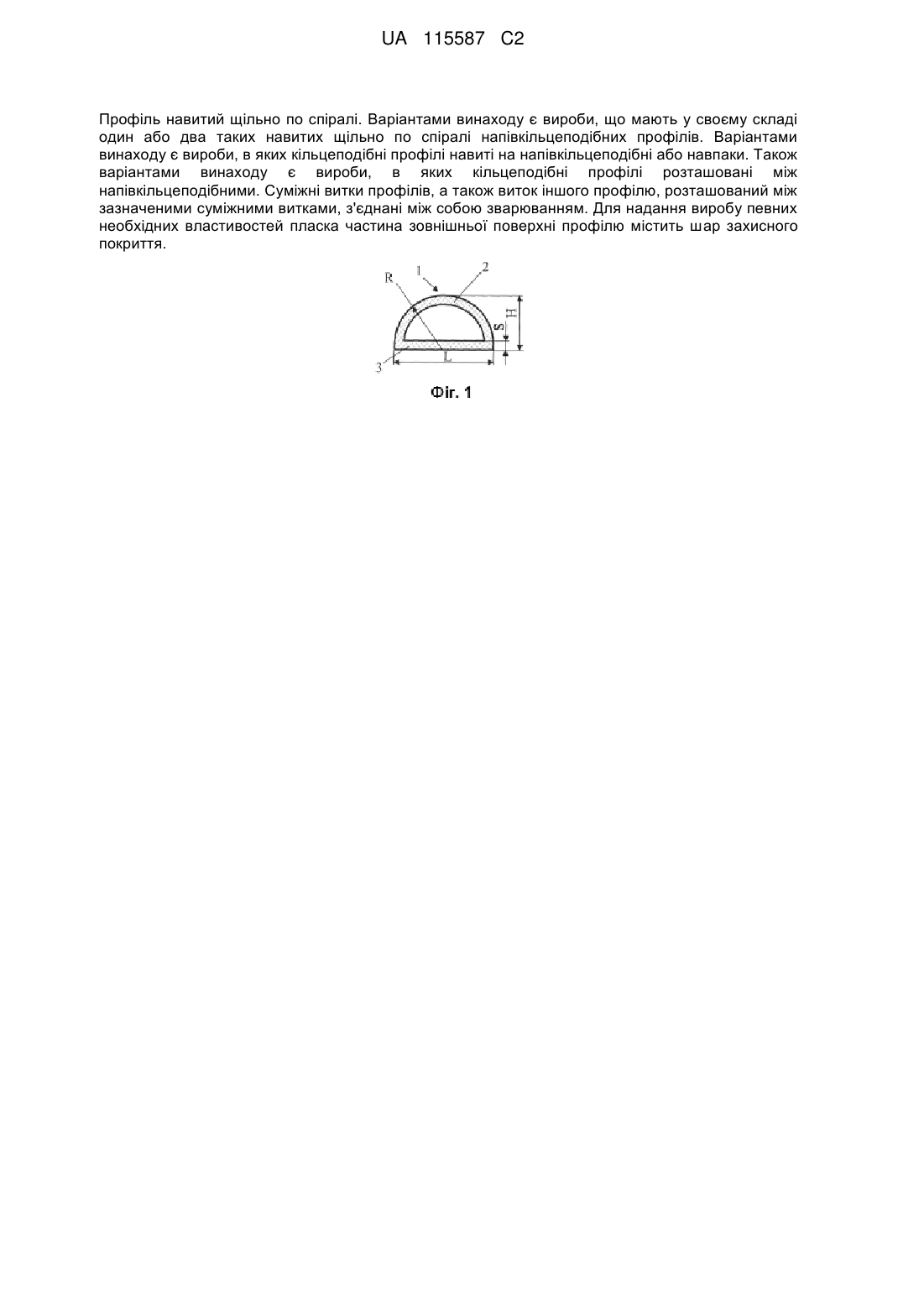
Реферат: Винахід стосується галузі виробництва довгомірних спіральношовних полімерних виробів великих розмірів, які можуть бути використані у трубопровідному транспорті, хімічній, нафтогазовій та нафтопереробній промисловості, агрокомплексі, комунальному господарстві. Винахід вирішує задачу створити варіанти спіральношовного полімерного виробу із стільниковою стінкою, які б мали внутрішню або зовнішню, або і внутрішню і зовнішню гладкі рівні стінки, невелику матеріаломісткість, вагу і вартість, були прості у виготовленні і могли б бути виготовлені у польових умовах завдяки використанню тонкостінного, легкого, гнучкого профілю. Задача вирішена завдяки тому, що у спіральношовних полімерних виробах використаний довгомірний порожнистий термопластичний профіль, поперечний переріз якого є замкнутою геометричною фігурою, яка складається з опуклої частини у вигляді по суті напівкільця, і пласкої частини, з'єднаних між собою, які утворюють, відповідно, опуклу і пласку частини зовнішньої поверхні профілю. При цьому ширина L пласкої частини зовнішньої L поверхні профілю і висота H профілю пов'язані між собою співвідношенням 1,5 2 . H UA 115587 C2 (12) UA 115587 C2 Профіль навитий щільно по спіралі. Варіантами винаходу є вироби, що мають у своєму складі один або два таких навитих щільно по спіралі напівкільцеподібних профілів. Варіантами винаходу є вироби, в яких кільцеподібні профілі навиті на напівкільцеподібні або навпаки. Також варіантами винаходу є вироби, в яких кільцеподібні профілі розташовані між напівкільцеподібними. Суміжні витки профілів, а також виток іншого профілю, розташований між зазначеними суміжними витками, з'єднані між собою зварюванням. Для надання виробу певних необхідних властивостей пласка частина зовнішньої поверхні профілю містить шар захисного покриття. UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується галузі виробництва довгомірних спіральношовних полімерних виробів великих розмірів, яких потребують трубопровідний транспорт, хімічна, нафтогазова і нафтопереробна промисловість, агрокомплекс, комунальне господарство. Такі конструкції можуть бути застосовані для постачання питної води і водовідведення, при будівництві каналізаційних колекторів, очисних споруд, резервуарів, баків, контейнерів для зберігання текучих середовищ або сипких речовин, зокрема для зберігання хімічних токсичних речовин та відходів. Також винахід стосується профілів, з яких виробляють спіральношовні полімерні конструкції великих розмірів. Для однозначного розуміння термінів, що використані в описі та формулі винаходу, нижче наведено їх тлумачення: термін "виріб" означає канал із замкнутим поперечним перерізом трубчастої, циліндричної, конічної, сферичної та їм подібної форми; термін "профіль" використовується у значенні подовжений порожнистий виріб, що має постійний поперечний переріз по довжині. Спіральношовні довгомірні полімерні вироби виготовляють з порівняно недорогих термопластиків типу поліолефінів, наприклад поліетилен (ПЕ 80, ПЕ 100) чи поліпропілен. Вони мають значні переваги над виробами з бетону, склопластиків, кераміки тощо, оскільки є більш пластичними і гнучкими і забезпечують цілісність навіть у зсувних ґрунтах, є більш легкими, стійкими до гідроабразивного стирання, деформацій удару, мають кращі гідравлічні властивості (Система профилированных труб для водоотведения и канализации КОРСИС ПЛЮС. Техническое руководство. Группа ПОЛИПЛАСТИК, С.С. 4-6). Останнім часом перед розробниками виробів з термопластиків постало питання створення надійних міцних спіральношовних довгомірних виробів великих діаметрів (від 300 мм до 9000 мм і більше), які при великій кільцевій жорсткості мали б рівні поверхні, забезпечували б надійність, невелику матеріаломісткість, вагу, а отже і вартість. Крім того, були б простими у виготовленні в польових умовах і могли б бути виготовлені будь-якої необхідної довжини. Відомі труби компанії Krah, які характеризуються діапазоном внутрішніх діаметрів до 4000 мм із максимальною товщиною стінки до 200 мм і максимальною довжиною труби до 6 м. (Каталог компанії KRAH Pipes, http://www.iplast.com.ua/UserFiles/File/catalog ua.pdf C.C. 2,4). Ці труби утворені з довгомірного смугового профілю шляхом навивки його на барабан (Новый метод изготовления большеразмерных труб компании Krah http://polymery.ru/letter.php?cat__id=3&n_id=482). Для підвищення кільцевої жорсткості труби використовують двоабо багатошарові спіральношовні конструкції (http://www.iplast.com.ua/UserFiles/File/catalog ua.pdf С. 14), в яких наступні шари труби формують з трубчастих гофрованих профілів, покритих розплавом полімеру. Труби мають достатньо велику кільцеву жорсткість, але основними їх недоліками є велика матеріаломісткість, неможливість створення труби з рівними стінками, неможливість створення труби в польових умовах. Відомі спіральношовні полімерні вироби із стільниковою стінкою, виробництва фірми Оу KWH Pipe (патент US 5127442, 1992; патент UA 41314, 2001 (WO93/22126); патент RU 2229381, 2004; UA 81505, 2013). Спіральношовні порожнисті полімерні вироби фірми Оу KWH Pipe ґрунтуються на використанні довгомірних порожнистих термопластичних профілів, які мають поперечний переріз у вигляді по суті прямокутників (UA 82688, 2008; UA 104232, 2014). Для підвищення кільцевої жорсткості виробу профіль виконують з потовщеною стінкою. Вироби фірми Оу KWH Pipe можуть бути виготовлені тільки в умовах заводського виробництва, оскільки прямокутний профіль не може бути перевезений без деформування до місця прокладання труби. Відомі спіральношовні полімерні труби із стільниковою стінкою і інших виробників, зокрема, описані в охоронних документах: SU1823818, 1993; UA 2669, 2005; UA 14677, 2006; UA 100049, 2012; UA 101101, 2012). Відомі полімерні фасонні вироби (RU 2012157714, 2012). Відомі також полімерні профілі, з яких утворюють спіральношовні труби: трубчасті, у вигляді двотавра, Дподібного поперечного перерізу тощо (UA 