Пристрій для неперервного виробництва плит пінополіуретану(варіанти)
Номер патенту: 39871
Опубліковано: 16.07.2001
Автори: Еверс Робертус Хендрікус, Паув Хендрік, Блекуелл Браєн Джеймс, Мортельманс Руді

Формула / Реферат
1. Устройство для непрерывного производства плит пенополиуретана, содержащее транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства, отличающееся тем, что оно снабжено начальной и запорной досками, средством для установки начальной доски поперек транспортирующего средства рядом с местом подачи на последнее реакционной смеси в начале производственного цикла, средством для перемещения начальной доски вдоль транспортирующего средства таким образом, чтобы начальная доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению высоты передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения по существу имела бы такую же высоту, как и последующая часть, и чтобы начальная доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средством удаления начальной доски с конвейера после того, как передняя часть полученного пенополиуретана будет в достаточной степени сохранять свою форму, средством для установки запорной доски поперек конвейера рядом с местом подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средством последующего перемещения запорной доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы по существу такую же высоту, как и предыдущая часть.
2. Устройство по п. 1, отличающееся тем, что средство для перемещения начальной доски выполнено с возможностью установки начальной доски в ходе первой фазы в неподвижном положении и последующего перемещения ее со скоростью, практически равной скорости транспортирующего средства, после достижения пенящейся реакционной смесью перед, начальной доской заданной высоты.
3. Устройство по п. 1, отличающееся тем, что оно содержит средство для включения привода транспортирующего средства практически одновременно с началом: движения начальной доски вдоль транспортирующего средства.
4. Устройство по любому из пп. 1-3, отличающееся тем, что средство: для удаления начальной доски содержит приспособление для увеличения скорости начальной доски в направлении перемещения пенополиуретана и приспособление для подъема начальной доски после того, как между передней поверхностью пенополиуретана и начальной доской образуется достаточный зазор.
5. Устройство по любому из пп. 1-4, отличающееся тем, что средство для установки запорной доски выполнено с возможностью установки запорной доски в пределах 3 м, а предпочтительно, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство.
6. Устройство по любому из пп. 1-5, отличающееся тем, что средство для установки начальной доски выполнено с возможностью установки начальной доски в пределах 3 м, а предпочтительно на расстоянии 1,5 м и, в особенности, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство.
7. Устройство по любому из пп. 1-6, отличающееся тем, что средство для установки начальной доски и средство для перемещения начальной доски содержат верхний путь, проходящий, по существу, в продольном направлении над транспортирующим средством, установленную с возможностью перемещения по верхнему пути каретку, двигатель с регулируемой скоростью вращения для перемещения каретки по верхнему пути, по меньшей мере, один соединительный рычаг, связанный одним концом с кареткой, а вторым концом с начальной доской, и приспособление для опускания начальной доски посредством соединительного рычага на транспортирующее средство.
8. Устройство по п. 7, отличающееся тем, что соединительный рычаг скользяще соединен с кареткой и/или с начальной доской таким образом, чтобы скользящее соединение позволяло компенсировать колебания расстояния между верхним путем к транспортирующим средством во время перемещения по последнему начальной доски.
9. Устройство по п. 8, отличающееся тем, что транспортирующее средство содержит наклонный лист и бесконечный конвейер, причем скользящее соединение выполнено с возможностью обеспечения перемещения начальной, доек» вверх и вниз при ее: движении по наклонному листу и в таком направлении, чтобы свести к минимуму различия в скорости между начальной доской и движущимся транспортирующим средством из-за опускания начальной доски по наклонному листу.
10. Устройство по любому из пп. 1-9, отличающееся тем, что оно содержит средство для снижения давления начальной доски на транспортирующее средство.
11. Устройство по любому из пп. 1-10, отличающееся тем, что начальная доска снабжена, по меньшей мере, одним роликом для контактирования с транспортирующим средством и нижним щитком, шарнирно закрепленным на ее нижней части с помощью, по существу, горизонтальной оси и свободной кромкой касающимся транспортирующего средства между роликом и пенящейся реакционной смесью.
12. Устройство по любому из пп. 1-11, отличающееся тем, что начальная доска снабжена верхним щитком, шарнирно соединенным с ее верхней частью о возможностью отгибания вниз при столкновении с препятствием, и упругим приспособлением для возвращения верхнего щитка в вертикальное положение.
13. Устройство по любому из пп. 1-12, отличающееся тем, что, меньшей мере, запорная доска и, предпочтительно, также начальная доска снабжены средством для автоматического регулирования их ширины в соответствии с шириной производимого пенополиуретана.
14. Устройство по п. 13, отличающееся тем, что, по меньшей мере, запорная доска и, предпочтительно, также начальная доска состоит из, по меньшей мере двух подвижных панелей для регулирования ширины соответствующей доски в соответствии с шириной производимого пенополиуретана.
15. Устройство по п. 14, отличающееся тем, что подвижные панели установлены с частичным перекрытием друг друга и смонтированы посредством индивидуальных соединительных рычагов на соответствующих дополнительных каретках, а в продольном направлении над транспортирующим средством установлены верхние направляющие для перемещения дополнительных катерок, причем устройство снабжено средством для регулирования расстояния между индивидуальными соединительными рычагами, которые связаны с подвижными в поперечном направлении боковыми стенками наклонного листа, а верхние направляющие закреплены на соответствующих стенках вдоль последних.
16. Устройство по п. 13, отличающееся тем, что, по меньшей мере запорная доска и, предпочтительно, начальная доска состоит из центральной части, двух боковых щитков, шарнирно соединенных с центральной частью, а средство для автоматического регулирования ширины соответствующей доски выполнено в виде приспособления для прижима боковых щитков к боковым стенкам наклонного листа.
17. Устройство по любому из пп. 1-16, отличающееся тем, что оно снабжено средством для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере, рядом с наклонным листом по направлению к бесконечному конвейеру перед началом производственного цикла.
18. Устройство по п. 17, отличающееся тем, что средство для крепления подложки состоит из поперечного ряда штифтов, смонтированных на бесконечном конвейере, и приспособления для автоматического убирания штифтов при первом обороте конвейера.
19. Устройство по п. 18, отличающееся тем, что бесконечный конвейер выполнен состоящим из поперечных пластин, шарнирно соединенных друг с другом, штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин, а приспособление для автоматического убирания штифтов выполнено в виде пружинного средства для перевода штифтов из положения, в котором они выступают через прорези между двумя пластинами, в убранное положение, установленного на валу, по меньшей мере, одного рычага, находящегося под постоянным углом к штифтам, и закрепленного на второй из двух соседних пластин упора для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин, по существу, в одной плоскости и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага.
20. Устройство для непрерывного производства плит пенополиуретана, содержащее транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства, отличающееся тем, что оно снабжено устанавливаемой поперек транспортирующего средства доской, средством для установки доски рядом с местом подачи на транспортирующее средство реакционной смеси в начале производственного цикла, средством для перемещения доски вдоль транспортирующего средства таким образом, чтобы доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения, по существу, имела бы такую же высоту, как и последующая часть, и чтобы доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средством для удаления доски с конвейера транспортирующего средства после того, как передняя часть полученного пенополиуретана будет в достаточной степени сохранять свою форму, средством для возврата доски к месту подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средством для последующего перемещения доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной массы смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части, полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы по существу такую же высоту, как и предыдущая часть.
21. Устройство по п. 20, отличающееся тем, что средство для перемещения доски выполнено с возможностью установки доски в ходе первой фазы в неподвижном положении и последующего перемещения ее со скоростью, практически равной скорости транспортирующего средства, после достижения пенящейся реакционной смесью перед доской заданной высоты.
22. Устройство по п. 21, отличающееся тем, что оно содержит средство для включения привода транспортирующего средства практически одновременно с началом движения доски вдоль транспортирующего средства.
23. Устройство по любому из пп. 20-22, отличающееся тем, что средство для удаления доски содержит приспособление для увеличения скорости доски в направлении перемещения пенополиуретана и приспособление для подъема доски после того, как между передней поверхностью пенополиуретана и доской образуется достаточный зазор.
24. Устройство по любому из пп. 20-23, отличающееся тем, что средство для возврата доски выполнено с возможностью установки доски в пределах 3 м, а предпочтительно, на расстоянии 1,5 м, и в особенности, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси.
25. Устройство по любому из пп. 20-24, отличающееся тем, что средство для установки доски выполнено с возможностью установки доски в пределах 3 м, а предпочтительно, на расстоянии 1,5 м и, в особенности, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство в начале производственного цикла.
26. Устройство по любому из пп. 20-25, отличающееся тем, что средство для установки доски, средство для перемещения доски и средство для возврата доски содержат верхний путь, проходящий, по существу, в продольном направлении над транспортирующим средством, установленную с возможностью перемещения по верхнему пути каретку, двигатель с регулируемой скоростью вращения для перемещения каретки по верхнему пути, по меньшей мере, один соединительный рычаг, связанный одним концом с кареткой, а вторым концом с доской, и приспособление для опускания доски посредством соединительного рычага на транспортирующее средство.
27. Устройство по любому из пп.20-26, отличающееся тем, что оно снабжено средством для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере рядом с наклонным листом по направлению к бесконечному конвейеру перед началом производственного цикла.
