Ізолюючий виріб (варіанти) та спосіб його одержання
Формула / Реферат
1. Ізолюючий виріб (103), який має:
мату (10), що включає випадково орієнтовані волокна, зчеплені за допомогою сполучного, який відрізняється тим, що мата має першу та другу основні поверхні (11, 12) і пару бічних ділянок (14, 15);
щонайменше один гнучкий армуючий шар (24), який зчеплений з матою (10) між першою та другою основними поверхнями (11, 12) і простирається по довжині мати (10) з утворенням ізолюючих шарів (10а, 10b) між першою та другою основними поверхнями.
2. Ізолюючий виріб за п. 1, який відрізняється тим, що армуючий шар має лист нетканого матеріалу, що включає випадково орієнтовані скловолокна.
3. Ізолюючий виріб за п. 1, який відрізняється тим, що мата має гнучкі армуючі шари, які розташовані між першою та другою основними поверхнями і простираються по довжині мати.
4. Ізолюючий виріб за п. 3, який відрізняється тим, що армуючі шари включають щонайменше два шари, розташовані, по суті, паралельно першій і другій основним поверхням та один одному.
5. Ізолюючий виріб за п. 4, який відрізняється тим, що щонайменше два армуючі шари відокремлені один від одного за допомогою шару випадково орієнтованих волокон.
6. Ізолюючий виріб за п. 4, який відрізняється тим, що має зчеплення між щонайменше двома армуючими шарами по відповідних лицьових поверхнях, яке має можливість бути розділеним вручну по міжфазній поверхні між щонайменше двома армуючими шарами з одержанням щонайменше двох ізолюючих виробів.
7. Ізолюючий виріб за п. 6, який відрізняється тим, що додатково має лист нетканого матеріалу (13), зчеплений щонайменше з однією із першої та другої основних поверхонь.
8. Ізолюючий виріб за п. 7, який відрізняється тим, що кожен з ізолюючих шарів характеризується ефективністю ізоляції (R-значенням) у діапазоні приблизно від R-2 до R-38.
9. Ізолюючий виріб (103), який має мату (10), що включає випадково орієнтовані неорганічні волокна, зчеплені за допомогою термоотверджуваного сполучного, який відрізняється тим, що мата (10) має першу та другу основні поверхні (11, 12) і пару бічних ділянок (14, 15), при цьому мата (10) включає складені у стопку ізолюючі шари,
щонайменше один облицювальний шар нетканого матеріалу (13), що включає випадково орієнтовані скловолокна, прикріплені щонайменше до однієї з першої і другої основних поверхонь (11, 12);
щонайменше один армуючий шар (24), що має лист нетканого матеріалу з випадково орієнтованих скловолокон, який розташований між укладеними в стопку ізолюючими шарами і простирається по довжині мати.
10. Спосіб одержання ізолюючого виробу (103), який включає формування мати, який відрізняється тим, що
(a) формують перший неотверджений або частково отверджений шар (10а) ізоляції, що має випадково орієнтовані волокна та сполучне;
(b) формують другий неотверджений або частково отверджений шар (10b) ізоляції, що має випадково орієнтовані волокна та сполучне;
(c) розташовують щонайменше один гнучкий армуючий шар (24) між першим і другим шарами;
(d) нагрівають неотверджені або частково отверджені шари та армуючий шар, у якому шари (10а, 10b) зчіплюють із утворенням ізолюючої мати (10), що має першу та другу основні поверхні (11, 12) і пару бічних ділянок (14, 15), при цьому щонайменше один армуючий шар (24) прикріплюють до ізолюючої мати між першою та другою основними поверхнями (11, 12).
Текст
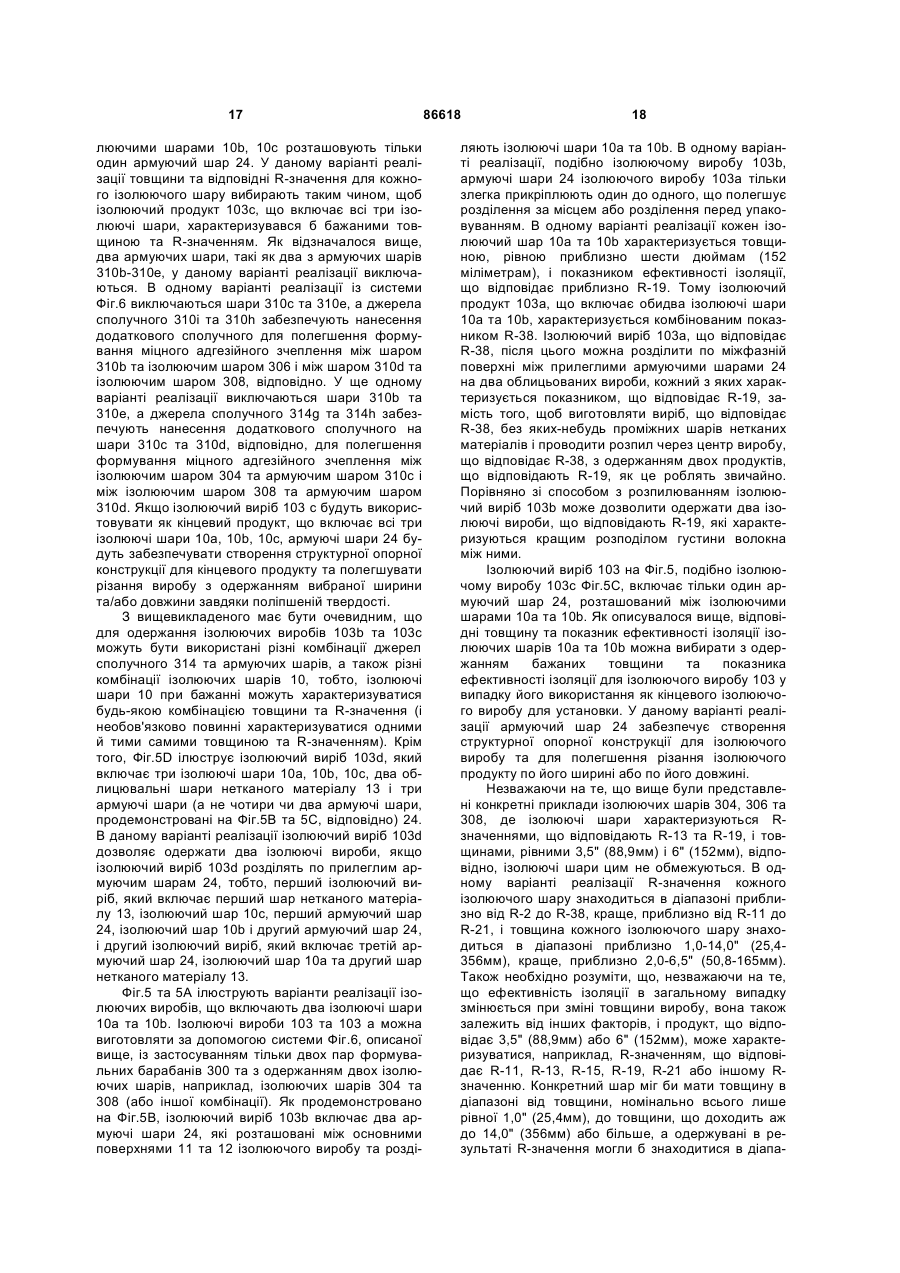
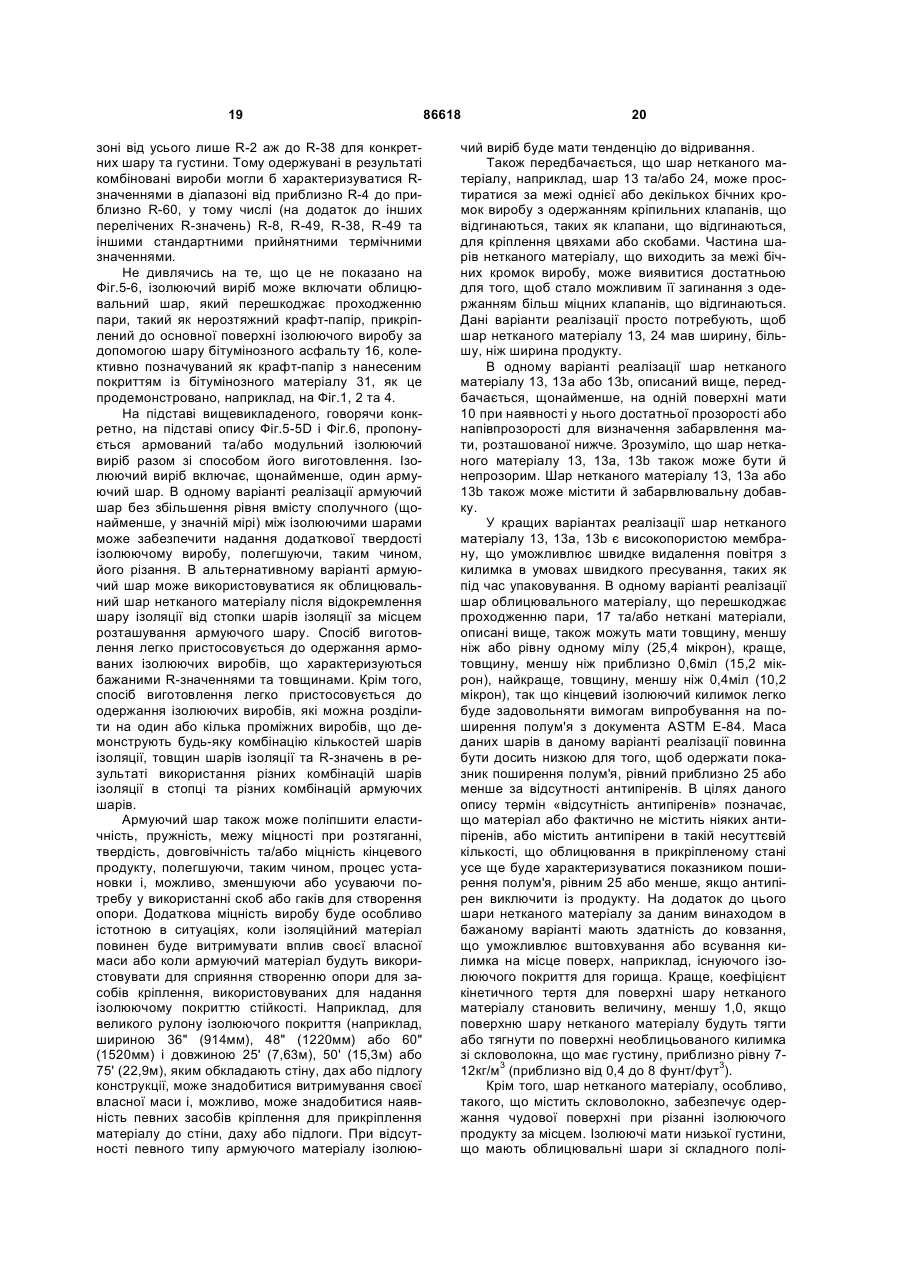
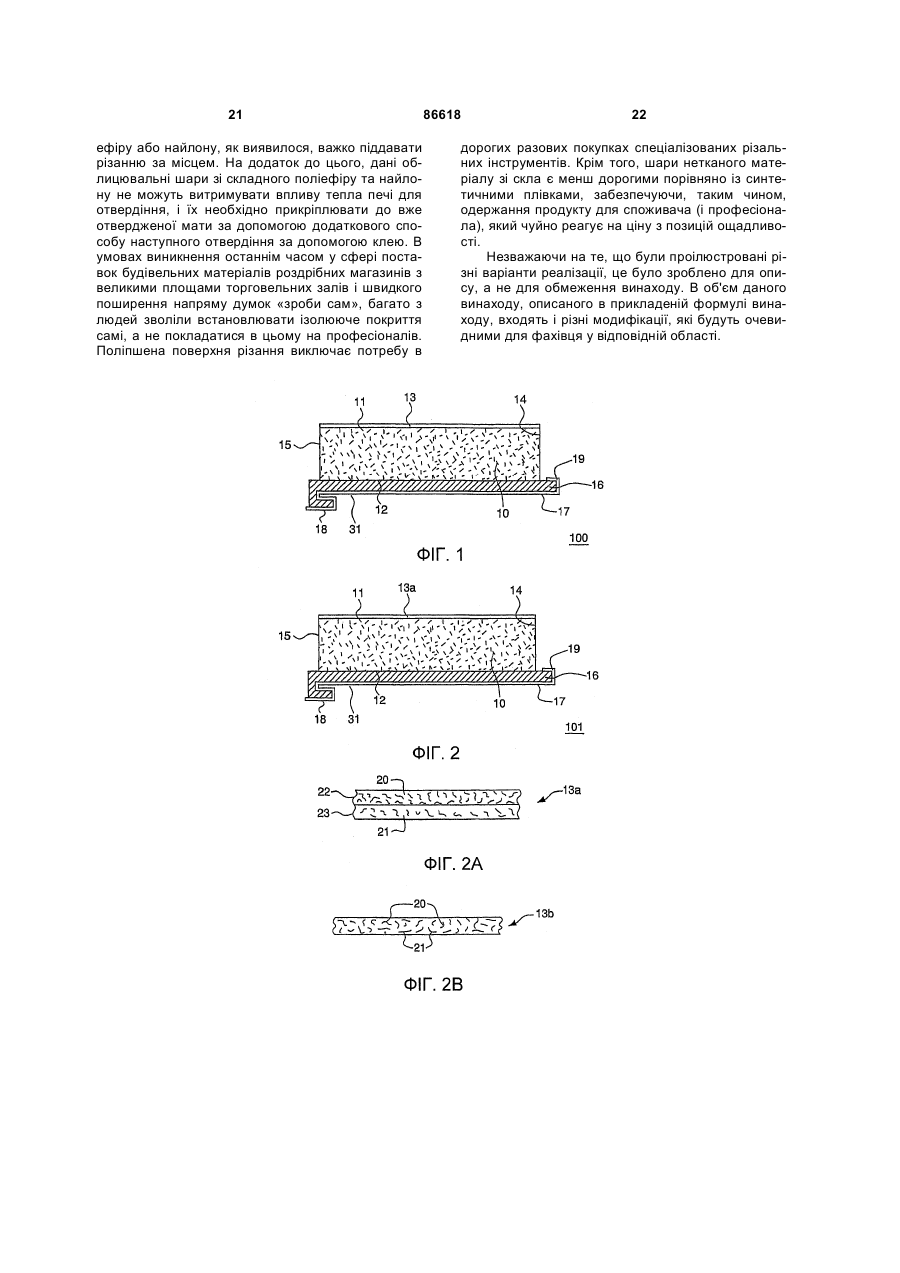
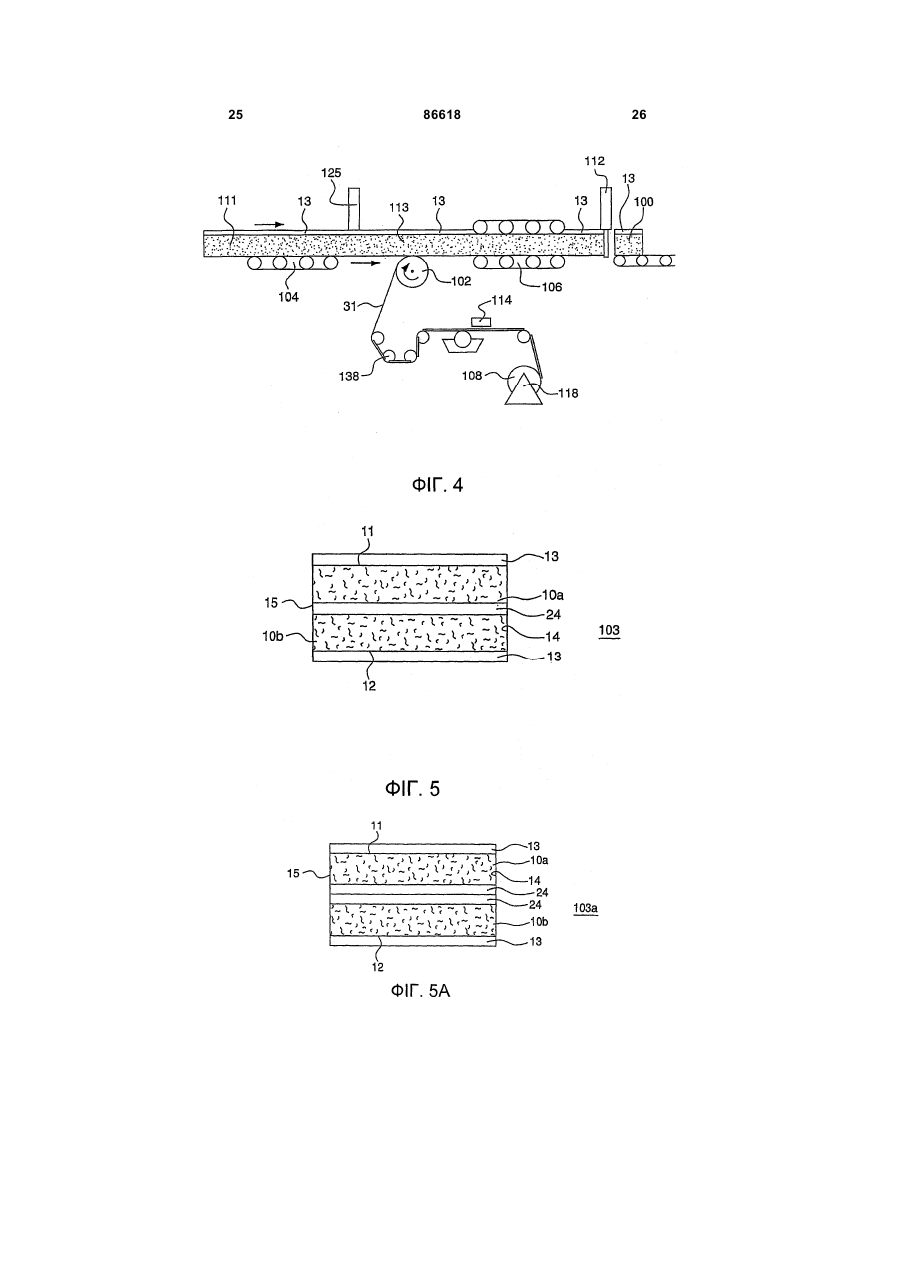
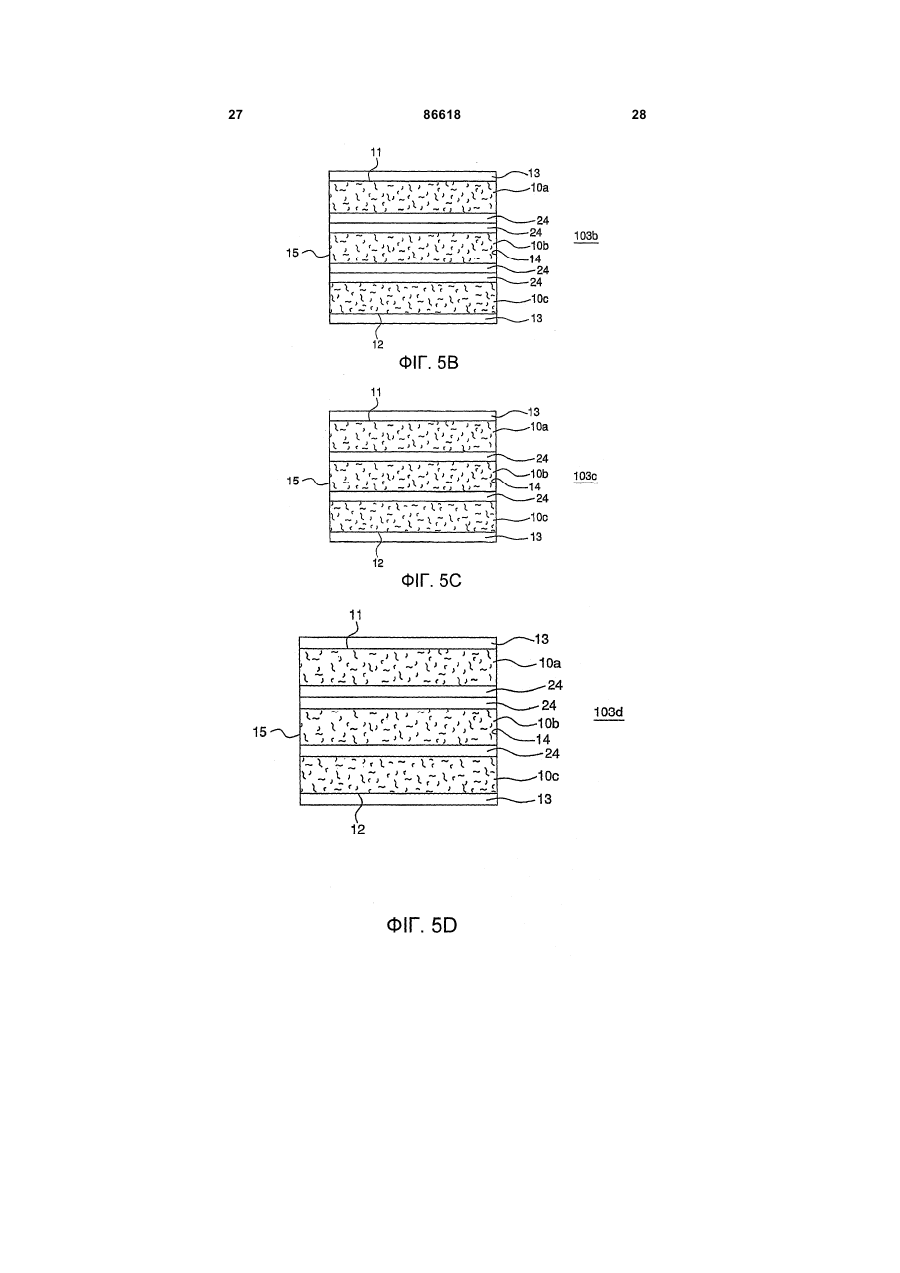
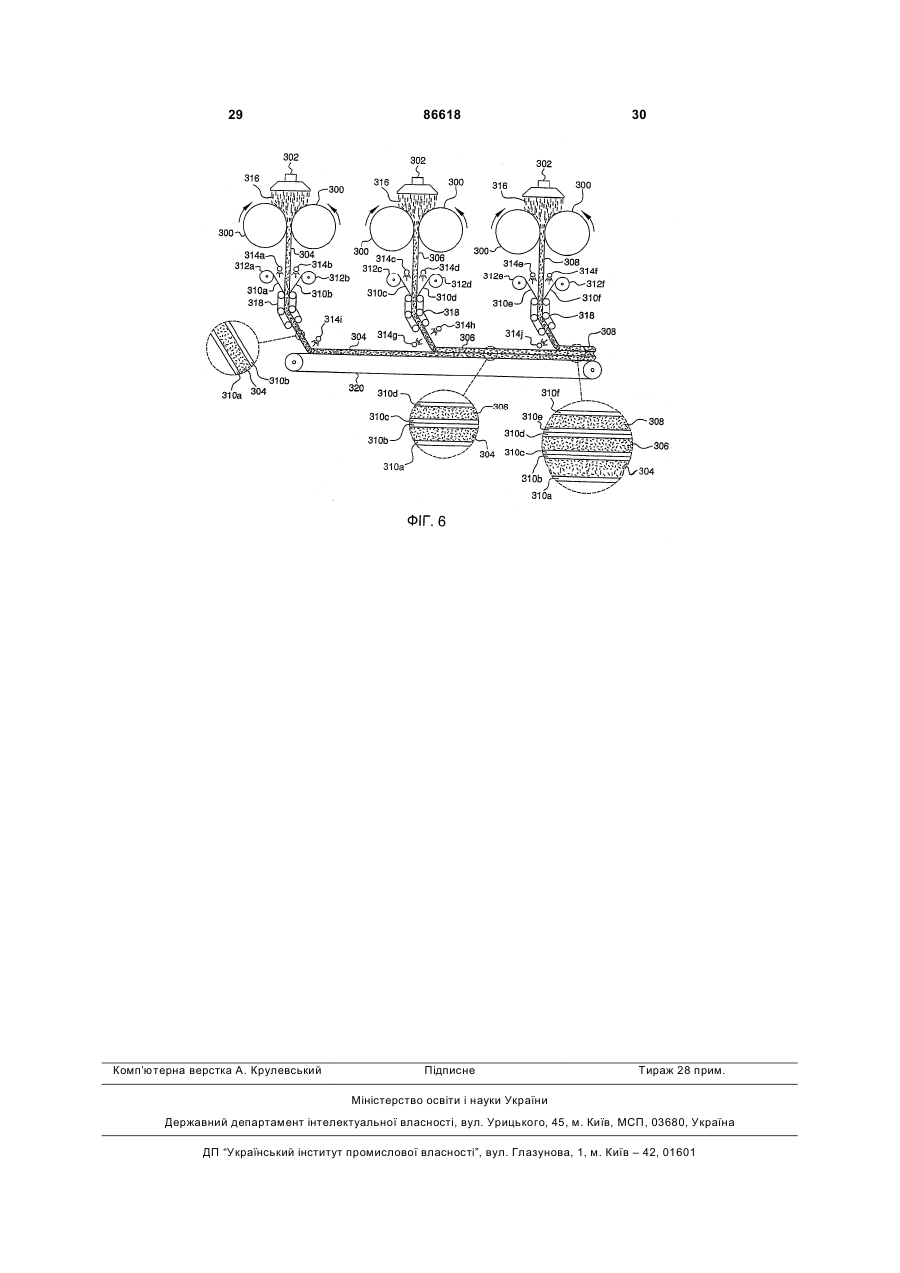
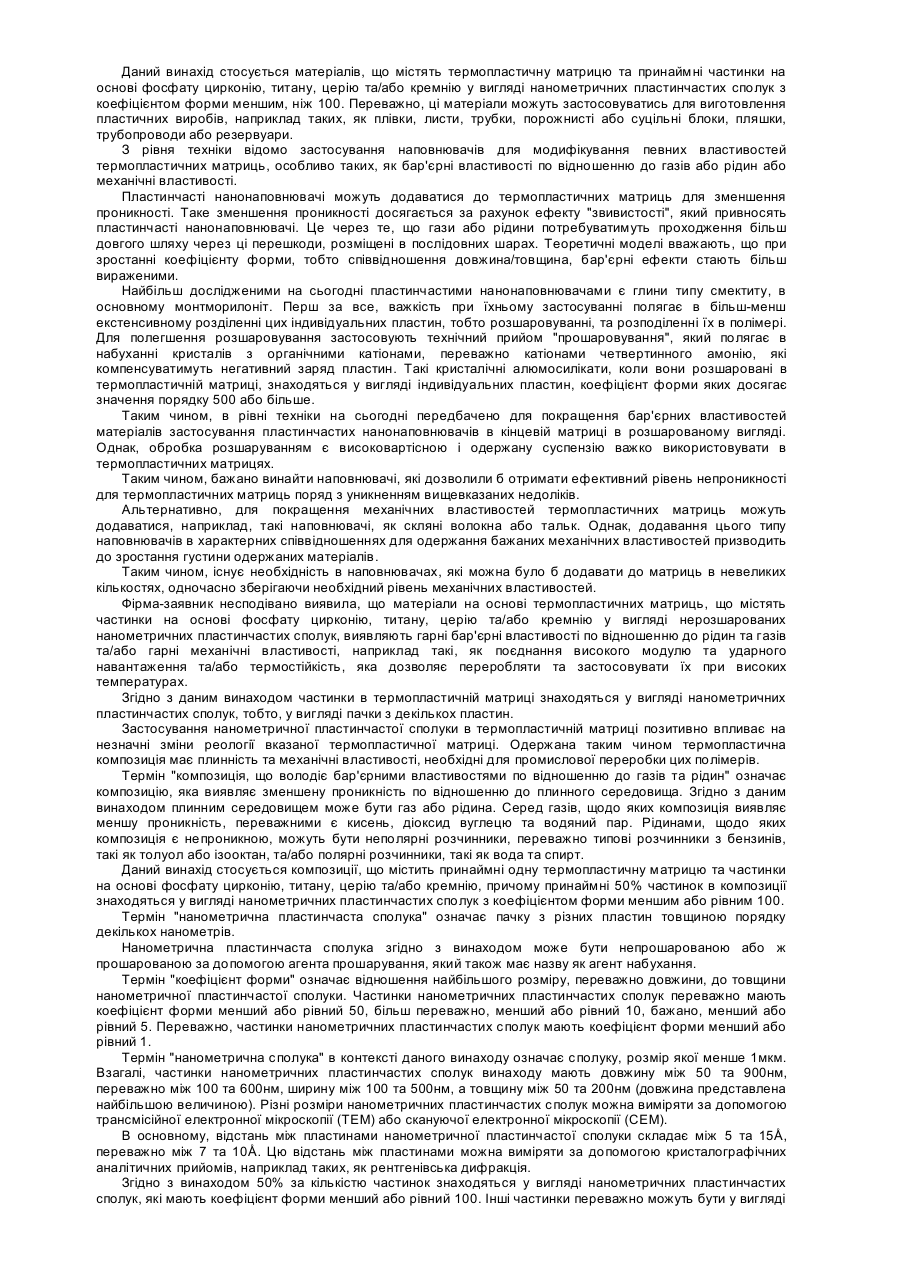
1. Ізолюючий виріб (103), який має: мату (10), що включає випадково орієнтовані волокна, зчеплені за допомогою сполучного, який відрізняється тим, що мата має першу та другу основні поверхні (11, 12) і пару бічних ділянок (14, 15); щонайменше один гнучкий армуючий шар (24), який зчеплений з матою (10) між першою та другою основними поверхнями (11, 12) і простирається по довжині мати (10) з утворенням ізолюючих шарів (10а, 10b) між першою та другою основними поверхнями. 2. Ізолюючий виріб за п. 1, який відрізняється тим, що армуючий шар має лист нетканого матеріалу, що включає випадково орієнтовані скловолокна. 3. Ізолюючий виріб за п. 1, який відрізняється тим, що мата має гнучкі армуючі шари, які розташовані між першою та другою основними поверхнями і простираються по довжині мати. 4. Ізолюючий виріб за п. 3, який відрізняється тим, що армуючі шари включають щонайменше два шари, розташовані, по суті, паралельно першій і другій основним поверхням та один одному. 5. Ізолюючий виріб за п. 4, який відрізняється тим, що щонайменше два армуючі шари відокремлені один від одного за допомогою шару випадково орієнтованих волокон. 6. Ізолюючий виріб за п. 4, який відрізняється тим, що має зчеплення між щонайменше двома армуючими шарами по відповідних лицьових поверхнях, яке має можливість бути розділеним вручну по міжфазній поверхні між щонайменше двома армуючими шарами з одержанням щонайменше двох ізолюючих виробів. 7. Ізолюючий виріб за п. 6, який відрізняється тим, що додатково має лист нетканого матеріалу (13), зчеплений щонайменше з однією із першої та другої основних поверхонь. 8. Ізолюючий виріб за п. 7, який відрізняється тим, що кожен з ізолюючих шарів характеризується ефективністю ізоляції (R-значенням) у діапазоні приблизно від R-2 до R-38. 9. Ізолюючий виріб (103), який має мату (10), що включає випадково орієнтовані неорганічні волокна, зчеплені за допомогою термоотверджуваного сполучного, який відрізняється тим, що мата (10) має першу та другу основні поверхні (11, 12) і пару бічних ділянок (14, 15), при цьому мата (10) включає складені у стопку ізолюючі шари, щонайменше один облицювальний шар нетканого матеріалу (13), що включає випадково орієнтовані скловолокна, прикріплені щонайменше до однієї з першої і другої основних поверхонь (11, 12); щонайменше один армуючий шар (24), що має лист нетканого матеріалу з випадково орієнтованих скловолокон, який розташований між укладеними в стопку ізолюючими шарами і простирається по довжині мати. 10. Спосіб одержання ізолюючого виробу (103), який включає формування мати, який відрізняється тим, що (a) формують перший неотверджений або частково отверджений шар (10а) ізоляції, що має випадково орієнтовані волокна та сполучне; (b) формують другий неотверджений або частково отверджений шар (10b) ізоляції, що має випадково орієнтовані волокна та сполучне; (c) розташовують щонайменше один гнучкий армуючий шар (24) між першим і другим шарами; (d) нагрівають неотверджені або частково отверджені шари та армуючий шар, у якому шари (10а, 10b) зчіплюють із утворенням ізолюючої мати (10), що має першу та другу основні поверхні (11, 12) і пару бічних ділянок (14, 15), при цьому щонайменше один армуючий шар (24) прикріплюють до ізолюючої мати між першою та другою основними поверхнями (11, 12). UA (21) a200611087 (22) 18.03.2005 (24) 12.05.2009 (86) PCT/US2005/009144, 18.03.2005 (31) 10/806,810 (32) 23.03.2004 (33) US (46) 12.05.2009, Бюл.№ 9, 2009 р. (72) СЬЮДА ДЕЙВІД І., ЛЕМБО МАЙКЛ ДЖ. (73) СЬОРТН ТІД КОРПОРЕЙШН (56) US 6270865, 2001 2 (19) 1 3 Даний винахід стосується ізолюючих виробів з неорганічного волокна, які мають один або кілька облицювальних шарів, а, говорячи більш конкретно, ізолюючих мат або килимків низької щільності з неорганічного волокна, які мають облицювальний шар нетканого матеріалу, прикріплений, щонайменше, до однієї їхньої основної поверхні. Ізолюючі килимки звичайно виготовляють в результаті формування мінеральних волокон з розплавленої мінеральної ванни в результаті пропускання матеріалу через прядильну машину, що використовує обертання при високому числі обертів за хвилину. Після цього тонкі волокна вводять у контакт зі стисненим гарячим газом для витяжки волокон до придатного діаметра та довжини. На волокна звичайно розприскують сполучне на основі фенольної смоли. Після цього волокна збирають і розподіляють на конвеєрі, формуючи мату. Потім смолу отверджують у печі для отвердіння. Після цього мату розрізають на поздовжні смужки, що мають бажану ширину, і розрубують на індивідуальні килимки. У деяких випадках перед стадією різання на мату додають матеріал облицювального шару, такий як крафт-папір з нанесеним покриттям з бітумінозного матеріалу або