Спосіб одержання неперервного злитку і пристрій для його одержання
Номер патенту: 13756
Опубліковано: 25.04.1997
Автори: Мочалов Олександр Олександрович, Вершкова Олена Олександрівна, Дудник Галина Юрьївна
Формула / Реферат
(57)1. Способ получения непрерывного слитка, включающий подачу жидкого металла в охлаждаемый кристаллизатор, введение в него охлаждаемых холодильников, сообщение им колебаний в вертикальной плоскости и вытягивание слитка из кристаллизатора, при этом на поверхности холодильников непосредственно в жидком металле формируют микрохолодильники и осуществляют их подачу в жидкий металл, отличающийся тем, что вытягивание слитка из кристаллизатора осуществляют со скоростью V, определяемой по следующей зависимости:
где А, В - размеры поперечного сечения слитка, м;
D1 - диаметр торца нижней части охлаждаемого холодильника, м;
L - длина охлаждаемого холодильника, м;
К - (2...2,4)×10-3м/с0,6 - коэффициент, характеризующий намораживание металлической корочки на поверхность охлаждаемого холодильника;
К2 + 4...6 - коэффициент, учитывающий размеры поверхности оребрения;
N - число одновременно вводимых охлаждаемых холодильников;
Т - скважность между импульсами, сообщающими поверхности охлаждаемого холодильника, импульсное ускорение, с;
a - угол наклона образующей поверхности охлаждения к вертикали, град.
2. Устройство для получения непрерывного слитка, содержащее охлаждаемые кристаллизатор и холодильники и средство для сообщения холодильникам упругих колебаний, при этом каждый холодильник выполнен из волновода, жестко соединенного с мембраной средства для сообщения упругих колебаний и установленного с зазором в кожухе, отличающееся тем, что средство для сообщения холодильникам упругих колебаний выполнено в виде генератора, кожух холодильника имеет коническую форму, а на его поверхности выполнены участки с ребрами треугольного поперечного сечения с уменьшением сечения по вертикали в направлении книзу кристаллизатора с отношением hH Ун=2,0...3,0 при Ун=3×10-3м, где: Ун - основание ребра в нижней части участка ореберения охлаждаемого холодильника, м; hн - высота ребратам же, м.
3. Устройство по п.2, отличающееся тем, что длина участка оребрения DХ составляет (3×10-3...1)L, где L - общая длина охлаждаемого холодильника, м.
4. Устройство по п.2, отличающееся тем, что высота ребра в верхней части участка ореберения hB определена из соотношения:
где hн - высота ребра в нижней части участка оребрения, м.
Текст
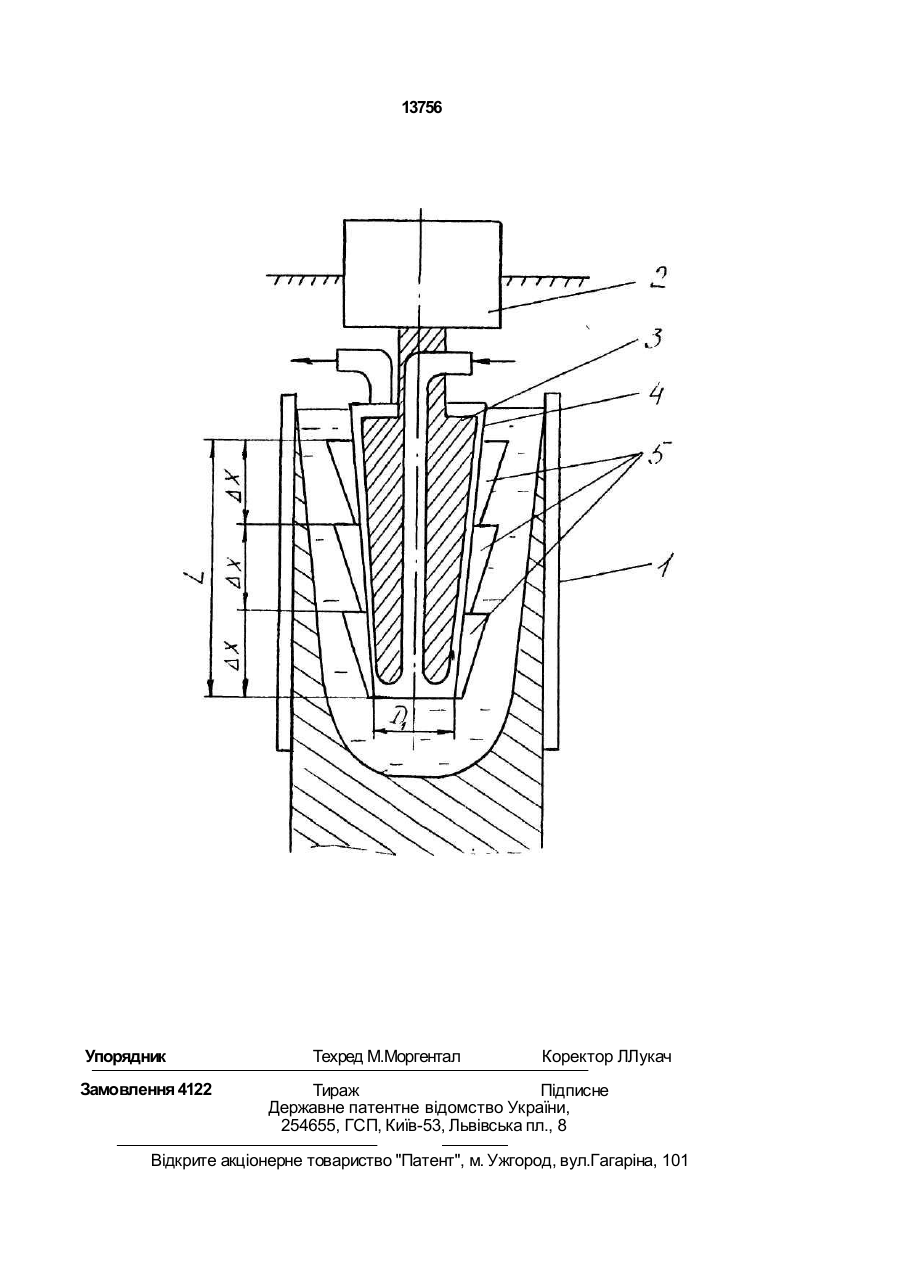
