Електролітична комірка відновлення для виробництва металу
Номер патенту: 43447
Опубліковано: 17.12.2001
Автори: Таран Олександр Якович, Патон Борис Євгенович, Фрідман Михайло Олександрович, Юріч Драго Драгутін, Лакомський Віктор Йосипович, Шоу Раймонд Уолтер
Формула / Реферат
1. Електролітична комірка відновлення для виробництва металу, що включає в себе зовнішню сталеву оболонку, шар ізолюючого матеріалу, суміжний із зовнішньою сталевою оболонкою, вуглецевий шар, що покриває ізолюючий матеріал і захищає ізолюючий матеріал від електролітичної ванни в комірці, причому вуглецевий шар містить у собі, принаймні, один вуглецевий катодний блок, яка відрізняється тим, що вуглецевий катодний блок виконаний з множиною електричних контактних штирів, що знаходяться в електричному контакті з нижньою його поверхнею, і колекторними пластинами, що знаходяться в електричному контакті з електричними контактними штирями, при цьому електричні контактні штирі розподілені по нижній поверхні катодного блока, з можливістю створення на верхній поверхні катодного блоки еквіпотенціальної поверхні.
2. Електролітична комірка за п. 1, яка відрізняється тим, що в нижній поверхні катодного блока виконані отвори, в які вмонтовані електричні контактні штирі, приварені зануренням до внутрішніх поверхонь отворів.
3. Електролітична комірка за п. 2, яка відрізняється тим, що електричні контактні штирі обладнані сполучними стрижнями для забезпечення їх електричного з'єднання з колекторною пластиною й заварені зануренням до штирів.
4. Електролітична комірка за п. 3, яка відрізняється тим, що сполучні стрижні приварені до колекторної пластини.
5. Електролітична комірка за п. 4, яка відрізняється тим, що в колекторній пластині виконані отвори, а сполучні стрижні виконані виступаючими з контактних штирів через ці отвори в колекторній пластині та мають загнуті кінці, що приварені до колекторної пластини поруч з отворами в ній, для забезпечення можливості переміщення при розширенні катодного блока і колекторної пластини, з урахуванням вигину загнутих кінців сполучних стрижнів.
6. Електролітична комірка за будь-яким з пп. 1-5, яка відрізняється тим, що катодний блок і колекторна пластина мають видовжену форму, і електричні контактні штирі розміщені по всій довжині катодного блока.
7. Електролітична комірка за п. 6, яка відрізняється тим, що електричні контактні штирі розміщені попарно вздовж катодного блока з інтервалом, що поступово зменшується від двох кінців катодного блоки.
Текст
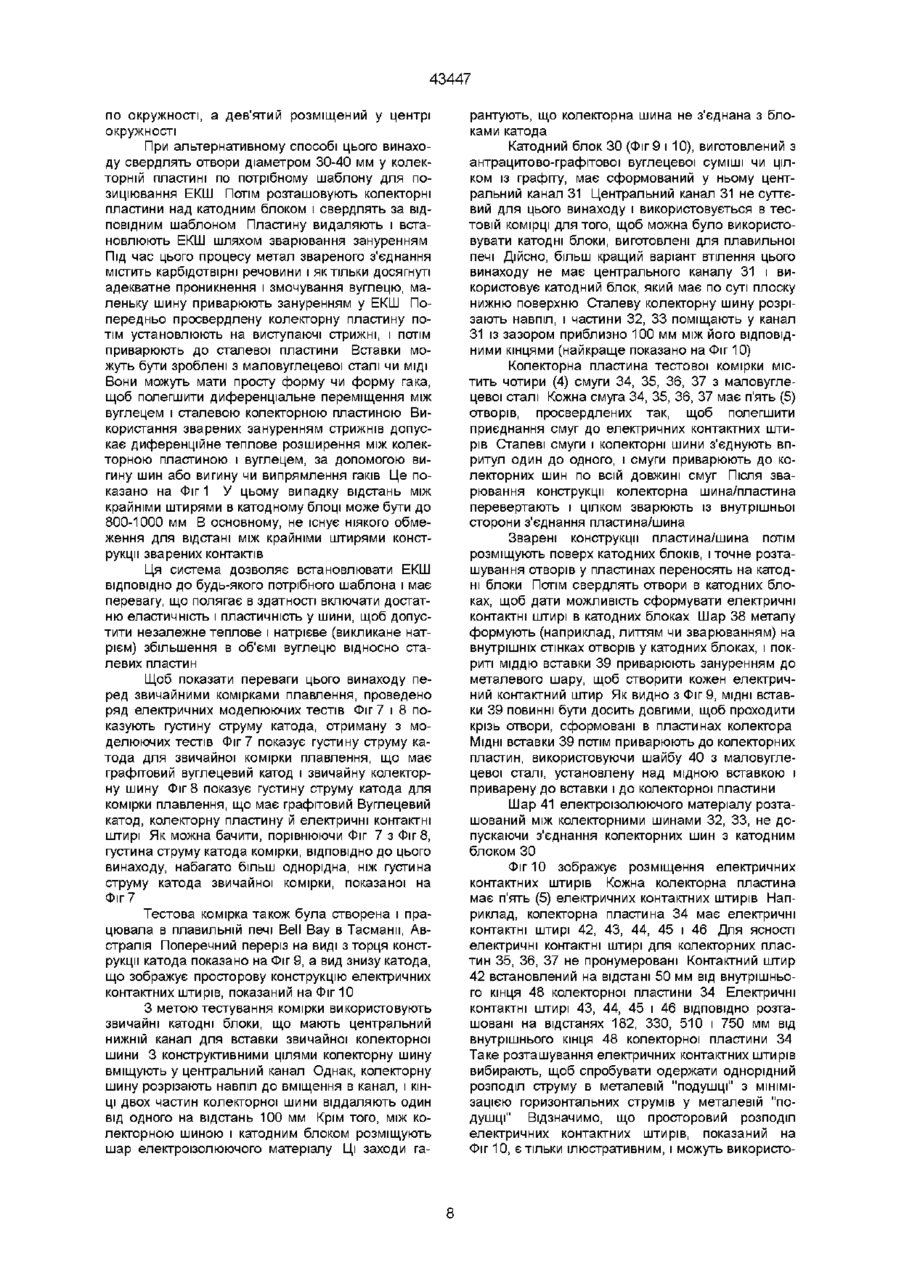
1 Електролітична комірка відновлення для виробництва металу, що включає в себе зовнішню сталеву оболонку, шар ізолюючого матеріалу, суміжний із зовнішньою сталевою оболонкою, вуглецевий шар, що покриває ізолюючий матеріал і захищає ізолюючий матеріал від електролітичної ванни в комірці, причому вуглецевий шар містить у собі, принаймні, один вуглецевий катодний блок, яка відрізняється тим, що вуглецевий катодний блок виконаний з множиною електричних контактних штирів, що знаходяться в електричному контакті з нижньою його поверхнею, і колекторними пластинами, що знаходяться в електричному контакті з електричними контактними штирями, при цьому електричні контактні штирі розподілені по нижній поверхні катодного блока з можливістю створення на верхній поверхні катодного блока еквіпотенціальної поверхні 2 Електролітична комірка за п 1, яка відрізняється тим, що в нижній поверхні катодного блока виконані отвори, в які вмонтовані електричні контактні штирі, приварені зануренням до внутрішніх поверхонь отворів 3 Електролітична комірка за п 2, яка відрізняється тим, що електричні контактні штирі обладнані сполучними стрижнями для забезпечення їх електричного з'єднання з колекторною пластиною й заварені зануренням до штирів 4 Електролітична комірка за п 3, яка відрізняється тим, що сполучні стрижні приварені до колекторної пластини 5 Електролітична комірка за п 4, яка відрізняється тим, що в колекторній пластині виконані отвори, а сполучні стрижні виконані виступаючими з контактних штирів через ці отвори в колекторній пластині та мають загнуті КІНЦІ, ЩО приварені до колекторної пластини поруч з отворами в ній, для забезпечення можливості переміщення при розширенні катодного блока і колекторної пластини, з урахуванням вигину загнутих КІНЦІВ сполучних стрижнів 6 Електролітична комірка за будь-яким з пп 1-5, яка відрізняється тим, що катодний блок і колекторна пластина мають видовжену форму, і електричні контактні штирі розміщені по всій довжині катодного блока 7 Електролітична комірка за п 6, яка відрізняється тим, що електричні контактні штирі розміщені попарно вздовж катодного блока з інтервалом, що поступово зменшується від двох КІНЦІВ катодного блока Цей винахід стосується комірки електролітичного відновлення для виробництва металу, такого як алюміній Винахід, зокрема, стосується конструкції катода, використовуваної у таких комірках АЛЮМІНІЙ звичайно одержують способом Холла-Геролта (Heroult), у якому електричний струм пропускають через електролітичну ванну, яка містить окис алюмінію, розчинений у розплавленому кріоліті, щоб викликати електроосадження розплавленого алюмінію Електролітичні комірки відновлення містять зовнішню сталеву оболонку, що викладена шаром ізолюючого матеріалу, такого як вогнетривка цегла Вуглецеві блоки поміщають поверх ізолюючого шару, і ці вуглецеві блоки утворюють катод комірки Катод повинний зберігатися протягом очікуваного терміну служби комірки, що звичайно складає від 1000 до 2000 днів Кілька витрачуваних анодів розміщають на малій відстані вище катода Під час роботи елект (24)17 12 2001 (31) РО 0534 (32)18 06 1996 (33) AU (86) PCT/AU97/00388, 18 06 1997 (46)17 12 2001, Бюл №11,2001 р (72) Юріч Драго Драгутін, AU, Шоу Раймонд Уолтер, AU, Патон Борис Євгенович, Лакомський Віктор Йосипович, Таран Олександр Якович, Фрідман Михайло Олександрович (73) КОМАЛКО АЛЮМІНІУМ ЛІМІТЕД, AU, НАУКОВО-ІНЖЕНЕРНИЙ ЦЕНТР "ПЛАЗМЕНА ТЕХНОЛОГІЯ" ІНСТИТУТУ ЕЛЕКТРОЗВАРЮВАННЯ ЇМ Є О ПАТОНА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) СН № 620948, 31 12 1980 ю О со 43447 ролітична ванна розміщається між катодом і анодами, і проходження електричного струму через комірку викликає утворення розплавленого алюмінію на катоді У звичайних комірках розплавлений алюміній збирається у виді ванни зверху катода, і під час роботи ванна розплавленого алюмінію діє як верхню частину катода АЛЮМІНІЙ періодично зливають з комірки, звичайно щодня Електролітичні комірки відновлення об'єднані в лінії, у яких велика КІЛЬКІСТЬ комірок з'єднана послідовно Електричний струм проходить в комірці через аноди, проходить через електролітичну ванну й ванну розплавленого металу і через катод Струм у катоді збирається й проходить на ЗОВНІШНІЙ провідник струму