Спосіб виготовлення коритних гнутих профілів
Номер патенту: 15600
Опубліковано: 30.06.1997
Автори: Гулько Альбєрт Ізраіловіч, Порада Олексій Миколайович, Ніколаєв Віктор Ніколаєвіч, Свєтлічний Віталій Фьодоровіч, Гуменюк-Грицай Петро Онисимович, Брутман Леонід Борисович, Рябушенко Олександр Васильович, Бєрман Гаррі Захаровіч, Певзнер Григорій Михайлович, Овчіннікова Татьяна Алєксандровна

Текст
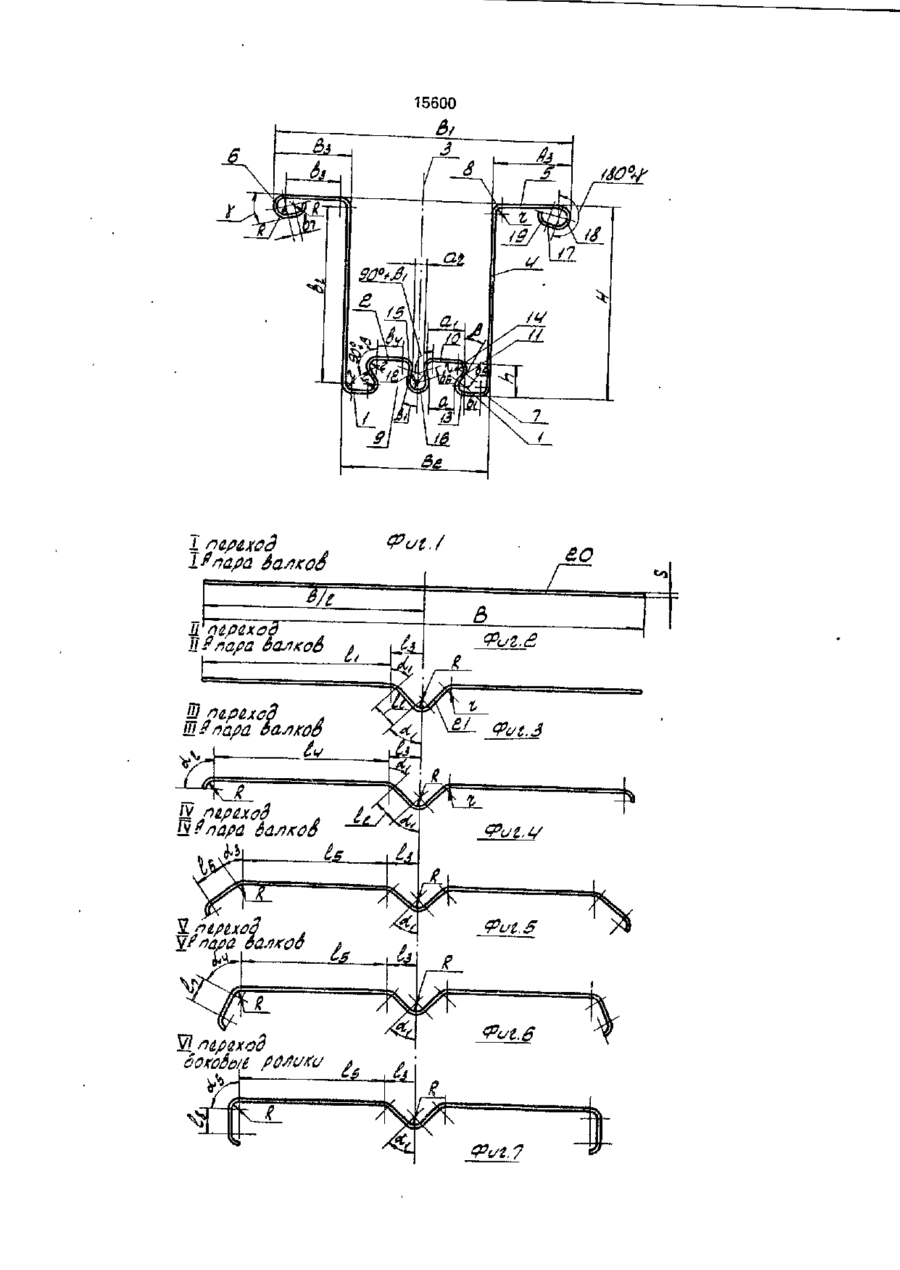
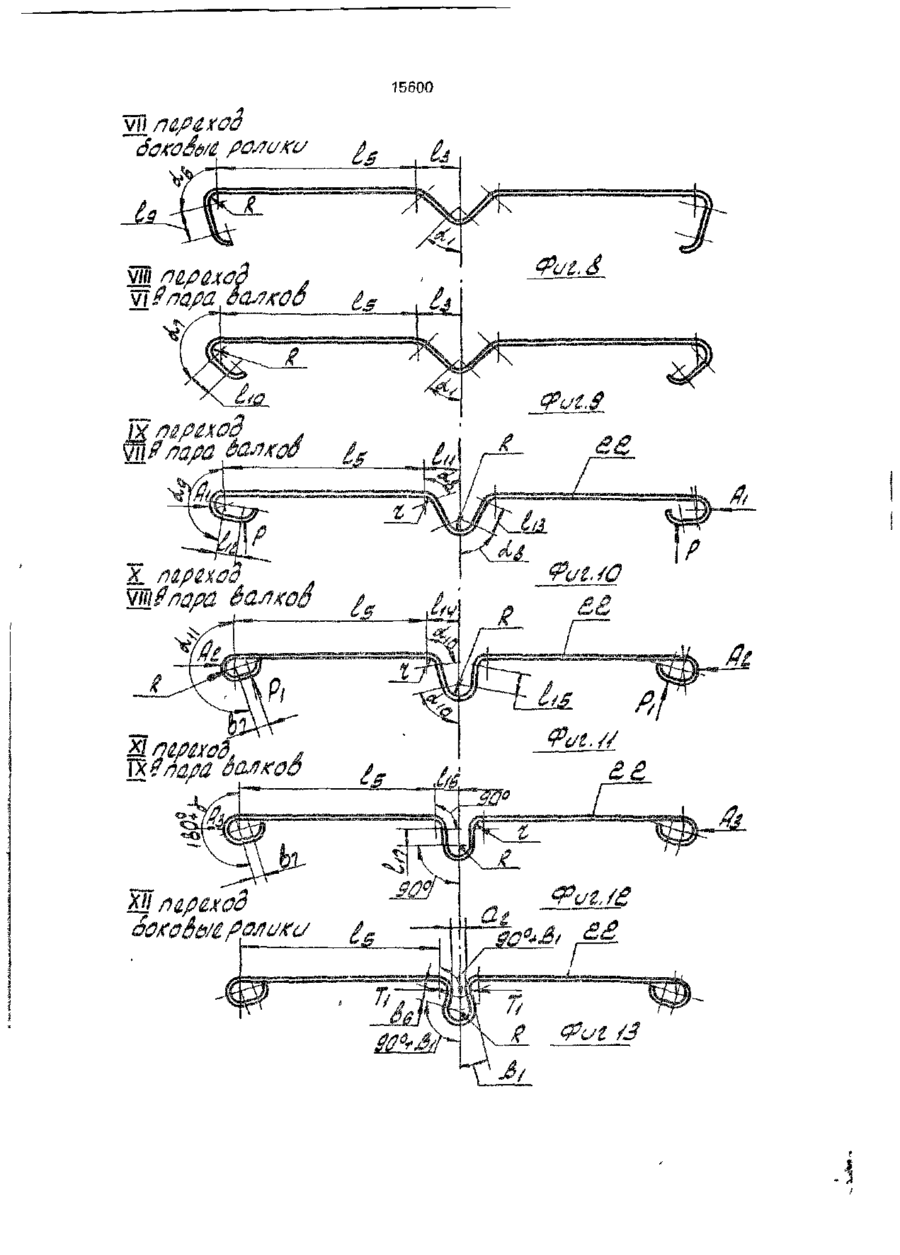
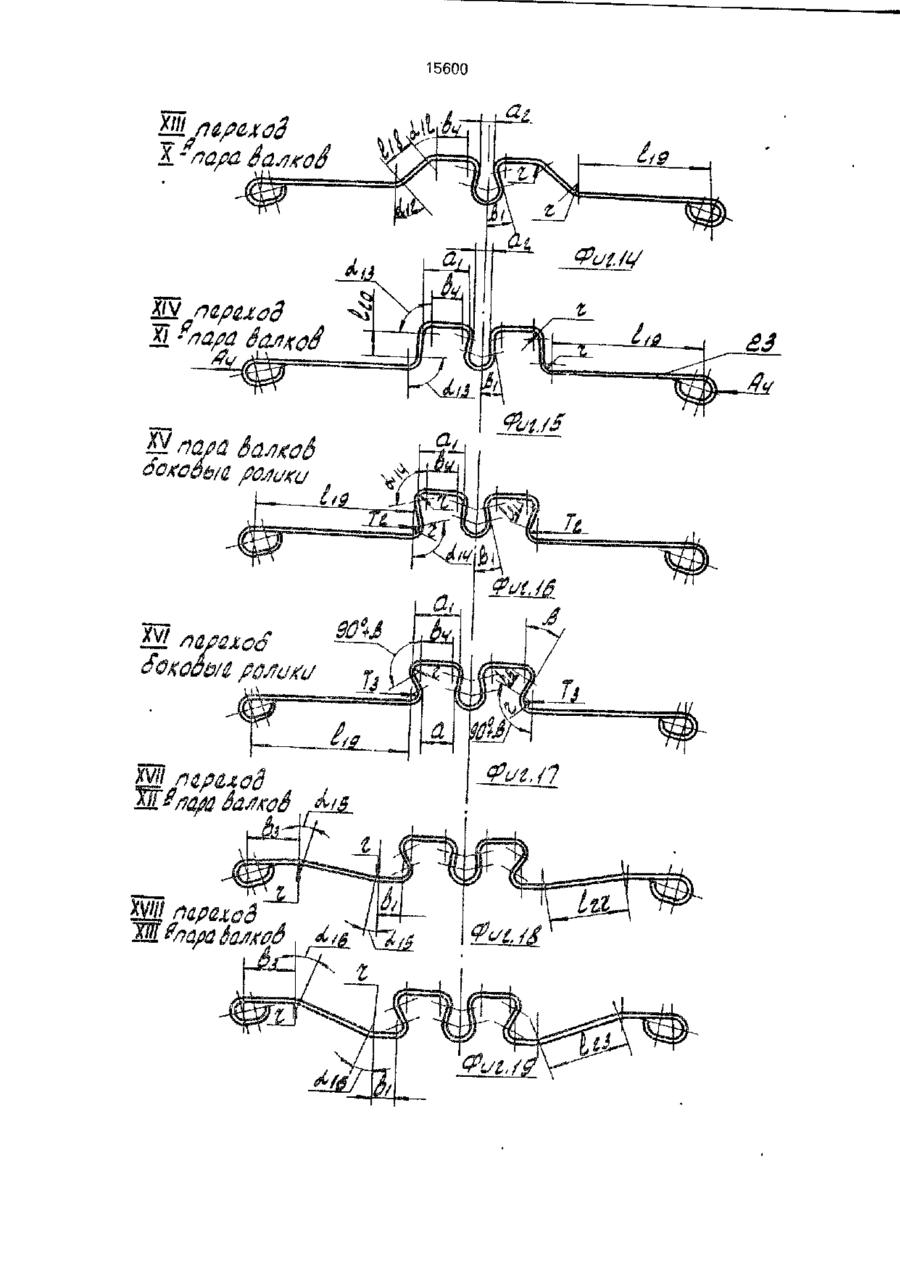
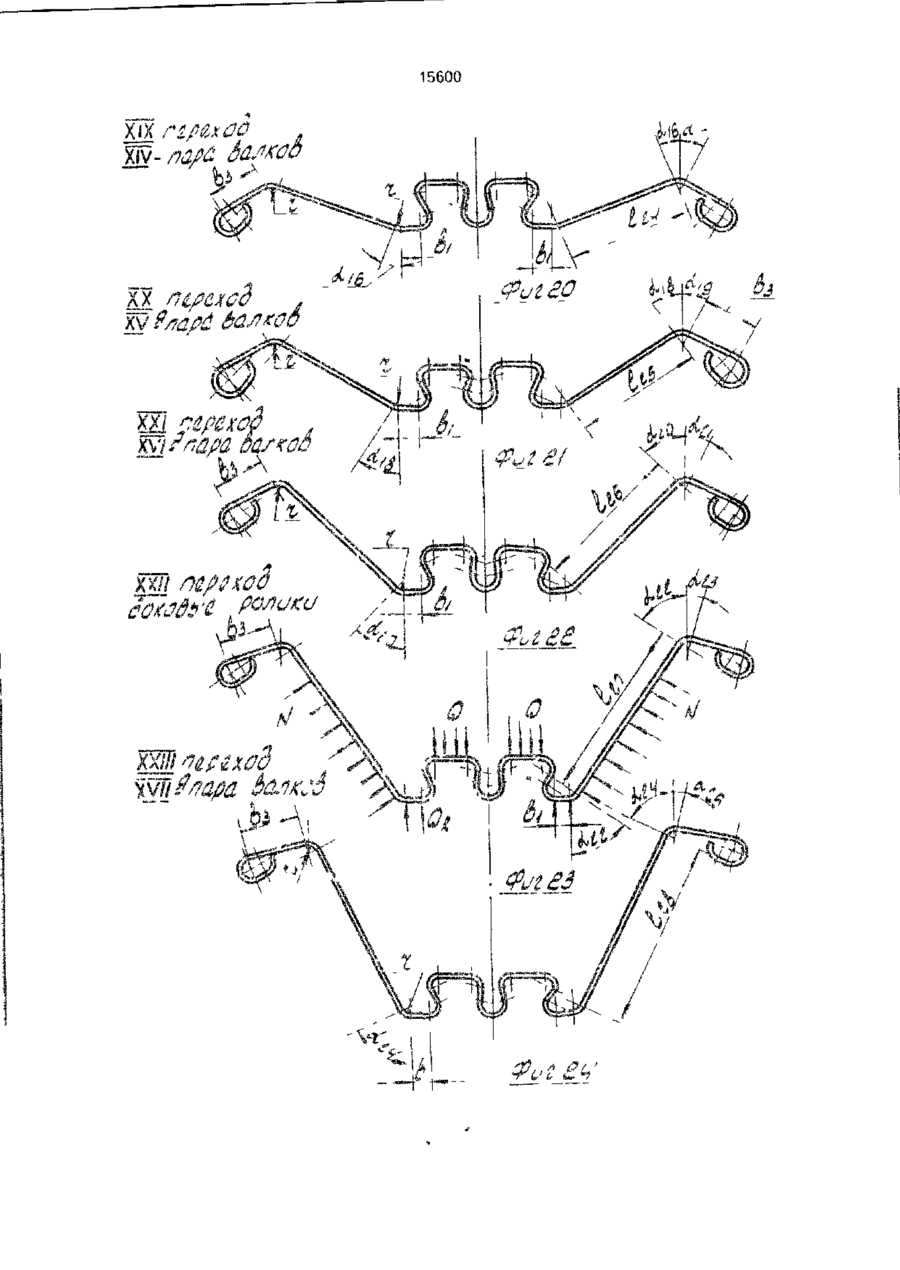
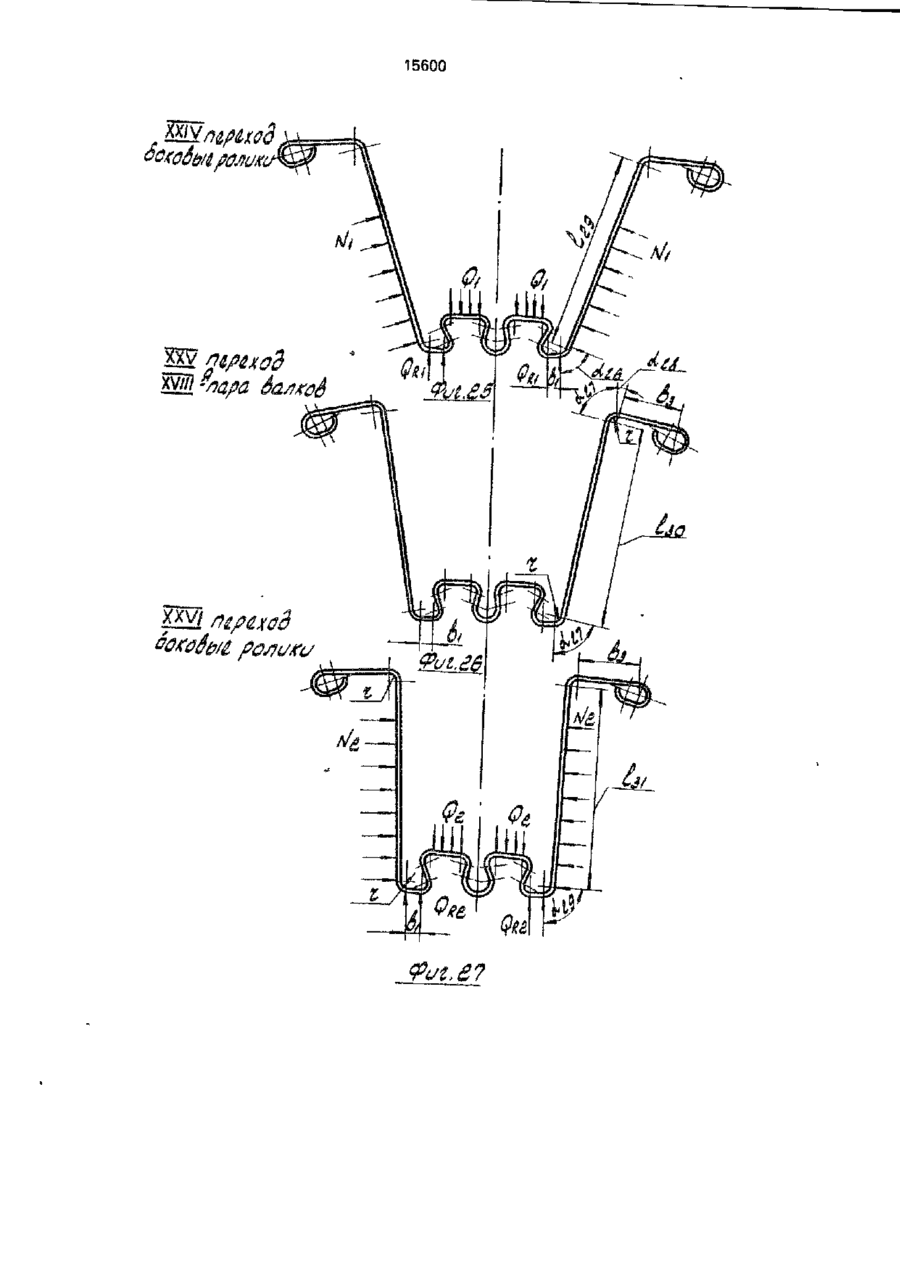
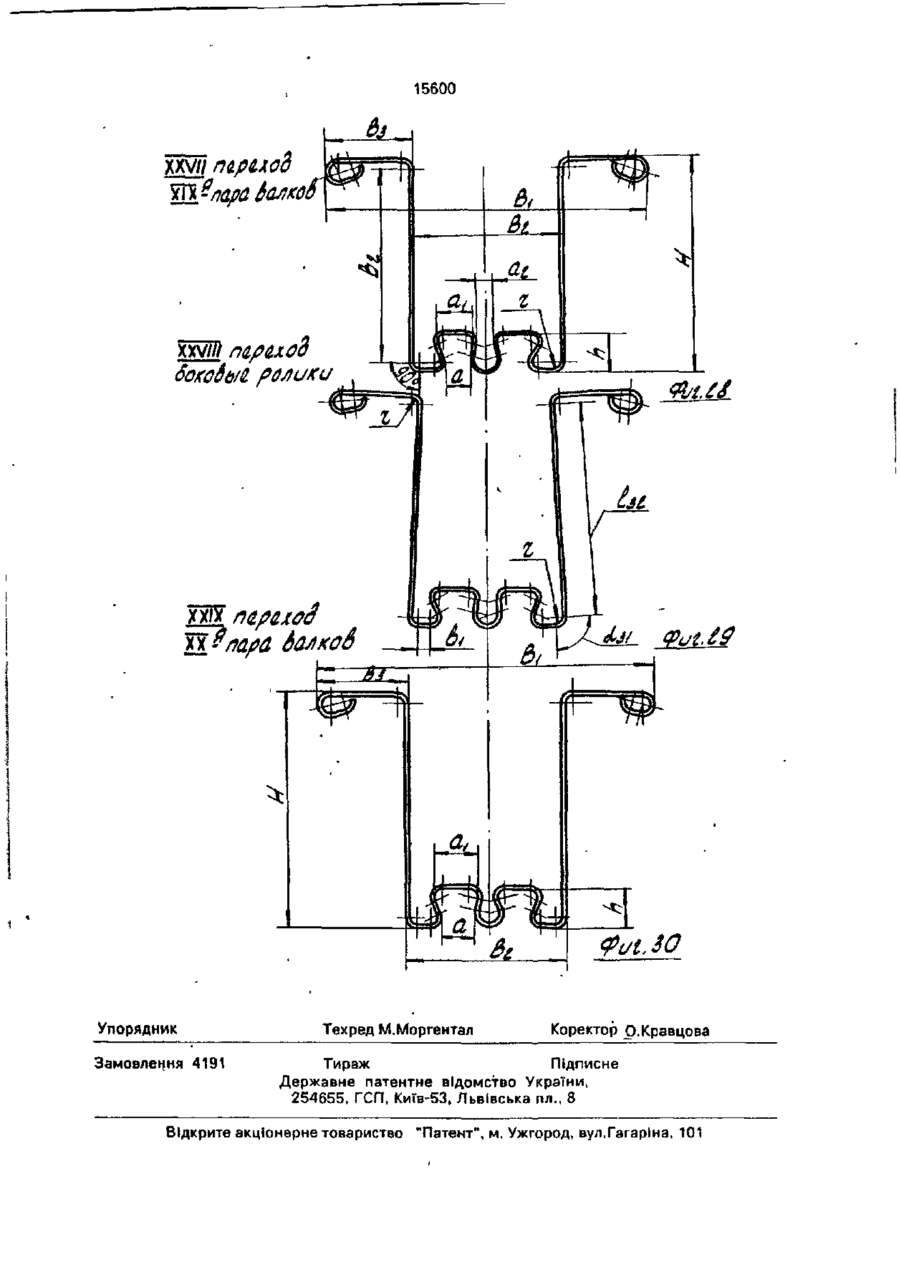
1. Способ изготовления корытных гнутых профилей, содержащих нижнюю и боковые стенки и полки с центральными гофрами на плоскости нижней стенки и отбортовками, заключающийся в многопереходной формовке в валках элементов профиля, которую начинают с формовки центрального элемента с последующей формовкой профиля корытного сечения подгибкой боковых стенок и полок, о т л и ч а ю щ и й с я тем, что центральный элемент формуют в месте будущей впадины между гофрами, затем осуществляют гибку закругленных отбортовок на угол 120-150° до наклонного положения их прямолинейных участков, фиксируя профиль по центральному элементу, совмещают догибку закругленных отбортовок формовкой центральной впадины между гофрами на угол 180°, прикладывая в процессе совмещенной формовки впадины уси лия сжатия, горизонтальных участков по радиусу сгиба закругленных отбортовок к их центру и изгибающие усилия к криволинейному участку у кромок, и осуществляют окончательную догибку центральной впадины, между гофрами приложением горизонтальных встречно направленных усилий к криволинейным участкам верхней части впадины по радиусу сгиба к оси профиля, затем осуществляют гибку наружной половины гофров до угла 90° радиальными усилиями валков и осевыми усилиями сжатия горизонтальных участков, приложенных по радиусу сгиба закругленных отбортовок к их центру, а затем полную догибку на угол свыше 90° наружной поверхности гофров приложением горизонтальныхусилий к криволинейным участкам сопряжения гофров с прямолинейнымучастком нижней стенки, направленных по радиусу сгиба к оси профиля, при этом в процессе формовки гофров выдерживают горизонтальными верхние прямолинейные участки гофров и несформованные участки корытного профиля, а на последних переходах гибку боковых стенок и полок от 45° до 90° производят прикладывая в поперечном сечении одновременно нормальные усилия к боковым стенкам и вертикальные усилия к горизонтальным верхним участкам гофров, а завершают формообразование профиля перегибом боковых стенок и его калибровкой. 2. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что прямолинейные участки центрального элемента, формуемого на первых переходах, выполняют под углом 45° к горизонтали, перпендикулярной оси профиля. С > ел ON О О О 15600 Изобретение относится к обработке металлов давлением, в частности к способам изготовления корытообразных профилей с гофрами на плоскости нижней стенки с закругленными отбортовками у кромок полок 5 типа несущих конструкций желобов теплиц для выращивания овощей. Наиболее близким техническим решением к заявленному способу является способ изготовления корытных профилей с 10 центральным гофром на плоскости нижней стенки, образованном из горизонтальной и вертикальной стенок и прямыми отбортовками у кромок полок [1]. По известному способу формовку корыт- 15 ного профиля с отбортовкой у кромок полок и центральным гофром осуществляют следующим образом. Первоначально в 1-І И переходах умеьшэют ширину центрального участка заготовки за счет формоизменения 20 из плоского в волнистый, сначала приданием одного центрального круглого гофра, а затем еще двух с центральной впадиной между ними, уменьшая за счет образования гофр ширину нижней стенки до заданной в 25 готовом профиле. После уменьшений ширины стенки профиля до заданной, равной "Вк", в последующих переходах (переходы 1V-IX) производят подгибку полок с отбортовками и одновременно формоизменение 30 волнистых гофров на поверхности горизонтальной стенки. При таком формообразовании профиля подгибка полок с отбортовками протекает устойчиво относительно несмещэемых центральных гофров, если до углов 35 гибки 45-60° гофры не видоизменять, так как для осуществления трех гибов с каждой стороны надо сохранять сильный фиксирующий элемент, полученный в третьей клети. Если IV - переход по режиму 15° еще разумен, то 40 формование гофра на V и VI переходах совместно по режиму 30 и 45° уже мало реален. Ширину "8к" будет профиль терять. Следовательно переходов при формовке по известному способу должно быть на 2-3 45 больше. Целью изобретения является - улучшение качества профилей за счет повышения точности размеров поперечного сечения центральных гофров, образующих со сторо- 50 иы нижней стенки полузамкнутые пазы из горизонтальной и наклонной стенок, а также повышение точности размеров закругленных отбортовок, содержащих прямолинейные и криволинейные участки. 55 Указанная цель достигается тем, что в известном способе изготовления корытных гнутых профилей, содержащих нижнюю и боковые стенки и полки с центральными гофрами на плоскости нижней стенки и отбортовками, заключающийся в многопереходной формовке в валках элементов профиля, которую начинают с формовки центрального элемента с последующей формовкой профиля корытного сечения подгибкой боковых стенок и полок, согласно изобретению, центральный элемент формуют в месте будущей впадины между гофрами, затем осуществляют гибку закругленных отбортовок на угол 120150° до наклонного положения их прямолинейных участков, фиксируя профиль по центральному элементу, совмещают догибку закругленных отбортовок формовкой центральной впадины между гофрами на угол 