2669, 2005, CN101666399, 2010). Корпорація "Енергоресурс-інвест" випускає, зокрема, труби великих діаметрів від 600 мм до 6000 мм (Каталог продукції корпорації "Енергоресурс-інвест" Полімерні труби та конструкції з пустотілою (стільниковою) побудовою стінки для водопостачання і водовідведення, С. 6), конструкції оглядових колодязів діаметром до 2000 мм (там же, рис. на С. 9, таблиця С. 13), резервуари питної води до 4000 мм (там же, рис. 1 таблиця на С. 19, рис. С. 20). Найближчим до першого варіанта виробу, що заявляється, є спіральношовний полімерний виріб із стільниковою стінкою, зображений на фіг. 1 опису до патенту України № 8072 на 1 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 корисну модель, опублікований у 2005 р. Виріб утворений з довгомірного порожнистого навитого щільно по спіралі термопластичного профілю. Поперечний переріз профілю є замкнутою геометричною фігурою у вигляді кільця. При цьому витки профілю навиті по розміру необхідного діаметра виробу, а суміжні витки профілю з'єднані між собою екструзійним зварюванням. Великим недоліком описаного виробу є неможливість утворення рівних стінок виробу. Щоб дещо зрівняти поверхні виробу, проміжки між опуклостями витків заповнюють екструдованою масою полімеру, що вимагає великих витрат матеріалу і призводить до збільшення витрат, збільшення ваги, збільшення вартості виробів. Найближчим до другого та третього варіантів виробу, що заявляється, є спіральношовний полімерний виріб із стільниковою стінкою зображений на фіг. 1 патенту України № 15836 на корисну модель, (публікація 2006 р). Виріб утворений з двох однакових, верхнього і нижнього, довгомірних порожнистих термопластичних профілів. Нижній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, а інший, верхній, профіль навитий зверху на нижній профіль із зміщенням по осі на половину ширини витка нижнього профілю. Поперечний переріз кожного профілю є замкнутою геометричною фігурою у вигляді кільця, яке утворює опуклу зовнішню поверхню по всьому периметру профілю. Зовнішні радіуси кілець поперечного перерізу профілів однакові. Суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою екструзійним зварюванням. Кільцева жорсткість такого виробу порівняно з одношаровими виробами збільшена. Однак, великим недоліком відомого виробу є неможливість досягти рівних гладких поверхонь виробу. Щоб дещо зрівняти поверхні виробу, проміжки між опуклостями витків заповнюють екструдованою масою полімеру, що вимагає великих витрат матеріалу і призводить до збільшення енерговитрат, ваги, вартості виробів. Найближчим до четвертого варіанта виробу, що заявляється, є спіральношовний полімерний виріб із стільниковою стінкою, зображений на фіг. 2 патенту України № 15836 на корисну модель (публікація 2006 р.). Виріб утворений з внутрішнього, зовнішнього і одного проміжного довгомірних порожнистих термопластичних профілів однакового діаметра, кожен з яких у поперечному перерізі має вигляд кільця і утворює опуклу зовнішню поверхню по всьому периметру профілю. Внутрішній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, а проміжний профіль навитий зверху навнутрішній профіль із зміщенням по осі на крок в половину ширини витка внутрішнього профілю. Зовнішній профіль навитий зверху на проміжний із зміщенням по осі на половину витка внутрішнього профілю. Суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням. Порожнини між суміжними кільцями витків заповнені екструдованою масою полімеру. Описаний пристрій має такі ж недоліки, як і у описаних вище відомих найближчих аналогів. Крім того, він потребує додаткового обладнання при зварюванні профілів у виріб (необхідність у трьох зварних голівках для отримання якісного зварного шва). Найближчим до профілю, що заявляється, є довгомірний порожнистий термопластичний профіль для виробництва спіральношовних полімерних труб із стільниковою стінкою, наведений у описі до патенту України 8072 на корисну модель та фіг. 1 до цього опису (публікація 2005 p.). Профіль має у поперечному перерізі вигляд кільця, зовнішня поверхня відомого профілю опукла. Недоліком описаного профілю є неможливість виготовлення з нього виробів з рівною гладкою поверхнею, великі витрати екструдованого матеріалу. Крім того, профіль об'ємний і малогнучкий, спричиняє ускладнення при його транспортуванні до місця виготовлення виробу. В основу першого варіанта винаходу поставлена задача створити одношаровий спіральношовний полімерний виріб із стільниковою стінкою, який мав би одну гладку рівну стінку, мав би невелику матеріаломісткість, вагу і вартість, забезпечував би можливість виробництва необмеженої довжини виробу у польових умовах завдяки використанню тонкостінного, легкого, гнучкого профілю. В основу другого варіанта винаходу поставлена задача створити такий двошаровий спіральношовний полімерний виріб із стільниковою стінкою, який мав би гладкі рівні зовнішню і внутрішню поверхні, і при достатній кільцевій жорсткості був би нематеріаломістким, легким, і через це мав би меншу вартість, був би простий у виготовленні і забезпечував би можливість виробництва необмеженої довжини виробу у польових умовах завдяки використанню тонкостінного, легкого, гнучкого профілю. 