Спосіб прошивки заготовки в стані гвинтової прокатки
Номер патенту: 79553
Опубліковано: 25.04.2013
Автори: Ханін Марко Ісаакович, Донський Іван Володимирович, Бойко Іван Петрович, Бражник Олег Володимирович


Формула / Реферат
Спосіб прошивки заготовки в стані гвинтової прокатки, що включає деформацію заготовки валками, які обертаються і надають заготовці поступовий і обертальний рух протягом всього процесу, та прошивною оправкою, що обертається протягом часу її контакту з металом разом з упорним стержнем, який відрізняється тим, що в період несталого процесу заповнення зони деформації захват заготовки валками здійснюють при частоті обертання валків, яка складає 0,70-0,85 від її значення в сталому процесі прошивки, після зіткнення переднього торця заготовки з носком оправки валки розганяють до значення частоти обертання в сталому процесі, а з початку несталого процесу вивільнення зони деформації частоту обертання валків знижують до її значення при захваті заготовки.
Текст
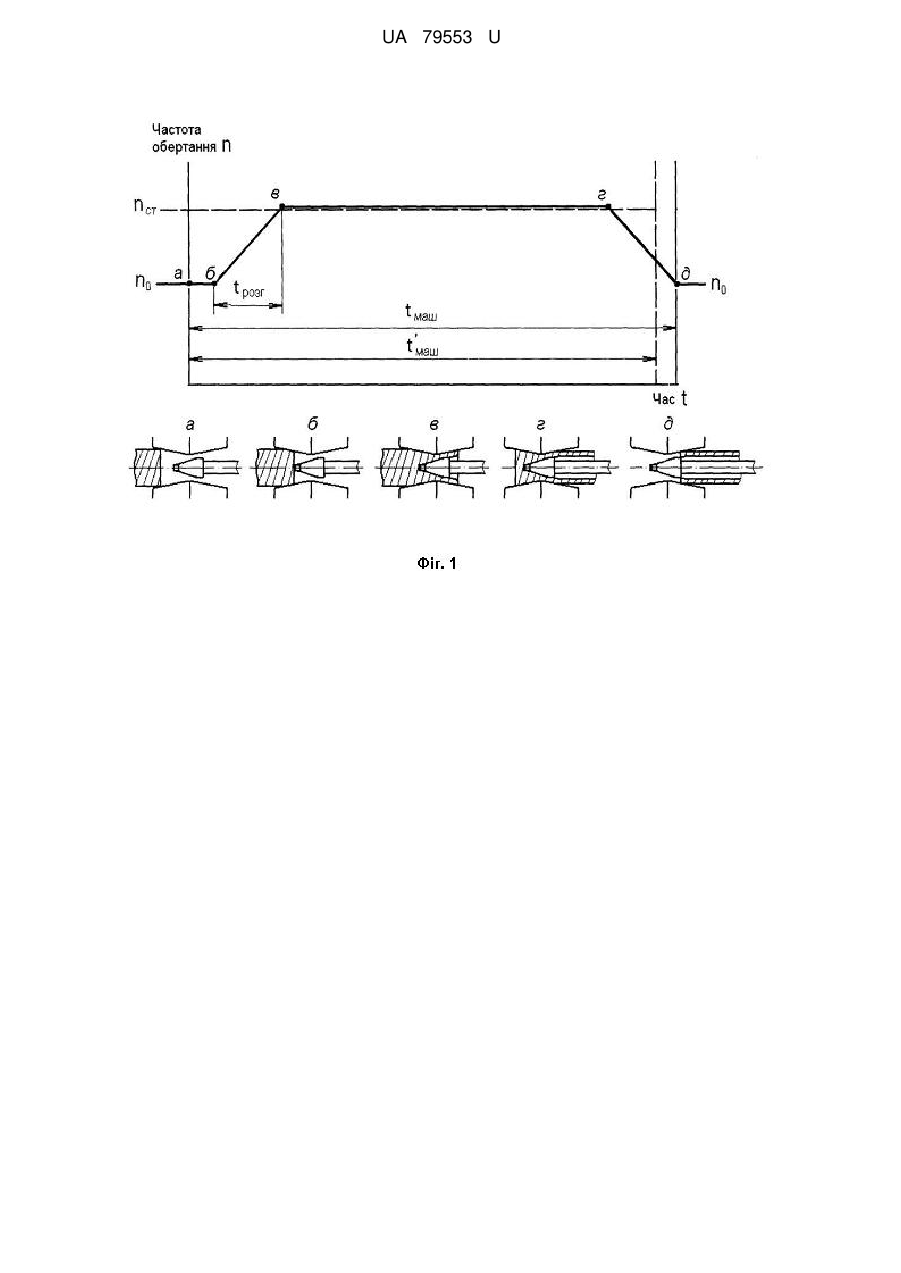
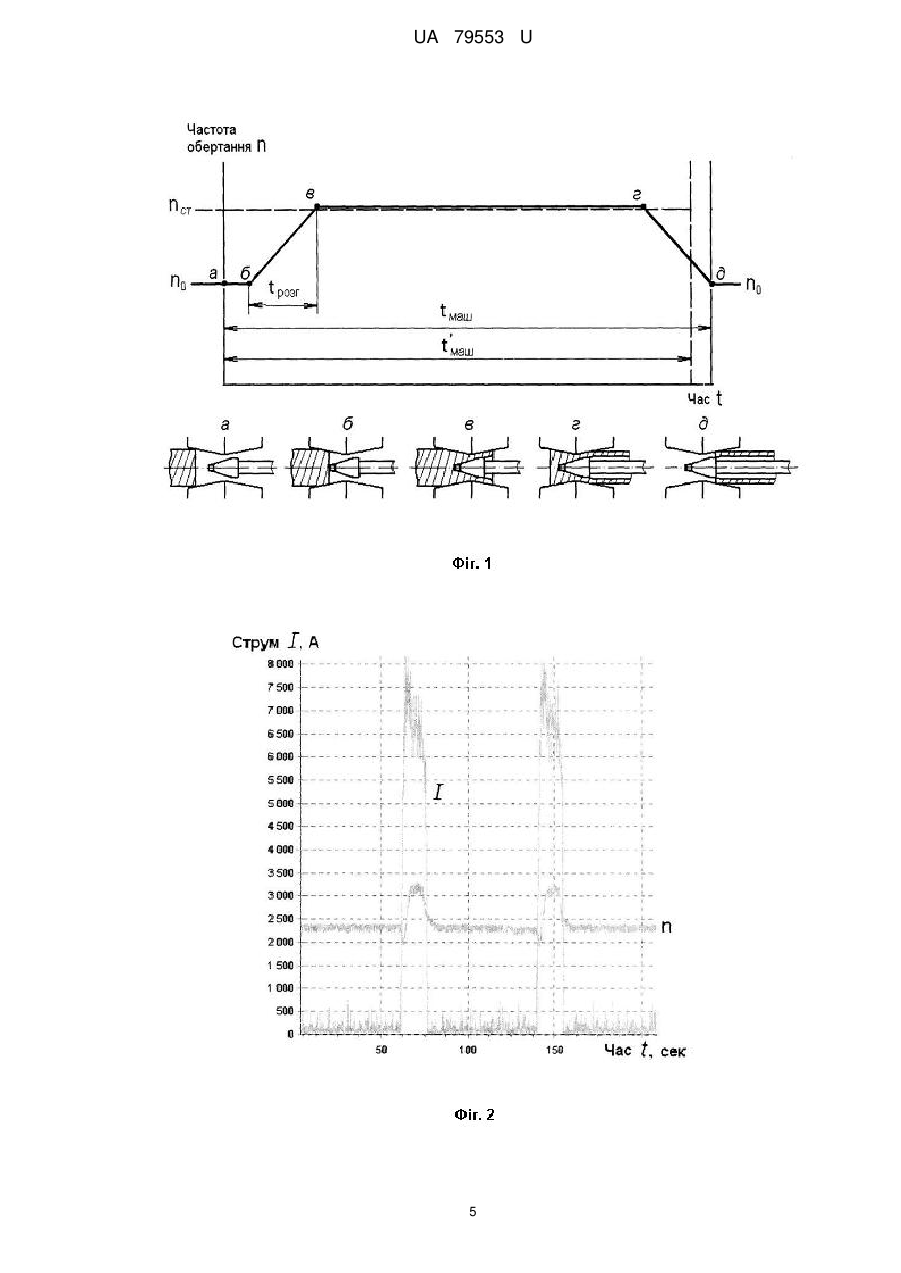
Реферат: Спосіб прошивки заготовки в стані гвинтової прокатки, що включає деформацію заготовки валками, які обертаються і надають заготовці поступовий і обертальний рух протягом всього процесу, та прошивною оправкою, що обертається протягом часу її контакту з металом разом з упорним стержнем, який відрізняється тим, що в період несталого процесу заповнення зони деформації захват заготовки валками здійснюють при частоті обертання валків, яка складає 0,70-0,85 від її значення в сталому процесі прошивки, після зіткнення переднього торця заготовки з носком оправки валки розганяють до значення частоти обертання в сталому процесі, а з початку несталого процесу вивільнення зони деформації частоту обертання валків знижують до її значення при захваті заготовки. UA 79553 U (12) UA 79553 U UA 79553 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель відноситься до обробки металів тиском і може бути використана на прошивних станах трубопрокатних агрегатів різних типів (зокрема, з розкатними автоматичними, безперервними оправочними, тривалковими та іншими станами) при виробництві гарячекатаних труб підвищеної точності по товщині стінки. Відомий спосіб прошивки заготовки в стані гвинтової прокатки, що включає деформацію заготовки валками, які обертаються і надають заготовці поступовий та обертальний рух, та нерухомою прошивною оправкою [1, стор. 4-6]. Частота обертання валків під час всього процесу постійна. Утримування оправки від поступового та обертального руху здійснюється нерухомим стержнем, на який