Пристрій для нанесення клею на краї взуттєвих деталей із м’яких матеріалів
Номер патенту: 4668
Опубліковано: 28.12.1994
Автори: Шмиглюк Микола Ілліч, Дьяченко Наталя Василівна, Клейнман Ізмаіл Давидович, Пильов Юрій Іванович
Формула / Реферат
(57) 1. Устройство для нанесения клея на кромки обувных деталей из мягких материалов, содержащее установленные на станине установочную кассету для размещений стопки деталей, механизм нанесения клея на обувную деталь, выполненный в виде клеенаносящего валка с зубчатой шестерней, установленного с возможностью вращения вокруг своей оси в подвижных в вертикальной плоскости опорах и несущего на своей поверхности сменный шаблон, приспособление для подачи клея на клеенаносящий валок, имеющее резервуар с клееподающими и регулирующими слой клея средствами, прижим для фиксации детали и привод с валом управления переключающего приспособления, отличающееся тем, что оно имеет механизм захвата детали из стопки, поштучного их отделения от стопки и удержания ее в момент нанесения клея на деталь, состоящий из полого барабана с отверстием на его боковой поверхности, соединенного с вакуум-отсосом, несущего на торцевых поверхностях концевые кулачки и установленного с возможностью вращения навстречу клеенаносящему валку, эжектора, расположенного внутри полого барабана, отверстие которого соответствует отверстию полого барабана, и воздухораспределителей, при этом полый барабан установлен на валу, несущем кулачки управления воздухораспределителями, ведущей звездочки и зубчатой шестерни клеенаносящего валка, а прижим для фиксации детали на поверхности полого барабана во время нанесения клеевой пленки выполнен в виде горизонтально установленного фрикционного ролика, подпружиненного относительно станины с возможностью взаимодействия с концевыми кулачками полого барабана и размещенного между опорным и клеенаносящим валом, и имеет средство для съема детали с полого барабана.
2. Устройство по п. 1, отличающееся тем, что средство для съема детали с полого барабана выполнено в виде пластины, установленной касательно к боковой поверхности полого барабана и над ним, и снабжено отводным ленточным транспортером, расположенный под пластиной.
3. Устройство по п. 1, отличающееся тем, что установочная кассета размещена под полым барабаном, а ее днище установлено с возможностью шагового перемещения в вертикальной плоскости посредством винтового механизма, содержащего гайку, ходовой винт и две направляющие, жестко связанные с днищем установочной кассеты, при этом гайка закреплена на плите станины.
4. Устройство по п. 1 и 3, отличающееся тем, что винтовой механизм имеет привод, смонтированный на станине и кинематически связанный посредством цепной передачи с валом управления переключающего приспособления.
Текст
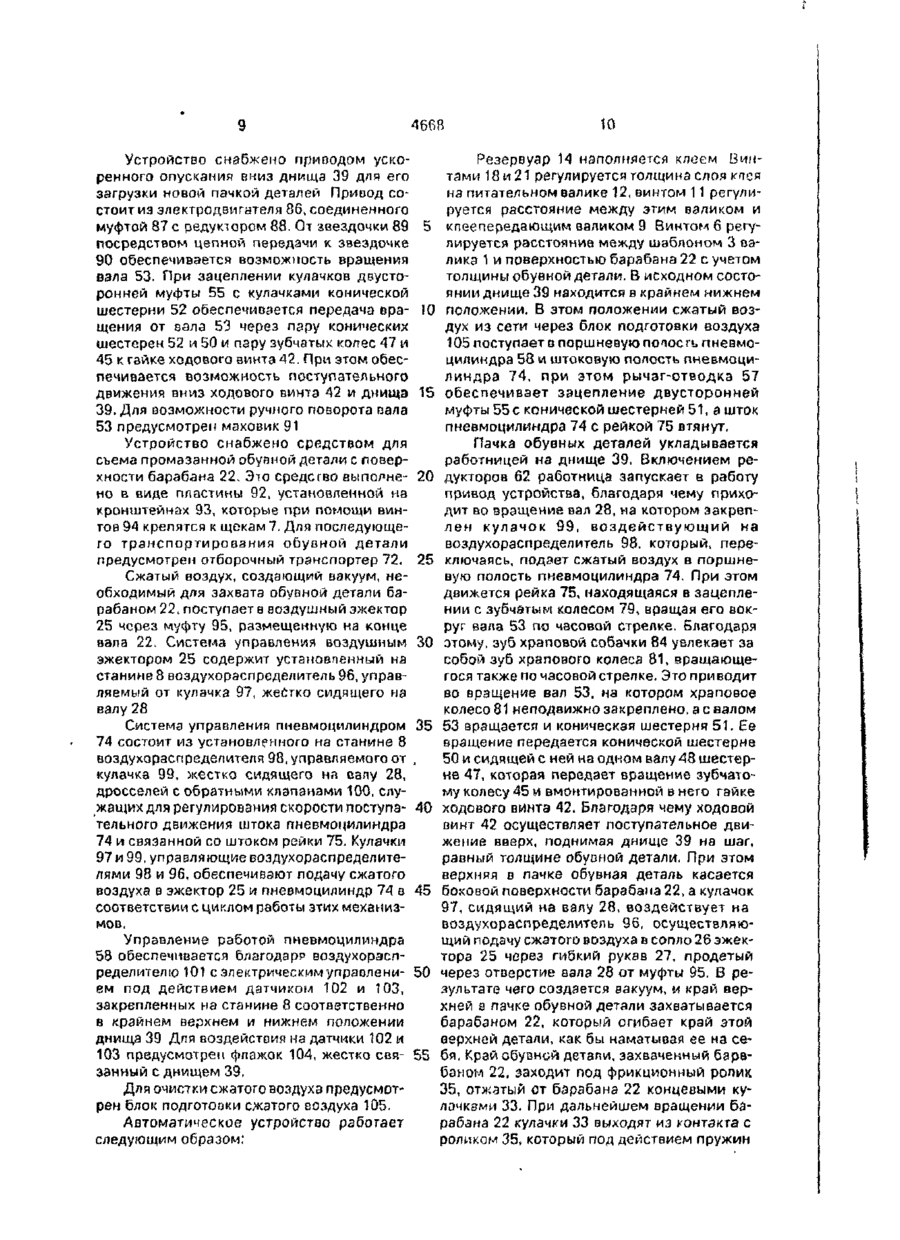
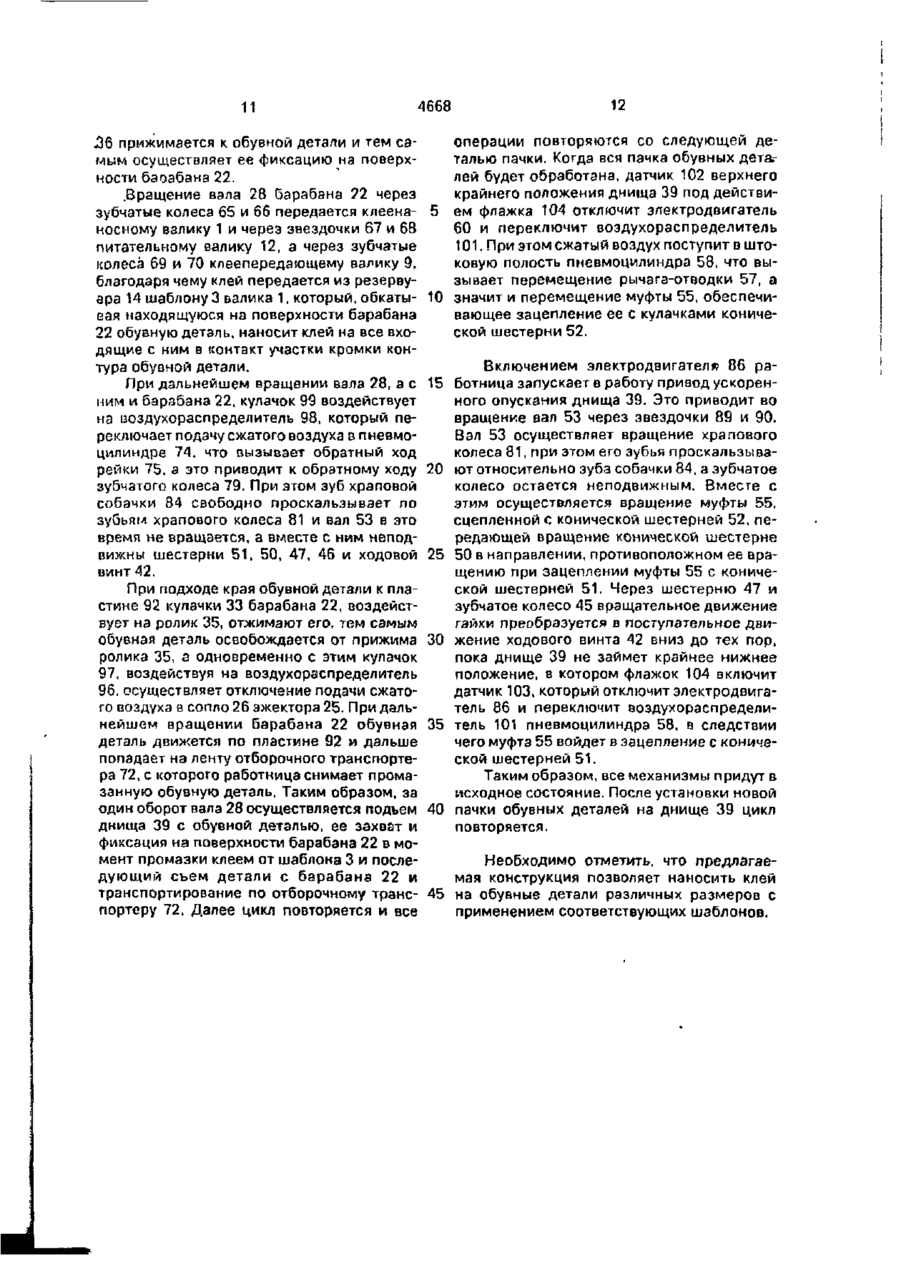
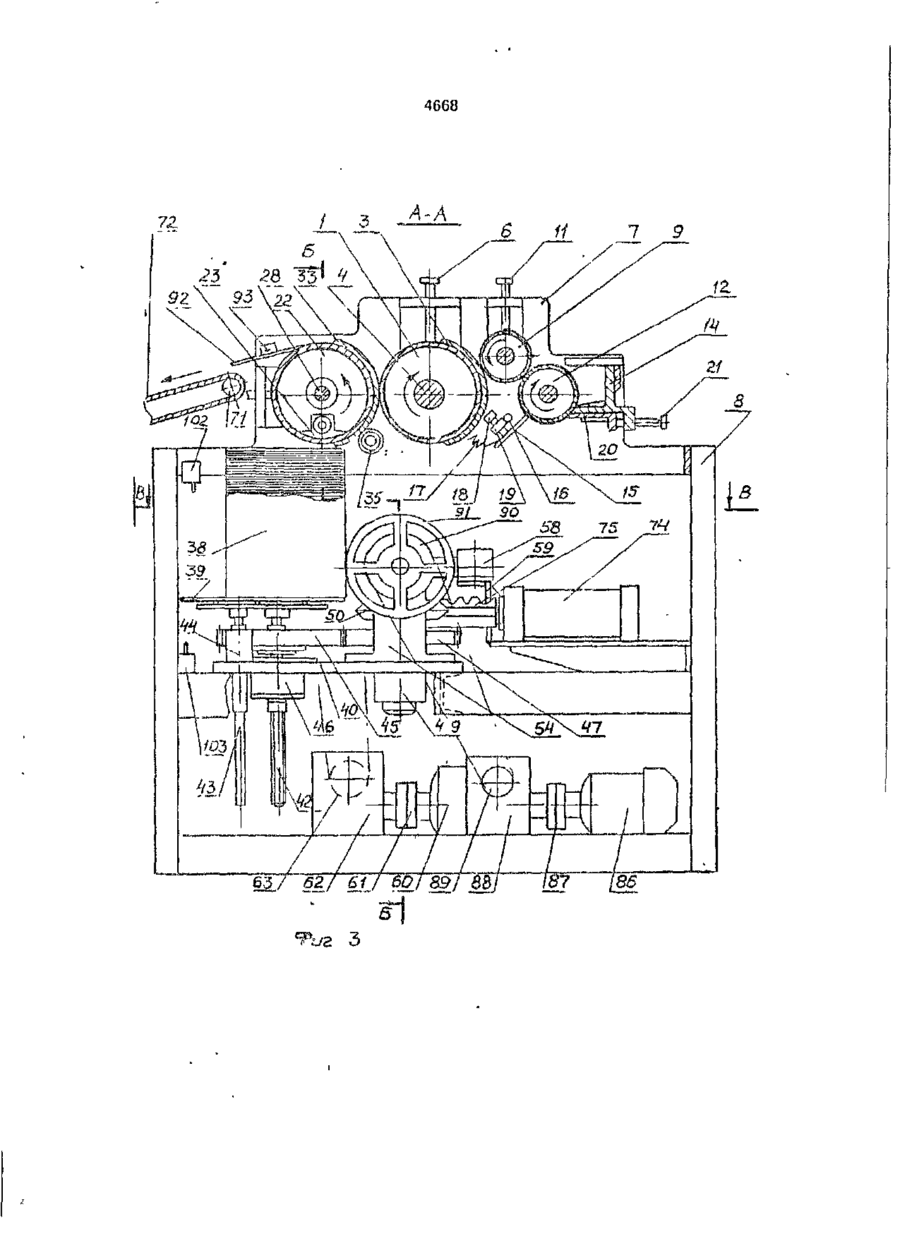
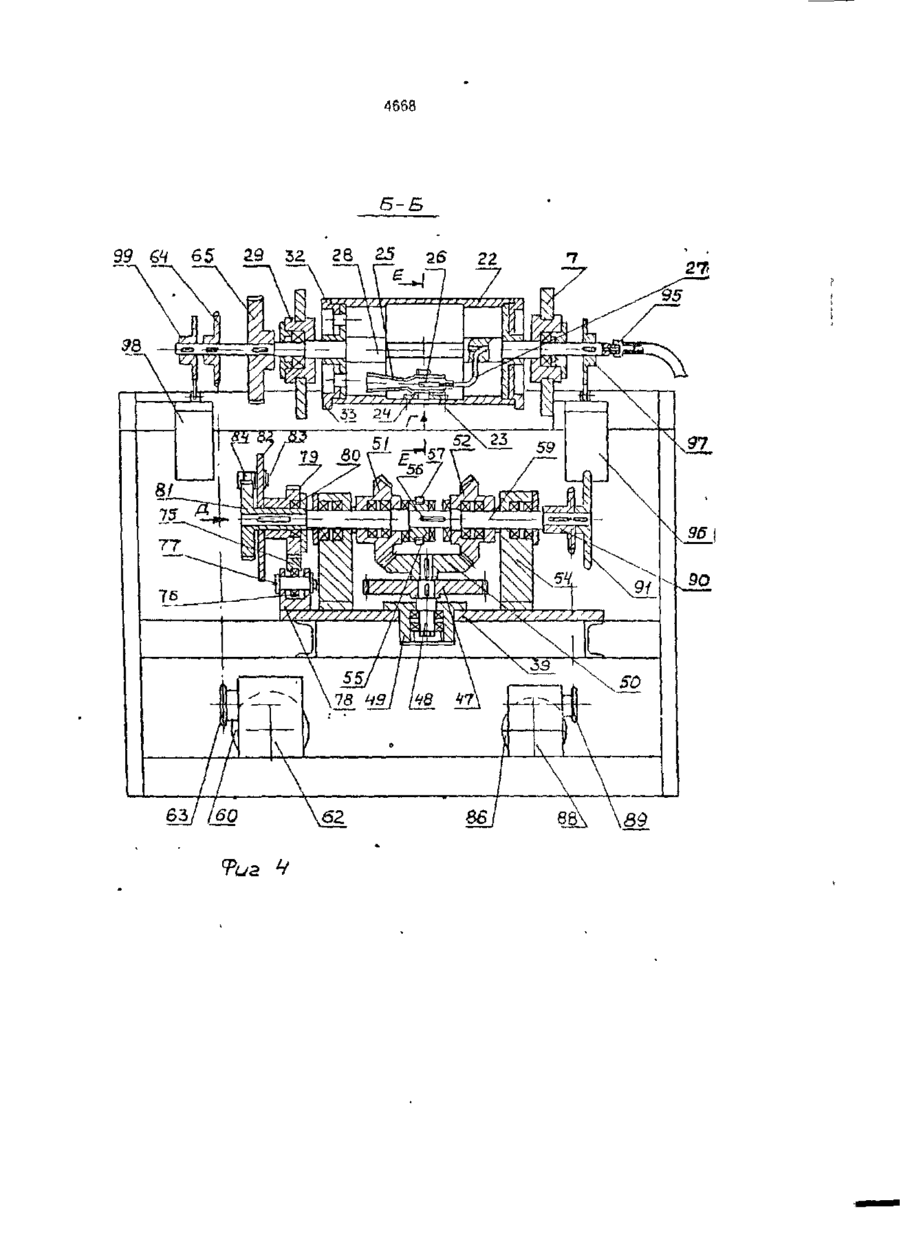
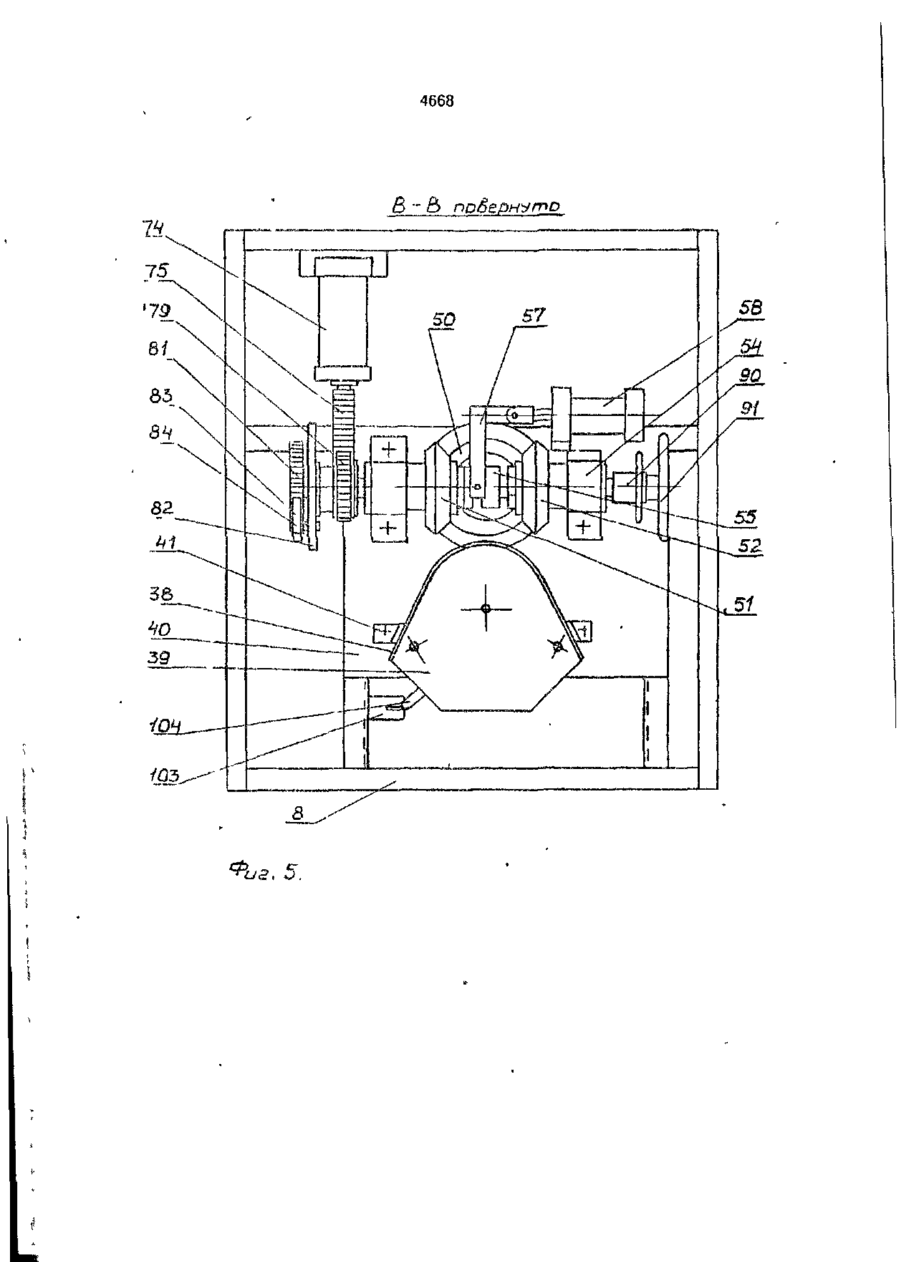
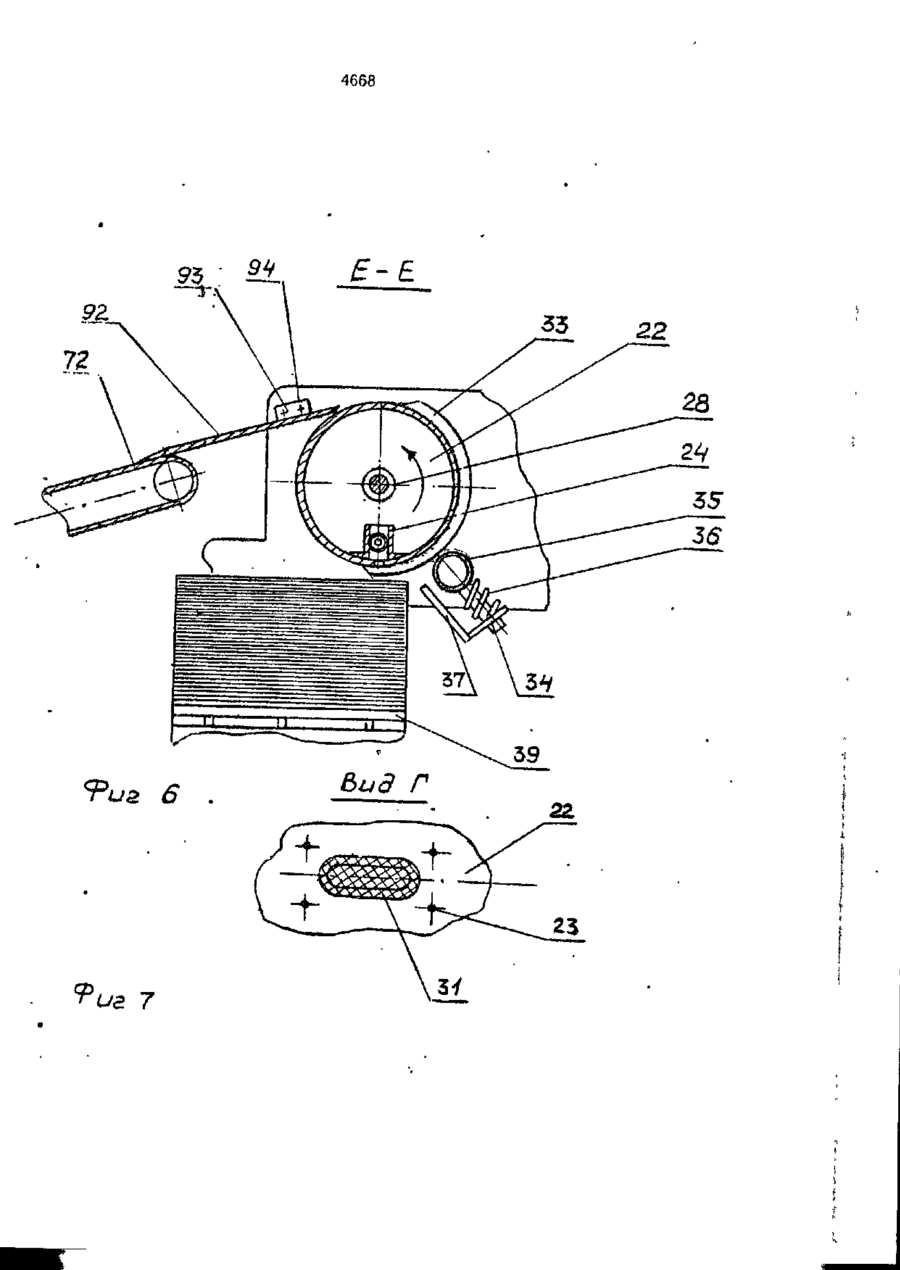
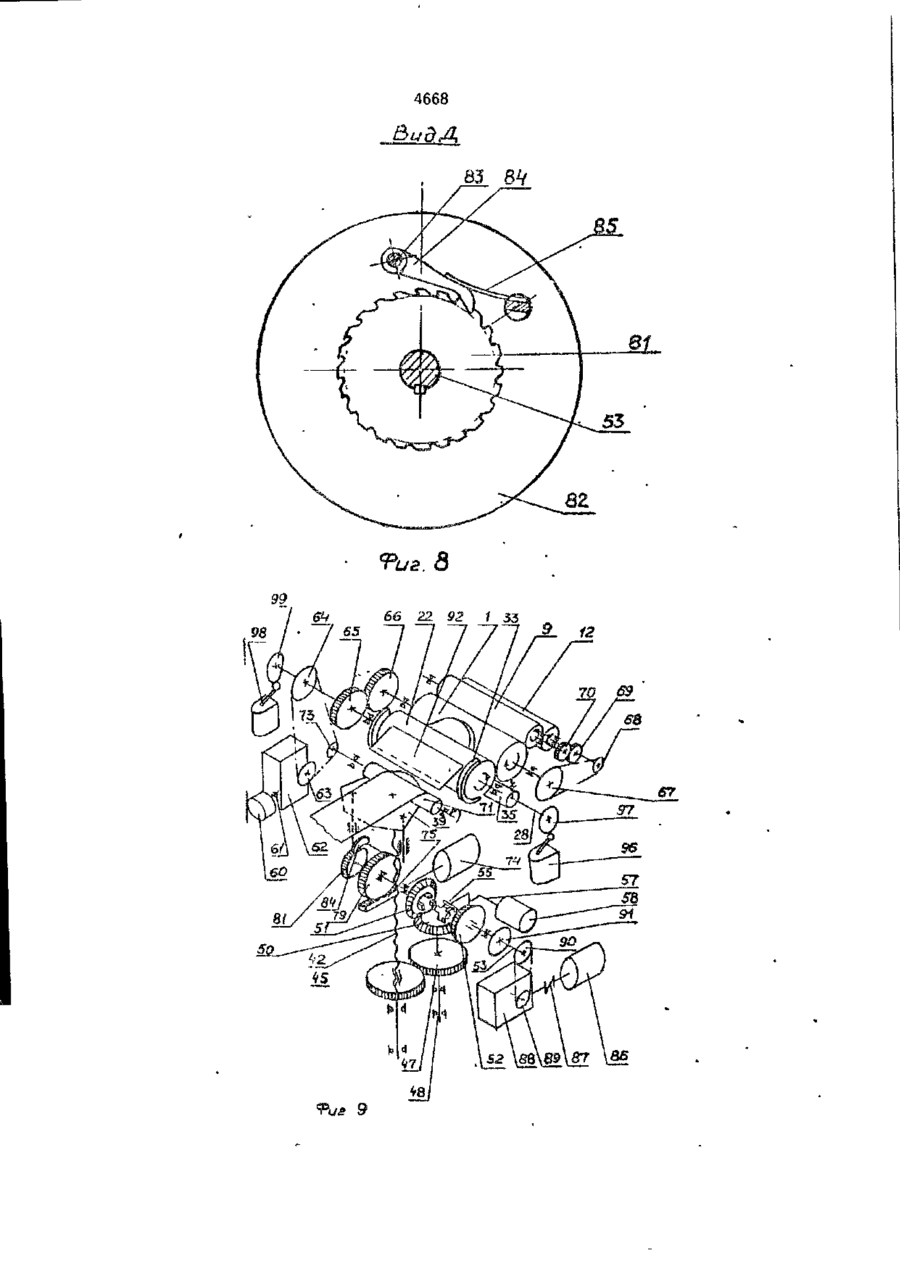
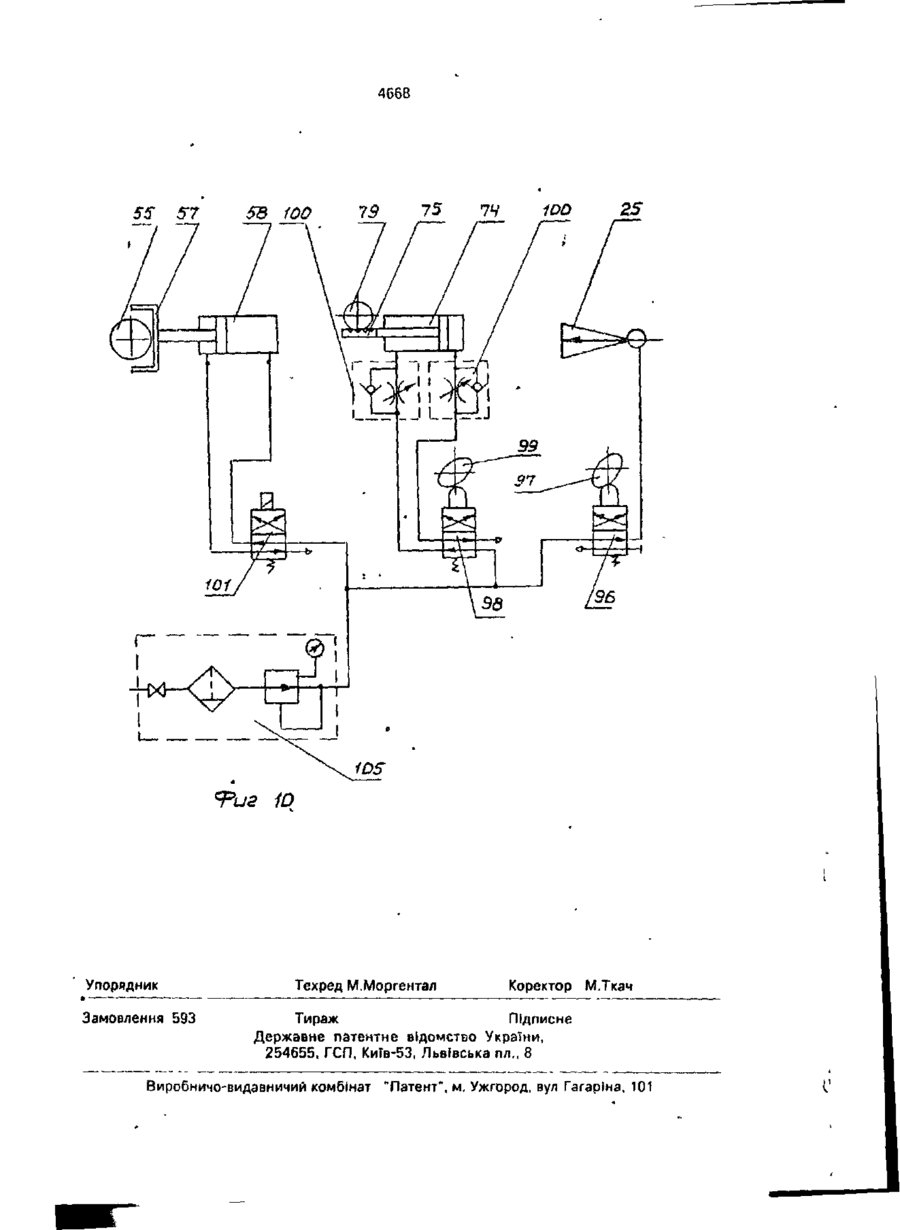
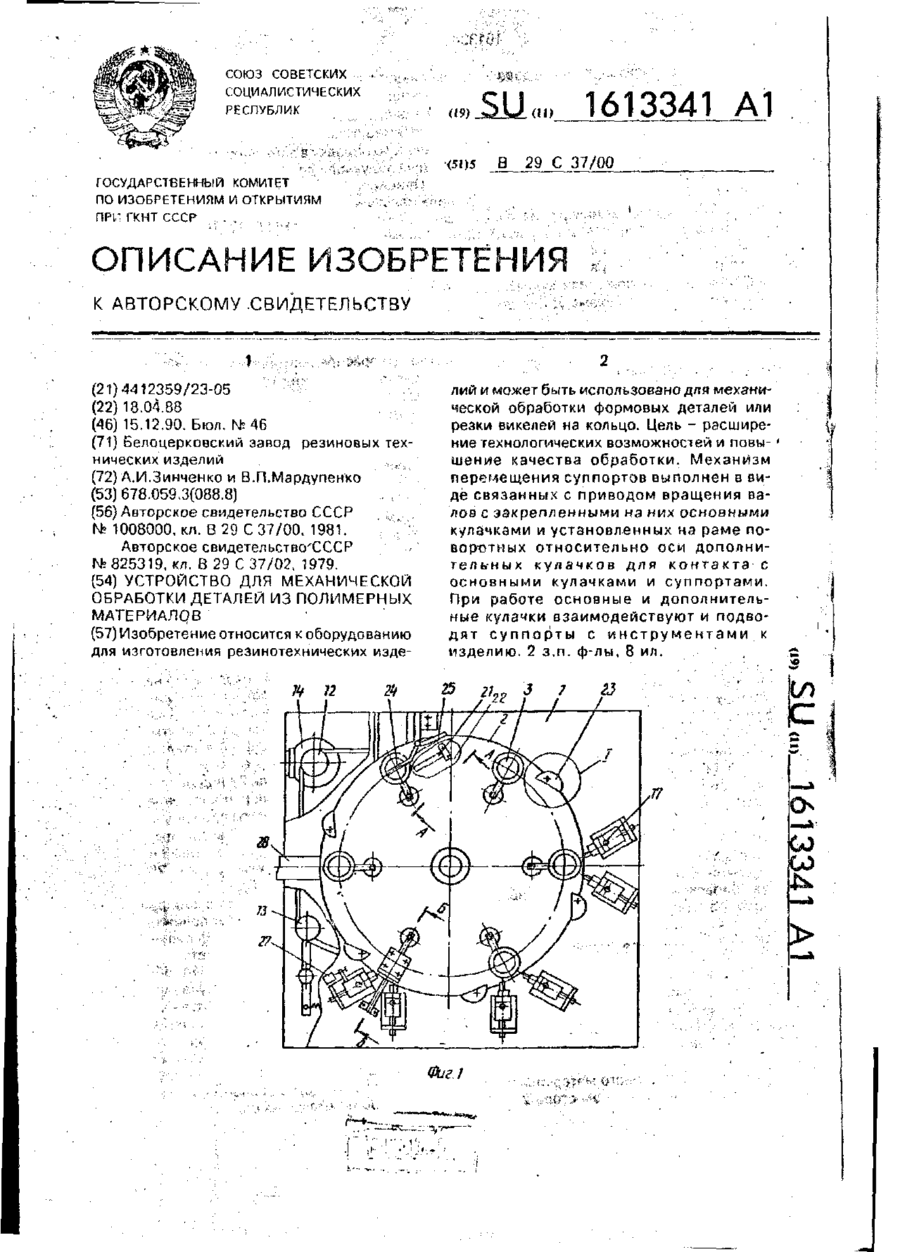
1. Устройство для нанесения кпея на кромки обувных деталей из мягких материалов, содержащее установленные на станине установочную кассету для размещений стопки деталей, механизм нанесения клея на обувную деталь, выполненный в виде клеенаносящего валка с зубчатой шестерней, установленного с возможностью вращения вокруг своей оси в подвижных в вертикальной плоскости опорах и несущего на своей поверхности сменный шаблон, приспособление для подачи клея на клеенаносящий валок, имеющее резервуар с клееподагащими и регулирующими слой клея средствами, прижим для фиксации детали и привод с валом управления переключающего приспособления, о т л и ч а ю щ е е с я тем, что оно имеет механизм захвата детали из стопки, поштучного их отделения от стопки и удержания ее в момент нанесения клея на деталь,состоящий из полого барабана с отверстием на его боковой поверхности, соединенного с вакуум-отсосом, несущего на торцевых поверхностях концевые кулачки и установленного с возможностью вращения навстречу клеенаносящему валку, эжектора, расположенного внутри полого барабана, отверстие которого соответствует отверстию полого барабана, и воздухораспределителей, п р и этом полый барабан установлен на валу, несущем кулачки управления воздухораспределителями, ведущей звездочки и зубчатой шестерни клеенаносящего валка, а прижим для фиксации детали на поверхности полого барабана во время нанесения клеевой пленки выполнен в виде горизонтально установленного фрикционного ролика, подпружиненного относительно станины с возможностью взаимодействия с концевыми кулачками полого барабана и размещенного между опорным и клеенаносящим валом, и имеет средство для съема детали с полого барабана. 2. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что средство для съема детали с полого барабана выполнено в виде пластины, установленной касательно к боковой поверхности полого барабана и над ним, и снабжено отводным ленточным транспортером, расположенный под пластиной. 3. Устройство по п. 1, о т л и ч а ю щ е е с я тем, что установочная кассета размещена под полым барабаном, а ее днище установлено с возможностью шагового перемещения в вертикальной плоскости посредством винтового механизма, содержащего гайку, ходовой винт и две направляющие, жестко связанные с днищем установочной кассеты, при этом гайка закреплена на плите станины. 4. Устройство по п. 1 и З , о т л и ч а ю щ е е с я тем, что винтовой механизм имеет привод, смонтированный на станине и кинематически связанный посредством цепной передачи с валом управления переключающего приспособления. С о 4668 Устройство для нанесения клея на кромки обувных деталей из мягких материалов Изобретение относится к машиностроению, и более конкретно к машиностроению легкой промышленности и может быть широко использовано в обувной и кожгалантерейной промышленности. Известно устройство для нанесения клея по контуру обувной детали [1]. Описанное устройство содержит транспортирующий диск и клеенаносящий валик, причем кромки обувной детали перемещаются вдоль бокового упора. Недостатком этого устройства является то, что он может быть использован для нанесения клея только на жесткие обувные детали, например подошву. Наносить клей на мягкие детали, например, посредством такого устройства из резипо-текстиля нельзя, так как при перемещении таких деталей вдоль бокового упора они гофрируются, образуя множество складок. 5 10 15 20 Известно также устройство [2]. Устройство'содержит клеевую ванну с расположенными в ней клеенаносящими роликами, 25 держатель колодки и привод. Это устройство также не может быть использовано для нйкесения клея на затяжную кромку заготовки верха обуви, причем заготовка должна быть одета на обувную колодку, что резко 30 снижает производительность. Это устройство не может промазывать детали в плоском виде и в- массовом количестве. Наиболее близким техническим решением, выбранным в качестве прототипа является устрой- 35 ство для нанесения клея на кромки обувных деталей [3], содержащее вращающийся барабан, на поверхности которого укреплен съемный шаблон, причем развертка шаблона соответствует контуру обувной детали, а 40 ширина шаблона равна ширине кромки, на которую должен быть нанесен клей. В контакте с шаблоном находится клеенаносящий вращающийся валик. Клей передается на валик другим питательным валиком, утоплен- 45 ным в резервуаре с клеем. Толщина слоя клея на клеенаносящем валике регулируется подпружиненным скребком, прижимаемым к валику. Привод осуществляется сжатым воздухом, поступающим в рабочий цилиндр, 50 имеющий возможность перемещаться вдоль • неподвижного штока, закрепленного на станине. Корпус рабочего цилиндра закреплен на имеющей возможность перемещаться плите, несущей на себе кассету, в которую 55 укладывают обрабатываемую деталь. Фиксация обувной детали осуществляется прижимом," и м е ю щ и м с я на кассете. Под действием сжатого воздуха рабочий цилиндр совершает возвратно-поступатель ное движение, преобразующееся во вращательное движение барабана с шаблоном. При вращении шадпон, смазанный клеем, встречается с обувной деталью и обкатывает его контур, происходит нанесение клея на кромку по контуру обувной детали. Устройство обеспечивает нанесение клея на мягкие обувные детали. Прототип имеет ряд недостатков. Вопервых, низкая производительность труда из-за необходимости вручную устанавливать каждую обувную деталь в кассету и вручную воздействовать на рычаг механизма прижима для фиксации обувной детали в кассете, а также извлекать вручную промазанную деталь, что приводит к непроизводительным потерям времени