Спосіб і пристрій для обробки сляба
Формула / Реферат
1. Спосіб обробки сляба (1) в пристрої, який включає в себе щонайменше одну піч (2), щонайменше один розташований в напрямку (F) транспортування сляба (1) після печі (2) обробний пристрій (3,4) і одну розташовану в напрямку (F) транспортування сляба (1) після обробного пристрою (3,4) групу (5) робочих клітей прокатного стана, причому передбачені засоби (6,7), за допомогою яких може прикладатися зусилля до бічних сторін (8, 9) сляба (1), щоб переміщувати вісь (10) сляба (1) відповідно до заданого положення упоперек напрямку (F) транспортування сляба (1), зокрема відповідно до осі (11) групи (5) робочих клітей прокатного стана, який відрізняється тим, що перші засоби (6) для прикладання бічного зусилля до сляба (1) діють на сляб (1) на першій ділянці (12), а другі засоби (7) для прикладання бічного зусилля до сляба (1) діють на сляб (1) на другій ділянці (13), при цьому друга ділянка (13) в напрямку (F) транспортування сляба (1) знаходиться на відстані від першої ділянки (12), причому перша ділянка (12) розташована після печі (2), і причому друга ділянка (13) розташована перед, всередині або після щонайменше одного обробного пристрою (3, 4).
2. Спосіб за п. 1, який відрізняється тим, що перша ділянка (12) розташована після печі (2) і перед першим щонайменше одним обробним пристроєм (3, 4), при цьому друга ділянка (13) розташована всередині або після першого щонайменше одного обробного пристрою (3, 4).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що прокатка в групі (5) робочих клітей прокатного стана являє собою чистову прокатку сляба з одержанням штаби.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що визначають положення головної частини сляба (1) в області щонайменше одного із засобів (6, 7), і прикладання бічного зусилля до сляба (1) шляхом підведення контактного елемента (14) починають тільки тоді, коли головна частина сляба (1) пройшла цей засіб (6, 7).
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що безпосередньо перед групою (5) робочих клітей прокатного стана сляб (1) піддають обтисненню в напрямку, поперечному напрямку (F) транспортування.
6. Спосіб за п. 5, який відрізняється тим, що прикладання бічного зусилля до сляба (1) за допомогою засобів (6, 7) здійснюють перед ділянкою обтиснення і на відстані від неї.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що прикладання бічного зусилля до сляба (1) за допомогою засобів (6, 7) здійснюють перед групою (5) робочих клітей прокатного стана.
8. Спосіб за будь-яким із пп. 5-7, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1), переважно, експлуатують таким чином, що передня частина сляба (1) центровано входить в ділянку обтиснення і/або в групу (5) робочих клітей прокатного стана.
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що щонайменше два засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані після печі (2), при цьому перша ділянка (12) знаходиться між піччю (2) і першим обробним пристроєм (3), а друга ділянка (13) між щонайменше двома обробними пристроями (3, 4) або всередині другого обробного пристрою (4).
10. Спосіб за п. 9, який відрізняється тим, що в першому обробному пристрої (3) сляб (1) піддають процесу різання.
11. Спосіб за п. 9 або п. 10, який відрізняється тим, що у другому обробному пристрої (4) сляб (1) піддають процесу видалення окалини.
12. Спосіб за будь-яким із пп. 1-11, який відрізняється тим, що визначають положення і/або форму (хв, ув, Dy) сляба (1) в напрямку, поперечному напрямку (F) транспортування сляба (1), вздовж його переміщення в напрямку (F) транспортування перед першою ділянкою (12).
13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що прикладання бічного зусилля до сляба (1) засобами (6, 7) здійснюють керованим або регульованим чином так, що вісь (10) сляба (1) в напрямку (F) транспортування після другої ділянки (13) займає бажане положення.
14. Спосіб за п. 12 або п. 13, який відрізняється тим, що регулювання засобів (6, 7) для прикладання бічного зусилля до сляба (1) здійснюють залежно від геометрії (а1, а2, а3) пристрою і/або певної форми (хв, yв) сляба і/або відхилення (Dy) сляба (1) від центральної осі і/або ширини (В) сляба (1) з використанням математичної моделі.
15. Пристрій для обробки сляба (1), який включає в себе щонайменше одну піч (2), щонайменше один розташований в напрямку (F) транспортування сляба (1) після печі (2) обробний пристрій (3, 4) і одну розташовану в напрямку (F) транспортування сляба (1) після обробного пристрою (3, 4) групу (5) робочих клітей прокатного стана, зокрема чистову групу робочих клітей прокатного стана, а також засоби (6, 7), за допомогою яких може прикладатися зусилля до бічних сторін (8, 9) сляба (1), щоб переміщувати вісь (10) сляба (1) відповідно до заданого положення упоперек напрямку (F) транспортування сляба (1), зокрема відповідно до осі (11) групи (5) робочих клітей прокатного стана, зокрема для здійснення способу за будь-яким із пп. 1-14, який відрізняється тим, що перші засоби (6) для прикладання бічного зусилля до сляба (1) розташовані на першій ділянці (12), а другі засоби (7) для прикладання бічного зусилля до сляба (1) розташовані на другій ділянці (13), при цьому друга ділянка (13) в напрямку (F) транспортування сляба (1) знаходиться на відстані від першої ділянки (12), причому перша ділянка (12) знаходиться після печі (2), і причому друга ділянка (13) знаходиться перед, всередині або після щонайменше одного обробного пристрою (3, 4).
16. Пристрій за п. 15, який відрізняється тим, що перша ділянка (12) знаходиться після печі (2) і перед щонайменше одним обробним пристроєм (3, 4), а друга ділянка (13) знаходиться всередині або після першого щонайменше одного обробного пристрою (3, 4).
17. Пристрій за п. 15 або п. 16, який відрізняється тим, що область всередині печі (2) не містить засобів (6, 7) для прикладання бічного зусилля до сляба (1).
18. Пристрій за будь-яким із пп. 15-17, який відрізняється тим, що безпосередньо перед групою (5) робочих клітей прокатного стана розташований обтискний пристрій (15), призначений для обтиснення сляба (1) в напрямку, поперечному напрямку (F) транспортування.
19. Пристрій за п. 18, який відрізняється тим, що між обтискним пристроєм (15) і першою прокатною кліттю групи (5) робочих клітей прокатного стана розташовані лінійні бічні напрямні (16, 17) для центрування і спрямування сляба (1).
20. Пристрій за п. 19, який відрізняється тим, що під і/або над лінійними бічними напрямними (16, 17) розташовані регулювальні елементи (26) лінійних бічних напрямних (16, 17).
21. Пристрій за будь-яким із пп. 18-20, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані на відстані від обтискного пристрою (15).
22. Пристрій за будь-яким із пп. 15-20, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані перед групою (5) робочих клітей прокатного стана.
23. Пристрій за будь-яким із пп. 15-22, який відрізняється тим, що щонайменше два засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані після печі (2), при цьому перша ділянка (12) знаходиться між піччю (2) і першим обробним пристроєм (3), а друга ділянка (13) - між щонайменше двома обробними пристроями (3, 4) або всередині другого обробного пристрою (4).
24. Пристрій за п. 23, який відрізняється тим, що перший обробний пристрій (3) являє собою ножиці.
25. Пристрій за п. 23 або п. 24, який відрізняється тим, що другий обробний пристрій (4) являє собою пристрій для видалення окалини.
26. Пристрій за будь-яким із пп. 15-25, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) включають в себе щонайменше один ролик (14), який розташований на поворотному важелі (18), причому поворотний важіль (18) нерухомо встановлений в одній опорній точці (19) і може повертатися виконавчим механізмом (20), який впливає на поворотний важіль (18) поза опорною точкою (19).
27. Пристрій за будь-яким із пп. 15-25, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) включають в себе щонайменше один ролик (14), який розташований на лінійному виконавчому механізмі (21), напрямок переміщення якого орієнтований упоперек напрямку (F) транспортування сляба (1).
28. Пристрій за п. 26 або п. 27, який відрізняється тим, що виконавчий механізм (20) або, відповідно, лінійний виконавчий механізм (21) виконаний у вигляді гідравлічної циліндро-поршневої системи.
29. Пристрій за будь-яким із пп. 15-28, який відрізняється тим, що перші засоби (6) для прикладання бічного зусилля до сляба (1) виконані у вигляді лінійних напрямних.
30. Пристрій за будь-яким із пп. 15-29, який відрізняється тим, що він є складовою частиною ливарно-прокатної установки для виробництва тонких слябів.
31. Пристрій за будь-яким із пп. 15-30, який відрізняється тим, що він є складовою частиною групи робочих клітей для виробництва гарячекатаної штаби, яка включає в себе чорнову і чистову групу клітей
32. Пристрій за п. 31, який відрізняється тим, що він розташований перед чистовою групою клітей.