180°, прикладывая в процессе совмещенной формовки впадины усилия сжатия, горизонтальных участков по радиусу сгиба закругленных отбортовок к их центру и изгибающие усилия к криволинейному участку у кромок, и осуществляют окончательную догибку центральной впадины между гофрами приложением горизонтальных встречно направленных усилий к криволинейным участкам в верхней части впадины по радиусу сгиба к оси профиля, затем осуществляют гибку наружной половины гофров до угла 90° радиальными усилиями валков и осевыми усилиями сжатия горизонтальных участков, приложенных по радиусу сгиба закругленных отбортовок к их центру, а затем полную догибку на угол свыше 90° наружной поверхности гофров приложением горизонтальных усилий к криволинейным участкам сопряжения гофров с прямолинейным участком нижней стенки, направленных по радиусу сгиба к оси профиля, при этом в процессе формовки гофров выдерживают горизонтальными верхние прямолинейные участки гофров и несформованные участки корытного профиля, а на последних переходах гибку боковых стенок и полок от 45 до 90° производят, прикладывая е поперечном сечении одновременно нормальные усилия к боковым стенкам и вертикальные усилия к горизонтальным верхним участкам гофров, а завершают формообразование профиля перегибом боковых стенок и его калибровкой. Кроме того прямолинейные участки центрального элемента, формуемого на первых переходах, выполняют под углом 45° к горизонтали, перпендикулярной оси профиля. На фиг. 1 изображен симметричный корытнообразный профиль несущего каркаса теплицы с центральными гофрами на плоскости нижней стенки и закругленными элементами отбортовок у кромок полок, на фиг. 2-30 - технологические переходы изготовления профиля. Изобретение осуществляется следущим образом. 15600 Профиль, изображенный на фиг. 2, с габаритными размерами Bi; Вг; Вз; Н состоит из нижней стенки 1 с прямолинейными участками длиной Bi, двух симметричных гофров 2 относительно оси симметрии профиля 5 3, вертикальных стенок 4 с длиной прямолинейного участка Ьг, верхних полок 5 с длиной прямолинейного участка Ьз и закругленных элементов отбортовок 6, служащих жесткостью и упором при сборке не- 10 сущих конструкций теплиц. Вертикальные стенки 4 сопряжены криволинейными участками сопряжения 7 и 8 по внутреннему радиусу г на угол гибки а =90° с нижней стенкой 1 и полками 5, симметрич-15 ные гофры 2 образуют снизу вверх уширенные пазы 9 с размерами a, ai, h, которые служат для установки полосовых элементов крепления эластичной пленки в теплице и состоят из прямолинейных участков: верх- 20 него 10 длиной D4, наклонного наружного участка 11 длиной Ьь с углом наклона /?, наклонного внутреннего участка 12 длиной be с углом наклона /Ji, криволинейных участков сопряжения прямолинейных участков: 25 участка 13 по внутреннему радиусу г на угол гибки 90°+/?. участка 14 по внутреннему радиусу г с углом гибки 90°+ Д участка 15 по