Спосіб виготовлення еластичного листового матеріалу
Номер патенту: 95653
Опубліковано: 25.08.2011
Автори: Мацумото Йошіхіко, Акакі Кенічі, Ішікава Шінічі

Формула / Реферат
1. Спосіб виготовлення еластичного листового матеріалу з нетканого матеріалу, що містить ряд типів волокон, причому нетканий матеріал має поздовжній напрямок, напрямок ширини і напрямок товщини, який передбачає:
перший етап витягування нетканого матеріалу, на якому до нього у поздовжньому напрямку прикладають розтягуюче зусилля, і
другий етап витягування у поздовжньому напрямку, на якому нетканий матеріал, витягнутий на першому етапі, витягують за допомогою ряду зубів, виконаних на зовнішній периферичній поверхні кожного з двох зубчастих валків, при цьому витягування здійснюють шляхом пропускання нетканого матеріалу крізь зазор між зубчастими валками, які обертаються і зуби яких взаємозачеплюються,
при цьому на першому етапі нетканий матеріал витягують у поздовжньому напрямку шляхом введення його в контакт з валиком, який розміщений вище пари зубчастих валків у повздовжньому напрямку і обертається за допомогою приводу, і встановлення колової швидкості пари зубчастих валків, більшої, ніж колова швидкість валика.
2. Спосіб за п. 1, який відрізняється тим, що принаймні один тип волокна зі згаданого ряду волокон є волокном, здатним розтягуватися, і принаймні один тип волокна зі згаданого ряду волокон є волокном, здатним подовжуватися, яке пластично деформується з подовженням, меншим, ніж подовження при межі пружності згаданого волокна, здатного розтягуватися.
3. Спосіб за п. 2, який відрізняється тим, що волокном, здатним подовжуватися, є волокно з термопластичного поліолефіну, і на першому етапі витягування розтягуюче зусилля прикладають до нетканого матеріалу, нагрітого нагрівачем.
4. Спосіб за п. 3, який відрізняється тим, що волокном, здатним розтягуватися, є термопластичне еластомерне волокно з температурою плавлення, вищою, ніж у волокна з термопластичного поліолефіну.
5. Спосіб за п. 3 або 4, який відрізняється тим, що пара зубчастих валків, застосовуваних на другому етапі витягування, включає нагрівач для нагрівання нетканого матеріалу.
6. Спосіб за будь-яким з пунктів 3-5, який відрізняється тим, що додатково передбачає етап охолодження нетканого матеріалу після витягування на другому етапі.
7. Спосіб за п. 6, який відрізняється тим, що на етапі охолодження розтягуюче зусилля, прикладене до нетканого матеріалу, зменшують порівняно з розтягуючим зусиллям, прикладеним на першому етапі витягування.
8. Спосіб за п. 6 або 7, який відрізняється тим, що на етапі охолодження нетканий матеріал транспортують у заданому напрямку, присмоктаним до стрічкового конвеєра з рядом виконаних на ньому всмоктувальних отворів, і під час транспортування охолоджують його повітрям, всмоктаним через всмоктувальні отвори.
Текст
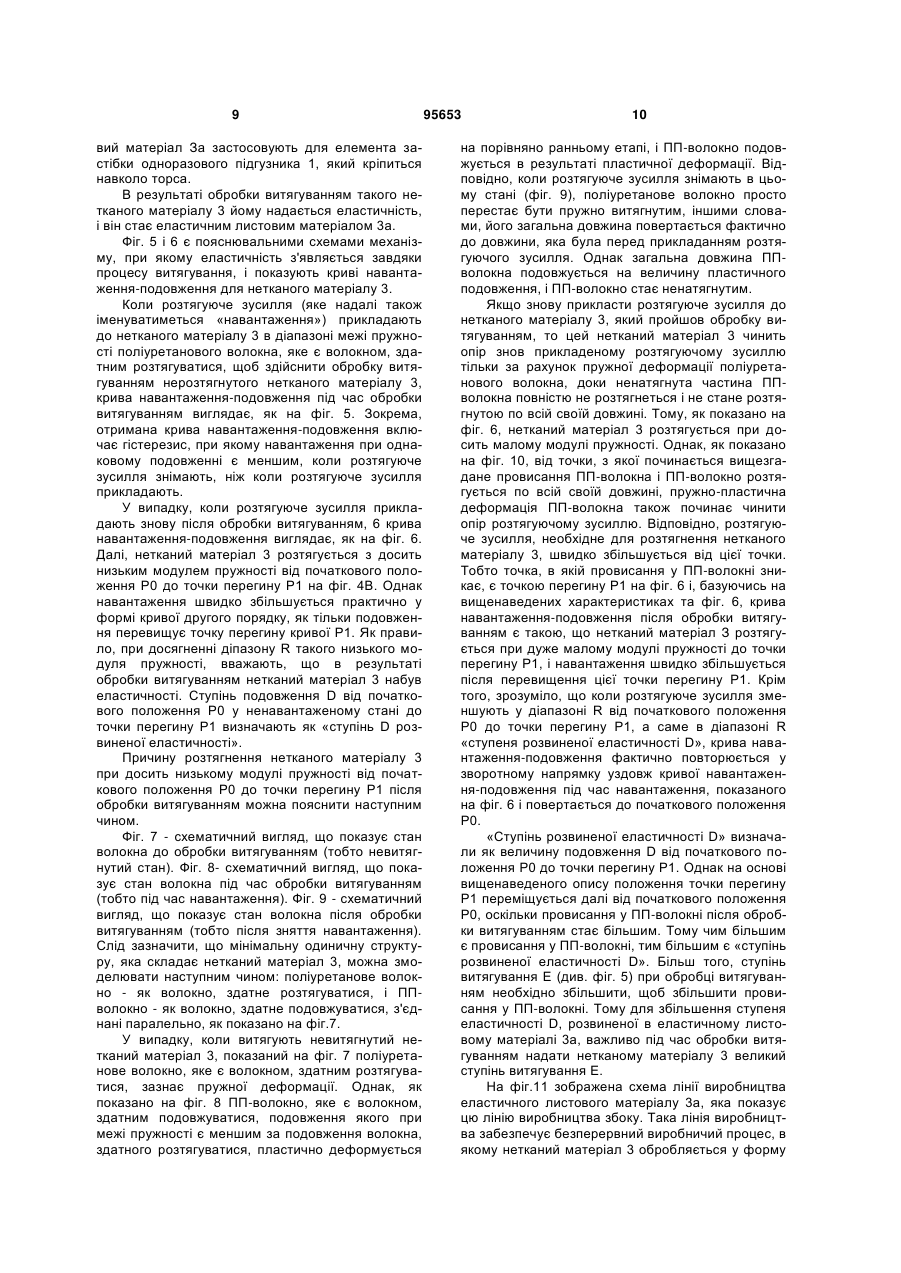
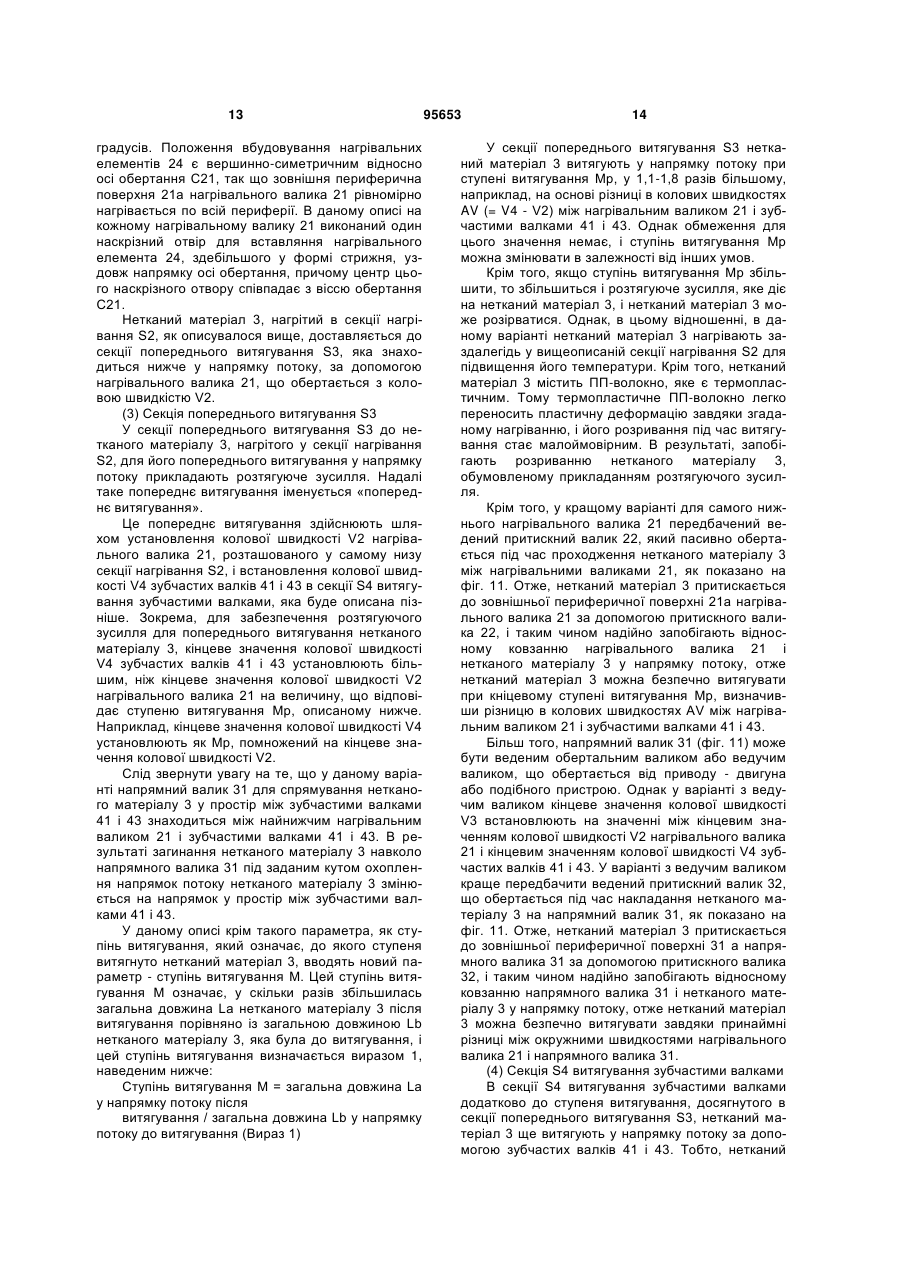
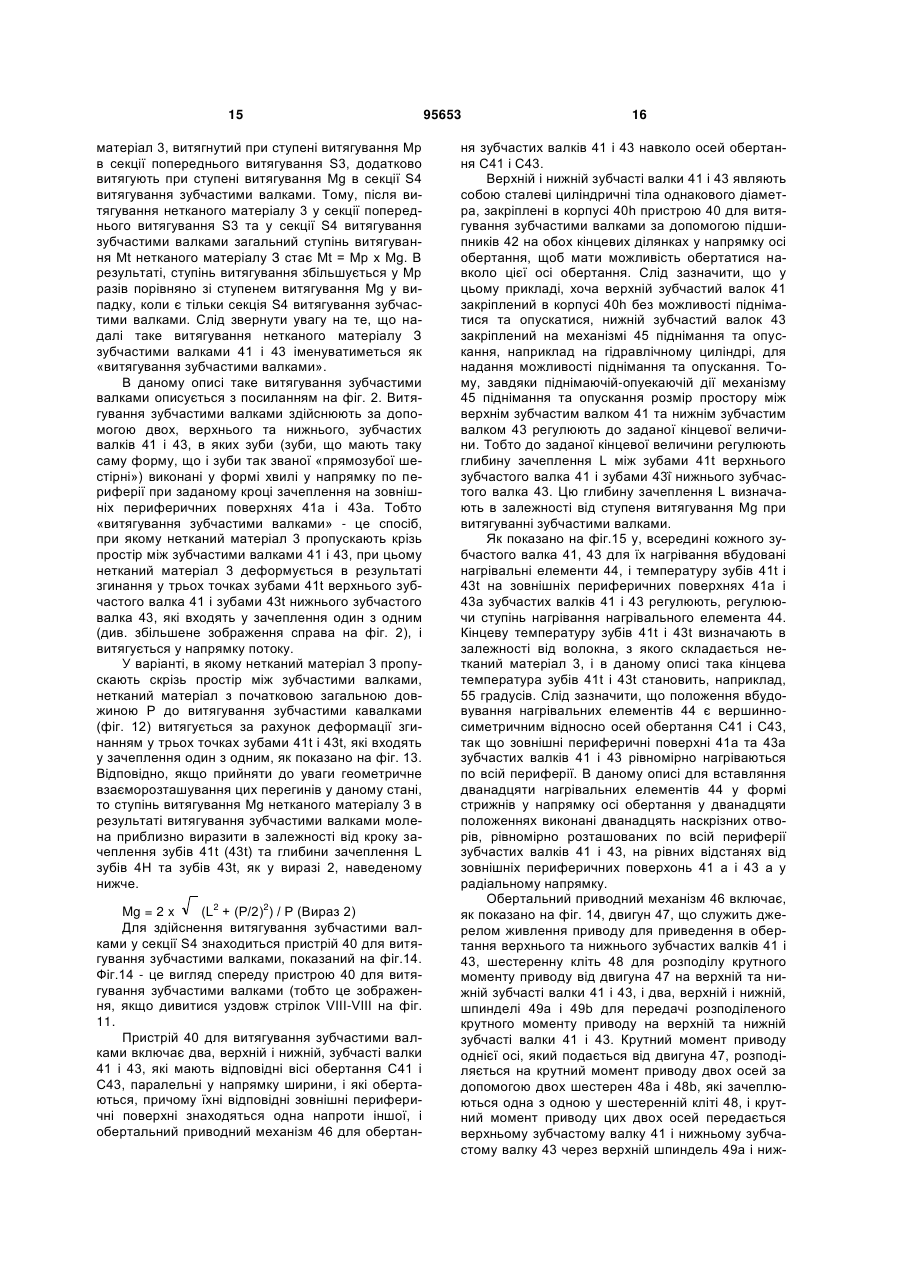
1. Спосіб виготовлення еластичного листового матеріалу з нетканого матеріалу, що містить ряд типів волокон, причому нетканий матеріал має поздовжній напрямок, напрямок ширини і напрямок товщини, який передбачає: перший етап витягування нетканого матеріалу, на якому до нього у поздовжньому напрямку прикладають розтягуюче зусилля, і другий етап витягування у поздовжньому напрямку, на якому нетканий матеріал, витягнутий на першому етапі, витягують за допомогою ряду зубів, виконаних на зовнішній периферичній поверхні кожного з двох зубчастих валків, при цьому витягування здійснюють шляхом пропускання нетканого матеріалу крізь зазор між зубчастими валками, які обертаються і зуби яких взаємозачеплюються, при цьому на першому етапі нетканий матеріал витягують у поздовжньому напрямку шляхом введення його в контакт з валиком, який розміщений вище пари зубчастих валків у повздовжньому напрямку і обертається за допомогою при воду, і встановлення колової швидкості пари зубчастих валків, більшої, ніж колова швидкість валика. 2. Спосіб за п. 1, який відрізняється тим, що принаймні один тип волокна зі згаданого ряду волокон є волокном, здатним розтягуватися, і принаймні один тип волокна зі згаданого ряду волокон є волокном, здатним подовжуватися, яке пластично деформується з подовженням, меншим, ніж подовження при межі пружності згаданого волокна, здатного розтягуватися. 3. Спосіб за п. 2, який відрізняється тим, що волокном, здатним подовжуватися, є волокно з термопластичного поліолефіну, і на першому етапі витягування розтягуюче зусилля прикладають до нетканого матеріалу, нагрітого нагрівачем. 4. Спосіб за п. 3, який відрізняється тим, що волокном, здатним розтягуватися, є термопластичне еластомерне волокно з температурою плавлення, вищою, ніж у волокна з термопластичного поліолефіну. 5. Спосіб за п. 3 або 4, який відрізняється тим, що пара зубчастих валків, застосовуваних на другому етапі витягування, включає нагрівач для нагрівання нетканого матеріалу. 6. Спосіб за будь-яким з пунктів 3-5, який відрізняється тим, що додатково передбачає етап охолодження нетканого матеріалу після витягування на другому етапі. 7. Спосіб за п. 6, який відрізняється тим, що на етапі охолодження розтягуюче зусилля, прикладене до нетканого матеріалу, зменшують порівняно з розтягуючим зусиллям, прикладеним на першому етапі витягування. 8. Спосіб за п. 6 або 7, який відрізняється тим, що на етапі охолодження нетканий матеріал транспортують у заданому напрямку, присмоктаним до стрічкового конвеєра з рядом виконаних на ньому всмоктувальних отворів, і під час транспортування охолоджують його повітрям, всмоктаним через всмоктувальні отвори. UA (21) a200904726 (22) 07.12.2007 (24) 25.08.2011 (86) PCT/JP2007/073693, 07.12.2007 (31) 2006-347471 (32) 25.12.2006 (33) JP (46) 25.08.2011, Бюл.