Розпірний профіль для ізоляційних склопакетів


Формула / Реферат
1. Розпірний профіль для ізоляційних склопакетів, який має близький до прямокутного поперечний переріз, а також має дві паралельні та протилежні одна відносно одної бічні стінки, які у зібраному ізоляційному склопакеті прилягають до його стекол, які утримуються на відстані одне від одного, і розташовані між бічними стінками першу та другу поперечні стінки, перша з яких розташовується поруч з краєм або торцем склопакета, а друга направлена до міжскляного простору, який відрізняється тим, що він виконаний зі сполучного, яке утворює проникну для водяної пари матрицю, і закладеного в неї зернистого адсорбенту водяної пари.
2. Розпірний профіль за п. 1, який відрізняється тим, що зернистий адсорбент вибраний із групи силікагелів і/або алюмосилікатів.
3. Розпірний профіль за п. 1 або 2, який відрізняється тим, що зернистий адсорбент має мікропористу структуру з розміром пор від 2 до 25 ангстрем, переважно від 2 до 10 ангстрем.
4. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що зернистий адсорбент введений у матрицю в порошковому вигляді.
5. Розпірний профіль за будь-яким із пп. 1-3, який відрізняється тим, що розмір зерен зернистого адсорбенту становить до 6 мм.
6. Розпірний профіль за п. 5, який відрізняється тим, що середній розмір зерен зернистого адсорбенту становить від 0,1 до 5 мм.
7. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що на частку зернистого адсорбенту припадає від 15 до 85 мас. %, переважно від 30 до 65 мас. %, від усієї маси розпірного профілю.
8. Розпірний профіль за п. 7, який відрізняється тим, що на частку зернистого адсорбенту припадає 40 мас. % або більше, переважно 50 мас. % або більше, від усієї маси розпірного профілю.
9. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що вміст адсорбенту в бічних стінках, менший ніж у першій і другій поперечних стінках.
10. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що розпірний профіль виготовлений екструзією і/або пултрузією.
11. Розпірний профіль за п. 10, який відрізняється тим, що сполучне вибране з групи органічних і/або неорганічних сполучних, насамперед із групи, що включає водорозчинну метилцелюлозу, термопласти, головним чином поліамід і поліпропілен, і сполуки полікристалічного кремнію.
12. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що в матрицю зі сполучного введені наповнювачі і/або армувальні матеріали, і/або пігменти, і/або УФ-стабілізатори.
13. Розпірний профіль за п. 12, який відрізняється тим, що наповнювачі і/або армувальні матеріали, і/або пігменти вибрані з групи, яка включає наночастинки, рідкокристалічні полімери, скляні, вуглецеві, арамідні, натуральні і/або металеві волокна у вигляді коротких, довгих і/або елементарних волокон, слюду, діоксид титану, воластоніт і порожнисті скляні кульки.
14. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що сполучне є спіненим.
15. Розпірний профіль за п. 14, який відрізняється тим, що спінене сполучне має відкритопористу структуру.
16. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він має поруч з першою поперечною стінкою непроникний для водяної пари бар'єрний шар і такий, який передбачається при необхідності, непроникний для інертного газу бар'єрний шар.
17. Розпірний профіль за п. 16, який відрізняється тим, що непроникний для водяної пари бар'єрний шар і такий, який передбачається при необхідності, непроникний для інертного газу бар'єрний шар займають всю ділянку між прилягаючими до стекол ізоляційного склопакета бічними стінками.
18. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що непроникний для водяної пари бар'єрний шар і такий, який передбачається при необхідності, непроникний для інертного газу бар'єрний шар закладені усередину профілю.
19. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він має підсилювальні елементи, які підвищують його жорсткість, насамперед у вигляді смуг, дротів, кутикових профілів, матів або джгутів з металу і/або композиційних матеріалів з волокнистим наповнювачем, або у вигляді фольги, або плівок з композиційних матеріалів з волокнистим наповнювачем.
20. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він являє собою суцільний профіль.
21. Розпірний профіль за будь-яким із пп. 1-19, який відрізняється тим, що він являє собою порожнистий профіль з однією або декількома камерами, які безперервно проходять в його подовжньому напрямку, і/або має велику кількість розподілених за його поперечним перерізом каналів, які безперервно проходять у його подовжньому напрямку.
22. Розпірний профіль за п. 21, який відрізняється тим, що в другій поперечній стінці через однакові інтервали виконані наскрізні отвори, які ведуть в камеру або камери.
23. Розпірний профіль за п. 21 або 22, який відрізняється тим, що він має одну або декілька камер великого об'єму, що обмежена, відповідно обмежені своїми стінками, у яких виконана велика кількість розподілених за їх поперечним перерізом каналів малого об'єму.
24. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він цілком або частково поміщений в оболонку з пластику або металу.
25. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що його камери заповнені додатковою кількістю осушувача в сипучому вигляді.
26. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що утворююче матрицю сполучне являє собою матеріал з коефіцієнтом проникності для водяної пари, меншим або рівним 500 г![]() мкм/м2 на добу.
мкм/м2 на добу.
27. Розпірний профіль за п. 26, який відрізняється тим, що утворююче матрицю сполучне являє собою переважно поліпропілен, а на частку адсорбентів припадає від 15 до 40 мас. % від маси розпірного профілю.
28. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що щонайменше частина його поверхні піддана обробці, в результаті якої зерна адсорбенту, які містяться в матриці зі сполучного, щонайменше частково оголені на поверхні розпірного профілю.
29. Розпірна рамка для ізоляційних склопакетів, складена із частин, виготовлених із розпірного профілю за будь-яким із пп. 1-28.
30. Розпірна рамка за п. 29, яка відрізняється тим, що її мірні частини в міру необхідності відрізані від нескінченного профілю й у кутах рамки з'єднані між собою зварюванням або склеюванням.
31. Розпірна рамка за п. 30, яка відрізняється тим, що її частини в її кутах з'єднані між собою кутовими з'єднувальними елементами.
32. Розпірна рамка за будь-яким з пп. 29-31, яка відрізняється тим, що кутові з'єднувальні елементи з'єднані з її частинами присадним матеріалом, з геометричним замиканням і/або з силовим замиканням.
33. Розпірна рамка за п. 29, яка відрізняється тим, що її кутові ділянки виготовлені згинанням, при цьому ділянки, які згинаються, перед процесом згинання і необов'язково також у процесі згинання піддають нагріванню, насамперед нагріванню променистою теплотою, контактному нагріванню, нагріванню гарячим повітрям, індукційному нагріванню або резистивному нагріванню.
34. Розпірна рамка за будь-яким з пп. 29-33, яка відрізняється тим, що на зовнішній поверхні утворюючого її профілю є направляючі елементи під кутові і/або подовжні з'єднувачі.
35. Розпірна рамка за будь-яким з пп. 29-33, яка відрізняється тим, що кутові з'єднувальні елементи виготовлені литтям під тиском, литтєвим пресуванням, компресійним пресуванням, пресуванням у плунжерному екструдері в основному з того ж матеріалу, з якого виготовлений власне розпірний профіль.
36. Спосіб виготовлення розпірного профілю за будь-яким із пп. 1-28, який відрізняється наявністю стадії формування, на якій у формувальній машині із маси, що складається з проникного для водяної пари сполучного та зернистого адсорбенту водяної пари, на частку якого (адсорбенту) припадає від 15 до 40 мас. % від сумарної маси сполучного та адсорбенту, формують профіль.
37. Спосіб за п. 36, який відрізняється тим, що зазначена маса містить технологічну домішку, насамперед віск, яку повністю або частково видаляють на наступній стадії.
38. Спосіб за п. 37, який відрізняється тим, що як віск використовують поліетиленовий віск.
39. Спосіб за п. 37 або 38, який відрізняється тим, що на частку технологічної домішки припадає до 35 мас. % від загальної маси, яка використовується для формування профілю.
40. Спосіб за будь-яким із пп. 36-39, який відрізняється тим, що масу, з якої формують розпірний профіль, перед її подачею у формувальну машину одержують шляхом попереднього перемішування або компаундування компонентів.
41. Спосіб за будь-яким із пп. 36-40, який відрізняється тим, що на стадії формування профіль формують методом екструзії, лиття під тиском, литтєвого пресування, компресійного пресування, пултрузії або пресування на плунжерному екструдері.
42. Спосіб за будь-яким із пп. 36-41, який відрізняється тим, що після формування профілю сполучне піддають зшиванню, необов'язково з одночасним видаленням використовуваних технологічних домішок і необов'язково в поєднанні з сушінням профілю.
43. Спосіб за будь-яким із пп. 36-42, який відрізняється тим, що щонайменше частину поверхні профілю піддають обробці, в результаті якої щонайменше частково оголюють на поверхні профілю зерна адсорбенту, які містяться в матриці зі сполучного.
