Спосіб гвинтової прошивки в косовалковому стані
Номер патенту: 120843
Опубліковано: 27.11.2017
Автори: Юрковський Миколай Володимирович, Мінін Василь Анатольович, Тимошин Євген Олександрович, Луценко Олег Вікторович, Бражник Олег Володимирович, Дмитренко Євген Васильович, Рац Володимир Сергійович, Хацкелян Ігор Павлович, Палагіна Олена Олександрівна, Чернов В'ячеслав Миколайович, Щербаков Василь Іванович, Нікулин Сергій Миколайович, Гармашев Денис Юрійович, Гуляєв Юрій Геннадійович
Формула / Реферат
Спосіб гвинтової прошивки в косовалковому стані, що містить деформацію суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені відносно осі заготовки на кут подачі ![]() і які мають вхідний та вихідний конуси з перетиском між ними на оправці, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань
і які мають вхідний та вихідний конуси з перетиском між ними на оправці, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань ![]() між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані
між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані ![]() між валками в площині перетиску валків, діаметра гільзи
між валками в площині перетиску валків, діаметра гільзи ![]() та діаметра циліндричної ділянки оправки
та діаметра циліндричної ділянки оправки ![]() , який відрізняється тим, що деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань
, який відрізняється тим, що деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань ![]() між лінійками в площині перетиску валків визначають одночасно з визначенням довжини ділянки оправки
між лінійками в площині перетиску валків визначають одночасно з визначенням довжини ділянки оправки ![]() , на якій здійснюється деформація стінки гільзи, як функцію відстані
, на якій здійснюється деформація стінки гільзи, як функцію відстані ![]() від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи відповідно до залежностей
від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи відповідно до залежностей
![]() ,
,
![]() ,
,
де ![]() - довжина ділянки оправки, на якій здійснюється деформація стінки гільзи, м;
- довжина ділянки оправки, на якій здійснюється деформація стінки гільзи, м;
![]() - діаметр гільзи, м;
- діаметр гільзи, м;
![]() - довжина ділянки оправки від початку ділянки перетиску валків до площини меншої основи сферичної ділянки оправки, м;
- довжина ділянки оправки від початку ділянки перетиску валків до площини меншої основи сферичної ділянки оправки, м;
![]() - довжина ділянки перетиску валків вздовж осі прокатки, м;
- довжина ділянки перетиску валків вздовж осі прокатки, м;
![]() - кут нахилу твірної вихідної частини лінійок до осі заготовки;
- кут нахилу твірної вихідної частини лінійок до осі заготовки;
![]() - відстань від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи, м;
- відстань від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи, м;
![]() - відстань між лінійками в площині перетиску валків, м;
- відстань між лінійками в площині перетиску валків, м;
![]() - діаметр циліндричної ділянки оправки, м;
- діаметр циліндричної ділянки оправки, м;
![]() - товщина стінки гільзи, м;
- товщина стінки гільзи, м;
![]() - відстань між валками в площині перетиску валків, м;
- відстань між валками в площині перетиску валків, м;
![]() - відносне обтиснення діаметра заготовки;
- відносне обтиснення діаметра заготовки;
![]() - кут нахилу вхідного конуса валків до осі заготовки;
- кут нахилу вхідного конуса валків до осі заготовки;
![]() - коефіцієнт;
- коефіцієнт;
![]() - діаметр заготовки, м;
- діаметр заготовки, м;
![]() - довжина ділянки перетиску валків вздовж осі валка, м;
- довжина ділянки перетиску валків вздовж осі валка, м;
![]() - функція, загальний вигляд котрої залежить від форми валка прошивного стана;
- функція, загальний вигляд котрої залежить від форми валка прошивного стана;
![]() - кут подачі;
- кут подачі;
![]() - кут розкатки;
- кут розкатки;
![]() - радіус валків в кінці ділянки перетиску валків, м;
- радіус валків в кінці ділянки перетиску валків, м;
![]() - кут нахилу вихідного конуса валків до осі заготовки;
- кут нахилу вихідного конуса валків до осі заготовки;
![]() - зміщення кінця ділянки перетиску валків відносно площини осі стана вздовж осі валка, м.
- зміщення кінця ділянки перетиску валків відносно площини осі стана вздовж осі валка, м.