28. Устройство по п. 27, отличающееся тем, что средство для крепления подложки состоит из поперечного ряда штифтов, смонтированных на бесконечном конвейере и приспособления для автоматического убирания штифтов при первом обороте конвейера.
29. Устройство по п. 28, отличающееся тем, что бесконечный конвейер выполнен состоящим из поперечных пластин, шарнирно соединенных друг с другом, штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин, а приспособление для автоматического убирания штифтов выполнено в виде пружинного средства для перевода штифтов из положения, в котором они выступают через прорези между двумя пластинами, в убранное положение, установленного на валу, по меньшей мере, одного рычага, находящегося под постоянным углом к штифтам и закрепленного на второй из двух соседних пластин упора для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин по существу в одной плоскости, и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага.
Текст
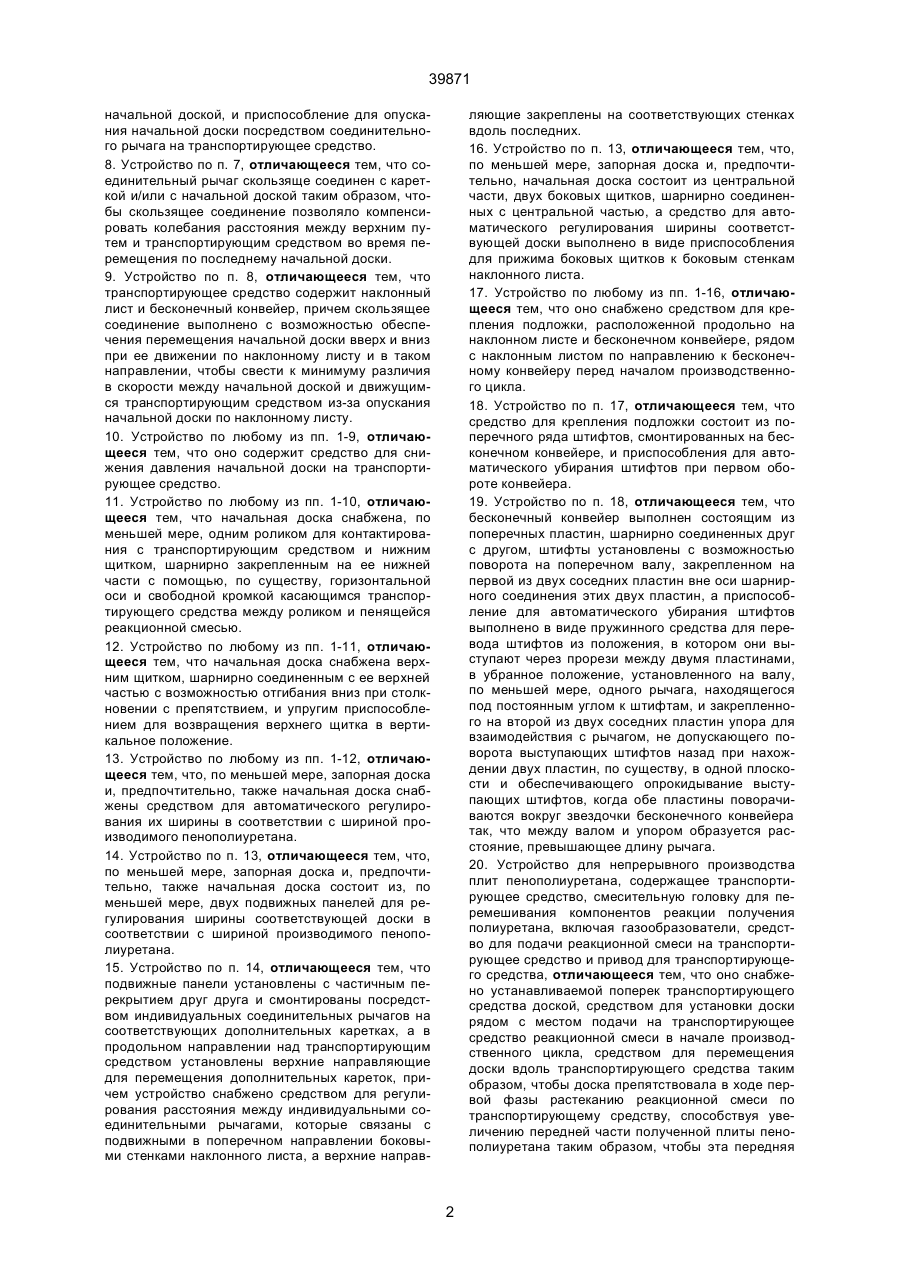
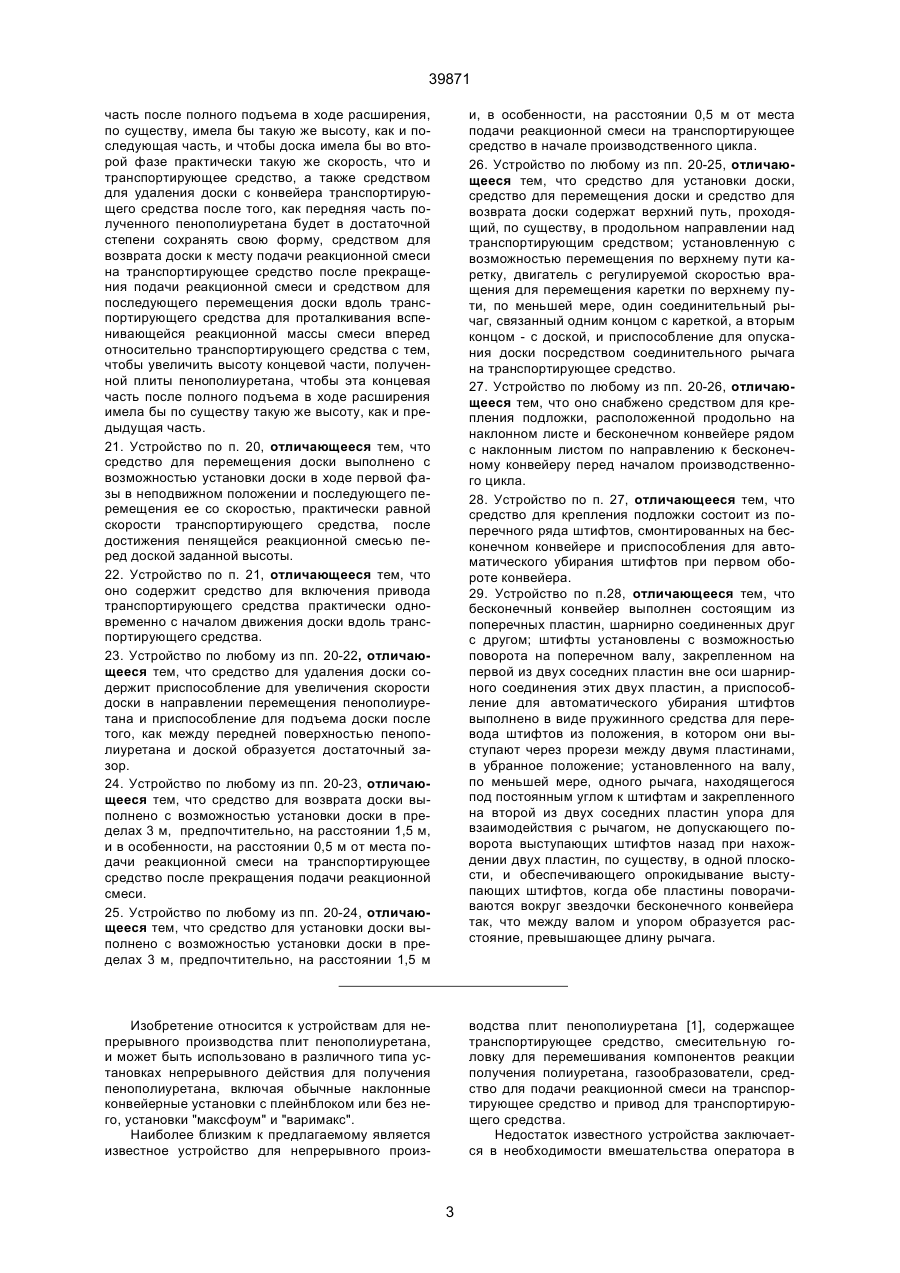
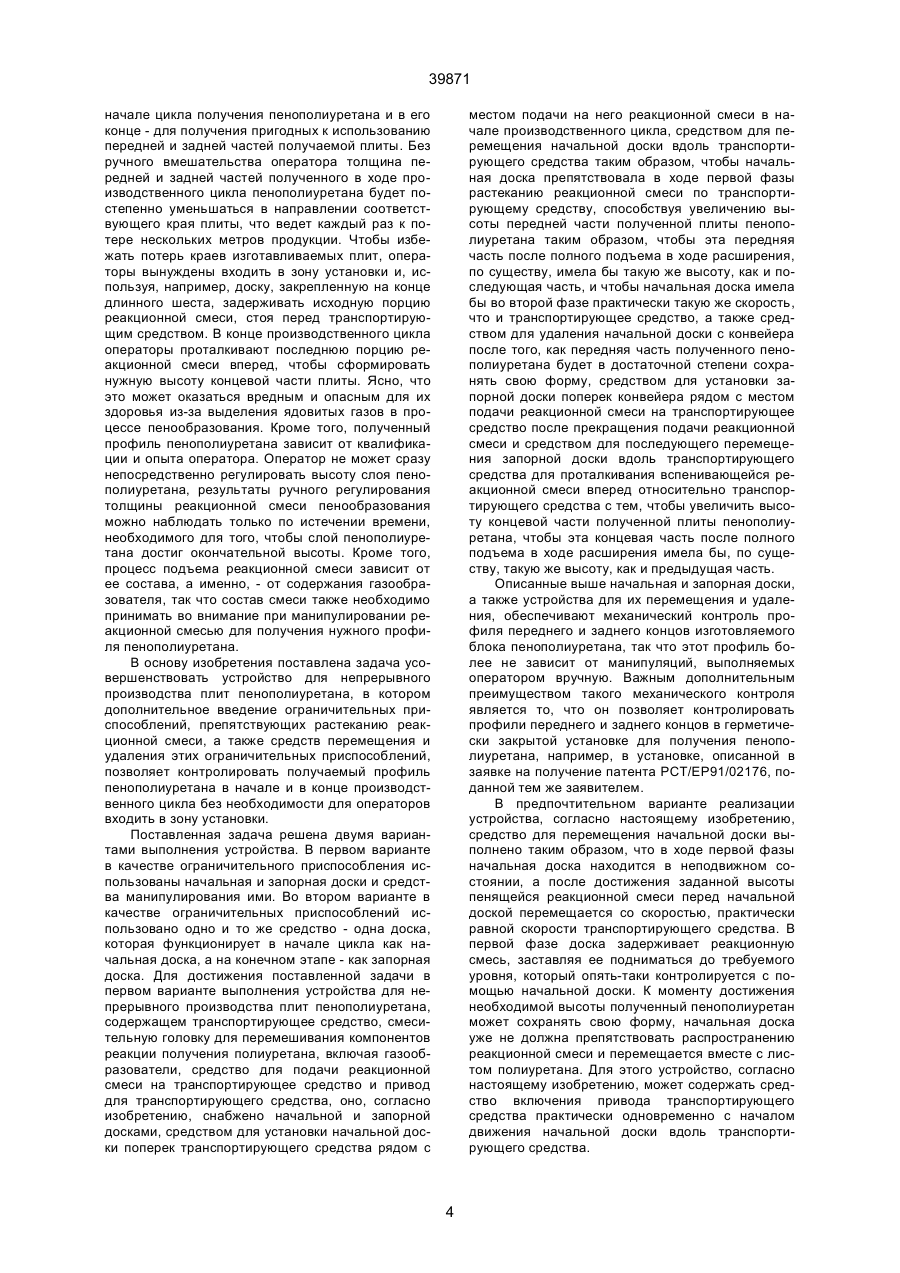
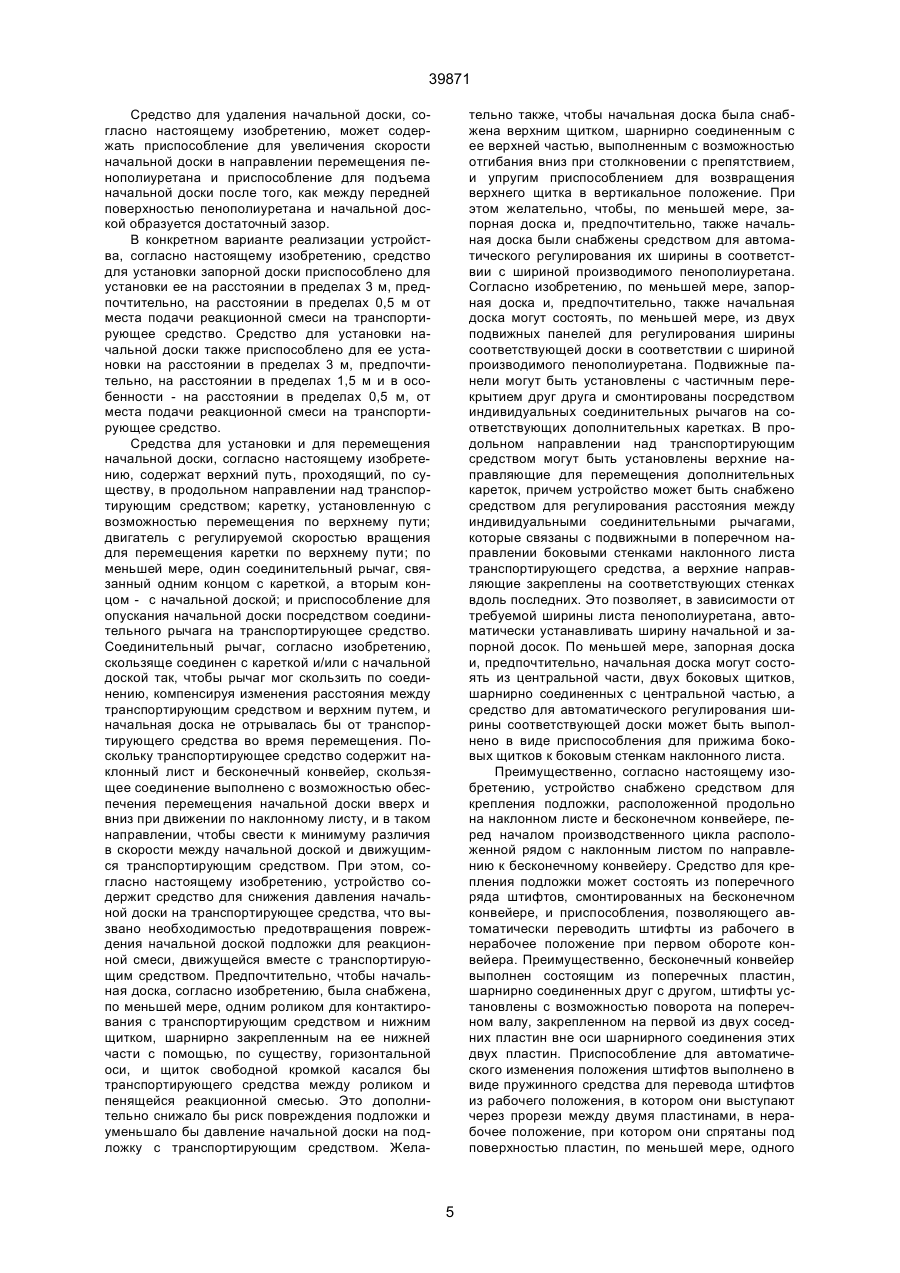
1. Устройство для непрерывного производства плит пенополиуретана, содержащее транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства, отличающееся тем, что оно снабжено начальной и запорной досками, средством для установки начальной доски поперек транспортирующего средства рядом с местом подачи на последнее реакционной смеси в начале производственного цикла, средством для перемещения начальной доски вдоль транспортирующего средства таким образом, чтобы начальная доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению высоты передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения, по существу, имела бы такую же высоту, как и последующая часть, и чтобы начальная доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средством удаления начальной доски с конвейера после того, как передняя часть полученного пенополиуретана будет в достаточной степени сохранять свою форму, средством для установки запорной доски поперек конвейера рядом с местом подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средством последующего перемещения запорной доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе рас C2 (54) ПРИСТРІЙ ДЛЯ НЕПЕРЕРВНОГО ВИРОБНИЦТВА ПЛИТ ПІНОПОЛІУРЕТАНУ (ВАРІАНТИ) 39871 начальной доской, и приспособление для опускания начальной доски посредством соединительного рычага на транспортирующее средство. 8. Устройство по п. 7, отличающееся тем, что соединительный рычаг скользяще соединен с кареткой и/или с начальной доской таким образом, чтобы скользящее соединение позволяло компенсировать колебания расстояния между верхним путем и транспортирующим средством во время перемещения по последнему начальной доски. 9. Устройство по п. 8, отличающееся тем, что транспортирующее средство содержит наклонный лист и бесконечный конвейер, причем скользящее соединение выполнено с возможностью обеспечения перемещения начальной доски вверх и вниз при ее движении по наклонному листу и в таком направлении, чтобы свести к минимуму различия в скорости между начальной доской и движущимся транспортирующим средством из-за опускания начальной доски по наклонному листу. 10. Устройство по любому из пп. 1-9, отличающееся тем, что оно содержит средство для снижения давления начальной доски на транспортирующее средство. 11. Устройство по любому из пп. 1-10, отличающееся тем, что начальная доска снабжена, по меньшей мере, одним роликом для контактирования с транспортирующим средством и нижним щитком, шарнирно закрепленным на ее нижней части с помощью, по существу, горизонтальной оси и свободной кромкой касающимся транспортирующего средства между роликом и пенящейся реакционной смесью. 12. Устройство по любому из пп. 1-11, отличающееся тем, что начальная доска снабжена верхним щитком, шарнирно соединенным с ее верхней частью с возможностью отгибания вниз при столкновении с препятствием, и упругим приспособлением для возвращения верхнего щитка в вертикальное положение. 13. Устройство по любому из пп. 1-12, отличающееся тем, что, по меньшей мере, запорная доска и, предпочтительно, также начальная доска снабжены средством для автоматического регулирования их ширины в соответствии с шириной производимого пенополиуретана. 14. Устройство по п. 13, отличающееся тем, что, по меньшей мере, запорная доска и, предпочтительно, также начальная доска состоит из, по меньшей мере, двух подвижных панелей для регулирования ширины соответствующей доски в соответствии с шириной производимого пенополиуретана. 15. Устройство по п. 14, отличающееся тем, что подвижные панели установлены с частичным перекрытием друг друга и смонтированы посредством индивидуальных соединительных рычагов на соответствующих дополнительных каретках, а в продольном направлении над транспортирующим средством установлены верхние направляющие для перемещения дополнительных кареток, причем устройство снабженосредством для регулирования расстояния между индивидуальными соединительными рычагами, которые связаны с подвижными в поперечном направлении боковыми стенками наклонного листа, а верхние направ ляющие закреплены на соответствующих стенках вдоль последних. 16. Устройство по п. 13, отличающееся тем, что, по меньшей мере, запорная доска и, предпочтительно, начальная доска состоит из центральной части, двух боковых щитков, шарнирно соединенных с центральной частью, а средство для автоматического регулирования ширины соответствующей доски выполнено в виде приспособления для прижима боковых щитков к боковым стенкам наклонного листа. 17. Устройство по любому из пп. 1-16, отличающееся тем, что оно снабжено средством для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере, рядом с наклонным листом по направлению к бесконечному конвейеру перед началом производственного цикла. 18. Устройство по п. 17, отличающееся тем, что средство для крепления подложки состоит из поперечного ряда штифтов, смонтированных на бесконечном конвейере, и приспособления для автоматического убирания штифтов при первом обороте конвейера. 19. Устройство по п. 18, отличающееся тем, что бесконечный конвейер выполнен состоящим из поперечных пластин, шарнирно соединенных друг с другом, штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин, а приспособление для автоматического убирания штифтов выполнено в виде пружинного средства для перевода штифтов из положения, в котором они выступают через прорези между двумя пластинами, в убранное положение, установленного на валу, по меньшей мере, одного рычага, находящегося под постоянным углом к штифтам, и закрепленного на второй из двух соседних пластин упора для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин, по существу, в одной плоскости и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага. 20. Устройство для непрерывного производства плит пенополиуретана, содержащее транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства, отличающееся тем, что оно снабжено устанавливаемой поперек транспортирующего средства доской, средством для установки доски рядом с местом подачи на транспортирующее средство реакционной смеси в начале производственного цикла, средством для перемещения доски вдоль транспортирующего средства таким образом, чтобы доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя 2 39871 часть после полного подъема в ходе расширения, по существу, имела бы такую же высоту, как и последующая часть, и чтобы доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средством для удаления доски с конвейера транспортирующего средства после того, как передняя часть полученного пенополиуретана будет в достаточной степени сохранять свою форму, средством для возврата доски к месту подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средством для последующего перемещения доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной массы смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части, полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы по существу такую же высоту, как и предыдущая часть. 