іншого матеріалу, який запобігає проходженню пари. Одна з відомих проблем, пов'язаних з установкою ізоляційних матеріалів зі скловолокна, полягає в тому, що вони утворюють пил із частинок скла, що може стати причиною виникнення подразнення у працівників при потраплянні в контакт зі шкірою та очами або внаслідок її вдихання. Одним способом зменшення утворення скляного пилу є інкапсулювання ізолюючих килимків з використанням облицювального шару, який зменшує пилоутворення, але є пористим і паропроникним. У патенті WO94/29540, переуступленому компанії Owens Corning Fiberglass Corporation, розкритий полімерний облицювальний шар, який прикріплюють до однієї або обох основних поверхонь килимка при використанні такого засобу кріплення, як невелика кількість клеючого матеріалу. Клеючий матеріал є присутнім в досить малій кількості для того, щоб забезпечити для показника швидкості поширення полум'я у ізолюючого килимка неперевищення 25 при використанні випробування з поширення полум'я відповідно до документа ASTM Е-84. Клей необхідно наносити в кількості, достатній для утворення зчеплення між облицювальним шаром і килимком з мінерального волокна та одержання можливості взяття та утримання килимка за облицювальний шар. Облицювальні шари, описані в даному посиланні, пропонуються у вигляді поліпропіленового або поліетиленового матеріалу, який прикріплюють, приклеюють або приварюють шляхом термозварювання до основних поверхонь килимка. У патенті US 5848509, який переуступається разом з даною заявкою, описане інкапсульоване ізолююче покриття зі скловолокна, облицьоване покривним шаром нетканого матеріалу. Покривний шар нетканого матеріалу розташовують поверх верхньої поверхні серцевини з мінерального воло 86618 4 кна та з примиканням до бічних поверхонь. Покривний шар краще формують із полотна нетканого матеріалу, такого як складний поліефір, поліпропілен, поліетилен або віскоза, і краще його наносять на верхню та бічні сторони мати зі скловолокна при використанні термоплавкого або іншого придатного клею. Для того, щоб забезпечити одержання ізолюючих мат, що мають інкапсулюючі покривні шари нетканого матеріалу або плівки, необхідно буде також зберігати певну кількість клею для прикріплення даних покривних шарів до ізолюючих килимків. Багато адгезивів та клеїв характеризуються обмеженим терміном придатності при зберіганні. На додаток до цього, розбризкування даних клеїв на поверхнях килимків вимагає постійного проведення очищення та обслуговування виробничого устаткування та робочої зони. Крім того, інкапсульовані мати попереднього рівня техніки, у яких використовують облицювальні шари із синтетичних нетканих матеріалів, таких як складний поліефір, як виявилося, важко різати за місцем. Відповідно до цього, зберігається потреба в інкапсульованому або облицьованому ізоляційному матеріалі, який можна було б виготовити з меншими витратами, але який при цьому зменшував би пилоутворення та не перешкоджав би видаленню повітря при пресуванні ізолюючого продукту для упаковування і який би забезпечував одержання підвищеної легкості установки. Пропонується ізолюючий виріб, у тому числі і спосіб його виготовлення, який включає мату, що включає випадково орієнтовані волокна, зчеплені сполучним, при цьому мата має першу та другу основні поверхні та пару бічних ділянок і, щонайменше, один гнучкий армуючий шар, який зчеплений з матою між першою та другою основними поверхнями і простирається по довжині мати. В одному варіанті реалізації ізолюючого продукту, пропонується мата, яка включає випадково орієнтовані неорганічні волокна, зчеплені термоотверджуваним сполучним. Мата включає кілька складених у стопку ізолюючих шарів, щонайменше, один облицювальний шар нетканого матеріалу, що включає випадково орієнтовані скловолокна, прикріплені, щонайменше, до однієї поверхні, вибираної з першої та другої основних поверхонь і, щонайменше, один лист нетканого матеріалу, що включає випадково орієнтовані скловолокна, який розташований між декількома укладеними в стопку шарами ізоляції і простирається по довжині мати. Армуючий шар без збільшення рівня вмісту сполучного (щонайменше, у значній мірі) між шарами ізоляції забезпечує надання додаткової твердості ізолюючому виробу, полегшуючи, таким чином, його різання. В альтернативному варіанті армуючий шар може використовуватися як облицювальний шар нетканого матеріалу після відокремлення ізоляційного шару від стопки шарів ізоляції за місцем розташування армуючого шару. Спосіб виготовлення легко пристосувати для одержання армованих ізолюючих виробів, що демонструють бажані R-значення та товщини. Армуючий 5 шар також може поліпшувати пружність, межу міцності при розтяганні та твердість кінцевого продукту, полегшуючи, таким чином, процес установки і, можливо, зменшуючи або запобігаючи необхідності використання скоб чи гаків для кріплення. Крім того, спосіб виготовлення легко пристосовується до одержання ізолюючих виробів, які можна розділити на один або кілька субпродуктів, що демонструють будь-яку комбінацію кількостей шарів ізоляції, товщин шарів ізоляції та R-значень в результаті використання різних комбінацій шарів ізоляції в стопці та різних комбінацій армуючих шарів. Прикладені креслення ілюструють кращі варіанти реалізації винаходу, а також іншу інформацію, що стосується опису, в тому числі: Фіг.1 є вертикальним видом збоку для ізолюючого виробу за даним винаходом; Фіг.2 є вертикальним видом збоку для альтернативного ізолюючого виробу за даним винаходом; Фіг.2А є збільшеним місцевим видом збоку для шару нетканого матеріалу ізолюючого виробу Фіг.2; Фіг.2В є збільшеним місцевим видом збоку для альтернативного шару нетканого матеріалу ізолюючого виробу на Фіг.2; Фіг.3А є схематичним вертикальним видом збоку для способу одержання ізолюючого виробу на Фіг.1; Фіг.3В є схематичним вертикальним видом збоку для способу одержання ізолюючого виробу на Фіг.2; Фіг.3C є схематичним вертикальним видом збоку для альтернативного способу одержання ізолюючого виробу на Фіг.2; Фіг.4 є схематичним вертикальним видом збоку для способу одержання паронепроникного шару ізолюючого виробу; Фіг.5-5D є вертикальними видами збоку для альтернативного ізолюючого виробу згідно з даним винаходом, який включає один або кілька армуючих шарів; Фіг.6 є схематичним вертикальним видом збоку для способу одержання ізолюючих виробів на Фіг.5A-5D. В даному винаході пропонуються способи одержання ізолюючих виробів низької густини та ізолюючі вироби низької густини, одержані відповідно до них. Матеріали ізолюючих покриттів у загальному випадку формують асортименти від легких, гнучких і пружно стисних піноматеріалів і полотен нетканих волокнистих матеріалів до твердих або напівтвердих панелей. У загальному випадку дані ізоляційні матеріали характеризуються густинами в діапазоні приблизно 0,5-7 фунт/фут3 (8-112кг/м3). Піноматеріали та полотна нетканих волокнистих матеріалів звичайно виготовляють у вигляді безперервної стрічки, яку іноді розрізають на відрізки з попередньо вибраними довжинами, одержуючи, таким чином, килимки. Дані вироби звичайно мають «низьку густину» - у діапазоні приблизно 0,5-6 фунт/фут3 (8-96кг/м3), краще, приблизно 1-4 фунт/фут3 (16-64кг/м3), і ще краще, від 0,3 до 1,5 фунт/фут3 (4,8-24кг/м3). Товщина ізолю 86618 6 ючого настилу або мати в загальному випадку пропорційна ефективності ізоляції або «Rзначенню» ізолюючого покриття. Дані ізолюючі мати низької густини звичайно характеризуються товщиною в діапазоні приблизно 3,5-10 дюймів (88,9-254 міліметрів). В протилежність цьому, ізолюючі панелі в діапазоні від твердих до напівтвердих (ізолююче покриття «високої густини») мають тенденцію до наявності густин у більш високій частині діапазону - приблизно 2-7 фунт/фут3 (32-112кг/м3), а краще, приблизно 4-7 фунт/фут3 (64-112кг/м3). Дані панелі звичайно виготовляють у вигляді листів, які звичайно мають товщини в діапазоні 0,25-2 дюйми (6,35-50,8 міліметра), при ширинах, приблизно рівних 2-4 фути (0,610-1,22 метра), і довжинах, приблизно рівних 4-12 фути (1,22-3,66 метра). Якщо звернутися до фігур, більш конкретно, до Фіг.1-2, то можна сказати, що на них продемонстровані два ізолюючі вироби 100 та 101. Ізолюючі вироби 100 та 101 включають ізолюючий настил або мату низької густини 10 (описані вище), одержані з органічних волокон, таких як полімерні волокна, або неорганічних волокон, таких як скловолокно, одержане