Текст
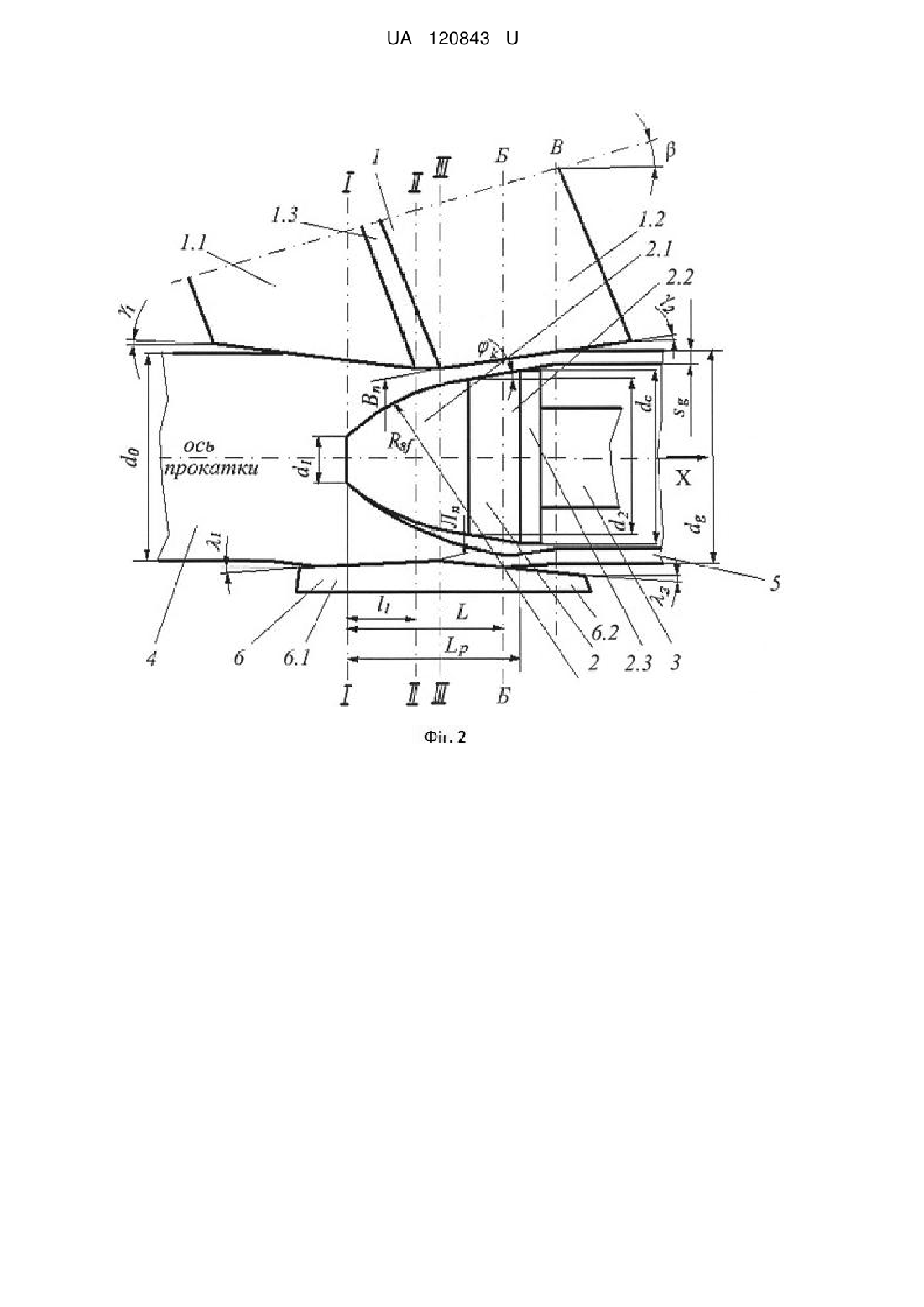
Реферат: Спосіб гвинтової прошивки в косовалковому стані, що містить деформацію суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені відносно осі заготовки на кут подачі () і які мають вхідний та вихідний конуси з перетиском між ними на оправці, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань ( Лn ) між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані (Вn ) між валками в площині перетиску валків, діаметра гільзи ( dg ) та діаметра циліндричної ділянки оправки (dc ) , причому деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань ( Лn ) між лінійками в площині перетиску валків визначають одночасно з визначенням довжини ділянки оправки (L) , на якій здійснюється деформація стінки гільзи, як функцію відстані (R) від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи. UA 120843 U (12) UA 120843 U UA 120843 U 5 10 15 20 25 30 35 Корисна модель належить до способів обробки металів тиском і може бути використана на косовалкових прошивних станах при виготовленні порожнистих гільз для подальшої переробки в безшовні труби з чорних та кольорових металів шляхом прокатки в гарячому стані на автоматичних, тривалкових розкатних, безперервних, пілігримових, рейкових та інших агрегатах. При гвинтовій прошивці деформацію заготовки здійснюють в осередку деформації, який утворений двома або трьома приводними валками однакової форми, які мають вхідний конус та вихідну частину з перетиском між ними та оправкою сферичної форми (див., наприклад, підручник: Ю.М. Матвеев, Я.Л. Ваткин. Калибровка инструмента трубных станов. М., Металлургия, 1970, стр. 33, рис. 4). Завдяки розвороту осей валків відносно до осі заготовки (осі прошивки) на кут подачі забезпечується гвинтовий (гелікоїдальний) характер руху заготовки (див., наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов. Теория и технология трубного производства. Днепропетровск, РИА "Днепр - ВАЛ", 2001, стр.68, рис. 2.1.6). Завдяки нахилу осей валків до осі заготовки (осі прошивки) на кут розкатки забезпечується необхідний розподіл часткових деформацій заготовки в осередку деформації (див., наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов. Теория и технология трубного производства. Днепропетровск, РИА "Днепр - ВАЛ", 2001, стр.66, рис. 2.1.4). В залежності від величини кута розкатки валки прошивних станів відрізняються за формою (грибоподібні валки при 0 ; бочкоподібні валки при 0 ; дискові валки при 0 ). Завдяки гелікоїдальному руху заготовки відбувається її загальна деформація, яка має три складові (див., наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов. Теория и технология трубного производства. Днепропетровск, РИА "Днепр - ВАЛ", 2001, стор. 64, перший абзац зверху): осьову, обтиснення по стінці, зміни середнього периметра. Зміна середнього периметра заготовки відбувається таким чином, що заготовка в осередку деформації має овальну форму; в кожному діаметральному перерізі осередку деформації мала ось цього овалу дорівнює відстані між валками B x , а велика ось цього овалу дорівнює відстані між направляючими лінійками Лx ; загалом форма заготовки в поточному діаметральному перетині осередку деформації характеризується овальністю x Лx (див., наприклад, підручник: В.М. Друян, Ю.Г. Гуляев, Вx С.А. Чукмасов. Теория и технология трубного производства. Днепропетровск, РИА "Днепр ВАЛ", 2001, стор. 65, шостий абзац знизу). Відомий спосіб гвинтової прошивки в косовалковому стані, що включає деформацію суцільної заготовки на оправці з робочою частиною та циліндричною ділянкою між приводними валками однакової форми, осі котрих нахилені відносно до осі заготовки на кут подачі () і які мають вхідний конус та вихідний конус з перетиском між ними, та лінійками однакової форми, які мають вхідну частину та вихідну частину, при якому відстань між валками в площині перетиску валків (Вn ) визначають як функцію діаметра заготовки (d0 ) , обтиснення перед носком оправки ( о ) , кута нахилу вхідного конуса валків відносно до осі заготовки ( 1) , кута нахилу вихідного конуса валків відносно до осі заготовки ( 2 ) , діаметра циліндричної частини оправки (dc ) , товщини стінки гільзи ( s g ) та довжини робочої частини оправки (L p ) , при якому 40 45 одночасно з відстанню між валками в площині перетиску валків (Вn ) визначають відстань між лінійками в площині перетиску валків ( Лn ) як функцію відстані між валками в площині пережиму валків (Вn ) , обтиснення в площині пережиму валків ( n ) , діаметра гільзи ( dg ) та діаметра заготовки (d0 ) відповідно до математичних залежностей [див., наприклад, підручник: Б.А. Романцев, А.В. Гончарук, Н.М. Вавилкин, С.