Спосіб виготовлення роздвоєного стента (варіанти) та роздвоєний стент (варіанти)
Формула / Реферат
1. Способ изготовления раздвоенного стента, при котором осуществляют:
а) приготовление первой полоски, имеющей первый край, второй край, третий край и четвертый край,
б) приготовление второй полоски, имеющей первый край, второй край, третий край и четвертый край,
в) приготовление третьей полоски, имеющей первый край, второй край, третий край и четвертый край, отличающийся тем, что
г) прикрепляют указанный второй край к указанному третьему краю указанной первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальный конец,
д) прикрепляют указанный второй край к указанному третьему краю указанной второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальный конец,
е) прикрепляют указанный второй край к указанному третьему краю указанной третьей полоски для образования трубчатой стержневой части, имеющей проксимальный конец и дистальный конец, и
ж) прикрепляют указанный проксимальный конец указанной первой ответвленной части и указанный проксимальный конец указанной второй ответвленной части к указанному дистальному концу указанной стержневой части.
2. Способ по п. 1, отличающийся тем, что первую и вторую полоску выполняют, по существу, одного размера.
3. Способ по п. 1, отличающийся тем, что первую и вторую полоску выполняют разного размера.
4. Способ по п. 1, отличающийся тем, что прикрепление осуществляют путем привинчивания.
5. Способ по п. 1, отличающийся тем, что прикрепление осуществляют путем опрессовки.
6. Способ по п. 1, отличающийся тем, что прикрепление осуществляют путем пайки.
7. Способ по п. 1, отличающийся тем, что прикрепление осуществляют путем сварки.
8. Способ по п. 1, отличающийся тем, что прикрепление осуществляют путем точечной сварки.
9. Способ по п.1, отличающийся тем, что дополнительно травят и приспосабливают стент к приобретению его конечных размеров после расширения.
10. Раздвоенный стент, содержащий
а) первую полоску, имеющую первый край, второй край, третий край и четвертый край,
б) вторую полоску, имеющую первый край, второй край, третий край и четвертый край,
в) третью полоску, имеющую первый край, второй край, третий край и четвертый край,
г) указанный второй край указанной первой полоски, прикрепленный к указанному третьему краю указанной первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальный конец,
д) указанный второй край указанной второй полоски, прикрепленный к указанному третьему краю указанной второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальный конец,
е) указанный второй край указанной третьей полоски, прикрепленный к указанному третьему краю указанной третьей полоски для образования трубчатой третьей ответвленной части, имеющей проксимальный конец и дистальный конец, и
ж) указанный проксимальный конец указанной первой ответвленной части и указанный проксимальный конец указанной второй ответвленной части, прикрепленные к указанному дистальному концу указанной стержневой части.
11. Стент по п. 10, отличающийся тем, что первая полоска и вторая полоска имеют, по существу, один и тот же размер.
12. Стент по п. 10, отличающийся тем, что первая полоска и вторая полоска имеют разный размер.
13. Стент по п. 10, отличающийся тем, что полоски прикреплены посредством винта.
14. Стент по п. 10, отличающийся тем, что полоски прикреплены посредством отогнутой кромки.
15. Стент по п. 10, отличающийся тем, что полоски прикреплены посредством припоя.
16. Стент по п. 10, отличающийся тем, что полоски прикреплены посредством сварного шва.
17. Стент по п. 10, отличающийся тем, что полоски прикреплены посредством точечного сварного шва.
18. Стент по п.10, отличающийся тем, что стент протравлен и приспособлен к приобретению его конечных размеров после расширения.
19. Способ изготовления раздвоенного стента, при котором осуществляют:
а) приготовление первой полоски, имеющей проксимальный конец и дистальный конец,
отличающийся тем, что
б) деформируют указанный дистальный конец указанной первой полоски для образования первого ответвления и деформируют указанный проксимальный конец указанной первой полоски для образования первой стержневой половины,
в) приготавливают вторую полоску, имеющую проксимальный конец и дистальный конец,
г) деформируют указанный дистальный конец указанной второй полоски для образования второго ответвления и деформируют указанный проксимальный конец указанной второй полоски для образования второй стержневой половины, и
д) соединяют указанную первую стержневую половину с указанной второй стержневой половиной для образования стержня.
20. Способ по п. 19, отличающийся тем, что дополнительно снабжают вторую полоску расширяемым рисунком.
21. Способ по п. 19, отличающийся тем, что первую и вторую полоску выполняют, по существу, одного размера.
22. Способ по п. 19, отличающийся тем, что первую и вторую полоску выполняют разного размера.
23. Способ по п. 19, отличающийся тем, что соединение осуществляют путем привинчивания.
24. Способ по п. 19, отличающийся тем, что соединение осуществляют путем опрессовки.
25. Способ по п. 19, отличающийся тем, что соединение осуществляют путем пайки.
26. Способ по п. 19, отличающийся тем, что соединение осуществляют путем сварки.
27. Способ по п. 19, отличающийся тем, что соединение осуществляют путем точечной сварки.
28. Раздвоенный стент, содержащий
а) первую полоску, имеющую проксимальный конец и дистальный конец, причем указанный дистальный конец указанной первой полоски деформирован для образования первого ответвления, а указанный проксимальный конец указанной первой полоски деформирован для образования первой стержневой половины,
б) вторую полоску, имеющую проксимальный конец и дистальный конец, причем указанный дистальный конец указанной второй полоски деформирован для образования второго ответвления, а указанный проксимальный конец указанной второй полоски деформирован для образования второй стержневой половины, и
в) средство для соединения указанной первой стержневой половины с указанной второй стержневой половиной для образования стержня.
29. Стент по п. 28, отличающийся тем, что первая полоска и вторая полоска имеют, по существу, один и тот же размер.
30. Стент по п. 28, отличающийся тем, что первая полоска и вторая полоска имеют разный размер.
31. Стент по п. 28, отличающийся тем, что средством для соединения является винт.
32. Стент по п. 28, отличающийся тем, что средством для соединения является отогнутая кромка.
33. Стент по п. 28, отличающийся тем, что средством для соединения является припой.
34. Стент по п. 28, отличающийся тем, что средством для соединения является сварной шов.
35. Стент по п. 28, отличающийся тем, что средством для соединения является точечный сварной шов.
36. Стент по п. 28, отличающийся тем, что первая и вторая полоски протравлены с получением расширяемого рисунка.
37. Способ изготовления раздвоенного стента, отличающийся
тем, что
а) приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и проходящий через него продольный канал, первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанными проксимальным концом и дистальным концом, причем отверстие ответвления сообщается с указанным продольным каналом и размер отверстия подобран и приспособлен для приема и закрепления второго расширяемого трубчатого элемента,
б) вводят первый расширяемый трубчатый элемент в разветвленный сосуд, имеющий первый просвет и второй просвет так, что этот указанный первый расширяемый элемент расположен внутри указанного первого просвета, а указанное отверстие ответвления сообщается с указанным вторым просветом,
в) расширяют указанный первый расширяемый элемент в степени, достаточной для закрепления указанного первого расширяемого элемента в указанном первом просвете,
г) приготавливают второй расширяемый трубчатый элемент, имеющий проксимальний конец и дистальный конец и имеющий проходящий через него продольный канал,
д) расширяют указанное отверстие ответвления,
е) вводят указанный второй расширяемый трубчатый элемент в указанное отверстие ответвления так, что указанный дистальный конец указанного второго расширяемого трубчатого элемента располагается внутри указанного второго просвета, а указанный проксимальный конец указанного второго расширяемого трубчатого элемента располагается внутри указанного продольного канала первого продольного элемента, и
ж) расширяют указанный второй расширяемый трубчатый элемент в степени, достаточной для закрепления указанного второго расширяемого трубчатого элемента внутри указанного второго просвета и внутри указанного отверстия ответвления.
38. Способ изготовления раздвоенного стента, заключающийся в том, что
а) приготавливают первую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону,
б) деформируют указанный дистальный конец указанной первой полоски и соединяют указанную четвертую сторону с указанной шестой стороной для образования первого ответвления и деформируют указанный проксимальный конец указанной первой полоски для образования первой стержневой половины,
в) приготавливают вторую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону,
г) деформируют указанный дистальный конец указанной второй полоски и соединяют указанную четвертую сторону с указанной шестой стороной для образования второго ответвления и деформируют указанный проксимальный конец указанной второй полоски для образования второй стержневой половины, и
д) соединяют указанную восьмую сторону указанной первой стержневой половины с указанной второй стороной указанной второй стержневой половины и соединяют указанную вторую сторону указанной первой стержневой половины с указанной восьмой стороной указанной второй стержневой половины для образования стержня.
39. Способ по п. 38, отличающийся тем, что первую и вторую полоску выполняют, по существу, одного размера.
40. Способ по п. 38, отличающийся тем, что первую и вторую полоску выполняют разного размера.
41. Способ по п. 38, отличающийся тем, что соединения осуществляют путем привинчивания.
42. Способ по п. 38, отличающийся тем, что соединения осуществляют путем опрессовки.
43. Способ по п. 38, отличающийся тем, что соединения осуществляют путем пайки.
44. Способ по п. 38, отличающийся тем, что соединения осуществляют путем сварки.
45. Способ по п. 38, отличающийся тем, что соединения осуществляют путем точечной сварки.
46. Способ по п. 38, отличающийся тем, что дополнительно снабжают полоски протравленным рисунком.
47. Раздвоенный стент, содержащий
а) первую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, причем указанная четвертая сторонаи указанная шестая сторона указанной первой полоски деформированы и соединены для образования первого ответвления, а указанный проксимальный конец указанной первой полоски деформирован для образования первой стержневой половины,
б) вторую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, причем указанная четвертая сторона и указанная шестая сторона указанной второй полоски деформированы и соединены для образования второго ответвления, а указанный проксимальный конец указанной второй полоски деформирован для образования второй стержневой половины,
в) средство для соединения указанной восьмой стороны указанной первой стержневой половины с указанной второй стороной указанной второй стержневой половины и соединения указанной второй стороны указанной первой стержневой половины с указанной восьмой стороной указанной второй стержневой половины для образования стержня.