на выполнение этих операций. Такая конструкция вызывает необходимость отключения устройства в момент загрузки и выгрузки обувных деталей, а это приводит к бесконечным остановкам механизма подачи клея, и, как следствие, к подсыханию на поверхности валиков клея, что резко ухудшает качество обрабатываемых деталей и создает большие трудности при эксплуатации устройства из-за необходимости частой чистки валиков и съема с ник подсохшей клеевой корки. Другим серьезным недостатком прототипа является то, что обслуживающий рабочий вынужден постоянно находиться в непосредственной близости к зоне нанесения клея и дышать вредными испарениями, что отрицательно сказывается на санитарно-гигиенических условиях работы. В основу изобретения поставлена задача создания устройства для нанесения клея на кромки обувных деталей из мягких материалов, в которомлутем автоматизации процесса загрузки и выгрузки обувных деталей повысилась бы его производительность и качество обраиотки при одновременном улучшении санитарно-гигиенических условий работы. Поставленная задача достигается тем, что в устройство для нанесения клея на кромки обувнь-х деталей из мягких материалов, содержащее установленные на станине установочную кассету для размещения стопки деталей, механизм нанесения клея на обувную деталь, выполненный в виде клеенаносящего валка с зубчатой шестерней, установленного с возможностью вращения вокруг своей оси в подвижных в вертикальной плоскости опорах и несущего на своей поверхности сменным шаблон, приспособление для подачи клея на клеенаносящий валок, имеющее резервуар с клееподающими и регулирующими слой клея средствами, прижим для фиксации детали и привод с 4668 обувных деталей, расширится зона обе гужи валом управления переключающего приспования и улучшатся санитарно-гигиенические собления, согласно изобретению, дополниусловия. тельно введен механизм поштучного Изобретение поясняется чертежами, захвата детали из стопки и удержания ее в 5 где: фиг, 1 - общий вид предлагаемого устмомент нанесения кпея. состоящий из полоройства в изометрии; фиг. 2 - то же, вид го барабана с отверстием на его боковой сверху; фиг. 3 - разрез А-А на фиг. 2; фиг. 4 поверхности, соединенного с вакуум-отсо- разрез Б-Б на фиг. 3; фиг, 5 - разрез В-В сом, несущего на торцевых поверхностях на фиг. 3; фиг. 6 - разрез Е-Е на фиг. 4; фиг. концевые кулачки и установленного с возможностью вращения наестречу клеенано- 10 7 - вид Г на фиг. 4; фиг. 8 - вид Д на фиг. 4; фиг. 9 - кинематическая схема; фиг. 10 сящему вэлку, эжектора, расположенного пневматическая схема. внутри полого барабана, отверстие которого Пример конкретного выполнения. соответствует отверстию полого барабана, и Автоматическое устройство для нанесевоздухораспределителей, при этом полый барабан установлен на валу, несущем кулач- 15 ния клея по контуру обувных деталей содержит клеенаносящий валик 1, на поверхности ки управления воздухораспределителями, которого винтами 2 укреплен сменный шабведущую звездочку и зубчатую шестерню, лон 3, выступающий относительно поверхустановленную с возможностью взаимодейности валика 1. Развертка шаблона 3 ствия с зубчатой шестерней клеенаносящего валка, прижим для фиксации детали на 20 соответствует контуру обувной детали, а ширина гребня шаблона 3 равна заданной шиповерхности полого барабана во время нарине кромки, на которую должен быть несения клеевой пленки, выполненной в винанесен клей. Валик 1 закреплен на валу 4, де горизонтально установленного вращающемся в подвижных подшипниках 5. фрикционного ролика, подпружиненного относительно станины с возможностью взаи- 25 Подшипники 5 имеют возможность перемемодействия с концевыми кулачками полого щаться под действием винтов 6 в пазах щек барабана, средство для сьема детали с поло7, установленных на станине 8. В контакте с го барабана. шаблоном 3 находится клеепередающий ваКроме того, устройство имеет средство лик 9, вращающийся в подвижных подшипдля сьема детали с полого барабана, выпол- 30 пиках 10 под действием винтов 11 в пазах ненное в виде пластины, установленной кащек 7. Клей передается на валик 9 питательсательно к боковой поверхности полого ным валиком 12, вращающимся в подвижбарабана и над ним, и снабжено отводным ных подшипниках 13. Валик 12 контактирует ленточным транспортером, расположенным с резервуаром клея 14. Для регулирования под пластиной. 