і по ньому - до наступної комірки При звичайній технології в комірках відновлення алюмінію використовують вмонтовані колекторні шини, щоб збирати електричний струм з вуглецевого катода і проводити його на зовнішню кільцеву шину Вбудовування колекторних шин, що виконують з використанням ливарногочавуна чи вуглецевого клею, накладає ряд обмежень, що несприятливо впливають на термін служби, вартість і ефективність комірок відновлення алюмінію Розміщення колекторних шин усередині вуглецю катода вимагає, щоб у блоці було сформоване за допомогою механічної обробки поглиблення і, таким чином, це збільшує вартість катодних блоків і, у той же самий час, присутність поглиблення зменшує потенційний термін служби комірки (наявного облицювання, що роз'їдається), у деяких випадках приблизно на 40% Крім того, розподіл густини катодного струму по довжині катодних блоків не збігається з розподілом у самих ЗОВНІШНІХ частинах катодних блоків, що відводять струм з більш високою густиною (в три-чотири рази у порівнянні з внутрішніми частинами блоку) У технології вбудованої колекторної шини, остання також виконана відлитою чи вклеєною у проріз на нижній стороні катодного блоку За нормальних умов експлуатації передача електронів від колекторної шини до вугільного електрода відбувається через активні крапки (плями) (а-плями), що сконцентровані на бічних сторонах колекторної шини і найближче до кінця блоку Верхня частина колекторної шини звичайно не бере участь у передачі електронів, тому що и власна вага і недостатня високотемпературна СТІЙКІСТЬ змушують її перекошуватися Концентрація а-плям на бічних сторонах прорізів колекторної шини збільшує середню довжину шляху струму у вуглеці катода і, таким чином, збільшує падіння напруги на катоді Більша частина передачі струму від колекторних шин до вугільного електрода відбувається поблизу кінця блоку, і це веде до нерівномірної густини струму по поверхні катода Вона є найвищою поблизу зовнішнього краю ТІНІ ЧИ виступаючого краю анода Нерівномірна густина струму катода має двоїстий вплив на роботу комірки з одного боку, вона збільшує швидкість розчинення вуглецю, збільшуючи хімічну активність натрію (це викликає реакцію утворення карбіду алюмінію) в області взаємодії, і з іншого боку, вона збільшує швидкість транспортування розчиненого карбіду алюмінію за допомогою стимулювання циркуляції металу і католіту Ця збільшена циркуляція може відбуватися або через збільшене спучування металевої "подушки" через взаємодію в металевій "подушці" горизонтальних струмів з вертикальними магнітними полями, або через ефект Марагоні (Maragonm) (тобто циркуляції, викликаної неоднорідною напругою на межі між католітом і алюмінієм через нерівномірний розподіл густини струму катода на межі поділу) Швидкість ерозії вуглецю безпосередньо пов'язана зі швидкістю циркуляції металу і католггу Коли ні горизонтальні струми в металевій "подушці", ні взаємодіючі магнітні поля не є однорідними, збалансованими чи статичними, їхнє поєднання може привести до гідродинамічної нестабільності границі розділу метал-ванна Циркуляція металу, деформація його поверхні і нестабільність межі поділу метал-ванна є трьома найбільш значними обмеженнями сучасних технологічних комірок, що впливають на їхній виробничий термін служби (ерозію катода і бічних стінок) і ефективність роботи У звичайній технології підведення струму важко виготовити комірку відновлення, яка може мати цілком однорідний розподіл густини струму катода в комірці Найкраще, що може бути досягнуте - це зменшення варіацій розподілу густини струму за допомогою створення відносно вузьких комірок, з використанням відносно глибоких, з високим питомим опором антрацитових катодних блоків і великих сталевих колекторних шин Проблема спучування металу і стабільності металевої "подушки" (продукт взаємодії струму поля) вирішувалася за допомогою модифікації смуг шини, щоб керувати вертикальним магнітним полем Сучасні магнітно компенсовані комірки являють хороший приклад цього типу інженерного мистецтва в межах обмежень системи Ця проблема розподілу густини струму катода і наявність горизонтальних струмів у металевій "подушці" обмежує конструкцію комірки побудовою відносно вузьких, але довгих комірок відновлення Такі конструкції мають недоліки, зумовлені значним відношенням зовнішньої поверхні до виробничого об'єму, а, отже, мають високі теплові втрати У звичайних способах побудови комірки ці обмеження, що випливають з технології вбудованої колекторної шини, були сприйняті як властиві природі катода комірки відновлення алюмінію, і їхній негативний вплив мінімізують, приділяючи увагу поліпшенню аспекту магнітного поля при взаємодії струм/поле Сучасні комірки відновлення розроблені з магнітною компенсацією, щоб поліпшити гідродинамічну стабільність комірок Однак, це вимагає відносно дорогих ЗОВНІШНІХ смуг шини У статті, опублікованій Лакомським в "Aluminium", 70, Jahrgang, 1994, рр 105-109, описані складові електричного опору в електролітичній комірці відновлення Зокрема, в комірках існують незмінні електричні контакти на межі поділу між провідниками на основі сталі і вуглецевим матеріалами Такі контакти є, наприклад, на межі поділу колекторна шина/вуглець катода Колекторні шини звичайно монтують у проріз, сформований у нижній частині катодного вуглецевого блоку, і розплавлений ливарний чавун заливають навколо колекторної шини Хоча ливарний чавун змочує ста 43447 леву колекторну шину, щоб забезпечити дуже добрий контакт між ними, розплавлений ливарний чавун не змочує вуглецевий матеріал катода ВІДПОВІДНО, ливарний чавун і вуглець катода не утворюють безперервного електричного з'єднання Дві тверді поверхні не утворюють контакт по всій площі поверхні, а тільки в окремих точках, називаних а-плямами Проходження електричного струму через а-плями залежить від подолання контактного опору в кожній з контактуючих речовин поблизу аплям Чим більше КІЛЬКІСТЬ а-плям, тим нижче контактний опір У цій статті також описується спосіб поліпшення контакту вуглецевого матеріалу з металом так, щоб контактний опір зменшувався Спосіб містить у собі зварювання контактуючих частин разом так, щоб були встановлені ПОСТІЙНІ з'єднання, що блокують доступ повітря чи іншого окислювального агента до межі поділу і, отже, запобігають окислюванню на межі поділу Зварені з'єднання значно збільшують область діючого контакту між металом і вуглецевим матеріалом, щоб у такий спосіб зменшити контактний опір Такі зварені з'єднання були названі в статті Лакомського "електричними контактними штирями", завареними у вуглецевий матеріал Перетин такого електричного контактного штиря по діаметру показано на Фіг 5 статті Лакомського Діаметр штиря і висота обрані так, щоб забезпечити щільний контакт штиря з вуглецевим матеріалом по всій