внутреннему радиусу г с углом гибки 90°+ +/?1 и центрального криволинейного 16 по 30 внутреннему радиусу R с углом гибки 180°+ + гр\. Зазор между гофрами г равен величине аг. Закругленные участки отбортовки 6 состоят из прямолинейного наклонного участ- 35 ка 17 длиной 07 с углом наклона у ; и криволинейного участка 18 сопряжения полок 5 и налокнного участка 17 с внутренним радиусом R и углом гибки 180°+ у 0 и криволинейного участка 19 у кромок с внутренним 40 радиусом R с углом гибки 90°. При изготовлении профиля по предложенному способу формовку осуществляют из полосовой заготовки 20 шириной "В", толщиной "S". Ось профиля разделяет заго- 45 товку 11 по ширине на участки величиной В/2 (пополам для симметричных профилей) (см, фиг, 2). Ширина заготовки "В" состоит из суммы разверток восемнадцати двойных участков и среднего участка 16, который 50 осью профиля делится пополам. При изготовлении профиля по предложенному способу формовку профиля начинают со П перехода формовкой ориентирующего центрального элемента 21, 55 прямолинейные полки которого длиной І2 выполнены под углом ai=45°. Ориентирующий элемент- промежуточный элемент формовки центральной впадины между 6 гофрами. Фиксацию при формовке ориентирующего элемента осуществляют несформованными прямыми полками длиной И, расположенных на расстоянии !з от оси профиля. В следующих переходах с III по VIII осуществляют неполную формовку закругленной отбортовки известным способом на угол гибки 120-150°, при этом в III переходе осуществляют гибку - полную формовку криволинейного участка 19 у кромок отбортовки на угол Ог =90° по внутреннему радиусу R, а затем, начиная с IV перехода осуществляют гибку криволинейного участка 18 по режиму углов гибки: Оз, Ш, «5, «6, Ш1 а7=120°-150°; прямолинейные участки представляют суммы разверток; Ц=сумма разверток участков 17,18,5,8; 4; 7; 1; 12; 11; 14; Ш и несформованной части 15 участка. Іє; I7; Is; Ig; 1 0 = сумме разверток 17 и 1 несформованной части 18 участка, уменьшающейся с увеличением углов гибки. Фиксацию профиля в переходах гибки осуществляют по сформованному в 11 пере1 ходе ориентирующему элементу 21, направляющему формуемый профиль симметрично относительно углов гибки. В следующих !Х, X, XI переходах осуществляют совмещение операций догибки закругленных отбортовок 6 с доформовкой центральной впадины между гофрами г. В IX переходе осуществляют формовку центральной впадины на угол гибки ЙЙ ПО внутреннему радиусу R, воздействуя на прямой участок 22 усилиями сжатия At, приложенными к радиусу сгиба R закругленного участка 18. Фиксацию при формовке осуществляют ориентирующим элементом 21. Одновременно при этом осуществляют гибку участка 18 закругленной отбортовки 6 на угол гибки од по внутреннему R, прикладывая изгибающие усилия Р по радиусу сгиба R к закругленному участку 19 у кромок» что облегчает формообразование в переходе, Из=сумме разверток участка 