вона спирається. Нерухомість стержня та його установлення по осі прошивки визначено конструкцією упорно-регулюючого механізму [2]. Нерухомий стержень має відносно високу поздовжню стійкість (в порівнянні, наприклад, зі стержнем, що обертається) та малий вигин, при цьому вісь оправки практично співпадає з віссю прошивки, що забезпечує низьку різностінність гільзи по всій її довжині. Використання зазначеного способу супроводжується дуже високою швидкістю колового ковзання металу, що деформується, відносно нерухомої оправки. Швидкість ковзання визначається коловою швидкістю заготовки, яка обумовлена частотою обертання валків. На діючих станах швидкість ковзання складає 2-3 м/с. Така швидкість відносного ковзання приводить до підвищеної витрати енергії, інтенсивному розігріву і зносу оправки. Швидкий знос оправки по діаметру та загрубіння її робочої поверхні веде до появи дефектів на внутрішній поверхні гільз та поступовій зміні товщини стінки гільз, що порушує режим обтиску на наступному розкатному стані і також веде до погіршення якості труб. Тому зазначений спосіб може бути застосований тільки для прошивки коротких товстостінних гільз; це обмежує можливість його використання тільки на трубопрокатних агрегатах, де розкатний стан має високу обтискну здібність, наприклад, на агрегаті з безперервним оправочним станом. Крім того, застосування зазначеного способу потребує частої зміни оправки, що призводить до необхідності частих зупинок прошивного стану і агрегату та знижує його продуктивність, а також має високу витрату технологічного інструменту - оправок. Найбільш близьким до заявленого способу по технічній суті (прототип) є спосіб прошивки заготовки в стані гвинтової прокатки, що включає деформацію заготовки валками, що обертаються і надають заготовці поступовий і обертальний рух протягом всього процесу, та прошивною оправкою, що обертається протягом часу її контакту з металом разом з упорним стержнем, на який вона спирається [1, стор. 6-7]. Частота обертання валків постійна протягом всього процесу [3, стор. 510]. Обертання стержня з оправкою та його установлення по осі прошивки визначено конструкцією упорно-регулюючого механізму [4]. Обертання оправки суттєво знижує швидкість відносного ковзання металу по оправці (до 1 м/с на діючих станах), що значно знижує розігрів та знос оправки, підвищує якість гільз і продуктивність прошивного стану, дає можливість прошивати тонкостінні гільзи великої (до 8 м і більше) довжини і завдяки цьому використовувати цей спосіб прошивки на трубопрокатних агрегатах різних типів. Недоліком відомого способу є знижена