Текст
1. Розпірний профіль для ізоляційних склопакетів, який має близький до прямокутного поперечний переріз, а також має дві паралельні та протилежні одна відносно одної бічні стінки, які у зібраному ізоляційному склопакеті прилягають до його стекол, які утримуються на відстані одне від одного, і розташовані між бічними стінками першу та другу поперечні стінки, перша з яких розташовується поруч з краєм або торцем склопакета, а друга направлена до міжскляного простору, який відрізняє ться тим, що він виконаний зі сполучного, яке утворює проникну для водяної пари матрицю, і закладеного в неї зернистого адсорбенту водяної пари. 2. Розпірний профіль за п. 1, який відрізняється тим, що зернистий адсорбент вибраний із групи силікагелів і/або алюмосилікатів. 3. Розпірний профіль за п. 1 або 2, який відрізняється тим, що зернистий адсорбент має мікропористу стр уктуру з розміром пор від 2 до 25 ангстрем, переважно від 2 до 10 ангстрем. 4. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що зернистий адсорбент введений у матрицю в порошковому вигляді. 5. Розпірний профіль за будь-яким із пп. 1-3, який відрізняє ться тим, що розмір зерен зернистого адсорбенту становить до 6 мм. 6. Розпірний профіль за п. 5, який відрізняється тим, що середній розмір зерен зернистого адсорбенту становить від 0,1 до 5 мм. 2 (19) 1 3 83216 ний шар і такий, який передбачається при необхідності, непроникний для інертного газу бар'єрний шар займають всю ділянку між прилягаючими до стекол ізоляційного склопакета бічними стінками. 18. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що непроникний для водяної пари бар'єрний шар і такий, який передбачається при необхідності, непроникний для інертного газу бар'єрний шар закладені усередину профілю. 19. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він має підсилювальні елементи, які підвищують його жорсткість, насамперед у вигляді смуг, дротів, кутикових профілів, матів або джгутів з металу і/або композиційних матеріалів з волокнистим наповнювачем, або у вигляді фольги, або плівок з композиційних матеріалів з волокнистим наповнювачем. 20. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він являє собою суцільний профіль. 21. Розпірний профіль за будь-яким із пп. 1-19, який відрізняється тим, що він являє собою порожнистий профіль з однією або декількома камерами, які безперервно проходять в його подовжньому напрямку, і/або має велику кількість розподілених за його поперечним перерізом каналів, які безперервно проходять у його подовжньому напрямку. 22. Розпірний профіль за п. 21, який відрізняється тим, що в другій поперечній стінці через однакові інтервали виконані наскрізні отвори, які ведуть в камеру або камери. 23. Розпірний профіль за п. 21 або 22, який відрізняється тим, що він має одну або декілька камер великого об'єму, що обмежена, відповідно обмежені своїми стінками, у яких виконана велика кількість розподілених за їх поперечним перерізом каналів малого об'єму. 24. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що він цілком або частково поміщений в оболонку з пластику або металу. 25. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що його камери заповнені додатковою кількістю осушувача в сипучому вигляді. 26. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що утворююче матрицю сполучне являє собою матеріал з коефіцієнтом проникності для водяної пари, меншим або рівним 500 г × мкм/м 2 на добу. 27. Розпірний профіль за п. 26, який відрізняється тим, що утворююче матрицю сполучне являє собою переважно поліпропілен, а на частку адсорбентів припадає від 15 до 40 мас. % від маси розпірного профілю. 28. Розпірний профіль за будь-яким із попередніх пунктів, який відрізняється тим, що щонайменше частина його поверхні піддана обробці, в результаті якої зерна адсорбенту, які містяться в матриці зі сполучного, щонайменше частково оголені на поверхні розпірного профілю. 4 29. Розпірна рамка для ізоляційних склопакетів, складена із частин, виготовлених із розпірного профілю за будь-яким із пп. 1-28. 30. Розпірна рамка за п. 29, яка відрізняється тим, що її мірні частини в міру необхідності відрізані від нескінченного профілю й у кутах рамки з'єднані між собою зварюванням або склеюванням. 31. Розпірна рамка за п. 30, яка відрізняється тим, що її частини в її кута х з'єднані між собою кутовими з'єднувальними елементами. 32. Розпірна рамка за будь-яким з пп. 29-31, яка відрізняє ться тим, що кутові з'єднувальні елементи з'єднані з її частинами присадним матеріалом, з геометричним замиканням і/або з силовим замиканням. 33. Розпірна рамка за п. 29, яка відрізняється тим, що її кутові ділянки виготовлені згинанням, при цьому ділянки, які згинаються, перед процесом згинання і необов'язково також у процесі згинання піддають нагріванню, насамперед нагріванню променистою теплотою, контактному нагріванню, нагріванню гарячим повітрям, індукційному нагріванню або резистивному нагріванню. 34. Розпірна рамка за будь-яким з пп. 29-33, яка відрізняє ться тим, що на зовнішній поверхні утворюючого її профілю є направляючі елементи під кутові і/або подовжні з'єднувачі. 35. Розпірна рамка за будь-яким з пп. 29-33, яка відрізняє ться тим, що кутові з'єднувальні елементи виготовлені литтям під тиском, литтєвим пресуванням, компресійним пресуванням, пресуванням у плунжерному екструдері в основному з того ж матеріалу, з якого виготовлений власне розпірний профіль. 36. Спосіб виготовлення розпірного профілю за будь-яким із пп. 1-28, який відрізняється наявністю стадії формування, на якій у формувальній машині із маси, що складається з проникного для водяної пари сполучного та зернистого адсорбенту водяної пари, на частку якого (адсорбенту) припадає від 15 до 40 мас. % від сумарної маси сполучного та адсорбенту, формують профіль. 37. Спосіб за п. 36, який відрізняється тим, що зазначена маса містить технологічну домішку, насамперед віск, яку повністю або частково видаляють на наступній стадії. 38. Спосіб за п. 37, який відрізняється тим, що як віск використовують поліетиленовий віск. 39. Спосіб за п. 37 або 38, який відрізняється тим, що на частку технологічної домішки припадає до 35 мас. % від загальної маси, яка використовується для формування профілю. 40. Спосіб за будь-яким із пп. 36-39, який відрізняється тим, що масу, з якої формують розпірний профіль, перед її подачею у формувальну машину одержують шляхом попереднього перемішування або компаундування компонентів. 41. Спосіб за будь-яким із пп. 36-40, який відрізняється тим, що на стадії формування профіль формують методом екструзії, лиття під тиском, литтєвого пресування, компресійного пресування, пултр узії або пресування на плунжерному екструдері. 5 83216 6 42. Спосіб за будь-яким із пп. 36-41, який відрізняється тим, що після формування профілю сполучне піддають зшиванню, необов'язково з одночасним видаленням використовуваних технологічних домішок і необов'язково в поєднанні з сушінням профілю. 43. Спосіб за будь-яким із пп. 36-42, який відрізняється тим, що щонайменше частину поверхні профілю піддають обробці, в результаті якої щонайменше частково оголюють на поверхні профілю зерна адсорбенту, які містяться в матриці зі сполучного. Даний винахід стосується розпірного профілю для ізоляційних склопакетів, стінових панелей або інших аналогічних конструкцій. Подібні розпірні профілі мають близький до прямокутного поперечний переріз, а також мають дві паралельні та протилежні одна відносно одної бічні стінки, які у зібраному ізоляційному склопакеті прилягають до його стекол, які утримуються на відстані одне від одного, і розташовані між бічними стінками першу та другу поперечні стінки, перша з яких розташовується поруч з краєм або торцем склопакета, а друга направлена до міжскляного простору. У таких ізоляційних склопакетах їх утворений між стеклами простір крім його ущільнення герметиками на ділянці аж до краю ізоляційного склопакета підтримують у сухому стані також за допомогою осушувачів, запобігаючи тим самим утворенню конденсату на направлених усередину ізоляційного склопакета поверхнях стекол. Розпірні профілі, які використовуються в подібних цілях, звичайно виконують у вигляді порожнистих профілів з металу (нержавіючої сталі або алюмінію). Відповідно до цього такий профіль має дві паралельні бічні стінки, до яких прилягають стекла, і дві розташовані між бічними стінками поперечні стінки у вигляді полиць, що проходять в основному поперечно бічним стінкам порожнистого профілю і з'єднують їх між собою. Подібні порожнисті профілі за такими своїми властивостями, як міцність зчеплення (адгезії) з ними герметиків, які звичайно застосовуються, і непроникність для водяної пари, що перешкоджає її проникненню ззовні в міжскляний простір, задовольняють усім необхідним вимогам, однак через їх виго товлення з металу мають високу теплопровідність, і тому тепловий потік головним чином у крайовій зоні ізоляційного склопакета досягає занадто великої величини. Навіть при заповненні міжскляного простору інертними газами, такими, наприклад, як ксенон або криптон, спостерігається різке зниження ефективності теплоізоляції безпосередньо в крайовій зоні ізоляційного склопакета. Цілий ряд рішень з поліпшення теплоізоляції ізоляційних склопакетів у їх крайовій зоні [описаний у документах DE-A 3302659, DE-A 127739, ЕРА 0430889, ЕР-А 0601488, DE-A 19805348, DE-U 29814768 та DE-A 19807454], згідно з якими було запропоновано використовувати замість металів пластмасу і частково застосовувати в бічних стінках і полках розпірного профілю непроникну для водяної пари фольгу або металеві підсилювальні елементи, закладаючи її, відповідно їх у пластмасу, з якої виготовляється розпірний профіль. Аналогічно розпірним профілям з металу розпірні профілі з пластмаси при виготовленні з них розпірної рамки додатково потрібно заповнювати осушувачами щоб уникнути утворення конденсату на внутрішній поверхні стекол ізоляційних склопакетів. Подібні осушувані в залежності від вологості повітря в умовах, які переважають у процесі заповнення ними розпірних рамок, сорбують більшу або меншу кількість водяної пари з атмосфери у виробничому приміщенні і тому потім у повністю зібраному герметично закритому ізоляційному склопакеті зберігають ще тільки деяку частину своєї здатності зв'язувати