1. Способ получения непрерывного слитка, включающий подачу жидкого метал ла в охлаждаемый кристаллизатор, введе ние в него охлаждаемых холодильников, сообщение им колебаний в вертикальной плоскости и вытягивание слитка из кристал лизатора, при этом на поверхности холо дильников непосредственно в жидком металле формируют микрохолодильники и осуществляют их подачу п жидкий металл, о т л и ч а ю щ и й с я тем, что вытягивание слитка из кристаллизатора осуществляют со скоростью V, определяемой по следующей зависимости: v где А, В - размеры поперечного сечения слитка, м; Di - диаметр торца нижней части охлаждаемого холодильника, м; L - длина охлаждаемого холодильника, м; К - (2...2,4)-10~3 м/с0'6 - коэффициент, характеризующий намораживание металлической корочки на поверхность охлаждаемого холодильника; Кг + 4...6 - коэффициент, учитывающий размеры поверхности оребрения; N - число одновременно вводимых охлаждаемых холодильников; Т - скважность между импульсами, сообщающими поверхности охлаждаемого холодильника, импульсное ускорение, с; а- угол наклона образующей поверхности охлаждения к вертикали, град. 2. Устройство для получения непрерыв ного слитка, содержащее охлаждаемые кри сталлизатор и холодильники и средство для сообщения холодильникам упругих колеба ний, при этом каждый холодильник выпол нен из волновода, жестко соединенного с мембраной средства для сообщения упру гих колебаний и установленного с зазором в кожухе, о т л и ч а ю щ е е с я тем, что средство для сообщения холодильникам уп ругих колебаний выполнено в виде генера тора, кожух холодильника имеет коническую форму, а на его поверхности выполнены участки с ребрами треугольного поперечного сечения с уменьшением сече ния по вертикали в направлении книзу кри сталлизатора с отношением hH Ун = 2,0...3,0 при Ун - 3 • 10"3 м, где: Ун - основание ребра в нижней части участка ореберения охлаж даемого холодильника, м; hH - высота ребра там же, м. 3. Устройство по п.2, отличающеес я тем, что длина участка оребрения АХ составляет (3 • 10 ...1) L, где L- общая длина охлаждаемого холодильника, м. 4. Устройство по п.2, отличающеес я тем, что высота ребра в верхней части участка ореберения hB определена из соотношения: hi ^ + 1 ) - ( 1 . 3 . . . 1, 6 ) , l пн U где Пн - высота ребра в нижней части участка оребрения, м. С > GO СЛ О 13756 Изобретение относится к металлургии, преимущественно к способам получения не прерывных слитков на машинах непрерыв ного литья заготовок (МНЛЗ). Известен способ получения непрерывного слитка, согласно которому в жидкий металл, залитый в водоохлаждаемый кристаллизатор, вводят водоохлаждаемый холо д и ль н ик, с ос то ящ и й из м е р