№ 16, 2011 р. (72) АКАКІ КЕНІЧІ, JP, МАЦУМОТО ЙОШІХІКО, JP, ІШІКАВА ШІНІЧІ, JP (73) УНІ-ШАРМ КОРПОРЕЙШН, JP (56) UA 46838 C2, 17.06.2002 UA 11068 C1, 25.12.2006 JP 2004131918, 30.04.2004 JP 2006022450, 26.01.2006 JP 2003073967, 12.03.2003 JP 2003153946, 27.05.2003 2 (19) 1 3 Винахід відноситься до способів виготовлення еластичних листових матеріалів. В одноразовому підгузнику 1 (фіг. 1) як прикладі санітарно-гігієнічних виробу еластичний листовий матеріал 3а часто використовують для кріпильного елемента (наприклад, ділянок 1а для передньої частини тіла або 1b для задньої частини тіла), який застібається навколо торса споживача. Такий еластичний листовий матеріал 3а виготовляють, наприклад, обробляючи витягуванням нетканий матеріал 3. Відомий також спосіб так званого «витягування зубчастими валками» як приклад згаданої обробки витягуванням (див., наприклад, японську патенту заявку JP-A-200373967). Спосіб «витягування зубчастими валками» це спосіб, в якому, нетканий матеріал 3 протягують між двома, верхнім і нижнім, зубчастими валками 41 і 43, причому на зовнішніх периферичних поверхнях 41а і 43 а кожного валка сформовані зуби 41t і 43t (фіг. 2). Конкретніше, нетканий матеріал 3 проходить крізь простір між двома, верхнім і нижнім, валками 41 і 43, і потім цей нетканий матеріал 3 деформується у форму, зігнуту у трьох точках за допомогою зубів 41t і 43t верхнього та нижнього зубчастих валків 41 і 43, зачеплених один з одним таким чином, щоб матеріал можна було протягувати, як показано справа у збільшеному вигляді на фіг. 2. Після такого протягування нетканий матеріал 3 набуває здатності розтягуватися і стає еластичним листовим матеріалом 3а. У даному винаході ступінь еластичності, що розвилася в еластичному листовому матеріалі 3а, збільшується по мірі збільшення ступеня витягування під час витягування зубчастими валками. Тому, ступінь витягування під час вищезгаданого витягування зубчастими валками краще збільшувати якомога більше. Крім того, ступінь витягування можна збільшити, збільшуючи глибину зачеплення L зубів 41t і 43t верхнього та нижнього зубчастих валків 41 і 43, показаних на фіг. 2. Наприклад, глибину зачеплення L, показану на фіг. 3, можна збільшити до глибини зачеплення L', показаної на фіг. 4 Однак, як показано на фіг. 4, при збільшенні глибини зачеплення L' збільшується флуктуація відносних положень зубів 41t і 43t у напрямку обертання, що обумовлено бічним зазором шестерень в системі приведення в обертальний рух (не показана) верхнього та нижнього зубчастих валків 41 і 43 або подібних пристроїв. В результаті, зуби 41t верхнього зубчастого валка 41 і зуби 43t нижнього зубчастого валка 43 легше входять у контакт один з одним, як показано на фіг. 4, і у найгіршому випадку нетканий матеріал 3 розривається. Тобто складно лише витягуванням зубчастими валками надати нетканому матеріалу З великого ступеня еластичності. Даний винахід було створено з урахуванням вищезазначених типових проблем, і завданням винаходу є створення способу виготовлення еластичного листового матеріалу, який дає можливість збільшувати ступінь витягування, який надають нетканому матеріалу, і, таким чином, виготовляти 95653 4 еластичний листовий матеріал з високим ступенем еластичності. Для досягнення вищезазначеної мети головним аспектом винаходу є спосіб виготовлення еластичного листового матеріалу з нетканого матеріалу, що містить ряд типів волокон, причому нетканий матеріал має поздовжній напрямок, напрямок ширини і напрямок товщини, і цей спосіб передбачає: перший етап витягування нетканого матеріалу, на якому до нього у поздовжньому напрямку прикладають розтягуюче зусилля, і другий етап витягування у поздовжньому напрямку, на якому нетканий матеріал, витягнутий на першому етапі, витягують за допомогою ряду зубів, виконаних на зовнішній периферичній поверхні кожного з двох зубчастих валків, при цьому витягування здійснюють шляхом пропускання нетканого матеріалу крізь зазор між зубчастими валками, які обертаються і зуби яких взаємозачеплюються. Інші особливості даного винаходу стануть зрозумілі з подальшого опису та супровідних креслень. Даний винахід дає можливість створити спосіб виготовлення еластичного листового матеріалу, який дозволяє збільшувати ступінь витягування, наданий нетканому матеріалу, і, таким чином, виготовляти еластичний листовий матеріал з високим ступенем еластичності. Фіг. 1 - перспективний вигляд одноразового підгузника 1. Фіг. 2 - вигляд збоку, що ілюструє спосіб витягування зубчастими валками, з частиною зображення у збільшеному масштабі. Фіг. 3 і 4 пояснювальні схеми залежності між глибиною зачеплення L зубів 41t і 43t і ступенем витягування нетканого матеріалу 3. Фіг. 5 і 6 - пояснювальні схеми механізму, при якому еластичність надається завдяки процесу витягування, які показують криву навантаженняподовження для нетканого матеріалу 3. Фіг. 7 - схематичний вигляд, що показує стан волокна до обробки витягуванням (тобто невитягнутий стан). Фіг. 8 схематичний вигляд, що показує стан волокна під час обробки витягуванням (тобто під час навантаження). Фіг. 9 - схематичний вигляд, що показує стан волокна після обробки витягуванням (тобто після зняття навантаження). Фіг. 10 - схематичний вигляд, що показує стан волокна, коли нетканий матеріал 3 знову розтягують після обробки витягуванням. Фіг. 11 - схема лінії виробництва еластичного листового матеріалу 3а, вигляд збоку. Фіг. 12 і 13 - пояснювальні схеми формули розрахунку ступеня витягування Mg при витягуванні зубчастими валками. Фіт.14 вигляд спереду пристрою 40 для витягування зубчастими валками. Фіг.15 - вигляд збоку, ілюструючий позиції вбудовування нагрівальних елементів 44 для нагрівання зубів 41t і 43t зубчастих валків 41 і 43. 