21. Устройство по п. 20, отличающееся тем, что средство для перемещения доски выполнено с возможностью установки доски в ходе первой фазы в неподвижном положении и последующего перемещения ее со скоростью, практически равной скорости транспортирующего средства, после достижения пенящейся реакционной смесью перед доской заданной высоты. 22. Устройство по п. 21, отличающееся тем, что оно содержит средство для включения привода транспортирующего средства практически одновременно с началом движения доски вдоль транспортирующего средства. 23. Устройство по любому из пп. 20-22, отличающееся тем, что средство для удаления доски содержит приспособление для увеличения скорости доски в направлении перемещения пенополиуретана и приспособление для подъема доски после того, как между передней поверхностью пенополиуретана и доской образуется достаточный зазор. 24. Устройство по любому из пп. 20-23, отличающееся тем, что средство для возврата доски выполнено с возможностью установки доски в пределах 3 м, предпочтительно, на расстоянии 1,5 м, и в особенности, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси. 25. Устройство по любому из пп. 20-24, отличающееся тем, что средство для установки доски выполнено с возможностью установки доски в пределах 3 м, предпочтительно, на расстоянии 1,5 м и, в особенности, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство в начале производственного цикла. 26. Устройство по любому из пп. 20-25, отличающееся тем, что средство для установки доски, средство для перемещения доски и средство для возврата доски содержат верхний путь, проходящий, по существу, в продольном направлении над транспортирующим средством; установленную с возможностью перемещения по верхнему пути каретку, двигатель с регулируемой скоростью вращения для перемещения каретки по верхнему пути, по меньшей мере, один соединительный рычаг, связанный одним концом с кареткой, а вторым концом - с доской, и приспособление для опускания доски посредством соединительного рычага на транспортирующее средство. 27. Устройство по любому из пп. 20-26, отличающееся тем, что оно снабжено средством для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере рядом с наклонным листом по направлению к бесконечному конвейеру перед началом производственного цикла. 28. Устройство по п. 27, отличающееся тем, что средство для крепления подложки состоит из поперечного ряда штифтов, смонтированных на бесконечном конвейере и приспособления для автоматического убирания штифтов при первом обороте конвейера. 29. Устройство по п.28, отличающееся тем, что бесконечный конвейер выполнен состоящим из поперечных пластин, шарнирно соединенных друг с другом; штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин, а приспособление для автоматического убирания штифтов выполнено в виде пружинного средства для перевода штифтов из положения, в котором они выступают через прорези между двумя пластинами, в убранное положение; установленного на валу, по меньшей мере, одного рычага, находящегося под постоянным углом к штифтам и закрепленного на второй из двух соседних пластин упора для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин, по существу, в одной плоскости, и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага. Изобретение относится к устройствам для непрерывного производства плит пенополиуретана, и может быть использовано в различного типа установках непрерывного действия для получения пенополиуретана, включая обычные наклонные конвейерные установки с плейнблоком или без него, установки "максфоум" и "варимакс". Наиболее близким к предлагаемому является известное устройство для непрерывного произ водства плит пенополиуретана [1], содержащее транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства. Недостаток известного устройства заключается в необходимости вмешательства оператора в 3 39871 начале цикла получения пенополиуретана и в его конце - для получения пригодных к использованию передней и задней частей получаемой плиты. Без ручного вмешательства оператора толщина передней и задней частей полученного в ходе производственного цикла пенополиуретана будет постепенно уменьшаться в направлении соответствующего края плиты, что ведет каждый раз к потере нескольких метров продукции. Чтобы избежать потерь краев изготавливаемых плит, операторы вынуждены входить в зону установки и, используя, например, доску, закрепленную на конце длинного шеста, задерживать исходную порцию реакционной смеси, стоя перед транспортирующим средством. В конце производственного цикла операторы проталкивают последнюю порцию реакционной смеси вперед, чтобы сформировать нужную высоту концевой части плиты. Ясно, что это может оказаться вредным и опасным для их здоровья из-за выделения ядовитых газов в процессе пенообразования. Кроме того, полученный профиль пенополиуретана зависит от квалификации и опыта оператора. Оператор не может сразу непосредственно регулировать высоту слоя пенополиуретана, результаты ручного регулирования толщины реакционной смеси пенообразования можно наблюдать только по истечении времени, необходимого для того, чтобы слой пенополиуретана достиг окончательной высоты. Кроме того, процесс подъема реакционной смеси зависит от ее состава, а именно, - от содержания газообразователя, так что состав смеси также необходимо принимать во внимание при манипулировании реакционной смесью для получения нужного профиля пенополиуретана. В основу изобретения поставлена задача усовершенствовать устройство для непрерывного производства плит пенополиуретана, в котором дополнительное введение ограничительных приспособлений, препятствующих растеканию реакционной смеси, а также средств перемещения и удаления этих ограничительных приспособлений, позволяет контролировать получаемый профиль пенополиуретана в начале и в конце производственного цикла без необходимости для операторов входить в зону установки. Поставленная задача решена двумя вариантами выполнения устройства. В первом варианте в качестве ограничительного приспособления использованы начальная и запорная доски и средства манипулирования ими. Во втором варианте в качестве ограничительных приспособлений использовано одно и то же средство - одна доска, которая функционирует в начале цикла как начальная доска, а на конечном этапе - как запорная доска. Для достижения поставленной задачи в первом варианте выполнения устройства для непрерывного производства плит пенополиуретана, содержащем транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства, оно, согласно изобретению, снабжено начальной и запорной досками, средством для установки начальной доски поперек транспортирующего средства рядом с местом подачи на него реакционной смеси в начале производственного цикла, средством для перемещения начальной доски вдоль транспортирующего средства таким образом, чтобы начальная доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению высоты передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения, по существу, имела бы такую же высоту, как и последующая часть, и чтобы начальная доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средством для удаления начальной доски с конвейера после того, как передняя часть полученного пенополиуретана будет в достаточной степени сохранять свою форму, средством для установки запорной доски поперек конвейера рядом с местом подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средством для последующего перемещения запорной доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы, по существу, такую же высоту, как и предыдущая часть. Описанные выше начальная и запорная доски, а также устройства для их перемещения и удаления, обеспечивают механический контроль профиля переднего и заднего концов изготовляемого блока пенополиуретана, так что этот профиль более не зависит от манипуляций, выполняемых оператором вручную. Важным дополнительным преимуществом такого механического контроля является то, что он позволяет