межі контакту, у той же час повинне бути забезпечено, щоб не виникло розтріскування через усадку металу під час затвердіння в штирі, розтріскування в шарах вуглецю поблизу штиря через теплові напруги і ніяких відмов в лінії сплавки через розбіжність коефіцієнтів термічного розширення різних матеріалів Виявлено, що найбільш ВИГІДНІ штирі діаметром і глибиною ЗО мм Електричні контактні штирі встановлюють у проріз, виконаний в вуглецевому матеріалі катода, в якому укладена колекторна шина Зокрема, штирі заварюють у тіло блоку на горизонтальній поверхні прорізу Вуглець катода з електричними контактними штирями, вмонтованими в них, з'єднують зі сталевими колекторними шинами звичайним способом, використовуючи розплавлений ливарний чавун Крім використання електричних контактних штирів, зібрані катодні блоки нічим не відрізняються від звичайних катодних блоків При монтажі сталевої колекторної шини в проріз у катодному блоці розплавлений ливарний чавун змочує як поверхню колекторної шини, так і відкриту поверхню кожного електричного контактного штиря При цьому утворюються "мости" з більш низьким електричним опором між вуглецевим блоком і колекторною шиною Робота комірок у заводських умовах з катодом, сконструйованим так, як описано вище, призводить до зниження напруги катода 40-50 мВ у порівнянні з комірками без штиря На заводі, на якому проводилися випробування, це привело до економії 130-170 кВтЧодин на тонну виготовленого металу Найближчим аналогом за технічною суттю, технічною задачею та КІЛЬКІСТЮ подібних суттєвих ознак є електролітична комірка відновлення для виробництва металу, такого як алюміній, описана в патенті Швейцарії № 620948, опублікованому 31 121980р Відома електролітична комірка відновлення для виробництва металу, такого як алюміній, містить шар ізолюючого матеріалу, суміжний із зовнішньою сталевою оболонкою, вуглецевий шар, що покриває ізолюючий матеріал і захищає ізолюючий матеріал від електролітичної ванни в комірці, причому вуглецевий шар містить у собі, принаймні, один вуглецевий катодний блок і колекторну шину Недоліком такої електролітичної комірки відновлення є те, що для досягнення незмінної густини струму по всій ширині електролізера необхідно в процесі електролізу ВІДПОВІДНИМ чином зменшувати площу контакту колекторної шини з катодним блоком Технічною задачею цього винаходу є створення електролітичної комірки відновлення для виробництва металу, такого як алюміній, з покращеною однорідністю густини струму поблизу поверхні катода Ця технічна задача в запропонованому винаході вирішується тим, що вуглецевий катодний блок оснащено множиною електричних контактних штирів, які знаходяться в електричному контакті з нижньою поверхнею катодного блоку, і колекторну пластину, що знаходиться в електричному контакті з електричними контактними штирями, при цьому електричні контактні штирі розподілені по нижній поверхні катодного блоку так, що під час роботи комірки по суті еквіпотенціальна поверхня знаходиться на верхній поверхні катодного блоку Однаковість потенціалу різних ділянок верхньої поверхні катода сприяє покращенню однорідності густини струму поблизу поверхні катода Таким чином, ВІДПОВІДНО ДО винаходу, пропонується електролітична комірка відновлення для виробництва металу, що включає зовнішню сталеву оболонку, шар ізолюючого матеріалу, суміжний із зовнішньою сталевою оболонкою, вуглецевий шар, що покриває ізолюючий матеріал і захищає ізолюючий матеріал від електролітичної ванни в комірці, причому вуглецевий шар містить у собі, принаймні, один вуглецевий катодний блок, і відрізняється тим, що вуглецевий катодний блок має множину електричних контактних штирів, які знаходяться в електричному контакті з нижньою поверхнею катодного блоку, і колекторну пластину, що знаходиться в електричному контакті з електричними контактними штирями, при цьому електричні контактні штирі розподілені по нижній поверхні катодного блоку з можливістю створення на верхній поверхні катодного блока еквіпотенціальної поверхні В електролітичній комірці відновлення електричні контактні штирі переважно встановлюють в отвори у нижній поверхні катодного блоку і приварюють зануренням до внутрішніх поверхонь отворів Також, електричні контактні штирі переважно електрично з'єднані з колекторною пластиною за допомогою зварювання зануренням сполучних шин у штирі ВІДПОВІДНО ДО представленого винаходу, електричні контактні штирі розташовані чи розподілені по нижній поверхні катода, при цьому екві 43447 потенціальна поверхня утворюється зверху катодних блоків Ця еквіпотенціальна поверхня може бути отримана незалежно від довжини шляху струму Зокрема, необхідна КІЛЬКІСТЬ електричних контактних штирів може бути просторово розташоване таким чином, щоб зменшити небажані струми й одержати мінімальний опір електричного поля між штирями При такому ПІДХОДІ опір конструкції може бути мінімізований і розподіл струму усередині конструкції може бути керованим Звичайна технологія вмонтованої колекторної шини не дає можливості керувати розміром і розподілом активних плям і, отже, при ній не може досягатися одержання однорідної густини струму катода Електричні штирі розподіляють струм набагато далі в катоди, ніж звичайні колекторні шини, і це надає набагато більшу можливість керування і створення електричних струмів і полів в комірці Альтернативно, замість розташування чи розподілу множини електричних контактних штирів на нижній поверхні катодного блоку таким чином, щоб необхідна еквіпотенціальна поверхня знаходилася зверху катодних блоків, електричні контактні штирі можуть бути розташовані чи розподілені так, щоб необхідне електричне поле встановлювалося на верхній поверхні катода (і поширювалося в металеву "подушку" під час роботи комірки) Наприклад, може знадобитися електричне поле, що протидіє принаймні значною мірою ЗОВНІШНІМ електричним полям, що діють на комірку Може також знадобитися встановити електричне поле так, щоб під час роботи комірки привести до керованого переміщення чи плину металу в металевій "подушці" Наприклад, кероване переміщення металу в металевій "подушці" може включати повільну циркуляцію металу (яка допомагає під час роботи комірки), у той же час уникаючи спучування і хлюпання металу і зменшуючи чи мінімізуючи вертикальний рух металу в металевій "подушці" Електричні контактні штирі переважно приєднують до вуглецю катода за допомогою зварювання, такого як процес плазмового зварювання Особливо підходить так називаний процес зварювання дугою Dugatron, що описаний в статті Лакомського, Journal High Temp Chem Processes, 2 (1993), crop 83-94 Зміст цієї статті включається як посилання В іншому варіанті здійснення електричні контактні штирі одержують заповненням отворів ВІДПОВІДНОГО розміру у вуглецевому блоці, заповнюючи отвору