способом відцентрового формування, текстильне скловолокно, кам'яна вата (також відома під найменуванням мінеральна вата) або їхні комбінації. Мінеральні волокна, такі як скляні, є кращими. В деяких варіантах реалізації на одній основній поверхні 12 ізолюючого настилу або мати 10 передбачають облицювальний шар 17, що перешкоджає проходженню пари, який може бути папером на основі целюлози, звичайно одержаним із крафт-паперу, з нанесеним покриттям із бітумінозного клеючого матеріалу, такого як асфальт, або полімерної плівки, такої як ПЕНГ (поліетилен низької густини). Облицювальний шар 17 і бітумінозний шар 16 спільноутворюють крафтпапір з нанесеним бітумінозним покриттям 31. Покриття краще наносять у кількості, достатній для одержання ефективного шару, що є непроникним для водяної пари або перешкоджає її проходженню, наприклад, для того, щоб зменшити проникність по водяній парі у кращого крафт-паперу до не більш ніж приблизно одного перма при проведенні випробувань за методикою проведення випробувань ASTM Е96 Method А. В інших формах, у яких шар, що перешкоджає проходженню пари або непроникний для неї, не буде бажаним, ізолюючий настил або мата 10 можуть не мати на своїй другій основній поверхні 12 жодного облицювального шару. До нижньої частини основної поверхні 12 ізолюючого настилу або мати необов'язково можна прикріпити облицювальний шар 17 за допомогою клею, такого як термоплавкий клей. У ізолюючих килимків 100 та 101 передбачається наявність пари бічних клапанів, що відгинаються, 18 та 19, які можна відігнути та прикріпити, наприклад, до дерев'яних або металевих штифтів. Відомі різні конфігурації бічних клапанів, що відгинаються, або відворотів 18 та 19. В альтернативному варіанті на облицювальному шарі із крафтпаперу клапани, що відгинаються, можуть бути відсутніми. Облицювальний шар 17 може бути непроникним або проникним для водяної пари 7 залежно від його складу, ступеня перфорації та передбачуваного варіанта використання. Ізолюючий настил або мату 10 звичайно одержують зі скловолокна, найчастіше зчепленого воєдино за допомогою термоотверджуваного сполучного, такого як відомі матеріали фенольних смол, подібні до фенолоформальдегідних смол або фенолосечовиноформальдегідних смол (PUFА). У деяких варіантах реалізації також може бути використане меламіноформальдегідне, акрилове сполучне, сполучне на основі складного поліефіру, уретанове та фуранове сполучне. Ізолююче покриття після виготовлення звичайно пресують та упаковують для того, щоб звести до мінімуму об'єм виробу під час зберігання та доставки та щоб зробити більше легкими маніпуляції з ізолюючим виробом та його установку. Після видалення упаковки вироби у вигляді ізолюючих килимків 100 або 101 мають тенденцію до швидкого «розпушення» до досягнення своєї передбачуваної маркуванням товщини ізолюючого покриття. В той час як для неінкапсульованого ізолюючого виробу оголені поверхні можуть зробити установку важкою, а найчастіше вивільняють в робоче середовище незв'язані волокна та пил, у даному винаході використовують шар нетканого матеріалу 13, який захищає, щонайменше, першу основну поверхню 11 ізолюючого настилу або мати 10. В альтернативному варіанті шар нетканого матеріалу може покривати одну або обидві бічні поверхні 14 та 15 і навіть частину або всю площу другої основної поверхні 12, кардинальним образом зменшуючи вивільнення незв'язаних волокон і пилу. У додаткових варіантах реалізації шар нетканого матеріалу 13 можна наносити на торцеві поверхні після стадії рубочної машини 112 (Фіг.4). Шар нетканого матеріалу 13 за даним винаходом, краще, одержують із листа нетканого матеріалу, який включає випадково орієнтовані органічні або неорганічні волокна, а в кращому варіанті реалізації - випадково орієнтоване скловолокно. В одному прикладі варіанта реалізації шар нетканого матеріалу 13 є нетканим матеріалом з безбарвного скловолокна, реалізованим компанією Lydall Manning Co. з міста Трой штату Нью-Йорк під назвою MANNINGLAS® 1800 або MANNINGLAS® 1801Е. Нетканий продукт MANNINGLAS® 1800 демонструє питому густину 19,7-28,3 фунтів/2880 фут2 (0,0334-0,0479кг/м2) і товщину, приблизно рівну 5,9міл (150 мікрон). Нетканий продукт MANNINGLAS® 1801Е демонструє питому густину 19,7-28,3 фунтів/2880 фут2 (0,0334-0,0479кг/м2) і товщину, приблизно рівну 6,6міл (168 мікрон). Нетканими матеріалами є листи з випадково орієнтованих природних або синтетичних волокон, таких як волокна з поліолефінів, поліаміду (тобто, найлону), складного поліефіру чи віскози, або скла, іноді скріплених один з одним за допомогою сполучного, що звичайно має у своїй основі полімерний матеріал, такий як акрилова смола, вінілакрилова смола тощо. У деяких нетканих матеріалів, таких як поліпропілен, зчеплений при плавленні, волокна з'єднуються одне з одним в результаті зчеплення при плавленні, без додаткової смоли. У варіанті реалізації ізолюючого виробу на 86618 8 Фіг.1 шар нетканого матеріалу 13 прикріплюють до випадково орієнтованих неорганічних волокон ізолюючої мати за допомогою сполучного, краще, рідкого або порошкоподібного термоотверджуваного або термопластичного сполучного, використовуваного при одержанні мати 10, яке розбризкують на волокна мати або змішують із ними. Рідке сполучне звичайно наносять перед тим, як волокна зберуть на формувальній стрічці. Порошкоподібну смолу можна наносити перед секцією формування мати. Термін «отверджуючий» або «стверджуваний» широко використовують для включення різних способів, таких як хімічна реакція та/або висушування, що викликають схоплювання композиції до одержання нелипкої твердої фази та формування постійного зчеплення компонентів. «Термоотверджуваний» позначає отвердіння за допомогою термічного способу, такого як в результаті підведення тепла. З іншого боку, термопластичне сполучне просто твердіє після охолодження до одержання адгезійного зчеплення. Спосіб одержання ізолюючого виробу 100 описується далі у зв'язку з Фіг.3А та 4. У варіанті реалізації ізолюючого виробу 101 Фіг.2 шар нетканого матеріалу 13а прикріплюють до ізолюючої мати, щонайменше, частково, в результаті зчеплення при плавленні між, щонайменше, частиною шару нетканого матеріалу 13 і волокнами ізолюючої мати 10. Дане зчеплення при плавленні може мати місце на додаток до зчеплення між шаром нетканого матеріалу 13 та ізолюючою матою 10, одержаного за допомогою термоотверджуваного сполучного, описаного вище у зв'язку з ізолюючим виробом 100 на Фіг.1, або замість нього. Фіг.2А є вертикальним частковим видом збоку, що ілюструє певні деталі шару нетканого матеріалу 13а. В одному варіанті реалізації шар нетканого матеріалу 13а є багатошаровою структурою, яка включає перший шар нетканого матеріалу 22, що включає перші випадково орієнтовані волокна 20. Шар нетканого матеріалу 13а також включає другий шар 22, який також краще є шаром нетканого матеріалу, що включає другі випадково орієнтовані волокна 21. Волокна 20 вибирають таким чином, щоб мати температуру плавлення, яка перевищує температуру плавлення волокон 21, так що волокна 20 не будуть плавитися в той час, коли будуть формувати зчеплення шару нетканого матеріалу 13а з ізолюючою матою 10, як це описується далі у зв'язку зі способом на Фіг.3В та 3С. В одному варіанті реалізації волокна 20 включають скловолокно, а волокна 21 включають термопластичні волокна, такі як волокна зі складного поліефіру або поліолефіну, такого як поліетилен або поліпропілен, або поліаміду (тобто, найлону). Волокна 22 формують всю величину зчеплення при плавленні між листом 13а та волокнами мати 10 або її частини. В альтернативному варіанті реалізації шар нетканого матеріалу 13а в ізолюючому виробі на Фіг.2 можна замінити на лист нетканого матеріалу 13b на Фіг.2В. Лист нетканого матеріалу 13b включає як перші випадково орієнтовані волокна 20, так і другі випадково орієнтовані волокна 21, дисперговані в одному шарі. В одному варіанті реалізації 9 волокна 21 концентрують поблизу від нижньої поверхні листа нетканого матеріалу 13b, тобто, тієї поверхні, що знаходиться в контакті з матою 10. В альтернативному варіанті листи 13, 13а або 13b можна було б заміняти на тканий матеріал або плівку доти, поки можна буде сформувати зчеплення між даним матеріалом та волокнами килимка, і це не матиме негативного впливу на загальні характеристики виробів на машинне виробниче устаткування, наприклад, на конвеєри зі сталевими стрічками. Як