12 и несформованной части участков 15 и 16, 1г2=сумме разверток участков 17 и несформованной части участка 18. В X переходе осуществляют формовку центральной впадины на угол гибки аю по внутреннему радиусу R, прикладывая усилия сжатия А2 крайних горизонтальных участков к прямому участку 22 по радиусу сгиба R закругленного участка 18. Фиксацию при формовке осуществляют ориентирующим центральным элементом, образованным в IX переходе. Одновременно при этом производят догибку с перегибкой участка 18 на угол гибки 8 'ОФроп осглв,мкп горизоич едиными, tsapanлельными между собой верхние прямолиг >- ••").-. R if.' ••(.-:ируї'/:-?;Іwoi^y у ч а с т к у 1Я у к р о м о к : , • нейные горизонтальные участки гофрои 10 и несформовзнные участки 23 корытного про5 Филя. Это способствует бопее точной отфор! :у --'л M>'H р а п о р т е к учасїк-.і II? и НЇЇм о а к е • с е ч е н и п в н у т р е н н и х пазов с размерами а, з і и h, обеспечивает взаі-.моВ X! ПО.'р.^лОДО ОСуіііееТЕЗЛЯКЗТ фОрМОЬК'/ фиксзцию горизонтальных элементов в сеі ^ н г р а л ь ч п й з п з д ш ш н ^ у т л . г и б к и 90° по чении профиля и создает х о р о ш и й •енутрсннйму рздмусу R, прикладывая к пря- 10 скоростной режим вдоль линий разных скомом1/ участку 27 усилия сжатия Аз по радиусу ростей по у'^стку 23. сн;6а R к иентпу закругленного участка 18, В XVII переходе начинают формовку коФ и к с а ц и ю профиля осуществляют ЦЕНТрытного сечения профиля подгибкой стенок РАЛЬНЫМ Ор^ЯНГИруЮЩ^К /НїОМ^ВТОіУ. ПОи полок копытного профиля на" угол гибки 15 .'і'ір по Гілутрйниему радиусу г и полной отФарцовкой нижней сгенки с фиксацией на сформованные пазы с размерами а. КПуГЛ>;?:-'іІ.-И 7ЧУСТ0К 18 ИЛ у ГОЛ Гибки 1 В *" * О" ~ В процессе форменки полки 5 оставляют горизонтальными, параллельными нижней' угіЬііую догнбку центральной впадины меж- 20 стенке Ї. XVW п проход осуществи я !DT аналогично гу м-прр^^и г І-ІСІ угол 90°+ / ^ приложением формовкой стенок 4 rsa yron vwfinw (Xvo по йиутриинему радиусу г. Полцм 5 оставпяют ут;ио!/їй Гг. по радиусу СГИ^.КІ Г К центру мрогоризонтальными. ЪЫПЯ Я йОрХИОИ Ч8Г.ТИ ПРЙД^игЫ Ирпд^.'^;!-"^;'Ь1Г^К' Формовку гофрОЕ* на угол тикальных сіА.п уравновешивается ДЙЙСТВИ•.,:'гч пи внутреннему радиусу f с помойный ем реактиви ых сил QR опорной част и боковых роликов или роликами опорного н и ж н*-: =•• 6гіо Ш4 104 с приложением горизонми бокового и навесного роликового тальных усилий Т'і дія перемещения прямых инструмента, прикладывая одновременно участков 23 профиля в переходе, приложен- 40 нормальные поперечные усилия N к бокочых г*о радиусу сгиба г к центру в нижней вым стенкам и вертикальные усилия Q к гочасти участка сопряжения с прямым участризонтальному участку 10 верхней части ком нижней стенки. гофров 2. Величина участка І22~5,4 мм, Величины действующих сил подбирали В XVI переходе осуществляли полную 45 экспериментально по достижению эффекта формовку