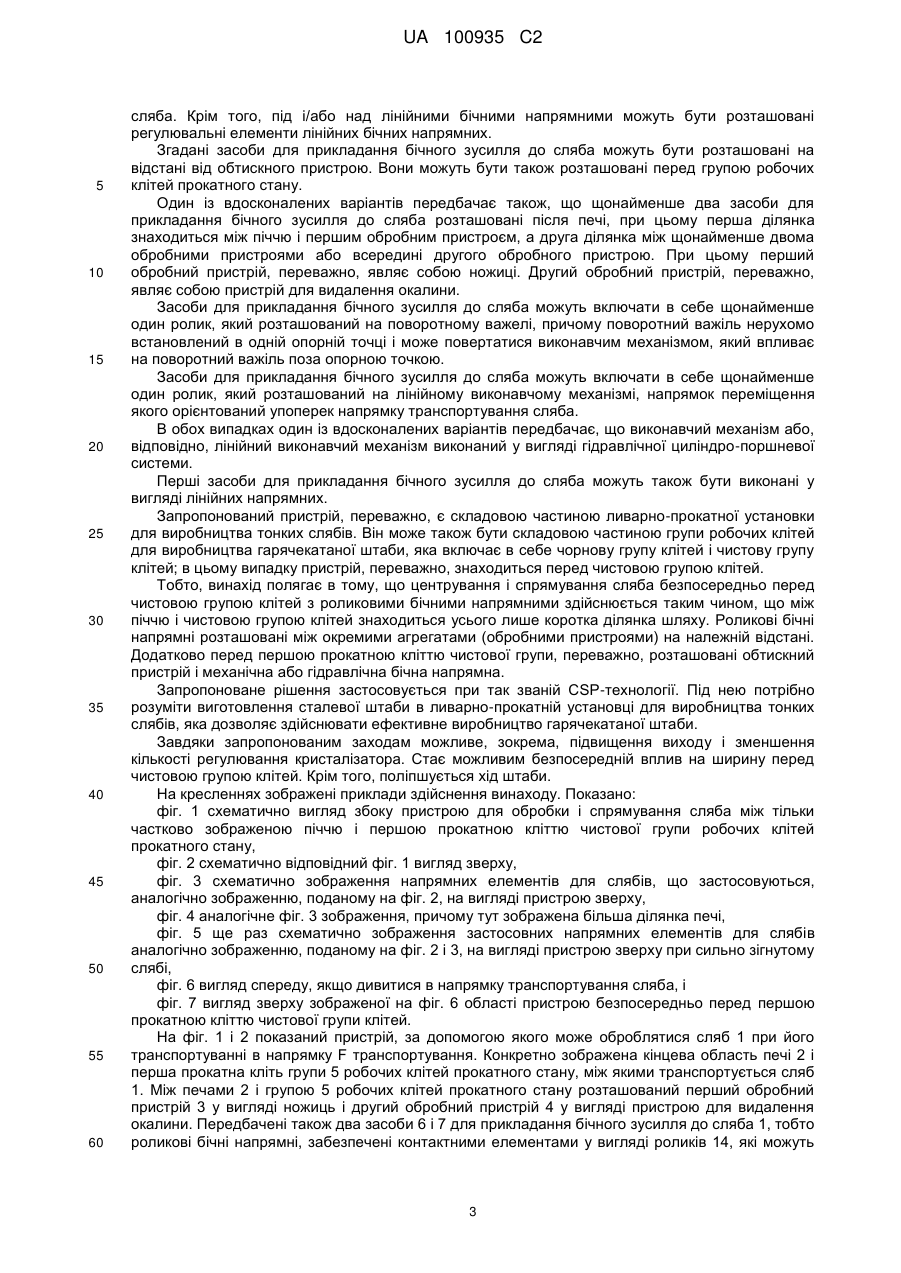
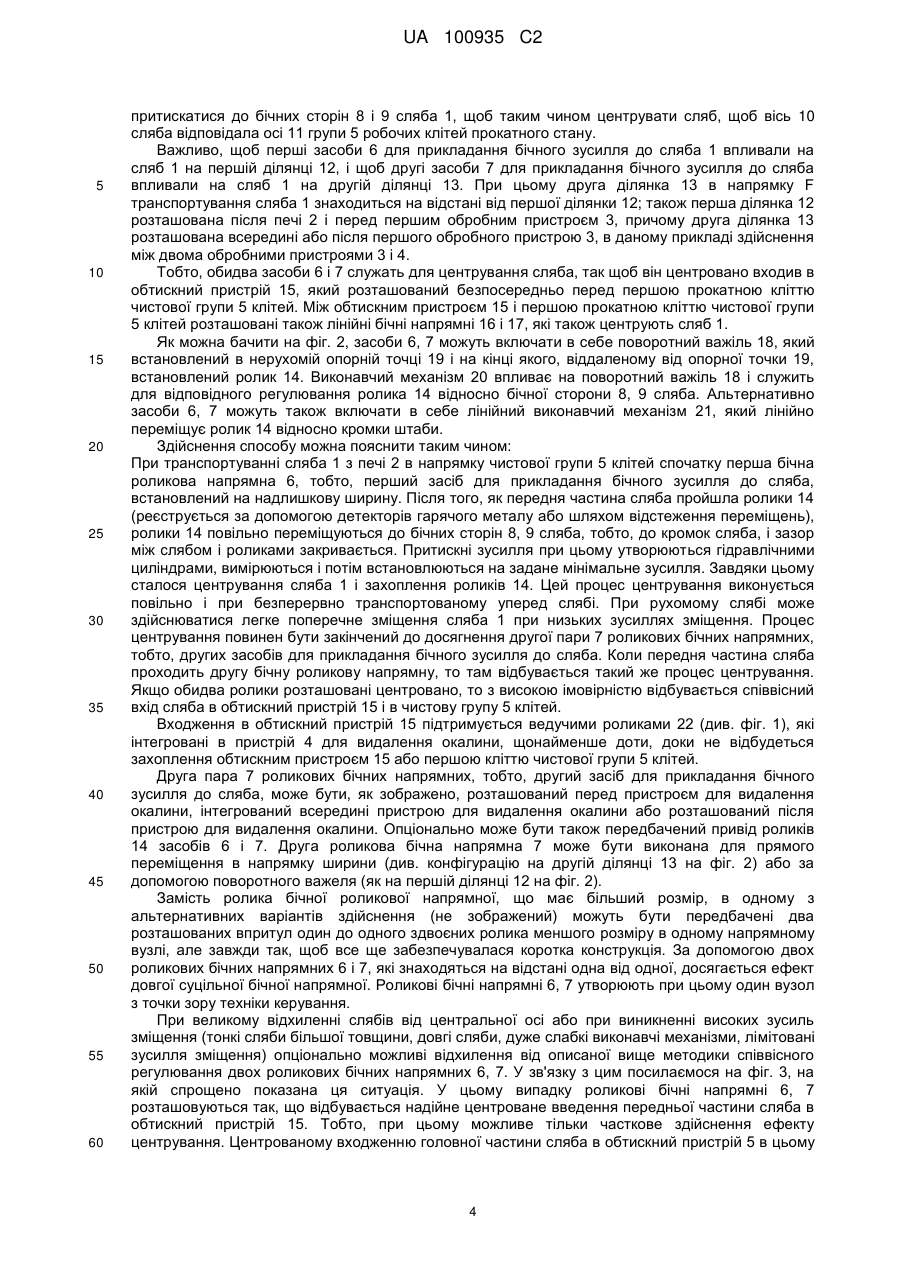
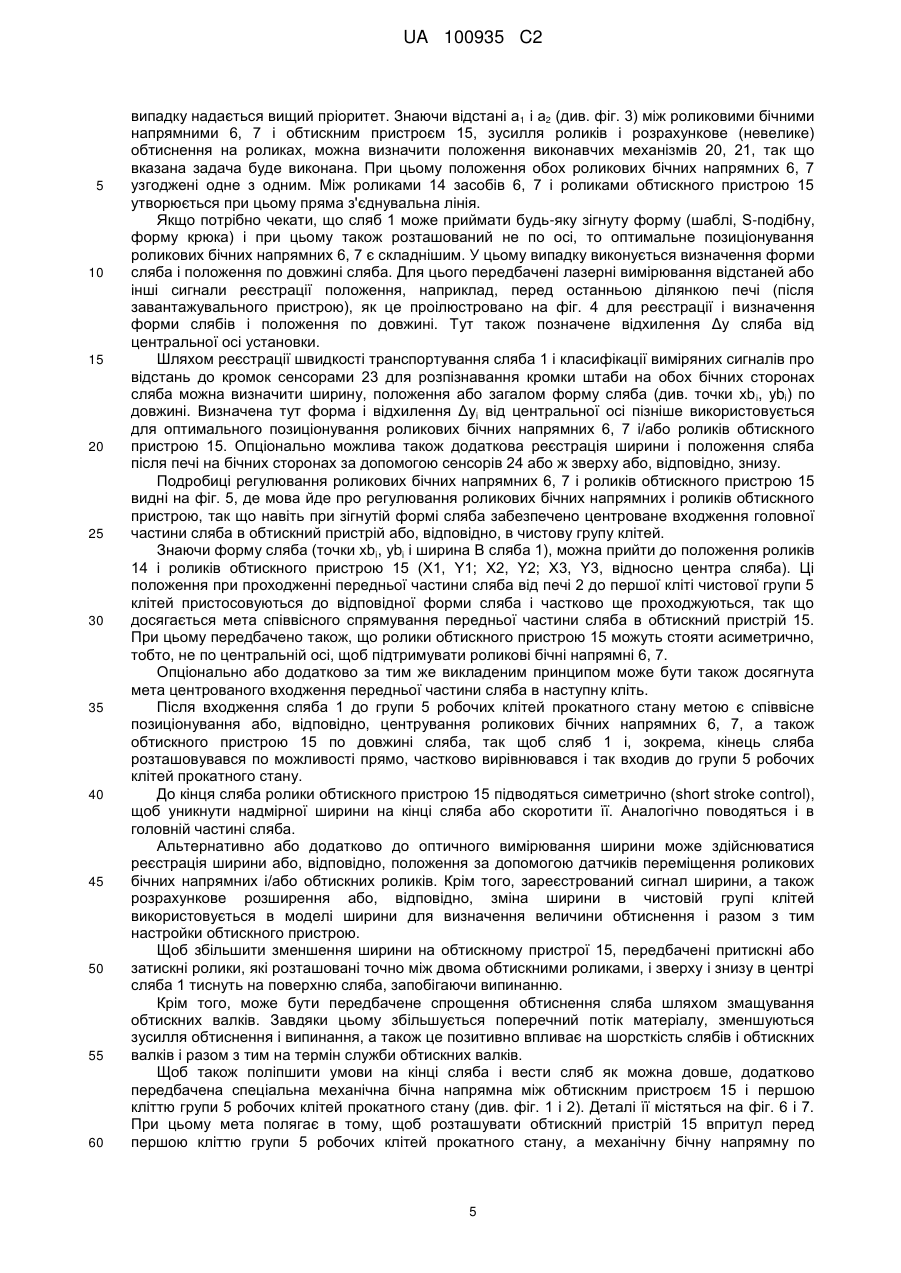
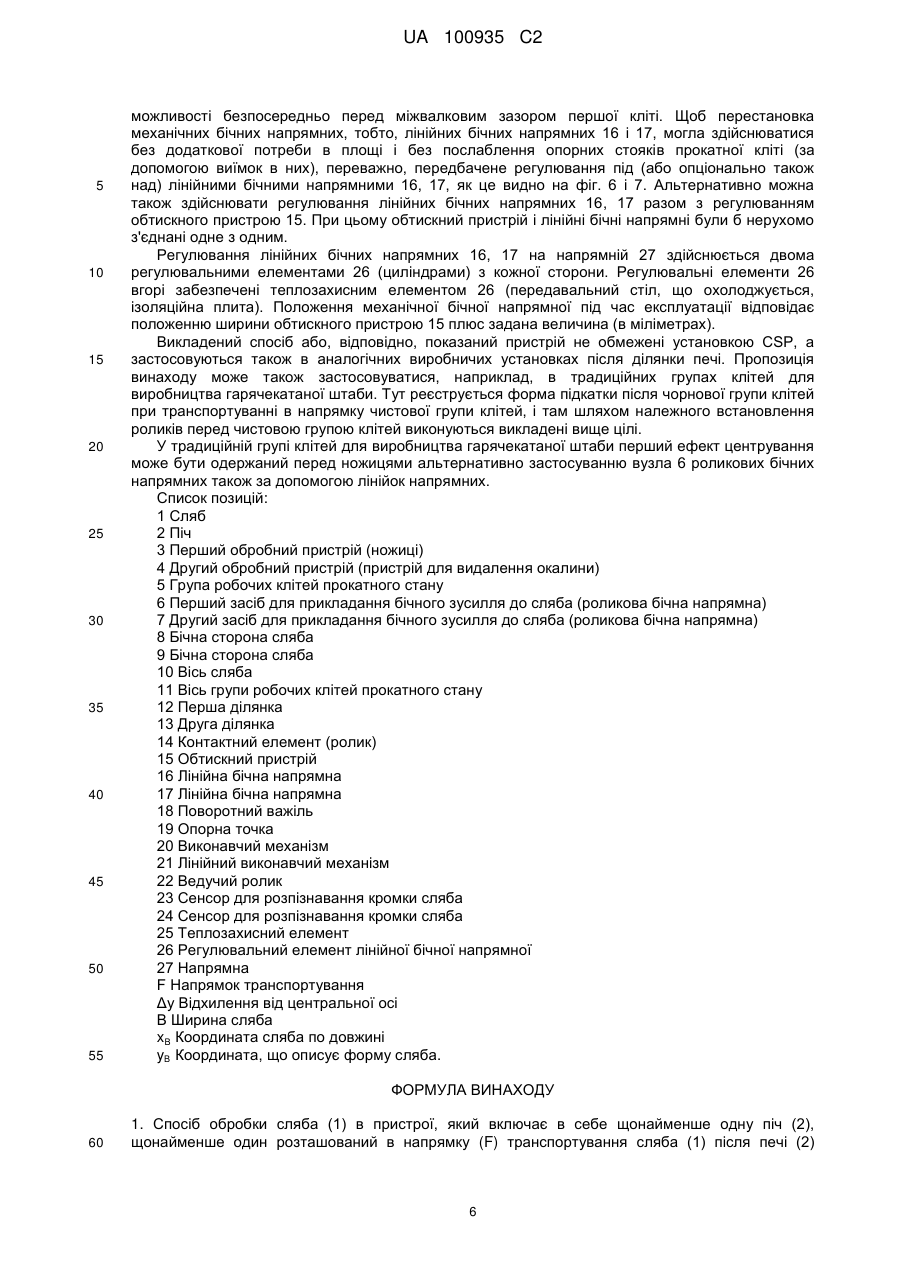
Текст
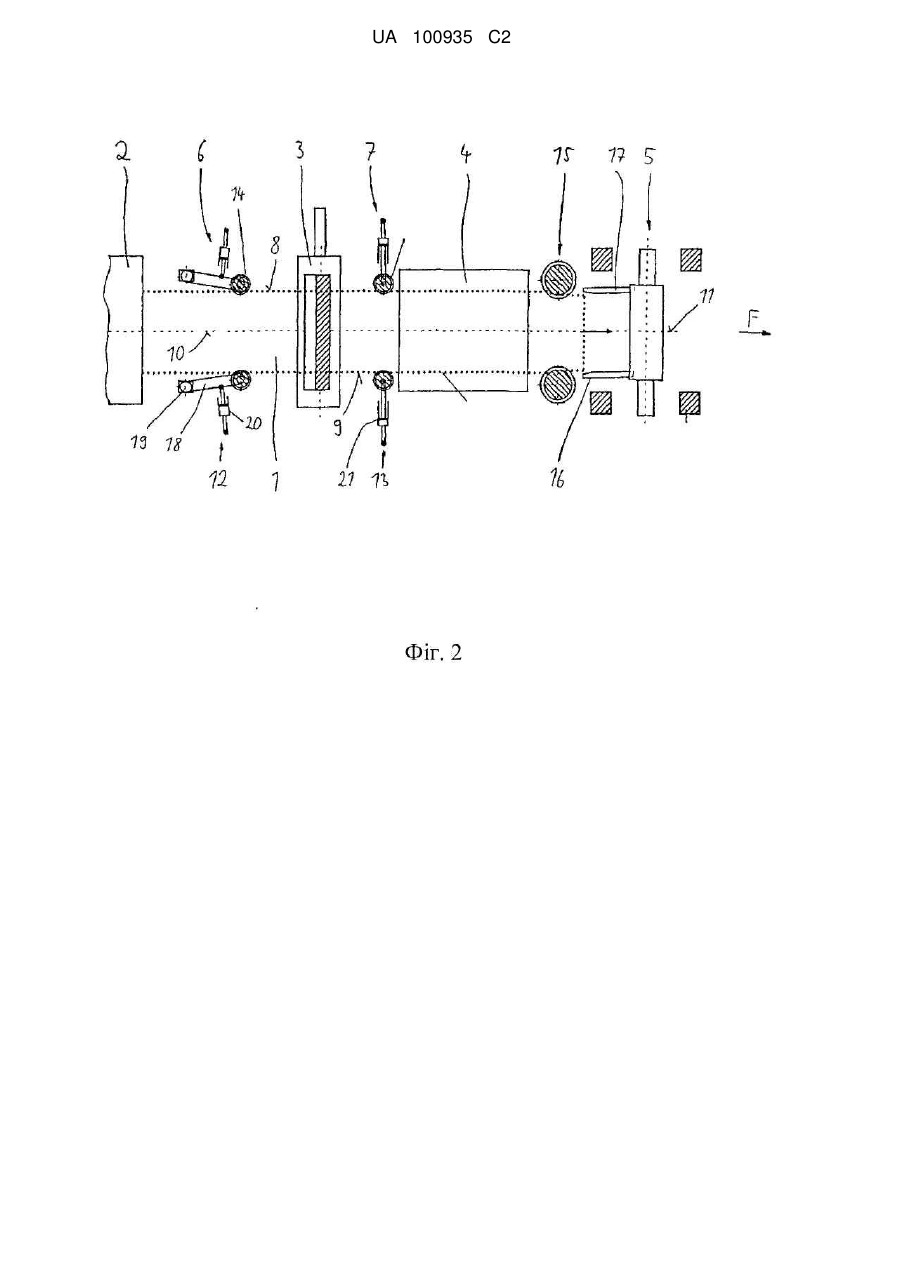
Реферат: Винахід стосується способу обробки сляба (1) в пристрої, який включає в себе щонайменше одну піч (2), щонайменше один розташований в напрямку (F) транспортування сляба (1) після печі (2) обробний пристрій (3,4) і одну розташовану в напрямку (F) транспортування сляба (1) після обробного пристрою (3, 4) групу (5) робочих клітей прокатного стана, причому є засоби (6,7), за допомогою яких може прикладатися зусилля до бічних сторін (8, 9) сляба (1), щоб переміщувати вісь (10) сляба (1) відповідно до заданого положення упоперек напрямку (F) транспортування сляба (1), зокрема відповідно до осі (11) групи (5) робочих клітей прокатного стана. Для оптимізації процесу прокатки за рахунок точного входження сляба в групу робочих клітей прокатного стана винахід передбачає, що перші засоби (6) для прикладання бічного зусилля до сляба (1) діють на сляб (1) на першій ділянці (12), і що другі засоби (7) для прикладання бічного зусилля до сляба (1) діють на сляб (1) на другій ділянці (13), при цьому друга ділянка (13) в напрямку (F) транспортування сляба (1) знаходиться на відстані від першої ділянки (12), причому перша ділянка (12) розташована після печі (2), і причому друга ділянка (13) розташована перед, всередині або після щонайменше одного обробного пристрою (3, 4). Крім того, винахід стосується пристрою для обробки сляба. UA 100935 C2 (12) UA 100935 C2 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу обробки сляба в пристрої, який включає в себе щонайменше одну піч, щонайменше один розташований в напрямку транспортування сляба після печі обробний пристрій і одну розташовану в напрямку транспортування сляба після обробного пристрою групу робочих клітей прокатного стану, причому є засоби, за допомогою яких може прикладатися зусилля до бічних сторін сляба, щоб переміщувати вісь сляба відповідно до заданого положення упоперек напрямку транспортування сляба, зокрема, відповідно до осі групи робочих клітей прокатного стану. Крім того, винахід стосується пристрою для обробки сляба. При виготовленні штаби зі сляба, наприклад, тонкого сляба, сляб транспортується в напрямку транспортування через обробну установку. Під час транспортування тонкого сляба через тунельну піч (піч з роликовим подом) сляб може зміщуватися в бічному напрямку. Подальше введення в чистову групу клітей через це зміщення ускладнюється. Перед чистовою групою клітей прокатного стану часто передбачений обтискний пристрій. Крім того, передбачені бічні напрямні, як правило, для того, щоб спрямовувати сляб до осі групи робочих клітей прокатного стану. Тому обтискний пристрій або, відповідно, механічні напрямні в головній частині повинні бути широко відкриті, і частіше за все тільки після надійного входження в першу горизонтальну кліть чистової групи клітей встановлюються у вужче напрямне положення. Через несприятливі умови або, відповідно, через ризик, що сляби застрянуть в обтискному пристрої, обтискний пристрій в головній частині сляба не використовується. Пізнє наближення обтискного пристрою і пізній початок процесу обтиснення можуть привести до різних значень ширини по довжині штаби. Щоб поліпшити співвісність сляба при виході з печі, в DE 60101340 T2 описаний відповідний спосіб і пристрій. Відповідно до цього передбачено центрування сляба в останній частині печі. При цьому короткочасно в піч всовуються напрямні ролики, які контактують з бічною стороною сляба і прикладають до неї зусилля, і таким чином центрують сляб. Проте, це дуже витратний відносно технічного обслуговування процес, оскільки напрямні часто піддаються дії високих температур печі. Недолік тут також полягає в тому, що постійне бічне відкривання печі для входу роликів негативно впливає на атмосферу печі. Наслідком цього є збільшене утворення окалини на роликах печі, а також додаткове покриття окалиною сляба. Незважаючи на центрування в печі після цього, тобто, в напрямку транспортування після печі, все ще існує ризик, що сляб після печі знову буде здійснювати бічне зміщення. При S-подібній або шаблеподібній формі сляба центрування, що досягається за допомогою раніше відомого рішення, також обмежене. Відносно центрування сляба було б переважно розташувати перед групою чистових клітей довгу лінійну напрямну, як це відомо для чорнових груп клітей. Таке рішення відоме з US 2072121. Однак збільшення довжини транспортування між піччю і чистовою групою клітей для розташування довгої напрямної по причинах, пов'язаних з температурою прокатки (втрати температури), неможливе. Крім того, через якість поверхні необхідно, щоб видалення окалини зі слябів відбувалося по можливості безпосередньо перед процесом прокатки. Додатково між піччю і чистовою групою клітей повинні бути також розташовані інші обробні пристрої, наприклад, ножиці. У DE 4310547 C2 також описане рішення для центрування сляба, проте, і тут застосовуються лінійні напрямні в кількості кількох штук і великої довжини, які в даному випадку перед чистовою групою клітей по вказаній причині неможливі. Аналогічне рішення міститься в JP 63101004 А. В основу даного винаходу поставлена задача, запропонувати спосіб вищеназваного роду і відповідний пристрій, за допомогою якого стане можливим простими засобами безпосередньо перед групою робочих клітей прокатного стану, зокрема, перед чистовою групою клітей, точне центрування і спрямування сляба і, зокрема, надійне обтиснення по всій довжині сляба. Крім того, повинна бути забезпечена прокатка головної і кінцевої частини сляба, що не представляє собою проблем. Процес прокатки повинен бути, таким чином, оптимізований за рахунок точного введення сляба в групу робочих клітей прокатного стану. Зокрема, передбачена реалізація центрування і спрямування сляба безпосередньо перед чистовою групою клітей таким чином, щоб не відбувалося суттєвого подовження відстані між піччю і чистовою групою клітей. Рішення цієї задачі відповідно до винаходу в частині способу характеризується тим, що перші засоби для прикладання бічного зусилля до сляба діють на сляб на першій ділянці, і що другі засоби для прикладання бічного зусилля до сляба діють на сляб на другій ділянці, при цьому друга ділянка в напрямку транспортування сляба знаходиться на відстані від першої ділянки, причому перша ділянка розташована після печі, і причому друга ділянка розташована перед, всередині або після щонайменше одного обробного пристрою. 