Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки
Формула / Реферат
1. Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки (1) з ливарною установкою (2) для відливання сляба (3), щонайменше однією фрезерувальною машиною (4) для щонайменше однієї поверхні сляба, причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2), розташовані щонайменше одна фрезерувальна машина (4) і щонайменше один пристрій (5) видалення окалини, який відрізняється тим, що фрезерувальна машина (4) і пристрій (5) видалення окалини розташовані впритул одне з одним у спільному корпусі (7) у вигляді єдиного елемента (6) фрезерування та видалення окалини, причому у напрямку (F) транспортування сляба (3) перед єдиним елементом (6) фрезерування та видалення окалини розташована піч (11).
2. Пристрій за п. 1, який відрізняється тим, що фрезерувальна машина (4) містить дві фрези (8, 9).
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що пристрій (5) видалення окалини містить форсунки (10) високого тиску для робочого середовища для видалення окалини.
4. Пристрій за п. 3, який відрізняється тим, що єдиний елемент (6) фрезерування і видалення окалини в напрямку (F) транспортування містить визначену кількість форсунок (10) високого тиску.
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що для обробки верхньої сторони і нижньої сторони сляба (3) передбачена відповідно одна фреза (8, 9).
6. Пристрій за п. 5, який відрізняється тим, що обидві фрези (8, 9) розташовані в напрямку (F) транспортування на відстані одна від одної.
7. Пристрій за п. 6, який відрізняється тим, що кожна фреза (8, 9) взаємодіє з розташованим на іншій стороні сляба (3) опорним роликом (12).
8. Пристрій за будь-яким з пп. 1-7, якийвідрізняється тим, що в напрямку (F) транспортування за єдиним елементом (6) фрезерування і видалення окалини розташована прокатна кліть або прокатний стан (13, 14).
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що пристрій (5) видалення окалини і фрезерувальна машина (4) виконані з можливістю вибіркової альтернативної експлуатації.
10. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що пристрій (5) видалення окалини і фрезерувальна машина (4) виконані з можливістю одночасної експлуатації.
Текст
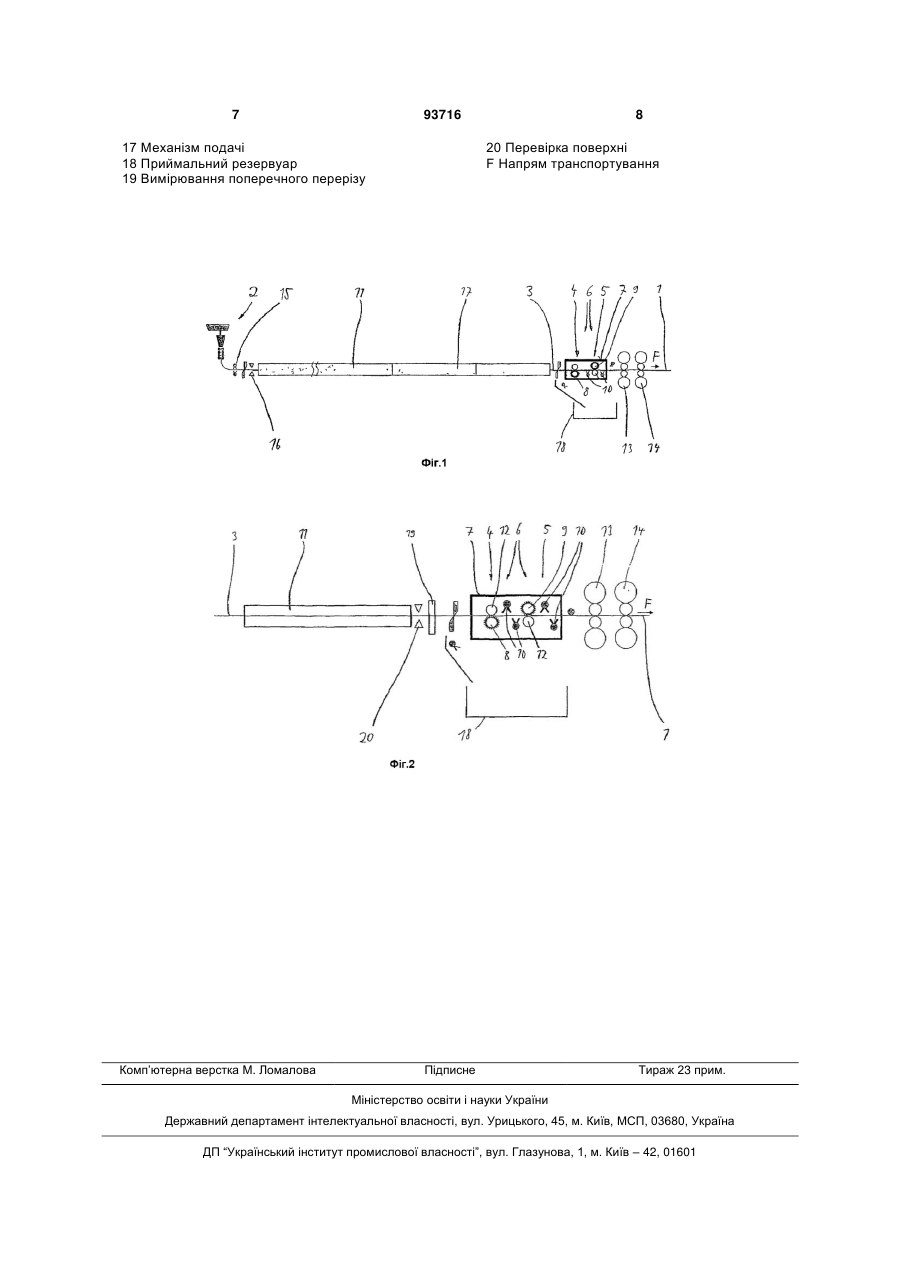
1. Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки (1) з ливарною установкою (2) для відливання сляба (3), щонайменше однією фрезерувальною машиною (4) для щонайменше однієї поверхні сляба, причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2), розташовані щонайменше одна фрезерувальна машина (4) і щонайменше один пристрій (5) видалення окалини, який відрізняється тим, що фрезерувальна машина (4) і пристрій (5) видалення окалини розташовані впритул одне з одним у спільному корпусі (7) у вигляді єдиного елемента (6) фрезерування та видалення окалини, причому у напрямку (F) транспортування C2 2 UA 1 3 При безперервному розливанні слябів в установці для безперервного розливання можуть виникати поверхневі дефекти, такі як, наприклад, сліди гойдання кристалізатора, дефекти теплоізолюючого шару або поверхневі тріщини, що проходять вздовж і упоперек. Вони зустрічаються в звичайних ливарних установках і ливарних установках для виготовлення тонких слябів. Тому залежно від мети використання готової стрічки звичайні сляби частково піддають вогневій обробці. Деякі сляби, за бажанням клієнта, піддають вогневій обробці повністю. При цьому постійно зростають вимоги до якості поверхні, яка забезпечується пристроями для виготовлення тонких слябів. Для обробки поверхні використовують вогневе зачищення, шліфування або фрезерування. Вогневе зачищення має недолік в тому, що розплавлений матеріал внаслідок високого вмісту кисню не може направлятися знову без підготовки. При шліфуванні виникають металеві стружки