В. Самусев. Обработка металлов давлением. М.: Издательский дом МИСиС, 2008, формулы 6.15 та 6.16 - аналог]: d0 1 о tan 1 dc 2sg tan 2 2Lp tan 1 tan 2 ;(1) Вn tan 1 tan 2 де Вn - відстань між валками в площині перетиску валків, м; dg , Лn Вn 1 0,75n d0 d0 - діаметр заготовки, м; (2) о - обтиснення перед носком оправки; 1 UA 120843 U 1 - кут нахилу вхідного конуса валків відносно до осі заготовки; dc - діаметр циліндричної частини оправки, м; s g - товщина стінки гільзи, м; 5 10 2 - кут нахилу вихідного конуса валків відносно до осі заготовки, м; L p - довжина робочої частини оправки, м; Лn - відстань між лінійками в площині перетиску валків, м; n - обтиснення в площині перетиску валків; dg - діаметр гільзи, м. Недолік способу відповідно аналога полягає в тому, що залежність (2), яка є емпіричною, не дозволяє точно встановити зв'язок між діаметром гільзи ( dg ) , що потрібно отримати в процесі / прошивки, та параметрами прошивки. Наявність розбіжності d dg dg між потрібним ( dg ) та / реальним (dg ) діаметрами гільзи обумовлює необхідність в додатковому налаштуванні прошивного стана, яке здійснюють зводячи або розводячи лінійки та (або) зміщуючи оправку в напрямку ходи прокатки, чи проти ходи прокатки (в залежності від реального діаметра гільзи 15 20 25 30 / dg , що отримана в процесі прошивки). На таку додаткову настройку витрачається робочий час та метал, який не може бути використаним в подальшій переробці, тому що реальний діаметр / гільзи (dg ) не збігається з потрібним діаметром ( dg ) , що, в кінцевому рахунку, зменшує продуктивність виробництва. Найбільш близьким за суттю і технічним результатом, що досягається, до способу, що заявляється, є спосіб гвинтової прошивки в косовалковому стані [див. патент України на корисну модель № 92317, Бюл. № 15, 2014], що містить деформацію суцільної заготовки в осередку деформації, утвореному двома приводними валками однакової форми, осі яких нахилені відносно осі заготовки на кут подачі () і які мають вхідний конус та вихідний конус з перетиском між ними, на оправці з робочою частиною, що має сферичну ділянку і конічну ділянку з'єднану з більшою основою сферичної ділянки та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну частину та вихідну частину, при якому деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань між лінійками в площині перетиску валків ( Лn ) та довжину ділянки оправки від площини перетиску валків до початку циліндричної ділянки оправки (l3 ) визначають за математичними залежностями як функції відстані (Вn ) між валками в площині перетиску валків, діаметра гільзи ( dg ) та кроку гвинтового руху гільзи (SГ ) відповідно до залежностей l3 dc Bn 2sg ; 2 tan 2 (3) tan 2 tan 2 ,(4) 2dg [dc 2l3 kS Г tan 2 ]1 tan 2 tan 2 де l3 - довжина ділянки оправки від площини перетиску валків до початку циліндричної ділянки оправки, м; dc - діаметр циліндричної ділянки оправки, м; Лn Вn 35 Вn - відстань між валками в площині перетиску валків, м; s g - товщина стінки гільзи, м; 40 2 Лn 2 dg - кут нахилу вихідного конуса валків до осі заготовки; - відстань між лінійками в площині перетиску валків, м; - кут нахилу утворюючої вихідної частини лінійок до осі заготовки; - діаметр гільзи, м; K 0,25 0,50 - емпіричний коефіцієнт; 2 UA 120843 U SГ dg 5 10 15 20 о tan - крок гвинтового руху гільзи, м; t 3,14 ; о - коефіцієнт осьової швидкості гільзи; t - коефіцієнт тангенціальної швидкості гільзи; - кут подачі. В порівнянні з аналогом при використанні способу-прототипу деформація суцільної заготівки здійснюється при такому налаштуванні параметрів осередку деформації, коли лінійки прошивного стана встановлюють таким чином, що відстань між ними (Ln ) в площині перетиску валків буде становити величину, обчислену відповідно залежності (4), а оправку в осередку деформації розташовують таким чином, що довжина ділянки оправки від площини перетиску валків до початку циліндричної ділянки оправки (l3 ) буде становити величину, обчислену відповідно залежності (3), потрібне (табличне) значення діаметра гільзи dg , що / використовується в розрахунках, буде збігатися з діаметром гільзи (dg ) , що буде отриманий в результаті прокатки. Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками пропонованого способу, є: деформація суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені відносно осі заготовки на кут подачі () і які мають вхідний та вихідний конуси з перетиском між ними, на оправці з робочою частиною, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань ( Лn ) між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані (Вn ) між валками в площині перетиску валків, діаметра гільзи ( dg ) та діаметра циліндричної ділянки 25 30 оправки (dc ) . Недолік відомого способу полягає в тому, що при налаштуванні параметрів осередку деформації, коли лінійки прошивного стана встановлюють таким чином, що відстань між ними (Ln ) в площині перетиску валків буде становити величину, обчислену відповідно залежності (4), а оправку в осередку деформації