35 толщины слоя клея, находящегося на питаТакже в устройстве установочная кассетельном валике 12 предусмотрен скребок та размещена под полым барабаном, а ее 15, установленный на оси 16, закрепленной днище установлено с возможностью шагона щеках 7, при этом скребок 15 прижимаетвого перемещения в вертикальной плоскося к питательному валику 12 при помощи сти посредством винтового механизма, 40 пружины 17. Толщина слоя клея на валике 12 содержащего гайку, ходовой винт и две нарегулируется винтом 18, гайка 19 которого правляющие, жестко связанные с днищем установлена на оси 16, Для регулирования установочной кассеты, при этом гайка затолщины слоя клея, поступающего из резеркреплена на плите станины. вуара 14 на валик 12 предусмотрен нож 20, Кроме того, винтовой механизм имеет 45 подвижный относительно днища резервуаотдельный привод, смонтированный на стара 14 посредством винта 21, гайка которого нине и кинематически связанный посредстсвязана с резервуаром 14. вом цепной передачи с валом управления Устройство имеет механизм захвата, попереключающего приспособления. штучного отделения обувных деталей от пачВ процессе работы обувчыо детали ав- 50 ки и их удержания в зоне обработки во время томатически, по одной, извлекаются из каснанесения клея. Механизм содержит полый сеты, фиксируются на поверхности полого барабан 22, внутри которого укреплен винбарабана, автоматически смазываются клетами 23 корпус 24 воздушного эжектора 25, ем и автоматически удаляются из устройстсодержащего сопло 26 и гибкий рукав 27, ва, которое работает беспрерывно, без 55 продетый черео отверстие вала 28, закрепостановок. В результате значительна увелиленного в подшипниках 29. Подшипники 29^ чится производительность труда за счет соимеют возможность перемещаться в горикращения затрат времени на ручные зонтальной плоскости под действием виноперации, предотвращается засыхание тов 30 в пазах щек 7. На боковой клея, улучшится качество обрабатываемых цилиндрической поверхности барабана 22 4668 имеется отверстие, соответствующее по форме отверстию в корпусе 24 воздушного эжектора 25, через которое обеспечивается захват вакуумом обувной детали. На отверстии закреплена металлическая сетка 31 для ликвидации возможной локальной деформации обувной детали в момент захвата. 5 Барабан 22 содержит закрепленные к его обечайке торцевые днища 32, имеющие 10 кулачки 33 для воздействия на средство для обеспечения фиксации обувной детали на поверхности барабана 22 в момент промазки. Это средство содержит горизонтальный, вращающийся в опорах 34, фрикционный 15 ролик 35. установленный с возможностью его прижима к барабану 22 под действием пружины 36. Опоры 34 подвижны относительно кронштейнов 37, укрепленных на щеках 7. 20 Устройство снабжено средством для укладки пачки обувных деталей, состоящим из установочной кассеты 38 с подвижным в вертикальной плоскости днищем 39, При этом установочная кассета 38 закреплена на 25 плите 40 при помощи кронштейнов 4 1 , а плита 40 связана со станиной 8. Форма днища 39 соответствует конфигурации обувной детали, а установочная кассета 38 снабжена боковыми упорами для обеспечения непод- 30 вижности пачки обувных деталей в горизонтальной плоскости. С днищем 39 жестко связан ходовой винт 42 и две цилиндрические направляющие 43, имеющие возможность переме- 35 щаться в вертикальной плоскости в опорах 44, закрепленных на плите40. Перемещение ходового винта 42 обеспечивается его кинематической связью с гайкой, которая вмонтирована в зубчатом колесе 45, 40 вращающемся в подшипниковом узле46, закрепленном на плите 40 шестерни 47, сидящая на валу 48 закреплена в корпусе 49. Коническая шестерня 50, которая входит в зацепление с коническими шестернями 51 и 45 52, свободно вращающимися на горизонтальном валу управления 53, вращающемся в подшипниках 54, закрепленных на плите 40. Конические шестерни 51 и 52 снабжены кулачковыми венцами, между которыми 50 скользит двусторонняя кулачковая муфта 55 по шпонке 56 вала 53. Рычаг-отводка 57, связанный со штоком пневмоцилиндра 58, закрепленного на кронштейне 59, обеспечивает перемещение кулачковой муфты 55 55 вдоль вала 53 и возможность ее зацепления с кулачками шестерней 51 и 52, Благодаря этому обеспечивается изменение направления и характера движения ходового винта 42. 