металевими порошками, порошками зі змішаних оксидів чи їх сумішами, і нагріваючи до утворення електричного контактного штиря Принаймні одна колекторна пластина знаходиться в електричному контакті з електричними контактними штирями Хоча електричний контакт може бути отриманий приведенням колекторної пластини (колекторних пластин) у контакт з електричними контактними штирями й ефективно дозволяючи вазі комірки вище колекторної пластини (колекторних пластин) підтримувати електричний контакт, бажано приєднувати колекторну пластину (колекторні пластини) до електричних контактних штирів, наприклад, безпосередньо зварюванням чи зварюванням зануренням Принаймні одна колекторна пластина переважно розташована між ізолюючим матеріалом і вуглецем катода Принаймні одна колекторна пластина може дозволити використовувати всю ширину чи частину ширини вуглецю катода Може використовуватися одиночна колекторна пластина чи множина менших колекторних пластин Кожна пластина може мати однакову товщину, чи товщина окремих пластин може змінюватися Це може сприяти досягненню зразкового вирівнювання опорів нижче катода Колекторна(ні) пластина(и) може також бути облицьована чи покрита матеріалом з низьким опором, такою як мідь, для зменшення втрат напруги без збільшення втрат теплоти з комірки Використання однієї чи більшої КІЛЬКОСТІ колекторних пластин також дає можливість використовувати блоки вуглецю, що мають плоскі нижні частини, як катод Це зменшує вартість виготовлення комірки, тому що відпадає необхідність нарізки поглиблень для колекторних шин в блоках вуглецю Більше того, повинен також збільшитися термін служби катода при відсутності поглиблень для колекторної шини Кращий варіант здійснення цього винаходу описаний нижче Без претензії на теорію цей винахід був розроблений на підставі припущенні, що передача струму через будь-які границі розділів твердих речовин відбувається через активні плями (а-плями) Далі постулюється, що струм, який тече через одну пляму, взаємодіє зі струмом, що тече через сусідні плями, утворюючи взаємні ефекти електричного поля Ця взаємодія збільшує опір усієї конструкції Отже, щоб досягти найнижчого можливого опору конструкції, варто керувати активністю а-плям на контактній поверхні і гарантувати, що виникає таке просторове розташування а-плям, яке мінімізує їх взаємні електричні польові взаємодії Активністю а-плями на межі поділу можна керувати шляхом використання електричних контактних штирів (ЕКШ), що приварені до вуглецю за допомогою способу плазмового зварювання Dugatron Розмір і форма ЕКШ, композиція звареного сплаву, температури функціонування і сила струму в розрахунку на штир можуть бути розроблені так, щоб максимізувати площу контакту на межі поділу вуглець/метал і зменшувати термоелектричні ефекти і, таким чином, одержати низький опір у будь-якому окремому ЕКШ Необхідна КІЛЬКІСТЬ ЕКШ може потім бути просторово розміщена таким чином, щоб подавати струм туди, де необхідно, щоб у такий спосіб зменшити небажані струми й одержати оптимальну електричну взаємодію між штирями При такому ПІДХОДІ опір конструкції може бути оптимізовано, і розподіл струму усередині конструкції може бути керованим При конструюванні форми ЕКШ використовувалися наступні базові припущення - метал звареного з'єднання має незначний опір, - більша частина опору ЕКШ має місце через опір межі поділу зварене з'єднання/вуглець через утворення карбіду, і - вуглецевий матеріал вносить більшу частину в зменшення струму й опір взаємодії електричного поля 43447 На цій основі опір одиночного штиря може бути визначений в такий спосіб о _ Pcm[ln(1 KQ (1) де p c m - питомий опір вуглецевого матеріалу (мкОм) , х - відношення г/1, І - довжина штиря (м) , г - радіус штиря (м) Графічний аналіз Rs = f(x) показує, що х=1 є оптимальним значенням, яке відповідає напівсферичній формі штиря У цьому випадку досягається дуже низьке Rs з найменшою витратою сплаву контакту При подальшому збільшенні значення X опір небагато знижується, але витрата сплаву для виготовлення штиря збільшується пропорційно г2і, отже, ефективність витрати сплаву зменшується Зварювання вуглецю з металом ведуть до появи напруг розтягання (на розрив) на границі розділу між металевим штирем і поверхнею вуглецю Це відбувається в результаті більш високої усадки металу звареного з'єднання при охолодженні після затвердіння в порівнянні з вуглецем Напруги розтягання, формовані в ТІЛІ штиря, зв'язані з властивостями сплаву електричного контакту й усадки штиря Ad d де Е - модуль Юнга металу звареного з'єднання (МРа), Ad - абсолютна усадка штиря діаметром d Якщо адгезія металу штиря/вуглецевому матеріалі досить висока, то напруги, що утворяться в металі, можуть викликати утворення мікротріщин у вуглецевому блоці навколо штиря, оскільки межа МІЦНОСТІ матеріалу вуглецевого блоку набагато нижча, ніж межа МІЦНОСТІ матеріалу штиря Щоб уникнути цього, переважно використовувати ппоевтектичні та пперевтектичні сплави як матеріал для штирів, тому що вони мають більш низьку усадку Розмір кожного ЕКШ обраний на основі різниці теплового розширення вуглецевого матеріалу і металу звареного з'єднання, використовуючи наступну формулу Ad=dT4Aa (3) де Ts є температурою солідуса сплаву (К), і Да є різницею коефіцієнтів теплового розширення між металом та вуглецевим матеріалом (К-) Моделювання методом кінцевих елементів свідчить проте, що отвори діаметром 15-30 мм і глибиною 20-40 мм для штирів є найкращими для зварювання металу з вуглецем Такі штирі мають номінальний струм, що дорівнює 400-800 А Стратегія мінімізації розтріскування у вуглецевому матеріалі передбачає використання маленьких ЕК штирів і використання сплавів зварених з'єднань, що мають низьку Ts, мале а і малий Е Як сплав електричного контакту для штиря використовують металевий сплав, що забезпечує змочування і просочення матеріалу і катодного блоку Кут змочуваності вуглецевого матеріалу при 1900-2000°К не повинний бути більшим ніж 30° Температура солідуса сплаву повинна бути на 250-300°К вища, ніж робоча температура ЕКШ Метал звареного з'єднання базується на залізі Для досягнення ВІДПОВІДНОГО кута змочуваності використовують два чи три утворюючих карбіди елемента з наступних В, Si, Ті, V, Cr, Mn, Zr, Nb, Mo, Та, W і Rh Такі елементи, як Ni і/чи Co також можуть бути включені в композицію сплаву через їхній вплив на коефіцієнт теплового розширення сплаву Широку двофазну область сплаву можна забезпечити, додаючи мідь, що є нейтральною до карбідотвірних елементів Крім змочування, на вибір сплаву впливає електрична провідність утвореного карбіду В ідеалі, карбід і сплав повинні бути стійкими щодо проникнення ванни кріоліту і металевого натрію Заводські випробування показують, що кремній є найбільш придатним карбідотвірним елементом сплаву для