но й конусообразной головки, приварен ной к корпусу, внутренней конусообразной вставки и патрубков для подвода и отвода воды от холодильника. На наружной поверхности охлаждаемого холодильника, контактирующей с жидким металлом, периодически намораживается корка, которая в результате периодических встряхиваний отпадает и спускается в глубь лунки слитка. Недостатком данного способа является невозможнос ть п р огн оз и ро ва ть мо м ен т о тр ыва намороженного металла и его форму , нельзя управлять структурой слитка (т.е. его качеством) из-за непредсказуемой формы намороженного металла на охлаждаемый холодильник. Известен также способ получения не прерывного слитка, включающ ий подачу жидкого металла в кристаллизатор, введение в него охлаждаемых холодильников , вибрирующих в вертикальной плоскости, и вытягивание слитка из кристаллизатора ; при этом для обеспечения скорости и качества слитка металл, намороженный на нару ж н о й п о в е рх н ос ти ох ла ж д а е м ог о холодильника, в виде "чулка" стрях ивается в жидкий металл [1]. Из [1] известно устройство для осуществления спос оба, содержащ ее ох ла жд а ем ый к р ис та лли з а то р , холодильники и средство для упругих колебаний; при этом каждый холодильник выполнен из волновода, жестко соединенного с мембраной средства упругих колебаний и установленного с зазором в кожухе. Недостатком рассмотренного способа является невозможность формирования в жидко м мета лле микрохолоди льников заданных размеров, т.е. нельзя полностью управлять процессом формирования структуры слитка. Объясняется это тем, что намороженный "чулок" и металл, намороженный н а донную часть охлаждаемого холодильника, имеют размеры, соизмеримые с размерами кристаллизатора, т.е. в сотни раз превышающие необходимые размеры микрохолодильников. Решается задача улучшения качества слитка и увеличение производительности. Достигается это за счет введения в жидкий металл, залитый в кристаллизатор, охлаждаемых холодильников в количестве N, сооб щения им (т.е. поверхности, на которой происходит намораживание металла) импульсного ускорения в вертикальной плоскости, направленного вниз со скважностью Т. Ох5 ладитель, прокачиваемый через охлаждаемые хо лоди ль ники, ох лажд ае т ж идкий металл, заливаемый в кристаллизатор, и способствует намораживанию на его поверхности твердой корочки. Охлажденный ме10 талл в результате разницы удельных весов стекает в нижнюю часть кристаллизатора, что спос обствует захолажиоанию металла и создает условия для объемной кристаллизации в нем. Для ускорения возникновения 15 объемной кристаллизации в