контролировать профили переднего и заднего концов в герметически закрытой установке для получения пенополиуретана, например, в установке, описанной в заявке на получение патента РСТ/ЕР91/02176, поданной тем же заявителем. В предпочтительном варианте реализации устройства, согласно настоящему изобретению, средство для перемещения начальной доски выполнено таким образом, что в ходе первой фазы начальная доска находится в неподвижном состоянии, а после достижения заданной высоты пенящейся реакционной смеси перед начальной доской перемещается со скоростью, практически равной скорости транспортирующего средства. В первой фазе доска задерживает реакционную смесь, заставляя ее подниматься до требуемого уровня, который опять-таки контролируется с помощью начальной доски. К моменту достижения необходимой высоты полученный пенополиуретан может сохранять свою форму, начальная доска уже не должна препятствовать распространению реакционной смеси и перемещается вместе с листом полиуретана. Для этого устройство, согласно настоящему изобретению, может содержать средство включения привода транспортирующего средства практически одновременно с началом движения начальной доски вдоль транспортирующего средства. 4 39871 Средство для удаления начальной доски, согласно настоящему изобретению, может содержать приспособление для увеличения скорости начальной доски в направлении перемещения пенополиуретана и приспособление для подъема начальной доски после того, как между передней поверхностью пенополиуретана и начальной доской образуется достаточный зазор. В конкретном варианте реализации устройства, согласно настоящему изобретению, средство для установки запорной доски приспособлено для установки ее на расстоянии в пределах 3 м, предпочтительно, на расстоянии в пределах 0,5 м от места подачи реакционной смеси на транспортирующее средство. Средство для установки начальной доски также приспособлено для ее установки на расстоянии в пределах 3 м, предпочтительно, на расстоянии в пределах 1,5 м и в особенности - на расстоянии в пределах 0,5 м, от места подачи реакционной смеси на транспортирующее средство. Средства для установки и для перемещения начальной доски, согласно настоящему изобретению, содержат верхний путь, проходящий, по существу, в продольном направлении над транспортирующим средством; каретку, установленную с возможностью перемещения по верхнему пути; двигатель с регулируемой скоростью вращения для перемещения каретки по верхнему пути; по меньшей мере, один соединительный рычаг, связанный одним концом с кареткой, а вторым концом - с начальной доской; и приспособление для опускания начальной доски посредством соединительного рычага на транспортирующее средство. Соединительный рычаг, согласно изобретению, скользяще соединен с кареткой и/или с начальной доской так, чтобы рычаг мог скользить по соединению, компенсируя изменения расстояния между транспортирующим средством и верхним путем, и начальная доска не отрывалась бы от транспортирующего средства во время перемещения. Поскольку транспортирующее средство содержит наклонный лист и бесконечный конвейер, скользящее соединение выполнено с возможностью обеспечения перемещения начальной доски вверх и вниз при движении по наклонному листу, и в таком направлении, чтобы свести к минимуму различия в скорости между начальной доской и движущимся транспортирующим средством. При этом, согласно настоящему изобретению, устройство содержит средство для снижения давления начальной доски на транспортирующее средства, что вызвано необходимостью предотвращения повреждения начальной доской подложки для реакционной смеси, движущейся вместе с транспортирующим средством. Предпочтительно, чтобы начальная доска, согласно изобретению, была снабжена, по меньшей мере, одним роликом для контактирования с транспортирующим средством и нижним щитком, шарнирно закрепленным на ее нижней части с помощью, по существу, горизонтальной оси, и щиток свободной кромкой касался бы транспортирующего средства между роликом и пенящейся реакционной смесью. Это дополнительно снижало бы риск повреждения подложки и уменьшало бы давление начальной доски на подложку с транспортирующим средством. Жела тельно также, чтобы начальная доска была снабжена верхним щитком, шарнирно соединенным с ее верхней частью, выполненным с возможностью отгибания вниз при столкновении с препятствием, и упругим приспособлением для возвращения верхнего щитка в вертикальное положение. При этом желательно, чтобы, по меньшей мере, запорная доска и, предпочтительно, также начальная доска были снабжены средством для автоматического регулирования их ширины в соответствии с шириной производимого пенополиуретана. Согласно изобретению, по меньшей мере, запорная доска и, предпочтительно, также начальная доска могут состоять, по меньшей мере, из двух подвижных панелей для регулирования ширины соответствующей доски в соответствии с шириной производимого пенополиуретана. Подвижные панели могут быть установлены с частичным перекрытием друг друга и смонтированы посредством индивидуальных соединительных рычагов на соответствующих дополнительных каретках. В продольном направлении над транспортирующим средством могут быть установлены верхние направляющие для перемещения дополнительных кареток, причем устройство может быть снабжено средством для регулирования расстояния между индивидуальными соединительными рычагами, которые связаны с подвижными в поперечном направлении боковыми стенками наклонного листа транспортирующего средства, а верхние направляющие закреплены на соответствующих стенках вдоль последних. Это позволяет, в зависимости от требуемой ширины листа пенополиуретана, автоматически устанавливать ширину начальной и запорной досок. По меньшей мере, запорная доска и, предпочтительно, начальная доска могут состоять из центральной части, двух боковых щитков, шарнирно соединенных с центральной частью, а средство для автоматического регулирования ширины соответствующей доски может быть выполнено в виде приспособления для прижима боковых щитков к боковым стенкам наклонного листа. Преимущественно, согласно настоящему изобретению, устройство снабжено средством для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере, перед началом производственного цикла расположенной рядом с наклонным листом по направлению к бесконечному конвейеру. Средство для крепления подложки может состоять из поперечного ряда штифтов, смонтированных на бесконечном конвейере, и приспособления, позволяющего автоматически переводить штифты из рабочего в нерабочее положение при первом обороте конвейера. Преимущественно, бесконечный конвейер выполнен состоящим из поперечных пластин, шарнирно соединенных друг с другом, штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин. Приспособление для автоматического изменения положения штифтов выполнено в виде пружинного средства для перевода штифтов из рабочего положения, в котором они выступают через прорези между двумя пластинами, в нерабочее положение, при котором они спрятаны под поверхностью пластин, по меньшей мере, одного 5 39871 рычага, установленного на валу и находящегося под постоянным углом к штифтам, и упора, закрепленного на второй из двух соседних пластин для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин, по существу, в одной плоскости и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага. Для достижения поставленной задачи во втором варианте выполнения устройства для непрерывного производства плит пенополиуретана, содержащем транспортирующее средство, смесительную головку для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство для подачи реакционной смеси на транспортирующее средство и привод для транспортирующего средства, согласно настоящему изобретению, оно снабжено устанавливаемой поперек транспортирующего средства доской, средством для установки доски рядом с местом подачи на транспортирующее средство реакционной смеси в начале производственного цикла, средством для перемещения доски вдоль транспортирующего