2 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 В основу третього варіанта винаходу поставлена задача створити двошаровий спіральношовний полімерний виріб із стільниковою стінкою з однією гладкою рівною поверхнею, який мав би збільшену кільцеву жорсткість і при цьому був би менш матеріаломістким, менш вартісним і простим у виготовленні, ніж відомі вироби. В основу четвертого варіанта винаходу поставлена задача створити такий багатошаровий спіральношовний полімерний виріб із стільниковою стінкою з двома гладкими рівними поверхнями, який мав би збільшену кільцеву жорсткість, при цьому був менш матеріаломістким, менш вартісним і простим у виготовленні, ніж відомі вироби. В основу винаходу також поставлена задача створити такий довгомірний порожнистий термопластичний профіль для виробництва спіральношовних полімерних виробів, який забезпечував би необхідну кільцеву жорсткість виробу, але був би нематеріаломістким, легким, і через це менш вартісним, мав гнучкість і властивість вільно намотуватись на котушки чи змотуватись у бухти, був придатним для створення спіральношовних виробів у польових умовах. Поставлена задача для першого варіанта виробу вирішена так. Спіральношовний полімерний виріб із стільниковою стінкою утворений як і найближчий аналог, з довгомірного порожнистого термопластичного профілю, навитого щільно по спіралі по розміру необхідного діаметра виробу. Поперечний переріз профілю має вигляд замкнутої геометричної фігури з опуклою частиною, і іншою частиною, з'єднаною з опуклою частиною, які утворюють опуклу і іншу частини зовнішньої поверхні профілю, відповідно. Опукла частина зовнішньої поверхні профілю має у поперечному перерізі вигляд по суті півкільця. Суміжні витки профілю з'єднані між собою зварюванням. Згідно з першим варіантом винаходу інша частина зовнішньої поверхні профілю є пласкою. Ця пласка частина зовнішньої поверхні профілю у навитому стані орієнтована всередину або назовні виробу, при цьому вона утворює суцільну рівну поверхню виробу, внутрішню або зовнішню, відповідно. Крім того, півкільце виконане таким чином, що ширина L пласкої частини зовнішньої поверхні профілю і висота H профілю пов'язані між собою співвідношенням 1,5 L 2 . H Утворена рівна і гладка поверхня не потребує заповнення екструдованою масою полімеру порожнин між суміжними кільцями витків. Поперечний переріз у вигляді півкільця має порівняно з кільцевим профілем зменшену площу поперечного перерізу і, відповідно, меншу масу полімерного матеріалу, необхідну для утворення виробу. Співвідношення 1,5 L 2 є H L оптимальним. При меншому значенні співвідношення поперечний переріз перетворюється H на фігуру у вигляді поєднання півкільця і швелера, при цьому зменшується його гнучкість, збільшується вага, зникає можливість намотки профілю на котушку без його деформації. При співвідношенні L більше двох поперечний переріз профілю перетворюється у сегмент, більш H тонкий, ніж півкільце, що зменшує кільцеву жорсткість виробу. Для захисту пласкої поверхні виробу від атмосферних умов, УФ-випромінювання, для збільшення міцності, зменшення шорсткості поверхні тощо, пласка частина зовнішньої поверхні профілю у виробі може містити, принаймні, один додатковий шар матеріалу з іншими фізикохімічними властивостями, ніж матеріал профілю, а може містити декілька додаткових шарів матеріалу, залежно від умов використання виробу. Шари наносяться на поверхню профілю відомими способами. Доцільно, щоб товщина додаткового шару матеріалу була не більшою за товщину стінки профілю в зоні його пласкої поверхні. Але залежно від умов використання виробу можливими є і інші виконання профілю, коли товщина додаткового шару може бути і більшою. Поставлену для другого варіанта задачу вирішено таким чином. Спіральношовний полімерний виріб із стільниковою стінкою утворений з двох, верхнього і нижнього, однакових у поперечному перерізі за формою і зовнішніми розмірами довгомірних порожнистих термопластичних профілів, навитих по спіралі. Нижній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, а верхній профіль навитий поверх нього із зміщенням по осі на половину ширини витка нижнього профілю. Поперечний переріз кожного профілю є замкнутою геометричною фігурою, яка складається з опуклої частини у вигляді по суті півкільця та іншої частини, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні профілю. При цьому суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням. Згідно з 3 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 другим варіантом винаходу, інша частина його зовнішньої поверхні має вигляд пласкої поверхні; пласка частина зовнішньої поверхні нижнього профілю обернена всередину виробу і утворює його суцільну рівну внутрішню поверхню, а пласка частина зовнішньої поверхні верхнього профілю обернена назовні і утворює суцільну рівну зовнішню поверхню виробу. Ширина L зовнішньої поверхні кожного профілю і висота H профілів пов'язані між собою співвідношенням L 1,5 2 . Таким чином виріб має зовнішню і внутрішню рівні поверхні, тоншу двошарову H стінку, ніж одношарова стінка у відомому аналогу, і забезпечує підвищену кільцеву жорсткість при витратах матеріалу, близьких до витрат матеріалу при виготовленні одношарового виробу з кільцевим профілем. Як і у першому варіанті, на пласку поверхню профілю можна нанести методом соекструзії, принаймні, однин додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал профілю. Додатковий шар матеріалу можуть мати як зовнішня або внутрішня поверхні, так і обидві поверхні виробу. Поставлену для третього варіанта задачу вирішено так. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з першого і другого довгомірних замкнутих порожнистих термопластичних профілів. Профілі розташовані так, що один навитий на інший. При цьому нижній профіль навитий по спіралі по розміру необхідного внутрішнього діаметра виробу, а верхній профіль навитий із зміщенням по осі на половину ширини витка другого профілю, причому витки другого профілю навиті щільно без проміжків між ними. Поперечний переріз кожного профілю є замкнутою геометричною фігурою. Фігура поперечного перерізу першого профілю має вигляд кільця, а фігура поперечного перерізу другого профілю складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні другого профілю. Опуклими поверхнями профілі обернені один до одного. Суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням. Згідно з третім варіантом винаходу, інша частина зовнішньої поверхні другого профілю є пласкою. Ширина L пласкої частини зовнішньої поверхні профілю і висота профілю L H пов'язані між собою співвідношенням 1,5 2 . При цьому другий профіль може бути або H нижнім, або верхнім. Пласка частина його зовнішньої поверхні орієнтована, відповідно, або всередину, або назовні виробу, і утворює, відповідно, або