поздовжня стійкість стержня, що обертається (в порівнянні, наприклад, з нерухомим стержнем). На вигин стержня, що має частоту обертання практично таку ж, як частота обертання гільзи, значний вплив надають також значні відцентрові сили, завдяки яким утворюються підвищені вібрації та биття системи заготовка-оправкастержень-гільза. Підвищений вигин стержня спричиняє кутове відхилення осі оправки від осі прошивки і лінійне відхилення носка оправки, що безпосередньо здійснює прошивку суцільної заготовки, від осі заготовки. Це призводить до утворення підвищеної різностінності гільзи по всій її довжині. Найбільший рівень різностінність має на передньому та задньому ділянках гільзи на довжині кожного з них, що визначаються об'ємом зони деформації, тобто в період несталих стадій процесу прошивки при заповненні та вивільненні зони деформації [5, стор. 146-158]. Максимальна різностінність утворюється на передньому кінці гільзи, що обумовлено статичним та ударним навантаженням на оправку при її зіткненні з заготовкою, при чому як статичне, так і ударне навантаження залежать від швидкості зіткнення, яка, в свою чергу, залежить від частоти обертання валків. На задньому кінці гільзи висока різностінність обумовлена підвищеним вигином стержня при розкритих центрувачах упорно-регулюючого механізму, величина якого також залежить від навантаження оправки. В основі даної корисної моделі лежить рішення задачі по удосконаленню способу прошивки заготовки в стані гвинтової прокатки шляхом зміни режиму деформації, завдяки чому знижується різностінність кінцевих ділянок труб. 1 UA 79553 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішена тим, що в способі прошивки заготовки в стані гвинтової прокатки, що включає деформацію заготовки валками, які обертаються і надають заготовці поступовий і обертальний рух протягом всього процесу, та прошивною оправкою, що обертається протягом часу її контакту з металом разом з упорним стержнем, на який вона спирається, відповідно до корисної моделі, в період несталого процесу заповнення зони деформації захват заготовки валками здійснюють при частоті обертання валків, яка складає 0,70-0,85 від її значення в сталому процесі прошивки, після зіткнення переднього торця заготовки з носком оправки валки розганяють до значення частоти обертання в сталому процесі, а с початку несталого процесу вивільнення зони деформації частоту обертання валків знижують до її значення при захваті заготовки. Параметри, що заявляються, отримані дослідним шляхом та розрахунками. Відмінність пропонованого способу від найбільш близького з аналогів (прототипу) полягає