центральной части слитка и создания заданной структу ры в него вводят микрохолодильники опре деленного размера, которые формируются непосредственно в жидком металле кри20 сталлизатора за счет намораживания их на наружной поверхности охлаждения охлаж даемого холодильника. Для этого на ней выполнены треугольные ребра, расположенные вдоль образующей конуса, разби25 тые на о тд е льн ые учас тки Д Х. Д ля обеспечения максимальной производитель ности машины непрерывного литья заготово к ск о ро с ть в ытяг и в ан и я с ли тк а из кристаллизатора должна определяться из 30 соотношения V ^ 0 4 ( j А-В- Т ' ' где А *В - размер поперечного сечения слитка, м , Di -диаметр торца нижней части 35 охлаждаемого холодильника, м; L - длина охлаждаемого холодильника, м; Ki = =(22,4) -10 м/с ' - коэ ффициент, характеризующ ий намо раживан ие ме та ллич еской корочки на поверхность охлаждаемого охла40 дителя; Кг - 4-6 - коэ ффициент, учитывающий размеры поверхности оребрения; N число одновременно вводимых охлаждаемых холодильников; Т - скважность между импульсами, сообщ ающ ими поверхности 45 охлаждаемого холодильника импульсное ус корения, с; а- угол между образующ ей поверхности охлаждения и вертикалью, град. Если скорость принять меньше рассчи-ц тайной по уравнению (1), то произойдет вмораживание охлаждаемого холодильника в непрерывный слиток, если взять больше рассчитанной - произойдет авария, прорыв жидкого металла из-за разрушения корочки , намороженной в кристаллизатора, и неполного затвердевания металла в центральной части слитка. Эффект улучшения качества и увеличения производительности по сравнению с прототипом достигается за счет фор мирования микрохолодильнйков заданных 13756 размеров непосредственно в самом распла ве, укрепления структурой слитка, увеличе ния скорости слитка в 2-3 раза по сравнению с максимально достигнутыми в прототипе. нологии изготовления ребер, -г— ' 1 соответствует максимально возможному размеру микрохолодильника, т.е. размеру охлаждаемого холодильника. Положительный эффект и преимущест5 ва способа и устройства по сравнению с На чертеже представлена схема способа и прототипом достигаются за счет введения новых признаков: вытягивание слитка из устройства по его осуществлению. кристаллизатора с расчетной скоростью V, Устройство для осуществления способа включает охлаждаемый кристаллизатор 1, рассчитываемой по соотношению (1), выохлаждаемый холодильник, соединенный с 10 полнение треугольных ребер на поверхномембраной средства упругих колебаний, сости охлаждаемого холодильника со стоящий из генератора упругих колебаний следующими геометрическими соотноше2, генерирующего импульсы со скважно 3 ниями -2-3. пр и у„ « 3 Ю' м. стью Т, сообщающие охлаждаемому холо дильнику импульсное ускорение в 15 =3 Ун А вертикальной плоскости, направленное Ах • tga • В • Т°* Например: для + 1) - ( 1 , 3 . . . 