внутрішню, або зовнішню суцільну рівну поверхню виробу. При цьому переважним є виконання, у якому пласка частина зовнішньої поверхні другого профілю містить, принаймні, один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал цього профілю. При необхідності забезпечення кільцевої жорсткості і зменшеній товщині виробу величина зовнішнього радіуса кільця поперечного перерізу першого профілю може бути менша за величину зовнішнього радіуса півкільця поперечного перерізу другого профілю. У випадку нижнього розташування другого профілю при необхідності збільшити кільцеву жорсткість, переважним є виконання виробу, у якому він містить принаймні один додатковий профіль, який має поперечний переріз у формі кільця і навитий зверху на перший профіль із зміщенням по осі на крок, рівний половині ширини витка першого профілю. При цьому величина зовнішнього радіуса кільця поперечного перерізу додаткового профілю може бути менша або рівна величині зовнішнього радіуса кільця поперечного перерізу першого профілю. Поставлена для четвертого варіанта виробу задача вирішена так. Спіральношовний полімерний виріб із стільниковою стінкою утворений з внутрішнього, зовнішнього і принаймні одного проміжного довгомірних замкнутих порожнистих термопластичних навитих профілів. Внутрішній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, кожний наступний профіль навитий на попередній профіль із зміщенням по осі на величину половини ширини витка внутрішнього профілю. Поперечний переріз кожного профілю є замкнутою геометричною фігурою, фігура поперечного перерізу проміжних профілів має форму кільця, фігура поперечного перерізу внутрішнього і зовнішнього профілів складається з опуклої частини та іншої частини, з'єднаної з опуклою частиною, які утворюють опуклу і іншу частини зовнішньої поверхні внутрішнього і зовнішнього профілів. Опукла частина зовнішньої поверхні внутрішнього та зовнішнього профілів у поперечному перерізі має вигляд по суті півкільця однакового зовнішнього радіуса для внутрішнього і зовнішнього профілів. Крім того, суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням. Згідно з четвертим варіантом винаходу інша частина зовнішньої поверхні внутрішнього та зовнішнього профілів є пласкою. Пласкими частинами зовнішньої поверхні внутрішній профіль обернений всередину виробу, а зовнішній 4 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 профіль обернений назовні виробу. Профілі утворюють суцільні рівні внутрішню і зовнішню поверхні виробу відповідно. При цьому величина зовнішнього радіуса R1 кільця поперечного перерізу проміжного профілю може бути однакова з величиною зовнішнього радіуса R півкільця поперечного перерізу внутрішнього та зовнішнього профілів, а може бути меншою, але не менше, ніж вдвічі, тобто не менше за половину величини радіуса R . Ширина L пласкої частини зовнішньої поверхні внутрішнього та зовнішнього профілів пов'язана з висотою H профілю співвідношенням 1,5 L 2 . H Якщо проміжних профілів два і більше, то може бути зменшена до половини величини радіуса R величина зовнішнього радіуса R1 кільця поперечного перерізу кожного непарного або кожного парного проміжного профілю. При цьому величина зовнішнього радіуса кільця поперечного перерізу кожного парного або кожного непарного проміжного профілю, відповідно, має бути однакова з величиною зовнішнього радіуса R півкільця поперечного перерізу внутрішнього та зовнішнього профілів. Переважним є виконання виробу, в якому пласка частина зовнішньої поверхні внутрішнього профілю або пласка частина зовнішньої поверхні зовнішнього профілю містить, принаймні, один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал внутрішнього або зовнішнього профілю відповідно. Можливим також є виконання виробу, в якому додатковий шар матеріалу з іншими фізико-хімічними властивостями нанесений на зовнішню поверхню внутрішнього і зовнішнього профілів. Поставлена задача щодо створення довгомірного порожнистого термопластичного профілю для виробництва спіральношовних полімерних виробів вирішена так. Довгомірний порожнистий термопластичний профіль для виробництва спіральношовних полімерних виробів, як і найближчий аналог, має поперечний переріз у вигляді замкнутої геометричної фігури з опуклою частиною, з'єднаною з іншою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні профілю. При цьому опукла частина зовнішньої поверхні профілю має у поперечному перерізі вигляд по суті півкільця. Згідно з винаходом, інша частина зовнішньої поверхні профілю є пласкою і утворює пласку частину його зовнішньої поверхні. При цьому ширина L пласкої частини зовнішньої поверхні профілю і висота H профілю пов'язані між собою співвідношенням 1,5 L 2 . Переважним є виконання профілю, в якому пласка частина H зовнішньої поверхні профілю містить, принаймні, один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал профілю. Конструктивне виконання заявленого винаходу пояснюється кресленнями, де на фіг. 1 наведено поперечний переріз профілю, що заявляється; на фіг. 2 - поперечний переріз профілю із двома додатковими шарами матеріалу, призначеного для використання у виробі із внутрішньою пласкою поверхнею; на фіг. 3 - поперечний переріз профілю із додатковим шаром матеріалу, призначеного для використання у виробі із зовнішньою пласкою поверхнею; на фіг. 4 - поперечний переріз першого варіанта одношарового виробу з рівною внутрішньою поверхнею; на фіг. 5 - поперечний переріз першого варіанта одношарового виробу з рівною зовнішньою поверхнею; на фіг. 6 - поперечний переріз другого варіанта двошарового виробу з двома рівними поверхнями; на фіг. 7 - поперечний переріз третього варіанта виробу з рівною внутрішньою поверхнею; на фіг. 8 - поперечний переріз третього варіанта виробу з рівною зовнішньою поверхнею; на фіг. 9 - поперечний переріз четвертого, тришарового, варіанта виробу з двома рівними поверхнями, в якому величина зовнішнього радіуса проміжного профілю менша за величину зовнішнього радіуса півкільця поперечного перерізу внутрішнього