1 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 Більш спеціальний варіант здійснення винаходу передбачає, що перша ділянка розташована після печі і перед першим щонайменше одним обробним пристроєм, і що друга ділянка розташована всередині або після першого щонайменше одного обробного пристрою. Прокатка в групі робочих клітей прокатного стану може являти собою чистову прокатку сляба з одержанням штаби. Надійний спосіб експлуатації може бути забезпечений, якщо визначається положення головної частини сляба в області щонайменше одного із згаданих засобів, і прикладання бічного зусилля до сляба шляхом підведення контактного елемента починається тільки тоді, коли головна частина сляба пройшла цей засіб. Безпосередньо перед групою робочих клітей прокатного стану сляб може піддаватися обтисненню в напрямку, поперечному напрямку транспортування. У цьому випадку, переважно, передбачено, що прикладання бічного зусилля до сляба за допомогою згаданих засобів відбувається перед ділянкою обтиснення і на відстані від неї. Тобто, можна сказати, що переважно передбачено, що перший засіб для прикладання бічного зусилля до сляба розташований після печі, а другий засіб для прикладання бічного зусилля до сляба на відстані від нього перед обтискним пристроєм. Прикладання бічного зусилля до сляба за допомогою згаданих засобів здійснюється, переважно, перед групою робочих клітей прокатного стану. Згадані засоби для прикладання бічного зусилля до сляба, переважно, експлуатуються таким чином, що передня частина сляба центровано входить в ділянку обтиснення і/або в групу робочих клітей прокатного стану. Щонайменше два засоби для прикладання бічного зусилля до сляба можуть бути розташовані після печі, при цьому перша ділянка знаходиться між піччю і першим обробним пристроєм, а друга ділянка між щонайменше двома обробними пристроями або всередині другого обробного пристрою. У цьому випадку виявилося переважним, якщо в першому обробному пристрої сляб піддається процесу різання. У другому обробному пристрої сляб, переважно, піддається процесу видалення окалини. Один із вдосконалених варіантів здійснення винаходу передбачає, що визначаються положення і/або форма сляба в напрямку, поперечному до напрямку транспортування сляба вздовж його переміщення в напрямку транспортування перед першою ділянкою. Прикладання бічного зусилля до сляба за допомогою засобів може при цьому здійснюватися керованим або регульованим чином так, що вісь сляба в напрямку транспортування після другої ділянки займає бажане положення. Регулювання засобів для прикладання бічного зусилля до сляба може здійснюватися залежно від геометрії пристрою і/або певної форми сляба і/або відхилення сляба від центральної осі і/або ширини сляба з використанням математичної моделі. Пристрій для обробки сляба, який включає в себе щонайменше одну піч, щонайменше один розташований в напрямку транспортування сляба після печі обробний пристрій і одну розташовану в напрямку транспортування сляба після обробного пристрою групу робочих клітей прокатного стану, зокрема, чистову групу робочих клітей прокатного стану, а також засоби, за допомогою яких може прикладатися зусилля до бічних сторін сляба, щоб переміщувати вісь сляба відповідно до заданого положення упоперек напрямку транспортування сляба, зокрема, відповідно до осі групи робочих клітей прокатного стану, відповідно до винаходу передбачає, що перші засоби для прикладання бічного зусилля до сляба розташовані на першій ділянці, і що другі засоби для прикладання бічного зусилля до сляба розташовані на другій ділянці, при цьому друга ділянка в напрямку транспортування сляба знаходиться на відстані від першої ділянки, причому перша ділянка знаходиться після печі, і причому друга ділянка знаходиться перед, всередині або після щонайменше одного обробного пристрою. При цьому, переважно, передбачено, що перша ділянка знаходиться після печі і щонайменше перед одним обробним пристроєм, і що друга ділянка знаходиться всередині або після першого щонайменше одного обробного пристрою. Область всередині печі при цьому, переважно, не містить згаданих засобів для прикладання бічного зусилля до сляба. Безпосередньо перед групою робочих клітей прокатного стану може бути розташований обтискний пристрій, призначений для обтиснення сляба в напрямку, поперечному напрямку транспортування. Між обтискним пристроєм і першою прокатною кліттю групи робочих клітей прокатного стану можуть бути розташовані лінійні бічні напрямні, що служать для центрування і спрямування 2 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 60 сляба. Крім того, під і/або над лінійними бічними напрямними можуть бути розташовані регулювальні елементи лінійних бічних напрямних. Згадані засоби для прикладання бічного зусилля до сляба можуть бути розташовані на відстані від обтискного пристрою. Вони можуть бути також розташовані перед групою робочих клітей прокатного стану. Один із вдосконалених варіантів передбачає також, що щонайменше два засоби для прикладання бічного зусилля до сляба розташовані після печі, при цьому перша ділянка знаходиться між піччю і першим обробним пристроєм, а друга ділянка між щонайменше двома обробними пристроями або всередині другого обробного пристрою. При цьому перший обробний пристрій, переважно, являє собою ножиці. Другий обробний пристрій, переважно, являє собою пристрій для