1,6) .0.6. стали К вниз, который жестко связан с волноводом 1 м; А-В= (0,3x0,3) м2;осуществляется 3, в центральной части которого имеется Реализация способа Dt канал для подвода охлаждающей жидкости, АХ следующим образом. поверх волновода 3 одет кожух 4, имеющий В охлаждаемый кристаллизатор 1 зали20 вают жидкий металл, туда же вводят охлажконусность 0,01-0,1, который вместе с вол даемый холодильник , сос тоящий из 25 новодом 3 образует полость для прокачива генератора упругих колебаний 2, волновода 3, ния охлаждающей жидкости; последний кожуха 4, на поверхности которого имеются жестко закреплен на верхнем торце волно ребра 5, охлаждаемому холодильнику вода. Для интенсификации теплообмена и сообщают импульсные колебательные двиформирования микрохолодильников на по жения в вертикальной плоскости. На поверверхности кожуха 4 выполнены треуголь хности охлаждаемого холодильника в ные ребра 5 с соотношением высоты ребра межреберном пространстве намораживается hH к его основанию ун в нижней части участка металл, под действием виброимпульсного 30 воздействия он отрывается от оребрения, равным — = 2-3, при ун поверхности и опускается на дно центральной У" части слитка, туда же стекает охлажденный в =3*10 м, для получения слитка с заданной тепловом пограничном слое жидкий металл, структурой. Количество участков оребрения, металл в центральной зоне слитка т.е. протяженность ДХ связаны с длиной кристаллизуется, сформировавшийся слиток вытягивают со скоростью охлаждаемого холодильника L соотношени- 35 + Ltga) ем -г- - 3 • 10"3 - 1, причем меньшие значения берутся для получения мелкозернистой структуры слитка, большие - для получения 2-Ю"3 м/с армированного слитка ленточными микро- 40 0,1 м; tga?» ~Г 2 холодильниками. Для обеспечения легкого и 45 -o ,i ; t= 10 - c ; Ун^=2 ;^ = 3- 10 гЗ. надежного отделения микрохолодильников тогда от наружной поверхности охлаждаемого холодильника высоты ребер в верхней части і з . hi и АХ в нижней части hH участка АХ опре_3,14 - 1 - 2 - 1 0 J • 1,6 -(0,1 +Ю.1)v деляются из соотношения 0,3 • 0,3 -(W ^)0' 4 - 0,530 м/с. -1) - ( 1 , 3 . .. 1,6). £ { Меньшие значения соответствуют больИзобретение обладает рядом преимушим длинам АХ участка оребрения, Мини- 50 ществ по сравнению с прототипом: н - дает возможность управлять структу -= 2 выбрано из рой слитка (т.