водяну пару, що необхідна для видалення вологи з міжскляного простору, відповідно для його підтримування в сухому стані. В основу даного винаходу була покладена задача розробити розпірний профіль для ізоляційних склопакетів, який при простому оперуванні з ним при складанні з нього розпірної рамки забезпечував би простим шляхом збереження на більш високому рівні здатність осушувача, що міститься в ньому, адсорбувати водяну пару. Ця задача у відношенні до розпірного профілю зазначеного на початку опису типу вирішується відповідно до винаходу завдяки тому, що він виконаний зі сполучного, яке утворює проникну для водяної пари матрицю, і закладеного в неї зернистого адсорбенту водяної пари. Включення зернистого адсорбенту в проникну для водяної пари матрицю зі сполучного дозволяє насамперед виключити безпосередній доступ водяної пари з атмосфери, яка переважає у виробничому приміщенні, до зернистого адсорбенту, оскільки швидкість адсорбції контролюється проникністю матриці зі сполучного для водяної пари, відповідно швидкістю її проникнення крізь матрицю зі сполучного до часток або зерен адсорбенту й у результаті значно сповільнюється і тим самим зменшується в порівнянні зі швидкістю адсорбції водяної пари при вільному її доступі до зернистих адсорбентів, які застосовуються традиційно. Відповідно до винаходу несподівано було встановлено, що властивій матриці зі сполучного проникності для водяної пари вже виявляється цілком достатньо для можливості проникнення водяної пари крізь неї до зернистого адсорбенту і тим самим для забезпечення достатнього осушення газу в міжскляному просторі. Зернистий адсорбент, оскільки він завдяки "екрануванню" його зерен матрицею зі сполучного, яка оточує їх, може сорбувати у процесі виготовлення ізоляційного склопакета лише невелику кількість водяної пари, зберігає в остаточно виготовленому ізоляційному склопакеті набагато більш високу адсорбційну ємність і тим самим здатний зв'язувати значно більші 7 83216 кількості водяної пари, яка дифундує до нього з міжскляного простору, що в остаточному підсумку дозволяє використовува ти адсорбент у менших кількостях у перерахунку на об'єм міжскляного простору. Оскільки адсорбенти є порівняно дорогими матеріалами, пропонований у винаході підхід дозволяє більш економно витрачати їх і тим самим здешевіти виготовлення розпірних рамок. Одночасно з цим кількості адсорбентів, які містяться в матеріалі пропонованих у винаході розпірних профілів, і їх адсорбційної ємності цілком достатньо також для адсорбції водяної пари, яка проникає ззовні. Адсорбент, який міститься в пропонованому у винаході розпірному профілі, може, крім того, зв'язувати і гази, які можливо виділяються при випаровуванні розчинників, пластифікаторів або інших аналогічних матеріалів. Крім цього при виготовленні розпірних рамок з пропонованих у винаході розпірних профілів звичайно відсутня необхідність працювати із сипучими осушувачами. Зернисті адсорбенти найбільш краще вибирати з групи силікагелів і/або алюмосилікатів, тобто насамперед із групи природних або синтетичних цеолітів, молекулярних сит та інши х аналогічних матеріалів. Такі зернисті адсорбенти бажано повинні мати пористу структур у з розміром пор від 2 до 25 ангстрем, краще від 2 до 10 ангстрем. Форма і розміри часток або зерен адсорбентів не мають, істотного значення для досягнення передбаченого даним винаходом результату, оскільки часу, за який відбувається повна адсорбція водяної пари, яка присутня у міжскляному просторі, досить і для протікання повільних процесів дифузії водяної пари до зерен адсорбенту. Збільшення площі поверхні зернистих адсорбентів до максимально можливої дозволяє прискорити осушення газу, який знаходиться в міжскляному просторі, і тому відповідно до одного з кращих варіантів виконання розпірного профілю зернистий адсорбент пропонується використовувати, тобто вводити в матрицю, у порошковому вигляді. З іншого боку, однак, з урахуванням вищезазначених аспектів, у принципі можна використовувати і зернисті адсорбенти з розміром зерен, який досягає 6мм і який обмежується в остаточному підсумку лише розмірами самого розпірного профілю. У кращому ж варіанті розміри зерен зернистого адсорбенту повинні становити в середньому від 0,1 до 5мм. Обмеження мінімального розміру зерен зернистого адсорбенту зазначеною нижньою межею виключає можливість виникнення у виробничому процесі, тобто при роботі з адсорбентами, проблем, які виникають при роботі з пилоподібними частинками, а обмеження розміру зерен зернистого адсорбенту зазначеною верхньою межею забезпечує їх розподіл у матриці зі сполучного з такою густиною, якої все ще досить для забезпечення відповідно високої їх здатності адсорбувати водяну пару. Оскільки процеси дифузії в адсорбентах, тобто в їх зернах, можуть завдяки їх пористій структу 8 рі протікати набагато швидше, ніж у самій матриці зі сполучного, розміри зерен адсорбентів у цілому ряді комбінацій матеріалів практично не впливають на швидкість процесу осушення газового об'єму міжскляного простору, і тому вирішального значення набувають вищезазначені переваги грубозернистих адсорбентів над адсорбентами, які представлені в порошковому вигляді. Довгострокове збереження адсорбентами своєї осушувальної дії, що має першочергове значення для даного винаходу, забезпечується, таким чином, більш-менш незалежно від розмірів і форми їх зерен, і тому в даному випадку вибирати крупність зерен адсорбентів можна довільно з урахуванням інших аспектів. Вирішальне значення для довгострокового збереження адсорбентами своєї осушувальної дії має в остаточному підсумку наявність у них достатньої для заданого об'єму міжскляного простору і вологості присутнього в ньому повітря адсорбційної ємності. Ця адсорбційна ємність, по-перше, визначається часткою адсорбенту, яка припадає на загальну масу профілю, а по-друге, визначається ступенем осушення газового об'єму міжскляного простору, що переважно забезпечується адсорбентами, якщо після складання розпірної рамки зі стеклами ізоляційний склопакет герметизуються герметиком. У кращому варіанті на частку зернистого адсорбенту повинно припадати від 15 до 85мас.%, більш бажано від 30 до 65мас.%, від усієї маси розпірного профілю. Краще далі, щоб на частку зернистого адсорбенту припадало мінімум 40мас.%, бажано мінімум 50мас.%, від усієї маси розпірного профілю, оскільки при такому вмісті адсорбенту його адсорбційної ємності з досить великим запасом вистачає для адсорбції водяної пари навіть з міжскляного простору, який має дуже великий об'єм. Для забезпечення швидкого початкового осушувального ефекту адсорбент можна передбачати в розпірному профілі в меншій концентрації в його бічних стінках, ніж у його першій і другій поперечних стінках. У цьому випадку для зв'язування водяної пари при коротких шляхах її дифузії крізь матрицю зі сполучного доступна більша кількість адсорбенту. Сполучні, які використовуються для виготовлення пропонованого у винаході розпірного профілю, краще вибирати з групи органічних сполучних, як приклади яких можна назвати насамперед водорозчинну метилцелюлозу, термопласти, головним чином поліамід, і/або неорганічних сполучних, як приклад яких можна назвати сполуки полікристалічного кремнію. Підбором сполучних для утворення матриці можна цілеспрямовано впливати на швидкість дифузії крізь неї водяної пари. Подібна можливість дозволяє узгоджувати властивості пропонованих у винаході розпірних профілів з особливими вимогами, обумовленими особливостями і типом технологічного процесу виго товлення ізоляційних склопакетів. Так, наприклад, при необхідності постачання виробникам ізоляційних склопакетів розпірних профілів з вже підсушеними адсорбентами 9 83216 перевагу варто віддавати тому сполучному, наприклад, поліпропілену, дифузія крізь який водяної пари відбувається повільніше, щоб уникнути адсорбції за час транспортування розпірного профілю адсорбентом, який міститься в ньому, помітних, тобто таких, що істотно знижують його залишкову адсорбційну ємність, кількостей водяної пари. Відповідно до винаходу несподівано було встановлено, що для досягнення осушувального ефекту, вже цілком достатньо низької швидкості дифузії водяної пари крізь матрицю зі сполучного. Оскільки сполучні з низькою швидкістю дифузії крізь них водяної пари надійно захищають введені в них адсорбенти від передчасного прояву ними своєї сорбуючої вологу дії, багаторічний, задовільний осушувальний ефект у даному випадку часто вже досягається при вмісті адсорбентів, що не перевищує 40мас.%. Так, наприклад, при використанні поліпропілену як сполучно; що утворює матрицю, цілком задовільних результатів часто вдається досягти вже при вмісті адсорбенту в кількості від 20 до 30мас.% у перерахунку на масу готового розпірного профілю. Кількісно оцінити процес дифузії водяної пари крізь сполучні можна за допомогою так щ званого коефіцієнта проникності (який визначається відповідно до стандарту DIN 53122), який при його вимірюванні при температурі 25°С становить, наприклад, для поліпропілену від 70 до 100г×мкм/м 2 на добу, а для поліаміду 6 - від 2000 до 3000г×мкм/м 2 на добу. Матеріали, коефіцієнт проникності яких для водяної пари, виміряний при температурі 25°С, не перевищує приблизно 500г×мкм/м 2 на добу, слід віднести згідно з даним винаходом до сполучних з малою швидкістю дифузії крізь них водяної пари, застосування яких дозволяє, по-перше, виготовляти з них розпірні профілі, до умов виготовлення, зберігання і транспортування яких не висувається підвищених вимог, а по-друге, зменшити вміст у них адсорбенту. У принципі розпірні профілі можна поставляти виготовлювачам ізоляційних пакетів і у висушеному стані в упаковці з непроникної для вологи фольги або плівки, і в цьому випадку сполучні для утворення матриці можна вибирати без урахування розглянутих вище аспектів. Якщо ж у виготовлювача ізоляційних склопакетів мається можливість сушити розпірні профілі практично безпосередньо перед їх використанням для виготовлення ізоляційних склопакетів, наприклад, у мікрохвильовій печі, то в цьому випадку для утворення матриці перевагу скоріше слід віддавати використанню сполучного з відносно високою швидкістю дифузії крізь нього водяної пари, оскільки таке сполучне прискорює процес осушення газу в міжскляному просторі, і