видалення окалини. Засоби для прикладання бічного зусилля до сляба можуть включати в себе щонайменше один ролик, який розташований на поворотному важелі, причому поворотний важіль нерухомо встановлений в одній опорній точці і може повертатися виконавчим механізмом, який впливає на поворотний важіль поза опорною точкою. Засоби для прикладання бічного зусилля до сляба можуть включати в себе щонайменше один ролик, який розташований на лінійному виконавчому механізмі, напрямок переміщення якого орієнтований упоперек напрямку транспортування сляба. В обох випадках один із вдосконалених варіантів передбачає, що виконавчий механізм або, відповідно, лінійний виконавчий механізм виконаний у вигляді гідравлічної циліндро-поршневої системи. Перші засоби для прикладання бічного зусилля до сляба можуть також бути виконані у вигляді лінійних напрямних. Запропонований пристрій, переважно, є складовою частиною ливарно-прокатної установки для виробництва тонких слябів. Він може також бути складовою частиною групи робочих клітей для виробництва гарячекатаної штаби, яка включає в себе чорнову групу клітей і чистову групу клітей; в цьому випадку пристрій, переважно, знаходиться перед чистовою групою клітей. Тобто, винахід полягає в тому, що центрування і спрямування сляба безпосередньо перед чистовою групою клітей з роликовими бічними напрямними здійснюється таким чином, що між піччю і чистовою групою клітей знаходиться усього лише коротка ділянка шляху. Роликові бічні напрямні розташовані між окремими агрегатами (обробними пристроями) на належній відстані. Додатково перед першою прокатною кліттю чистової групи, переважно, розташовані обтискний пристрій і механічна або гідравлічна бічна напрямна. Запропоноване рішення застосовується при так званій CSP-технології. Під нею потрібно розуміти виготовлення сталевої штаби в ливарно-прокатній установці для виробництва тонких слябів, яка дозволяє здійснювати ефективне виробництво гарячекатаної штаби. Завдяки запропонованим заходам можливе, зокрема, підвищення виходу і зменшення кількості регулювання кристалізатора. Стає можливим безпосередній вплив на ширину перед чистовою групою клітей. Крім того, поліпшується хід штаби. На кресленнях зображені приклади здійснення винаходу. Показано: фіг. 1 схематично вигляд збоку пристрою для обробки і спрямування сляба між тільки частково зображеною піччю і першою прокатною кліттю чистової групи робочих клітей прокатного стану, фіг. 2 схематично відповідний фіг. 1 вигляд зверху, фіг. 3 схематично зображення напрямних елементів для слябів, що застосовуються, аналогічно зображенню, поданому на фіг. 2, на вигляді пристрою зверху, фіг. 4 аналогічне фіг. 3 зображення, причому тут зображена більша ділянка печі, фіг. 5 ще раз схематично зображення застосовних напрямних елементів для слябів аналогічно зображенню, поданому на фіг. 2 і 3, на вигляді пристрою зверху при сильно зігнутому слябі, фіг. 6 вигляд спереду, якщо дивитися в напрямку транспортування сляба, і фіг. 7 вигляд зверху зображеної на фіг. 6 області пристрою безпосередньо перед першою прокатною кліттю чистової групи клітей. На фіг. 1 і 2 показаний пристрій, за допомогою якого може оброблятися сляб 1 при його транспортуванні в напрямку F транспортування. Конкретно зображена кінцева область печі 2 і перша прокатна кліть групи 5 робочих клітей прокатного стану, між якими транспортується сляб 1. Між печами 2 і групою 5 робочих клітей прокатного стану розташований перший обробний пристрій 3 у вигляді ножиць і другий обробний пристрій 4 у вигляді пристрою для видалення окалини. Передбачені також два засоби 6 і 7 для прикладання бічного зусилля до сляба 1, тобто роликові бічні напрямні, забезпечені контактними елементами у вигляді роликів 14, які можуть 3 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 60 притискатися до бічних сторін 8 і 9 сляба 1, щоб таким чином центрувати сляб, щоб вісь 10 сляба відповідала осі 11 групи 5 робочих клітей прокатного стану. Важливо, щоб перші засоби 6 для прикладання бічного зусилля до сляба 1 впливали на сляб 1 на першій ділянці 12, і щоб другі засоби 7 для прикладання бічного зусилля до сляба впливали на сляб 1 на другій ділянці 13. При цьому друга ділянка 13 в напрямку F транспортування сляба 1 знаходиться на відстані від першої ділянки 12; також перша ділянка 12 розташована після печі 2 і перед першим обробним пристроєм 3, причому друга ділянка 13 розташована всередині або після першого обробного пристрою 3, в даному прикладі здійснення між двома обробними пристроями 3 і 4. Тобто, обидва засоби 6 і 7 служать для центрування сляба, так щоб він центровано входив в обтискний пристрій 15, який розташований безпосередньо перед першою прокатною кліттю чистової групи 5 клітей. Між обтискним пристроєм 15 і першою прокатною кліттю чистової групи 5 клітей розташовані також лінійні бічні напрямні 16 і 17, які також центрують сляб 1. Як можна бачити на фіг. 2, засоби 6, 7 можуть включати в себе поворотний важіль 18, який встановлений в нерухомій опорній точці 19 і на кінці якого, віддаленому від опорної точки 19, встановлений ролик 14. Виконавчий механізм 20 впливає на поворотний важіль 18 і служить для відповідного регулювання ролика 14 відносно бічної сторони 8, 9 сляба. Альтернативно засоби 6, 7 можуть також включати в себе лінійний виконавчий механізм 21, який лінійно переміщує ролик 14 відносно кромки штаби. Здійснення способу можна пояснити таким чином: При транспортуванні сляба 1 з печі 2 в напрямку чистової групи 5 клітей спочатку перша бічна роликова напрямна 6, тобто, перший засіб для прикладання бічного зусилля до сляба, встановлений на надлишкову ширину. Після того, як передня частина сляба пройшла ролики 14 (реєструється за допомогою детекторів гарячого металу або шляхом відстеження переміщень), ролики 14 повільно переміщуються до бічних сторін 8, 9 сляба, тобто, до кромок сляба, і зазор між слябом і роликами закривається. Притискні зусилля при цьому утворюються гідравлічними