о. его качеством) за счет фор мальное значение Ун мирования микрохолодильников заданных условия соразмеримости размеров; толщины теплового пограничного слоя с - позволяет увеличить производитель высотой ребра. Если взять меньшие, то ность МНЛЗ в 2-3 раза. будет сплошная корочка. j - 3 • 10 соответствует минимально возУн можной длине участка, т.е. минимальному размеру микрохолодильника. Исходя из техA ^f 13756 Упорядник Замовлення 4122 Техред М.Моргентал Коректор ЛЛукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of producing a continuous ingot
Автори англійськоюMochalov Oleksandr Oleksandrovych, Dudnyk Halyna Yurivna, Vershkova Olena Oleksandrivna
Назва патенту російськоюСпособ получения непрерывного слитка и устройство для его осуществления
Автори російськоюМочалов Александр Александрович, Дудник Галина Юрьевна, Вершкова Елена Александровна
МПК / Мітки
МПК: B22D 11/10
Мітки: злитку, неперервного, одержання, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/4-13756-sposib-oderzhannya-neperervnogo-zlitku-i-pristrijj-dlya-jjogo-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання неперервного злитку і пристрій для його одержання</a>
Спосіб вторинного охолодження безперервнолитого злитку
Номер патенту: 2933
Опубліковано: 26.12.1994
Автори: Ганкін Владімір Борісовіч, Айзін Юрій Моісєєвіч, Пікус Марк Ісерович, Учитель Лев Михайлович, Борисов Юрій Миколайович, Гєрасімова Євгєнія Дмітрієвна, Бродський Сергій Сергійович
МПК: B22D 11/124
Мітки: охолодження, вторинного, злитку, спосіб, безперервнолитого
Формула / Реферат:
1. Способ вторичного охлаждения непрерывнолитого слитка, включающий подачу на поверхность слитка водовоздушной смеси с регулированием ее расхода и изменением соотношения долей воды и воздуха и их давлений по длине жидкой фазы слитка, отличающийся тем, что соотношение долей воды и воздуха в смеси регулируют в зависимости от содержания углерода в металле, при этом на участке, равном 0,05...0,5 длины жидкой фазы, соотношение долей воды и...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Соловйов Валерій Борисович, Шопен Олександр Борисович, Божко Борис Миколайович, Голованевський Аркадій Ізрайлевич, Данільцев Володимир Григорович
МПК: B29C 53/00, B29K 105/08, B29L 23/20
Мітки: труб, пристрій, неперервного, виготовлення, армованих, пластмас
Формула / Реферат:
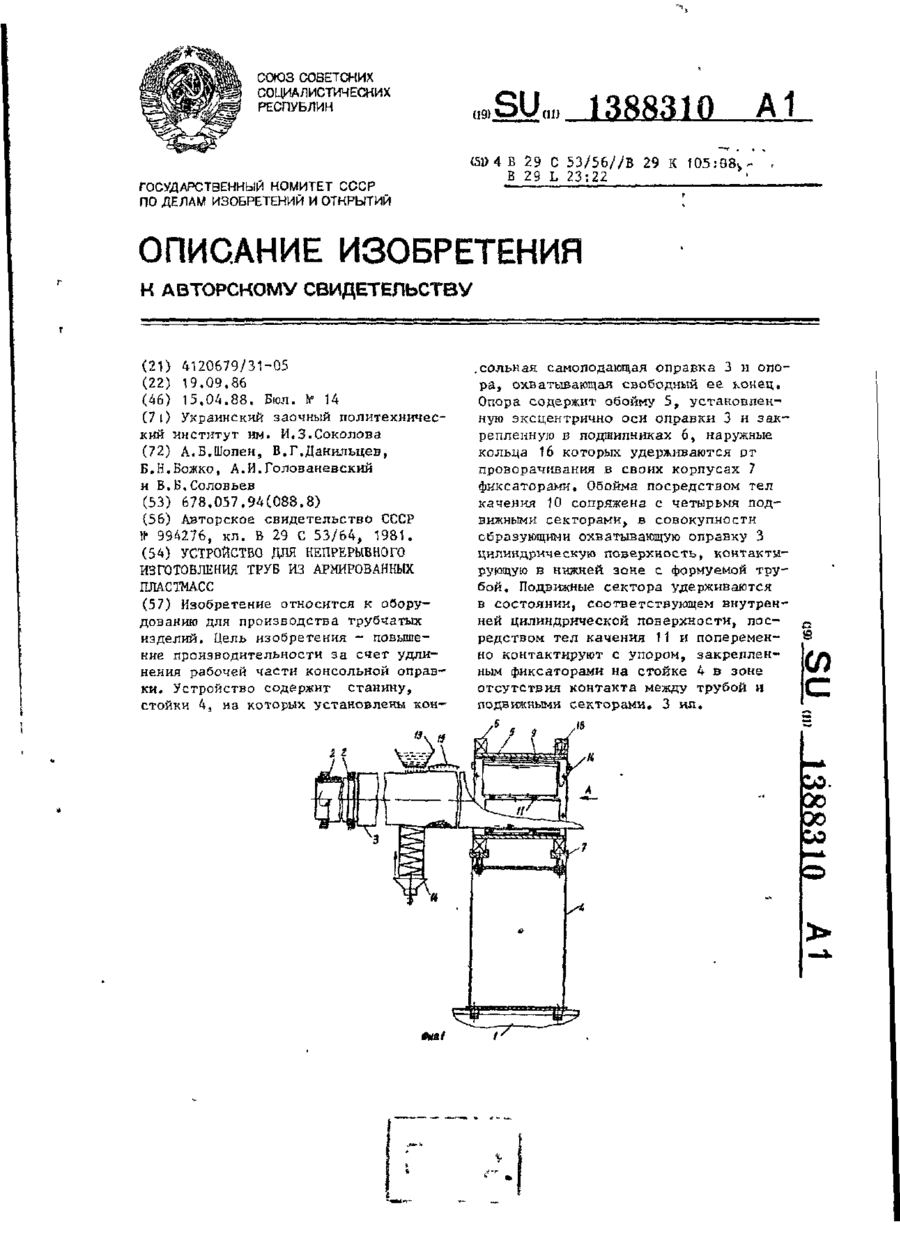
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Спосіб отримання відливок та пристрій для його здійснення
Номер патенту: 8482
Опубліковано: 30.09.1996