средства таким образом, чтобы доска препятствовала в ходе первой фазы растеканию реакционной смеси по транспортирующему средству, способствуя увеличению передней части полученной плиты пенополиуретана таким образом, чтобы эта передняя часть после полного подъема в ходе расширения, по существу, имела бы такую же высоту, как и последующая часть, и чтобы доска имела бы во второй фазе практически такую же скорость, что и транспортирующее средство, а также средством для удаления доски с конвейера транспортирующего средства после того, как передняя часть полученного пенополиуретана будет в достаточной степени сохранять свою форму, средством для возврата доски к месту подачи реакционной смеси на транспортирующее средство после прекращения подачи реакционной смеси и средством для последующего перемещения доски вдоль транспортирующего средства для проталкивания вспенивающейся реакционной массы смеси вперед относительно транспортирующего средства с тем, чтобы увеличить высоту концевой части, полученной плиты пенополиуретана, чтобы эта концевая часть после полного подъема в ходе расширения имела бы, по существу, такую же высоту, как и предыдущая часть. Как видно, основное отличие второго варианта выполнения устройства состоит в том, что одна имеющаяся в устройстве доска выполняет функции начальной и запорной досок. Средства для перемещения и удаления доски и средства для включения привода транспортирующего средства одновременно с началом движения доски вдоль транспортирующего средства выполнены аналогично указанным средствам начальной доски из первого варианта выполнения устройства. Также как и в первом, во втором варианте выполнения устройства средство для возврата доски выполнено с возможностью установки доски в пределах 3 м, предпочтительно, на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство в конце производственного цикла. Средство для установки доски выполнено с возможностью установки доски в пределах 3 м, предпочтительно, на расстоянии 1,5 м и, в особенности, - на расстоянии 0,5 м от места подачи реакционной смеси на транспортирующее средство в начале производственного цикла. При этом, согласно настоящему изобретению, средство для установки доски, средство для перемещения доски и средство для возврата доски содержат верхний путь, проходящий, по существу, в продольном направлении над транспортирующим средством, установленную с возможностью перемещения по верхнему пути каретку, двигатель с регулируемой скоростью вращения для перемещения каретки по верхнему пути, по меньшей мере, один соединительный рычаг, связанный одним концом с кареткой, а вторым концом - с доской, и приспособление для опускания доски посредством соединительного рычага на транспортирующее средство. Предпочтительно, чтобы устройство во втором варианте исполнения также имело бы средство для крепления подложки, расположенной продольно на наклонном листе и бесконечном конвейере рядом с наклонным листом по направлению к бесконечному конвейеру перед началом производственного цикла. При этом средство для крепления подложки может состоять из поперечного ряда штифтов, смонтированных на бесконечном конвейере, и приспособления для автоматического переведения штифтов из рабочего в нерабочее положение при первом обороте конвейера. При этом, согласно настоящему изобретению, бесконечный конвейер второго варианта устройства выполнен из поперечных пластин, шарнирно соединенных друг с другом, штифты установлены с возможностью поворота на поперечном валу, закрепленном на первой из двух соседних пластин вне оси шарнирного соединения этих двух пластин, а приспособление для автоматического переведения штифтов из рабочего положения в нерабочее выполнено в виде пружинного средства для перевода штифтов из рабочего положения, в котором они выступают через прорези между двумя пластинами, в нерабочее положение, по меньшей мере, одного рычага, установленного на валу, находящегося под постоянным углом к штифтам, и упора, закрепленного на второй из двух соседних пластин для взаимодействия с рычагом, не допускающего поворота выступающих штифтов назад при нахождении двух пластин, по существу, в одной плоскости, и обеспечивающего опрокидывание выступающих штифтов, когда обе пластины поворачиваются вокруг звездочки бесконечного конвейера так, что между валом и упором образуется расстояние, превышающее длину рычага. Другие детали преимущества настоящего изобретения могут быть очевидны из последующего описания вариантов реализации устройства для непрерывного производства плит пенополиуретана, согласно изобретению. Это описание приводится только в качестве иллюстративного примера и не должно ограничивать существа и объема настоящего изобретения. Изобретение поясняется чертежами, где на фиг.1 схематически изображен в продольном разрезе вариант предлагаемого устройства для непрерывного производ 6 39871 ства плит пенополиуретана со средствами управления начальной доской и запорной доской; на фиг. 2 - то же, вид сверху; на фиг. 3 и 4 - выполнение начальной доски с фиг. 1 в двух различных положениях, вид сбоку; на фиг. 5 - запорная доска и средство управления запорной доской устройства с фиг. 1; на фиг. 6 - то же, вид сверху; на фиг. 7 схематически изображено предлагаемое устройство для непрерывного производства плит пенополиуретана, в котором начальная и запорная доски являются одной и той не доской, продольный разрез, на фиг. 8 и 9 - средство для крепления подложки в двух различных положениях, продольный разрез. На этих фигурах для обозначения одних и тех же или аналогичных элементов используются одинаковые числовые позиции. Устройство для непрерывного производства плит пенополиуретана, являющееся предметом настоящего изобретения в целом включает транспортирующее средство 1, смесительную головку 2 для перемешивания компонентов реакции получения полиуретана, включая газообразователи, средство 3 для подачи реакционной смеси на транспортирующее средство 1 и привод 4 для конвейера транспортирующего средства. Эти устройства могут представлять собой устройства различного типа, включая обычные наклонные транспортирующие установки с плейнблоком или без него, установки "максфоум" и "варимакс". Отсюда ясно, что настоящее изобретение не ограничивается любым из этих типов, хотя на чертежах представлена только установка "максфоум". Транспортирующее средство 1 на установке "максфоум", показанной на рисунках, включает наклонный лист 5, первый нижний конвейер 6 и подложку 7, расположенную продольно над наклонным листом 5 и первым нижним конвейером 6. Смесительная головка 2 соединяется трубкой 8 со средством 3 для подачи реакционной смеси, выполненным в виде желоба 9. Чтобы получить профиль блока пенополиуретана, высота которого практически одинакова по направлению к краям блока, устройство, являющееся предметом настоящего изобретения, включает начальную доску 10 и запорную доску 11 и средства механического управления перемещением этих досок. Средства управления начальной доски представляют собой средство ее установки в начале производственного цикла поперек транспортирующего средства 1; средство ее перемещения вдоль транспортирующего средства; и средство ее удаления с конвейера 6 после того, как полученный пенополиуретан будет в достаточной степени сохранять свою форму или, иными словами, будет обладать достаточной стабильностью размеров. Средство установки начальной доски 10 расположено рядом с желобом 9. Оно может быть полностью или частично механизированным. Частичная механизация, т.