1 - одноразовий підгузник, 1а - передня частина тіла, 1b - задня частина тіла, 3 -нетканий мате 5 ріал, 3а - еластичний листовий матеріал, 3аr - рулон еластичного листового матеріалу, 3r - рулон нетканого матеріалу, 11 - розмотувальний пристрій, 21 - нагрівальний валик (валик, нагрівач), 21а - зовнішня периферична поверхня, 22 - притискний валик, 24 -нагрівальний елемент, 31 - напрямний валик, 31а - зовнішня периферична поверхня, 32 -притискний валик, 40 - пристрій для витягування, 40h - корпус, 41 - зубчастий валок, 41а -зовнішня периферична поверхня, 41t - зуби, 43 - зубчастий валок, 43а - зовнішня периферична поверхня, 43t - зуби, 44 - нагрівальний елемент, 45 - механізм піднімання-опускання, 46 - обертальний привод, 47 - двигун, 48 - шестеренна кліть, 48а шестірня, 48b - шестірня, 49а - шпиндель, 49b шпиндель, 51 - стрічковий конвейєр, 52 - плоска стрічка (стрічка), 53а - ведучий валик, 53b - ведений валик, 54 - камера всмоктування, 56 напрямний валик, 56b - притискний валик, 57 напрямний валик, 58 - напрямний валик, 59 - напрямний валик, 61 - змотувальний пристрій, S1 секція розмотування, S2 - секція нагрівання, S3 секція попереднього витягування, S4 - секція витягування зубчастими валками, S5 - секція охолодження, S6 - секція змотування, Ρ - крок, R - діапазон, Р0 -початкове положення, Р1 - точка перегину, V1 - відлікова швидкість, V2 - колова швидкість, V3 - колова швидкість, V4 - колова швидкість, V5 - колова швидкість, V56 -колова швидкість, V59 - колова швидкість, С21 - вісь обертання, С41 - вісь обертання, С43 -вісь обертання, С53а - вісь обертання, С53b - вісь обертання, Ріn положення, Pout -положення. З подальшого опису та супровідних креслень стануть більш зрозумілими принаймні наступні моменти. Спосіб виготовлення еластичного листового матеріалу з нетканого матеріалу, що містить ряд типів волокон, причому нетканий матеріал має поздовжній напрямок, напрямок ширини і напрямок товщини, і цей спосіб передбачає: - перший етап витягування нетканого матеріалу, на якому до нього у поздовжньому напрямку прикладають розтягуюче зусилля, і - другий етап витягування у поздовжньому напрямку, на якому нетканий матеріал, витягнутий на першому етапі, витягують за допомогою ряду зубів, виконаних на зовнішній периферичній поверхні кожного з двох зубчастих валків, при цьому витягування здійснюють шляхом пропускання нетканого матеріалу крізь зазор між зубчастими валками, які обертаються і зуби яких взаємозачеплюються. При такому способі виготовлення еластичного матеріалу нетканий матеріал, витягнутий на першому етапі, додатково витягується зубами двох зубчастих валків і тому нетканому матеріалу можна надати більшого ступеня витягування, ніж при його витягуванні тільки парою зубчастих валків. Отже, стає можливим виготовлення еластичного листового матеріалу з більшим ступенем еластичності. В цьому способі виготовлення еластичного матеріалу у кращому варіанті: 95653 6 - далі і вище у поздовжньому напрямку відносно пари зубчастимх валків передбачений валик, який обертається за допомогою приводу, контактуючи при цьому з нетканим матеріалом; - на першому етапі витягування нетканий матеріал витягують у поздовжньому напрямку при встановленій коловій швидкості пари зубчастих валків, більшій за колову швидкість згаданого валика. Оскільки при такому способі виготовлення еластичного матеріалу колову швидкість пари зубчастих валків установлюють більшою за колову швидкість згаданого валика, нетканий матеріал можна безпечно витягувати у поздовжньому напрямку. В цьому способі виготовлення еластичного матеріалу у кращому варіанті: - принаймні один тип волокна зі згаданого ряду волокон є волокном, здатним розтягуватися, і - принаймні один тип волокна зі згаданого ряду волокон є волокном, здатним подовжуватися, яке пластично деформується з подовженням, меншим, ніж подовження при межі пружності згаданого волокна, здатного розтягуватися. В цьому способі виготовлення еластичного матеріалу у кращому варіанті: - волокном, здатним подовжуватися, є волокно з термопластичного поліолефіну, і - на першому етапі витягування розтягуюче зусилля прикладають до нетканого матеріалу, нагрітого нагрівачем. При такому способі виготовлення еластичного матеріалу на першому етапі витягування розтягуюче зусилля прикладають до нетканого матеріалу, і цей нетканий матеріал витягують. Коли нетканий матеріал перебуває у стані нагрівання нагрівачем і волокном, здатним подовжуватися, що міститься у нетканому матеріалі, є волокно з термопластичного поліолефіну, це волокно швидше пластично деформується і малоймовірно, що воно розірветься під час витягування. В результаті, можна фактично виключити ненавмисне розривання нетканого матеріалу при прикладанні розтягуючого зусилля. В цьому способі виготовлення еластичного матеріалу у кращому варіанті волокном, здатним розтягуватися, є терпопластичне еластомерне волокно з температурою плавлення, вищою, ніж у волокна з термопластичного поліолефіну. При такому способі виготовлення еластичного матеріалу, навіть якщо нетканий матеріал у нагрітому стані витягують на першому етапі витягування, еластичність гарантовано забезпечується еластичному листовому матеріалу на основі такого здатного розтягуватися волокна. Детальний опис наведено нижче. Оскільки здатне розтягуватися волокно сприяє прояву еластичності після витягування, то для прояву еластичності краще, щоб пластична деформація була меншою у здатного розтягуватися волокна. У цьому відношенні, як зазначалося вище, як здатне розтягуватися волокно краще застосовувати термопластичне еластомерне волокно з температурою плавлення, вищою, ніж у волокна з термопластичного поліолефіну. Тому, навіть якщо здатне подовжува 7 тися волокно нагріватимуть до температурного діапазона, в якому це здатне подовжуватися волокно можна витягувати на першому етапі витягування, то малоймовірно, що волокно, здатне розтягуватися, легко пластично деформується. В результаті, пластична деформація здатного розтягуватися волокна практично виключається, і еластичність надається еластичному листовому матеріалу. В цьому способі виготовлення еластичного матеріалу у кращому варіанті пара зубчастих валків, застосовуваних на другому етапі витягування, включає нагрівач для нагрівання нетканого матеріалу. При такому способі виготовлення еластичного матеріалу на другому етапі витягування нетканий матеріал за допомогою пари зубчастих валків витягують у нагрітому стані, забезпечуваному нагрівачем, передбаченим у парі зубчастих валків. Тому, завдяки такому нагріванню здатне подовжуватися волокно, яким є волокно з термопластичного поліолефіну, швидше зазнає пластичної деформації і не так легко ламається під час витягування. В результаті, можна фактично виключити ненавмисне розривання нетканого матеріалу при витягуванні його за допомогою пари зубчастих валків. В цьому способі виготовлення еластичного матеріалу у кращому варіанті передбачений етап охолодження нетканого матеріалу після витягування на другому етапі. При такому способі виготовлення еластичного матеріалу, оскільки нетканий матеріал