та зовнішнього профілів; на фіг. 10 - поперечний переріз четвертого, тришарового, варіанта виробу з двома рівними поверхнями, в якому величина зовнішнього радіуса проміжного профілю дорівнює величині зовнішнього радіуса напівкільця поперечного перерізу внутрішнього та зовнішнього профілів. Креслення, разом з прикладами конкретного виконання тільки пояснюють суть винаходу, що заявляється, і не обмежують обсяг прав, визначений її формулою. Довгомірний термопластичний профіль 1, поперечний переріз якого наведений на фіг. 1, виготовляють відомим шляхом екструдування розплаву термопластичного полімеру через філь'єру з подальшим калібруванням зовнішньої, а при необхідності і внутрішньої поверхонь. Філь'єра має матрицю, поперечний переріз якої нагадує по суті півколо, і дорн, який має подібний, але менший абрис поперечного перерізу і формує внутрішню поверхню профілю. Заготовка профілю витискається з філь'єри і протягається через калібрувальну головку. Завдяки вакууму у ванні калібратора, заготовка щільно притискається до полірованої поверхні 5 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 60 калібрувальної головки і охолоджується водою, утворюючи гладку поверхню профілю. Отриманий профіль має поперечний переріз у вигляді по суті півкільця 2, з'єднаного з іншою частиною 3 пласкої форми. Частина 3 утворює пласку частину зовнішньої поверхні. Для того, щоб профіль мав необхідну гнучкість, ширина L пласкої частини зовнішньої поверхні профілю повинна бути не більше за дві висоти H профілю, але не менше за півтори висоти H профілю. Профіль може бути виконаний з поліетилену високої щільності (ПЕ 80, ПЕ 100) або поліпропілену, акрилонітрилбутадієнстиролу, поліаміду, полікарбонату або будь-якого іншого термопластичного матеріалу. Залежно від призначення профілю його виготовляють і намотують на котушки з орієнтуванням пласкої зовнішньої поверхні донизу (при подальшому використанні профілю для утворення внутрішньої поверхні виробу, як на фіг. 2), або доверху (при подальшому використанні профілю для утворення зовнішньої поверхні виробу, як на фіг. 3). Для надання профілю більшої міцності або певних властивостей, наприклад захисту від стирання, атмосферного впливу, впливу УФ-випромінювання тощо на пласку частину зовнішньої поверхні профілю методом соекструзії нанесений додатковий шар 4 або 5 матеріалу з відповідними властивостями. Наприклад, для створення додаткового електропровідного шару в основний матеріал, з якого виготовляють профіль, додають електропровідні наповнювачі, що містять, наприклад, металеві частки або полімери, електропровідні за природою, поліацетилен, політіофен, поліанілін або іоновмісні полімери, що містять лужні метали та іони лужноземельних металів, перемішують розплав і наносять додатковий шар з такого матеріалу. Для зміцнення пласкої частини зовнішньої поверхні додаткового шару 5 та захисту від механічних ушкоджень, на неї наносять додатковий шар з основного матеріалу з домішками у вигляді мінеральних мікрочасток або, якщо можливі соекструзія або склеювання між матеріалом профілю і матеріалом додаткового шару, то і у вигляді окремого шару матеріалу. Так, якщо рівна зовнішня поверхня профілю має відповідати антиадгезійним вимогам або мати низький коефіцієнт тертя, або мати стійкість до УФ-випромінювання, у додатковий шар 5 матеріалу додають політетрафторетилен (тефлон), якщо поверхня повинна мати антиковзаючі властивості, при цьому бути атмосферо- і світлостійким, додатковий шар матеріалу може містити полімерний матеріал Polistone G Pipe Grande, якщо бажано виключити налипання матеріалів, наприклад, у силосних баштах, можливо виконувати додатковий шар з високомолекулярним поліетиленом Matrox. Профіль може мати не один, а декілька додаткових шарів матеріалу, залежно від необхідних властивостей виробів, для яких він призначений. Одношаровий спіральношовний виріб, наведений на фіг. 4, отримують, навиваючи описаний вище профіль 1 з додатковим шаром 4 матеріалу за допомогою спеціальних валиків у спіралі по розміру необхідного діаметра виробу. Профіль намотують щільно за допомогою спеціального намотувального пристрою. При цьому профіль вкладають в намотувальний пристрій так, щоб пласкою частиною 3 зовнішньої поверхні профіль у навитому стані був орієнтований всередину виробу. Щільно навиті витки профілю стикаються один з одним і у навитому стані утворюють внутрішню поверхню виробу. їх зварюють між собою із зовнішньої сторони подвійним зварним стиковим швом 6. На відміну від прототипу, виріб може бути зварений нагрітим інструментом, нагрітим повітрям, екструдованим розплавом тощо. В результаті утворений виріб має гладку рівну поверхню, шорсткість якої в декілька разів нижча за шорсткість усіх відомих аналогів. Крім того, завдяки нанесеному на пласку частину 3 поверхні профілю додатковому шару 4 матеріалу гладка поверхня виробу може мати необхідні властивості, яких не має основний матеріал. Виріб порівняно з прототипом має менші витрати матеріалу на зварювання витків, є легшим, потребує менших витрат. Може бути зварений однією зварювальною головкою, оскільки потребує зварювання тільки з зовнішньої сторони виробу. Виріб легкий для виробництва в польових умовах, оскільки гнучкість профілю майже вдвічі більша за гнучкість кільцевого профілю. Одношаровий спіральношовний виріб, наведений на фіг.5, отримують, аналогічно. Профіль має додатковий захисний шар 5 матеріалу. При намотуванні профіль вкладають в намотувальний пристрій так, щоб пласкою частиною 3 зовнішньої поверхні профіль у навитому стані був орієнтований назовні виробу. Двошаровий різновид виробів, зображений на фіг. 6, утворюють з двох однакових профілів 1, описаних вище, кожен з яких має додатковий захисний шар 4 або 5 матеріалу. Такий виріб може бути використаний як труба для водогінних систем (каналізаційних та водопровідних), для виробництва водопровідного поліетиленового колодязя, резервуара для питної води тощо. Нижній профіль формують у спіраль по розміру необхідного внутрішнього