из угол гибки 118° наружных побездефектного профиля в переходе, 127^67 2 верхностей І офров с помощью горизонтальмм. Гибку полок 5 в этом переходе не осущеных усилий Тз. приложенных к центру сгиба ствляли. участка 13. В XXIII переходе формовку осуществляВ результате доформовки сечения гоф- 50 ли XVII парой валков на угол гибки 024=64°; ров были получены размеры сечения пазов 025=12°; І28=66,7 мм. в мм: а-^10; &v13,5; h=11. В XXIV переходе осуществляли дальнейшую формовку роликовым инструментом по В ГфОЦеССе форР-ІОВКИ ГОфООВ ОСТЗВЛЯЛЕЯ режиму формовки «26=72°; І29=66,4 мм. горизонтальными верхние (оризонтальные 55 Гибку полок 5 в этом переходе роликоучастки гофров 10 и несформовакные горивым инструментом не осуществляли. зонтальные участки 23. Это способствовало Формовку боковых стенок 4 осуществболее точной отформавке сечения гофров 2 ляли, прикладывая одновременно нормаль- основной цели изобретения. ные поперечные усилия Ni к боковым 13 15600 14 предлагаемому способу, характеризовались стенкам и вертикальные усилия Qi к горихорошим качеством мест изгиба в сечении зонтальному участку 10 гофров 2. гофров, выполнением его по заданным линейВ XXV переходе XVIII парой валков проным размерам и радиусом кривизны, обеспеизводили дальнейшую формовку боковых стенок 4 и полок 5 на угол гибки О£7=80°; 5 чивающих точность сечения полузамкнутых пазов. 028=12°; усилиями формующих валков Попеременным приложением валкового 1зоН35,3 мм. и роликового инструмента (валковой арматуВ XXVI переходе осуществляли формовры), расположенного в межклетьевим проку боковых стенок корытного профиля до углов близких к окончательным роликовым 10 странстве, обеспечивало сочетание формовки и правки в процессе гибки корытинструментам на угол гибки О28=88°, приного сечения от 45° до 90°. Непрерывный кладывая одновременно нормальные попестабильный режим формовки парами валков речные усилия N2 к боковым стенкам 4 и и роликами валков арматуры дает возможвертикальные усилия Qz к горизонтальному участку 10 гофров 2. 15 ность сократить углы гибки корытного сечения профиля и „добиться высоких І31=65,1 мм; показателей качества профилей не увеличиXIX парой валков в XXVII переходе осувая количество технологических переходов ществляли полную формовку по основным Предлагаемый способ по сравнению с размерам корытного профиля в мм: Вг-106; Вг=52; Вз=28; 20 прототипом позволяет получать корытные профили с центральными гофрами, образуВ XXVIII переходе осуществляли переющими пазы, полузамкнутой формы, ушигибку боковых стенок А на угол пружинения ренной сверху, на плоскости нижней стенки 031=93°. и закругленными отбортовками на плоскоВ XXIX переходе производили калибровку сечения профиля на соответствие уг- 25 сти полок высокой точности. Указанные пазы с помощью стандартных вкладок лам и линейным размерам по чертежу XX обеспечивают зажим полиэтиленовой пленпарой формующих Балков. ки в