швидко охолоджують після витягування на другому етапі витягування, пластичну деформацію здатного розтягуватися волокна після витягування можна практично виключити і, в результаті, еластичність надається еластичному листовому матеріалу. В цьому способі виготовлення еластичного матеріалу у кращому варіанті на етапі охолодження розтягуюче зусилля, прикладене до нетканого матеріалу, зменшують порівняно з розтягуючим зусиллям, прикладеним на першому етапі витягування. При такому способі виготовлення еластичного матеріалу, оскільки розтягуюче зусилля для нетканого матеріалу зменшують на етапі охолодження, пластичну деформацію здатного розтягуватися волокна після витягування можна додатково зменшити, і, в результаті, еластичність листовому матеріалу надається з більшою вірогідністю. В цьому способі виготовлення еластичного матеріалу у кращому варіанті - на етапі охолодження нетканий матеріал транспортується у заданому напрямку, присмоктавшись до стрічкового конвейєра з рядом виконаних на ньому всмоктувальних отворів; і - нетканий матеріал охолоджується повітрям, всмоктаним через всмоктувальні отвори під час транспортування стрічковим конвейєром. При такому способі виготовлення еластичного матеріалу нетканий матеріал транспортується за допомогою стрічкового конвейєра, і тому немає потреби прикладати до нетканого матеріалу вели 95653 8 ке розтягуюче зусилля для транспортування. Відповідно, розтягуюче зусилля, яке діє на нетканий матеріал на етапі охолодження, можна зменшити практично до нуля. Таким чином, пластичну деформацію здатного розтягуватися волокна після витягування можна фактично виключити, і, в результаті, еластичність листовому матеріалу надається з більшою вірогідністю. Крім того, оскільки нетканий матеріал охолоджують повітрям для присмоггку^вання нетканого матеріалу до стрічкового конвейєра, то немає необхідності використовувати інший охолоджувальний пристрій, і конструкцію апарата можна спростити. Нетканий матеріал 3, використаний як матеріал для еластичного листового матеріалу За, є нетканим матеріалом 3 змішаного типу, який виготовляють шляхом змішування волокна, здатного подовжуватися, і волокна, здатного розтягуватися, методом формування волокна з розплаву або аналогічним методом. В даному описі «волокно, здатне подовжуватися» означає волокно, яке пластично деформується з подовженням, меншим, ніж подовження при межі пружності згаданого волокна, здатного розтягуватися. Іншими словами можна сказати, що волокно, здатне подовжуватися, - це волокно, яке може практично нееластично подовжуватися, а волокно, здатне розтягуватися, це волокно, яке може пружно розтягуватися. Однак у способі виготовлення згідно з даним варіантом, оскільки нетканий матеріал 3 нагрівають під час обробки витягуванням, то як волокно, здатне подовжуватися, використовують волокно з термопластичного поліолефіну, а терпопластичне еластомерне волокно з температурою плавлення, вищою, ніж у волокна з термопластичного поліолефіну, використовують як волокно, здатне розтягуватися. Прикладами волокна з термопластичного поліолефіну є моноволокно, наприклад поліпропіленове волокно або поліефірне волокно, та бікомпонентне волокно зі структурою «серцевина в оболонці», яке складається з поліпропілену або поліефіру. Однак в даному описі застосовують поліпропіленове моноволокно (надалі «ППволокно»). Прикладом терпопластичного еластомерного волокна є поліуретанове волокно. В даному винаході застосовують поліуретанове волокно. Згадані ПП-волокно та поліуретанове волокно змішують при масовому співвідношенні 50:50, наприклад. Способи виготовлення нетканого матеріалу 3 включають спосіб термоскріплювання (спосіб, в якому волокна самоз'єднуються одне з одним під час безпосереднього формування), або спосіб хімічного зв'язування (спосіб, в якому волокна з'єднуються за допомогою нанесеного на них смоляного зв'язуючого. Однак в даному винаході застосовують спосіб термоскріплення. Крім того, густину нетканого матеріалу 3 або діаметр його волокна визначають в залежності від заданих характеристик еластичного листового матеріалу За, 2 однак в даному описі густина становить 35 г/м і діаметр ПП-волокна та поліуретанового волокна становить 10-30 мкм, оскільки еластичний листо 9 вий матеріал За застосовують для елемента застібки одноразового підгузника 1, який кріпиться навколо торса. В результаті обробки витягуванням такого нетканого матеріалу 3 йому надається еластичність, і він стає еластичним листовим матеріалом 3а. Фіг. 5 і 6 є пояснювальними схемами механізму, при якому еластичність з'являється завдяки процесу витягування, і показують криві навантаження-подовження для нетканого матеріалу 3. Коли розтягуюче зусилля (яке надалі також іменуватиметься «навантаження») прикладають до нетканого матеріалу 3 в діапазоні межі пружності поліуретанового волокна, яке є волокном, здатним розтягуватися, щоб здійснити обробку витягуванням нерозтягнутого нетканого матеріалу 3, крива навантаження-подовження під час обробки витягуванням виглядає, як на фіг. 5. Зокрема, отримана крива навантаження-подовження включає гістерезис, при якому навантаження при однаковому подовженні є меншим, коли розтягуюче зусилля знімають, ніж коли розтягуюче зусилля прикладають. У випадку, коли розтягуюче зусилля прикладають знову після обробки витягуванням, 6 крива навантаження-подовження виглядає, як на фіг. 6. Далі, нетканий матеріал 3 розтягується з досить низьким модулем пружності від початкового положення Р0 до точки перегину Р1 на фіг. 4В. Однак навантаження швидко збільшується практично у формі кривої другого порядку, як тільки подовження перевищує точку перегину кривої Р1. Як правило, при досягненні діпазону R такого низького модуля пружності, вважають, що в результаті обробки витягуванням нетканий матеріал 3 набув еластичності. Ступінь подовження D від початкового положення Р0 у ненавантаженому стані до точки перегину Р1 визначають як «ступінь D розвиненої еластичності». Причину розтягнення нетканого матеріалу 3 при досить низькому модулі пружності від початкового положення Р0 до точки перегину Р1 після обробки витягуванням можна пояснити наступним чином. Фіг. 7 - схематичний вигляд, що показує стан волокна до обробки