розташовують таким чином, що довжина ділянки оправки від площини перетиску валків до початку циліндричної ділянки оправки (l3 ) буде становити величину, обчислену відповідно залежності (3), не забезпечується збіг між стінкою гільзи ( s g ) , / що потрібно отримати в процесі прошивки, та стінкою гільзи (sg ) , реально отриманою в процесі / / прошивки. Наявність розбіжності s sg sg між потрібною ( s g ) та реальною (sg ) стінками гільзи обумовлює необхідність в додатковому налаштуванні прошивного стана, яке здійснюють зміщуючи оправку в напрямку ходи прокатки, чи проти ходи прокатки, змінюючи оправку на іншу 35 / - більшого чи меншого діаметра (в залежності від реальної стінки гільзи s g , що отримана в процесі прошивки). На таке додаткове налаштування витрачається робочий час та метал, який / не може бути використаним в подальшій переробці, тому що реальна стінка гільзи (sg ) не збігається з потрібною стінкою, ( s g ) , що, в кінцевому рахунку, зменшує продуктивність 40 45 виробництва. Таким чином, хоча нераціональні витрати робочого часу та металу при використанні способу-прототипу є меншими, ніж при використанні способу-аналога, при використанні способу-прототипу залишається резерв для підвищення продуктивності виробництва за рахунок усунення операції додаткового налаштування прошивного стана в ході прокатки перших (випробувальних) гільз. В основу корисної моделі поставлена задача створити спосіб гвинтової прошивки на оправці в косовалковому стані, котрий забезпечить можливість виготовлення гільз потрібного розміру (dg, sg ) без додаткового налаштування прошивного стана та прокатки випробувальних гільз / внаслідок точного визначення зв'язку розмірів виготовленої гільзи (dg, sg ) з параметрами настройки прошивного стана. 3 UA 120843 U 5 Поставлена задача вирішується тим, що у відомому способі гвинтової прошивки в косовалковому стані, який містить деформацію суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені відносно осі заготовки на кут подачі () і які мають вхідний та вихідний конуси з перетиском між ними, на оправці, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань ( Лn ) між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані (Вn ) між валками в площині перетиску валків, діаметра гільзи ( dg ) та діаметpa циліндричної ділянки 10 оправки (dc ) , деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань ( Лn ) між лінійками в площині перетиску валків визначають одночасно з визначенням довжини ділянки оправки (L) , на якій здійснюється деформація стінки гільзи, як функцію відстані (R) від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи відповідно до залежностей 2 dg l1 h1 tan 2 R Лn ; (5) L 2 tan 2 Лn 15 20 25 dc 2sg l1 h1 2Rl1 h1Bn , dc 2R sg (6) де L - довжина ділянки оправки, на якій здійснюється деформація стінки гільзи, м; dg - діаметр гільзи, м; n - довжина ділянки оправки від початку ділянки перетиску валків до l1 2 tan K 1 площини меншої основи сферичної ділянки оправки, м; cos - довжина ділянки перетиску валків вздовж осі прокатки, м; h1 h cos - кут нахилу утворюючої вихідної частини лінійок до осі заготовки; 2 R f ,,Rbn, 2,k,l1 - відстань від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи, м; Лn - відстань між лінійками в площині перетиску валків, м; dc - діаметр циліндричної ділянки оправки, м; s g - товщина стінки гільзи, м; Вn - відстань між валками в площині перетиску валків, м; Вn - відносне обтиснення діаметра заготовки; d0 1 - кут нахилу вхідного конуса валків до осі заготовки; K 0,30,7 - коефіцієнт, визначення конкретної величини котрого є ноу-хау заявника та авторів; d0 - діаметр заготовки, м; h - довжина ділянки перетиску валків вздовж осі валка, м; f , ,Rbn, 2, k,l1 - функція, загальний вигляд котрої залежить від форми валка прошивного стана; - кут подачі; - кут розкатки; n 1 30 35 40 Rbn - радіус валків в кінці ділянки перетиску валків, м; 2 - кут нахилу вихідного конуса валків до осі заготовки; k - зміщення кінця ділянки перетиску валків відносно площини осі стана вздовж осі валка, м. Загальними ознаками найбільш близького (прототип) та заявлюваного способів є те, що гвинтова прошивка в косовалковому стані включає деформацію суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені 4 UA 120843 U 5 10 15 20 25 відносно осі заготовки на кут подачі () і які мають вхідний та вихідний конуси з перетиском між ними, на оправці, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань ( Лn ) між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані (Вn ) між валками в площині перетиску валків, діаметра гільзи ( dg ) та діаметра циліндричної ділянки оправки (dc ) . Відмітні ознаки способу, що заявляється, є в тому, що деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань ( Лn ) між лінійками в площині перетиску валків визначають одночасно з визначенням