тому вбудований в ізоляційні склопакети розпірний профіль також здатний потім порівняно швидко поглинати вологу, яка міститься в повітрі, що знаходиться в міжскляному просторі. Відповідно до одного з кращих варіантів сполучне пропонується використовувати в спіненому стані, що не тільки дозволяє зменшити масу розпірних профілів і, як очевидно, скоротити також ви 10 трату сполучного, але і прискорити доступ водяної пари, тобто її ди фузію з міжскляного простору, до адсорбентів. Наявність же в спіненому сполучному відкритопористої стр уктури дозволяє додатково прискорити процес дифузії водяної пари крізь таке сполучне до адсорбентів. До складу маси, з якої виготовляються розпірні профілі, крім основних компонентів, якими є сполучне і зернистий адсорбент, краще включати також інші компоненти, якими є наповнювачі і/або армувальні матеріали і/або пігменти і які забезпечують подальше поліпшення окремих властивостей розпірних профілів. Використання наповнювачів і армувальних матеріалів дозволяє підвищити міцність при стисненні матеріалів, з яких виготовляється розпірний профіль, армувальні матеріали дозволяють, крім того, підвищити модуль пружності цих матеріалів, а пігменти дозволяють при виготовленні ізоляційних склопакетів або стінових панелей офарблювати розпірні профілі в різні кольори і тим самим підбирати їх колір під колір поруч розташованих елементів конструкції. Як приклад зазначених вище наповнювачів і армувальних матеріалів, а також пігментів, можна назвати наночастинки (тобто частинки, розміри яких лежать у нанометровому діапазоні), насамперед монтморилоніт, рідкокристалічні полімери, скляні, вуглецеві, арамідні, металеві і/або натуральні волокна у вигляді коротких, довгих і/або елементарних волокон, частинки слюди, діоксид титану, воластоніт, порожнисті скляні кульки, металеві порошки й інші аналогічні матеріали. Як вже зазначалося вище, сполучне, з якого виготовляється розпірний профіль, обов'язково повинно бути проникним для водяної пари. Готовий ізоляційний склопакет герметизується по його зовнішньому краю звичайним герметиком, таким як поліуретан і інші матеріали аналогічного призначення. У ізоляційних склопакетах із заповнюваним інертним газом міжскляним простором бажано передбачати також непроникний для інертного газу бар'єрний шар, який не допускає витоку інертного газу назовні з міжскляного простору. Додатково перешкодити проникненню водяної пари в міжскляний простір, насамперед у міру старіння герметиків, можна, передбачивши поруч із зовнішньою першою поперечною стінкою розпірного профілю непроникний для водяної пари бар'єрний шар. Краще далі подовжувати такий непроникний для водяної пари бар'єрний шар і в зону прилягаючих до стекол бічних стінок розпірного профілю. Сказане так само відноситься і до непроникного для інертного газу бар'єрному шару. При цьому непроникний для водяної пари бар'єрний шар і передбачений при необхідності непроникний для інертного газу бар'єрний шар можна наносити на розпірний профіль ззовні або ж, що більш краще, закладати в матеріал, з якого виготовляється розпірний профіль, що виключає можливе механічне ушкодження такого(-их) бар'єрного(-их) шару(-ів) при оперуванні з розпірними профілями. Якщо механічної стійкості розпірних профілів і насамперед їх жорсткості на згин виявляється все 11 83216 ще не досить для можливості їх обробки на типовому, вже існуючому те хнологічному устаткуванні, яке використовується для виготовлення з них розпірних рамок, відповідно до винаходу розпірний профіль можна обладнувати підсилювальними елементами, які підвищують його жорсткість, насамперед у вигляді смуг, кутикових профілів, дротів, пучків волокон (джгутів) і матів з металу і/або композиційних матеріалів з волокнистим наповнювачем, а також у вигляді фольги і плівок з композиційних матеріалів з волокнистим наповнювачем. Нижче більш докладно розглянута геометрія розпірних профілів. Пропоновані у винаході розпірні профілі можуть бути виконані у вигляді суцільних профілів і у вигляді порожнистих профілів з однією або декількома камерами, які безперервно проходять в їх подовжньому напрямку, і/або з великою кількістю розподілених а їх поперечному перерізі каналів, які безперервно проходять в їх подовжньому напрямку. Наявність камер у порожньому розпірному профілі дозволяє додатково підвищити його ізолюючу здатність і одночасно з цим знизити витрату матеріалу, що йде на виготовлення такого розпірного профілю, і тим самим зменшити його масу. В другій поперечній стінці розпірного профілю бажано передбачити наскрізні отвори, через які в змонтованому положенні розпірного профілю його камера або камери безпосередньо сполучаються з міжскляним простором. Наявність таких наскрізних отворів дозволяє додатково прискорити процес адсорбції водяної пари завдяки значному збільшенню площі поверхні, крізь яку водяна пара може дифундувати в матеріал розпірного профілю. Камери в розпірному профілі можуть бути утворені великою кількістю каналів малого об'єму і відповідно до цього можуть мати порівняно невелику площу поперечного перерізу. В іншому варіанті в розпірному профілі можна передбачити декілька великих за об'ємом камер з великим живим перерізом або ж декілька камер великого об'єму, обмежених своїми стінками, у яких, в свою чергу, виконана велика кількість рівномірно розподілених за їх поперечним перерізом каналів малого об'єму. Подібний підхід дозволяє максимізувати площу поверхні, доступну для дифузії водяної пари, й одночасно мінімізувати витрату необхідного для виготовлення розпірних профілів матеріалу при значному підвищенні їх теплового опору. Пропоновані у винаході розпірні профілі можна цілком або частково закладати в зовнішній шар металу, що дозволяє спростити процес виготовлення з них розпірних рамок і насамперед наблизити його до технології, що дотепер використовувалася для виготовлення металевих розпірних профілів. Однак в іншому варіанті з урахуванням інших аспектів розпірні профілі можна цілком або частково поміщати в оболонку з пластику, за умови, що як такий використовується матеріал, проникність якого для водяної пари значно менше, ніж у сполучни х, які використовуються відповідно до винаходу для утворення матриці розпірного профілю. 12 Подібний оболонковий шар може при цьому брати на себе виконання розглянутої вище функції непроникного для водяної пари бар'єрного шару, що робить зайвою необхідність передбачати в таких розпірних профілях окремий непроникний для водяної пари бар'єрний шар. Сказане відноситься насамперед до тих пропонованих у винаході розпірних профілів, які закладені в зовнішній металевий шар. Очевидно, що при закладенні розпірних профілів у суцільну, тобто таку, яка обхоплює їх за усім їх периметром, оболонку в ній з її направленого до міжскляного простору боку і відповідно в другій поперечній стінці розпірного профілю необхідно передбачати наскрізні отвори, що забезпечують можливість проникнення присутньої в міжскляному просторі водяної пари до проникної для неї матриці зі сполучного і тим самим її адсорбцію і зв'язування зернистим адсорбентом. При виконанні пропонованого у винаході розпірного профілю у вигляді порожнистого профілю його камери можна щонайменше частково заповнювати окремим осушувачем у сипучому вигляді, тобто цілком або частково заповнювати окремим адсорбентом водяної пари, що надає додаткову можливість регулювати осушувальну здатність пропонованих у винаході розпірних профілів. Подібний підхід дозволяє простим шляхом погоджувати адсорбційну ємність стандартного розпірного профілю, якою визначається його здатність зв'язувати водяну пару, з конкретними умовами, наприклад, з особливостями кліматичної зони, у якій виготовляються розпірні рамки, або ж з різними об'ємами міжскляних просторів. У пропонованих у винаході розпірних профілях частину їх поверхні бажано обробляти або структурувати, наприклад, шляхом надання шорсткості або травлення. Подібна обробка дозволяє щонайменше частково оголити на поверхні розпірного профілю зерна адсорбенту, що позитивно впливає на кінетику сорбції водяної пари. У даному винаході пропонуються також розпірні рамки, зібрані з окремих частин, виготовлених із пропонованого у винаході розпірного профілю, відповідно його відрізків. Для виготовлення подібних розпірних рамок можна, наприклад, відрізати від пропонованого у винаході розпірного профілю мірні відрізки і з'єднувати їх між собою в кутах рамки, наприклад, склеюванням або зварюванням. В іншому варіанті передбачене застосування кутови х з'єднувальних елементів, що можуть бути виконані, наприклад, у вигляді вставних з'єднувачів, які забезпечують з'єднання між собою двох сусідніх відрізків розпірного профілю присадним матеріалом, з геометричним замиканням і/або із силовим замиканням. Так само можна виготовляти і так називані подовжні з'єднувачі, якими можна з'єднувати між собою кінці утворюючих один бік розпірної рамки відрізків розпірного профілю. У відповідності ще з одним варіантом розпірні рамки можна виготовляти з безперервних розпірних профілів, для чого розпірний профіль у тих місцях, де необхідно сформувати кут розпірної рамки, піддають згинанню при нагріванні. Профіль можна піддавати нагріванню променистою тепло 13 83216 тою, контактному нагріванню, нагріванню гарячим повітрям, індукційному нагріванню, відповідно резистивному нагріванню. За такою технологією краще обробляти порожнисті профілі, оскільки в цьому випадку їх матеріал піддається на кутових ділянках розпірної рамки, що виго товляється з них, меншому зминанню або жолобленню, ніж суцільні профілі. У кращих розпірних профілів на тих їх поверхнях, що у готовому ізоляційному склопакеті утворюють їх зовнішню поверхню, тобто в першій поперечній стінці, передбачений напрямний паз, наприклад, у формі хвоста ласті вки, у який можна простим шляхом вставити кутові з'єднувачі. Сказане так само відноситься і до згаданих вище подовжніх з'єднувачів. Поряд з цим можна також виготовляти окремі кутові і подовжні з'єднувачі у вигляді кутових, відповідно подовжніх з'єднувальних елементів литтям під тиском, литтєвим пресуванням, компресійним пресуванням, пресуванням у плунжерному екструдері або іншими аналогічними методами, для чого при цьому можна використовувати той же матеріал, з якого виготовляються і самі розпірні профілі. У наступному на такі кутові/подовжні з'єднувачі насаджують, відповідно з'єднують з ними прямі відрізки розпірних профілів, одержуючи таким чином замкнуту розпірну рамку. Ще одним об'єктом даного винаходу є далі спосіб виготовлення пропонованих у ньому розпірних профілів, який полягає у тому, що з маси, яка містить сполучне, зернистий адсорбент водяної пари і технологічну домішку, формують розпірний профіль і потім зі сформованого розпірного профілю цілком або часткововидаляють технологічну домішку. Як технологічні домішки краще використовувати віск, насамперед віск на основі поліетилену, оскільки його можна видаляти при температурах, при яких більшість сполучних, насамперед з числа зазначених вище, все ще залишаються теплостійкими. На частку технологічних домішок у використовуваній для формування розпірних профілів масі переважно припадає до 35мас.