Автори: Кацов Костянтин Борисович, Ленгер Броніслав Дмитрович, Ілик Теофіль Якимович, Кантор Семен Ісаакович, Осадчий Валерій Арсентійович, Хом'як Роман Ілліч
МПК: C22B 9/18
Мітки: здійснення, отримання, спосіб, пристрій, відливок
Формула / Реферат:
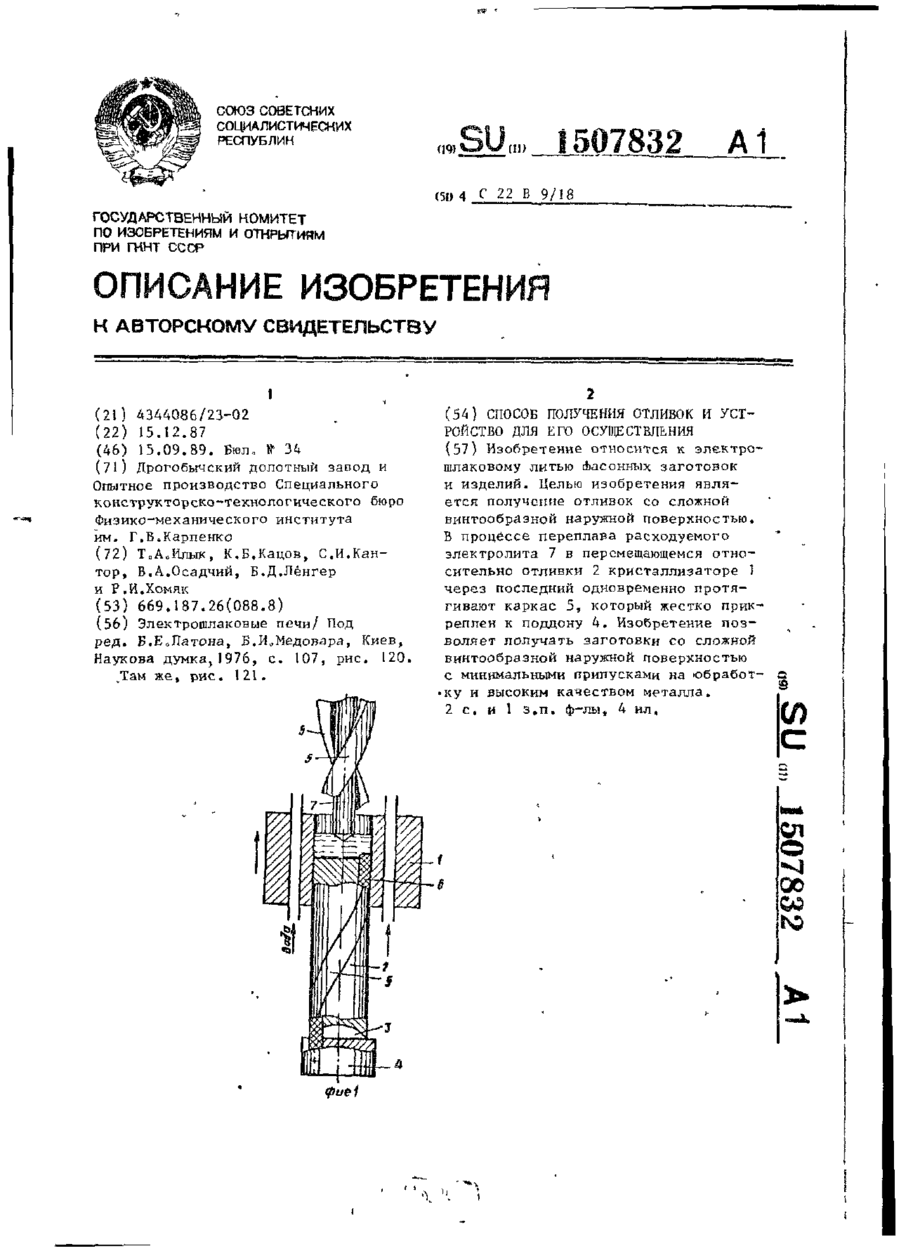
1. Способ получения отливок, включающий электрошлаковый переплав расходуемого электрода в кристаллизаторе с относительным перемещением отливки и кристаллизатора, отличающийся тем, что, с целью получения отливок со сложной винтообразной наружной поверхностью, одновременно с перемещением отливки относительно кристаллизатора сквозь кристаллизатор протягивают каркас, формирующий гравюру на наружной поверхности отливки.2. Способ по п. 1,...
Установка для неперервного одержання спірально навитих шлангів із стрічок термопласту
Номер патенту: 17275
Опубліковано: 01.04.1997
Автори: Кравченко Володимир Якович, Горпинченко Микола Гнатович, Бесараб Олександр Сергійович
МПК: B29C 53/00, B29D 23/18
Мітки: навитих, стрічок, одержання, термопласту, неперервного, спірально, шлангів, установка
Формула / Реферат:
1. Установка для непрерывного получения спирально навитых шлангов из лент термопластов, включающая экструдер со щелевой головкой, формирователь профиля наматываемой ленты с профильными роликами, оправку со спиральной канавкой смонтированную на валу с приводом, устройство для сварки наматываемой ленты в виде профильного ролика и устройство охлаждения, отличающаяся тем, что оправка снабжена дополнительным элементом в виде посаженной на валу...
Спосіб одержання ферітового порошку та пристрій для його здійснення
Номер патенту: 11198
Опубліковано: 25.12.1996
Автори: Герман Юрій Вікторович, Сорока Петро Гнатович, Задорожній Володимир Михайлович, Харченко Віктор Олександрович, Обухова Алла Михайлівна
МПК: B22F 1/00, B22F 9/16, H01F 1/12
Мітки: порошку, одержання, пристрій, спосіб, ферітового, здійснення
Текст:
...и их центр. Причем поверхность гранул в процессе обжига не перегревается. Исключить влияние перегрева позволяет и введение газового потока в реактор с температурой, не превышающей температуру синтеза. Способствует повышению качества ферритового порошка и использование плазменного генератора для формования высокотемпературного газового потока. Вопервых, это обеспечивает отсутствие посторонних примесей, что характерно для использования продуктов...
Попередній патент: Спосіб з’єднання струмопроводів електролізерів для одержання алюмінію
Наступний патент: Пристрій для розкалібрування радіодеталей з осьовими виводами за електричними параметрами
Випадковий патент: Спосіб визначення талію