ЕКШ, використовуваних у катодах комірок для відновлення алюмінію Основна перевага кремнію полягає в його здатності утворювати щільний, але тонкий шар карбіду кремнію на границі розділу метал/вуглець, що потім захищає метал звареного з'єднання від хімічної атаки натрію з ванни Розроблено дві процедури приєднання ЕКШ, завареного в катодний блок, до колекторної пластини - зварювання кожного штиря з колекторною пластиною за допомогою електроклепки звичайним покритим електродом, - зварювання зануренням сталевого чи мідного стрижня в кожен штир доти, поки стрижень затвердіє Затверділий стрижень потім приварюють до колекторної пластини, використовуючи звичайний покритий електрод Альтернативно, щоб сформувати електричні контактні штирі, може використовуватися нагрівання металевих порошків, змішаних порошків чи оксидів їхніх сумішей Перша процедура простіша для виконання, ніж друга, якщо матеріал а штиря є добре зварюваним Однак, карбідотвірні елементи і вуглець, що розчиняється в матеріалі штиря під час заварки в катодний блок, різко зменшує зварюваність металу штиря Технологія клепки (тобто звичайне зварювання) забезпечує тверде зварене з'єднання між катодним блоком і колекторною пластиною З огляду на різницю в коефіцієнті теплового розширення між колекторною пластиною (виготовленою зі сталі з низьким вмістом вуглецю) і катодного блоку (виготовленого з вуглецевого матеріалу) максимальна відстань між ЕКШ обмежена приблизно 200 мм На практиці дві вимоги для успішного з'єднання колекторних пластин з вуглецем, а саме, використання сплавів, що мають високу карбідотвірну здатність, з одного боку, і мають високу електричну провідність, високу пластичність при підвищених температурах і добрій зварюваності, з іншо 43447 го, досягаються нелегко Щоб перебороти ці труднощі, використовують альтернативний спосіб зварювання, що використовує ПОДВІЙНІ сплави, щоб установити ЕКШ і потім з'єднати ЕКШ із колекторною пластиною У ПОДВІЙНІЙ зварювальній технологи використовують два сплави Первинним змочувальним сплавом є сплав, базований на більш легкоплавкому металі, такому як алюміній, що містить більш високу концентрацію карбідотвірних елементів, таких як кремній, титан, цирконій, хром і т д , а другий сплав наповнювача базується на більш важкому металі, такому як залізо, нікель чи мідь, і містить мало чи не містить карбідотвірних елементів Призначення первинного сплаву полягає в тому, щоб сформувати шар взаємодії з карбіду металу на поверхні вуглецю, що може бути змочений другим наповнюючим сплавом Зварювальний процес містить у собі дві стадії - змочування і заповнення Під час змочування поверхня вуглецю піддається термообробці плазмовою дугою доти, поки первинний сплав не змочить і не пошириться по поверхні електричного контакту Потім заповнюючий сплав швидко затікає в поглиблення і, будучи більш важким, витісняє більшу частину змочувального сплаву, який потім зчищають з поверхні вуглецю, залишаючи після себе електричний контактний штир, що складається з міцно зчепленого і електрично провідного поділяючого шару з карбіду металу на поверхні вуглецю, і сплав наповнювача, що змочує цей поділяючий шар Цей сплав заповнення потім звичайно приварюють до металевого провідника Друга процедура виконується з однією і тією же композицією сплаву Сталевий чи мідний стрижень застигає в сплаві контакту кожного штиря, поки він цілком не отвердиться При установці комірки відновлення, коли нижню частину комірки попередньо нагрівають до и робочої температури, стрижень компенсує різницю в тепловому розширенні між вуглецевим блоком і колекторною пластиною У цьому випадку стрижень, згинаючись, запобігає ВІДМОВІ звареного з'єднання ЕКШ/колекторна пластина Це показано схематично на Фіг 1 Тому, наступним аспектом цього винаходу є спосіб з'єднання електричного контактного штиря з колектором струму, який включає створення, принаймні, зовнішньої оболонки електричного контактного штиря в отворі у вуглецевому блоці катода, причому, принаймні, ця зовнішня оболонка сформована з металу чи сплаву, що змочує зазначений вуглець, наповнення, принаймні, зазначеної зовнішньої оболонки заповнюючим металом чи сплавом, і потім приєднання зазначеного електричного контактного штиря до зазначеного колектора струму Переважно заповнюючий метал чи сплав приєднують до колектора струму зварюванням В іншому аспекті цей винахід надає спосіб для приєднання електричного контактного штиря до колектора струму, який включає затвердження з'єднуючого елемента в штирі і приєднання з'єднуючого елемента до колектора струму З'єднуючий елемент може бути затверджений у штирі зануренням з'єднуючого елемента у ванну розплавленого металу в штирі і дозволяючи ванні розплавленого металу затвердитися Ванна розплавленого металу може бути отримана нагріванням попередньо сформованого штиря Альтернативно, ванна розплавленого металу може залишитися від процесу, використовуваного для одержання штиря Мінімальна КІЛЬКІСТЬ ЕКШ, необхідних у будь-якій системі підведення струму, визначається на основі потреби в досягненні тривалої стабільної ефективності 3 випробувань було встановлено, що для стійкої ефективності ЕКШ теплота, згенерована на поверхні штиря, не повинна перевищувати 80 Вт (тепловий потік Q поверхні ЕКШ 22 5 кВт/м) Тому, максимально припустимий струм, виведений на ЕКШ, залежить від опору, тобто природи використовуваного металу звареного з'єднання, типу вуглецю і якості звареного з'єднання і звичайно складає від 400 до 800 А Мінімальна КІЛЬКІСТЬ ЕКШ, заварених у кожен вуглецевий блок, зв'язана зі значенням електричного струму, визначеного для катодного блоку, і максимально припустимого струму в розрахунку на ЕКШ Часто мінімальна КІЛЬКІСТЬ ЕКШ, птщ, повинна бути збільшена зі структурних міркувань і з бажання зменшити електричний опір ряду штирів, заварених у певний катодний блок Кращу КІЛЬКІСТЬ ЕКШ, однак, визначають з рівняння (4), що описує повний опір системи, як функцію КІЛЬКОСТІ ЕКШ г\ргп~ (.