циліндрами, вимірюються і потім встановлюються на задане мінімальне зусилля. Завдяки цьому сталося центрування сляба 1 і захоплення роликів 14. Цей процес центрування виконується повільно і при безперервно транспортованому уперед слябі. При рухомому слябі може здійснюватися легке поперечне зміщення сляба 1 при низьких зусиллях зміщення. Процес центрування повинен бути закінчений до досягнення другої пари 7 роликових бічних напрямних, тобто, других засобів для прикладання бічного зусилля до сляба. Коли передня частина сляба проходить другу бічну роликову напрямну, то там відбувається такий же процес центрування. Якщо обидва ролики розташовані центровано, то з високою імовірністю відбувається співвісний вхід сляба в обтискний пристрій 15 і в чистову групу 5 клітей. Входження в обтискний пристрій 15 підтримується ведучими роликами 22 (див. фіг. 1), які інтегровані в пристрій 4 для видалення окалини, щонайменше доти, доки не відбудеться захоплення обтискним пристроєм 15 або першою кліттю чистової групи 5 клітей. Друга пара 7 роликових бічних напрямних, тобто, другий засіб для прикладання бічного зусилля до сляба, може бути, як зображено, розташований перед пристроєм для видалення окалини, інтегрований всередині пристрою для видалення окалини або розташований після пристрою для видалення окалини. Опціонально може бути також передбачений привід роликів 14 засобів 6 і 7. Друга роликова бічна напрямна 7 може бути виконана для прямого переміщення в напрямку ширини (див. конфігурацію на другій ділянці 13 на фіг. 2) або за допомогою поворотного важеля (як на першій ділянці 12 на фіг. 2). Замість ролика бічної роликової напрямної, що має більший розмір, в одному з альтернативних варіантів здійснення (не зображений) можуть бути передбачені два розташованих впритул один до одного здвоєних ролика меншого розміру в одному напрямному вузлі, але завжди так, щоб все ще забезпечувалася коротка конструкція. За допомогою двох роликових бічних напрямних 6 і 7, які знаходяться на відстані одна від одної, досягається ефект довгої суцільної бічної напрямної. Роликові бічні напрямні 6, 7 утворюють при цьому один вузол з точки зору техніки керування. При великому відхиленні слябів від центральної осі або при виникненні високих зусиль зміщення (тонкі сляби більшої товщини, довгі сляби, дуже слабкі виконавчі механізми, лімітовані зусилля зміщення) опціонально можливі відхилення від описаної вище методики співвісного регулювання двох роликових бічних напрямних 6, 7. У зв'язку з цим посилаємося на фіг. 3, на якій спрощено показана ця ситуація. У цьому випадку роликові бічні напрямні 6, 7 розташовуються так, що відбувається надійне центроване введення передньої частини сляба в обтискний пристрій 15. Тобто, при цьому можливе тільки часткове здійснення ефекту центрування. Центрованому входженню головної частини сляба в обтискний пристрій 5 в цьому 4 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 60 випадку надається вищий пріоритет. Знаючи відстані a 1 і a2 (див. фіг. 3) між роликовими бічними напрямними 6, 7 і обтискним пристроєм 15, зусилля роликів і розрахункове (невелике) обтиснення на роликах, можна визначити положення виконавчих механізмів 20, 21, так що вказана задача буде виконана. При цьому положення обох роликових бічних напрямних 6, 7 узгоджені одне з одним. Між роликами 14 засобів 6, 7 і роликами обтискного пристрою 15 утворюється при цьому пряма з'єднувальна лінія. Якщо потрібно чекати, що сляб 1 може приймати будь-яку зігнуту форму (шаблі, S-подібну, форму крюка) і при цьому також розташований не по осі, то оптимальне позиціонування роликових бічних напрямних 6, 7 є складнішим. У цьому випадку виконується визначення форми сляба і положення по довжині сляба. Для цього передбачені лазерні вимірювання відстаней або інші сигнали реєстрації положення, наприклад, перед останньою ділянкою печі (після завантажувального пристрою), як це проілюстровано на фіг. 4 для реєстрації і визначення форми слябів і положення по довжині. Тут також позначене відхилення Δу сляба від центральної осі установки. Шляхом реєстрації швидкості транспортування сляба 1 і класифікації виміряних сигналів про відстань до кромок сенсорами 23 для розпізнавання кромки штаби на обох бічних сторонах сляба можна визначити ширину, положення або загалом форму сляба (див. точки xb i, ybi) по довжині. Визначена тут форма і відхилення Δyi від центральної осі пізніше використовується для оптимального позиціонування роликових бічних напрямних 6, 7 і/або роликів обтискного пристрою 15. Опціонально можлива також додаткова реєстрація ширини і положення сляба після печі на бічних сторонах за допомогою сенсорів 24 або ж зверху або, відповідно, знизу. Подробиці регулювання роликових бічних напрямних 6, 7 і роликів обтискного пристрою 15 видні на фіг. 5, де мова йде про регулювання роликових бічних напрямних і роликів обтискного пристрою, так що навіть при зігнутій формі сляба забезпечено центроване входження головної частини сляба в обтискний пристрій або, відповідно, в чистову групу клітей. Знаючи форму сляба (точки xbi, ybi і ширина В сляба 1), можна прийти до положення роликів 14 і роликів обтискного пристрою 15 (X1, Y1; X2, Y2; X3, Y3, відносно центра сляба). Ці положення при проходженні передньої частини сляба від печі 2 до першої кліті чистової групи 5 клітей пристосовуються до відповідної форми сляба і частково ще проходжуються, так що досягається мета співвісного спрямування передньої частини сляба в обтискний пристрій 15. При цьому передбачено також, що ролики обтискного пристрою 15 можуть стояти асиметрично, тобто, не по центральній осі, щоб підтримувати роликові бічні напрямні 6, 7. Опціонально або додатково за тим же викладеним принципом може бути також досягнута мета центрованого входження передньої частини сляба в наступну кліть. Після входження сляба 1 до групи 5 робочих клітей прокатного стану метою є співвісне позиціонування або, відповідно, центрування роликових бічних напрямних 