описувалося вище, в ізолюючому виробі 101 Фіг.2 шар 13а або 13b прикріплюють до ізолюючої мати 10, щонайменше, частково за рахунок зчеплення при плавленні між, щонайменше, частиною шару 13а або 13b і волокнами ізолюючої мати 10. У випадку використання шару нетканого матеріалу 13а розплавляється або, щонайменше, частково розплавляється під час нанесення шару 13а на мату 10 шар 23, що включає другі волокна 21. Шар 13а прикріплюється до мати 10 тоді, коли шар 23 охолоджується; У випадку використання шару нетканого матеріалу 13b розплавляються під час нанесення шару 13b на мату 10, щонайменше, деякі із других волокон 21. Шар 13b прикріплюється до мати 10 тоді, коли волокна 21 охолоджуються. Способи виготовлення ізолюючих виробів 100, 101 описуються далі у зв'язку з Фіг.3А, 3В, 3С та 4. У деяких варіантах реалізації шар нетканого матеріалу 13, 13а або 13b прикріплюють, щонайменше, до першої основної поверхні 11, що становить частину безперервного способу, у ході якого одержують ізолюючу мату 10 або килимки. Для прикріплення шару нетканого матеріалу до мати 10 окремий клей, такий як термоплавкий клей, краще не потрібний. Це може бути одним з факторів, що дозволяють маті або килимкам за даним винаходом досягти характеристик «незаймистості» або показника швидкості поширення полум'я відповідно до документа ASTM Е-84, рівного 25 або менше (див. патент WO94/29540, стор. 3), описуваного в розділі «Рівень техніки» і більш докладно далі. Шар нетканого матеріалу 13 наносять, щонайменше, на першу основну поверхню 11, але в деяких варіантах реалізації його також можна наносити й на другу основну поверхню 12, бічні поверхні 14 або 15, торці або будь-яку комбінацію даних поверхонь. Перший спосіб одержання продукту у вигляді ізолюючого килимка 100 на Фіг.1 схематично продемонстрований на комбінації Фіг.3А та 4. Як це звичайно робиться, кілька установок для формування волокон 200а, 200b, 200с забезпечують одержання волокон, на які розбризкують термоотверджуване сполучне і які збирають на конвеєрі 202. Волокна накопичують на конвеєрі 202 при поступовому збільшенні товщини мати (що проілюстровано стадіями 111а, 111b та 111с), що формується на конвеєрі 202. Шар нетканого матеріалу 13 подають від джерела, такого як валик 206, на конвеєр для пресування 210 усередині печі для отвердіння 204, забезпечуючи введення листа нетканого матеріалу в контакт із неотвердженою матою 111с. При бажанні додаткове (порівняно зі 86618 10 звичайно використовуваним способом) термоотверджуване сполучне можна подавати з розбризкувана (не показаний), що покриває волокна від установки для формування волокон 200з, та/або з альтернативного джерела сполучного, такого як резервуар 208, що включає валковий пристрій для нанесення покриття. Додавання додаткового термоотверджуваного сполучного використовують для забезпечення більш високої концентрації сполучного поблизу від першої основної поверхні 11 мати, достатньої для формування зчеплення між шаром нетканого матеріалу 13 і волокнами мати 10. Утворювану структуру, що включає неотверджену мату 111с і шар нетканого матеріалу 13, транспортують через піч для отвердіння 204 для отвердіння сполучного з одержанням, таким чином, отвердженої ізолюючої мати низької густини 111 зі зчепленим з нею шаром нетканого матеріалу 13. При одержанні ізолюючого покриття низької густини зі скловолокна в печі для отвердіння 204 звичайно нагрівають неотверджену мату до температури в діапазоні приблизно 300-600°F (149316°С), краще, приблизно 400-560°F (204-293°С), і найкраще, приблизно 450-525°F (232-274°С) протягом періоду часу тривалістю звичайно приблизно від 199 до 20 секунд (30-300 футів за хвилину (фут/хв) (9,15-91,5 метрів за хвилину (м/хв)), краще, приблизно 150-24 секунди (40-250фут/хв (12,2-76,3м/хв)), і найкраще, приблизно 120-30 секунд (50-200фут/хв (15,3-61,0м/хв)) для печі довжиною 100 футів (30,5 метрів), у той час як неотверджену мату утримують і транспортують за допомогою серії конвеєрів для пресування усередині печі для отвердіння. Швидкості технологічної лінії можуть доходити аж до 100м/хв (300фут/хв) або більше. Через це, шар нетканого матеріалу 13, краще, є листом із випадково орієнтованих скловолокон, які характеризуються температурою плавлення, що перевищує температури в межах печі для отвердіння 204, але він може також включати синтетичні волокна, такі як найлон і складний поліефір. Оскільки шар нетканого матеріалу 13 включає волокна, що характеризуються більш високими температурами плавлення, шар 13 залишається в незмінному стані, і його зчеплення з волокнами мати 111 формується тоді, коли термоотверджуване сполучне стверджується. Що стосується Фіг.4, то можна сказати, що безперервний настил або мату зі скловолокна 111, одержані відповідно до способу за Фіг.3А, подають за допомогою живильного конвеєра 104 на нагрітий валик 102, на який одночасно подають безперервне полотно у вигляді полотна крафт-паперу з нанесеним покриттям з бітумінозного матеріалу 31, що проходить між нагрітим валиком 102 та отвердженою матою зі скловолокна 111. Полотно крафт-паперу, що подається за допомогою валика 102 на Фіг.4 після нанесення покриття з бітумінозного матеріалу, перепускають від валика 108 на стійці розмотування 118 через акумулятор 138 для натягання полотна крафт-паперу 31. На додаток до цього перед тим, як полотно крафт-паперу 31 накласти на нижню частину мати зі скловолокна 111, зовнішню поверхню полотна можна відмарку 11 вати за допомогою маркувальної станції 114 із зазначенням ідентифікуючої інформації, такої як R-значення мати зі скловолокна та код виробничої партії. Кромки полотна крафт-паперу 31 необов'язково загинають із утворенням бічних клапанів 18, 19, що відгинаються (Фіг.1 або 2), безпосередньо перед введенням полотна в контакт із нагрітим валиком 102. Полотно крафт-паперу 31 орієнтують таким чином, щоб бік із нанесеним покриттям з бітумінозного матеріалу у полотна крафт-паперу 31 був повернений до нижньої частини мати зі скловолокна 111. Температуру краще вибирають таким чином, щоб забезпечити підведення тепла, достатнього длярозм'якшення покриття з бітумінозного матеріалу, таким чином, щоб полотно крафт-паперу з нанесеним покриттям з бітумінозного матеріалу 31 прикріпилося б до нижнього боку мати зі скловолокна 111. Облицьовану мату зі скловолокна 113 транспортують від нагрітого валика 102 за допомогою тягової секції 106 і подають на рубочну машину 112, яка періодично рубить облицьовану мату зі скловолокна 113 з одержанням мати 100 придатної довжини, наприклад, у діапазоні 48-105" (1220-2670мм) для ізолюючих килимків та 32-100' (9,76-30,5м) для ізолюючих рулонів. Після цього одержані в такий спосіб ізолюючі вироби 100 транспортують до пакувального устаткування (не показане). Перед облицюванням мати 11 облицювальним шаром 31 мату 111 також можна подавати на різальну машину 125 для розрізування мати 111 на секції або смуги, що мають бажану ширину, наприклад, 15" (381мм). В даному варіанті реалізації нижній облицювальний шар 31 подають від окремих валиків 108, розташованих з інтервалом для забезпечення одержання облицювального шару 31 придатної ширини для кожної нарізаної секції мати 111. Спосіб нанесення шару нетканого матеріалу на неотверджену мату, продемонстрований на Фіг.3А, піддавали випробуванням. Шар нетканого матеріалу зі скла 13 прикріплювали до ізолюючої мати зі скловолокна 111c за допомогою додаткового сполучного на основі смоли для ізолюючого покриття зі скловолокна, нанесеного на шар нетканого матеріалу 13 перед піччю для отвердіння 204. Крафт-папір без клапанів, що відгинаються, прикріплювали до другої основної поверхні мати 111 (Фіг.4) за допомогою асфальту, що виступає в ролі паронепроникного шару. Після цього отверджений та облицьований продукт піддавали різанню. Було відзначено, що продукт продемонстрував поліпшену здатність піддаватися різанню, при цьому шар нетканого матеріалу зі скла забезпечував одержання поліпшеної поверхні різання для пресування мати під час різання. Також було відзначено, що облицювальний шар нетканого матеріалу прикріплювався до ізолюючої мати краще, ніж інші інкапсулюючі шари, фіксовані на вже отвердженій маті зі скловолокна за допомогою термоплавкого клею. Представляється, що дане поліпшене зчеплення можна приписати фіксації нетканого матеріалу, здійснюваній як частина способу отвердіння, де нетканий матеріал утворює множину місць зчеплення