%. Використовувану для формування розпірних профілів масу краще одержувати перед її подачею у формувальну машину шляхом попереднього перемішування компонентів, необов'язково у вже попередньо компаундованому вигляді. Застосування технологічних домішок у кількості декількох масових відсотків звичайно вже дозволяє одержати гарні результати. Для формування розпірного профілю можна використовува ти метод екструзії, лиття під тиском, литтєвого пресування, компресійного пресування, пултр узії, а також пресування на плунжерному екструдері. При виготовленні пропонованого у винаході розпірного профілю пропонованим у винаході способом краще використовувати сполучне, яке можна піддавати зшиванню після формування профілю. Бажано передбачити можливість протікання реакції зшивання одночасно з видаленням технологічної домішки, а при необхідності - навіть одно 14 часно з процесом сушіння. У процесі сушіння зернистий адсорбент, розподілений у матриці зі сполучного, піддається кондиціонуванню, тобто максимізується його здатність адсорбувати водяну пару, відповідно його адсорбційна ємність для водяної пари. Відповідно до винаходу несподівано було встановлено, що необхідно для видалення технологічної домішки витримування розпірного профілю при певній температурі, наприклад, при 200°С, приводить при застосуванні для утворення матриці органічних сполучних через процеси зшивання, що відбуваються в них, до значного підвищення межі міцності розпірних профілів при стисненні. Ці й інші переваги винаходу більш докладно розглянуті нижче з посиланням на прикладені креслення, на яких, зокрема, показано: на Фіг.1 — крайова зона зображеного в перетині ізоляційного склопакета, виготовленого з використанням пропонованого у винаході розпірного профілю, і на Фіг.2-15 - інші варіанти виконання зображеного в поперечному перерізі розпірного профілю. На Фіг.1 показаний фрагмент зображеного в розрізі і позначеного загальною позицією 10 ізоляційного склопакета з двома стеклами 11, 12, які утримуються на заданій відстані одне від одного в паралельному одне щодо одного положенні розпірним профілем 14. Розпірний профіль 14 має в поперечному перерізі в основному близьку до прямокутної форму і прилягає своїми бічними стінками 16, 17 до стекол 11, 12. Бічні стінки 16, 17 розпірного профілю з'єднані з відповідними стеклами 11 і 12 клейовим шаром 18, 19. Між бічними стінками 16, 17 розпірного профілю проходять його перша 20 і друга 22 поперечні стінки, якими разом з бічними стінками 16, 17 в основному і визначається форма поперечного перерізу розпірного профілю. У змонтованому в ізоляційному склопакеті розпірному профілі 14 його поперечна стінка 20 розташовується з зовнішнього краю ізоляційного склопакета 10 і має скошені кінці, що утворюють тим самим фаски 24, 25. Після установки розпірного профілю 14 між обома стеклами 11 і 12 край ізоляційного склопакета 10 на ділянці між обома стеклами 11 і 12 додатково покривають суцільним шаром герметика 26 і, якщо шар такого герметика 26 з тих або інших причин все ще не забезпечує створення достатнього запірного ефекту, що перешкоджає проникненню водяної пари, у цьому місці передбачають ще однин непроникний для водяної пари бар'єрний шар або ж, якщо простір між обома стеклами 11 і 12 заповнено інертним газом, при необхідності передбачають непроникний для інертного газу бар'єрний шар (обидва ці бар'єрні шари на кресленні не показані). Розпірний профіль 14 утворений сполучним, наприклад, поліамідом 6.6, на частку якого припадає, наприклад, 50мас.%, і введеним в утворену сполучну матрицю 28 (яка нижче називається сполучною матрицею) зернистим адсорбентом 29 (частинки якого схематично показані на кресленні у вигляді точок). У даному випадку як зернистий 15 83216 адсорбент 29 використовується цеоліт у вигляді сферичних частинок, який звичайно застосовується, наприклад, і при виготовленні традиційних ізоляційних склопакетів. В іншому варіанті як адсорбент можна також використовува ти, наприклад, силікагелі або інші зернисті адсорбенти. Цілий ряд придатних для застосування в цих цілях адсорбеЗразок 1 2 3 Цеоліт 3А (Phonosorb 551) 30мас.% 50мас.% 65мас.% Полімер (поліамід 6.6) 56мас.% 40мас.% 28мас.% 16 нтів випускається фірмою Grace Davison під назвою Phonosorb. Нижче як приклад представлені різні склади матеріалів, які можна використовувати для виготовлення з них пропонованих у винаході розпірних профілів. Віск (поліолефіновий Модуль пружності при розтяганні Е, віск) Н/мм 2 (DIN 53457) 14мас.% 3000 10мас.% 4400 7мас.% 7000 Після екструзії розпірних профілів віск (поліолефіновий віск Licomont ΕΚ 583 фірми Ciba) видаляють при температурі близько 220°С. При цій температурі використовуваний як сполучна матриця поліамід 6.6 залишається досить теплостійким. У зразка 1 безпосередньо після його екструзії, тобто при наявності в ньому використовуваного як технологічна домішка воску, межа міцності при стисненні становить 35Н/мм 2, а в зразка 390Н/мм 2. Межу міцності при стисненні визначали відповідно до стандарту DIN 53454. У результаті вищевказаної наступної термічної обробки, у ході якої щонайменше частково видаляють віск (тривалість термічної обробки становить біля 24год.), межа міцності при стисненні у всіх зразків підвищується приблизно на 15-20%. Для переробки позначених як зразки 1-3 сумішей матеріалів можна без яких-небудь проблем використовува ти наявні в продажі екструдери, а також машини для лиття під тиском та інше устаткування. При цьому компоненти суміші можна подавати у формувальну машину, попередньо змішуючи їх між собою лише безпосередньо перед подачею у формувальну машину в ході окремого попереднього процесу змішування. Однак в іншому варіанті окремі компоненти можна спочатку компаундува ти і потім у такому вигляді переробляти у відповідній формувальній машині в розпірний профіль 14. При наявності у формувальної машини відповідних функціональних можливостей можна також подавати окремі компоненти, тобто сполучне (поліамід 6.6), адсорбент (цеоліт) і технологічну домішку (поліетиленовий віск), безпосередньо у формувальну машину і потім формувати з них у формувальній машині готовий виріб, тобто розпірний профіль. При використанні як сполучне водорозчинної метилцелюлози її часто рекомендується переробляти в суміші з мінеральним сполучним на основі силану. При використанні цеоліту як адсорбенту сполученні з метилцелюлозою і мінеральним сполучним на основі силану (метилсилоксанового ефіру) як сполучне краще завжди виконувати на першій стадії компаундування при низьких температурах (близько 25°С) і лише потім проводити процес формування (екструзія, лиття під тиском і т.д.), який також здійснюється при низьких температурах (близько 25°С), з одержанням при цьому необхід ного розпірного профілю. Як технологічну домішку й у цьому випадку можна використовувати поліолефіновий, насамперед поліетиленовий, віск. Для компаундування, а також для наступного формування відповідні шнеки, барабани і режим охолодження форм слід підбирати з таким розрахунком, щоб у масі, яка переробляється, не відбувалося ніякого зшивання, або в крайньому випадку відбувалося лише незначне попереднє зшивання. По завершенні процесу формування, тобто після екструзії готових розпірних профілів, їх піддають витримці при визначеній температура наприклад, при температурі в інтервалі від 200 до 210°С, у процесі якої відбувається власне зшивання, а також видаляється вода, яка міститься в розпірних профілях, і щонайменше деяка частина технологічної домішки, яка використовувалася для формування. Замість зазначеного вище поліаміду як матеріал для утворення сполучного матриці можна також використовувати поліпропілен. Оскільки поліпропілен має у порівнянні з поліамідом істотно менший коефіцієнт проникності для пари води, до умов його зберігання висуваються менш суворі вимоги, а також з'являється можливість зменшити необхідну частку адсорбенту. При цьому при відстані між стеклами, яка становить від 14 до 16мм, і площі поверхні скла, що дорівнює приблизно 1м 2, цілком достатнім може виявитися використання адсорбенту кількості, наприклад, 25мас.