довжини ділянки оправки (L) , на якій здійснюється деформація стінки гільзи, як функцію відстані (R) від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи відповідно до залежностей (5)-(6). Суть способу, що заявляється, не є явним чином для спеціаліста з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність відмітних ознак корисної моделі дозволяє одержати нові властивості, новий більш високий технічний результат. За наявними у заявника і авторів відомостями сукупність ознак, що пропонується і характеризує суть корисної моделі, невідома із сучасного рівня техніки. Отже, корисна модель відповідає критерію "Новизна". При використанні корисної моделі, що пропонується, забезпечується виготовлення труб з меншими матеріальними витратами. Отже, запропонована корисна модель відповідає критерію "Корисність". Причинно-наслідковий зв'язок між сукупністю суттєвих ознак корисної моделі, що заявляється, та отримуваним технічним результатом, полягає у наступному. Деформація суцільної заготівки здійснюється при такому налаштуванні параметрів осередку деформації, коли відстань ( Лn ) між лінійками в площині перетиску валків визначають одночасно з визначенням довжини ділянки оправки (L) , на якій здійснюється деформація стінки гільзи, як функцію відстані (R) від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи відповідно до залежностей (5)-(6), і тому початкове значення діаметра 30 35 40 45 50 55 / ( dg ) та стінки ( s g ) гільзи, що використовується в розрахунках, буде збігатися з діаметром (dg ) / та стінкою (sg ) гільзи, що буде отриманий в результаті прокатки. Таким чином, необхідність в додатковому налаштуванні прошивного стана шляхом прокатки випробувальних гільз з метою отримання їх точного діаметра та стінки, відпадає. Це зменшує непродуктивні витрати робочого часу та металу, що, в свою чергу, підвищує ефективність виробництва. Спосіб пояснюється графічно. На Фіг. 1 показано взаємне розташування осей прокатки, валка та стана на фронтальній (XOZ), горизонтальній (X0Y) та боковій (Y0Z) проекціях; грибоподібний валок на фронтальній проекції (в площині X0Z) показано в положенні, коли кут подачі відсутній ( 0) . На Фіг. 2 показано загальний вигляд осередку деформації в меридіональному розрізі по валку та направляючій лінійці (розріз А-А на Фіг. 3) для випадку прокатки в прошивному стані з грибоподібними валками. На Фіг. 3 показано вигляд осередку деформації по перетину III-III на Фіг. 2. Позначення на кресленнях: 1 - валок; 1.1 - вхідний конус (вхідна частина) валка, твірна бокової поверхні котрого нахилена до осі валка 01X1 під кутом γb1 і до осі прокатки 0Х під кутом γ1; 1.2 - вихідний конус (вихідна частина) валка, твірна бокової поверхні котрого нахилена до осі валка 01X1 під кутом γb2 і до осі прокатки 0Х під кутом γ 2; 1.3 перетиск між вхідним 1.1 та вихідним 1.2 конусами валка, твірна бокової поверхні котрого є паралельною осі прокатки 0Х; 2 - оправка; 2.1 - сферична ділянка оправки з радіусом сфери Rsf, діаметр меншої основи котрої дорівнює d1, а діаметр більшої основи дорівнює d2; 2.2 - конічна ділянка оправки з кутом нахилу до осі прокатки φ k, яка меншою своєю основою примикає до більшої основи сферичної ділянки 2.1; 2.3 - циліндрична ділянка оправки, діаметр котрої становить величину dc і яка примикає до більшої основи циліндричної ділянки 2.2; 3 - стрижень, на якому закріплена оправка 2; 4 - суцільна кругла заготовка, діаметр котрої дорівнює d0; 5 гільза, товщина стінки котрої становить sg, а діаметр дорівнює dg; 6 - лінійка, кут нахилу утворюючої вхідної частини 6.1 котрої до осі прокатки 0Х становить λ1, а кут нахилу утворюючої вихідної частини 6.2 становить λ2; І - І - площина, в якій лежить менша основа сферичної ділянки 2.1 оправки 2; II-II - площина, що є перпендикулярною осі прокатки (заготовки) 0Х та проходить через найближчі до осі прокатки точки площин переходу вхідної частини валків 1.1 у 5 UA 120843 U 5 10 15 20 25 30 35 перетиск валків 1.3 (площина початку перетиску валків); III-III - площина, що є перпендикулярною осі прокатки (заготовки) 0Х та проходить через найближчі до осі прокатки точки площин переходу перетиску валків 1.3 у вихідний конус валків 1.2 (площина кінця перетиску валків); Б - Б - площина, яка співпадає з площиною, в якій завершується деформація стінки гільзи (площина, в якій остаточно формуються величини середнього діаметра та товщини стінки гільзи); В - В - площина, яка проходить через точку відриву поверхні гільзи від валка перпендикулярно осі прокатки 0Х (площина виходу гільзи з осередку деформації); L - довжина ділянки оправки, на якій здійснюється деформація стінки гільзи (відстань вздовж осі прокатки 0Х між площинам I-I та Б - Б); l1 - довжина ділянки оправки від площини її меншої основи I-I до площини II-II початку перетиску валків; Вn - відстань між валками в