витягуванням (тобто невитягнутий стан). Фіг. 8- схематичний вигляд, що показує стан волокна під час обробки витягуванням (тобто під час навантаження). Фіг. 9 - схематичний вигляд, що показує стан волокна після обробки витягуванням (тобто після зняття навантаження). Слід зазначити, що мінімальну одиничну структуру, яка складає нетканий матеріал 3, можна змоделювати наступним чином: поліуретанове волокно - як волокно, здатне розтягуватися, і ППволокно - як волокно, здатне подовжуватися, з'єднані паралельно, як показано на фіг.7. У випадку, коли витягують невитягнутий нетканий матеріал 3, показаний на фіг. 7 поліуретанове волокно, яке є волокном, здатним розтягуватися, зазнає пружної деформації. Однак, як показано на фіг. 8 ПП-волокно, яке є волокном, здатним подовжуватися, подовження якого при межі пружності є меншим за подовження волокна, здатного розтягуватися, пластично деформується 95653 10 на порівняно ранньому етапі, і ПП-волокно подовжується в результаті пластичної деформації. Відповідно, коли розтягуюче зусилля знімають в цьому стані (фіг. 9), поліуретанове волокно просто перестає бути пружно витягнутим, іншими словами, його загальна довжина повертається фактично до довжини, яка була перед прикладанням розтягуючого зусилля. Однак загальна довжина ППволокна подовжується на величину пластичного подовження, і ПП-волокно стає ненатягнутим. Якщо знову прикласти розтягуюче зусилля до нетканого матеріалу 3, який пройшов обробку витягуванням, то цей нетканий матеріал 3 чинить опір знов прикладеному розтягуючому зусиллю тільки за рахунок пружної деформації поліуретанового волокна, доки ненатягнута частина ППволокна повністю не розтягнеться і не стане розтягнутою по всій своїй довжині. Тому, як показано на фіг. 6, нетканий матеріал 3 розтягується при досить малому модулі пружності. Однак, як показано на фіг. 10, від точки, з якої починається вищезгадане провисання ПП-волокна і ПП-волокно розтягується по всій своїй довжині, пружно-пластична деформація ПП-волокна також починає чинити опір розтягуючому зусиллю. Відповідно, розтягуюче зусилля, необхідне для розтягнення нетканого матеріалу 3, швидко збільшується від цієї точки. Тобто точка, в якій провисання у ПП-волокні зникає, є точкою перегину Р1 на фіг. 6 і, базуючись на вищенаведених характеристиках та фіг. 6, крива навантаження-подовження після обробки витягуванням є такою, що нетканий матеріал З розтягується при дуже малому модулі пружності до точки перегину Р1, і навантаження швидко збільшується після перевищення цієї точки перегину Р1. Крім того, зрозуміло, що коли розтягуюче зусилля зменшують у діапазоні R від початкового положення Р0 до точки перегину Р1, а саме в діапазоні R «ступеня розвиненої еластичності D», крива навантаження-подовження фактично повторюється у зворотному напрямку уздовж кривої навантаження-подовження під час навантаження, показаного на фіг. 6 і повертається до початкового положення Р0. «Ступінь розвиненої еластичності D» визначали як величину подовження D від початкового положення Р0 до точки перегину Р1. Однак на основі вищенаведеного опису положення точки перегину Р1 переміщується далі від початкового положення Р0, оскільки провисання у ПП-волокні після обробки витягуванням стає більшим. Тому чим більшим є провисання у ПП-волокні, тим більшим є «ступінь розвиненої еластичності D». Більш того, ступінь витягування Ε (див. фіг. 5) при обробці витягуванням необхідно збільшити, щоб збільшити провисання у ПП-волокні. Тому для збільшення ступеня еластичності D, розвиненої в еластичному листовому матеріалі 3а, важливо під час обробки витягуванням надати нетканому матеріалу 3 великий ступінь витягування Е. На фіг.11 зображена схема лінії виробництва еластичного листового матеріалу 3а, яка показує цю лінію виробництва збоку. Така лінія виробництва забезпечує безперервний виробничий процес, в якому нетканий матеріал 3 обробляється у форму 11 суцільного листа, який продовжує рухатися у напрямку потоку лінії виробництва для безперервного виготовлення еластичного листового матеріалу 3а, і ця лінія виробництва включає шість секцій, від S1 до S6. Зокрема, 1) секція розмотування S1, в якій нетканий матеріал 3 доставляється у вигляді суцільного листа у напрямку потоку лінії виробництва після розмотування з рулону 3r нетканого матеріалу (нетканий матеріал 3 змотано у рулон); 2) секція нагрівання S2, в якій доставлений нетканий матеріал 3 нагрівається під час переміщення у напрямку потоку; 3) секція попереднього витягування S3 (що відповідає секції, яка здійснює «перший етап витягування», як він сформульований у формулі винаходу), в якій у напрямку потоку прикладають розтягуюче зусилля до нетканого матеріалу 3, який було нагріто для підвищення його температури, і в якій цей нетканий матеріал 3 витягують попередньо; 4) секція S4 витягування зубчастими валками (що відповідає секції, яка здійснює «другий етап витягування», як він сформульований у формулі винаходу), в якій попередньо витягнутий нетканий матеріал 3 додатково витягують у напрямку потоку за допомогою зубчастих валків 41 і 43; 5) секція охолодження S5 (що відповідає секції, яка здійснює «етап охолодження», як він сформульований у формулі винаходу), в якій нетканий матеріал 3, витягнутий зубчастими валками 41 і 43, охолоджується; і 6) секція змотування S6, в якій еластичний листовий матеріал За, який є охолодженим нетканим матеріалом 3, змотується в рулон. При такому способі виготовлення нетканий матеріал 3 попередньо витягують при розтягуючому зусиллі, яке прикладають у секції попереднього витягування S3 перед обробкою витягуванням у секції S4 витягування зубчастими валками. Іншими словами, нетканий матеріал 3, який було витягнуто до заданого ступеня витягування у секції попереднього витягування S3, вже з такого витягнутого стану потім витягують зубчастими валками 41 і 43. Тому стає можливо надати нетканому матеріалу 3 ступінь витягування, більший за ступінь витягування, забезпечуваний тільки зубчастими валками 41 і 43 в секції S4 витягування зубчастими валками, на величину попереднього витягування. В результаті, можна виготовляти еластичний листовий матеріал За з більшим ступенем еластичності. Нижче наведено опис кожної