%. На Фіг.2, а також на наступних Фіг.3-15 показані інші варіанти виконання пропонованих у винаході розпірних профілів, при цьому для спрощення на кожному з цих креслень показаний розпірний профіль з найбільш простою - прямокутною - у поперечному перерізі формою. Очевидно, однак, що розпірному профілю можна надавати і будь-яку іншу в поперечному перерізі форму, наприклад, таку, що відповідає зовнішньому контур у показаного на Фіг.1 розпірного профілю 14. На Фіг.2 у поперечному перерізі показаний розпірний профіль 30, що має бічні стінки 32, 33 та першу і др угу поперечні стінки 34, 35. До складу матеріалу, з якого формують такий розпірний профіль, аналогічно матеріалу, з якого виготовлений показаний на Фіг.1 розпірний профіль 14, входить сполучне, яке утворює матрицю, і введений в неї зернистий адсорбент. На відміну від показаного на Фіг.1 розпірного профілю 14, який має монолітну структуру, пока 17 83216 заний на Фіг.2 розпірний профіль 30 має велику кількість рівномірно розподілених за його поперечним перерізом каналів 36. Ці канали 36 заповнені газом, наприклад, повітрям, і покращують ізолюючу здатність розпірного профілю 30 у порівнянні з ізолюючою здатністю розпірного профілю 14, оскільки теплопровідність газу, який заповнює канали 36, значно нижче теплопровідності оточуючого їх матеріалу матриці з введеним в неї адсорбентом. Видалення з міжскляного простору вологи, яка знаходиться в ньому, і/або пари розчинників, яка знаходяться в ньому, або технологічних домішок і тим самим його осушення відбувається, як і в розпірному профілі 14, за рахунок того, що ці речовини, дифундуючи крізь сполучну матрицю, досягають таким чином введених у неї адсорбентів і зв'язуються ними. У показаному на Фіг.2 варіанті канали 36 у розпірному профілі 30 мають прямокутн у в поперечному перерізі форму. Очевидно, однак, що канали 36 у принципі можуть мати і будь-яку іншу форму в поперечному перерізі, тобто багатокутну, круглу, овальну або скомбіновану з таких фігур форму. На Фіг.3 показаний ще один варіант виконання пропонованого у винаході розпірного профілю 40 у вигляді так називаного порожнистого профілю з двома камерами 42, 43 великого об'єму. Камери 42, 43 збільшують тепловий опір розпірного профілю 40. Крім цього, як показано на Фіг.3, у бічних стінках 44, 45, які обмежують обидві камери 42, 43, у проміжній перегородці 46 між ними та у поперечних стінках 48, 49 можна виконувати канали 50 невеликого об'єму, що відповідають каналам 36 у показаному на Фіг.2 розпірному профілі 30. У даному випадку ці канали мають у поперечному перерізі ромбовидну форму, яка вибрана лише для наочності і яка не є єдино можливою формою, яку у поперечному перерізі можуть мати канали в показаному на фіг. З розпірному профілі 40. Так само такі канали можна виконувати з іншою багатокутною формою поперечного перерізу або ж із круглою або овальною або скомбінованою з таких фігур формою поперечного перерізу. Наявність у розпірному профілі 40 каналів 50 дозволяє додатково підвищити його тепловий опір. Крім того, наявність у розпірному профілі каналів 50 і камер 42, 43 дозволяє не тільки підвищити його тепловий опір, але і створити додаткові поверхні, через які водяна пара, пари розчинника, пари технологічних домішок і т.д., дифундуючи в сполучну матрицю, можуть досягати адсорбентів і зв'язуватися ними. Цю ж перевагу має і показаний на Фіг.2 розпірний профіль 30 завдяки наявності у ньому багатоканальної структури. На Фіг.4 показаний наступний варіант виконання розпірного профілю 54, який виконаний у вигляді порожнистого профілю і має чотири розташовані паралельно поруч одна з одною камери 56, 57, 58, 59. Ці камери обмежені бічними стінками 60, 61 і поперечними стінками 62, 63 і відділені одна від одної проміжними перегородками 64, 65, 66. Поперечна стінка 62 являє собою першу поперечну стінку й у змонтованому положенні розпірно 18 го профілю розташована з торця ізоляційного склопакета. Відповідно до цього поперечна стінка 63 направлена до міжскляного простору і має рівномірно розподілені в подовжньому напрямку розпірного профілю 54 наскрізні отвори 67, 68, 69, 70, через які газові об'єми камер 56, 57, 58, 59 безпосередньо сполучаються з об'ємом міжскляного простору, завдяки чому прискорюються необхідні для осушення процеси дифузії пари в об'єм камер 56, 57, 58, 59 і тим самим у цілому підвищується ефективність процесу осушення. У показаному на Фіг.4 варіанті виконання розпірного профілю в його бічних стінках 60, 61, поперечних стінках 62, 63 і проміжних перегородках 64, 65, 66 додатково передбачені необов'язкові канали 72, які, по-перше, забезпечують подальше підвищення ізолюючої здатності розпірного профілю 54, а по-друге, сприяють підвищенню осушувального ефекту, що забезпечується ізолюючим профілем, відповідно, адсорбентом, який знаходиться у ньому, а також підвищують подовжню жорсткість розпірного профілю. На Фіг.5 показаний позначений загальною позицією 80 розпірний профіль, виконаний у вигляді порожнистого профілю з камерою 82, яка за усім її периметром обмежена бічними стінками 84, 85 і поперечними стінками 86, 87. У бічних стінках 84, 85 і поперечних стінках 86, 87 і в цьому варіанті виконані канали 88, які, як вже неодноразово зазначалося вище, можуть матив поперечному перерізі будь-яку іншу форму, відмінну від показаної на кресленні. В іншому бічні стінки 84, 85 і поперечні стінки 86, 87 виконані зі сполучної матриці з зернистим адсорбентом, який міститься в ній, і тому все сказане вище відноситься і до цього варіанта. На Фіг.6 показаний розпірний профіль 90, що ненабагато відрізняється від показаного на Фіг.5 варіанта, який виконаний у вигляді порожнистого профілю з камерою 92. Камера 92 обмежена бічними стінками 94, 95 і поперечними стінками 96, 97, одна 96 з яких у змонтованому розпірному профілі направлена в ізоляційному склопакеті до його міжскляного простору і тим самим являє собою другу поперечну стінку, а інша поперечна стінка 97 розташована з торця ізоляційного склопакета і відповідає першій поперечній стінці. У бічних стінках 94, 95, а також у поперечних стінках 96, 97 виконана велика кількість каналів 98, рівномірно розподілених за їх поперечним перерізом. Бічні та поперечні стінки 94, 95, 96, 97 також виконані зі сполучної матриці і введеного в неї адсорбенту водяної пари. Розпірний профіль 90 відрізняється від показаного на Фіг.5 варіанта його виконання не тільки тим, що канали 98 мають прямокутну в поперечному перерізі форму на відміну від каналів 88, що мають круглу в поперечному перерізі форму, але і тим, що камера 92 безпосередньо сполучається з міжскляним простором через наскрізні отвори 100. Такі наскрізні отвори 100, як вже зазначалося вище при описі показаного на Фіг.4 варіанта, полегшують газообмін між міжскляним простором і порожниною 92 у розпірному профілі І насамперед 19 83216 дифузію пари в неї, завдяки чому й у цьому випадку вдається прискорити процес осушення газу в міжскляному просторі. Газовий об'єм камери 92, так само як і каналів 98 і в цьому варіанті забезпечує, з одного боку, економію розпірного профілю матеріалу, який йде на виготовлення, а з іншого боку, підвищення ізолюючої здатності розпірного профілю. Крім цього завдяки більшій площі поверхні, крізь яку водяна пара може дифундувати в сполучн у матрицю, з'являється можливість додатково прискорити процес адсорбції вологи. Крім цього ще одна особливість показаного на Фіг.6 варіанта виконання розпірного профілю полягає в тому, що з зовнішнього боку першої поперечної стінки 97 розташований непроникний для водяної пари бар'єрний шар 102 (схематично позначений штрих-пунктирною лінією), який, крім того, може додатково виконувати функцію непроникного для інертного газу бар'єрного шару або може використовуватися в комбінації з окремим непроникним для інертного газу бар'єрним шаром. Непроникний для інертного газу бар'єрний шар рекомендується використовувати при використанні розпірного профілю 90 у конструкції ізоляційного склопакета, міжскляний простір якого заповнюється інертним газом, щоб уникнути його витіканню з міжскляного простору впродовж усього часу експлуатації ізоляційного склопакета і тим самим щоб уникнути погіршення його ізолюючої здатності. На Фіг.7 показаний ще один варіант виконання розпірного профілю 110, що не набагато відрізняється від зображеного на Фіг.5, який також виконаний у вигляді порожнистого профілю з камерою 112, обмеженою бічними стінками 114, 115 і поперечними стінками 116, 117. У бічних стінках 114, 115, а також у поперечних стінках 116, 117 передбачені канали 118, призначення яких відповідає призначенню каналів 88 у показаному на фіг. 5 розпірному профілі 80. Крім цього в показаному на Фіг.7 розпірному профілі на його першій поперечній стінці 117 і на його бічних стінках 114, 115 розташований непроникний для водяної пари бар'єрний шар 120 (схематично позначений штрих-пунктирною лінією), що виключає можливість потрапляння вологи з навколишнього повітря у внутрішній простір ізоляційного склопакета в результаті процесів дифузії. При використанні розпірного профілю 110 у конструкції ізоляційних склопакетів, які заповнюються інертним газом, такий непроникний для водяної пари бар'єрний шар можна аналогічно описаному вище і показаному на фіг. 6 варіанту використовувати в сполученні з непроникним для інертного газу бар'єрним шаром. На Фіг.8 показаний варіант виконання розпірного профілю 130, що не набагато видозмінений у порівнянні з зображеним на Фіг.7, який також виконаний у вигляді порожнистого профілю з камерою 132, обмеженою бічними стінками 134, 135 і поперечними стінками 136, 137. У бічних стінках 134, 135 і в поперечних стінках 136, 137 розпірного профілю передбачені рівномірно розподілені за їх поперечним перерізом канали 138, які можуть мати не тільки показану на цьому кресленні круглу, 20 але і, як очевидно, будь-яку іншу в поперечному перерізі форму, про що вже неодноразово зазначалося вище. На відміну від показаного на Фіг.7 варіанта показаний на Фіг.8 розпірний профіль 130 має непроникний для водяної пари бар'єрний шар 140, який, однак, у цьому випадку закладений у поперечну стінку 137 і в бічні стінки 134, 135 і завдяки цьому надійно захищений від механічних ушкоджень. Слід зазначити, що співвідношення розмірів на всіх кресленнях, насамперед у показаному на Фіг.8 варіанті, і в першу чергу розташування непроникного для водяної пари бар'єрного шару 140, відповідно його віддалення від зовнішніх поверхонь бічних стінок 134, 135 і першої поперечної стінки 137 показані лише схематично як приклад, з урахуванням чого непроникний для водяної пари бар'єрний шар може, як очевидно, розташовува тися і значно ближче до зовнішньої поверхні відповідної стінки. Крім цього і виконання каналів 138 між непроникним для водяної пари бар'єрним шаром 140 і зовнішньою поверхнею відповідної стінки не є обов'язковою умовою. Більш того, всі канали можуть розташовуватися в межах зони, "екранованої" непроникним для водяної пари бар'єрним шаром 140. На Фіг.9 показаний наступний варіант виконання пропонованого у винаході розпірного профілю 150, який виконаний у вигляді суцільного профілю і який за усім периметром закладений у практично суцільну оболонку 152. Ця оболонка 152 має виконані лише в направленій до міжскляного простору поперечній стінці 154 наскрізні отвори 156, через які водяна пара проникає з міжскляного простору до серцевини 158 розпірного профілю 150, виготовленого зі сполучної матриці й адсорбенту у вигляді введених у неї частинок. При виготовленні оболонки 152 з тонкого металевого листа або з фольги в будь-якому випадку немає необхідності передбачати додатковий непроникний для водяної пари бар'єрний шар. Замість оболонки 152 з металу можна також використовувати оболонку, яка має аналогічні властивості, із пластику, у тому числі і з композиційного матеріалу, застосування якого більш бажано. У будь-якому випадку оболонка 152 може використовува тися для надання розпірному профілю 150 більшої подовжньої жорсткості, що знижує ймовірність прогину розпірного профілю 150 у порівнянні, наприклад, з показаним на Фіг.1 розпірним профілем 14. На Фіг.10 показаний у деякому ступені модифікований варіант виконання розпірного профілю 160, серцевину 162 якого, яка виконана зі сполучної матриці з введеним у неї зернистим адсорбентом, пронизують наскрізні канали 164. Серцевина 162 розпірного профілю 160 частково закладена в оболонку 170, яка закриває бічні стінки 166, 167 і першу поперечну стінку 168 серцевини 160, але відсутня на її другій поперечній стінці 172, яка у змонтованому положенні розпірного профілю направлена до міжскляного простору. Відповідно до цього вся поверхня поперечної стінки 172 доступна для дифузії пари в серцевину 162. 