площині III-III кінця перетиску валків; Лn - відстань між лінійками в площині III-III кінця перетиску валків; α - кут подачі, що є / кутом між осями валка 01 Х1 та прокатки ОХ в горизонтальній площині Х0У; β - кут розкатки, що є кутом між осями валка 01X1 та прокатки ОХ у фронтальній площині X0Z; Ip, h, lr - відповідно / довжина вхідного конуса 1.1, перетиску 1.3 та вихідного конуса 1.2 вздовж осі валка 01X1; 01, 01 точки розвороту валка на кут розкатки β та кут подачі α відповідно; 0 (нуль) - координата точок / / // 01 та 01 вздовж осі прокатки 0Х; В - точка контакту гільзи з валком; В , В - горизонтальна та бокова проекції точки В; Rx - відстань від осі прокатки 0Х до поверхні валка 1 в площині з координатою ХM; Хр - координата площини III-III кінця ділянки 1.3 перетиску валків 1. Спосіб гвинтової прошивки в косовалковому стані здійснюється наступним чином. Попередньо литу, катану або ковану суцільну заготовку 4 задають у валки 1 прошивного косовалкового стана. Завдяки тому, що осі валків 01X1 нахилені під кутом подачі α до осі прокатки ОХ здійснюється осьова подача заготовки із швидкістю Vx , яку можна обчислити за формулою (7) Vx wох sin , де w - окружна швидкість на поверхні валка, м/с; ох - коефіцієнт осьової швидкості заготовки; - кут подачі. Завдяки тому, що утворююча поверхня вхідного конуса 1.1 валків 1 нахилена до осі прокатки ОХ під кутом γ1 здійснюється обтиснення заготовки 1 по радіусу і початковий діаметр d0 заготовки 4 зменшується. Під час проходження переднім торцем заготовки 4 площини I-I передній торець зустрічається з малою основою сферичної ділянки 2.1 оправки 2 і починається процес прошивки суцільної заготовки в гільзу. Під час деформації заготовки від площини I-I до площини початку перетиску II-II відбувається одночасне зменшення діаметра та товщини стінки; під час деформації заготовки від площини II-II до площини кінця перетиску III-III відбувається зменшення діаметра не відбувається, а товщина стінки зменшується; під час деформації заготовки від площини III-III до площини Б-Б відбувається збільшення діаметра та зменшення товщини стінки. В площині Б-Б, обтиснення стінки припиняється. В площині Б-Б овальність заготовки L становить Л (8) L L , ВL де ЛL - відстань між лінійками в площині Б-Б, м; ВL 2R - відстань між валками в площині Б-Б, м. 40 Середній діаметр заготовки dсрL в площині Б-Б становить ЛL ВL (9) . 2 / Товщина стінки заготовки s g в площині Б-Б становить dсрL 45 / (10) sg R L , де L - радіус оправки 2 в площині закінчення обтиснення стінки Б-Б. Від площини Б-Б до площини В-В діаметр заготовки зростає при одночасному зменшенні величини овальності ; при цьому середній діаметр заготовки залишається незмінним і дорівнює dсрL . В площині В-В овальність заготовки зменшується до величини 1 і деформація заготовки завершується. Таким чином, в результаті прошивки суцільної заготовки 4 / / виготовляється гільза 5, товщина стінки якої становить s g , а діаметр дорівнює dg dсрL . З 6 UA 120843 U / урахуванням того, що потрібно прокатати гільзу потрібних розмірів маємо умову dg dg , 5 10 / sg sg з урахуванням котрої, використовуючи (8)-(10), отримуємо 2R ЛL ; (11.1) dg 2 s g R L . (11.2) Закон Лx f (Лn, X, Xn, 2 ) зміни відстані між лінійками вздовж осі прокатки 0Х є відомою функцією (12) Лx Лn 2( X Xn ) tan 2 . Закон R x f X, , , Rbn , 2, k, l1 зміни відстані між валками вздовж осі прокатки 0Х залежить від форми валків (грибоподібні, бочкоподібні чи дискові). Так, наприклад, для бочкоподібних валків маємо R x ( X X1)2 sin2 ( XT1 B2 )2 XT2 A 4 ,(13) де X1 Xn A1 - координата площини меншої основи сферичної ділянки оправки вздовж осі прокатки вважаючи за нуль координату осі стана, м; tan 2 ; B2 B1 Yb , м, T2 tan 2 ; A 4 A 2 A 3 , м; T1 cos cos k cos 2 cos - координата кінця ділянки перетиску валків вздовж осі прокатки Xn cos b2 вважаючи за нуль координату осі стана, м; b2 - кут нахилу вихідного конуса валків до осі валка; Bn A 1T1 , м; Yb A 4 LT2 , м; A 3 A1T2 , м; A1 (h1 l1) , м. 2 Закон x f (dc ,Rsf , k ) зміни радіуса оправки вздовж осі прокатки 0Х є відомою функцією координати Лx f (Лn, X, Xn, 2 ) , X та її геометричних параметрів. Підставляючи R x f X, , ,Rbn , 2, k, l1 і x f (dc ,Rsf , k ) в (11.1-2) та вирішуючи цю систему відносно X та B1 15 Лn отримуємо (5), (6). Величини L та Лn , обчислені за допомогою (5), (6) забезпечать прокатку гільзи потрібного діаметра dg з потрібною товщиною стінки s g . 