е. манипуляции оператора вручную, допускается, поскольку в начале производственного цикла нет выделения ядовитых газов, так что операторы могут входить в установку для получения пенополиуретана без какого-либо риска. Средство установки начальной доски, представленное на фиг. 1 и 2, включает начальную доску 10, соединенную посредством первого соединительного рычага 12 с кареткой 13, установленной с возможностью перемещения по первому подвесному верхнему пути 14. Это средство можно устанавливать на расстоянии в пределах 3 м от кромки желоба 9. Предпочтительно, чтобы начальная доска 10 устанавливалась на расстоянии в пределах 1,5 м, и в особенности - в пределах 0,5 м от места подачи. Установление начальной доски в пределах 0,5 м позволяет достичь требуемой высоты плиты пенополиуретана наиболее быстро и точно. Средство перемещения начальной доски 10 вдоль транспортирующего средства 1 установлено таким образом, чтобы начальная доска 10 препятствовала, в ходе первой фазы, растеканию реакционной смеси по транспортирующему средству, и чтобы скорость ее перемещения в ходе второй фазы была практически равна скорости транспортирующего средства 1. Для этого в ходе первой фазы начальная доска 10 установлена с возможностью препятствия вспениванию реакционной смеси, путем перемещения с меньшей скоростью, чем скорость транспортирующего средства 1. Предпочтительно, чтобы начальная доска 10 была установлена с возможностью удержания ее в неподвижном положении в течение указанной первой фазы. Средство перемещения начальной доски 10 вдоль транспортирующего средства, представленное на фиг. 1 и 2, включает каретку 13, соединенную посредством первого соединительного рычага 12 с начальной доской 10 и установленную с возможностью перемещения по первому верхнему подвесному пути 14 посредством первого двигателя 15 с регулируемой скоростью вращения. Первый подвесной путь 14 является линейным и расположен, по существу, продольно над транспортирующим средством 1. Чтобы компенсировать в этом случае возможные различия расстояния между транспортирующим средством 1 и первым подвесным путем 14, измеренные в направлении первого соединительного рычага 12, соединительный рычаг 12 шарнирно соединен с кареткой 13 и начальной доской 10. В варианте реализации, не показанном на рисунках, подвесной путь может быть, по существу, параллелен конвейеру 6 и наклонному листу 5 таким образом, что начальная доска 10 и первая каретка 13 выполняют, по существу, одинаковые перемещения вверх и вниз, когда начальная доска движется над транспортирующим средством 1. В установках для получения пенополиуретана, заключенных в кожух, например, в целях контролирования давления в ходе процесса ценообразования, как описано в заявке на получение патента № РСТ/ЕР 91/02176, принадлежащей тому же заявителю, первый подвесной путь 14 является, предпочтительно, линейным, так что высота установки остается одинаковой по всей ее длине. Чтобы не допустить значительного превышения скорости перемещения начальной доски 10 относительно скорости перемещения подложки 7, движущейся по этому же наклонному листу 5, угол между первым соединительным рычагом 12 и первым путем 14 остается постоянным в течение всего времени движения, за счет изменения положения первого соединительного рычага 12 относительно верхней шарнирной оси 16. В варианте, показанном на фиг.1, это реализуется за счет того, что первый 7 39871 соединительный рычаг 12 имеет скользящее соединение как с первой кареткой 13, так и с начальной доской 10. Скользящие соединения между соединительным рычагом 12 и кареткой 13 направлены так, чтобы обеспечить возможность перемещения начальной доски 10 вверх и вниз. Предпочтительно, однако, чтобы скользящие соединения имели несколько наклонную направленность, чтобы дополнительно уменьшить скорость перемещения начальной доски 10 по наклонному листу 5, чтобы точнее отрегулировать скорость начальной доски относительно скорости подложки 7 путем компенсации направленной вниз составляющей скорости начальной доски 10. Сведение к минимуму разницы в скоростях начальной доски 10 и подложки 7 позволяет значительно снизить риск повреждения этой подложки. Средство удаления начальной доски включает средство ускорения перемещения начальной доски 10 в направлении движения пенополиуретана и средство подъема начальной доски 10 после того, как между передней поверхностью пенополиуретана и начальной доской образуется зазор достаточных размеров. Средство удаления начальной доски 10 с конвейерного средства I, представленное на фиг. 1 и 2, включает выступ 17, установленный с возможностью механического подъема соединительного рычага 12 с начальной доской 10 при их прохождении через этот выступ 17. На фиг. 2 показано, что выступ 17 закреплен на подвесном пути 14, а соединительный рычаг 12 состоит из двух параллельных рычагов, поднимаемых выступом 17. Ясно, что, вместо механического подъемного средства, возможно применение гидравлического подъемного средства. Для того чтобы дополнительно снизить риск повреждения подложки 7, предпочтительно применять средства для уменьшения давления начальной доски 10 на подложку 7. Этого можно достигнуть, например, за счет использования противовеса для оттягивания соединительного рычага 12 в скользящем соединении его с кареткой 13 или путем приложения в этом соединении постоянного гидравлического давления, развивающего в соединительном рычаге 12 усилие, направленное вверх. Соединительный рычаг 12 может также быть гибко соединен с начальной доской 10, или же в скользящем соединении между начальной доской 10 и соединительным рычагом 12 может быть предусмотрено аналогичное средство для приложения направленного вверх усилия к начальной доске 10. В варианте реализации изобретения, показанном на фиг.1, соединительный рычаг 12 шарнирно соединен со скользящим элементом 18 каретки. Опускание соединительного рычага 12 вниз ограничивается, как это показано в положениях соединительного рычага I и II на фиг.1. На фиг. 3 показана в более крупном масштабе начальная доска 10 устройства, представленного на фиг.1, соединенная посредством вертикального соединительного рычага 12 с кареткой 13. Соединительный рычаг 12 может быть расположен под различными углами в зависимости, главным образом, от имеющегося пространства для размещения верхнего пути 14 и каретки 13. Начальная доска 10 содержит ролик 19, установленный с возможностью качения по конвейерному средству I, так что риск повреждения подложки 7 снижается еще более. Для того чтобы не допустить попадания на этот ролик 19 пенящейся реакционной смеси, к основанию 20 начальной доски 10 шарнирно присоединен нижний щиток 21. Кроме того, начальная доска 10, содержит также верхний щиток 22, который также шарнирно соединен с указанным основанием 20 и который удерживается в поднятом положении пружинами 23. Благодаря этому, верхний щиток 22 может быть опущен, как показано на фиг. 4, когда он касается любого вертикального препятствия, например, когда установка для получения пенополиуретана заключена в узкий кожух. Устройство содержит также средство установки запорной доски 11 поперек транспортирующего средства 1. Это средство устанавливают рядом с местом подачи реакционной смеси, предпочтительно, на расстоянии в пределах 0,5 м от места выдачи реакционной смеси. Для возможности проталкивания реакционной смеси по транспортному средству средство перемещения запорной доски 11 вдоль транспортирующего средства установлено с возможностью перемещения со скоростью, превышающей скорость движения транспортирующего средства 1. На фиг. 5 и 6 показана запорная доска 11 и механизм перемещения этой запорной доски по транспортирующему средству 1. Как можно видеть на фиг. 6, запорная доска 11 состоит из двух взаимно подвижных панелей 24, 25 частично перекрывающих одна другую, что позволяет изменять ширину запорной доски 11. Панели 24, 25 шарнирно соединены каждая с отдельными дополнительными каретками 26 и 27, соответственно, посредством индивидуальных соединительных коленчатых рычагов 28 и 29, соответственно. Каждая из дополнительных кареток 26 и 27 имеет возможность передвигаться по отдельным верхним направляющим путям 30 и 31, соответственно, посредством второго двигателя 32 с регулируемой скоростью вращения. Каждый верхний путь 30 и 31 соединен с боковыми стенками 33 и 34 наклонного листа 5 кронштейнами 35 и 36 так, что при изменении ширины пенополиуретана запорная доска 11 автоматически устанавливается на нужную ширину. Средства установки запорной доски 11 на транспортирующее средство 1 