з ізолюючим скловолокном на противагу локалізованим точковим клейо 86618 12 вим контактам із уже отвердженою матою. Якщо звернутися до Фіг.3В, то можна сказати, що на ній продемонстрована частина способу одержання продукту у вигляді ізолюючого килимка 101 Фіг.2. Для ілюстрації ознак, спільних зі способом Фіг.3А, використовуються ті ж самі умовні позначення. Спосіб за Фіг.3В ідентичний способу на Фіг.3А, тільки багатошаровий шар нетканого матеріалу 13а наносять на неотверджену мату 111с. У способі на Фіг.3В додаткове сполучне (описане вище) може виявитися зайвим внаслідок зчеплення при плавленні, що утворюється між шаром 23, який включає другі волокна 21, описані вище, і скловолокном мати 10. Шар нетканого матеріалу 22, що включає перші волокна 20, подають від валика 205. Шар нетканого матеріалу 23, що включає другі волокна 21, подають від валика 207. В альтернативному варіанті можливе використання одного валика із застосуванням попередньо ламінованого листа 13а. Після цього структуру, що включає лист 13а та неотверджену мату 111с, подають в піч для отвердіння 204. У печі для отвердіння 204 сполучне отверджує мату 111 і, можливо, щонайменше частково формує зчеплення між матою 111 та листом нетканого матеріалу 13а. На додаток до цього, щонайменше, частина шару 23, який включає волокна, що характеризуються температурою плавлення, рівною або меншою температури в печі для отвердіння, звичайно використовуваної в печі 204, розплавляється. Після виходу структури з печі для отвердіння 204 розплавлений шар 23 охолоджується, формуючи зчеплення при плавленні з волокнами мати 111 та з шаром нетканого матеріалу 22. За допомогою шару 22, що включає волокна 20, які характеризуються більш високими температурами плавлення, (наприклад, скловолокно), забезпечують збереження цілісності шару 13а під час реалізації способу, а також запобігають прилипанню шару 23 до секцій сталевих стрічок конвеєрів (не показані), які направляють структуру при проходженні через піч для отвердіння 204. Після цього утворювану в результаті отверджену мату 111 із шаром нетканого матеріалу 13а краще подають на лінію реалізації способу на Фіг.4, описаного вище. В альтернативному варіанті реалізації способу Фіг.3В валики 207 та 205 можна замінити одним джерелом листа 13b з одержанням, таким чином, способу, що виглядає подібним до способу на Фіг.3А тільки при наявності листа 13b на джерелі 206. У випадку транспортування структури, що включає неотверджену мату 111с і шар нетканого матеріалу 13b, через піч для отвердіння 204, щонайменше, перша частина шару нетканого матеріалу 13b (тобто, частина (частини), що включає другі волокна 21) розплавляється, у той час як друга частина (тобто, частини, що включають перші волокна 20) залишається в незмінному стані. Після виходу структури з печі для отвердіння 204 розплавлені частини охолоджуються, формуючи зчеплення при плавленні зі скловолокном мати 111 та з нерозплавленими частинами листа 13b. За допомогою шару, що включає волокна, які характеризуються більш високою температурою плавлення, ніж використовувана в печі для отвер 13 діння 204 (наприклад, скловолокно), забезпечують збереження цілісності шару 13b, а також запобігають прилипанню шару 13b до секцій сталевих стрічок конвеєрів (не показані), які направляють структуру при проходженні через піч для отвердіння 204. Після цього утворювану в результаті отверджену мату 111, що має шар нетканого матеріалу 13b, краще, подають на лінію реалізації способу Фіг.4, описаного вище. Фіг.3C ілюструє ще один варіант реалізації способу одержання ізолюючого виробу 101 на Фіг.2 у поєднанні зі способом на Фіг.4. Після проведення стадії печі для отвердіння 204, але в той час, поки мата 111 зберігає тепло та усе ще має підвищену температуру, шар нетканого матеріалу 13b подають від валика 209 і наносять на першу основну поверхню мати 111 за допомогою тягової секції 212, що забезпечує прикладання тиску та/або підведення тепла, по суті, для нашаровування листа нетканого матеріалу 13b на волокна мати 111. Як вже згадувалося, дану стадію проводять тоді, коли мата 111 усе ще має підвищену температуру, що перевищує температуру плавлення других волокон листа нетканого матеріалу 13b. В альтернативному або додатковому варіанті тягова секція 212 може забезпечувати підведення тепла, необхідного для плавлення, щонайменше, частини листа нетканого матеріалу 13b. Як вже описувалося вище у зв'язку з Фіг.3В, якщо замість листа нетканого матеріалу 13b будуть наносити лист нетканого матеріалу 13а, то тоді здвоєне джерело шарів листа нетканого матеріалу 13а (продемонстрований на Фіг.З3В) або одиночне джерело листа 13а можна буде замінити валиком 209 для листа 13b. Хоча на Фіг.3А, 3В або 3С це й не показано, але шар нетканого матеріалу 13, 13а або 13b також можна наносити на другу основну поверхню 12 або навіть на бічні поверхні 14 та 15 при належному розташуванні джерел 206, 207 та 205 та 209, такому як нижче поверхні мати 12 та або до, або після печі для отвердіння 204, для того щоб прикріпити шар нетканого матеріалу до поверхні 12. В даному конкретному варіанті реалізації ізолюючий продукт не буде включати облицювальний шар 31. Замість цього облицювальний шар 31 заміняють шаром нетканого матеріалу, як це продемонстровано у варіанті реалізації 103 на Фіг.5. На Фіг.5 також продемонстрований проміжний гнучкий армуючий шар 24 між ізолюючими шарами мати 10а та 10b. В одному прикладі варіанта реалізації даний шар 24 також є шаром нетканого матеріалу, краще, шаром нетканого матеріалу зі скла, розташованим у межах ізолюючої мати для армування мати та поліпшення твердості мати, у такий спосіб поліпшуючи її здатність піддаватися різанню. Шар 24 можна додавати до неотвердженої ізолюючої мати в способі на Фіг.3А або 3В, описаному вище, в результаті, наприклад, подачі шару 24 від валика, розташованого між установками для формування волокон 200, які можна включати на роздільних стадіях формування таким чином, щоб увести шар в належному положенні перед введенням мати 111с в піч для отвердіння 204 для проведення отвердіння. Наприклад, у ви 86618 14 падку використання чотирьох установок для формування волокон шар можна вводити між другою та третьою установками для формування волокон при нанесенні або без нанесення на нього додаткового сполучного. В альтернативному варіанті ізолюючі мати можна формувати з використанням способів LPF (формування низького тиску), де волокна, оброблені сполучним, наносять у проміжок між двома зустрічно обертовими сталевими барабанами для спресовування волокон, що накопичилися, з одержанням неотверджених матів для проведення отвердіння в печі. Разом з волокнами між барабанами або після них можна вводити шар 24 з одержанням частини неотвердженої, а в остаточному підсумку, отвердженої мати. Даний спосіб описується далі у зв'язку з Фіг.6. На Фіг.6 проілюстрований спосіб LPF, призначений для одержання ізолюючих мат, модифікованих в результаті введення одного або декількох армуючих шарів між першою та другою основними поверхнями кінцевого продукту. Способи LPF відомі, і вони описуються, наприклад, у патенті США №5065478, озаглавленому "Process and Device for The Reception of Mineral Fibers", і патенті США №5246653 "Apparatus for The Continuous Production of Mineral Wool Nonwovens", вміст яких, таким чином, в усій повноті включається в даний документ як посилання. Установки для формування волокон 302 забезпечують одержання середовища з вільноструминним розшаруванням, яке складається із суміші волокна/газу/повітря/сполучного 316. Дане середовище з вільноструминним розшаруванням 316 вводять в жолоб у формі коробки (не показаний) для відокремлення волокон. Жолоб має у своїй нижній частині накопичувальний конвеєр, що функціонує як певний тип фільтра, при цьому накопичувальний конвеєр спроектований у вигляді двох прилеглих один до одного зустрічно обертових барабанів 300. Частину поверхонь барабанів, яка приймає волокна, що наносяться, піддають дії тиску всмоктування, який генерує пристрій видалення в барабанах 300. В результаті дії тиску всмоктування волокна наносять на накопичувальні конвеєри у формі зустрічно обертових барабанів з одержанням, таким чином, ізолюючого шару нетканого матеріалу. Шари після цього випускають у напрямку зверху вниз між даними накопичувальними конвеєрами в формі барабанів з одержанням ізолюючих шарів нетканого матеріалу 304, 306, 308. Для