48. Стент по п. 47, отличающийся тем, что первая полоска и вторая полоска имеют, по существу, один и тот же размер.
49. Стент по п. 47, отличающийся тем, что первая полоска и вторая полоска имеют разный размер.
50. Стент по п. 47 отличающийся тем, что средством для соединения является винт,
51. Стент по п. 47, отличающийся тем, что средством для соединения является отогнутая кромка.
52. Стент по п. 47, отличающийся тем, что средством для соединения является припой.
53. Стент по п. 47, отличающийся тем, что средством для соединения является сварной шов.
54. Стент по п. 53, отличающийся тем, что средством для соединения является точечный сварной шов.
55. Стент по п. 47, отличающийся тем, что первая и вторая полоски снабжены расширяемым рисунком.
56. Способ изготовления раздвоенного стента, заключающийся в том, что
а) приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем указанный первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанным проксимальным концом и указанным дистальным концом, при этом указанное отверстие ответвления сообщается с указанным продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента,
б) подают указанный первый расширяемый трубчатый элемент в раздвоенный сосуд, имеющий первый просвет и второй просвет, так что указанный первый расширяемый элемент располагается в указанном первом просвете, а указанное отверстие ответвления сообщается с указанным вторым просветом,
в) расширяют указанный первый расширяемый элемент так, что это достаточно для закрепления указанного первого расширяемого элемента в указанном первом просвете,
г) приготавливают второй расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и имеющий сквозной продольный канал,
д) расширяют отверстие ответвления так, что это достаточно для образования фиксирующего ответвление выступа,
е) подают указанный второй расширяемый трубчатый элемент в указанное отверстие ответвления так, что дистальный конец указанного второго расширяемого трубчатого элемента располагается в указанном втором просвете, а проксимальный конец указанного второго расширяемого трубчатого элемента располагается в указанном продольном канале указанного первого продольного элемента, и
ж) расширяют указанный второй расширяемый трубчатый элемент так, что это достаточно для закрепления указанного второго расширяемого трубчатого элемента в указанном втором просвете и в указанном отверстии ответвления.
57. Способ по п. 56, отличающийся тем, что операции подачи б) и е) и операции расширения в) и ж) и операцию расширения д) выполняют с помощью баллонного катетера.
58. Способ по п. 57, отличающийся тем, что дополнительно формируют фиксирующий ответвление выступ на отверстии ответвления.
59. Способ по п. 58, при котором фиксирующий ответвление выступ формируют во время операции д).
60. Способ изготовления раздвоенного стента, заключающийся в том, что
а) приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем указанный первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанным проксимальным концом и указанным дистальным концом, при этом указанное отверстие ответвления сообщается с указанным продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента,
б) подают указанный первый расширяемый трубчатый элемент в раздвоенный сосуд, имеющий первый просвет и второй просвет, так что указанный первый расширяемый элемент располагается в указанном первом просвете, а указанное отверстие ответвления сообщается с указанным вторым просветом,
в) расширяют указанный первый расширяемый элемент так, что это достаточно для закрепления указанного первого расширяемого элемента в указанном первом просвете,
г) приготавливают второй расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и имеющий сквозной продольный канал,
д) подают указанный второй расширяемый трубчатый элемент в указанное отверстие ответвления так, что дистальный конец указанного второго расширяемого трубчатого элемента располагается в указанном втором просвете, а проксимальный конец указанного второго расширяемого трубчатого элемента располагается в указанном продольном канале указанного первого продольного элемента, и
е) расширяют указанный второй трубчатый расширяемый элемент так, что это достаточно для образования фиксирующего ответвление выступа, и так, что это достаточно для закрепления указанного второго расширяемого трубчатого элемента в указанном втором просвете и в указанном отверстии ответвления.
61. Раздвоенный стент, содержащий
а) первый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем указанный первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанным проксимальным концом и указанным дистальным концом, при этом отверстие ответвления сообщается с указанным продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента,
б) второй трубчатый элемент, имеющий проксимальный конец и дистальный конец и имеющий сквозной продольный канал, причем указанный второй трубчатый элемент расположен в указанном отверстии ответвления так, что указанный проксимальный конец указанного второго трубчатого элемента располагается в указанном продольном канале указанного первого продольного элемента, и
в) фиксирующий отверстие выступ, расположенный на указанном отверстии ответвления для закрепления указанного трубчатого элемента в указанном отверстии ответвления.
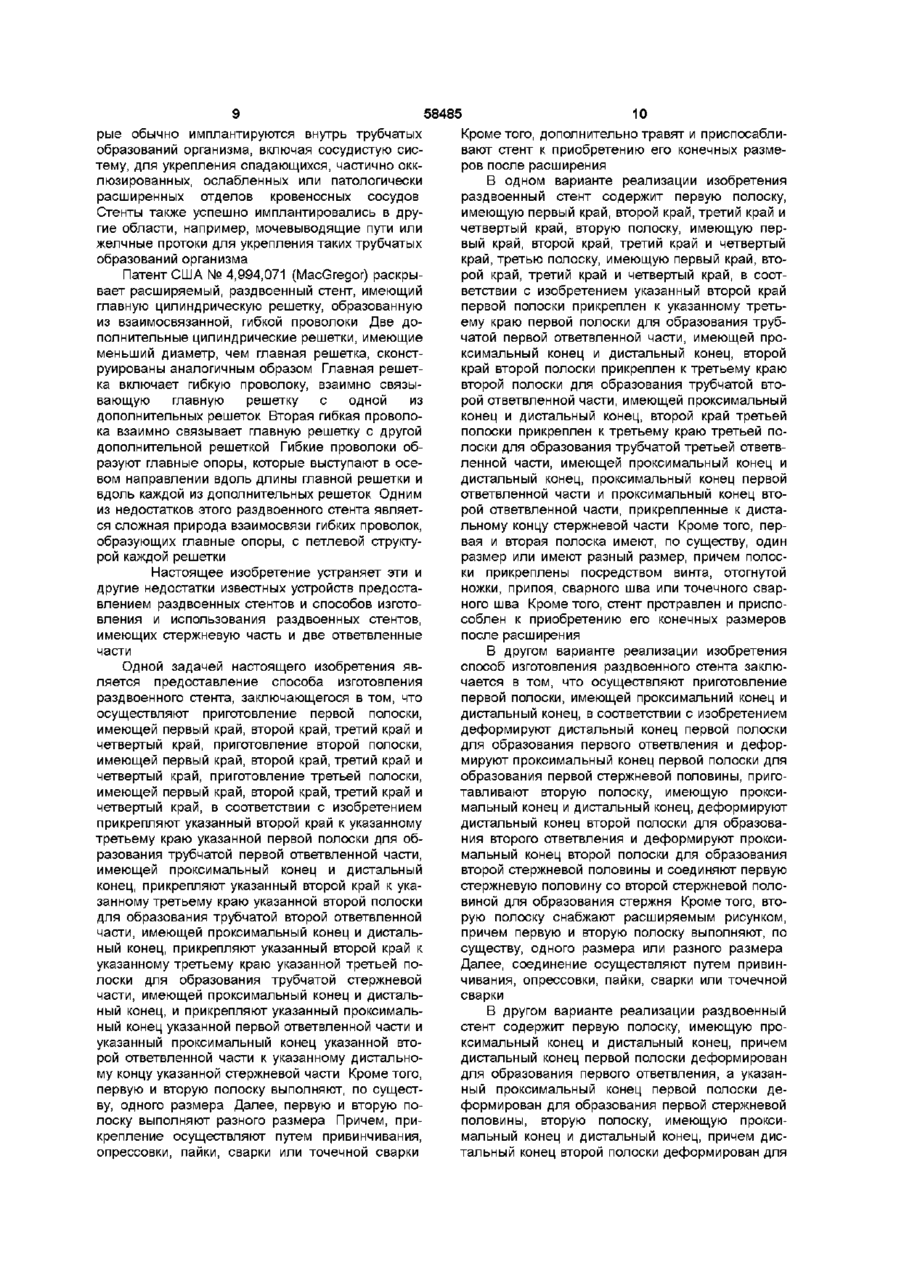
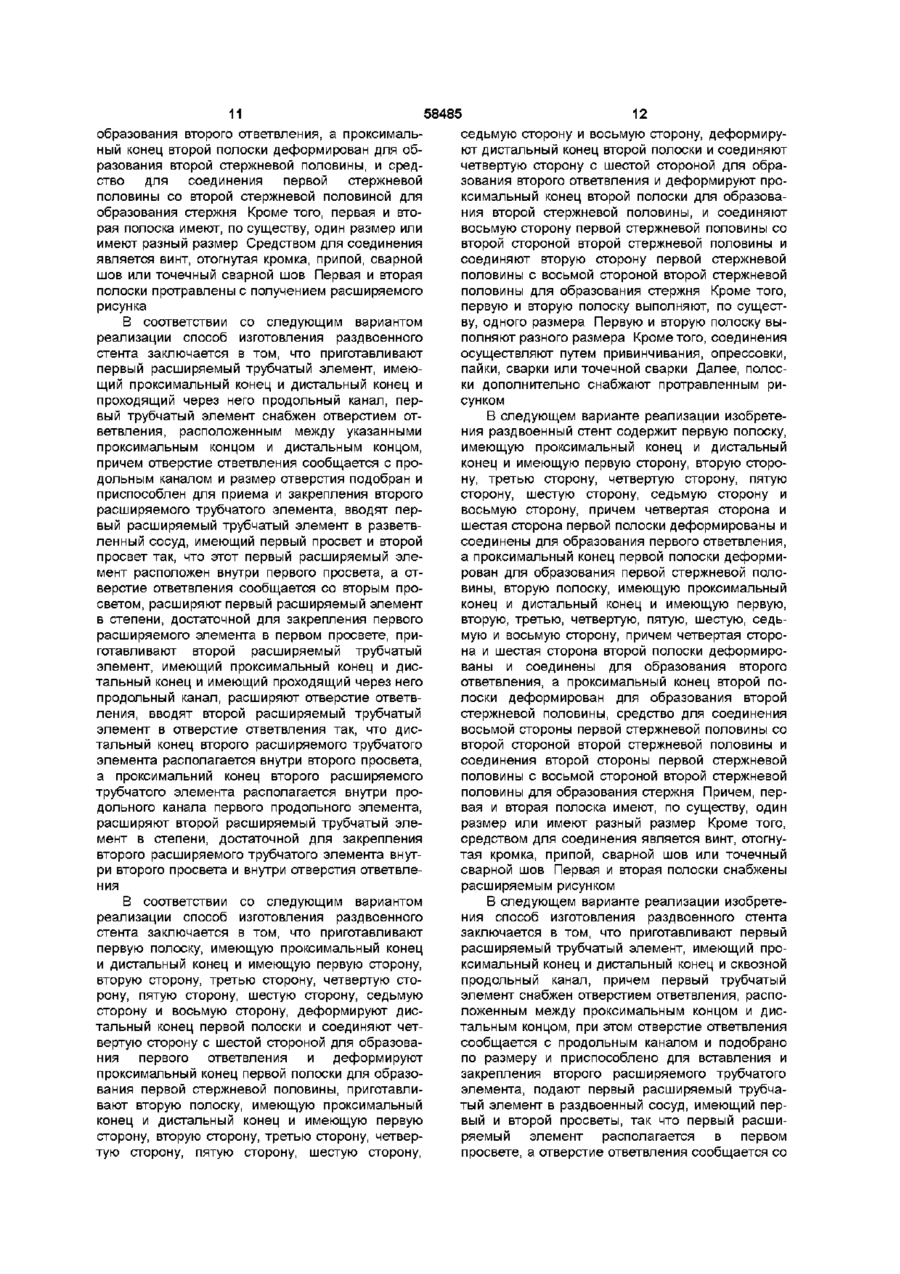
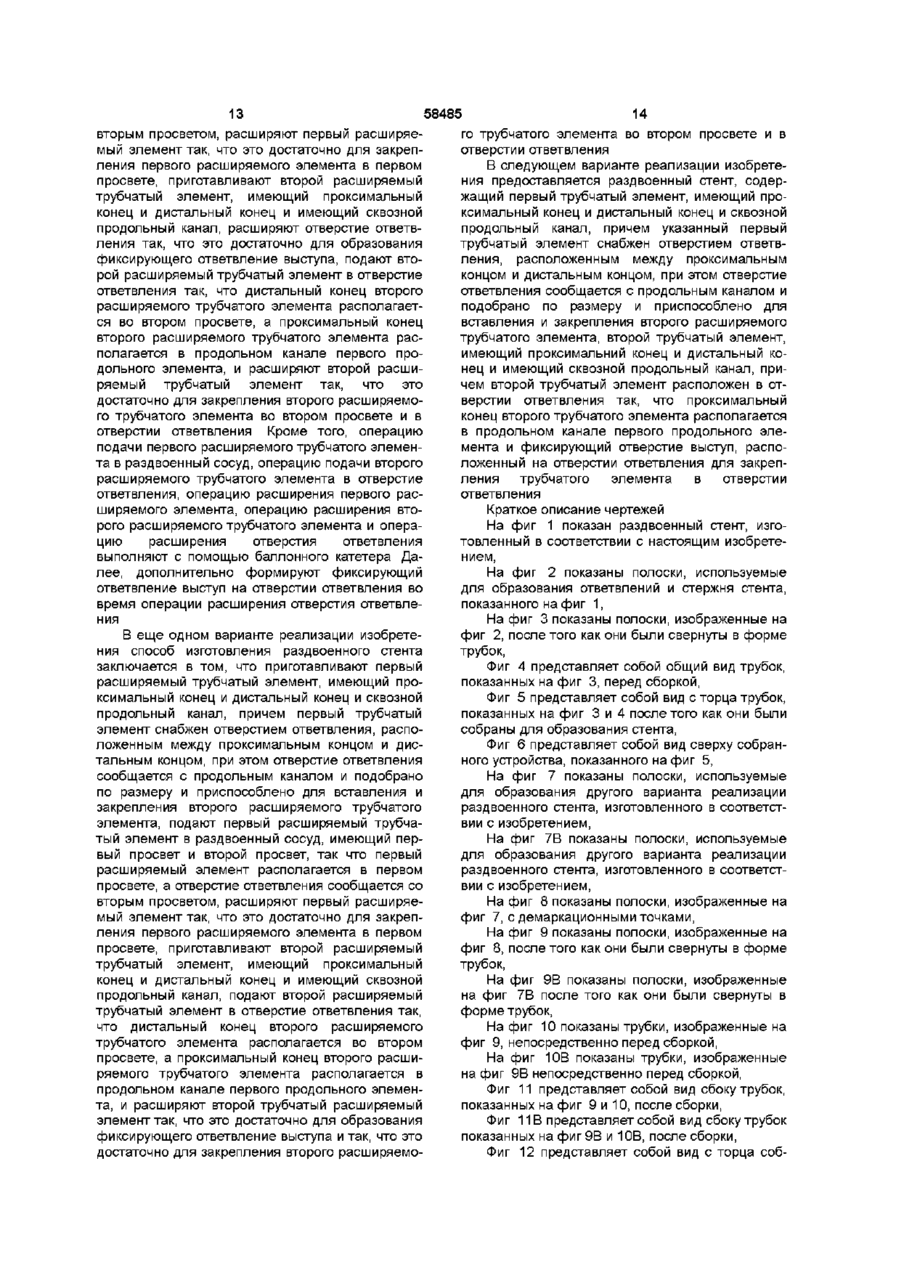
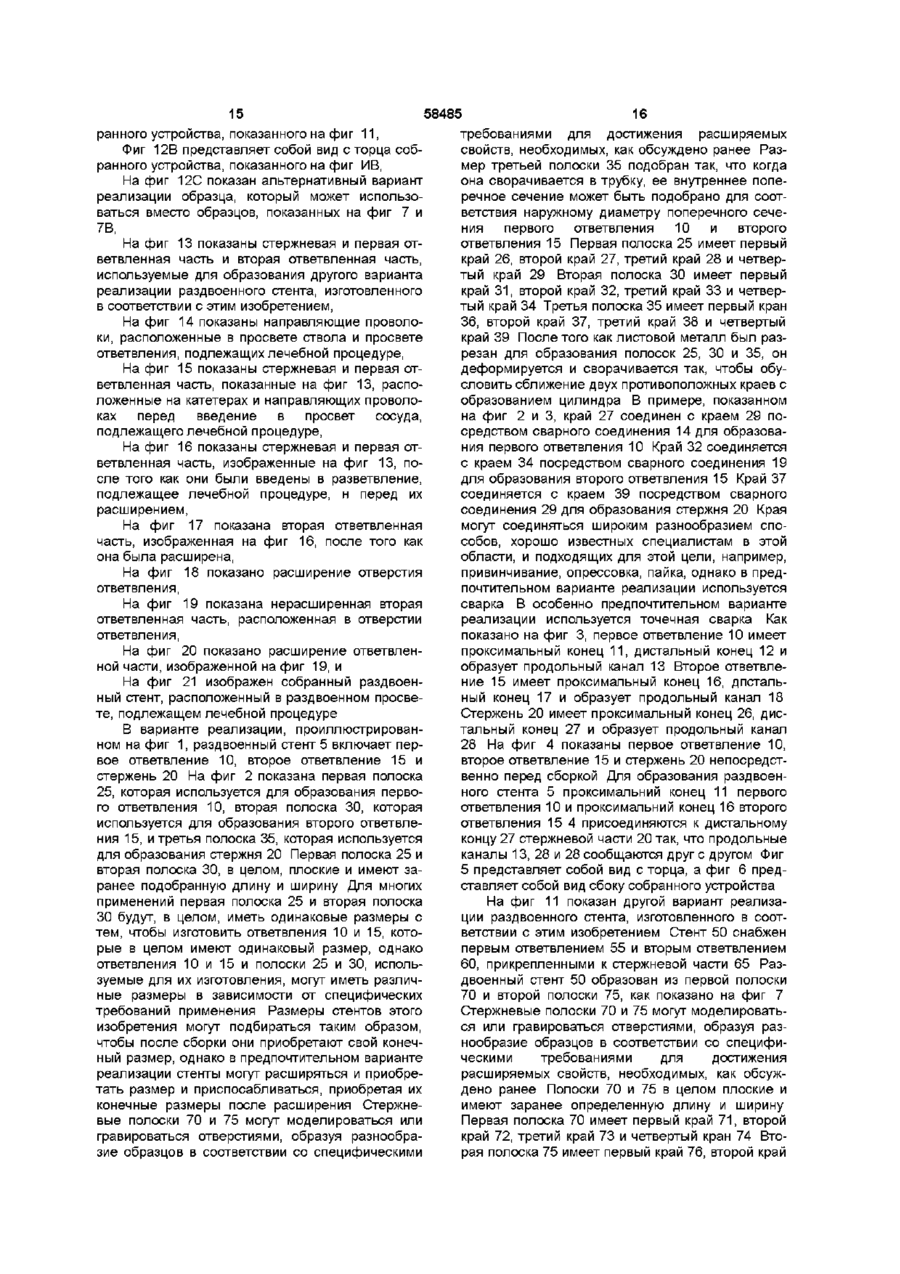
Текст
1 Способ изготовления раздвоенного стента, при котором осуществляют а) приготовление первой полоски, имеющей первый край, второй край, третий край и четвертый край, б) приготовление второй полоски, имеющей первый край, второй край, третий край и четвертый край, в) приготовление третьей полоски, имеющей первый край, второй край, третий край и четвертый край, отличающийся тем, что г) прикрепляют указанный второй край к указанному третьему краю указанной первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальный конец, д) прикрепляют указанный второй край к указанному третьему краю указанной второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальный конец, е) прикрепляют указанный второй край к указанному третьему краю указанной третьей полоски для образования трубчатой стержневой части, имеющей проксимальный конец и дистальный конец, и ж) прикрепляют указанный проксимальный конец указанной первой ответвленной части и указанный ТА РОЗДВОЄНИЙ СТЕНТ проксимальный конец указанной второй ответвленной части к указанному дистальному концу указанной стержневой части 2 Способ по п 1, отличающийся тем, что первую и вторую полоску выполняют, по существу, одного размера 3 Способ по п 1, отличающийся тем, что первую и вторую полоску выполняют разного размера 4 Способ по п 1, отличающийся тем, что прикрепление осуществляют путем привинчивания 5 Способ по п 1, отличающийся тем, что прикрепление осуществляют путем опрессовки 6 Способ по п 1, отличающийся тем, что прикрепление осуществляют путем пайки 7 Способ по п 1, отличающийся тем, что прикрепление осуществляют путем сварки 8 Способ по п 1, отличающийся тем, что прикрепление осуществляют путем точечной сварки 9 Способ по п 1, отличающийся тем, что дополнительно травят и приспосабливают стент к приобретению его конечных размеров после расширения 10 Раздвоенный стент, содержащий а) первую полоску, имеющую первый край, второй край, третий край и четвертый край, б) вторую полоску, имеющую первый край, второй край, третий край и четвертый край, в) третью полоску, имеющую первый край, второй край, третий край и четвертый край, г) указанный второй край указанной первой полоски, прикрепленный к указанному третьему краю указанной первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальный конец, д) указанный второй край указанной второй полоски, прикрепленный к указанному третьему краю указанной второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальный конец, е) указанный второй край указанной третьей полоски, прикрепленный к указанному третьему краю указанной третьей полоски для образования трубчатой третьей ответвленной части, имеющей проксимальный конец и дистальный конец, и ж) указанный проксимальный конец указанной первой ответвленной части и указанный проксимальный конец указанной второй ответвленной О ю 00 ^00 ю 58485 части, прикрепленные к указанному дистальному концу указанной стержневой части 11 Стент по п 10, отличающийся тем, что первая полоска и вторая полоска имеют, по существу, один и тот же размер 12 Стент по п 10, отличающийся тем, что первая