6, 7, а також обтискного пристрою 15 по довжині сляба, так щоб сляб 1 і, зокрема, кінець сляба розташовувався по можливості прямо, частково вирівнювався і так входив до групи 5 робочих клітей прокатного стану. До кінця сляба ролики обтискного пристрою 15 підводяться симетрично (short stroke control), щоб уникнути надмірної ширини на кінці сляба або скоротити її. Аналогічно поводяться і в головній частині сляба. Альтернативно або додатково до оптичного вимірювання ширини може здійснюватися реєстрація ширини або, відповідно, положення за допомогою датчиків переміщення роликових бічних напрямних і/або обтискних роликів. Крім того, зареєстрований сигнал ширини, а також розрахункове розширення або, відповідно, зміна ширини в чистовій групі клітей використовується в моделі ширини для визначення величини обтиснення і разом з тим настройки обтискного пристрою. Щоб збільшити зменшення ширини на обтискному пристрої 15, передбачені притискні або затискні ролики, які розташовані точно між двома обтискними роликами, і зверху і знизу в центрі сляба 1 тиснуть на поверхню сляба, запобігаючи випинанню. Крім того, може бути передбачене спрощення обтиснення сляба шляхом змащування обтискних валків. Завдяки цьому збільшується поперечний потік матеріалу, зменшуються зусилля обтиснення і випинання, а також це позитивно впливає на шорсткість слябів і обтискних валків і разом з тим на термін служби обтискних валків. Щоб також поліпшити умови на кінці сляба і вести сляб як можна довше, додатково передбачена спеціальна механічна бічна напрямна між обтискним пристроєм 15 і першою кліттю групи 5 робочих клітей прокатного стану (див. фіг. 1 і 2). Деталі її містяться на фіг. 6 і 7. При цьому мета полягає в тому, щоб розташувати обтискний пристрій 15 впритул перед першою кліттю групи 5 робочих клітей прокатного стану, а механічну бічну напрямну по 5 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 можливості безпосередньо перед міжвалковим зазором першої кліті. Щоб перестановка механічних бічних напрямних, тобто, лінійних бічних напрямних 16 і 17, могла здійснюватися без додаткової потреби в площі і без послаблення опорних стояків прокатної кліті (за допомогою виїмок в них), переважно, передбачене регулювання під (або опціонально також над) лінійними бічними напрямними 16, 17, як це видно на фіг. 6 і 7. Альтернативно можна також здійснювати регулювання лінійних бічних напрямних 16, 17 разом з регулюванням обтискного пристрою 15. При цьому обтискний пристрій і лінійні бічні напрямні були б нерухомо з'єднані одне з одним. Регулювання лінійних бічних напрямних 16, 17 на напрямній 27 здійснюється двома регулювальними елементами 26 (циліндрами) з кожної сторони. Регулювальні елементи 26 вгорі забезпечені теплозахисним елементом 26 (передавальний стіл, що охолоджується, ізоляційна плита). Положення механічної бічної напрямної під час експлуатації відповідає положенню ширини обтискного пристрою 15 плюс задана величина (в міліметрах). Викладений спосіб або, відповідно, показаний пристрій не обмежені установкою CSP, а застосовуються також в аналогічних виробничих установках після ділянки печі. Пропозиція винаходу може також застосовуватися, наприклад, в традиційних групах клітей для виробництва гарячекатаної штаби. Тут реєструється форма підкатки після чорнової групи клітей при транспортуванні в напрямку чистової групи клітей, і там шляхом належного встановлення роликів перед чистовою групою клітей виконуються викладені вище цілі. У традиційній групі клітей для виробництва гарячекатаної штаби перший ефект центрування може бути одержаний перед ножицями альтернативно застосуванню вузла 6 роликових бічних напрямних також за допомогою лінійок напрямних. Список позицій: 1 Сляб 2 Піч 3 Перший обробний пристрій (ножиці) 4 Другий обробний пристрій (пристрій для видалення окалини) 5 Група робочих клітей прокатного стану 6 Перший засіб для прикладання бічного зусилля до сляба (роликова бічна напрямна) 7 Другий засіб для прикладання бічного зусилля до сляба (роликова бічна напрямна) 8 Бічна сторона сляба 9 Бічна сторона сляба 10 Вісь сляба 11 Вісь групи робочих клітей прокатного стану 12 Перша ділянка 13 Друга ділянка 14 Контактний елемент (ролик) 15 Обтискний пристрій 16 Лінійна бічна напрямна 17 Лінійна бічна напрямна 18 Поворотний важіль 19 Опорна точка 20 Виконавчий механізм 21 Лінійний виконавчий механізм 22 Ведучий ролик 23 Сенсор для розпізнавання кромки сляба 24 Сенсор для розпізнавання кромки сляба 25 Теплозахисний елемент 26 Регулювальний елемент лінійної бічної напрямної 27 Напрямна F Напрямок транспортування Δу Відхилення від центральної осі В Ширина сляба xB Координата сляба по довжині yB Координата, що описує форму сляба. ФОРМУЛА ВИНАХОДУ 60 1. Спосіб обробки сляба (1) в пристрої, який включає в себе щонайменше одну піч (2), щонайменше один розташований в напрямку (F) транспортування сляба (1) після печі (2) 6 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 55 60 обробний пристрій (3,4) і одну розташовану в напрямку (F) транспортування сляба (1) після обробного пристрою (3,4) групу (5) робочих клітей прокатного стана, причому передбачені засоби (6,7), за допомогою яких може прикладатися зусилля до бічних сторін (8, 9) сляба (1), щоб переміщувати вісь (10) сляба (1) відповідно до заданого положення упоперек напрямку (F) транспортування сляба (1), зокрема відповідно до осі (11) групи (5) робочих клітей прокатного стана, який відрізняється тим, що перші засоби (6) для прикладання бічного зусилля до сляба (1) діють на сляб (1) на першій ділянці (12), а другі засоби (7) для прикладання бічного зусилля до сляба (1) діють на сляб (1) на другій ділянці (13), при цьому друга ділянка (13) в напрямку (F) транспортування сляба (1) знаходиться на відстані від першої ділянки (12), причому перша ділянка (12) розташована після печі (2), і причому друга ділянка (13) розташована перед, всередині або після щонайменше одного обробного пристрою (3, 4). 