г\еср"пРст) ПГ| (4) де Rpm - повний опір для п штирів (Q), п - КІЛЬКІСТЬ ЕКШ, ті - коефіцієнт використання ЕКШ, f - коефіцієнт геометричної форми провідника (м-1), і Рст - питомий опір вуглецевого матеріалу (Ом*м) Коефіцієнт використання штиря може бути обчислений як функція його радіусу (г) і відстані між штирями (х) з використанням формули (5) -1 (5) Цей зв'язок між коефіцієнтом використання ЕКШ і розміром та інтервалом точок контакту припускає, що ефективність штиря збільшується зі зменшенням радіуса і збільшенням відстані між точками контакту Зв'язок між коефіцієнтом використання ЕКШ і їхнім розміром та інтервалом припускає, що для будь-якої геометрії провідника існує оптимальна КІЛЬКІСТЬ, розмір і інтервал точок підведення струму, які мають найвищу ефективність за вартістю і найкращу продуктивність Ідеальна конструкція підведення струму повинна мати велику КІЛЬКІСТЬ маленьких точок контакту, однорідно розподілених по всій геометричній контактній поверхні Це не завжди є досяжним Найбільш ефективний спосіб, однак, полягає втому, щоб використовувати круглі провідники з одиночною великою точкою введення струму, розміщеною в центрі Це не завжди може бути реалізовано практично 43447 Для не "ідеальної" геометрії оптимальний розподіл ЕКШ може бути визначений зі співвідношення між геометріями провідника і його системи подачі, що відбито в коефіцієнті (f) геометричної форми Він залежить від довжини (І) і розмірів поперечного перерізу (а, Ь) матеріалу провідника і може бути визначений для квадратного провідника з вуглецю 100 х 400 мм, що має довжину шляху струму 200 - 2000 мм, з такого рівняння 1 г (л 0,1551— +4,022—1-8,026 ab J {ab (6) Для вуглецевого провідника більш складної форми, ніж прямокутний паралелепіпед чи прямокутна призма, коефіцієнт геометричної форми визначають експериментально Для катодного блоку розміром 550 х 400 мм із прорізом 270 х 145 мм, наприклад, коефіцієнт форми а дорівнює 4,9 м Загальні правила розташування ЕКШ у катодному блоці наступні 1 Вісь штиря повинна збігатися зі шляхом електричного струму у вуглецевому блоці У цьому випадку загальна бічна і торцева поверхні штиря використовуються для плину електричного струму зі штиря в тіло катодного блоку При перпендикулярному положенні осі штиря щодо шляху електричного струму використовуються тільки 2/3 бічної поверхні штиря 2 Вуглецевий блок катода повинний бути розроблений так, щоб довжина шляху струму 1 була по можливості коротшою, а поперечний переріз (а, Ь) вуглецевого блоку, через який протікає струм від колекторної пластини до шару рідкого алюмінію - якнайбільшим Струм в комірках з ЕКШ збирається пластинами, що приєднані до нижньої сторони вуглецю через ЕКШ Колекторні пластини використовують повну чи часткову ширину блоків і розташовані нижче вуглецю Базова конструкція колекторних пластин показана на Фіг 2 і З На Фіг 2 показано поперечний переріз виду збоку електролізної комірки ВІДПОВІДНО до цього винаходу, а на Фіг 3 - поперечний переріз верхньої частини, зображеної на Фіг 2 Електролізна комірка, зображена на Фіг 2, містить у собі сталеву оболонку, що має бічну стінку 10 і нижню частину 11 Катод 12 розташований над колекторною пластиною 13 На Фіг 2 і 3 не зазначені електролізна комірка, та ж сама, що включає в себе ІЗОЛЯЦІЮ ПІД колекторною пластиною 13 і до бічної сторони 12, щоб захистити сталеву оболонку від високих температур, які мають місце під час роботи комірки, і корозійна ванна Колекторна пластина 13 приєднана чи цілком виконана разом з колекторною шиною 14 Колекторну шину 14 використовують для того, щоб дати можливість використовувати в цьому винаході звичайні сталеві оболонки Незважаючи на те, що електролізні комірки використовують колекторні шини 14, ясно, що колекторні шини 14 не простягуються знизу катода, і що існує колекторна пластина 13, що збирає струм від катода Пластини в цій конструкції відіграють подвійну роль проводять струм і діють як бар'єрний шар для проникнення кріоліту і натрію в ІЗОЛЯЦІЮ МОЖЛИВІСТЬ досягнення однорідного потенціалу по всій поверхні катода незалежно від довжини шляху струму і геометрії катодного блоку забезпечується в конструкції ЕКШ/колекторна пластина в такий спосіб - одна чи кілька колекторних пластин можуть використовуватися в комірці, у залежності від довжини катодного блоку і способу, яким пластина приєднана до ЕКШ, - товщини окремих пластин можуть бути погоджені зі збільшенням середньої довжини шляху струму, щоб досягти зразкового вирівнювання опорів унизу катода, - розмір, розташування і розподіл густини ЕКШ, приварених до кожної пластини, можуть бути далі оптимізовані для досягнення однорідного потенціалу по всій поверхні катода, - колекторні пластини можуть бути облицьовані міддю по їх нижній стороні, щоб зменшити падіння напруги без збільшення втрат тепла від комірки Це схематично ілюструється на Фіг 4, яка зображує дві пластини різної товщини, що перекриваються, з нерівномірно розподіленими ЕКШ Дві об'єднані (пластини) повинні привести до вирівнювання опору незалежно від довжини шляху струму Просторовий розподіл ЕКШ, показаних на Фіг 3, організовано так, що при використанні комірки еквіпотенціальні поверхні, чи близькі до них поверхні, формуються у верхній частині катода Однією З ОСНОВНИХ проблем для реалізації технології підведення струму на основі ЕКШ є створення системи для приєднання електричних контактних штирів до колекторних пластин Ця система повинна мати достатній "внесок" у неї, щоб дозволити вуглецю і колекторним пластинам розширюватися вільно і незалежно Одна концепція, пропонована ВІДПОВІДНО ДО ЦЬОГО винаходу, заснована на електроклепці У цій конструкції ЕКШ встановлюють у гніздову конструкцію, використовуючи технологію подвійного зварювання, і обробляють урівень з вуглецем Колекторну пластину з маловуглецевої сталі з попередньо просвердленими отворами 20-25 мм розташовують зверху, а потім кожен отвір приварюють звареним швом до металу ЕКШ Основний недолік цього способу з'єднання полягає в обмеженні відносного теплового розширення, що вимагає, щоб ЕКШ був вміщений у наступній конструкції з максимальним діаметром гнізда приблизно 200 мм Може використовуватися тільки одне гніздо ЕКШ на пластину Гніздо складається з 9 ЕКШ, 8 з них розміщаються рівномірно по окружності діаметром 200 мм, і один - у центрі Таке гніздо може пропускати струм від 3 6 до 5 6 кА від колекторної пластини на катодний блок Фіг 5 і 6 зображують конструкцію гнізда ЕКШ Фіг 5 є видом зверху конструкції гнізда, у той час як Фіг 6 зображує вид збоку поперечного переріза конструкції гнізда, показаного на Фіг 5 На Фіг 5 і 6 показано, що конструкція містить у собі колекторні пластини 21, 22, які перекривають одна одну Перше гніздо 23 ЕКШ знаходиться на колекторній пластині 21, а друге гніздо 24 знаходиться на колекторній пластині 22 Кожне гніздо містить ЕКШ, 8 з яких розміщені 43447 по окружності, а девятии розміщений у центрі окружності При альтернативному способі цього винаходу свердлять отвори діаметром 30-40 мм у колекторній пластині по потрібному шаблону для позиціювання ЕКШ Потім розташовують колекторні пластини над катодним блоком і свердлять за ВІДПОВІДНИМ шаблоном Пластину видаляють і встановлюють ЕКШ шляхом зварювання зануренням Під час цього процесу метал звареного з'єднання містить карбідотвірні речовини і як тільки досягнуті адекватне проникнення і змочування вуглецю, маленьку шину приварюють зануренням у ЕКШ Попередньо просвердлену колекторну пластину потім установлюють на виступаючі стрижні, і потім приварюють до сталевої пластини Вставки можуть бути зроблені з маловуглецевої сталі чи МІДІ Вони можуть мати просту форму чи форму гака, щоб полегшити диференціальне переміщення між вуглецем і сталевою колекторною пластиною Використання зварених зануренням стрижнів допускає диференційне теплове розширення між колекторною пластиною і вуглецем, за допомогою вигину шин або вигину чи випрямлення гаків Це показано на Фіг 1 У цьому випадку відстань між крайніми штирями в катодному блоці може бути до 800-1000 мм В основному, не існує ніякого обмеження для відстані між крайніми штирями конструкції зварених контактів Ця система дозволяє встановлювати ЕКШ ВІДПОВІДНО до будь-якого потрібного шаблона і має перевагу, що полягає в здатності включати достатню еластичність і пластичність у шини, щоб допустити незалежне теплове і натрієве (викликане натрієм) збільшення в об'ємі вуглецю відносно сталевих пластин Щоб показати переваги цього винаходу перед звичайними комірками плавлення, проведено ряд електричних моделюючих тестів Фіг 7 і 8 показують густину струму катода, отриману з моделюючих тестів Фіг 7 показує густину струму катода для звичайної комірки плавлення, що має графітовий вуглецевий катод і звичайну колекторну шину Фіг 8 показує густину струму катода для комірки плавлення, що має графітовий Вуглецевий катод, колекторну пластину й електричні контактні штирі Як можна бачити, порівнюючи Фіг 7 з Фіг 8, густина струму катода комірки, ВІДПОВІДНО ДО ЦЬОГО винаходу, набагато більш однорідна, ніж густина струму катода звичайної комірки, показаної на Фіг 7 Тестова комірка також була створена і працювала в плавильній печі Bell Bay в Тасманії, Австралія Поперечний переріз на виді з торця конструкції катода показано на Фіг 9, а вид знизу катода, що зображує просторову конструкцію електричних контактних штирів, показаний на Фіг 10 З метою тестування комірки використовують звичайні катодні блоки, що мають центральний нижній канал для вставки звичайної колекторної шини 3 конструктивними цілями колекторну шину вміщують у центральний канал Однак, колекторну шину розрізають навпіл до вміщення в канал, і КІНЦІ двох частин колекторної шини віддаляють один від одного на відстань 100 мм Крім того, між колекторною шиною і катодним блоком розміщують шар електроізолюючого матеріалу Ці заходи га рантують, що колекторна шина не з'єднана з блоками катода Катодний блок ЗО (Фіг 9 і 10), виготовлений з антрацитово-графітової вуглецевої суміші чицілком із графіту, має сформований у ньому центральний канал 31 Центральний канал 31 не суттєвий для цього винаходу і використовується в тестовій комірці для того, щоб можна було використовувати катодні блоки, виготовлені для плавильної печі Дійсно, більш кращий варіант втілення цього винаходу не має центрального каналу 31 і використовує катодний блок, який має по суті плоску нижню поверхню Сталеву колекторну шину розрізають навпіл, і частини 32, 33 поміщають у канал 31 із зазором приблизно 100 мм між його ВІДПОВІДНИМИ КІНЦЯМИ (найкраще показано на Фіг 10) Колекторна пластина тестової комірки містить чотири (4) смуги 34, 35, 36, 37 з маловуглецевої сталі Кожна смуга 34, 35, 36, 37 має п'ять (5) отворів, просвердлених так, щоб полегшити приєднання смуг до електричних контактних штирів Сталеві смуги і колекторні шини з'єднують впритул один до одного, і смуги приварюють до колекторних шин по всій довжині смуг Після зварювання конструкції колекторна шина/пластина перевертають і цілком зварюють із внутрішньої сторони з'єднання пластина/шина Зварені конструкції пластина/шина потім розміщують поверх катодних блоків, і точне розташування отворів у пластинах переносять на катодні блоки Потім свердлять отвори в катодних блоках, щоб дати можливість сформувати електричні контактні штирі в катодних блоках Шар 38 металу формують (наприклад, литтям чи зварюванням) на внутрішніх стінках отворів у катодних блоках, і покриті міддю вставки 39 приварюють зануренням до металевого шару, щоб створити кожен електричний контактний штир Як видно з Фіг 9, МІДНІ вставки 39 повинні бути досить довгими, щоб проходити крізь отвори, сформовані в пластинах колектора МІДНІ вставки 39 потім приварюють до колекторних пластин, використовуючи шайбу 40 з маловуглецевої сталі, установлену над мідною вставкою і приварену до вставки і до колекторної пластини Шар 41 електроізолюючого матеріалу розташований між колекторними шинами 32, 33, не допускаючи з'єднання колекторних шин з катодним блоком ЗО Фіг 10 зображує розміщення електричних контактних штирів Кожна колекторна пластина має п'ять (5) електричних контактних штирів Наприклад, колекторна пластина 34 має електричні контактні штирі 42, 43, 44, 45 і 46 Для ясності електричні контактні штирі для колекторних пластин 35, 36, 37 не пронумеровані Контактний штир 42 встановлений на відстані 50 мм від внутрішнього кінця 48 колекторної пластини 34 Електричні контактні штирі 43, 44, 45 і 46 ВІДПОВІДНО розташовані на відстанях 182, 330, 510 і 750 мм від внутрішнього кінця 48 колекторної пластини 34 Таке розташування електричних контактних штирів вибирають, щоб спробувати одержати однорідний розподіл струму в металевій "подушці" з мінімізацією горизонтальних струмів у металевій "подушці" Відзначимо, що просторовий розподіл електричних контактних штирів, показаний на Фіг 10, стільки ілюстративним, і можуть використо 43447 вуватися ІНШІ розташування, якщо необхідні ІНШІ потрібні електричні поля і розподіл струму в металевій "подушці" Тестова комірка, показана на Фіг 9 і 10, розроблена для того, щоб функціонувати з параметрами, приведеними в таблиці 1 Для порівняння, типові значення звичайних комірок, що працюють у плавильній печі Bell Bay, також включені в таблицю 1 Таблиця 1 Робочі параметри конструкції тестової комірки і порівняння з типовою коміркою Параметр Значення для конструкції тестової комірки Типове робоче значення Одиниця виміру Струм комірки 92 92 кА Висота металевої "подушки" 80 160 MM 4 20 46 В 4 05-4 ЗО 4 5-4 7 В 250 200 мВ Напруга комірки Робочий діапазон Робоче вікно Електричне моделювання тестової комірки виконують, щоб визначити розподіл струму в звичайних комірках (використовуючи звичайні вбудовані колекторні шини) і в тестовій комірці Таблиця 2 дає підсумкові дані розподілу струму, отриманих з 3-мірного електричного моделювання, яка показує, що тестова комірка має кращий вертикальний розподіл струму, ніж звичайні комірки У таблиці 2 "стд" відноситься до звичайної комірки з катодами з 30% антрациту, 70% графіту, а "Графітова стд" відноситься до звичайної комірки з 100% графітовими катодами Таблиця 2 Вертикальні і горизонтальні розподіли струму в комірках Конструкція комірки Висота металу (мм) Вертикальний розподіл струму (А//СМ2) Горизонтальний розподіл струму (А/см2) Середнє 3.0. Стд 180 0 756 0 245 Середнє 0 320 3.0. 