включают упор 37, который удерживает запорную доску 11 в нерабочем положении I, показанном на фиг. 5. Точно так же, как запорная доска 11, начальная доска 10 может быть составлена из двух взаимно подвижных панелей, допускающих автоматическое изменение ширины начальной доски. Без такого автоматического регулирования ширину начальной доски приходится подгонять под ширину выпускаемого пенополиуретана путем замены начальной доски. Автоматическое регулирование ширины возможно также за счет использования начальной и/или запорной доски, состоящей из центральной части, двух боковых щитков, шарнирно соединенных с этой центральной частью, и средств для прижима боковых щитков к боковым стенкам 33, 34. Такого прижима можно добиться, например, за счет использования для боковых щитков упругого материала или использования пружин и других упругих приспособлений. Сама центральная часть может состоять из различных 8 39871 элементов, например, из двух взаимно подвижных панелей 24,25. Возможно выполнение устройства для непрерывного производства пенополиуретана, в котором функции начальной и запорной досок выполняет одна доска 10-11. Такой вариант реализации схематически показан на фиг. 7. В этом варианте доска 10-11 закреплена на рычаге 12, шарнирно соединенном с кареткой 13. Каретка приводится в движение двигателем 15 по верхнему пути 14, аналогично вышеописанному первому варианту. В этом варианте реализации средствами для подъема и опускания доски 10-11 служат, например, гидравлические устройства, не показанные на фиг. 7. Во всем остальном второй вариант выполнения устройства аналогичен первому. В обоих вариантах выполнения устройства предусмотрено средство для крепления подложки 7 на транспортирующем устройстве перед началом производственного цикла, а именно: на наклонном листе 5 и нижнем конвейере 6. Подложка 7 находится на питающем сердечнике 39, установленном перед наклонным листом 5. За первым нижним конвейером 6 установлен намоточный сердечник 40 для приемки и фиксации на нем подложки 7. Для удерживания массы реакционной смеси по бокам устройства установлены питающие сердечники 41, расположенные вертикально и содержащие боковые полосы 42. Боковые полосы 42 на питающих сердечниках 41 размещены в пространстве таким образом, чтобы иметь возможность перемещаться по боковым конвейерам 43 и 44 к боковым намоточным сердечникам 45. Чтобы не допустить сдвигания в сторону подложки 7, которая может достигать до 30 м в длину, предусмотрено средство для крепления подложки 7 рядом с наклонным листом 5 на первом нижнем конвейере 6 в начале производственного цикла. Это средство для крепления подложки может быть выполнено в виде плоского груза, имеющего такую поверхность, что он не попадает в зазор между концом первого нижнего конвейера 6 и намоточным сердечником 40. Кроме того, могут быть предусмотрены средства для подъема этого груза при достижении им зазора. Предпочтительнее, чтобы указанное средство для крепления подложки включало ряд поперечных штифтов 46, установленных на первом нижнем конвейере 6, и приспособление для автоматического вбирания этих штифтов при первом обороте нижнего конвейера 6. Это средство обеспечивает в конце нижнего конвейера 6 освобождение подложки 7 от штифтов. Такой механизм показан на фиг. 8 и 9. Нижний конвейер 6 выполнен из ряда поперечных пластин, шарнирно соединенных друг с другом с возможностью поворота вокруг ведущих звездочек 47 конвейера 6. На фиг. 8 и 9 показаны две соседние пластины 48 и 49, соответственно, в горизонтальном положении, когда эти две пластины поворачиваются вокруг звездочки 47. Ряд штифтов 46 установлен поворотно на поперечном валу 50, закрепленном на пластине 49 таким образом, что штифты 46 могут поворачиваться из нерабочего положения, при котором они свисают вниз под поверхностью конвейера, в рабочее положение, как показано на фиг. 9. Приспособление для автоматического перевода штифтов 46 в нерабочее по ложение выполнено в виде пружин, которые не показаны на фигурах, по меньшей мере, одного рычага 51, установленного на валу 50, и упора 52. Эти пружины могут воздействовать непосредственно на каждый из штифтов 46 или на вал 50, в случае, если вал 50 поворотно закреплен на пластине 49. Рычаг 51 нужен для того, чтобы не допустить обратного оттягивания штифтов 46 при протягивании подложки 7 . Вращение рычага 51 ограничивается в горизонтальном положении упором 52 на соседней пластине 48, как показано на фиг. 8. Устройство работает следующим образом. Перед началом производственного цикла подложку 7 разматывают с питающего сердечника 39, укладывают на наклонный лист 5 и первый нижний конвейер 6 и закрепляют на намоточном сердечнике 40. Боковые полосы 42 сматывают с питающих сердечников 41 и посредством сдвоенных клейких лент крепят к боковым конвейерам 43 и 44 и к боковым намоточным сердечникам 45. Боковые края подложки 7 загибают вверх к боковым полосам 42. Устанавливают начальную доску 10 со средствами управления и перемещения на расстоянии 0,5 м от кромки желоба 9 и подают реакционную смесь из смесительной головки 2 по трубке 8 к донной части желоба 9. Поступающая в этот желоб реакционная смесь вспенивается и поступает на подложку 7 в начале наклонного листа 5. В начале производственного цикла намоточный сердечник 40 развивает большое усилие на подложку 7 для того, чтобы протянуть переднюю часть блока пенополиуретана по наклонному листу 5. В процессе своей транспортировки движущимся транспортирующим средством 1 реакционная смесь поднимается и полимеризуется с получением блока пенополиуретана. При этом она удерживается начальной доской 10 и накапливается в течение первой фазы с целью увеличения высоты передней части полученной плиты пенополиуретана так, чтобы эта передняя часть после полного подъема имела бы практически такую же высоту, как последующая часть. Таким образом, с помощью начальной доски 10 можно накопить достаточное количество реакционной смеси, чтобы получить нужную высоту. После того, как реакционная смесь пенообразования достигла установленной заранее высоты по отношению к начальной доске 10, начинается вторая фаза производства плиты пенополиуретана, в ходе которой начальная доска 10 перемещается с такой же скоростью, как и нижний конвейер 6. Этот момент может быть определен заранее, так что начало производственного цикла может повторяться каждый раз одинаковым образом. Кроме того, указанная установленная заранее высота может также регулироваться на основании показателей пенообразования реакционной смеси. Предпочтительно, чтобы движение транспортирующего средства 1 начиналось одновременно с движением начальной доски 10, для чего привод транспортирующего средства включается одновременного с устройством перемещения начальной доски. Первый двигатель 15 перемещает средство перемещения начальной доски вместе с доской по первому подвесному верхнему пути 14. Во второй фазе пенополиуретан завершает свой 9 39871 подъем и становится в достаточной степени стабильным. После этого скорость вращения двигателя 15 увеличивается настолько, что между передней гранью блока пенополиуретана и начальной доской 10 образуется зазор. Двигатель 15 перемещает каретку 13 с рычагом 12 и начальной доской 10 с увеличенной скоростью. При прохождении через выступ 17, рычаги 12 вместе с доской 10 поднимаются и выводятся из зоны производства по подвесному пути 14. После этого на подвесном пути поперек транспортирующего средства 1 на расстоянии в пределах 0,5 м от кромки желоба 9 устанавливают запорную доску 11. Упор 37 удерживает запорную доску в нерабочем положении I, показанном на фиг. 5. При переводе запорной доски 11 в положение II, она автоматически опускается на наклонный лист 5. Средство перемещения запорной доски 11 вдоль транспортирующего средства перемещает ее со скоростью, превышающей скорость движения транспортирующего средства 1. В процессе перемещения в положение III доска проталкивает вперед реакционную смесь 38 ценообразования при ее движении по наклонному листу 5 так, чтобы получить нужный профиль