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб гвинтової прошивки в косовалковому стані, що містить деформацію суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені відносно осі заготовки на кут подачі () і які мають вхідний та вихідний конуси з перетиском між ними на оправці, що має сферичну ділянку і конічну ділянку, з'єднану з більшою основою сферичної ділянки, та циліндричну ділянку, що є з'єднана з більшою основою конічної ділянки, і лінійками однакової форми, які мають вхідну та вихідну частини, при якому відстань ( Лn ) між лінійками в площині перетиску валків визначають за математичною залежністю як функцію відстані (Вn ) між валками в площині перетиску валків, діаметра гільзи ( dg ) та діаметра циліндричної ділянки оправки (dc ) , який відрізняється тим, що деформацію суцільної заготовки здійснюють при такому налаштуванні параметрів осередку деформації, коли відстань ( Лn ) між лінійками в площині перетиску валків визначають одночасно з визначенням довжини 35 ділянки оправки (L) , на якій здійснюється деформація стінки гільзи, як функцію відстані (R) від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи відповідно до залежностей 2 dg l1 h1 tan 2 R Лn L , 2 tan 2 Лn dc 2sg l1 h1 2Rl 1 h1Bn , dc 2R s g де L - довжина ділянки оправки, на якій здійснюється деформація стінки гільзи, м; 7 UA 120843 U d g - діаметр гільзи, м; 5 10 n l1 2 tan K - довжина ділянки оправки від початку ділянки перетиску валків до площини 1 меншої основи сферичної ділянки оправки, м; cos - довжина ділянки перетиску валків вздовж осі прокатки, м; h1 h cos 2 - кут нахилу твірної вихідної частини лінійок до осі заготовки; R f , , Rbn , 2 , k, l1 - відстань від осі прокатки до поверхні валка в площині закінчення деформації стінки гільзи, м; Лn - відстань між лінійками в площині перетиску валків, м; dc - діаметр циліндричної ділянки оправки, м; s g - товщина стінки гільзи, м; Вn - відстань між валками в площині перетиску валків, м; 15 20 В n 1 n - відносне обтиснення діаметра заготовки; d0 1 - кут нахилу вхідного конуса валків до осі заготовки; K 0,30,7 - коефіцієнт; d0 - діаметр заготовки, м; h - довжина ділянки перетиску валків вздовж осі валка, м; f , , Rbn, 2, k, l1 - функція, загальний вигляд котрої залежить від форми валка прошивного стана; - кут подачі; - кут розкатки; R bn - радіус валків в кінці ділянки перетиску валків, м; 2 - кут нахилу вихідного конуса валків до осі заготовки; k - зміщення кінця ділянки перетиску валків відносно площини осі стана вздовж осі валка, м. 8 UA 120843 U 9 UA 120843 U 10 UA 120843 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Автори англійськоюMinin Vasyl Anatoliovych
Автори російськоюМинин Василий Анатольевич
МПК / Мітки
МПК: B21B 19/00
Мітки: гвинтової, спосіб, стані, прошивки, косовалковому
Код посилання
<a href="https://ua.patents.su/13-120843-sposib-gvintovo-proshivki-v-kosovalkovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб гвинтової прошивки в косовалковому стані</a>
Спосіб гвинтової прошивки в косовалковому стані
Номер патенту: 92317
Опубліковано: 11.08.2014
Автори: Степаненко Олександр Миколайович, Гармашов Денис Юрійович, Ніколаєнко Юлія Миколаївна, Гуляєв Юрій Генадійович, Угрюмов Юрій Дмитрович
МПК: B21B 19/00
Мітки: спосіб, стані, косовалковому, прошивки, гвинтової
Формула / Реферат:
Спосіб гвинтової прошивки в косовалковому стані, що містить деформацію суцільної заготовки в осередку деформації, утвореному двома привідними валками однакової форми, осі яких нахилені відносно осі заготівки на кут подачі (a) і які мають вхідний конус та вихідний конус, на оправці з робочою частиною та циліндричною ділянкою, і лінійками однакової форми, які мають вхідну частину та вихідну частину, при якому відстань між лінійками в площині...
Спосіб гвинтової прошивки в косовалковому стані

Номер патенту: 97604
Опубліковано: 25.03.2015
Автори: Гуляєв Юрій Генадійович, Ніколаєнко Юлія Миколаївна, Павловський Борис Григорович, Угрюмов Юрій Дмитрович, Гармашов Денис Юрійович, Степаненко Олександр Миколайович
МПК: B21B 19/00
Мітки: косовалковому, стані, спосіб, прошивки, гвинтової
Формула / Реферат:
Спосіб гвинтової прошивки на оправці в косовалковому стані, що включає деформацію заготовки на конічній оправці між трьома привідними валками однакової форми, виконаними з вхідним конусом та вихідною частиною та розташованими навкруги заготовки під кутом один до одного та осі котрих нахилені відносно до осі заготовки на кут подачі (
Спосіб прошивки заготовки в стані гвинтової прокатки

Номер патенту: 79553
Опубліковано: 25.04.2013
Автори: Бражник Олег Володимирович, Ханін Марко Ісаакович, Донський Іван Володимирович, Бойко Іван Петрович
МПК: B21B 19/00
Мітки: стані, спосіб, гвинтової, прошивки, прокатки, заготовки
Формула / Реферат:
Спосіб прошивки заготовки в стані гвинтової прокатки, що включає деформацію заготовки валками, які обертаються і надають заготовці поступовий і обертальний рух протягом всього процесу, та прошивною оправкою, що обертається протягом часу її контакту з металом разом з упорним стержнем, який відрізняється тим, що в період несталого процесу заповнення зони деформації захват заготовки валками здійснюють при частоті обертання валків, яка складає...