з секцій S1 - S6. Слід звернути увагу на те, що напрямок потоку лінії виробництва співпадає з поздовжнім напрямком нетканого матеріалу 3 у вигляді суцільного листа. Крім того, напрямок ширини нетканого матеріалу 3, перпендикулярний поздовжньому напрямку нетканого матеріалу 3 (напрямок, що проникає у поверхню листа на фіг. 11), іменується просто як «напрямок ширини». (1) Секція розмотування S1 В секції розмотування S1 знаходиться розмотувальний пристрій 11. Рулон 3r нетканого матеріалу прикріплюють до цього розмотувального пристрою 11, нетканий матеріал 3 розмотується, і розмотаний нетканий матеріал 3 доставляється у вигляді суцільного листа в секцію нагрівання S2, 95653 12 що знаходиться нижче у напрямку потоку, при цьому встановлюють відлікову VI як кінцеву швидкість транспортування. (2) Секція нагрівання S2 У секції нагрівання S2 як нагрівачі передбачені чотири нагрівальні валики 21 (що відповідають визначенням «валик» і «нагрівач» у формулі винаходу) для нагрівання нетканого матеріалу 3. Нетканий матеріал 3 потім подається у вигляді суцільного листа від нагрівального валика 21, розташованого вище у напрямку потоку, до нагрівального валика 21, що знаходиться нижче у напрямку потоку, при цьому нетканий матеріал послідовно вигинається у S-подібну форму на гладкій зовнішній периферічній поверхні 21а кожного нагрівального валика 21. При контакті із зовнішньою периферичною поверхнею 21а нагрівальних валиків 21 нетканий матеріал 3 нагрівається. Слід зазначити, що нетканий матеріал 3 нагрівається на цій стадії для запобігання його розриванню у наступній секції попереднього витягування S3, про яку йтиметься далі. Згадані чотири нагрівальні валики 21, що розміщуються зверху вниз у напрямку потоку, являють собою гладкі валики зі сталевим корпусом однакової конструкції. Орієнтація осі обертання С21 кожного нагрівального валика 21 співпадає з напрямком ширини, і кожний валик обертається від приводу з однаковою коловою швидкістю V2. Крутний момент приводу для кожного нагрівального валика 21 розподіляється і подається від джерела живлення приводу, наприклад від одного двигуна (не показаний). Тобто цей крутний момент приводу подається на кожний з чотирьох нагрівальних валиків 21 за допомогою відповідного ведучого транспортуючого механізму з нескінченною стрічкою або аналогічного пристрою (не показаний), що має натяжний ролик, з'єднаний з двигуном, і нескінченну стрічку, надіту на цей натяжний ролик або подібний пристрій. Крім того, колову швидкість V2 нагрівального валика 21 регулюють таким чином, щоб вона була однаковою з відліковою швидкістю VI. Таким чином, у секції нагрівання S2 підтримують такий стан, при якому розтягуюче зусилля, прикладене до нетканого матеріалу 3, утримують якомога меншим, в діапазоні, в якому нетканий матеріал 3 не провисає. Всередині кожного нагрівального валика 21 вбудований нагрівальний елемент 24 для нагрівання зовнішньої периферичної поверхні 21а валика 21. Температуру на зовнішній периферичній поверхні 21а регулюють, регулюючи ступінь нагрівання нагрівального елемента 24. Хоча кінцеву температуру зовнішньої периферичної поверхні 21а визначають в залежності від волокон, з яких складається нетканий матеріал 3, головним чином, цю кінцеву температуру встановлюють, враховуючи температуру плавлення волокна з термопластичного поліолефіну, який має більш низьку температуру плавлення, на рівні відповідної температури, що дорівнює цій температурі плавлення або менша за неї. В даному описі, оскільки волокном з термопластичного поліолефіну є ППволокно, то кінцеву температуру зовнішньої поверхні 21а встановлюють на рівні, наприклад, 80 13 градусів. Положення вбудовування нагрівальних елементів 24 є вершинно-симетричним відносно осі обертання С21, так що зовнішня периферична поверхня 21а нагрівального валика 21 рівномірно нагрівається по всій периферії. В даному описі на кожному нагрівальному валику 21 виконаний один наскрізний отвір для вставляння нагрівального елемента 24, здебільшого у формі стрижня, уздовж напрямку осі обертання, причому центр цього наскрізного отвору співпадає з віссю обертання С21. Нетканий матеріал 3, нагрітий в секції нагрівання S2, як описувалося вище, доставляється до секції попереднього витягування S3, яка знаходиться нижче у напрямку потоку, за допомогою нагрівального валика 21, що обертається з коловою швидкістю V2. (3) Секція попереднього витягування S3 У секції попереднього витягування S3 до нетканого матеріалу 3, нагрітого у секції нагрівання S2, для його попереднього витягування у напрямку потоку прикладають розтягуюче зусилля. Надалі таке попереднє витягування іменується «попереднє витягування». Це попереднє витягування здійснюють шляхом установлення колової швидкості V2 нагрівального валика 21, розташованого у самому низу секції нагрівання S2, і встановлення колової швидкості V4 зубчастих валків 41 і 43 в секції S4 витягування зубчастими валками, яка буде описана пізніше. Зокрема, для забезпечення розтягуючого зусилля для попереднього витягування нетканого матеріалу 3, кінцеве значення колової швидкості V4 зубчастих валків 41 і 43 установлюють більшим, ніж кінцеве значення колової швидкості V2 нагрівального валика 21 на величину, що відповідає ступеню витягування Мр, описаному нижче. Наприклад, кінцеве значення колової швидкості V4 установлюють як Мр, помножений на кінцеве значення колової швидкості V2. Слід звернути увагу на те, що у даному варіанті напрямний валик 31 для спрямування нетканого матеріалу 3 у простір між зубчастими валками 41 і 43 знаходиться між найнижчим нагрівальним валиком 21 і зубчастими валками 41 і 43. В результаті загинання нетканого матеріалу 3 навколо напрямного валика 31 під заданим кутом охоплення напрямок потоку нетканого матеріалу 3 змінюється на напрямок у простір між зубчастими валками 41 і 43. У даному описі крім такого параметра, як ступінь витягування, який означає, до якого ступеня витягнуто нетканий матеріал 3, вводять новий параметр - ступінь витягування М. Цей ступінь витягування Μ означає, у скільки разів збільшилась загальна довжина La нетканого матеріалу 3 після витягування порівняно із загальною довжиною Lb нетканого матеріалу 3, яка була до витягування, і