8 Привод механизмов нанесения клея, подачи клея, механизма захвата и отбороч*ного транспортера состоит из электродвигателя 60, с о е д и н е н н о г о муфтой 61 с редуктором 62. От звездочки 63 выходного вала редуктора 62 через цепную передачу к звездочке 64 передается вращение вала 28, на котором сидит жестко связанное с ним зубчатое колесо 65, передающее вращение зубчатому колесу 66, сидящему на клеенаносном валике 1. Звездочки 67 и 68 создают возможность передачи вращения питательному валику 12. Зубчатое колесо 69, закрепленное на валике 12 передет вращение зубчатому колесу 70, сидящему на клееподающем валике 9. Вращение приводного вала 71 отборочного транспортера 72 осуществляется посредством цепной передачи от звездочки 63 к звездочке 73, закрепленной на валу 7 1 . Перемещение ходового винта 42 вверх обеспечивается пневматическим приводом Привод осуществляется сжатым воздухом, поступающим из сети через систему управления (см. фиг. 10), в закрепленный нз станине 8 пневмоципиндр 74, шток которого жестко связан с зубчатой рейкой 75, имеющей возможность перемещаться в горизонтальной плоскости по опорному подшипнику 76, вращающемуся на оси 77, закрепленной в вилке 78, смонтированной на плите 40. Под действием сжатого воздуха и благодаря системе управления (фиг. 10) зубчатая рейка 75 совершает возвратно-поступательное движение, которое преобразуется всинхронное вращение зубчатого колеса 79, находящегося в зацеплении с рейкой 75 и вращающегося на подшипнике 80, свободно сидящем на наружной поверхности ступицы храпового колеса 81, жестко связанного с валом 53. На торце ступицы зубчатого колеса 79 жестко закреплен диск 82, на котором закреплен палец 83, несущий храповую собачку 84, находящуюся в зацеплении с зубом храпового колеса 81 под влиянием натяжения плоской пружины 85. Благодаря храповому механизму возвратно-поступательное движение рейки 75 преобразуется во вращательное с остановками движение вала 53, причем только в одном направлении. При зацеплении кулачков муфты 55 с кулачками конической шестерни 51 обеспечивается возможность шагового перемещения ходового винта 42, а вместе с ним шаговый подъем днища 39 с пачкой обувных деталей к поверхности барабана 22. Причем шаг подъема днища 39 соответствует толщине обувной детали. 4668 10 Резервуар 14 наполняется клеем ВинУстройство снабжено приводом ускотами 18 и 21 регулируется толщина слоя клея ренного опускания вниз днища 39 для его на питательном валике 12, винтом 11 регулизагрузки новой пачкой деталей Привод соруется расстояние между этим валиком и стоит из электродвигателя 86, соединенного муфтой 87 с редуктором 88. От звездочки 89 5 клеепередающим валиком 9 Винтом 6 регулируется расстояние между шаблоном 3 вапосредством цепной передачи к звездочке лика 1 и поверхностью барабана 22 с учетом 90 обеспечивается возможность вращения толщины обувкой детали, В исходном состовала 53. При зацеплении кулачков двустоянии днище 39 находится в крайнем нижнем ронней муфты 55 с кулачками конической шестерни 52 обеспечивается передача вра- 10 положении. В этом положении сжатый воздух из сети через блок подготовки воздуха щения от вала 53 через пару конических 105 поступает в поршневую попоегь пневмошестерен 52 и 50 и пару зубчатых колес 47 и цилиндра 58 и штоковую полость пневмоци45 к гайке ходового винта 42. При этом обеслиндра 74, при этом рычаг-отводка 57 печивается возможность поступательного движения вниз ходового винта 42 и днища 15 обеспечивает зацепление двусторонней муфты 55 с конической шестерней 51, а шток 39. Для возможности ручного поворота пала пневмоцилиндра 74 с рейкой 75 втянут. 53 предусмотрен маховик 91 Устройство снабжено средством для Пачка обувных деталей укладывается съема промазанной обувной детали с поверработницей на днище 39. Включением рехности барабана 22. Это средство аыполне- 20 дукторов 62 работница запускает в работу но в виде пластины 92, установленной на привод устройства, благодаря чему прихокронштейнах 93, которые при помощи виндит во вращение вал 28, на котором закрептов 94 крепятся к щекам 7. Для последующелен кулачок 99, воздействующий на го транспортирования обувной детали воздухораспределитель 98, который, перепредусмотрен отборочный транспортер 72. 