21 83216 Одночасне посилення розпірного профілю 160 оболонкою 170 часто виявляється цілком достатнім для можливості обробки розпірного профілю 160 на традиційному технологічному устаткуванні, відомому за його застосуванням для обробки металевих розпірок. Тепловий потік через бічні стінки 166, 167 і поперечну стінку 168 можна зменшити, виконавши в оболонці 170 прорізи, які краще розташовувати в зоні граней розпірного профілю. Показаний на Фіг.11 розпірний профіль 180 аналогічної форми має серцевину 182, яка закладена в оболонку 184, яка обхоплює її в основному з трьох сторін, тобто з боку її бічних стінок 186, 187 і поперечної стінки 188. Серцевина 182 також виконана у вигляді порожнистого профілю з камерою 190, яка через наскрізні отвори 192 безпосередньо сполучаються з об'ємом міжскляного простору. У бічних стінках 186, 187, поперечної стінки 188 і іншої поперечної стінки 194 передбачені канали 196, які виконують ту ж функцію, що і канали в розглянутих ви ще варіантах виконання розпірного профілю. Усередині камери 190 знаходяться додаткові кількості осушувана в сипучому вигляді (частинки 198), заповнення яким камери 190 забезпечує створення подібним розпірним профілем 180 додаткового осушувального ефекту. Оболонка показаного на Фіг.11 профілю 180 відрізняється від оболонки 170 показаного на Фіг.10 розпірного профілю 160 тим, що вона не тільки покриває бічні стінки 186, 187, але й обхоплює також обидві крайові ділянки поперечної стінки 194. Подібне виконання оболонки забезпечує можливість її надійної механічної фіксації на серцевині розпірного профілю без додаткових заходів, таких, наприклад, як приклеювання, і тим самим дозволяє спростити процес виготовлення подібних розпірних профілів. У цьому варіанті оболонка також може бути виготовлена з металу або армованого пластику і забезпечує при цьому підвищення міцності цього розпірного профілю на згин або поліпшення склеюваності. На Фіг.12 показаний ще один основний варіант виконання пропонованого у винаході розпірного профілю 200, який також виконаний у вигляді порожнистого профілю з камерою 202, обмеженою бічними стінками 204, 205 і поперечними стінками 206, 207. У бічних стінках 204, 205, а також у поперечних стінках 206, 207 передбачені канали 208, а збоку поперечної стінки 207 передбачений непроникний для водяної пари бар'єрний шар 210 (схематично позначений штрих-пунктирною лінією), який при необхідності можна використовувати в сполученні з непроникним для інертного газу бар'єрним шаром. У бічні стінки 204, 205 вставлені утоплені врівень з ними металеві смуги 212, 213, які підвищують жорсткість розпірного профілю 200. На Фіг.13 показаний інший, альтернативний зображеному на Фіг.12 розпірному профілю 200 варіант виконання розпірного профілю 220, який також виконаний у вигляді порожнистого профілю з камерою 222, обмеженою бічними стінками 224, 225 і поперечними стінками 226, 227. 22 На направленій назовні першій поперечній стінці 227 передбачений непроникний для водяної пари бар'єрний шар 228 (схематично позначений штри х-пунктирною лінією), який при необхідності можна використовувати в комбінації з непроникним для інертного газу бар'єрним шаром. У бічних стінках 224, 225, а також у поперечних стінках 226, 227 передбачені канали 230. У кутови х зонах розпірного профілю 220 передбачені куточки 232, що підвищують його жорсткість, які переважно виготовлені з металу або композиційного матеріалу. На Фіг.14 показаний наступний варіант виконання пропонованого у винаході розпірного профілю 240, який також виконаний у вигляді порожнистого профілю з камерою 242. Камера 242 обмежена бічними 244, 245 і поперечними 246, 247 стінками, у яких передбачені канали 248. Хоча в показаному на кресленні варіанті поперечна стінка 247 зображена без каналів 248, для спеціалістів у даній галузі очевидно, що при відповідній товщині поперечної стінки 247 у ній також можна передбачити канали 248. Очевидно, що в іншому варіанті в цій поперечній стінці можна виконати канали з меншою площею поперечного перерізу, і винахід, таким чином, не обмежений виконанням у розпірному профілі тільки каналів з однаковою площею або ж формою поперечного перерізу, а припускає можливість комбінування каналів з різною площею або формою поперечного перерізу в різних сполученнях між собою з урахуванням, як очевидно для спеціаліста в даній галузі, лише конкретних особливостей основної конструкції розпірного профілю. На відміну від розглянутих ви ще варіантів виконання розпірних профілів розпірний профіль 240 оснащений розташованим із зовнішнього боку його поперечної стінки 247 направляючим пазом 250 у формі хвоста ластівки, у який можна вставити кутовий або подовжній з'єднувач 252 (позначений штри х-пунктирною лінією). Кутові з'єднувачі призначені для з'єднання і скріплення між собою за допомогою вставного з'єднання мірних відрізків розпірного профілю при складанні з них розпірної рамки, а подовжні з'єднувачі призначені для прямолінійного з'єднання між собою окремих відрізків розпірного профілю 240 при складанні з них розпірної рамки. Куто вий з'єднувач 252 може утримуватися в направляючому пазу 250 у формі хвоста ластівки за рахунок защемлення в ньому або за рахунок посадки в ньому з натягом або ж за рахунок з'єднання присадним матеріалом. На Фіг.15 показаний у деякому ступені відмінний від зображеного на Фіг.14 варіант виконання розпірного профілю 260 з камерою 262, обмеженою бічними стінками 264, 265 і поперечними стінками 266, 267. У бічних і поперечних стінках 264, 265, 266, 267 передбачені рівномірно розподілені за їх поперечним перерізом канали 268. На направленій назовні поверхні першої поперечної стінки 267, яка у змонтованому положенні розпірного профілю розташовується з торця ізоляційного склопакета, передбачені віддалені одне відносно одного та паралельні між собою вертика 23 83216 льні ребра 270, 271, які проходять у подовжньому напрямку профілю. Ці ребра 270, 271 утворюють між собою посадковий паз 272, у який можна вставити кутовий або подовжній з'єднувач (показана штри х-пунктирною лінією деталь 274), який виконує ту ж функцію, що і з'єднувач у показаному на фіг. 14 і описаному ви ще варіанті. Для спеціаліста в даній галузі очевидно, що різні особливості винаходу, описані вище на прикладі окремих варіантів його здійснення, можна легко поширити і на інші варіанти здійснення винаходуабо ж безпосередньо використовувати в них. Так само і всі переваги, зазначені для окремих варіантів здійснення винаходу, в однаковому ступені відносяться, навіть якщо це і не обговорено спеціально в кожному конкретному випадку, і до всіх інших варіантів його здійснення, у яких розпірні профілі мають такі ж самі конструктивні особливості. Сказане відноситься не тільки до форми поперечного перерізу передбачених у розпірних профілях каналів, але і до переваг, які забезпечуються ними, так само як і до наскрізних отворів, які з'єднують між собою камери окремих профілів і 24 міжскляний простір. Сказане відноситься рівною мірою і, наприклад, до заповнення камер розпірних профілів додатковою кількістю зернистого осушувача в сип учому ви гляді. Для надання досить високої міцності розглянутим вище по окремо розпірним профілям, які виконані у вигляді порожнистих профілів з камерами, часто вже цілком достатньо виконувати їх з товщиною стінки в межах від 1 до 2мм. При такій товщині стінок порожнистого профілю їх об'єму також виявляється цілком достатньо для розміщення в них прийнятної кількості адсорбенту, і тому навіть у ци х варіантах здійснення винаходу і насамперед при використанні для утворення сполучної матриці матеріалів, які мають порівняно низький коефіцієнт проникності для водяної пари як, наприклад, поліпропілен, можна відмовитися від додаткового заповнення камер розпірних профілів сипучим зернистим адсорбентом, якщо на частку зернистого адсорбенту в стінках розпірних профілів з камерами припадає переважно від 20 до 30мас.% від усієї маси розпірного профілю. 25 Комп’ютерна в ерстка І.Скворцов а 83216 Підписне 26 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSpacer profile for insulation double-glass units
Автори англійськоюEnsinger Wilfried
Назва патенту російськоюРаспорный профиль для изоляционных стеклопакетов
Автори російськоюЭнзингер Вилфрид
МПК / Мітки
МПК: E06B 3/66
Мітки: профіль, ізоляційних, склопакетів, розпірний
Код посилання
<a href="https://ua.patents.su/13-83216-rozpirnijj-profil-dlya-izolyacijjnikh-sklopaketiv.html" target="_blank" rel="follow" title="База патентів України">Розпірний профіль для ізоляційних склопакетів</a>
Профіль з алюмінію для виготовлення віконних та дверних рам
Номер патенту: 24822
Опубліковано: 10.07.2007
Автор: Швець Андрій Юрійович
МПК: E06B 1/12, E06B 1/04, E04C 1/40, E06B 3/00
Мітки: рам, алюмінію, віконних, профіль, виготовлення, дверних
Формула / Реферат:
1. Профіль з алюмінію для виготовлення віконних та дверних рам, який містить корпус з ребрами та розміщену у ньому порожнисту камеру, який відрізняється тим, що камера заповнена спіненим пінополіуретаном.2. Профіль за п. 1, який відрізняється тим, що пінополіуретан містить суміш поліолу та поліізоціанату в рівних частках.