кожної пари барабанів 300 має місце ширина зазору, що деякою мірою, такою як норма введення, відповідає товщині одержаного полотна нетканого матеріалу. Як було показано, в одному варіанті реалізації використовують три пари зустрічно обертових барабанів для одержання трьох ізолюючих шарів 304, 306, 308. Для одержання кінцевого ізолюючого продукту, що включає два ізолюючі шари, такого як продемонстрований на Фіг.5 та 5А, можуть бути використані два комплекти барабанів 300. При бажанні для одержання продуктів, що мають більше трьох ізолюючих шарів, можуть бути використані чотири чи більше пари барабанів. Товщину кожного ізолюючого шару регулюють за допомо 15 гою зазору між барабанами, і її можна варіювати за бажанням. Як продемонстровано на Фіг.6, система включає кілька валиків 312a-312f, які забезпечують одержання декількох шарів 310а-310f, відповідно. Валики 312а та 312f, краще, забезпечують одержання шарів нетканих матеріалів 310а та 310f, призначених для облицювання першої і другої основних поверхонь кінцевого ізолюючого продукту. Як уже описувалося вище, дані облицювальні шари, краще, включають шар нетканого матеріалу, який включає скловолокно або інші волокна, що можуть витримувати вплив тепла в печі для отвердіння. В альтернативному варіанті шари 310а та 310f включають композитний або багатошаровий шар, який включає волокна, що характеризуються високою температурою плавлення (тобто такою, що перевищує температуру в печі для отвердіння), і волокна, що характеризуються більш низькою температурою плавлення (тобто, меншою за температуру в печі для отвердіння), які формують зчеплення при плавленні з прилеглими ізолюючими шарами, як це описується вище у зв'язку з Фіг.2 та 2А. Валики від 312b до 312е забезпечують подачу армуючих шарів від 310b до 310e між ізолюючими шарами 304, 306 та 308. В одному варіанті реалізації кожен армуючий шар включає шар нетканого матеріалу, який включає волокна, що характеризуються температурою плавлення, яка перевищує температуру отвердіння в печі для отвердіння. Армуючий шар, краще, включає шар нетканого матеріалу, що включає скловолокно, як це описується вище. В альтернативному варіанті реалізації армуючі шари можуть включати найлон, складний поліефір, поліетилен або інший високотемпературний поліолефін, що характеризуються температурою плавлення, яка перевищує температуру, використовувану в способі отвердіння. Як продемонстровано на Фіг.6 і для ізолюючого продукту Фіг.5В, кожен ізолюючий шар 304, 306, 308 може мати шар нетканого матеріалу зі скла на своїх відповідних основних поверхнях. В альтернативному варіанті, як це продемонстровано на Фіг.5С, у проміжку між кожною парою прилеглих ізолюючих шарів можна розташувати тільки один армуючий шар. За допомогою системи на Фіг.6 можна одержати варіант реалізації на Фіг.5В в результаті виключення або шару 310b, або шару 310c та або шару 310d, або шару 310e. Як продемонстровано на Фіг.6, в одному варіанті реалізації в способі LPF формують три окремих ізолюючі шари 304, 306, 308. Ізолюючі шари разом з облицювальними шарами нетканого матеріалу 310а та 310f і армуючими шарами від 310b до 310e наносять та укладають в стопку на конвеєрі 320 за допомогою тягових секцій 318. Дану стопку, що включає кілька ізолюючих шарів, армуючих шарів і облицювальних шарів, після цього транспортують у піч для отвердіння (не показана) для нагрівання стопки з метою отвердіння сполучного. Сполучне, яке розбризкують або іншим способом вводять в ізолюючі шари під час формування шарів 304, 306, 308, може використовуватися для формування зчеплення між відповідними ша 86618 16 рами 310 та ізолюючими шарами 304, 306, 308. В одному варіанті реалізації використовують джерела додаткового сполучного 314а-314j для селективної подачі додаткового сполучного або іншого клею безпосередньо на шари 310a-310f з метою прикріплення шарів до ізолюючих шарів 304, 306, 308 та/або до прилеглих шарів нетканого матеріалу 310, такого як прикріплення шару 310b до шару 310с і шару 312d до шару 312е. Джерела сполучного 314а та 314f забезпечують подачу сполучного безпосередньо на шари нетканого матеріалу 310а та 310f, відповідно, для полегшення прикріплення даних шарів до основних поверхонь ізолюючих шарів 304 та 308 (тобто, до основних поверхонь 11, 12 ізолюючих продуктів 103-103d). Джерела сполучного 314b, 314с, 314d та 314е можна включати для забезпечення подачі додаткового сполучного на шари 310b, 310с, 310d та 310e з метою поліпшення прикріплення шару нетканого матеріалу до ізолюючих шарів. Якщо тепер звернутися до різних варіантів реалізації, продемонстрованих на Фіг.5-5D, які можна виготовити за допомогою системи LPF, продемонстрованої на Фіг.6, а особливо до Фіг.5В, то можна сказати, що Фіг.5В є вертикальним видом збоку ізолюючого виробу 103b, що включає три ізолюючі шари 10а, 10b та 10с, два облицювальних шари нетканого матеріалу 13 і чотири армуючих шари 24. В одному варіанті реалізації кожен ізолюючий шар 10а, 10b та 10с має товщину, рівну приблизно 3,5" (88,9мм), і характеризується показником ефективності ізоляції, що відповідає приблизно R-13. Ізолюючий виріб 103b, по суті, включає три окремо укладених у стопку та облицьованих ізолюючих продукти, тобто, перший ізолюючий продукт, що включає перший шар нетканого матеріалу 13, ізолюючий шар 10с і перший армуючий шар 24, другий ізолюючий продукт, що включає другий армуючий шар 24, ізолюючий шар 10b і третій шар нетканого матеріалу 24, і третій ізолюючий виріб, що включає четвертий армуючий шар 24, ізолюючий шар 10а та другий шар нетканого матеріалу 13. В даному варіанті реалізації прилеглі пари армуючих шарів 24 з'єднують один з одним тільки нещільно, наприклад, за допомогою сполучного, яке просочується через армуючі шари нетканого матеріалу 24 з ізолюючих прилеглих шарів або з розбризкувачей 314b-314е, та/або внаслідок легкого нанесення сполучного або іншого клею із джерел 314g та 314h, таким чином, що ізолюючі продукти можна розділяти, краще, руками, по міжфазним поверхням між прилеглими контактуючими армуючими шарами 24. У такий спосіб спільно виготовляють три ізолюючі вироби, кожен з яких характеризується показником ефективності ізоляції, що відповідає R-13. Виріб 103b можна упаковувати при збереженні всіх трьох ізолюючих шарів у незмінному виді для наступного розділення та використання за місцем, або виріб 103b можна розділяти на ізолюючі продукти, що є його компонентами, які після цього упаковують окремо або спільно. В альтернативному варіанті реалізації ізолюючого виробу 103с, продемонстрованому на Фіг.5С, між кожними ізолюючими шарами 10а, 10b та ізо 17 люючими шарами 10b, 10с розташовують тільки один армуючий шар 24. У даному варіанті реалізації товщини та відповідні R-значення для кожного ізолюючого шару вибирають таким чином, щоб ізолюючий продукт 103с, що включає всі три ізолюючі шари, характеризувався б бажаними товщиною та R-значенням. Як відзначалося вище, два армуючих шари, такі як два з армуючих шарів 310b-310е, у даному варіанті реалізації виключаються. В одному варіанті реалізації із системи Фіг.6 виключаються шари 310с та 310е, а джерела сполучного 310i та 310h забезпечують нанесення додаткового сполучного для полегшення формування міцного адгезійного зчеплення між шаром 310b та ізолюючим шаром 306 і між шаром 310d та ізолюючим шаром 308, відповідно. У ще одному варіанті реалізації виключаються шари 310b та 310е, а джерела сполучного 314g та 314h забезпечують нанесення додаткового сполучного на шари 310с та 310d, відповідно, для полегшення формування міцного адгезійного зчеплення між ізолюючим шаром 304 та армуючим шаром 310с і між ізолюючим шаром 308 та армуючим шаром 310d. Якщо ізолюючий виріб 103 с будуть використовувати як кінцевий продукт, що включає всі три ізолюючі шари 10а, 10b, 10с, армуючі шари 24 будуть забезпечувати створення структурної опорної конструкції для кінцевого продукту та полегшувати різання виробу з одержанням вибраної ширини та/або довжини завдяки поліпшеній твердості. З вищевикладеного має бути очевидним, що для одержання ізолюючих виробів 103b та 103с можуть бути використані різні комбінації джерел сполучного 314 та армуючих шарів, а також різні комбінації ізолюючих шарів 10, тобто, ізолюючі шари 10 при бажанні можуть характеризуватися будь-якою комбінацією товщини та R-значення (і необов'язково повинні характеризуватися одними й тими самими товщиною та