в зміні режиму деформації в прошивному стані, а саме в тім, що цей процес проводять зі змінною частотою обертання валків під час прошивки кожної заготовки. Технічним результатом від використання пропонованого способу в порівнянні з прототипом є зниження різностінності кінцевих ділянок гільз і вироблених з них труб, що забезпечує зниження довжини обрізі кінців труб і витрати металу на виробництво 1 тони готових труб. Це досягається тим, що послідовна зміна режиму деформації під час прошивки кожної заготовки зі зниженням частоти обертання валків при прошивці кінцевих ділянок заготовки в межах, що заявляються, приводить до зниження навантаження на оправку та стержень при деформації цих ділянок, зниження вібрацій та биття стержня в ці періоди прошивки, зниження вигину стержня та відхилення носка оправки від осі прошивки, завдяки чому здійснюється зниження поперечної різностінності кінцевих ділянок гільз і труб, що прокатуються далі з цих гільз на трубопрокатному агрегаті. На фігурі 1 представлений графік зміни частоти обертання валків під час прошивки однієї заготовки. Точки графіку відповідають наступним моментам часу: а - захват заготовки валками, б - зіткнення переднього торця заготовки з оправкою при заповненні зони деформації, в - закінчення періоду заповнення зони деформації і початок сталого процесу прошивки, г - закінчення сталого процесу і початок звільнення зони деформації, д - закінчення періоду звільнення зони деформації та кінець процесу прошивки чергової заготовки; tмаш - машинний час прошивки заготовки при змінній частоті обертання валків в межах від n0 до nст, де n0 - початкове або завершальне значення частоти обертання валків при прошивці кінцевих ділянок гільзи, nст - частота обертання валків в сталому процесі прошивки середньої частини гільзи при повністю заповненій зоні деформації; t'маш - машинний час при постійній частоті nст під час всього процесу; tрoзг - час розгону валків від n0 до nст. Межі змінення частоти обертання валків від n0-(0,70-0,85)nCT до nст обумовлені, поруч з потрібним рівнем зниження різностінності, продуктивністю прошивного стану та навантаженням головного двигуна і лінії приводу стану. Зниження різностінності досягається шляхом зниження величини n0, але при цьому знижується продуктивність стану, оскільки t маш > t'маш. Збереження або деяке підвищення продуктивності пропонованого способу, тобто отримання tмаш t'маш, може бути досягнуто підвищенням nст в пропонованому способі в порівнянні з відомим способом. При розгоні валків від n0 до nст в механічній лінії приводу валків і якорі головного двигуна з'являються