полоска и вторая полоска имеют разный размер 13 Стент по п 10, отличающийся тем, что полоски прикреплены посредством винта 14 Стент по п 10, отличающийся тем, что полоски прикреплены посредством отогнутой кромки 15 Стент по п 10, отличающийся тем, что полоски прикреплены посредством припоя 16 Стент по п 10, отличающийся тем, что полоски прикреплены посредством сварного шва 17 Стент по п 10, отличающийся тем, что полоски прикреплены посредством точечного сварного шва 18 Стент по п 10, отличающийся тем, что стент протравлен и приспособлен к приобретению его конечных размеров после расширения 19 Способ изготовления раздвоенного стента, при котором осуществляют а) приготовление первой полоски, имеющей проксимальный конец и дистальный конец, отличающийся тем, что б) деформируют указанный дистальный конец указанной первой полоски для образования первого ответвления и деформируют указанный проксимальный конец указанной первой полоски для образования первой стержневой половины, в) приготавливают вторую полоску, имеющую проксимальный конец и дистальный конец, г) деформируют указанный дистальный конец указанной второй полоски для образования второго ответвления и деформируют указанный проксимальный конец указанной второй полоски для образования второй стержневой половины, и д) соединяют указанную первую стержневую половину с указанной второй стержневой половиной для образования стержня 20 Способ по п 19, отличающийся тем, что дополнительно снабжают вторую полоску расширяемым рисунком 21 Способ по п19, отличающийся тем, что первую и вторую полоску выполняют, по существу, одного размера 22 Способ по п19, отличающийся тем, что первую и вторую полоску выполняют разного размера 23 Способ по п 19, отличающийся тем, что соединение осуществляют путем привинчивания 24 Способ по п 19, отличающийся тем, что соединение осуществляют путем опрессовки 25 Способ по п 19, отличающийся тем, что соединение осуществляют путем пайки 26 Способ по п 19, отличающийся тем, что соединение осуществляют путем сварки 27 Способ по п 19, отличающийся тем, что соединение осуществляют путем точечной сварки 28 Раздвоенный стент, содержащий а) первую полоску, имеющую проксимальный конец и дистальный конец, причем указанный дистальный конец указанной первой полоски деформирован для образования первого ответвления, а указанный проксимальный конец указанной пер вой полоски деформирован для образования первой стержневой половины, б) вторую полоску, имеющую проксимальный конец и дистальный конец, причем указанный дистальный конец указанной второй полоски деформирован для образования второго ответвления, а указанный проксимальный конец указанной второй полоски деформирован для образования второй стержневой половины, и в) средство для соединения указанной первой стержневой половины с указанной второй стержневой половиной для образования стержня 29 Стент по п 28, отличающийся тем, что первая полоска и вторая полоска имеют, по существу, один и тот же размер 30 Стент по п 28, отличающийся тем, что первая полоска и вторая полоска имеют разный размер 31 Стент по п 28, отличающийся тем, что средством для соединения является винт 32 Стент по п 28, отличающийся тем, что средством для соединения является отогнутая кромка 33 Стент по п 28, отличающийся тем, что средством для соединения является припой 34 Стент по п 28, отличающийся тем, что средством для соединения является сварной шов 35 Стент по п 28, отличающийся тем, что средством для соединения является точечный сварной шов 36 Стент по п 28, отличающийся тем, что первая и вторая полоски протравлены с получением расширяемого рисунка 37 Способ изготовления раздвоенного стента, отличающийся тем, что а) приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и проходящий через него продольный канал, первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанными проксимальным концом и дистальным концом, причем отверстие ответвления сообщается с указанным продольным каналом и размер отверстия подобран и приспособлен для приема и закрепления второго расширяемого трубчатого элемента, б) вводят первый расширяемый трубчатый элемент в разветвленный сосуд, имеющий первый просвет и второй просвет так, что этот указанный первый расширяемый элемент расположен внутри указанного первого просвета, а указанное отверстие ответвления сообщается с указанным вторым просветом, в) расширяют указанный первый расширяемый элемент в степени, достаточной для закрепления указанного первого расширяемого элемента в указанном первом просвете, г) приготавливают второй расширяемый трубчатый элемент, имеющий проксимальний конец и дистальный конец и имеющий проходящий через него продольный канал, д) расширяют указанное отверстие ответвления, е) вводят указанный второй расширяемый трубчатый элемент в указанное отверстие ответвления так, что указанный дистальный конец указанного второго расширяемого трубчатого элемента располагается внутри указанного второго просвета, а 58485 указанный проксимальный конец указанного второго расширяемого трубчатого элемента располагается внутри указанного продольного канала первого продольного элемента, и ж) расширяют указанный второй расширяемый трубчатый элемент в степени, достаточной для закрепления указанного второго расширяемого трубчатого элемента внутри указанного второго просвета и внутри указанного отверстия ответвления 38 Способ изготовления раздвоенного стента, заключающийся втом, что а) приготавливают первую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, б) деформируют указанный дистальный конец указанной первой полоски и соединяют указанную четвертую сторону с указанной шестой стороной для образования первого ответвления и деформируют указанный проксимальный конец указанной первой полоски для образования первой стержневой половины, в) приготавливают вторую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, г) деформируют указанный дистальный конец указанной второй полоски и соединяют указанную четвертую сторону с указанной шестой стороной для образования второго ответвления и деформируют указанный проксимальный конец указанной второй полоски для образования второй стержневой половины, и д) соединяют указанную восьмую сторону указанной первой стержневой половины с указанной второй стороной указанной второй стержневой половины и соединяют указанную вторую сторону указанной первой стержневой половины с указанной восьмой стороной указанной второй стержневой половины для образования стержня 39 Способ по п 38, отличающийся тем, что первую и вторую полоску выполняют, по существу, одного размера 40 Способ по п 38, отличающийся тем, что первую и вторую полоску выполняют разного размера 41 Способ по п 38, отличающийся тем, что соединения осуществляют путем привинчивания 42 Способ по п 38, отличающийся тем, что соединения осуществляют путем опрессовки 43 Способ по п 38, отличающийся тем, что соединения осуществляют путем пайки 44 Способ по п 38, отличающийся тем, что соединения осуществляют путем сварки 45 Способ по п 38, отличающийся тем, что соединения осуществляют путем точечной сварки 46 Способ по п 38, отличающийся тем, что дополнительно снабжают полоски протравленным рисунком 47 Раздвоенный стент, содержащий а) первую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сто рону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, причем указанная четвертая сторона и указанная шестая сторона указанной первой полоски деформированы и соединены для образования первого ответвления, а указанный проксимальный конец указанной первой полоски деформирован для образования первой стержневой половины, б) вторую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, причем указанная четвертая сторона и указанная шестая сторона указанной второй полоски деформированы и соединены для образования второго ответвления, а указанный проксимальный конец указанной второй полоски деформирован для образования второй стержневой половины, в) средство для соединения указанной восьмой стороны указанной первой стержневой половины с указанной второй стороной указанной второй стержневой половины и соединения указанной второй стороны указанной первой стержневой половины с указанной восьмой стороной указанной второй стержневой половины для образования стержня 48 Стент по п 47, отличающийся тем, что первая полоска и вторая полоска имеют, по существу, один и тот же размер 49 Стент по п 47, отличающийся тем, что первая полоска и вторая полоска имеют разный размер 50 Стент по п 47 отличающийся тем, что средством для соединения является винт, 51 Стент по п 47, отличающийся