діаметра виробу і навивають щільно виток до витка. При цьому профіль встановлюють на валиках так, щоб його пласка частина була обернена всередину витка, і направляють його під кутом до поздовжньої осі створюваної труби. Верхній профіль починають навивати поверх нижнього через 200-300 мм довжини навитого профілю першого шару із зміщенням по осі на половину ширини витка 6 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 нижнього профілю. При цьому пласкою частиною поверхні верхній профіль орієнтований догори, назовні виробу. Одночасно нагрівають поверхню профілю і всебічно зварюють між собою суміжні витки одного профілю і виток іншого профілю, який розташований між суміжними витками. Зварювання здійснюють просоченням екструдованої маси 6 полімеру між витками під тиском. Зварювання може відбуватись різними способами: нагрітим інструментом, екструдером тощо. Особливістю виробу є розташування зварних швів всередині стінок виробів. Таким чином утворюють виріб з двома рівними гладкими поверхнями, кожна поверхня виробу покрита захисним шаром з необхідними для виробу властивостями. Виконання профілю таким, що відповідає необхідному співвідношенню пласкої частини зовнішньої поверхні до висоти профілю, робить кільцеву жорсткість виробу необхідно великою, при зменшеній товщині стінки виробу. Порівняно з одношаровим виробом профілю з кільцевим поперечним перерізом при однакових SDR 11, товщині стінки профілю 5 мм, однакових радіусах R 25 мм, і співвідношенні L = 2 у напівкільцевому профілі, товщина стінки виробу з двох півкільцевих профілів менша в H 1,2 рази, ніж товщина одношарового виробу. Вироби з півкільцевого профілю більш технологічні. При їх зварюванні в польових умовах витрачається менше, ніж в 2, 5 рази зварювального матеріалу, відповідно, енергії, води, техніки тощо порівняно з виготовленням виробів з кільцевого профілю. Гнучкість півкільцевого профілю вдвічі більша за гнучкість трубчастого профілю, довжина профілю в котушці чи бухті майже вдвічі більша. Тому зварних стиків профілю по довжині труби менше, якість труби вища. Захисне покриття надає виробам додаткової міцності, стійкості до зовнішніх впливів. Так, встановлено, що додавання у зовнішній додатковий шар 4 або 5 з поліпропілену мінеральних мікрочастинок збільшує твердість додаткового шару порівняно з поліетиленом ПЕ 100 втричі. Двошаровий спіральношовний виріб третього варіанта має одну гладку рівну поверхню, утворену профілем 1, і іншу поверхню, утворену кільцевим трубчастим профілем 7. Може мати внутрішню рівну поверхню як на фіг. 7, а може бути виконаний з гладкою зовнішньою поверхнею як на фіг. 8. Може мати захисне покриття 4 рівної поверхні зсередини виробу, може мати захисне покриття 5 рівної поверхні зовні виробу. Утворюють виріб аналогічно описаному вище. Тришаровий спіральношовний виріб четвертого варіанта утворений з двох профілів 1 і одного проміжного профілю 7 кільцевого поперечного перерізу. Виготовляється виріб як описано вище. Профілів 7 може бути навито у виробі стільки, скільки потрібно для утворення бажаної товщини стінки і кільцевої жорсткості виробу. Можливе виконання виробу, при якому величина зовнішнього радіуса R поперечного перерізу профілів 1 у вигляді півкільця дорівнює величині радіусу кільця R1 проміжних профілів 7, як на кресленні 10. При необхідності зменшення товщини стінки виробу і збереженні показника його кільцевої жорсткості можливе виконання, при якому величина зовнішнього радіуса R1 кільця поперечного перерізу проміжного профілю 7, дорівнює половині радіуса R , як на кресленні 9. Якщо проміжних профілів два, то радіус поперечного перерізу зменшеної величини може мати будь-який з проміжних профілів або верхній, або нижній, якщо три чи більше, то зменшений радіус поперечного перерізу можуть мати проміжні профілі через один: або парні, або непарні. Аналогічно описаним вище виконанням четвертий варіант виробу має захисне покриття 4 рівної поверхні зсередини виробу, та захисне покриття 5 рівної поверхні зовні виробу. Утворюють і зварюють виріб аналогічно описаним вище. Нові варіанти виконання виробів мають рівні гладкі поверхні, шорсткість їх значно зменшена порівняно з існуючими аналогами, рівні поверхні профілів роблять можливим отримання рівних захисних покриттів поверхонь, що розширює можливість їх використання. Зокрема, наприклад, нанесення захисного покриття з антибактеріальним матеріалом "TroBlok" на рівну поверхню виробу запобігає утворенню на його стінках мікробів, бактерій, вірусів, плісняви, робить незамінним використання виробу при створенні резервуарів та трубопроводів для зберігання і постачання питної води в місцях, де проблема водозабезпечення населення питною водою стоїть досить гостро. Вироби можуть мати різну величину діаметрів, різну кількість шарів, різну кільцеву жорсткість. Вони прості і технологічні у виконанні та застосуванні, менш матеріаломісткі і легкі. ФОРМУЛА ВИНАХОДУ 55 1. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з довгомірного порожнистого термопластичного профілю, навитого щільно по спіралі по розміру необхідного діаметра виробу, поперечний переріз профілю є замкнутою геометричною фігурою, яка 7 UA 115587 C2 5 10 15 20 25 30 35 40 45 50 55 складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою, які утворюють опуклу частину і іншу частини зовнішньої поверхні профілю відповідно, а суміжні витки профілю з'єднані між собою зварюванням, який відрізняється тим, що інша частина зовнішньої поверхні профілю є пласкою, пласка частина зовнішньої поверхні профілю у навитому стані орієнтована всередину або назовні виробу і при цьому утворює суцільну рівну поверхню виробу, внутрішню або зовнішню відповідно, крім того, ширина L пласкої частини зовнішньої поверхні профілю і висота H профілю пов'язані між собою співвідношенням L 1,5 2 . H 2. Спіральношовний виріб за п. 1, який відрізняється тим, що пласка частина зовнішньої поверхні профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал профілю. 3. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з двох, верхнього і нижнього, однакових у поперечному перерізі за формою і зовнішніми розмірами, довгомірних порожнистих термопластичних профілів, в якому нижній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, а верхній профіль навитий поверх нього із зміщенням по осі на половину ширини витка нижнього профілю, поперечний переріз кожного профілю є замкнутою геометричною фігурою, яка складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні профілю, крім того, суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням, який відрізняється тим, що інша частина його зовнішньої поверхні має вигляд пласкої поверхні, пласка частина зовнішньої поверхні нижнього профілю обернена всередину виробу і утворює його суцільну рівну внутрішню поверхню, пласка частина зовнішньої поверхні верхнього профілю спрямована назовні виробу і утворює суцільну рівну зовнішню поверхню виробу, а ширина L зовнішньої поверхні кожного профілю та висота H профілів пов'язані між L собою співвідношенням 1,5 2 . H 4. Спіральношовний виріб за п. 3, який відрізняється тим, що пласка частина зовнішньої поверхні нижнього профілю містить принаймні один додатковий шар матеріалу з іншими фізикохімічними властивостями, ніж матеріал нижнього профілю, і/або пласка частина зовнішньої поверхні верхнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал верхнього профілю. 5. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з першого і другого довгомірних порожнистих термопластичних профілів, навитих по спіралі так, що один профіль розташований на іншому, причому нижній, профіль навитий по спіралі по розміру необхідного внутрішнього діаметра виробу, а верхній профіль навитий із зміщенням по осі на половину ширини витка другого профілю, витки другого профілю навиті щільно без проміжків між ними, поперечний переріз кожного профілю є замкнутою геометричною фігурою, яка у першому профілі має вигляд кільця, а у другому профілі складається з опуклої частини у вигляді по суті півкільця та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні другого профілю, при цьому опуклими поверхнями профілі обернені один до одного, а суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням, який відрізняється тим, що інша частина зовнішньої поверхні другого профілю є пласкою, ширина L пласкої частини зовнішньої поверхні другого профілю і висота профілю H пов'язані між собою L співвідношенням 1,5 2 , а другий профіль є нижнім або верхнім, і пласкою частиною H зовнішньої поверхні він орієнтований, відповідно, або всередину, або назовні виробу, утворюючи, відповідно, або внутрішню, або зовнішню суцільну рівну поверхню виробу. 6. Спіральношовний виріб за п. 5, який відрізняється тим, що пласка частина зовнішньої поверхні другого профілю містить принаймні один додатковий шар матеріалу з іншими фізикохімічними властивостями, ніж матеріал цього профілю. 7. Спіральношовний виріб за одним з пп. 5 або 6, який відрізняється тим, що зовнішній радіус півкільця поперечного перерізу другого профілю більший за зовнішній радіус кільця поперечного перерізу першого профілю. 8. Спіральношовний виріб за будь-яким з пп. 5-7, який відрізняється тим, що при нижньому розташуванні другого профілю він містить принаймні один додатковий профіль, який має поперечний переріз у формі кільця і навитий зверху на перший профіль із зміщенням по осі на 8 UA 115587 C2 5 10 15 20 25 30 35 40 45 крок, рівний половині ширини витка першого профілю, при цьому зовнішній радіус кільця поперечного перерізу додаткового профілю менший або дорівнює зовнішньому радіусу кільця поперечного перерізу першого профілю. 9. Спіральношовний полімерний виріб із стільниковою стінкою, утворений з внутрішнього, зовнішнього і принаймні одного проміжного навитих довгомірних порожнистих термопластичних профілів, з яких внутрішній профіль навитий щільно по спіралі по розміру необхідного внутрішнього діаметра виробу, кожний наступний профіль навитий на попередній профіль із зміщенням по осі на величину половини ширини витка внутрішнього профілю, поперечний переріз кожного профілю є замкнутою геометричною фігурою, фігура поперечного перерізу кожного проміжного профілю має форму кільця, фігура поперечного перерізу внутрішнього і зовнішнього профілів складається з опуклої частини у вигляді по суті півкільця однакового зовнішнього радіуса для внутрішнього і зовнішнього профілів та іншої частини, з'єднаної з опуклою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні внутрішнього і зовнішнього профілів, крім того, суміжні витки кожного профілю та виток іншого профілю, що розташований між зазначеними суміжними витками, з'єднані між собою зварюванням, який відрізняється тим, що інша частина зовнішньої поверхні внутрішнього та зовнішнього профілів є пласкою, пласка частина зовнішньої поверхні внутрішнього профілю обернена всередину виробу і утворює суцільну рівну внутрішню поверхню виробу, пласка частина зовнішньої поверхні зовнішнього профілю орієнтована назовні виробу і утворює суцільну рівну зовнішню поверхню виробу, причому величина зовнішнього радіуса кільця поперечного перерізу проміжного профілю дорівнює величині зовнішнього радіуса півкільця поперечного перерізу внутрішнього чи зовнішнього профілів, або менша за неї, але не менша за половину величини зовнішнього радіуса півкільця, а ширина L пласкої частини зовнішньої поверхні внутрішнього та зовнішнього профілів та їх висота H пов'язані між собою L співвідношенням 1,5 2 . H 10. Спіральношовний виріб за п. 9, який відрізняється тим, що містить принаймні два або більше проміжних профілів, і величина зовнішнього радіуса кільця поперечного перерізу кожного непарного або кожного парного проміжного профілю менша за величину зовнішнього радіуса півкільця поперечного перерізу внутрішнього та зовнішнього профілів, але не менша за величину половини цього радіуса, а радіус кільця поперечного перерізу кожного парного або кожного непарного проміжного профілю дорівнює, відповідно, величині зовнішнього радіуса півкільця поперечного перерізу внутрішнього та зовнішнього профілів. 