R-значенням). Крім того, Фіг.5D ілюструє ізолюючий виріб 103d, який включає три ізолюючі шари 10а, 10b, 10с, два облицювальні шари нетканого матеріалу 13 і три армуючі шари (а не чотири чи два армуючі шари, продемонстровані на Фіг.5В та 5С, відповідно) 24. В даному варіанті реалізації ізолюючий виріб 103d дозволяє одержати два ізолюючі вироби, якщо ізолюючий виріб 103d розділять по прилеглим армуючим шарам 24, тобто, перший ізолюючий виріб, який включає перший шар нетканого матеріалу 13, ізолюючий шар 10с, перший армуючий шар 24, ізолюючий шар 10b і другий армуючий шар 24, і другий ізолюючий виріб, який включає третій армуючий шар 24, ізолюючий шар 10а та другий шар нетканого матеріалу 13. Фіг.5 та 5А ілюструють варіанти реалізації ізолюючих виробів, що включають два ізолюючі шари 10а та 10b. Ізолюючі вироби 103 та 103 а можна виготовляти за допомогою системи Фіг.6, описаної вище, із застосуванням тільки двох пар формувальних барабанів 300 та з одержанням двох ізолюючих шарів, наприклад, ізолюючих шарів 304 та 308 (або іншої комбінації). Як продемонстровано на Фіг.5В, ізолюючий виріб 103b включає два армуючі шари 24, які розташовані між основними поверхнями 11 та 12 ізолюючого виробу та розді 86618 18 ляють ізолюючі шари 10а та 10b. В одному варіанті реалізації, подібно ізолюючому виробу 103b, армуючі шари 24 ізолюючого виробу 103а тільки злегка прикріплюють один до одного, що полегшує розділення за місцем або розділення перед упаковуванням. В одному варіанті реалізації кожен ізолюючий шар 10а та 10b характеризується товщиною, рівною приблизно шести дюймам (152 міліметрам), і показником ефективності ізоляції, що відповідає приблизно R-19. Тому ізолюючий продукт 103а, що включає обидва ізолюючі шари 10а та 10b, характеризується комбінованим показником R-38. Ізолюючий виріб 103а, що відповідає R-38, після цього можна розділити по міжфазній поверхні між прилеглими армуючими шарами 24 на два облицьованих вироби, кожний з яких характеризується показником, що відповідає R-19, замість того, щоб виготовляти виріб, що відповідає R-38, без яких-небудь проміжних шарів нетканих матеріалів і проводити розпил через центр виробу, що відповідає R-38, з одержанням двох продуктів, що відповідають R-19, як це роблять звичайно. Порівняно зі способом з розпилюванням ізолюючий виріб 103b може дозволити одержати два ізолюючі вироби, що відповідають R-19, які характеризуються кращим розподілом густини волокна між ними. Ізолюючий виріб 103 на Фіг.5, подібно ізолюючому виробу 103с Фіг.5С, включає тільки один армуючий шар 24, розташований між ізолюючими шарами 10а та 10b. Як описувалося вище, відповідні товщину та показник ефективності ізоляції ізолюючих шарів 10а та 10b можна вибирати з одержанням бажаних товщини та показника ефективності ізоляції для ізолюючого виробу 103 у випадку його використання як кінцевого ізолюючого виробу для установки. У даному варіанті реалізації армуючий шар 24 забезпечує створення структурної опорної конструкції для ізолюючого виробу та для полегшення різання ізолюючого продукту по його ширині або по його довжині. Незважаючи на те, що вище були представлені конкретні приклади ізолюючих шарів 304, 306 та 308, де ізолюючі шари характеризуються Rзначеннями, що відповідають R-13 та R-19, і товщинами, рівними 3,5" (88,9мм) і 6" (152мм), відповідно, ізолюючі шари цим не обмежуються. В одному варіанті реалізації R-значення кожного ізолюючого шару знаходиться в діапазоні приблизно від R-2 до R-38, краще, приблизно від R-11 до R-21, і товщина кожного ізолюючого шару знаходиться в діапазоні приблизно 1,0-14,0" (25,4356мм), краще, приблизно 2,0-6,5" (50,8-165мм). Також необхідно розуміти, що, незважаючи на те, що ефективність ізоляції в загальному випадку змінюється при зміні товщини виробу, вона також залежить від інших факторів, і продукт, що відповідає 3,5" (88,9мм) або 6" (152мм), може характеризуватися, наприклад, R-значенням, що відповідає R-11, R-13, R-15, R-19, R-21 або іншому Rзначенню. Конкретний шар міг би мати товщину в діапазоні від товщини, номінально всього лише рівної 1,0" (25,4мм), до товщини, що доходить аж до 14,0" (356мм) або більше, а одержувані в результаті R-значення могли б знаходитися в діапа 19 зоні від усього лише R-2 аж до R-38 для конкретних шару та густини. Тому одержувані в результаті комбіновані вироби могли б характеризуватися Rзначеннями в діапазоні від приблизно R-4 до приблизно R-60, у тому числі (на додаток до інших перелічених R-значень) R-8, R-49, R-38, R-49 та іншими стандартними прийнятними термічними значеннями. Не дивлячись на те, що це не показано на Фіг.5-6, ізолюючий виріб може включати облицювальний шар, який перешкоджає проходженню пари, такий як нерозтяжний крафт-папір, прикріплений до основної поверхні ізолюючого виробу за допомогою шару бітумінозного асфальту 16, колективно позначуваний як крафт-папір з нанесеним покриттям із бітумінозного матеріалу 31, як це продемонстровано, наприклад, на Фіг.1, 2 та 4. На підставі вищевикладеного, говорячи конкретно, на підставі опису Фіг.5-5D і Фіг.6, пропонується армований та/або модульний ізолюючий виріб разом зі способом його виготовлення. Ізолюючий виріб включає, щонайменше, один армуючий шар. В одному варіанті реалізації армуючий шар без збільшення рівня вмісту сполучного (щонайменше, у значній мірі) між ізолюючими шарами може забезпечити надання додаткової твердості ізолюючому виробу, полегшуючи, таким чином, його різання. В альтернативному варіанті армуючий шар може використовуватися як облицювальний шар нетканого матеріалу після відокремлення шару ізоляції від стопки шарів ізоляції за місцем розташування армуючого шару. Спосіб виготовлення легко пристосовується до одержання армованих ізолюючих виробів, що характеризуються бажаними R-значеннями та товщинами. Крім того, спосіб виготовлення легко пристосовується до одержання ізолюючих виробів, які можна розділити на один або кілька проміжних виробів, що демонструють будь-яку комбінацію кількостей шарів ізоляції, товщин шарів ізоляції та R-значень в результаті використання різних комбінацій шарів ізоляції в стопці та різних комбінацій армуючих шарів. Армуючий шар також може поліпшити еластичність, пружність, межу міцності при розтяганні, твердість, довговічність та/або міцність кінцевого продукту, полегшуючи, таким чином, процес установки і, можливо, зменшуючи або усуваючи потребу у використанні скоб або гаків для створення опори. Додаткова міцність виробу буде особливо істотною в ситуаціях, коли ізоляційний матеріал повинен буде витримувати вплив своєї власної маси або коли армуючий матеріал будуть використовувати для сприяння створенню опори для засобів кріплення, використовуваних для надання ізолюючому покриттю стійкості. Наприклад, для великого рулону ізолюючого покриття (наприклад, шириною 36" (914мм), 48" (1220мм) або 60" (1520мм) і довжиною 25' (7,63м), 50' (15,3м) або 75' (22,9м), яким обкладають стіну, дах або підлогу конструкції, може знадобитися витримування своєї власної маси і, можливо, може знадобитися наявність певних засобів кріплення для прикріплення матеріалу до стіни, даху або підлоги. При відсутності певного типу армуючого матеріалу ізолюю 86618 20 чий виріб буде мати тенденцію до відривання. Також передбачається, що шар нетканого матеріалу, наприклад, шар 13 та/або 24, може простиратися за межі однієї або декількох бічних кромок виробу з одержанням кріпильних клапанів, що відгинаються, таких як клапани, що відгинаються, для кріплення цвяхами або скобами. Частина шарів нетканого матеріалу, що виходить за межі бічних кромок виробу, може виявитися достатньою для того, щоб стало можливим її загинання з одержанням більш міцних клапанів, що відгинаються. Дані варіанти реалізації просто потребують, щоб шар нетканого матеріалу 13, 24 мав ширину, більшу, ніж ширина продукту. В одному варіанті реалізації шар нетканого матеріалу 13, 13а або 13b, описаний вище, передбачається, щонайменше, на одній поверхні мати 10 при наявності у нього достатньої прозорості або напівпрозорості для визначення забарвлення мати, розташованої нижче. Зрозуміло, що шар нетканого матеріалу 13, 13а, 13b також може бути й непрозорим. Шар нетканого матеріалу 13, 13а або 13b також може містити й забарвлювальну добавку. У кращих варіантах реалізації шар нетканого матеріалу 13, 13а, 13b є високопористою мембрану, що уможливлює швидке видалення повітря з килимка в умовах