тем, что средством для соединения является отогнутая кромка 52 Стент по п 47, отличающийся тем, что средством для соединения является припой 53 Стент по п 47, отличающийся тем, что средством для соединения является сварной шов 54 Стент по п 53, отличающийся тем, что средством для соединения является точечный сварной шов 55 Стент по п 47, отличающийся тем, что первая и вторая полоски снабжены расширяемым рисунком 56 Способ изготовления раздвоенного стента, заключающийся втом, что а) приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем указанный первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанным проксимальным концом и указанным дистальным концом, при этом указанное отверстие ответвления сообщается с указанным продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента, б) подают указанный первый расширяемый трубчатый элемент в раздвоенный сосуд, имеющий первый просвет и второй просвет, так что указанный первый расширяемый элемент располагается в указанном первом просвете, а указанное отвер 58485 8 стие ответвления сообщается с указанным вторым просветом, в) расширяют указанный первый расширяемый элемент так, что это достаточно для закрепления указанного первого расширяемого элемента в указанном первом просвете, г) приготавливают второй расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и имеющий сквозной продольный канал, д) расширяют отверстие ответвления так, что это достаточно для образования фиксирующего ответвление выступа, е) подают указанный второй расширяемый трубчатый элемент в указанное отверстие ответвления так, что дистальный конец указанного второго расширяемого трубчатого элемента располагается в указанном втором просвете, а проксимальный конец указанного второго расширяемого трубчатого элемента располагается в указанном продольном канале указанного первого продольного элемента, и ж) расширяют указанный второй расширяемый трубчатый элемент так, что это достаточно для закрепления указанного второго расширяемого трубчатого элемента в указанном втором просвете и в указанном отверстии ответвления 57 Способ по п 56, отличающийся тем, что операции подачи б) и е) и операции расширения в) и ж) и операцию расширения д) выполняют с помощью баллонного катетера 58 Способ по п 57, отличающийся тем, что дополнительно формируют фиксирующий ответвление выступ на отверстии ответвления 59 Способ по п 58, при котором фиксирующий ответвление выступ формируют во время операции д) 60 Способ изготовления раздвоенного стента, заключающийся втом, что а) приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем указанный первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанным проксимальным концом и указанным дистальным концом, при этом указанное отверстие ответвления сообщается с указанным продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента, б) подают указанный первый расширяемый трубчатый элемент в раздвоенный сосуд, имеющий первый просвет и второй просвет, так что указан ный первый расширяемый элемент располагается в указанном первом просвете, а указанное отверстие ответвления сообщается с указанным вторым просветом, в) расширяют указанный первый расширяемый элемент так, что это достаточно для закрепления указанного первого расширяемого элемента в указанном первом просвете, г) приготавливают второй расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и имеющий сквозной продольный канал, д) подают указанный второй расширяемый трубчатый элемент в указанное отверстие ответвления так, что дистальный конец указанного второго расширяемого трубчатого элемента располагается в указанном втором просвете, а проксимальный конец указанного второго расширяемого трубчатого элемента располагается в указанном продольном канале указанного первого продольного элемента, и е) расширяют указанный второй трубчатый расширяемый элемент так, что это достаточно для образования фиксирующего ответвление выступа, и так, что это достаточно для закрепления указанного второго расширяемого трубчатого элемента в указанном втором просвете и в указанном отверстии ответвления 61 Раздвоенный стент, содержащий а) первый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем указанный первый трубчатый элемент снабжен отверстием ответвления, расположенным между указанным проксимальным концом и указанным дистальным концом, при этом отверстие ответвления сообщается с указанным продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента, б) второй трубчатый элемент, имеющий проксимальный конец и дистальный конец и имеющий сквозной продольный канал, причем указанный второй трубчатый элемент расположен в указанном отверстии ответвления так, что указанный проксимальный конец указанного второго трубчатого элемента располагается в указанном продольном канале указанного первого продольного элемента, и в) фиксирующий отверстие выступ, расположенный на указанном отверстии ответвления для закрепления указанного трубчатого элемента в указанном отверстии ответвления Настоящее изобретение относится к стентам, и более конкретно, к раздвоенным стентам и способам изготовления раздвоенных стентов для введения внутрь разветвляющихся сосудов Стенты хорошо известны в данной области Они обычно образованы из цилиндрической ме таллической сетки, которая может растягиваться, когда изнутри на нее воздействует давление Альтернативно, они могут быть изготовлены из проволоки, свернутой в форме цилиндра или полосок материала, сформированных в виде цилиндра Стенты представляют собой устройства, кото 58485 рые обычно имплантируются внутрь трубчатых образований организма, включая сосудистую систему, для укрепления спадающихся, частично окклюзированных, ослабленных или патологически расширенных отделов кровеносных сосудов Стенты также успешно имплантировались в другие области, например, мочевыводящие пути или желчные протоки для укрепления таких трубчатых образований организма Патент США № 4,994,071 (MacGregor) раскрывает расширяемый, раздвоенный стент, имеющий главную цилиндрическую решетку, образованную из взаимосвязанной, гибкой проволоки Две дополнительные цилиндрические решетки, имеющие меньший диаметр, чем главная решетка, сконструированы аналогичным образом Главная решетка включает гибкую проволоку, взаимно связывающую главную решетку с одной из дополнительных решеток Вторая гибкая проволока взаимно связывает главную решетку с другой дополнительной решеткой Гибкие проволоки образуют главные опоры, которые выступают в осевом направлении вдоль длины главной решетки и вдоль каждой из дополнительных решеток Одним из недостатков этого раздвоенного стента является сложная природа взаимосвязи гибких проволок, образующих главные опоры, с петлевой структурой каждой решетки Настоящее изобретение устраняет эти и другие недостатки известных устройств предоставлением раздвоенных стентов и способов изготовления и использования раздвоенных стентов, имеющих стержневую часть и две ответвленные части Одной задачей настоящего изобретения является предоставление способа изготовления раздвоенного стента, заключающегося в том, что осуществляют приготовление первой полоски, имеющей первый край, второй край, третий край и четвертый край, приготовление второй полоски, имеющей первый край, второй край, третий край и четвертый край, приготовление третьей полоски, имеющей первый край, второй край, третий край и четвертый край, в соответствии с изобретением прикрепляют указанный второй край к указанному третьему краю указанной первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальныи конец, прикрепляют указанный второй край к указанному третьему краю указанной второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальныи конец, прикрепляют указанный второй край к указанному третьему краю указанной третьей полоски для образования трубчатой стержневой части, имеющей проксимальный конец и дистальныи конец, и прикрепляют указанный проксимальный конец указанной первой ответвленной части и указанный проксимальный конец указанной второй ответвленной части к указанному дистальному концу указанной стержневой части Кроме того, первую и вторую полоску выполняют, по существу, одного размера Далее, первую и вторую полоску выполняют разного размера Причем, прикрепление осуществляют путем привинчивания, опрессовки, пайки, сварки или точечной сварки 10 Кроме того, дополнительно травят и приспосабливают стент к приобретению его конечных размеров после расширения В одном варианте реализации изобретения раздвоенный стент содержит первую полоску, имеющую первый край, второй край, третий край и четвертый