цей ступінь витягування визначається виразом 1, наведеним нижче: Ступінь витягування Μ = загальна довжина La у напрямку потоку після витягування / загальна довжина Lb у напрямку потоку до витягування (Вираз 1) 95653 14 У секції попереднього витягування S3 нетканий матеріал 3 витягують у напрямку потоку при ступені витягування Мр, у 1,1-1,8 разів більшому, наприклад, на основі різниці в колових швидкостях AV (= V4 - V2) між нагрівальним валиком 21 і зубчастими валками 41 і 43. Однак обмеження для цього значення немає, і ступінь витягування Мр можна змінювати в залежності від інших умов. Крім того, якщо ступінь витягування Мр збільшити, то збільшиться і розтягуюче зусилля, яке діє на нетканий матеріал 3, і нетканий матеріал 3 може розірватися. Однак, в цьому відношенні, в даному варіанті нетканий матеріал 3 нагрівають заздалегідь у вищеописаній секції нагрівання S2 для підвищення його температури. Крім того, нетканий матеріал 3 містить ПП-волокно, яке є термопластичним. Тому термопластичне ПП-волокно легко переносить пластичну деформацію завдяки згаданому нагріванню, і його розривання під час витягування стає малоймовірним. В результаті, запобігають розриванню нетканого матеріалу 3, обумовленому прикладанням розтягуючого зусилля. Крім того, у кращому варіанті для самого нижнього нагрівального валика 21 передбачений ведений притискний валик 22, який пасивно обертається під час проходження нетканого матеріалу 3 між нагрівальними валиками 21, як показано на фіг. 11. Отже, нетканий матеріал 3 притискається до зовнішньої периферичної поверхні 21а нагрівального валика 21 за допомогою притискного валика 22, і таким чином надійно запобігають відносному ковзанню нагрівального валика 21 і нетканого матеріалу 3 у напрямку потоку, отже нетканий матеріал 3 можна безпечно витягувати при кніцевому ступені витягування Мр, визначивши різницю в колових швидкостях AV між нагрівальним валиком 21 і зубчастими валками 41 і 43. Більш того, напрямний валик 31 (фіг. 11) може бути веденим обертальним валиком або ведучим валиком, що обертається від приводу - двигуна або подібного пристрою. Однак у варіанті з ведучим валиком кінцеве значення колової швидкості V3 встановлюють на значенні між кінцевим значенням колової швидкості V2 нагрівального валика 21 і кінцевим значенням колової швидкості V4 зубчастих валків 41 і 43. У варіанті з ведучим валиком краще передбачити ведений притискний валик 32, що обертається під час накладання нетканого матеріалу 3 на напрямний валик 31, як показано на фіг. 11. Отже, нетканий матеріал 3 притискається до зовнішньої периферичної поверхні 31 а напрямного валика 31 за допомогою притискного валика 32, і таким чином надійно запобігають відносному ковзанню напрямного валика 31 і нетканого матеріалу 3 у напрямку потоку, отже нетканий матеріал 3 можна безпечно витягувати завдяки принаймні різниці між окружними швидкостями нагрівального валика 21 і напрямного валика 31. (4) Секція S4 витягування зубчастими валками В секції S4 витягування зубчастими валками додатково до ступеня витягування, досягнутого в секції попереднього витягування S3, нетканий матеріал 3 ще витягують у напрямку потоку за допомогою зубчастих валків 41 і 43. Тобто, нетканий 15 95653 матеріал 3, витягнутий при ступені витягування Мр в секції попереднього витягування S3, додатково витягують при ступені витягування Mg в секції S4 витягування зубчастими валками. Тому, після витягування нетканого матеріалу 3 у секції попереднього витягування S3 та у секції S4 витягування зубчастими валками загальний ступінь витягування Mt нетканого матеріалу З стає Mt = Мр x Mg. В результаті, ступінь витягування збільшується у Мр разів порівняно зі ступенем витягування Mg у випадку, коли є тільки секція S4 витягування зубчастими валками. Слід звернути увагу на те, що надалі таке витягування нетканого матеріалу З зубчастими валками 41 і 43 іменуватиметься як «витягування зубчастими валками». В даному описі таке витягування зубчастими валками описується з посиланням на фіг. 2. Витягування зубчастими валками здійснюють за допомогою двох, верхнього та нижнього, зубчастих валків 41 і 43, в яких зуби (зуби, що мають таку саму форму, що і зуби так званої «прямозубої шестірні») виконані у формі хвилі у напрямку по периферії при заданому кроці зачеплення на зовнішніх периферичних поверхнях 41а і 43а. Тобто «витягування зубчастими валками» - це спосіб, при якому нетканий матеріал 3 пропускають крізь простір між зубчастими валками 41 і 43, при цьому нетканий матеріал 3 деформується в результаті згинання у трьох точках зубами 41t верхнього зубчастого валка 41 і зубами 43t нижнього зубчастого валка 43, які входять у зачеплення один з одним (див. збільшене зображення справа на фіг. 2), і витягується у напрямку потоку. У варіанті, в якому нетканий матеріал 3 пропускають скрізь простір між зубчастими валками, нетканий матеріал з початковою загальною довжиною Ρ до витягування зубчастими кавалками (фіг. 12) витягується за рахунок деформації згинанням у трьох точках зубами 41t і 43t, які входять у зачеплення один з одним, як показано на фіг. 13. Відповідно, якщо прийняти до уваги геометричне взаєморозташування цих перегинів у даному стані, то ступінь витягування Mg нетканого матеріалу 3 в результаті витягування зубчастими валками молена приблизно виразити в залежності від кроку зачеплення зубів 41t (43t) та глибини зачеплення L зубів 4Н та зубів 43t, як у виразі 2, наведеному нижче. 