2. Спосіб за п. 1, який відрізняється тим, що перша ділянка (12) розташована після печі (2) і перед першим щонайменше одним обробним пристроєм (3, 4), при цьому друга ділянка (13) розташована всередині або після першого щонайменше одного обробного пристрою (3, 4). 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що прокатка в групі (5) робочих клітей прокатного стана являє собою чистову прокатку сляба з одержанням штаби. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що визначають положення головної частини сляба (1) в області щонайменше одного із засобів (6, 7), і прикладання бічного зусилля до сляба (1) шляхом підведення контактного елемента (14) починають тільки тоді, коли головна частина сляба (1) пройшла цей засіб (6, 7). 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що безпосередньо перед групою (5) робочих клітей прокатного стана сляб (1) піддають обтисненню в напрямку, поперечному напрямку (F) транспортування. 6. Спосіб за п. 5, який відрізняється тим, що прикладання бічного зусилля до сляба (1) за допомогою засобів (6, 7) здійснюють перед ділянкою обтиснення і на відстані від неї. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що прикладання бічного зусилля до сляба (1) за допомогою засобів (6, 7) здійснюють перед групою (5) робочих клітей прокатного стана. 8. Спосіб за будь-яким із пп. 5-7, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1), переважно, експлуатують таким чином, що передня частина сляба (1) центровано входить в ділянку обтиснення і/або в групу (5) робочих клітей прокатного стана. 9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що щонайменше два засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані після печі (2), при цьому перша ділянка (12) знаходиться між піччю (2) і першим обробним пристроєм (3), а друга ділянка (13) між щонайменше двома обробними пристроями (3, 4) або всередині другого обробного пристрою (4). 10. Спосіб за п. 9, який відрізняється тим, що в першому обробному пристрої (3) сляб (1) піддають процесу різання. 11. Спосіб за п. 9 або п. 10, який відрізняється тим, що у другому обробному пристрої (4) сляб (1) піддають процесу видалення окалини. 12. Спосіб за будь-яким із пп. 1-11, який відрізняється тим, що визначають положення і/або форму (хв, ув, y) сляба (1) в напрямку, поперечному напрямку (F) транспортування сляба (1), вздовж його переміщення в напрямку (F) транспортування перед першою ділянкою (12). 13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що прикладання бічного зусилля до сляба (1) засобами (6, 7) здійснюють керованим або регульованим чином так, що вісь (10) сляба (1) в напрямку (F) транспортування після другої ділянки (13) займає бажане положення. 14. Спосіб за п. 12 або п. 13, який відрізняється тим, що регулювання засобів (6, 7) для прикладання бічного зусилля до сляба (1) здійснюють залежно від геометрії (а 1, а2, а3) пристрою і/або певної форми (хв, yв) сляба і/або відхилення (y) сляба (1) від центральної осі і/або ширини (В) сляба (1) з використанням математичної моделі. 15. Пристрій для обробки сляба (1), який включає в себе щонайменше одну піч (2), щонайменше один розташований в напрямку (F) транспортування сляба (1) після печі (2) обробний пристрій (3, 4) і одну розташовану в напрямку (F) транспортування сляба (1) після обробного пристрою (3, 4) групу (5) робочих клітей прокатного стана, зокрема чистову групу робочих клітей прокатного стана, а також засоби (6, 7), за допомогою яких може прикладатися зусилля до бічних сторін (8, 9) сляба (1), щоб переміщувати вісь (10) сляба (1) відповідно до заданого положення упоперек напрямку (F) транспортування сляба (1), зокрема відповідно до осі (11) групи (5) робочих клітей прокатного стана, зокрема для здійснення способу за будь-яким із пп. 1-14, який відрізняється тим, що перші засоби (6) для прикладання бічного зусилля до сляба (1) розташовані на першій ділянці (12), а другі засоби (7) для прикладання бічного 7 UA 100935 C2 5 10 15 20 25 30 35 40 45 50 зусилля до сляба (1) розташовані на другій ділянці (13), при цьому друга ділянка (13) в напрямку (F) транспортування сляба (1) знаходиться на відстані від першої ділянки (12), причому перша ділянка (12) знаходиться після печі (2), і причому друга ділянка (13) знаходиться перед, всередині або після щонайменше одного обробного пристрою (3, 4). 16. Пристрій за п. 15, який відрізняється тим, що перша ділянка (12) знаходиться після печі (2) і перед щонайменше одним обробним пристроєм (3, 4), а друга ділянка (13) знаходиться всередині або після першого щонайменше одного обробного пристрою (3, 4). 17. Пристрій за п. 15 або п. 16, який відрізняється тим, що область всередині печі (2) не містить засобів (6, 7) для прикладання бічного зусилля до сляба (1). 18. Пристрій за будь-яким із пп. 15-17, який відрізняється тим, що безпосередньо перед групою (5) робочих клітей прокатного стана розташований обтискний пристрій (15), призначений для обтиснення сляба (1) в напрямку, поперечному напрямку (F) транспортування. 19. Пристрій за п. 18, який відрізняється тим, що між обтискним пристроєм (15) і першою прокатною кліттю групи (5) робочих клітей прокатного стана розташовані лінійні бічні напрямні (16, 17) для центрування і спрямування сляба (1). 20. Пристрій за п. 19, який відрізняється тим, що під і/або над лінійними бічними напрямними (16, 17) розташовані регулювальні елементи (26) лінійних бічних напрямних (16, 17). 21. Пристрій за будь-яким із пп. 18-20, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані на відстані від обтискного пристрою (15). 22. Пристрій за будь-яким із пп. 15-20, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані перед групою (5) робочих клітей прокатного стана. 23. Пристрій за будь-яким із пп. 15-22, який відрізняється тим, що щонайменше два засоби (6, 7) для прикладання бічного зусилля до сляба (1) розташовані після печі (2), при цьому перша ділянка (12) знаходиться між піччю (2) і першим обробним пристроєм (3), а друга ділянка (13) між щонайменше двома обробними пристроями (3, 4) або всередині другого обробного пристрою (4). 