з пилом шліфувального круга, так що відходи потрібно видаляти. Обидва способи важко узгоджувати із заданою швидкістю транспортування. Тому пропонують обробку поверхні фрезеруванням. При цьому гарячу фрезерну стружку збирають і фасують і без підготовки і ускладнень знов повторно розплавляють, тобто знов вводять в процес виготовлення. Крім того, число обертів фрези можна легко узгодити зі швидкістю транспортування (швидкість прокатування, швидкість на вході в чистовий прокатний стан). Виходячи з цього, запропонований пристрій згаданого вище виду орієнтований на фрезерування. Пристрій для виготовлення металевої стрічки безперервним розливанням, в якому фрезерувальна машина застосовується для обробки фрезеруванням поверхні слябів, відомий, наприклад, з СН 584085 і з DE 19950886 А1. Схожий пристрій розкритий також в DE 7111221 U1. У цій публікації показана обробка алюмінієвих стрічок при використанні плавильного нагрівання, при якому установка з'єднана з ливарним пристроєм. Також відомий інтегрований в лінію пристрій обробки поверхні тонкого сляба (фрезерування і т. д.) на верхній і нижній стороні, або тільки на одній стороні, відразу ж перед прокатним станом, для чого рекомендують звернутися до ЕР 1093866 А2. Інше виконання фрезерувальної машини для обробки поверхонь показане в DE 19717200 А1. У цій публікації описана, в тому числі, можливість зміни контуру фрезерування фрезерувального пристрою, розташованого за установкою для безперервного розливання або перед прокатним станом. Інше компонування проміжної фрезерувальної машини в звичайному прокатному стані для гарячекатаної стальної смуги для обробки заготовки стрічки і її виконання запропоновані в ЕР 0790093 В1, ЕР 1213076 В1 і ЕР 1213077 В1. При обробці поверхні тонких слябів в так званому "ливарно-прокатному модулі" (CSP) на лінії обробки ("проміжній") потрібно знімати з теплої поверхні слябів, з однієї або з двох сторін, приблизно 0,1-2,5 мм матеріалу, залежно від виявлених 93716 4 дефектів поверхні. Щоб набагато не зменшувати вихід матеріалу, рекомендують можливо більшу товщину тонкого сляба (Н=60-120 мм). Інтегрована в лінію фрезерувальна машина застосовується, як правило, не для всіх продуктів програми прокатування, а тільки для тих, до яких пред'являють більш високі вимоги по обробці поверхонь. Це є переважним відносно матеріалу, що знімається, і зменшення зносу фрезерувальних машин, а тому раціонально. Для інтегрованої в лінію фрезерувальної машини потрібний конструктивний простір. Негативно впливає втрата слябом температури на ділянці машини. Це належить до її застосування після ливарної установки, оскільки швидкість прокатування (масовий потік), як правило, низька. Але також недоліком є втрата температури і перед чистовим прокатним станом, оскільки особливо при більш тонкій стрічці прагнуть до високої кінцевої температури прокатування при прийнятній швидкості виходу стрічки з чистового прокатного стану. Тому задачею винаходу є удосконалення виготовлення металевої стрічки безперервним розливанням з використанням фрезерувальної машини, що дозволяє оптимально обробляти сляби навіть при різних технологічних вимогах. Зокрема, потрібно допускати тільки незначні втрати температури при переробці або обробці слябів. Згідно з винаходом рішення цієї задачі відрізняється тим, що фрезерувальна машина і пристрій видалення окалини розміщені впритул одна з одним у спільному корпусі у вигляді єдиного елемента фрезерування та видалення окалини. При цьому фрезерувальна машина і пристрій видалення окалини розміщені переважно в загальному корпусі. Фрезерувальна машина може містити дві фрези. Пристрій видалення окалини містить переважно форсунки високого тиску для робочого середовища для видалення окалини. Зрозуміло, передбачаються також інші види елементів для видалення окалини, відомі