Багатокамерний профіль з поліхлорвінілу для виготовлення віконних та дверних рам
Номер патенту: 24821
Опубліковано: 10.07.2007
Автор: Швець Андрій Юрійович
МПК: E06B 1/04, E04C 1/40, E06B 3/00
Мітки: віконних, дверних, профіль, рам, виготовлення, багатокамерний, поліхлорвінілу
Формула / Реферат:
1. Багатокамерний профіль з поліхлорвінілу для виготовлення віконних та дверних рам, що містить корпус профілю, розміщені у ньому центральну камеру та порожнисті периферичні камери, утворені перемичками, який відрізняється тим, що в центральній камері розміщений вздовж профілю металевий арматурний профіль, камера з арматурним профілем заповнена спіненим пінополіуретаном.2. Багатокамерний профіль за п. 1, який відрізняється тим, що...
Пластиковий профіль для обробки підвіконників
Номер патенту: 10716
Опубліковано: 15.11.2005
Автор: Верес Олександр Миколайович
МПК: E04F 19/02, E06B 3/30
Мітки: профіль, обробки, підвіконників, пластиковий
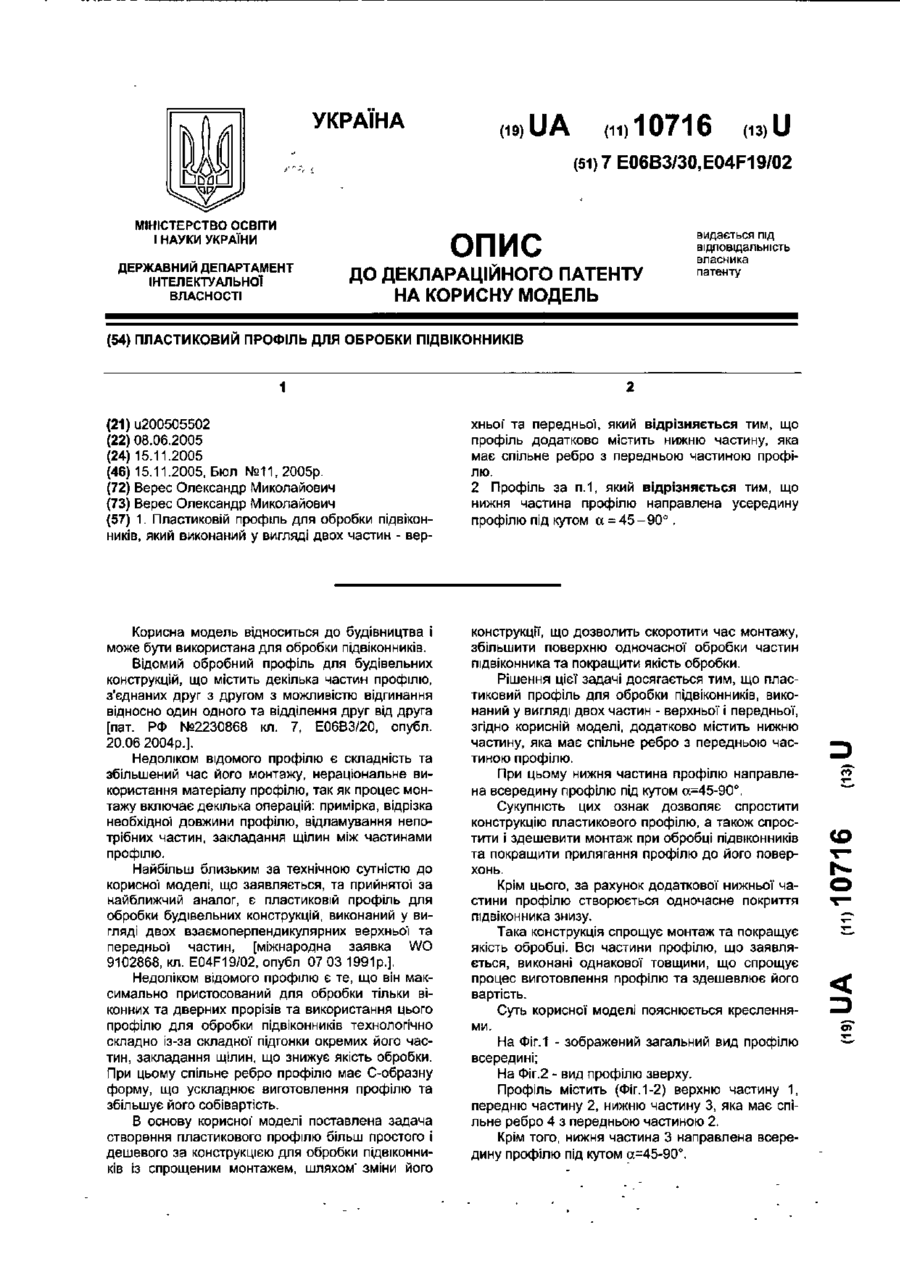
Формула / Реферат:
1. Пластиковій профіль для обробки підвіконників, який виконаний у вигляді двох частин - верхньої та передньої, який відрізняється тим, що профіль додатково містить нижню частину, яка має спільне ребро з передньою частиною профілю.2. Профіль за п. 1, який відрізняється тим, що нижня частина профілю направлена усередину профілю під кутом .
Профіль, в тому числі для фасадних будівельних систем
Номер патенту: 4119
Опубліковано: 17.01.2005
Автор: Макаров Сергій Васильович
Мітки: профіль, будівельних, фасадних, тому, систем, числі
Формула / Реферат:
1. Профіль, в тому числі для фасадних будівельних систем, який має конкретні головні моменти інерції Jx та Jy поперечного перерізу, який відрізняється тим, що профіль в поперечному перерізі має заокруглені сторони-стінки.2. Профіль за п.1, який відрізняється тим, що має сторони-стінки, в перерізі заокруглені по лінії другого порядку.3. Профіль за п.1, який відрізняється тим, що має сторони-стінки, в перерізі заокруглені по...
Профіль бандажа колісної пари локомотива паламарчука п.м.
Номер патенту: 7388
Опубліковано: 15.06.2005
Автор: Паламарчук Петро Михайлович
МПК: B60B 21/00
Мітки: пари, локомотива, профіль, колісної, бандажа, паламарчука, п.м
Формула / Реферат:
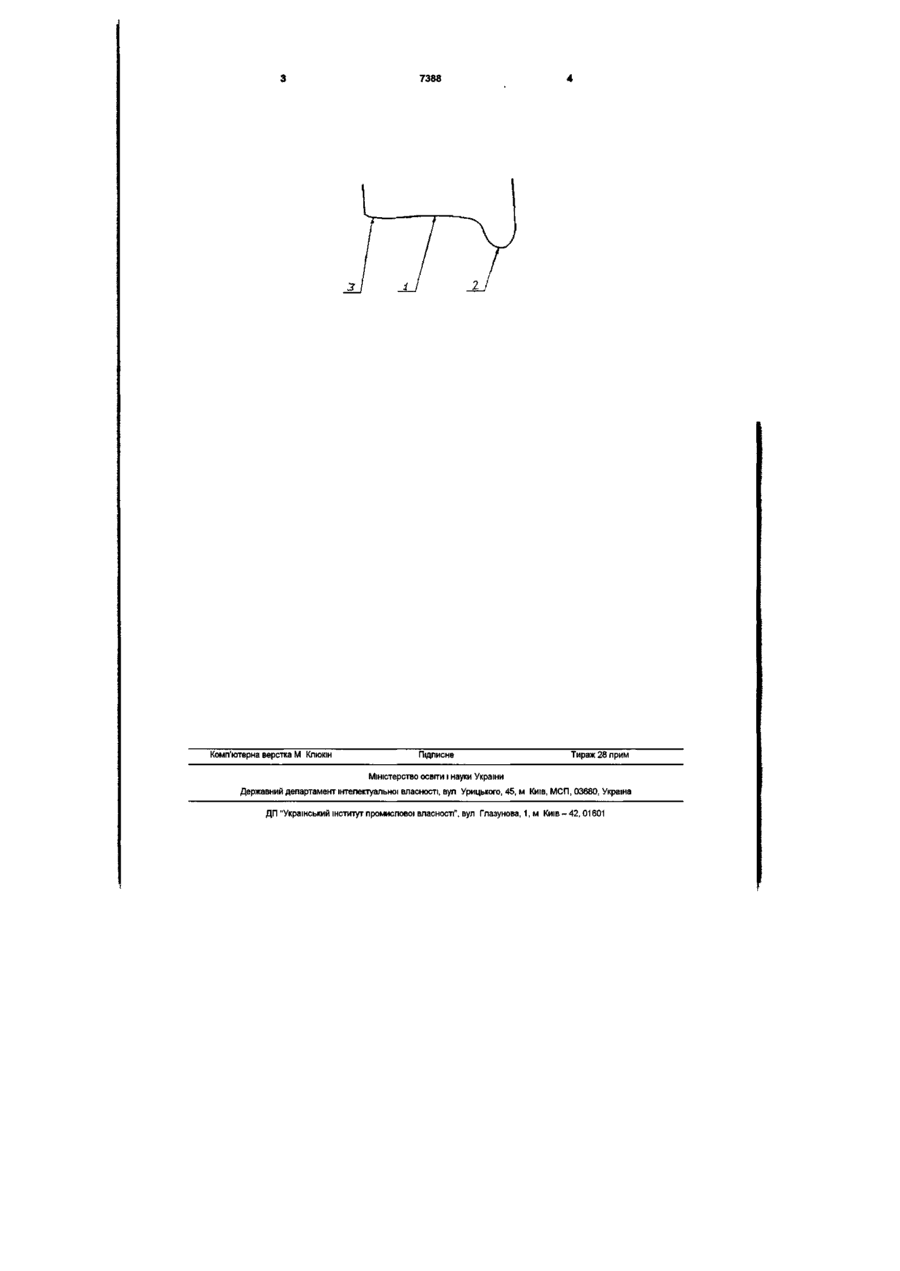
Профіль бандажа колісної пари локомотива, що містить гребінь, поверхню кочення та зовнішню частину, який відрізняється тим, що поверхня кочення виконана у вигляді дуги, причому вихідною точкою радіуса є точка основи гребеня.
Попередній патент: Гербіцидна суміш, спосіб одержання та спосіб боротьби з небажаним ростом рослин
Наступний патент: Пристрій для формування борошнисто-кондитерських виробів
Випадковий патент: Пристрій для знаходження центра магнітного відбитка