24. Пристрій за п. 23, який відрізняється тим, що перший обробний пристрій (3) являє собою ножиці. 25. Пристрій за п. 23 або п. 24, який відрізняється тим, що другий обробний пристрій (4) являє собою пристрій для видалення окалини. 26. Пристрій за будь-яким із пп. 15-25, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) включають в себе щонайменше один ролик (14), який розташований на поворотному важелі (18), причому поворотний важіль (18) нерухомо встановлений в одній опорній точці (19) і може повертатися виконавчим механізмом (20), який впливає на поворотний важіль (18) поза опорною точкою (19). 27. Пристрій за будь-яким із пп. 15-25, який відрізняється тим, що засоби (6, 7) для прикладання бічного зусилля до сляба (1) включають в себе щонайменше один ролик (14), який розташований на лінійному виконавчому механізмі (21), напрямок переміщення якого орієнтований упоперек напрямку (F) транспортування сляба (1). 28. Пристрій за п. 26 або п. 27, який відрізняється тим, що виконавчий механізм (20) або, відповідно, лінійний виконавчий механізм (21) виконаний у вигляді гідравлічної циліндропоршневої системи. 29. Пристрій за будь-яким із пп. 15-28, який відрізняється тим, що перші засоби (6) для прикладання бічного зусилля до сляба (1) виконані у вигляді лінійних напрямних. 30. Пристрій за будь-яким із пп. 15-29, який відрізняється тим, що він є складовою частиною ливарно-прокатної установки для виробництва тонких слябів. 31. Пристрій за будь-яким із пп. 15-30, який відрізняється тим, що він є складовою частиною групи робочих клітей для виробництва гарячекатаної штаби, яка включає в себе чорнову і чистову групу клітей. 32. Пристрій за п. 31, який відрізняється тим, що він розташований перед чистовою групою клітей. 8 UA 100935 C2 9 UA 100935 C2 10 UA 100935 C2 11 UA 100935 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for processing slab
Автори англійськоюSeidel, Juergen, Lazzaro, Klaus
Назва патенту російськоюСпособ и устройство для обработки сляба
Автори російськоюЗайдель Юрген, Лаццаро Клаус
МПК / Мітки
МПК: B21B 39/14
Мітки: спосіб, сляба, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/14-100935-sposib-i-pristrijj-dlya-obrobki-slyaba.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для обробки сляба</a>
Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки
Номер патенту: 93716
Опубліковано: 10.03.2011
Автори: Зудау Петер, Зайдель Юрген
МПК: B22D 11/12
Мітки: сляба, стрічки, пристрій, металевої, обробки, виготовлення, заготовки
Формула / Реферат:
1. Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки (1) з ливарною установкою (2) для відливання сляба (3), щонайменше однією фрезерувальною машиною (4) для щонайменше однієї поверхні сляба, причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2), розташовані щонайменше одна фрезерувальна машина (4) і щонайменше один пристрій (5) видалення окалини, який відрізняється тим, що фрезерувальна машина...
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Тіммербойль Вальтер, Ріхтер Ханс-Петер, Кремер Штефан, Резе Хайнріх, Грамер Андреас, Габріель Хайнц Дітер, Зайдель Юрген
МПК: B21C 1/02, B21B 1/46, B08B 3/02, B22D 11/06, B22D 11/22, B08B 3/00, B22D 11/14
Мітки: здійснення, тонкого, установці, гарячого, сляба, обробки, окалини, пристрій, прокатування, видалення, спосіб, штаби
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Пристрій і спосіб видалення окалини, яка відшаровується, з поверхні сляба
Номер патенту: 78237
Опубліковано: 15.03.2007
Автори: Арменат Юрген, Ельс Бернхард, Фігер-Шланген Кірстен, Шустер Інго
МПК: B21B 45/04
Мітки: окалини, видалення, поверхні, пристрій, відшаровується, сляба, спосіб, яка
Формула / Реферат:
1. Пристрій для видалення окалини, яка відшаровується, з поверхні сляба, наприклад тонкого сляба, в умовах компактного ливарно-прокатного комплексу, який містить щонайменше слябову розливну машину, пристрій різання сляба, піч для вирівнювання температури і одну або декілька прокатних клітей з моталкою, причому пристрій для видалення окалини являє собою пристрій (11) гідрозбивання окалини, що відшаровується, який має щонайменше розміщені...
Спосіб і пристрій для безперервного лиття сляба
Номер патенту: 100634
Опубліковано: 10.01.2013
Автори: Нойманн Лук, Клінкенберг Крістіан, Більген Крістіан, Бехер Тільманн
МПК: B22D 11/14, B22D 11/04, B21B 13/22, B21B 1/46
Мітки: пристрій, безперервного, сляба, лиття, спосіб
Формула / Реферат:
1. Спосіб безперервного лиття сляба (1), зокрема зі сталі, в якому литий сляб (1) спрямовують через піч (2) і в якому сляб (1) піддають операції видалення окалини, при цьому щонайменше на одній ділянці (3) печі (2) поверхню сляба піддають відновленню тим, що на ділянці (3) печі (2) підтримують атмосферу, яка складається з інертного газу і водню (Н2) або з чистого водню (Н2), який відрізняється тим, що в напрямку (F) транспортування перед...
Пристрій для вимірювання ширини і/або положення металевої штаби або сляба
Номер патенту: 94102
Опубліковано: 11.04.2011
Автори: Кіппінг Маттіас, Тушхофф Маттіас, Йєпсен Олаф Норман, Франц Рольф
МПК: G01B 5/04, G01B 11/04, B21B 38/00, B21B 37/22
Мітки: положення, сляба, пристрій, вимірювання, штаби, металевої, ширини
Формула / Реферат:
1. Пристрій (1) для вимірювання ширини (В) і/або положення металевої штаби (2) або сляба, який містить щонайменше дві вимірювальні системи (3, 4), кожна з яких розташована з одного боку (5, 6) металевої штаби (1) або сляба та містить датчик (7) для реєстрації бічної кромки (8, 9) металевої штаби (2) або сляба, при цьому датчик (7) розташований на рухомому елементі (10), встановленому з можливістю поступального переміщення в напрямку (Q)...
Попередній патент: Пристрій для дослідження біологічних речовин та об’єктів
Наступний патент: Гідромашина аксіальна корончата
Випадковий патент: Спосіб реконструкції та відновлення тваринницьких приміщень