як такі з рівня техніки (наприклад, ультразвукові елементи для видалення окалини). Вдосконалений варіант передбачає розташування визначеної кількості форсунок високого тиску вздовж напряму транспортування в пристрої фрезерування і видалення окалини. Крім того, може передбачатися розташування печі перед пристроєм фрезерування і видалення окалини в напрямі транспортування. Для обробки верхньої сторони і нижньої сторони сляба може бути розташована відповідно одна фреза. Обидві фрези можуть бути розташовані на деякій відстані одна від одної в напрямі транспортування. Крім того, може бути передбачено, що кожна фреза взаємодіє з розташованим на іншій стороні сляба опорним роликом. У напрямі транспортування за пристроєм фрезерування і видалення окалини переважно розташована прокатна кліть або прокатний стан. Пристрій переважно виконаний так, що можуть реалізовуватися два різних режими роботи. Перша можливість передбачає таке виконання пристрою, 5 в якому пристрій видалення окалини і фрезерувальна машина можуть експлуатуватися по вибору альтернативно. Альтернативно передбачено, що пристрій виконаний так, що пристрій видалення окалини і фрезерувальна машина можуть експлуатуватися одночасно. Зокрема, пристрій видалення окалини і фрезерувальна машина можуть бути активовані одночасно. Однак для забезпечення високої температури продукту на вході в прокатний стан при хорошій якості поверхонь переважно застосовують, як правило, або фрезерувальну машину, або пристрій видалення окалини. Запропоноване рішення дає можливість допускати незначні втрати температури при переробці або обробці слябів. Це приводить до більш високої якості виготовлення слябів, зокрема тонких слябів. Крім того, значна перевага полягає в можливості більш економічного і екологічного виготовлення слябів, що стосується фрезерування поверхні слябів і видалення окалини. Зокрема, в найбільш переважному способі стає можливим використовувати необхідне для видалення окалини робоче середовище (воду) також і для підтримання процесу фрезерування, так що відповідна витрата робочого середовища стає незначною. На кресленнях зображений приклад виконання винаходу, при цьому показано: Фіг.1. - пристрій для виготовлення металевої стрічки безперервним розливанням, в якому використовуються фрезерувальна машина і пристрій видалення окалини на вигляді збоку, схематичне зображення; і Фіг.2. - зображений на Фіг.1 пристрій фрезерування і видалення окалини, збільшений фрагмент. На Фіг.1 представлений пристрій для виготовлення металевої стрічки 1 безперервним розливанням. Металева стрічка 1 або відповідний сляб 3 відливають в ливарній установці 2 відомим способом. Під слябом 3 переважно розуміють тонкий сляб. Безпосередньо за ливарною установкою 2 сляб 3 піддають очищенню на установці 15 по очищенню. За нею іде перевірка поверхні за допомогою профілометра 16. Потім сляб 3 надходить в піч 11, для підтримання бажаної температури процесу. До печі примикає механізм 17 подачі. Після печі 11 або механізму 17 подачі сляб 3 надходить в єдиний елемент 6 з комбінованої фрезерувальної машини 4 і пристрою 5 видалення окалини. Фрезерувальна машина 4 і пристрій 5 видалення окалини мають загальний корпус 7 або розташовані щонайменше впритул одне з одним. У єдиному елементі 8 сляб 3 піддають комбінованому процесу фрезерування і/або процесу видалення окалини. У з'єднанні з ним, якщо дивитися в напрямі F транспортування стрічки 1 або сляба 3, металева стрічка 1 надходить в одноклітьовий або багатоклітьовий прокатний стан. На Фіг.1 позначені прокатна кліть 13 і прокатна кліть 14. Деталі єдиного елемента 6, з комбінованого пристрою фрезерування і видалення окалини, показані на Фіг.2. В корпусі 7 знаходяться на деякій відстані одна від одної в напрямі F транспортування дві фре 93716 6 зи 8 і 9. Передня в напрямі