25 ключаясь, подает сжатый воздух в поршнеСжатый воздух, создающий вакуум, невую полость пневмоцилиндра 74. При этом обходимый для захвата обувной детали бадвижется рейка 75, находящаяся в зацеплерабаном 22, поступает в воздушный эжектор нии с зубчатым колесом 79, вращая его вок25 через муфту 95, размещенную на конце руг вала 53 по часовой стрелке. Благодаря вала 22. Система управления воздушным 30 этому, зуб храповой собачки 84 увлекает за эжектором 25 содержит установленный на собой зуб храпового колеса 81, вращающестанине 8 воздухораспределитель 96,управгося также по часовой стрелке. Это приводит ляемый от кулачка 97, жестко сидящего на во вращение вал 53, на котором храповое валу 28 колесо 81 неподвижно закреплено, а с валом Система управления пневмоцилиндром 35 53 вращается и коническая шестерня 51. Ее 74 состоит из установленного на станине 8 вращение передается конической шестерне воздухораспределителя 98, управляемого от , 50 и сидящей с ней на одном валу -48 шестеркулачка 99, жестко сидящего на валу 28, не 47, которая передзет вращение зубчатодросселей с обратными клапанами 100, слуму колесу 45 и вмонтированной в него гайке жащих для регулирования скорости поступа- 40 ходового винта 42. Благодаря чему ходовой тельного движения штока пневмоцилиндра винт 42 осуществляет поступательное дви74 и связанной со штоком рейки 75. Кулачки жение вверх, поднимая днище 39 на шаг, 97 и 99, управляющие воздухораспределитеравный толщине обувной детали. При этом лями 98 и 96, обеспечивают подачу сжатого верхняя в пачке обувная деталь касается воздуха в эжектор 25 и пневм о цилиндр 74 в 45 боковой поверхности барабана 22, а кулачок соответствии с циклом работы этих механиз97, сидящий на валу 28, воздействует на мов. воздухораспределитель 96, осуществляюУправление работой пневмоцилиндра щий подачу сжатого воздуха в сопло 26 эжек58 обеспечивается благодаря воздухорасптора 25 через гибкий рукав 27, продетый ределителю 101 с электрическим управлени- 50 через отверстие вала 28 от муфты 95, В реем под действием датчиком 102 и 103, зультате чего создается вакуум, и край верзакрепленных на станине 8 соответственно хней е пачке обувной детали захватывается в крайнем верхнем и нижнем положении барабаном 22, который огибает край этой днища 39 Для воздействия на датчики 102 м верхней детали, как бы наматывая ее на се103 предусмотрен флажок 104, жестко свя- 55 бя, Край обувной детали, захваченный бараээнный с днищем 39, баном 22, заходит под фрикционный ролик Для очистки сжатого воздуха предусмот35, отжатый от барабана 22 концевыми курен блок подготовки сжатого воздуха 105. лочкзми 33, При дальнейшем вращении баАвтоматическое устройство работает рабана 22 кулачки 33 выходят из контакта с следующим образом: роликом 35, который под действием пружин 11 4668 12 операции повторяются со следующей деJ36 прижимается к обувной детали и тем самым осуществляет ее фиксацию на поверхталью пачки. Когда вся пачка обувных детаности бэоабана 22. лей будет обработана, датчик 102 верхнего крайнего положения днища 39 под действи.Вращение вала 28 барабана 22 через зубчатые колеса 65 и 66 передается клеена- 5 ем флажка 104 отключит электродвигатель носному валику 1 и через звездочки 67 и 68 60 и переключит воздухораспределитель питательному валику 12, а через зубчатые 101. При этом сжатый воздух поступит в штоколеса 69 и 70 клеепередающему валику 9, ковую полость пневмоцилиндра 58, что выблагодаря чему клей передается из резервузывает перемещение рычага-отводки 57, а ара 14 шаблону 3 валика 1, который, обкаты- 10 значит и перемещение муфты 55, обеспечивая находящуюся на поверхности барабана вающее зацепление ее с кулачками кониче22 обувную деталь, наносит клей на все вхоской шестерни 52. дящие с ним в контакт участки кромки контура обуаной детали. Включением электродвигателю 86 раПри дальнейшем вращении вала 28, а с 15 ботница запускает в работу привод ускоренного опускания днища 39. Это приводит во ним и барабана 22, кулачок 99 воздействует вращение вал 53 через звездочки 89 и 90. на воздухораспределитель 98, который пеВал 53 осуществляет вращение храпового реключает подачу сжатого воздуха в пневмоколеса 81, при этом его зубья проскальзывацияиндре 74, что вызывает обратный ход рейки 75, а это приводит к обратному ходу 20 ют относительно зуба собачки 84. а зубчатое колесо остается неподвижным. Вместе с зубчатого колеса 79. При этом зуб храповой этим осуществляется вращение муфты 55, собачки 84 свободно проскальзывает по сцепленной с конической шестерней 52, пезубьям храпового колеса 81 и