кутові прискорення d/dt=2(ncт - no)/dtpoзг, які залежать, головним чином, від різниці (nст – n0) = nст -(0,70-0,85) nст =(0,15-0,30) nст. Ці прискорення приводять до виникнення динамічних крутних моментів Мдин в лінії приводу і якорі двигуна та динамічної складової потужності двигуна N дин, пропорційних (nст – n0). Наявність динамічних навантажень приводить до відповідного росту сумарного крутного моменту М =Мстат + Мдин та сумарної потужності Ν=Νстат+Νдин, де Мстат та Nстат - статичні складові моменту і потужності, що збільшує навантаження на механічні елементи лінії приводу валків (шпинделі, шестеренну кліть, корінний вал, муфти) і головний двигун. Сумарні навантаження Μ і Ν не повинні перевищувати максимальних припустимих значень М макс і Nмакс для даного стану: Μ Ммакс, Ν Nмакс. Якщо пікові навантаження перевищують максимальні припустимі значення, це приводить до поломок механічного устаткування або аварійному виключенню двигуна, що веде до тривалих простоїв. При прошивці заготовок малого діаметру з сортаменту даного стану та із сталей низької міцності (вуглецевих, низьколегованих) Мстат
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for piercing billet in mill of helical rolling
Автори англійськоюKhanin Marko Isaakovych, Boiko Ivan Petrovych, Brazhnyk Oleh Volodymyrovych, Donskyi Ivan Volodymyrovych
Назва патенту російськоюСпособ прошивки заготовки в стане винтовой прокатки
Автори російськоюХанин Марк Исаакович, Бойко Иван Петрович, Бражник Олег Владимирович, Донской Иван Владимирович
МПК / Мітки
МПК: B21B 19/00
Мітки: прошивки, прокатки, заготовки, гвинтової, спосіб, стані
Код посилання
<a href="https://ua.patents.su/8-79553-sposib-proshivki-zagotovki-v-stani-gvintovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прошивки заготовки в стані гвинтової прокатки</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: гарячої, прокатки, спосіб, стані, штаб, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб калібрування гвинтової заготовки на крок
Номер патенту: 44545
Опубліковано: 12.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, гвинтової, крок, калібрування, заготовки
Формула / Реферат:
Спосіб калібрування гвинтової заготовки на крок, при якому гвинтовій заготовці надають обертового руху навколо її поздовжньої осі, а калібруючому інструменту - обертового руху навколо власної осі та поступального переміщення вздовж осі гвинтової заготовки, який відрізняється тим, що гвинтову заготовку розміщують ексцентрично на величину висоти її витка всередині калібруючого інструменту, який виконують у вигляді кільцевого диску і...