F транспортування фреза 8 піддає фрезеруванню нижню сторону сляба 3 відомим самим по собі способом. Наступна в напрямі F транспортування фреза 9 передбачена для фрезерування верхньої сторони сляба. Обидві фрези 8, 9 взаємодіють з опорними роликами 12, відповідно розташованими на протилежних сторонах сляба 3. Як можна побачити далі, в корпусі розташовані форсунки 10 високого тиску у формі балок з форсунками, що продовжуються по всій ширині сляба 3 (зокрема, в перпендикулярному напрямі до площини креслення на Фіг.2). За допомогою форсунок 10 високого тиску вода може випускатися відомим способом на поверхню стрічки для видалення з поверхні окалини. Звичайно, в принципі допускається також використання виконаних інакше елементів для видалення окалини. Переважна також можливість використання випущеної з форсунок 10 води одночасно для охолоджування фрез 8, 9, щоб вони мали достатній термін експлуатації. Під єдиним елементом 6 розташований приймальний резервуар 18 для зрізаного фрезою матеріалу або для окалини. Там також можуть передбачатися пристрої для вивозу стружок або окалини. Перед єдиним елементом 6 може здійснюватися перевірка поверхні, як це позначено посилальною позицією 20. Крім того, в прикладі виконання передбачене вимірювання 19 поперечного перерізу. Таким чином, запропонований єдиний елемент 6 з фрезерувальним пристроєм 4 і пристроєм 5 видалення окалини може бути оптимально орієнтований на варіант застосування і призначений для створення найбільш оптимального температурного режиму при високій температурі або з незначними втратами температури. Запропоноване рішення орієнтоване на те, що фрезерувальна машина повністю інтегрована на ділянці гідрозбивання окалини (видалення окалини). Таким чином, вибірково і універсально можна застосовувати обидва пристрої, що впливають на поверхню (гідрозбивання окалини, фрезерувальна машина). Воду для гідрозбивання окалини одночасно можна використовувати для змивання фрезерної стружки. Перелік посилальних позначень 1 Металева стрічка 2 Ливарна установка 3 Сляб 4 Фрезерувальна машина 5 Пристрій видалення окалини 6 Єдиний елемент 7 Корпус 8 Фреза 9 Фреза 10 Форсунка високого тиску 11 Піч 12 Опорний ролик 13 Прокатна кліть 14 Прокатна кліть 15 Установка по очищенню 16 Профілометр 7 93716 17 Механізм подачі 18 Приймальний резервуар 19 Вимірювання поперечного перерізу Комп’ютерна верстка М. Ломалова 8 20 Перевірка поверхні F Напрям транспортування Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing metal strip by continuous casting
Автори англійськоюSeidel Juergen, Sudau, Peter
Назва патенту російськоюУстройство для обработки сляба kak заготовки для изготовления металлической ленты
Автори російськоюЗайдель Юрген, Зудау Петер
МПК / Мітки
МПК: B22D 11/12
Мітки: виготовлення, стрічки, металевої, заготовки, сляба, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/4-93716-pristrijj-dlya-obrobki-slyaba-yak-zagotovki-dlya-vigotovlennya-metalevo-strichki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки сляба як заготовки для виготовлення металевої стрічки</a>
Спосіб і пристрій для виготовлення металевої стрічки безперервним розливанням металу
Номер патенту: 93406
Опубліковано: 10.02.2011
Автори: Зудау Петер, Зайдель Юрген
МПК: B22D 11/12, B21B 1/46
Мітки: стрічки, розливанням, спосіб, металу, виготовлення, пристрій, безперервним, металевої
Формула / Реферат:
1. Спосіб виготовлення металевої стрічки (1) безперервним розливанням металу, причому спочатку в ливарній установці (2) відливають сляб (3), який повертають з вертикального положення (V) в горизонтальне положення (Н), причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2) сляб (3) піддають операції фрезерування на фрезерувальній машині (4) і щонайменше одній операції прокатки щонайменше в одному прокатному стані (5, 6),...