пазах несущих конструкций. ШтамповПолученный корытный профиль несукой эти высокоточные профили с пазами щих конструкций теплиц имел хороший внешний вид, характеризовался стабильно- 30 требуемой точности получить невозможно по элементам, а известные способы профистью геометрических размеров в сечении лирования не обеспечивают достижение попрофиля, которые соответствовали допускаставленной цели. емым отклонениям и высокой точностью паПредложенный способ позволяет осущезов - внутренних контуров гофров по размерам a; ai; h отклонения по которым 35 ствить изготовление указанных профилей в высокопроизводительных автоматических лисоставляли ±0,25 мм, благодаря формовке с ниях профилирования из рулонной ленты. попеременным приложением осевых усилий Указанные профили более экономичны, по сжатия и растяжения вдоль прямолинейных сравнению с известными профилями, примегоризонтальных участков, которые гасили силы пружинения при формовке сечения 40 няемыми для теплиц, менее металлоемки, удобнее собираются при сборке теплиц. гофров профиля. Продольный изгиб на длиОжидаемый экономический эффект от не 2000 мм по плоскости полок не превышал их применения позволит более чем в два 1,5 мм, что было в пределах отклонений по раза сократить металлоемкость несущих чертежу. Пропеллерность и скручивание отсутствовали. Профили, изготовленные по 45 конструкций теплиц, 15600
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the roll-formed hats
Автори англійськоюHulko Albiert Izrailovich, Humeniuk-Hrytsai Petro Onysymovych, Porada Oleksii Mykolaiovych, Pevzner Hryhorii Mykhailovych, Svietlichnyi Vitalii Fiodorovich, Bierman Harri Zakharovich, Ovchinnikova Tatiana Alieksandrovna, Riabushenko Oleksandr Vasyliovych, Brutman Leonid Borysovych
Назва патенту російськоюСпособ изготовления корытных гнутых профилей
Автори російськоюГулько Альберт Израилович, Гуменюк-Грицай Петр Онисимович, Порада Алексей Николаевич, Певзнер Григорий Михайлович, Светличный Виталий Федорович, Берман Гарри Захарович, Овчинникова Татьяна Александровна, Рябушенко Александр Васильевич, Брутман Леонид Борисович
МПК / Мітки
МПК: B21D 5/06
Мітки: гнутих, спосіб, профілів, коритних, виготовлення
Код посилання
<a href="https://ua.patents.su/14-15600-sposib-vigotovlennya-koritnikh-gnutikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення коритних гнутих профілів</a>
Спосіб виготовлення гнутих профілів
Номер патенту: 13197
Опубліковано: 28.02.1997
Автори: Шестаков Валентин Васильович, Пшенична Наталя Веніаміновна, Докторов Марк Юхимович, Лінчевський Валерій Валентинович, Ахлестін Володимир Леонідович, Богданов Олександр Михайлович, Підлісний Володимир Дмитрович
МПК: B21D 5/06
Мітки: виготовлення, гнутих, профілів, спосіб
Формула / Реферат:
(57)1. Способ изготовления гнутых профилей, содержащих стенку и полую полку, путем последовательной по переходам подгибки элементов профиля в валках и размещения при этом стенки профиля в горизонтальной плоскости, отличающийся тем, что профиль изготавливают по меньшей мере из двух отдельных заготовок, по ширине и толщине соответствующих будущим стенке и полке профиля, при этом вна-чале осуществляют профилирование одной из заготовок, затем...
Спосіб виготовлення гнутих гофрованих профілів
Номер патенту: 5364
Опубліковано: 28.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: профілів, гофрованих, спосіб, гнутих, виготовлення
Формула / Реферат:
Способ изготовления гнутых гофрированных профилей, преимущественно листовых с гофрами трапециевидной формы, включающий формообразование профиля в валках клетей стана по технологическим переходам, по которому заготовке подгибкой ее участков придают форму промежуточного профиля с трапециевидными гофрами и горизонтальными межгофровыми участками, а места контакта валков с внутренней зоной мест изгиба гофров профиля размещают от оси вращения...
Спосіб м.ю. докторова виготовлення гнутих профілів з поздовжніми і перетинаючими ії поперечними гофрами
Номер патенту: 2525
Опубліковано: 26.12.1994
Автори: Пшенична Наталя Веніаміновна, Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: гофрами, виготовлення, спосіб, поперечними, профілів, м.ю, перетинаючими, поздовжніми, докторова, гнутих
Формула / Реферат:
1. Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами, включающий последовательное формообразование промежуточного гнутого профиля с продольными гофрами и горизонтальной стенки между ними, а затем выполнение между упомянутыми продольными гофрами поперечных гофр за счет местной вытяжки металла, отличающийся тем, что при формовке промежуточного профиля горизонтальную стенку размещают на уровне между...
Спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці
Номер патенту: 4870
Опубліковано: 28.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: прокату, виготовлення, поперечними, спосіб, профілів, гофрами, гнутих, стінці
Формула / Реферат:
1. Способ изготовления гнутых профилей проката с поперечными гофрами на стенке, включающий формообразование промежуточного гнутого профиля с плоской стенкой и продольное се растяжение за счет придания ей волнистой формы в продольном сечении при сохранении длины перед формообразованием поперечных гофров, отличающийся тем, что при продольном растяжении плоской стенки промежуточного гнутого профиля выполняют по меньшей мере два ряда...
Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Калужський Володимир Борисович, Здибель Микола Маркович, Марченко Віктор Семенович
МПК: B21D 5/06
Мітки: профілей, виготовлення, гнутих, спосіб
Формула / Реферат:
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля. 2....
Попередній патент: Спосіб абразивної обробки деталей
Наступний патент: Пристрій автоматичного визначення поправки компаса
Випадковий патент: Спосіб лікування хронічного обструктивного захворювання легень