0 166 Графітова стд 180 0 744 0 296 0 804 0 188 Тестова комірка 180 0 849 0 076 0 286 0 103 Стд 60 0 757 0 229 1 121 0 550 Графітова стд 60 0 746 0 295 1 329 0 682 Тестова комірка 60 0 847 0 087 0 729 0 306 Робота тестової комірки в плавильній печі Bell Bay показує, що досягається ефективність по струму 94,5%, у порівнянні з ефективністю по струму 92%, що є ефективністю по енергії для комірок у плавильній печі Bell Bay з тим же самим катодом і конструкцією ізолюючого матеріалу і, використовуючи звичайну технологію колекторної шини Початкова ефективність по енергії дорівнювала 14 3 кВт*годину/кг металу, що вигідно відрізняється від ефективності по енергії комірки в плавильній печі Bell Bay для аналогічних комірок, що використовують звичайну технологію колекторної шини, рівну 15 0 кВт годин/кг металу Початкові спади нап руги в лінії для тестової комірки при вимірі дорівнювали 160-210 мв, економія складає 110-160 мв від початкового спаду напруги в лінії в звичайних комірках у плавильній печі Bell Bay Робота комірки протягом декількох тижнів показала збільшення спад напруги, але усе ще забезпечується економія приблизно 70 мВ у порівнянні із звичайними комірками Фахівцям у даній області буде зрозуміло, що описаний тут винахід може мати й ІНШІ варіації і модифікації, ВІДМІННІ від описаних Повинно бути зрозуміло, що винахід повинний охоплювати всі ці варіації і модифікації, що знаходяться в його рамках 43447 •J-подібна шина ЕКШ Вставка Фіг. 1 10 12 .14 I ^ / 1 13 11 J Фіг. 2 ли Г Л :\ 13 Фіг. З О О о о и Фіг. 4 ю о о о о о _- о О О О О О о о О о о о 43447 ЕКШ 21 22 Фіг. 5 21 23 •24 Фіг. 6 Розподілення 1 6 катодного струму (А/см2) -8 Відстань від 13 -7 краю аноду (м) -j.73 Фіг. 7 № блоку 43447 1.8 Розподілення Д6 катодного струму %г № блоку 2 (А/см ) Відстань від краю аноду (м) 1.73 Фіг. 8 ЩШШШІ І І ІІІІ Фіг. 9 12 30 43447 36 33 2 35 © © © 37 © ©© И © © © © f f f © 48 7—7 42 43 44 45 Фіг. 10 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03 13 4'6 34 32
ДивитисяДодаткова інформація
Назва патенту англійськоюAn electrolytic cell of reduction for producing metal
Автори англійськоюYurich Drago Dragutin, Show Rimond Walter, Paton Borys Yevhenovych, Lakomskyi Viktor Yosypovych, Taran Oleksandr Yakovych, Fridman Mykhailo Oleksandrovych
Назва патенту російськоюЭлектролитическая ячейка восстановления для производства металла
Автори російськоюЮрич Драго Драгутин, Шоу Раймонд Уолтер, Патон Борис Евгеньевич, Лакомский Виктор Иосифович, Таран Александр Яковлевич, Фридман Михаил Александрович
МПК / Мітки
Мітки: відновлення, виробництва, металу, електролітична, комірка
Код посилання
<a href="https://ua.patents.su/13-43447-elektrolitichna-komirka-vidnovlennya-dlya-virobnictva-metalu.html" target="_blank" rel="follow" title="База патентів України">Електролітична комірка відновлення для виробництва металу</a>
Електролітична комірка (варіанти) та спосіб мічення протеїнів, пептидів і інших органічних молекул
Номер патенту: 27771
Опубліковано: 16.10.2000
Автори: Скортічіні Карей Лі, Бартлетт Джанет М.
МПК: G01N 33/534, G01N 27/26, A61K 51/12, C25B 9/00, C25B 9/06, A61K 51/10, G01N 33/532, G01N 33/537, C25B 3/00
Мітки: протеїнів, молекул, електролітична, комірка, інших, органічних, пептидів, варіанти, спосіб, мічення
Текст:
...радиоактивные и нерадиоактивные галогены. К числу др уги х меток, предполагаемых для использования в настоящем изобретении, относятся технеций и рений. Эти метки также могут быть либо радиоактивными, либо нерадиоактивными. В описанной выше ячейке пористый анод 12 служит в качестве рабочего электрода. Пористый анод 12 изготовлен из металла, выбранного из группы, состоящей из золота, платины и смеси, включающей 90% платины и 10% родия. Доказа-...
Спосіб зміцнення або відновлення поверхні виробів з металу
Номер патенту: 36526
Опубліковано: 16.04.2001
Автори: Зозуля Сергій Леонідович, Нікітін Ігор Володимирович, Бузов Володимир Валентинович, Гамідов Ельмін Аббас-огли, Зозуля Володимир Леонідович, Александров Сергій Миколайович
МПК: C23C 8/00, B24B 1/04, B24C 1/10
Мітки: відновлення, металу, поверхні, зміцнення, виробів, спосіб
Формула / Реферат:
1. Спосіб зміцнення або відновлення поверхні виробів з металу, який включає дифузійне насичення під впливом звукового поля, який відрізняється тим, що у якості насичуючого середовища використовують суспензію, яка виготовлена із охолоджуючої рідини з домішкою порошку природного мінералу або суміші природних мінералів, обраних з ряду шаруватих силікатів, які включають різноманітні структурні модифікації Мg3 [Si205] (OH)4, на яку...
Дифузійна комірка квазизамкнутого об’єму
Номер патенту: 28852
Опубліковано: 16.10.2000
Автори: Бобонич Ерік Петрович, Кондрат Олександр Борисович, Бобонич Петро Петрович, Фекешгазі Іштван Вінцейович
МПК: H01L 21/326, C23C 14/28, C30B 31/00
Мітки: комірка, квазизамкнутого, об'єму, дифузійна
Формула / Реферат:
Дифузійна комірка квазизамкнутого об'єму, яка складається з корпусу з отвором та засобу для закриття отвору, яка відрізняється тим, що корпус виконаний з електропровідного матеріалу у вигляді чотирьохгранника з вікном для вводу пластин та дифузанту, а засіб для закриття вікна є кришка у вигляді пластини, що виготовлена з того ж матеріалу.
Спосіб безперервного виробництва металу та агрегат для його здійснення
Номер патенту: 32013
Опубліковано: 15.12.2000
Автори: Тіщенко Петро Ілліч, Тіщенко Антон Петрович
МПК: F27B 1/00, C21B 13/14
Мітки: агрегат, металу, виробництва, безперервного, здійснення, спосіб
Текст:
...у верхній частині реактора розміщений завантажувальний пристрій, виконаний у вигляді живильника із швидкообертовим диском. В реакторі розміщений ряд фурм для подачі кисня а , під реактором розміщений ківш для випуску шлакометалевого розплаву. Суттєвими ознаками відомого пристрою, співпадаючими з ознаками винаходу, що заявляється є; 1. Місткість з продувальними елементами. 2. Ківш, розміщений під місткістю. 3. Завантажувальний пристрій. 4....
Спосіб виробництва прокату з кольорового металу
Номер патенту: 26660
Опубліковано: 12.11.1999
Автор: РАНТАНЕН Маурі Віхторі
МПК: B21B 19/00, B21B 3/00, B21B 23/00
Мітки: спосіб, металу, прокату, виробництва, кольорового
Формула / Реферат:
1. Способ производства проката из цветного металла, содержащий холодную планетарную поперечно-винтовую прокатку заготовки, полученной в результате непрерывного литья или методом выдавливания, отличающийся тем, что деформацию осуществляют с обжатием, по меньшей мере, 70% при температуре разогрева металла в очаге деформации 250 - 750°C.2. Способ по п.1, отличающийся тем, что обжатие, преимущественно равно 90%.3. Способ по пп.1 и...
Попередній патент: Засіб для лікування шлунково-кишкових захворювань “орнізим-д”
Наступний патент: Гідроізоляційна композиція
Випадковий патент: Спосіб одержання поверхнево-активних речовин