Пристрій для виготовлення металевої стрічки безперервним розливанням
Номер патенту: 92804
Опубліковано: 10.12.2010
Автори: Зайдель Юрген, Кіппінг Маттіас, Мерц Юрген, Зудау Петер
МПК: B22D 11/12, B23Q 11/00
Мітки: пристрій, безперервним, розливанням, виготовлення, металевої, стрічки
Формула / Реферат:
1. Пристрій для виготовлення металевої стрічки (1) безперервним розливанням, який містить установку (2) безперервного розливання металовмісного розплаву, у якій відливають сляб (3), причому в напрямку (F) переміщення сляба (3) за установкою (2) безперервного розливання встановлена щонайменше одна очисна установка (20) для очищення сляба (3), вимірювальний прилад (21) для контролю поверхні, піч (22) для витримування сляба (3) при бажаній...
Установка для безперервного розливання і прокатки металевої стрічки, спосіб виробництва металевої стрічки та металева стрічка
Номер патенту: 87175
Опубліковано: 25.06.2009
Автор: Велькер Ханс-Херберт
МПК: B22D 11/06, B21B 1/46
Мітки: виробництва, спосіб, стрічка, розливання, металева, стрічки, металевої, установка, прокатки, безперервного
Формула / Реферат:
1. Установка для безперервного розливання і прокатки металевої стрічки (7), зокрема сталевої стрічки (7), що містить розливний пристрій (1), пристрій гарячої прокатки (2), ділянку охолодження (3), намотувальний пристрій (10) та замкнуту захисну камеру (4), причому пристрій гарячої прокатки (2) розташований після розливного пристрою (1) так, що металева стрічка (7) після розливання підведена з початковою товщиною d1 до пристрою гарячої...
Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби і пристрій для його здійснення
Номер патенту: 89275
Опубліковано: 11.01.2010
Автори: Кремер Штефан, Грамер Андреас, Тіммербойль Вальтер, Резе Хайнріх, Ріхтер Ханс-Петер, Зайдель Юрген, Габріель Хайнц Дітер
МПК: B22D 11/06, B21C 1/02, B21B 1/46, B22D 11/22, B22D 11/14, B08B 3/02, B08B 3/00
Мітки: видалення, сляба, окалини, прокатування, здійснення, обробки, тонкого, пристрій, установці, гарячого, штаби, спосіб
Формула / Реферат:
1. Спосіб видалення окалини з тонкого сляба в установці гарячого прокатування штаби або зі штаби в установці обробки штаби, в якому передбачене розпилення рідкого газу на очищувані поверхні тонкого сляба або штаби, який відрізняється тим, що рідким газом є поєднання кріогенів з несучим середовищем, при цьому кріоген, що випаровується, разом з несучим середовищем і частинками окалини відсмоктують з тонких слябів або зі штаби.2. Спосіб...
Спосіб виготовлення металевої стрічки
Номер патенту: 45433
Опубліковано: 15.04.2002
Автори: Перелома Віталій Олександрович, Узієнко Борис Олександрович, Казачков Євгеній Олександрович, Найдек Володимир Леонтійович, Майко Ольга Іванівна, Осіпов Володимир Прокопович, Дубровін Едуард Юрійович
МПК: B22D 11/06, B22D 11/11
Мітки: виготовлення, металевої, стрічки, спосіб
Формула / Реферат:
Спосіб виготовлення металевої стрічки, який включає в себе підготовку розплаву, подачу розплаву на охолоджуваний валок-кристалізатор, кристалізацію стрічки та наступне її формування пригладжувальним валком, який відрізняється тим, що формування стрічки пригладжувальним валком, здійснюють з накладенням на нього ультразвукових коливань.