Спосіб прокатки заготовки

Номер патенту: 18944
Опубліковано: 25.12.1997
Автор: Рождественський Юрій Васильович
МПК: B21B 27/02
Мітки: заготовки, спосіб, прокатки
Формула / Реферат:
Способ прокатки заготовки, включающий ее зачистку от дефектов, нагрев заготовки до температуры прокатки, прокатку ее в двух горизонтальных приводных валках, прокатку в двух неприводных вертикальных валках, при этом плоскости осей вращения вертикальных и горизонтальных валков смещены, отличающийся тем, что заготовку прокатывают в вертикальных валках, оси вращения которых расположены в плоскости, смещенной по ходу прокатки относительно...
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані
Номер патенту: 89961
Опубліковано: 25.03.2010
Автори: Смірнов Олексій Миколайович, Скляр Віталій Олександрович, Горбенко Олександр Ігорович, Смирнов Євген Миколайович, Моцний Віталій Валерійович
МПК: B21B 1/04, B22D 11/00, B21B 13/22, B21B 1/02, B21B 1/46, B22D 11/12, B22D 11/06, B22D 11/10
Мітки: обтиснення, блюма, спосіб, заготовки, рідкотвердому, безперервнолитого, стані
Формула / Реферат:
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані, при якому обтиснення блюма або заготовки здійснюють у клітях, послідовно розташованих по їх довжині в зоні остаточного затвердіння, за два етапи, який відрізняється тим, що на першому етапі блюм або заготовку обтискують зміщеними один відносно другого у горизонтальній площині на кут 2-6° валками першого ряду, причому центральні ділянки на їх ширині, яка дорівнює...
Спосіб обтиснення безперервнолитої сортової заготовки у рідко-твердому стані
Номер патенту: 100334
Опубліковано: 10.12.2012
Автори: Хобта Олександр Степанович, Смирнов Євген Миколайович, Ручко Владислав Миколайович, Мітьєв Анатолій Петрович, Мазур Ігорь Пєтровіч, Демченко Дмитро Олегович, Смірнов Олексій Миколайович, Серов Олександр Іванович
МПК: B21B 13/22, B22D 11/12
Мітки: рідко-твердому, безперервнолитої, сортової, спосіб, обтиснення, стані, заготовки
Формула / Реферат:
Спосіб обтиснення безперервнолитої сортової заготовки з початковою висотою h у рідко-твердому стані, при якому обтиснення заготовки здійснюють за два етапи у клітях, послідовно розташованих по її довжині в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі заготовку з відношенням висоти h до діаметра валків D в межах h/D=0,285-0,429 послідовно циклічно обтискують, зі ступенем відносної деформації ε в межах...
Попередній патент: Пара тертя для випробування матеріалів на знос
Наступний патент: Спосіб визначення залишкової газової складової вуглепородного масиву
Випадковий патент: Спосіб відновлення та оздоровлення пацієнта методом вісцеральної остеопатії