конца блока. Таким образом, конечная порция реакционной смеси может проталкиваться вперед по транспортирующему средству для того, чтобы увеличить высоту концевой или хвостовой части полученного блока из пенополиуретана. На обычной наклонной установке для получения пенополиуретана транспортирующее средство может быть остановлено в момент прекращения выдачи реакционной смеси. На установке "максфоум" движение транспортирующего средства, предпочтительно, останавливается, когда последняя порция реакционной смеси транспортируется к ленте первого нижнего конвейера 6. Штифты 46 достигают конца конвейера 6 и должны освободить подложку 7. Как показано на фиг. 9, освобождение подложки 7 осуществляется поворотом штифтов 46 назад, который становится возможен благодаря увеличению расстояния между обеими пластинами 48 и 49 при их повороте вокруг звездочки 47, так что рычаг 51 свободно проходит мимо упора 52 на пластине 48. После отделения подложки 7 пружины возвращают штифты 46 назад в нерабочее положение. В этом положении они помещаются в вырезах 53 под поверхностью конвейера. В процессе дальнейшего вращения бесконечного конвейера 6 они остаются в этом положении до тех пор, пока не будут подняты вручную для зацепления новой подложки 7 в начале следующего производственного цикла. Во втором варианте выполнения устройство работает так. В начале производственного цикла доска 10-11 опускается из нерабочего положения I в положение II на транспортирующем средстве 1, как показано на фиг. 7, и работает как вышеописанная начальная доска. При достижении положения III доска 10-11 поднимается с конца первого нижнего конвейера 6. Из этого положения доска 10-11 с помощью двигателя 15 перемещается по верхнему пути 14 обратно к началу транспортирующего средства 1 и снова опускается рядом с желобом 9, переходя из положения I в положение IІ. Затем доска 10-11 перемещается по конвейерному средству 1, проталкивая реакционную смесь вперед, увеличивая, таким образом, высоту концевой части полученной плиты пенополиуретана. Изобретение не ограничивается описанными выше вариантами его реализации, и эти варианты могут быть модифицированы различными способами в рамках настоящей заявки. Во-первых, начальная доска и средства ее управления могут быть сконструированы таким образом, чтобы их можно было использовать для получения необходимого профиля плиты пенополиуретана. Кроме того, для перемещения как начальной, так и запорной доски, может быть использован один и тот же верхний путь. Для регулирования ширины начальной и/или запорной доски они могут быть выполнены из двух частично взаимно перекрывающихся панелей, которые могут смешаться относительно друг друга с помощью, например, гидравлических устройств или, как описано выше, для запорной доски, путем подсоединения этих панелей к двум различным смещающимся верхним путям. Ширину начальной и/или запорной доски можно также произвольно регулировать с помощью шарнирных боковых щитков, которые прижимаются к боковым стенками или боковым конвейерам с помощью, например, пружин. Такие боковые щитки могут также применяться в сочетании с другими приспособлениями для регулирования ширины. Как и запорная доска, начальная доска может быть составлена из двух панелей, соединенных с двумя отдельными верхними путями, возможно, с теми же верхними путями, что и запорная доска. Источники информации: 1. Патент Швейцарии № 608418, МКИ2 В 29 D 27/00, 1979 г. (прототип). 10 11 Фиг. 2 Фиг. 1 39871 39871 Фиг. 3 Фиг. 4 12 Фиг. 6 Фиг. 5 39871 13 Фиг. 7 39871 14 39871 Фиг. 8 Фиг. 9 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 15
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 44/00, B29C 67/20
Мітки: пінополіуретану(варіанти, плит, пристрій, виробництва, неперервного
Код посилання
<a href="https://ua.patents.su/15-39871-pristrijj-dlya-neperervnogo-virobnictva-plit-pinopoliuretanuvarianti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для неперервного виробництва плит пінополіуретану(варіанти)</a>
Пристрій для неперервного лиття вузької смуги металу (його варіанти), електромагнітний обмежувальний засіб і спосіб неперервного лиття вузької смуги металу
Номер патенту: 37223
Опубліковано: 15.05.2001
Автори: Ховард Л. Гербер, Ісмаел Г. Сауседо
МПК: B22D 11/06
Мітки: варіанти, його, обмежувальний, смуги, спосіб, електромагнітний, металу, пристрій, неперервного, засіб, вузької, лиття
Формула / Реферат:
1. Устройство для непрерывного литья узкой полосы металла, содержащее два противоположно вращающихся горизонтальных вала, установленных с вертикально ориентированным зазором, участок которого открыт со стороны торцов валов, и электромагнитное ограничивающее средство, включающее ограничивающую катушку, состоящую из двух частей, первая из которых своей фронтальной поверхностью обращена к зазору, а между первой и второй частями ограничивающей...
Спосіб одержання неперервного злитку і пристрій для його одержання
Номер патенту: 13756
Опубліковано: 25.04.1997
Автори: Мочалов Олександр Олександрович, Дудник Галина Юрьївна, Вершкова Олена Олександрівна
МПК: B22D 11/10
Мітки: неперервного, злитку, пристрій, спосіб, одержання
Формула / Реферат:
(57)1. Способ получения непрерывного слитка, включающий подачу жидкого металла в охлаждаемый кристаллизатор, введение в него охлаждаемых холодильников, сообщение им колебаний в вертикальной плоскости и вытягивание слитка из кристаллизатора, при этом на поверхности холодильников непосредственно в жидком металле формируют микрохолодильники и осуществляют их подачу в жидкий металл, отличающийся тем, что вытягивание слитка из кристаллизатора...
Пристрій для виготовлення гіпсових звукопоглинаючих плит
Номер патенту: 412
Опубліковано: 30.04.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Гелев Георгій Наумович
МПК: B28B 17/00
Мітки: пристрій, виготовлення, звукопоглинаючих, гіпсових, плит
Формула / Реферат:
Устройство для изготовления гипсовых звукопоглощающих плит, содержащее закрепленные на раме вибратор, пружинные амортизаторы и форму, состоящую из основания с верхним, имеющим пазы, и боковыми бортами, вкладышем, выталкивателя изделий, крышки с полостью, перекрытой диафрагмой, эластичного коврика с пуансонами, отличающееся тем, что форма снабжена накидными замками, вкладыш выполнен с жесткостью в 2-4 раза превышающей жесткость пуансонов, а...
Кухонний пристрій для різання харчових продуктів
Номер патенту: 2538
Опубліковано: 26.12.1994
Автор: Дьяченко Костянтин Іванович
МПК: A47J 47/00
Мітки: харчових, пристрій, кухонний, продуктів, різання
Формула / Реферат:
Кухонное приспособление для разделки пищевых продуктов, содержащее доску с рабочими верхней и нижней поверхностями, отличающееся тем, что оно снабжено диском со штырем в центральной части, а в левой части доски выполнено отверстие для размещения в нем штыря диска с возможностью вращения последнего.
Пристрій для різання мінераловатних плит
Номер патенту: 337
Опубліковано: 30.04.1993
Автори: Гелев Георгій Наумович, Гізунтерман Вілен Рафаілович, Шульман Григорій Маркович, Фрідман Роман Аркадійович, Бурлика Анатолій Пилипович, Юхновський Олег Сергійович, Рогова Сара Давидовна, Ларіонов Михайло Тихонович
МПК: B28B 11/14
Мітки: різання, пристрій, мінераловатних, плит
Формула / Реферат:
(57) 1. УСТРОЙСТВО ДЛЯ РЕЗКИ МИНІІРАЛОВАТНЬІХ ПЛИТ, содержащее стол с продольными направляющими, подаватель плит, прижимные ролики, узел лоперечной вертикальной резки и узел горизонтальной резки плит по толщине, выполненной с закрепленными в держателях один над другим ножами, соединенными с приводом возвратно-поступательного перемещения, отличающееся тем, что, с целью повышения эффективности и надежности работы, подаватель плит снабжен...
Попередній патент: Похідні 9а-n-/n`-карбамoїлу/ та 9а-n-/n`-тіокарбамoїлу/ від 9-деоксо-9а-а3а-9а гомоеритроміцину а, спосіб одержання та фармацевтична композиція
Наступний патент: Спосіб керування процесом гідролізу та десорбції аміачної води у виробництві сечовини
Випадковий патент: Масажер-профілактор разумовського-карпова