вал 53 в это редающей вращение конической шестерне время не вращается, а вместе с ним неподвижны шестерни 5 1 , 50, 47, 46 и ходовой 25 50 в направлении, противоположном ее вращению при зацеплении муфты 55 с коничевинт 42. ской шестерней 51. Через шестерню 47 и При подходе края обувной детали к плазубчатое колесо 45 вращательное движение стине 92 кулачки 33 барабана 22, воздейстгайки преобразуется в поступательное двивует на ролик 35, отжимают его, тем самым жение ходового винта 42 вниз до тех пор, обувная деталь освобождается от прижима 30 пока днище 39 не займет крайнее нижнее ролика 35, а одновременно с этим кулачок положение, в котором флажок 104 включит 97, воздействуя на воздухораспределитель датчик 103, который отключит электродвига96. осуществляет отключение подачи сжатотель 86 и переключит воздухораспределиго воздуха в сопло 26 эжектора 25. При дальтель 101 пневмоцилиндра 58, а следствии нейшем вращении барабана 22 обувная 35 чего муфтз 55 войдет в зацепление с коничедеталь движется по пластине 92 и дальше ской шестерней 51. попадает на ленту отборочного транспортера 72, с которого работница снимает промаТаким образом, все механизмы придут в занную обувную деталь. Таким образом, за исходное состояние. После установки новой один оборот вала 28 осуществляется подъем 40 пачки обувных деталей на днище 39 цикл днища 39 с обувной деталью, ее захват и повторяется. фиксация на поверхности барабана 22 в момент промазки клеем от шаблона 3 и послеНеобходимо отметить, что предлагаедующий сьем детали с барабана 22 и мая конструкция позволяет наносить клей транспортирование по отборочному транс- 45 на обувные детали различных размеров с портеру 72. Далее цикл повторяется и все применением соответствующих шаблонов. 4668 Фиг. 1 4668 4668 / 23 £8 53* Ч З А-А 7 9 4668 Є-Б 9 і &* §5 Зі £8^ 25 25 4668 г, 5. 4668 B-E 9Z 4668 83 84 "Риг. 8 66 SSL 22 92 1 S3 12 4668 SS 57 S3 100 79 75 7V 1OO 25 Ю Упорядник Замовлення 593 Техред М.Моргентал Коректор М.Ткач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл,, 8 Виробничо-видавничий комбінат "Патент", м, Ужгород, вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for applying glue on edges of shoe parts from soft materials
Автори англійськоюKleinman Izmail Davydovych, Pyliov Yurii Ivanovych, Shmyhliuk Mykola Illich
Назва патенту російськоюУстройство для нанесения клея на края обувных деталей из мягких материалов
Автори російськоюКлейнман Измаил Давидович, Пилев Юрий Иванович, Шмиглюк Николай Ильич
МПК / Мітки
МПК: A43D 25/00
Мітки: деталей, краї, взуттєвих, матеріалів, м'яких, пристрій, клею, нанесення
Код посилання
<a href="https://ua.patents.su/14-4668-pristrijj-dlya-nanesennya-kleyu-na-kra-vzuttehvikh-detalejj-iz-myakikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення клею на краї взуттєвих деталей із м’яких матеріалів</a>
Пристрій для нанесення плівок іонно-плазменним розпиленням сегнетоелектричних матеріалів у вакуумі

Номер патенту: 1172
Опубліковано: 30.12.1993
Автор: Левченко Георгій Тимофійович
МПК: C23C 14/36, C23C 4/00, B05B 5/08
Мітки: нанесення, вакуумі, сегнетоелектричних, матеріалів, пристрій, розпиленням, плівок, іонно-плазменним
Формула / Реферат:
Устройство для нанесення пленок ионно-плазменным распылением сегнетоэлектрических материалов в вакууме, содержащее диэлектрический держатель с дисковой мишенью, размещенную между ними дисковую электропроводную прокладку, токоподвод и узел разогрева мишени, отличающееся тем, что, с целью повышения качества пленок за счет повышения равномерности распыления мишени, токоподвод выполнен в виде кольца, примыкающего к боковой поверхности мишени,...
Пристрій для механічної обробки деталей із полімерних матеріалів
Номер патенту: 647
Опубліковано: 15.12.1993
Автори: Мардупенко Валентина Петрівна, Зінченко Анатолій Іванович
МПК: B29C 37/00
Мітки: полімерних, матеріалів, пристрій, деталей, обробки, механічної
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я 1. Устройство для механической обработки деталей из полимерных материалов, содержащее смонтированные на раме поворотный стол с оправками для деталей, мальтийский механизм прерывистого вращения стола, механизм вращения оправок, прижим, который закреплен на штоке цилиндра и установлен соосно с оправками, механизм сбрасывания деталей и связанные с механизмом их перемещения суппорты с обрабатывающим...
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Яковлев Валерій Анатольович, Погорілий Анатолій Григорович, Вольвач Юрій Олександрович
МПК: B05B 7/16
Мітки: покриття, внутрішню, поверхню, нанесення, пристрій, виробів, детонаційного
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Пристрій для нанесення плівкових поглиначів нвченергії
Номер патенту: 5311
Опубліковано: 28.12.1994
Автори: Твердохліб Микола Григорович, Горбатюк Володимир Улянович
МПК: C23C 14/54
Мітки: поглиначів, плівкових, нвченергії, нанесення, пристрій
Формула / Реферат:
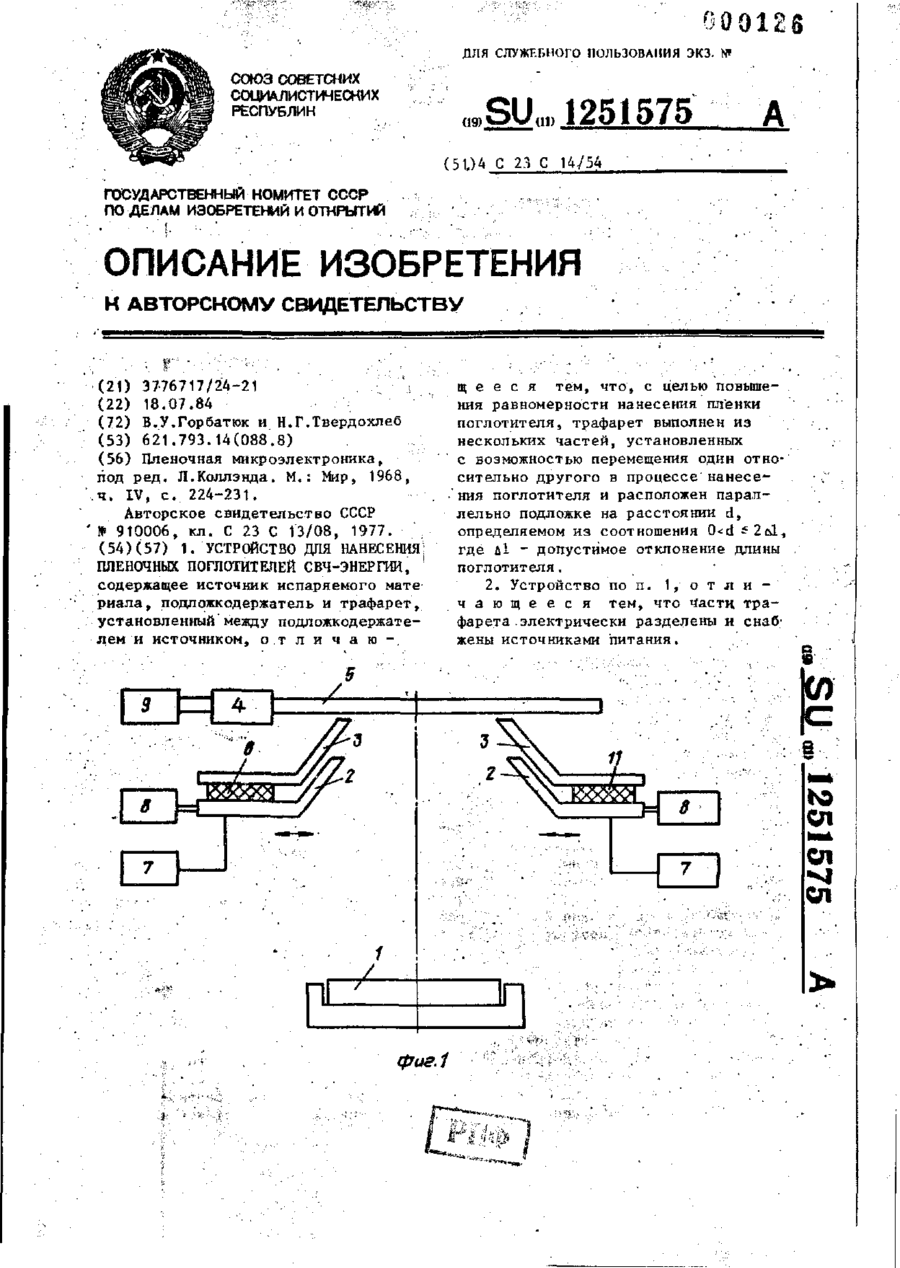
1.Устройство для нанесення пленочных поглотителей СВЧ-энергии, содержащее источник испаряемого материала, подложкодержатель и трафарет, установленный между подложкодержателем и источником, отличающееся тем, что, с целью повышения равномерности нанесения пленки поглотителя, трафарет выполнен из нескольких частей, установленных с возможностью перемещения один относительно другого в процессе нанесения поглотителя и расположен параллельно...
Пристрій для контролю вертикального установлення деталей
Номер патенту: 84
Опубліковано: 30.04.1993
Автор: Ільїчев Анатолій Федорович
МПК: G01C 15/10, G01M 19/00
Мітки: вертикального, контролю, пристрій, деталей, установлення
Формула / Реферат:
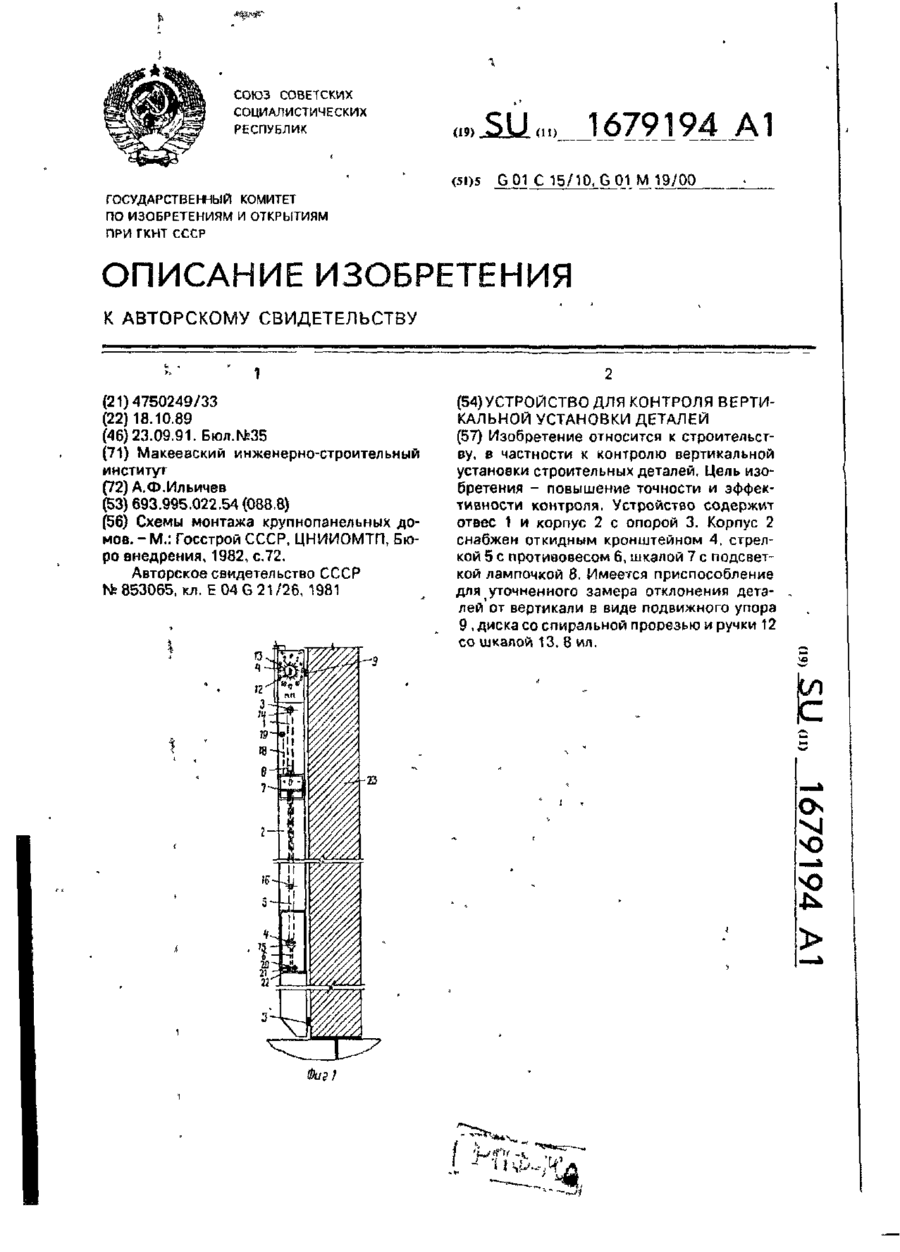
Формула изобретенияУстройство для контроля вертикальной установки деталей, содержащее отвес и корпус с опорой, отличающееся тем, что, с целью повышения точности и эффективности контроля, корпус снабжен откидным кронштейном, стрелкой с противовесом, шкалой с подсветкой и приспособлением для замера отклонения деталей от вертикали, причем корпус выполнен в виде полой рейки прямоугольного сечения, приспособление для замера отклонения деталей от...
Попередній патент: Штифт-імплантат для кріплення зубних протезів
Наступний патент: Спосіб нітроцементації виробів із сталі та чавуну
Випадковий патент: Спосіб визначення наявності і кількості витоків із відрізка напірного трубопроводу