11. Спіральношовний виріб за будь-яким з пп. 9 або 10, який відрізняється тим, що пласка частина зовнішньої поверхні внутрішнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал внутрішнього профілю, і/або пласка частина зовнішньої поверхні зовнішнього профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал зовнішнього профілю. 12. Довгомірний порожнистий термопластичний профіль для виробництва спіральношовних полімерних виробів, поперечний переріз якого є замкнутою геометричною фігурою з опуклою частиною у вигляді по суті півкільця, з'єднаною з іншою частиною, які утворюють, відповідно, опуклу і іншу частини зовнішньої поверхні профілю, який відрізняється тим, що інша частина зовнішньої поверхні профілю має пласку форму і утворює пласку частину його зовнішньої поверхні, при цьому ширина L пласкої частини зовнішньої поверхні профілю і висота H L профілю пов'язані між собою співвідношенням 1,5 2 . H 13. Профіль за п. 12, який відрізняється тим, що пласка частина зовнішньої поверхні профілю містить принаймні один додатковий шар матеріалу з іншими фізико-хімічними властивостями, ніж матеріал профілю. 9 UA 115587 C2 10 UA 115587 C2 Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16L 9/12, F16L 9/133, F16L 9/18, B29C 65/02, B29C 53/32, F16L 9/16
Мітки: термопластичний, полімерний, варіанти, порожнистий, стінкою, виробництва, виріб, профіль, стільниковою, спіральношовний, довгомірний
Код посилання
<a href="https://ua.patents.su/13-115587-spiralnoshovnijj-polimernijj-virib-iz-stilnikovoyu-stinkoyu-varianti-ta-dovgomirnijj-porozhnistijj-termoplastichnijj-profil-dlya-jjogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спіральношовний полімерний виріб із стільниковою стінкою (варіанти) та довгомірний порожнистий термопластичний профіль для його виробництва</a>
Порожнистий профіль, що використовується при виготовленні труби
Номер патенту: 82688
Опубліковано: 12.05.2008
Автор: Сьоберг Свен
МПК: B29C 53/00, F16L 9/00
Мітки: порожнистий, використовується, виготовленні, трубі, профіль
Формула / Реферат:
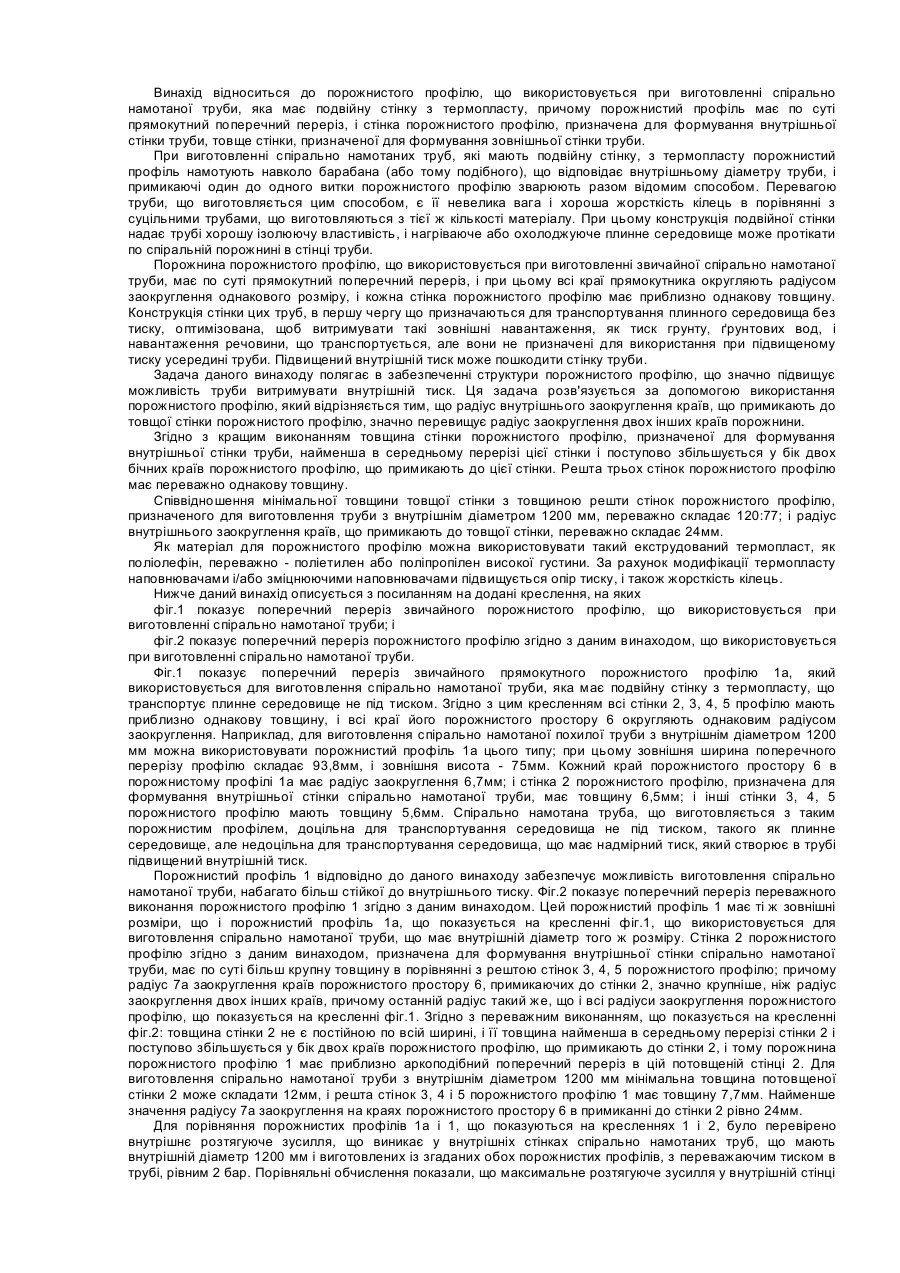
1. Порожнистий профіль, що використовується при виготовленні спірально намотаної труби, яка має подвійну стінку з термопласту, причому порожнистий профіль має по суті прямокутний поперечний переріз, і стінка порожнистого профілю, призначена для формування внутрішньої стінки труби, товща за стінку порожнистого профілю, призначену для формування зовнішньої стінки труби, який відрізняється тим, що радіус внутрішнього заокруглення країв, що...
Термопластичний матеріал, що містить нанометричні пластинчасті сполуки, спосіб його одержання (варіанти) та виріб, що його містить
Номер патенту: 83366
Опубліковано: 10.07.2008
Автори: Матьйо Олів'є, Лусто Бертран, Ешальє Брюно
МПК: C08K 3/32, B65D 65/38, C08J 5/18
Мітки: нанометричні, пластинчасті, виріб, термопластичний, матеріал, містить, одержання, спосіб, сполуки, варіанти
Формула / Реферат:
1. Композиція, що містить принаймні одну термопластичну матрицю та частинки на основі фосфату цирконію, титану, церію та/або кремнію, яка відрізняється тим, що принаймні 50 % за кількістю частинок знаходяться у вигляді нанометричних пластинчастих сполук з коефіцієнтом форми, меншим або рівним 100.2. Композиція за п. 1, яка відрізняється тим, що частинки нанометричних пластинчастих сполук мають коефіцієнт форми, менший або рівний...
Спосіб виготовлення високожорстких одношарових спіральношовних зварних полімерних труб великого діаметра зі стільниковою стінкою
Номер патенту: 52991
Опубліковано: 27.09.2010
Автори: Березін Олександр Миколайович, Данільченко Борис Васильович
МПК: B29C 65/02
Мітки: стільниковою, стінкою, одношарових, зварних, полімерних, високожорстких, спосіб, діаметра, спіральношовних, труб, виготовлення, великого
Формула / Реферат:
Спосіб виготовлення високожорстких одношарових спіральношовних зварних полімерних труб великого діаметра зі стільниковою стінкою, згідно з яким формують попередньо екструдований профіль (переважно трубчатого перерізу) шляхом одночасного навивання та всебічного зварювання витків спіралей, які розташовані один над іншим, який відрізняється тим, що з зовнішньої сторони стінки на неї наварюють фланці та ребра жорсткості також зі стільниковою...
Гібридний еластифікатор, його застосування, термопластичний полімер, що його містить, та виріб
Номер патенту: 90050
Опубліковано: 25.03.2010
Автори: Ажжи Філіпп, Піррі Розанжела
МПК: C08K 9/00
Мітки: містить, застосування, гібридний, термопластичний, виріб, еластифікатор, полімер
Формула / Реферат:
1. Гібридний еластифікатор, одержаний:або розпилювальним сушінням, коагуляцією, коагуляцією при заморожуванні, або іншими відомими способами одержання суміші латексу або гідросуміші стандартних еластифікаторів і гідросуміші мінерального наповнювача,або одночасним висушуванням (розпилювальним сушінням, коагуляцією або іншими відомими можливими способами) (і) латексу або гідросуміші стандартних еластифікаторів і (іі) гідросуміші...
Спосіб підвищення жорсткості полімерних труб та конструкцій з стільниковою стінкою
Номер патенту: 80531
Опубліковано: 10.06.2013
Автори: Стащук Микола Григорович, Іваницька Леся Михайлівна, Дорош Мар'ян Іванович
Мітки: труб, жорсткості, стільниковою, спосіб, полімерних, конструкцій, стінкою, підвищення
Формула / Реферат:
Спосіб підвищення жорсткості полімерних труб та конструкцій з стільниковою стінкою, у якому для підвищення несучої здатності ємкостей труб із пустотілою стінкою порожнину поліетиленової трубки в стінці з торців герметизують, а внутрішній об'єм заповнюють рідиною під тиском.
Попередній патент: Дисково-колодкове гальмо з системою охолодження типу “вихрова труба” і спосіб охолодження дисково-колодкового гальма
Наступний патент: Макроциклічні деазаоксипурини для лікування вірусних інфекцій
Випадковий патент: Пристрій для визначення моменту закінчення процесу плазмового травлення