край, вторую полоску, имеющую первый край, второй край, третий край и четвертый край, третью полоску, имеющую первый край, второй край, третий край и четвертый край, в соответствии с изобретением указанный второй край первой полоски прикреплен к указанному третьему краю первой полоски для образования трубчатой первой ответвленной части, имеющей проксимальный конец и дистальныи конец, второй край второй полоски прикреплен к третьему краю второй полоски для образования трубчатой второй ответвленной части, имеющей проксимальный конец и дистальныи конец, второй край третьей полоски прикреплен к третьему краю третьей полоски для образования трубчатой третьей ответвленной части, имеющей проксимальный конец и дистальныи конец, проксимальный конец первой ответвленной части и проксимальный конец второй ответвленной части, прикрепленные к дистальному концу стержневой части Кроме того, первая и вторая полоска имеют, по существу, один размер или имеют разный размер, причем полоски прикреплены посредством винта, отогнутой ножки, припоя, сварного шва или точечного сварного шва Кроме того, стент протравлен и приспособлен к приобретению его конечных размеров после расширения В другом варианте реализации изобретения способ изготовления раздвоенного стента заключается в том, что осуществляют приготовление первой полоски, имеющей проксимальний конец и дистальныи конец, в соответствии с изобретением деформируют дистальныи конец первой полоски для образования первого ответвления и деформируют проксимальный конец первой полоски для образования первой стержневой половины, приготавливают вторую полоску, имеющую проксимальный конец и дистальныи конец, деформируют дистальныи конец второй полоски для образования второго ответвления и деформируют проксимальный конец второй полоски для образования второй стержневой половины и соединяют первую стержневую половину со второй стержневой половиной для образования стержня Кроме того, вторую полоску снабжают расширяемым рисунком, причем первую и вторую полоску выполняют, по существу, одного размера или разного размера Далее, соединение осуществляют путем привинчивания, опрессовки, пайки, сварки или точечной сварки В другом варианте реализации раздвоенный стент содержит первую полоску, имеющую проксимальный конец и дистальныи конец, причем дистальныи конец первой полоски деформирован для образования первого ответвления, а указанный проксимальный конец первой полоски деформирован для образования первой стержневой половины, вторую полоску, имеющую проксимальный конец и дистальныи конец, причем дистальныи конец второй полоски деформирован для 12 11 58485 образования второго ответвления, а проксимальседьмую сторону и восьмую сторону, деформируный конец второй полоски деформирован для обют дистальный конец второй полоски и соединяют разования второй стержневой половины, и средчетвертую сторону с шестой стороной для обраство для соединения первой стержневой зования второго ответвления и деформируют прополовины со второй стержневой половиной для ксимальный конец второй полоски для образоваобразования стержня Кроме того, первая и втония второй стержневой половины, и соединяют рая полоска имеют, по существу, один размер или восьмую сторону первой стержневой половины со имеют разный размер Средством для соединения второй стороной второй стержневой половины и является винт, отогнутая кромка, припой, сварной соединяют вторую сторону первой стержневой шов или точечный сварной шов Первая и вторая половины с восьмой стороной второй стержневой полоски протравлены с получением расширяемого половины для образования стержня Кроме того, рисунка первую и вторую полоску выполняют, по существу, одного размера Первую и вторую полоску выВ соответствии со следующим вариантом полняют разного размера Кроме того, соединения реализации способ изготовления раздвоенного осуществляют путем привинчивания, опрессовки, стента заключается в том, что приготавливают пайки, сварки или точечной сварки Далее, полоспервый расширяемый трубчатый элемент, имеюки дополнительно снабжают протравленным рищий проксимальный конец и дистальный конец и сунком проходящий через него продольный канал, первый трубчатый элемент снабжен отверстием отВ следующем варианте реализации изобретеветвления, расположенным между указанными ния раздвоенный стент содержит первую полоску, проксимальным концом и дистальным концом, имеющую проксимальный конец и дистальный причем отверстие ответвления сообщается с проконец и имеющую первую сторону, вторую стородольным каналом и размер отверстия подобран и ну, третью сторону, четвертую сторону, пятую приспособлен для приема и закрепления второго сторону, шестую сторону, седьмую сторону и расширяемого трубчатого элемента, вводят первосьмую сторону, причем четвертая сторона и вый расширяемый трубчатый элемент в разветвшестая сторона первой полоски деформированы и ленный сосуд, имеющий первый просвет и второй соединены для образования первого ответвления, просвет так, что этот первый расширяемый элеа проксимальный конец первой полоски деформимент расположен внутри первого просвета, а отрован для образования первой стержневой половерстие ответвления сообщается со вторым провины, вторую полоску, имеющую проксимальный светом, расширяют первый расширяемый элемент конец и дистальный конец и имеющую первую, в степени, достаточной для закрепления первого вторую, третью, четвертую, пятую, шестую, седьрасширяемого элемента в первом просвете, примую и восьмую сторону, причем четвертая стороготавливают второй расширяемый трубчатый на и шестая сторона второй полоски деформироэлемент, имеющий проксимальный конец и дисваны и соединены для образования второго тальный конец и имеющий проходящий через него ответвления, а проксимальный конец второй попродольный канал, расширяют отверстие ответвлоски деформирован для образования второй ления, вводят второй расширяемый трубчатый стержневой половины, средство для соединения элемент в отверстие ответвления так, что дисвосьмой стороны первой стержневой половины со тальный конец второго расширяемого трубчатого второй стороной второй стержневой половины и элемента располагается внутри второго просвета, соединения второй стороны первой стержневой а проксимальний конец второго расширяемого половины с восьмой стороной второй стержневой трубчатого элемента располагается внутри прополовины для образования стержня Причем, пердольного канала первого продольного элемента, вая и вторая полоска имеют, по существу, один расширяют второй расширяемый трубчатый элеразмер или имеют разный размер Кроме того, мент в степени, достаточной для закрепления средством для соединения является винт, отогнувторого расширяемого трубчатого элемента внуттая кромка, припой, сварной шов или точечный ри второго просвета и внутри отверстия ответвлесварной шов Первая и вторая полоски снабжены ния расширяемым рисунком В соответствии со следующим вариантом реализации способ изготовления раздвоенного стента заключается в том, что приготавливают первую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, седьмую сторону и восьмую сторону, деформируют дистальный конец первой полоски и соединяют четвертую сторону с шестой стороной для образования первого ответвления и деформируют проксимальный конец первой полоски для образования первой стержневой половины, приготавливают вторую полоску, имеющую проксимальный конец и дистальный конец и имеющую первую сторону, вторую сторону, третью сторону, четвертую сторону, пятую сторону, шестую сторону, В следующем варианте реализации изобретения способ изготовления раздвоенного стента заключается в том, что приготавливают первый расширяемый трубчатый элемент, имеющий проксимальный конец и дистальный конец и сквозной продольный канал, причем первый трубчатый элемент снабжен отверстием ответвления, расположенным между проксимальным концом и дистальным концом, при этом отверстие ответвления сообщается с продольным каналом и подобрано по размеру и приспособлено для вставления и закрепления второго расширяемого трубчатого элемента, подают первый расширяемый трубчатый элемент в раздвоенный сосуд, имеющий первый и второй просветы, так что первый расширяемый элемент располагается в первом просвете, а отверстие ответвления сообщается со 14 13 58485 вторым просветом, расширяют первый расширяего трубчатого элемента во втором просвете и в мый элемент так, что это достаточно для закрепотверстии ответвления ления первого расширяемого элемента в первом В следующем варианте реализации изобретепросвете, приготавливают второй расширяемый