швидкого пресування, таких як під час упаковування. В одному варіанті реалізації шар облицювального матеріалу, що перешкоджає проходженню пари, 17 та/або неткані матеріали, описані вище, також можуть мати товщину, меншу ніж або рівну одному мілу (25,4 мікрон), краще, товщину, меншу ніж приблизно 0,6міл (15,2 мікрон), найкраще, товщину, меншу ніж 0,4міл (10,2 мікрон), так що кінцевий ізолюючий килимок легко буде задовольняти вимогам випробування на поширення полум'я з документа ASTM Е-84. Маса даних шарів в даному варіанті реалізації повинна бути досить низкою для того, щоб одержати показник поширення полум'я, рівний приблизно 25 або менше за відсутності антипіренів. В цілях даного опису термін «відсутність антипіренів» позначає, що матеріал або фактично не містить ніяких антипіренів, або містить антипірени в такій несуттєвій кількості, що облицювання в прикріпленому стані усе ще буде характеризуватися показником поширення полум'я, рівним 25 або менше, якщо антипірен виключити із продукту. На додаток до цього шари нетканого матеріалу за даним винаходом в бажаному варіанті мають здатність до ковзання, що уможливлює вштовхування або всування килимка на місце поверх, наприклад, існуючого ізолюючого покриття для горища. Краще, коефіцієнт кінетичного тертя для поверхні шару нетканого матеріалу становить величину, меншу 1,0, якщо поверхню шару нетканого матеріалу будуть тягти або тягнути по поверхні необлицьованого килимка зі скловолокна, що має густину, приблизно рівну 712кг/м3 (приблизно від 0,4 до 8 фунт/фут3). Крім того, шар нетканого матеріалу, особливо, такого, що містить скловолокно, забезпечує одержання чудової поверхні при різанні ізолюючого продукту за місцем. Ізолюючі мати низької густини, що мають облицювальні шари зі складного полі 21 ефіру або найлону, як виявилося, важко піддавати різанню за місцем. На додаток до цього, дані облицювальні шари зі складного поліефіру та найлону не можуть витримувати впливу тепла печі для отвердіння, і їх необхідно прикріплювати до вже отвердженої мати за допомогою додаткового способу наступного отвердіння за допомогою клею. В умовах виникнення останнім часом у сфері поставок будівельних матеріалів роздрібних магазинів з великими площами торговельних залів і швидкого поширення напряму думок «зроби сам», багато з людей зволіли встановлювати ізолююче покриття самі, а не покладатися в цьому на професіоналів. Поліпшена поверхня різання виключає потребу в 86618 22 дорогих разових покупках спеціалізованих різальних інструментів. Крім того, шари нетканого матеріалу зі скла є менш дорогими порівняно із синтетичними плівками, забезпечуючи, таким чином, одержання продукту для споживача (і професіонала), який чуйно реагує на ціну з позицій ощадливості. Незважаючи на те, що були проілюстровані різні варіанти реалізації, це було зроблено для опису, а не для обмеження винаходу. В об'єм даного винаходу, описаного в прикладеній формулі винаходу, входять і різні модифікації, які будуть очевидними для фахівця у відповідній області. 23 86618 24 25 86618 26 27 86618 28 29 Комп’ютерна верстка А. Крулевський 86618 Підписне 30 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInsulation product (embodiments), and method of making thereof
Автори англійськоюSuda David I., Lembo Michael J.
Назва патенту російськоюИзолирующее изделие (варианты) и способ его получения
Автори російськоюСьюда Дейвид І., Лембо Майкл Дж.
МПК / Мітки
МПК: B32B 17/04
Мітки: виріб, ізолюючий, варіанти, спосіб, одержання
Код посилання
<a href="https://ua.patents.su/15-86618-izolyuyuchijj-virib-varianti-ta-sposib-jjogo-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Ізолюючий виріб (варіанти) та спосіб його одержання</a>
Термопластичний матеріал, що містить нанометричні пластинчасті сполуки, спосіб його одержання (варіанти) та виріб, що його містить
Номер патенту: 83366
Опубліковано: 10.07.2008
Автори: Лусто Бертран, Матьйо Олів'є, Ешальє Брюно
МПК: C08K 3/32, B65D 65/38, C08J 5/18
Мітки: матеріал, термопластичний, пластинчасті, одержання, виріб, варіанти, містить, сполуки, нанометричні, спосіб
Формула / Реферат:
1. Композиція, що містить принаймні одну термопластичну матрицю та частинки на основі фосфату цирконію, титану, церію та/або кремнію, яка відрізняється тим, що принаймні 50 % за кількістю частинок знаходяться у вигляді нанометричних пластинчастих сполук з коефіцієнтом форми, меншим або рівним 100.2. Композиція за п. 1, яка відрізняється тим, що частинки нанометричних пластинчастих сполук мають коефіцієнт форми, менший або рівний...
Повітропроникний плівковий/нетканий шаруватий матеріал (його варіанти),поглинальний виріб для особистої гігієни,предмет одягу, спосіб одержання повітропроникного плівкового/нетканого шаруватого матеріалу (його
Номер патенту: 26938
Опубліковано: 29.12.1999
Автор: Маккормак Енн Луіз
МПК: D04H 13/00, A61F 5/44, B32B 27/12, A61F 13/515, C08J 9/00, A61F 13/15, B32B 27/32, A61F 13/514, B29C 65/40, B32B 5/22, D06M 17/00, A61F 13/49, A61L 15/00
Мітки: варіанти),поглинальний, шаруватого, одержання, матеріалу, шаруватий, повітропроникний, спосіб, гігієни,предмет, повітропроникного, виріб, матеріал, особистої, його, одягу
Текст:
...слой при уссегрегациями одного компонента в друловии, что они не будут серьезно ухудгом. Кроме того, для образования волокшать способность пленки пропускать вознистого нетканого опорного слоя могут дух и соединяться посредством тепловой быть использованы двухкомпонентные во- 40 сварки с комфортным слоем 3 волокнислокна. При всех таких конфигурациях вотого полиолефинового нетканого полотна. локон клеящее вещество должно быть Как правило,...
Термостійкий керамічний виріб (варіанти) та спосіб його виготовлення
Номер патенту: 70317
Опубліковано: 15.10.2004
Автор: Ханзе Ерік
МПК: B22D 41/22, B32B 18/00, B22D 41/14
Мітки: термостійкий, виріб, спосіб, варіанти, керамічний, виготовлення
Формула / Реферат:
1. Багатошаровий керамічний виріб, який включає певну кількість шарів першої фази, включаючи сплавлену та/або зв’язану вуглецем гранульовану кераміку, та розташований між сусідніми шарами першої фази шар другої фази, яка механічно або хімічно відрізняється від першої.2. Виріб за п. 1, який відрізняється тим, що шари першої фази мають товщину від приблизно 0,05 мм до приблизно 20 мм, причому шар другої фази має товщину від приблизно...
Водорозчинна іоночутлива композиція зв’язуючого (варіанти), здатний до диспергування у воді волокнистий матеріал (варіанти) та спосіб його одержання (варіанти)
Номер патенту: 69383
Опубліковано: 15.09.2004
Автори: Мьюмік Павніт Сінх, Помплан Уілльям Сіл
МПК: C09D 133/06, D04H 1/58, C09J 133/06, A61F 13/15, D04H 1/64, A61F 13/53, C08L 33/00
Мітки: волокнистий, композиція, води, варіанти, здатний, зв'язуючого, спосіб, одержання, матеріал, диспергування, водорозчинна, іоночутлива
Формула / Реферат:
1. Водорозчинна композиція зв'язуючого для зв'язування волокнистого матеріалу в полотно, що є одним цілим, яка містить приблизно від 25 до 85% мас. потрійного співполімеру ненасиченої карбонової кислоти/ефіру ненасиченої карбонової кислоти і приблизно від 15 до 75% мас. гідрофільного, здатного до утворення поперечних зв'язків полімеру, причому зазначена водорозчинна композиція розчинна у водному середовищі, що має концентрацію двовалентних...
Одношаровий апертурований матеріал та абсорбуючий виріб (варіанти), що містить його
Номер патенту: 78497
Опубліковано: 10.04.2007
Автори: Келлі Уіл''ям Дж. Ф., Губернік Девід
МПК: A61F 13/512
Мітки: матеріал, виріб, одношаровий, абсорбуючий, апертурований, варіанти, містить
Формула / Реферат:
1. Одношаровий апертурований матеріал, який містить першу смугу, що має принаймні дві апертури однакового розміру та однакової форми та ділянки матеріалу, що облямовують ці апертури, та другу смугу, що має принаймні дві апертури однакового розміру та однакової форми та ділянки матеріалу, що облямовують ці апертури, при цьому апертури за формою або розміром відрізняються від апертур першої смуги, де перша смуга є переривчастою та відділеною...
Попередній патент: Похідні 2-(1-азабіцикло[2,2,2]окт-3-ил)-2,3-дигідроізоіндол-1-ону/5,6-дигідрофуро[2,3-с]пірол-4-ону як ліганди a7 нікотинових ацетилхолінових рецепторів
Наступний патент: Спосіб визначення конструктивних параметрів запобіжних пристроїв з елементами, що руйнуються
Випадковий патент: Спосіб виготовлення вкладиша для гільзи протеза кінцівки