Спосіб виробництва гільз на косовалковому стані
Номер патенту: 82397
Опубліковано: 25.07.2013
Автори: Степаненко Олександр Миколайович, Угрюмов Юрій Дмитрович, Балакін Валерій Федорович
МПК: B21B 19/00
Мітки: гільз, косовалковому, стані, спосіб, виробництва
Формула / Реферат:
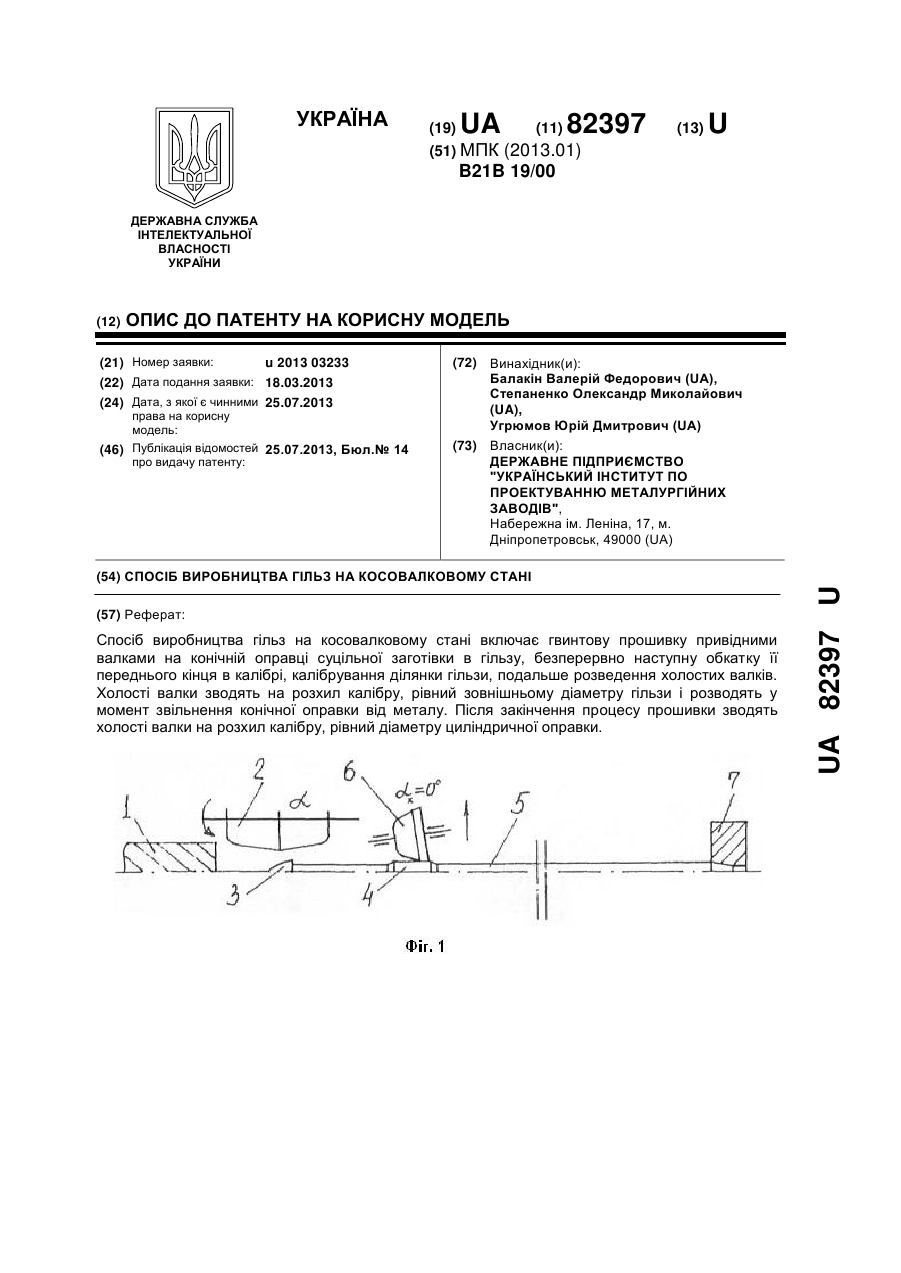
1. Спосіб виробництва гільз на косовалковому стані, що містить гвинтову прошивку привідними валками на конічній оправці суцільної заготівки в гільзу, безперервно наступну обкатку її переднього кінця в калібрі, утвореному холостими валками на циліндричній оправці, калібрування ділянки гільзи, рівної відстані між привідними і холостими валками і подальше розведення холостих валків, який відрізняється тим, що при закінченні процесу прошивки,...
Спосіб гвинтового розкочування труб на тривалковому стані

Номер патенту: 98219
Опубліковано: 27.04.2015
Автори: Тартаковскій Боріс Ігорєвіч, Степаненко Олександр Миколайович, Кондратьєв Юрій Анатолійович, Угрюмов Юрій Дмитрович
МПК: B21B 25/00, B21B 19/06
Мітки: розкочування, спосіб, тривалковому, труб, гвинтового, стані
Формула / Реферат:
Спосіб гвинтового розкочування труб на тривалковому стані, що містить деформацію гільзи на оправці валками, які мають вхідну ділянку, ділянку гребеня і вихідну ділянку, який відрізняється тим, що деформацію гільзи здійснюють на комбінованій оправці, нерухомій в осьовому напрямі, причому на вхідній ділянці і на ділянці гребеня деформацію здійснюють на циліндровій частині оправки з обтисканням по товщині стінки 30-70 %, а на вихідній...