ния предоставляется раздвоенный стент, содертрубчатый элемент, имеющий проксимальный жащий первый трубчатый элемент, имеющий проконец и дистальный конец и имеющий сквозной ксимальный конец и дистальный конец и сквозной продольный канал, расширяют отверстие ответвпродольный канал, причем указанный первый ления так, что это достаточно для образования трубчатый элемент снабжен отверстием ответвфиксирующего ответвление выступа, подают втоления, расположенным между проксимальным рой расширяемый трубчатый элемент в отверстие концом и дистальным концом, при этом отверстие ответвления так, что дистальный конец второго ответвления сообщается с продольным каналом и расширяемого трубчатого элемента располагаетподобрано по размеру и приспособлено для ся во втором просвете, а проксимальный конец вставления и закрепления второго расширяемого второго расширяемого трубчатого элемента раструбчатого элемента, второй трубчатый элемент, полагается в продольном канале первого проимеющий проксимальний конец и дистальный кодольного элемента, и расширяют второй расшинец и имеющий сквозной продольный канал, приряемый трубчатый элемент так, что это чем второй трубчатый элемент расположен в отдостаточно для закрепления второго расширяемоверстии ответвления так, что проксимальный го трубчатого элемента во втором просвете и в конец второго трубчатого элемента располагается отверстии ответвления Кроме того, операцию в продольном канале первого продольного элеподачи первого расширяемого трубчатого элеменмента и фиксирующий отверстие выступ, распота в раздвоенный сосуд, операцию подачи второго ложенный на отверстии ответвления для закрепрасширяемого трубчатого элемента в отверстие ления трубчатого элемента в отверстии ответвления, операцию расширения первого расответвления ширяемого элемента, операцию расширения втоКраткое описание чертежей рого расширяемого трубчатого элемента и операНа фиг 1 показан раздвоенный стент, изгоцию расширения отверстия ответвления товленный в соответствии с настоящим изобретевыполняют с помощью баллонного катетера Данием, лее, дополнительно формируют фиксирующий На фиг 2 показаны полоски, используемые ответвление выступ на отверстии ответвления во для образования ответвлений и стержня стента, время операции расширения отверстия ответвлепоказанного на фиг 1, ния На фиг 3 показаны полоски, изображенные на фиг 2, после того как они были свернуты в форме В еще одном варианте реализации изобрететрубок, ния способ изготовления раздвоенного стента заключается в том, что приготавливают первый Фиг 4 представляет собой общий вид трубок, расширяемый трубчатый элемент, имеющий пропоказанных на фиг 3, перед сборкой, ксимальный конец и дистальный конец и сквозной Фиг 5 представляет собой вид с торца трубок, продольный канал, причем первый трубчатый показанных на фиг 3 и 4 после того как они были элемент снабжен отверстием ответвления, распособраны для образования стента, ложенным между проксимальным концом и дисФиг 6 представляет собой вид сверху собрантальным концом, при этом отверстие ответвления ного устройства, показанного на фиг 5, сообщается с продольным каналом и подобрано На фиг 7 показаны полоски, используемые по размеру и приспособлено для вставления и для образования другого варианта реализации закрепления второго расширяемого трубчатого раздвоенного стента, изготовленного в соответстэлемента, подают первый расширяемый трубчавии с изобретением, тый элемент в раздвоенный сосуд, имеющий перНа фиг 7В показаны полоски, используемые вый просвет и второй просвет, так что первый для образования другого варианта реализации расширяемый элемент располагается в первом раздвоенного стента, изготовленного в соответстпросвете, а отверстие ответвления сообщается со вии с изобретением, вторым просветом, расширяют первый расширяеНа фиг 8 показаны полоски, изображенные на мый элемент так, что это достаточно для закрепфиг 7, с демаркационными точками, ления первого расширяемого элемента в первом На фиг 9 показаны полоски, изображенные на просвете, приготавливают второй расширяемый фиг 8, после того как они были свернуты в форме трубчатый элемент, имеющий проксимальный трубок, конец и дистальный конец и имеющий сквозной На фиг 9В показаны полоски, изображенные продольный канал, подают второй расширяемый на фиг 7В после того как они были свернуты в трубчатый элемент в отверстие ответвления так, форме трубок, что дистальный конец второго расширяемого На фиг 10 показаны трубки, изображенные на трубчатого элемента располагается во втором фиг 9, непосредственно перед сборкой, просвете, а проксимальный конец второго расшиНа фиг 10В показаны трубки, изображенные ряемого трубчатого элемента располагается в на фиг 9В непосредственно перед сборкой, продольном канале первого продольного элеменФиг 11 представляет собой вид сбоку трубок, та, и расширяют второй трубчатый расширяемый показанных на фиг 9 и 10, после сборки, элемент так, что это достаточно для образования Фиг 11В представляет собой вид сбоку трубок фиксирующего ответвление выступа и так, что это показанных на фиг 9В и 10В, после сборки, достаточно для закрепления второго расширяемоФиг 12 представляет собой вид с торца соб 15 16 требованиями для достижения расширяемых свойств, необходимых, как обсуждено ранее Размер третьей полоски 35 подобран так, что когда она сворачивается в трубку, ее внутреннее поперечное сечение может быть подобрано для соответствия наружному диаметру поперечного сечения первого ответвления 10 и второго ответвления 15 Первая полоска 25 имеет первый край 26, второй край 27, третий край 28 и четвертый край 29 Вторая полоска 30 имеет первый край 31, второй край 32, третий край 33 и четвертый край 34 Третья полоска 35 имеет первый кран 36, второй край 37, третий край 38 и четвертый край 39 После того как листовой металл был разрезан для образования полосок 25, 30 и 35, он деформируется и сворачивается так, чтобы обусловить сближение двух противоположных краев с образованием цилиндра В примере, показанном на фиг 2 и 3, край 27 соединен с краем 29 посредством сварного соединения 14 для образования первого ответвления 10 Край 32 соединяется с краем 34 посредством сварного соединения 19 для образования второго ответвления 15 Край 37 соединяется с краем 39 посредством сварного соединения 29 для образования стержня 20 Края могут соединяться широким разнообразием способов, хорошо известных специалистам в этой области, и подходящих для этой цели, например, привинчивание, опрессовка, пайка, однако в предпочтительном варианте реализации используется сварка В особенно предпочтительном варианте реализации используется точечная сварка Как показано на фиг 3, первое ответвление 10 имеет проксимальный конец 11, дистальный конец 12 и образует продольный канал 13 Второе ответвление 15 имеет проксимальный конец 16, дпстальный конец 17 и образует продольный канал 18 Стержень 20 имеет проксимальный конец 26, дистальный конец 27 и образует продольный канал 28 На фиг 4 показаны первое ответвление 10, второе ответвление 15 и стержень 20 непосредственно перед сборкой Для образования раздвоенного стента 5 проксимальний конец 11 первого ответвления 10 и проксимальний конец 16 второго ответвления 15 4 присоединяются к дистальному концу 27 стержневой части 20 так, что продольные каналы 13, 28 и 28 сообщаются друг с другом Фиг 5 представляет собой вид с торца, а фиг 6 представляет собой вид сбоку собранного устройства 58485 ранного устройства, показанного на фиг 11, Фиг 12В представляет собой вид с торца собранного устройства, показанного на фиг ИВ, На фиг 12С показан альтернативный вариант реализации образца, который может использоваться вместо образцов, показанных на фиг 7 и 7В, На фиг 13 показаны стержневая и первая ответвленная часть и вторая ответвленная часть, используемые для образования другого варианта реализации раздвоенного стента, изготовленного в соответствии с этим изобретением, На фиг 14 показаны направляющие проволоки, расположенные в просвете ствола и просвете ответвления, подлежащих лечебной процедуре, На фиг 15 показаны стержневая и первая ответвленная часть, показанные на фиг 13, расположенные на катетерах и направляющих проволоках перед введение в просвет сосуда, подлежащего лечебной процедуре, На фиг 16 показаны стержневая и первая ответвленная часть, изображенные на фиг 13, после того как они были введены в разветвление, подлежащее лечебной процедуре, н перед их расширением, На фиг 17 показана вторая ответвленная часть, изображенная на фиг 16, после того как она была расширена, На фиг 18 показано расширение отверстия ответвления, На фиг 19 показана нерасширенная вторая ответвленная часть, расположенная в отверстии ответвления, На фиг 20 показано расширение ответвленной части, изображенной на фиг 19, и На фиг 21 изображен собранный раздвоенный стент, расположенный в раздвоенном просвете, подлежащем лечебной процедуре В варианте реализации, проиллюстрированном на фиг 1, раздвоенный стент 5 включает первое ответвление 10, второе ответвление 15 и стержень 20 На фиг 2 показана первая полоска 25, которая используется для образования первого ответвления 10, вторая полоска 30, которая используется для образования второго ответвления 15, и третья полоска 35, которая используется для образования стержня 20 Первая полоска 25 и вторая полоска 30, в целом, плоские и имеют заранее подобранную длину и ширину Для многих применений первая полоска 25 и вторая полоска 30 будут, в целом, иметь одинаковые размеры с тем, чтобы изготовить ответвления 10 и 15, которые в целом имеют одинаковый размер, однако ответвления 10 и 15 и полоски 25 и 30, используемые для их изготовления, могут иметь различные размеры в зависимости от специфических требований применения Размеры стентов этого изобретения могут подбираться таким образом, чтобы после сборки они приобретают свой конечный размер, однако в предпочтительном варианте реализации стенты могут расширяться и приобретать размер и приспосабливаться, приобретая их конечные размеры после расширения Стержневые полоски 70 и 75 могут моделироваться или гравироваться отверстиями, образуя разнообразие образцов в соответствии со специфическими На фиг 11 показан другой вариант реализации раздвоенного стента, изготовленного в соответствии с этим изобретением Стент 50 снабжен первым ответвлением 55 и вторым ответвлением 60, прикрепленными к стержневой части 65 Раздвоенный стент 50 образован из первой полоски 70 и второй полоски 75, как показано на фиг 7 Стержневые полоски 70 и 75 могут моделироваться или гравироваться отверстиями, образуя разнообразие образцов в соответствии со специфическими требованиями для достижения расширяемых свойств, необходимых, как обсуждено ранее Полоски 70 и 75 в целом плоские и имеют заранее определенную длину и ширину Первая полоска 70 имеет первый край 71, второй край 72, третий край 73 и четвертый кран 74 Вторая полоска 75 имеет первый край 76, второй край 17 77, третий край 78 и четвертый край 79 Для образования ответвлений стента часть края 72 заворачивается по направлению к части края 74, а часть края 77 заворачивается по направлению к части края 79 Демаркационные точки 80, 81, 82 и 83 выбраны на полосках 70 и 75 как показано на фиг 8 Эти демаркационные точки 80, 81, 82 и 83 выбраны для удовлетворения потребности специфических способов применения и могут приспосабливаться в зависимости от длины, требуемой для ответвления 55 и 60, и длины, требуемой для стержня 65 Демаркационные точки 80 и 81, которые находятся на одинаковом расстоянии от краев 73 и 71, и демаркационные точки 82 и 83, которые находятся на одинаковом расстоянии от краев 76 и 78, в результате обеспечат стент, в котором ответвления 55 и 60 имеют длину, которая в целом равна стержневой части 65 Если демаркационные точки выбираются ближе к краям 73 и 78, чем к краям 71 и 76, стержень будет иметь длину, которая больше, чем длина каждого из ответвлений Если демаркационные точки выбраны ближе к краям 71 и 76, чем к краям 73 и 78, каждое из ответвлений 60 и 65 будут иметь длину, которая больше, чем длина стержня 65 Однако в предпочтительном варианте реализации демаркационные точки 80, 81, 82 и 83 отбираются так, что проксимальные края 72", 74", 77" и 79" составляют приблизительно 1/3 длины краев 72, 74, 77 и 79 Как показано на фиг 8, демаркационная точка 80 делит край 72 приблизительно в его средней точке на дистальный край 72' и проксимальный край 72" Демаркационная точка 81 делит край 74 приблизительно в его средней точке на дистальный край 74' и проксимальный край 74" Демаркационная точка 82 делит край 77 приблизительно в его средней точке на дистальный край 77' и проксимальный край 77", а демаркационная точка 83 делит край 79 приблизительно в его средней точке на дистальный край 79' и проксимальный край 79" Для образования стента край 72' соединяется с краем 74' посредством сварного соединения 90 для образования первого элемента 95, имеющего первую ответвленную часть 55 и первую стержневую половину 65', как показано на фиг 9 Край 77' соединен с краем 79' посредством сварного соединения 91 для образования второго элемента 100, имеющего вторую ответвленную часть 60 и вторую стержневую половину 65" Как обсуждено ранее, края могут быть соединены множеством способов, хорошо известных специалистам в этой области На фиг 10 показан первый элемент 95 и второй элемент 100, показанные на фиг 9, при выравнивании непосредственно перед сборкой Для образования раздвоенного стента 50, показанного на фиг 11 и 12, край 72" соединяется с краем 79" посредством сварного соединения 92, а край 74" соединяется с краем 77" посредством сварного соединения 93 так, что первая стержневая половина 65' и вторая стержневая половина 65" образуют стержень 65 Фиг 12 представляет собой торцевой вид в разрезе стента, показанного на фиг 11 В варианте реализации, показанном на фиг 7, полоски 70 и 75 представляют собой квадраты или прямоугольники Однако как показано на фиг 7В, 58485 18 полоски 70 и 75 не ограничиваются этой конфигурацией На фиг 11В показан раздвоенный стент, изготовленный с использованием полосок 270 и 275, показанных на фиг 7В Стент 250 снабжен первым ответвлением 255 и вторым ответвлением 260, прикрепленными к стержневой части 265 Раздвоенный стент 250 образован из первой полоски 270 и второй полоски 275, как показано на фиг 7В Полоски стента 270 и 275 могут быть подобраны по размеру и гравированы как обсуждено ранее Как показано на фиг 7В, первая полоска 270 имеет первый край 271, второй край 272, третий край 273, четвертый край 274, пятый край 275 и шестой край 276, седьмой край 146 и восьмой край 147 Вторая полоска 275 имеет первый край 277, второй край 278, третий край 279, четвертый край 280, пятый край 281 и шестой край 282, седьмой край 148 и восьмой край 149 Как показано на фиг 9В, край 274 соединен с краем 276 посредством сварного соединения 290 для образования первого элемента 295, имеющего первую ответвленную часть 255 и первую стержневую половину 265' Край 280 соединен с краем 282 посредством сварного соединения 291 для образования второго элемента 300, имеющего вторую ответвленную часть 260 и вторую стержневую половину 265" Как обсуждено ранее, края могут быть соединены множеством способов, хорошо известных специалистам в этой области На фиг 10В показан первый элемент 295 и второй элемент 300, показанные на фиг 9В, при выравнивании непосредственно перед сборкой Для образования раздвоенного стента 250, показанного на фиг ИВ и 12В, край 272 соединяется с краем 149 посредством сварного соединения 292, а край 278 соединяется с краем 147 посредством сварного соединения 293 так, что первая стержневая половина 265' и вторая стержневая половина 265" образуют стержень 265 Фиг 12В представляет собой поперечное сечение с торца стента, показанного на фиг 11В На фиг 12С показан альтернативный образец, который может использоваться вместо образцов, показанных на фиг 7 и 7В Следующий вариант реализации этого изобретения включает две части, которые вводятся в действие серийно в два этапа и собираются в теле пациента для образования раздвоенного стента На фиг 13 показаны стержневая и первая ответвленная часть 110, снабженная продольным каналом 131, и имеющая проксимальный конец 115, ограничивающий стержневую часть 125, и дистальный конец 120, ограничивающий первую ответвленную часть 130 Вторая ответвленная часть 140 снабжена продольным каналом 132 и имеет проксимальный конец 145 и дистальный конец 150 Стержневая и первая ответвленная часть 110 и вторая ответвленная часть 140 могут быть подобраны по размеру и смоделированы или гравированы как обсуждено ранее Отверстие ответвления 135 расположено между проксимальным концом 115 и дистальным концом 120 стержневой и первой ответвленной части 110 Отверстие ответвления 135 подобрано по размеру для вставления второй ответвленной части 140 и приспособлено для вхождения в зацепление и 19 58485 закрепления второй ответвленной части 140, когда она расширилась внутри отверстия ответвления 135 Вторая ответвленная часть 140 подобрана по размеру и приспособлена входить в зацепление и закрепляться в отверстии ответвления 135 после расширения На фиг с 14 по 21 показано, как раздвоенный стент собирается внутри раздвоенного просвета Как показано на фиг 14-21, зона, подлежащая лечебной процедуре, представляет собой раздвоенный просвет, имеющий первый или стволовой просвет 190 и второй или просвет ответвления 195 Как показано на фиг 14, первая направляющая проволока 155 вводится в стволовой просвет 190, а вторая направляющая проволока 156 вводится в просвет ответвления 195 Как показана на фиг 15, расширяемая баллоном стержневая и первая ответвленная часть 110 располагается на кончике первого баллонного катетера 170 так, что баллон 175 располагается внутри продольного канала 131 Второй баллонный катетер 171 затем вводится в продольный канал 131 стержневой и первой ответвленной части 110 и продвигается так, что баллон 176 располагается внутри отверстия 135 Первый катетер 170 устанавливается на первой направляющей проволоке 155, а второй катетер 171 устанавливается на второй направляющей проволоке 156 Как показано на фиг 16, нерасширенная стержневая и первая ответвленная часть 110 направляется в область, подлежащую лечебной процедуре так, что первая ответвленная часть 130 располагается внутри стволового просвета 190 и отверстия ответвления 135, сообщается с просветом ответвления 195 Направляющая проволока 156 облегчает ориентацию ответвления 135 с просветом ответвления 195 Размер обычных катетеров и баллонов не сводится к определенному масштабу, и детали, хорошо известные специалистам в этой области, были опущены для ясности Баллон 175 раздувается, что вызывает расширение стержневой и первой ответвленной части 110 как показано на фиг 17, для фиксации в желаемом положении После расширения наружная стенка стержневой и первой ответвленной части 110 примкнут к внутренним стенкам стволового просвета 190, однако для ясности преднамеренно был оставлен зазор Баллон 175 на первом 15 Фиг. 1 20 катетере 170 оставляется раздутым, а баллон 176 на втором катетере 171 затем раздувается для увеличения отверстия ответвления 135, как показано на фиг 18 После увеличения отверстия ответвления 135 часть стержня, определяющая отверстие ответвления 135, вытягивается наружу чтобы образовать фиксирующий ответвление выступ 180 Из баллонов 175 и 176 выпускают воздух, второй катетер 171 удаляется, а вторая направляющая проволока 156 оставляется на месте в просвете ответвления 195 Вторая ответвленная часть 140 затем располагается на втором катетере 171 так, что первый баллон 176 располагается в продольном канале 132, а второй катетер 171 затем располагается на второй направляющей проволоке 156 Вторая ответвленная часть 140 затем направляется и вводится в продольный канал 131 стержневой и первой ответвленной части 110 и продвигается и проходит через отверстие ответвления 135 так, что дистальный конец 150 второй ответвленной части 140 выступает в просвет ответвления 195, а проксимальный конец 145 сообщается с продольным каналом 131, как показано на фиг 19 Баллон 176 на втором катетере 171 частично раздут, а баллон 175 на первом катетере 170 затем частично раздувается до давления, в целом равного давлению в баллоне 176 Оба баллона 175 и 176 затем одновременно раздуваются до в целом, равного давления Как показано на фиг 20, раздувание баллона 176 на втором катетере 171 вызывает расширение второго ответвленного элемента 140 так, что его наружные стенки входят в зацепление и фиксируются к области, окружающей отверстие 135 Раздувание баллона 175 на первом катетере 170 предотвращает опадание стенок стержневой и первой ответвленной части 110, когда баллон 176 раздут После расширения наружные стенки второго ответвления 140 будут прилегать к внутренней стенке просвета 195, однако для ясности преднамеренно был оставлен зазор Баллоны 175 и 176 сдуваются, катетеры 170 и 171 и направляющие проволоки 155 и 156 удаляются, и собранный раздвоенный стент 160 остается на месте, как показано на фиг 21 3 6 22 21 78 1 4 Фиг. 3 71 Фиг. 8 Фиг, 9 -29 15 6" 5 Фиг. 6 м 23 58485 24 260 290 265" 65 Фиг. 11 Фиг. 10В 25 5 20 6 20 5 Фиг. 12 24 7 20 8 276 •V 7 - 20 17 4 20 5 28 7 17 4 Фиг. 7В 20 9 23 7 22 7 28 7 23 9 Фиг. 12В 23 7 25 6' Фиг. 9В 25 6" Фиг. 12С 25 26 58485 110, 125 Фиг. 13 15 9 Фиг. 14 .5 16 11 7 15 3 176 У Jm ґ 170 ^~f 15 7 . j / [ 1 5 6 t И)5 5 К, 1 Фиг. 15 , , , ^5 -5 1 -9 15 58485 27 28 155 175 •110 130 Фиг. 16 11 7 Фиг, 17 16 7 15 9 10 8 10 9 "ЯІ" 10 7 15 7 Фиг. 18 29 58485 30 10 7 Фиг. 19 Фиг. 20 Фиг. 21 Комп'ютерна верстка С Волобусва Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of bifurcated stent (variants) and bifurcated stent (variants)
Назва патенту російськоюСпособ изготовления раздвоенного стента (варианты) и раздвоенный стент (варианты)
МПК / Мітки
МПК: A61F 2/06, A61M 29/00
Мітки: стента, варіанти, роздвоєний, роздвоєного, виготовлення, спосіб, стент
Код посилання
<a href="https://ua.patents.su/15-58485-sposib-vigotovlennya-rozdvoehnogo-stenta-varianti-ta-rozdvoehnijj-stent-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення роздвоєного стента (варіанти) та роздвоєний стент (варіанти)</a>
Стент, який розгортається (варіанти), і лист для виготовлення стента
Номер патенту: 52599
Опубліковано: 15.01.2003
Автори: Ріхтер Якоб, Йарон Іра
МПК: A61M 29/00
Мітки: виготовлення, розгортається, стента, лист, стент, варіанти
Формула / Реферат:
1. Лист для виготовлення стента, що має подовжній просвіт з подовжньою віссю, який відрізняється тим, що він містить множину шаблонів стента, при цьому кожний із згаданих шаблонів містить множину гнучких взаємопов'язаних ділянок, кожна з яких включає:а) перший елемент, що має подовжній компонент з першим кінцем і другим кінцем;б) другий елемент, що має подовжній компонент з першим кінцем і другим кінцем;в) третій елемент,...
Спосіб виготовлення стента (варіанти)
Номер патенту: 54410
Опубліковано: 17.03.2003
Автори: Йарон Іра, Ріхтер Якоб
МПК: A61M 29/00
Мітки: стента, виготовлення, варіанти, спосіб
Формула / Реферат:
1. Спосіб виготовлення стента, що розгортається, який включає вирізування шаблона стента і його деформування з утворенням стента, який відрізняється тим, що включає наступні етапи:а) вирізування множини шаблонів стента в плоскому листі металу, при цьому кожний згаданий шаблон має першу довгу сторону і другу довгу сторону, де згадана перша довга сторона містить множину пар пазів для зачеплення, згадана друга довга сторона містить...
Стент, що розгортається (варіанти), і циліндричний стент (варіанти)
Номер патенту: 57829
Опубліковано: 15.07.2003
Автор: Ріхтер Якоб
МПК: A61F 2/06
Мітки: розгортається, варіанти, стент, циліндричний
Формула / Реферат:
1. Стент, що розгортається, який містить множину взаємозв'язаних гнучких елементів, утворюючих стент, що має проксимальний кінець і дистальний кінець і подовжню вісь, елементи виконані у вигляді множини взаємозв'язаних гнучких рядів, розміщених вздовж подовжньої осі стенту, який відрізняється тим, що має дистальний ряд елементів, розміщених на дистальному кінці стенту, і проксимальний ряд елеменнтів, розміщених на проксимальному кінці стенту,...
Установка для виготовлення стента(варіанти)
Номер патенту: 43923
Опубліковано: 15.01.2002
Автор: Ріхтер Якоб
МПК: A61F 2/00, B23K 26/00
Мітки: виготовлення, установка, стента(варіанти
Формула / Реферат:
1. Установка для виготовлення стента, що включає засоби для розміщення плоского листа металу, сердечник, що має у цілому циліндричну зовнішню поверхню, пристрій для встановлення сердечника перед основною поверхнею плоского листа металу і засоби для деформування листа металу, яка відрізняється тим, що засоби для розміщення плоского листа металу, включають платформу, пристосовану для. розміщення плоского листа металу для формування стента, при...
Гнучкий стент, що розширюється (варіанти)
Номер патенту: 45355
Опубліковано: 15.04.2002
Автори: Ізраєл Генрі М., Пінчасик Грегорі
МПК: A61F 2/00, A61M 29/00, A61F 2/02, A61M 5/00
Мітки: варіанти, розширюється, гнучкий, стент
Формула / Реферат:
1. Гибкий расширяемый стент, образованный из трубки, имеющей узорчатую форму, содержащую четные первые извилистые узоры, оси которых расположены в первом направлении, нечетные первые извилистые узоры, оси которых расположены в первом направлении, причем нечетные первые извилистые узоры смещены по фазе по отношению к четным первым извилистым узорам на 180° и расположены между каждыми двумя четными первыми извилистыми узорами, вторые извилистые...
Попередній патент: Гірка настоянка “твис цитрусовий”
Випадковий патент: Клітка для вирощування ремонтного молодняку кролів