2 2 Mg = 2 x (L + (Ρ/2) ) / Ρ (Вираз 2) Для здійснення витягування зубчастими валками у секції S4 знаходиться пристрій 40 для витягування зубчастими валками, показаний на фіг.14. Фіг.14 - це вигляд спереду пристрою 40 для витягування зубчастими валками (тобто це зображення, якщо дивитися уздовж стрілок VIII-VIII на фіг. 11. Пристрій 40 для витягування зубчастими валками включає два, верхній і нижній, зубчасті валки 41 і 43, які мають відповідні вісі обертання С41 і С43, паралельні у напрямку ширини, і які обертаються, причому їхні відповідні зовнішні периферичні поверхні знаходяться одна напроти іншої, і обертальний приводний механізм 46 для обертан 16 ня зубчастих валків 41 і 43 навколо осей обертання С41 і С43. Верхній і нижній зубчасті валки 41 і 43 являють собою сталеві циліндричні тіла однакового діаметра, закріплені в корпусі 40h пристрою 40 для витягування зубчастими валками за допомогою підшипників 42 на обох кінцевих ділянках у напрямку осі обертання, щоб мати можливість обертатися навколо цієї осі обертання. Слід зазначити, що у цьому прикладі, хоча верхній зубчастий валок 41 закріплений в корпусі 40h без можливості підніматися та опускатися, нижній зубчастий валок 43 закріплений на механізмі 45 піднімання та опускання, наприклад на гідравлічному циліндрі, для надання можливості піднімання та опускання. Тому, завдяки піднімаючій-опуекаючій дії механізму 45 піднімання та опускання розмір простору між верхнім зубчастим валком 41 та нижнім зубчастим валком 43 регулюють до заданої кінцевої величини. Тобто до заданої кінцевої величини регулюють глибину зачеплення L між зубами 41t верхнього зубчастого валка 41 і зубами 43ΐ нижнього зубчастого валка 43. Цю глибину зачеплення L визначають в залежності від ступеня витягування Mg при витягуванні зубчастими валками. Як показано на фіг.15 у, всередині кожного зубчастого валка 41, 43 для їх нагрівання вбудовані нагрівальні елементи 44, і температуру зубів 41t і 43t на зовнішніх периферичних поверхнях 41а і 43а зубчастих валків 41 і 43 регулюють, регулюючи ступінь нагрівання нагрівального елемента 44. Кінцеву температуру зубів 41t і 43t визначають в залежності від волокна, з якого складається нетканий матеріал 3, і в даному описі така кінцева температура зубів 41t і 43t становить, наприклад, 55 градусів. Слід зазначити, що положення вбудовування нагрівальних елементів 44 є вершинносиметричним відносно осей обертання С41 і С43, так що зовнішні периферичні поверхні 41а та 43а зубчастих валків 41 і 43 рівномірно нагріваються по всій периферії. В даному описі для вставляння дванадцяти нагрівальних елементів 44 у формі стрижнів у напрямку осі обертання у дванадцяти положеннях виконані дванадцять наскрізних отворів, рівномірно розташованих по всій периферії зубчастих валків 41 і 43, на рівних відстанях від зовнішніх периферичних поверхонь 41 а і 43 а у радіальному напрямку. Обертальний приводний механізм 46 включає, як показано на фіг. 14, двигун 47, що служить джерелом живлення приводу для приведення в обертання верхнього та нижнього зубчастих валків 41 і 43, шестеренну кліть 48 для розподілу крутного моменту приводу від двигуна 47 на верхній та нижній зубчасті валки 41 і 43, і два, верхній і нижній, шпинделі 49а і 49b для передачі розподіленого крутного моменту приводу на верхній та нижній зубчасті валки 41 і 43. Крутний момент приводу однієї осі, який подається від двигуна 47, розподіляється на крутний момент приводу двох осей за допомогою двох шестерен 48а і 48b, які зачеплюються одна з одною у шестеренній кліті 48, і крутний момент приводу цих двох осей передається верхньому зубчастому валку 41 і нижньому зубчастому валку 43 через верхній шпиндель 49а і ниж 17 ній шпиндель 49b, з'єднані відповідно з шестернями 48а і 48b, і таким чином і верхній, і нижній зубчасті валки 41 і 43 обертаються з однаковою коловою швидкістю V4. Слід зазначити, що "колова швидкість V4" у даному описі відноситься до швидкості на вершинах зубів (дальніх кінцях зубів 41t і 43t). У пристрої 40 для витягування зубчастими валками, показаному на фіг. 11, у випадку, коли нетканий матеріал 3 пропускають крізь простір між верхнім і нижнім зубчастими валками 41 і 43, що обертаються, нетканий матеріал 3 витягують при ступені витягування Mg 2,8-2,9, наприклад, за допомогою зубів 41t і 43t зовнішніх периферичних поверхонь 41а і 43а верхнього та нижнього зубчастих валків 41 і 43. Нетканий матеріал 3, витягнутий зубчастими валками, доставляється у вигляді суцільного листа в секцію охолодження S5, яка знаходиться нижче у напрямку потоку. (5) Секція охолодження S5 , В секції охолодження S5 (фіг. 11) знаходиться ряд напрямних валиків 56 і 57 для спрямування нетканого матеріалу 3, витягнутого у пристрої 40 для витягування зубчастими валками, в охолоджувальний пристрій 51, описаний нижче, для охолодження нетканого матеріалу 3 при транспортуванні його у вигляді суцільного листа, і ряд напрямних валиків 58 і 59 для спрямування охолодженого нетканого матеріалу 3 у секцію змотування S6. Охолоджувальний пристрій 51 швидко охолоджує нетканий матеріал 3 приблизно до кімнатної температури, так що пластична деформація волокна, здатного розтягуватися, яка сприяє появі еластичності у витягнутому нетканому матеріалі 3, а саме, у поліуретановому волокні, фактично виключається. В результаті, еластичність гарантовано надається еластичному листу За у вигляді нетканого матеріалу 3 після обробки витягуванням. В даному описі стрічковий конвейєр 51 всмоктувального типу використовують як охолоджувальний пристрій 51. Такий стрічковий конвейєр 51 всмоктувального типу має конфігурацію, в якій плоска стрічка 52, застосована для транспортування (що відповідає терміну "стрічка" у формулі винаходу), включає ряд всмоктувальних отворів (не показані), виконаних по всій поверхні стрічки, причому ці всмоктувальні отвори всмоктують повітря навколо стрічки, і ця плоска стрічка 52 обертається, в той час коли нетканий матеріал 3 як об'єкт транспортування присмоктується до плоскої стрічки 52 силою всмоктування, завдяки чому і транспортується. Відповідно, потік повітря, що проходить крізь нетканий матеріал 3 у напрямку товщини, потрапляє на нетканий матеріал 3 в результаті того, що в той час повітря всмоктується з всмоктувальних отворів, завдяки чому нетканий матеріал 3 ефективно охолоджується. Детальніше, стрічковий конвейєр 51 включає пару валиків 53а і 53b, розміщених у двох позиціях окремо у напрямку потоку, при цьому вісі обертання С53а і С53b зорієнтовані у напрямку ширини, і ця нескінченна плоска стрічка 52 проходить навколо пари валиків 53а і 53b і обертається валиком 53а, одним з валиків, який обертається від приводу, і камеру всмокутвання 54 для всмоктування 95653 18 повітря, який проходить крізь всмоктувальні отвори на плоскій стрічці 52 і який розміщується всередині замкненої кільцевої орбіти плоскої стрічки 52. Слід зазначити, що валик 53а, один з пари валиків 53а і 53b, є ведучим валиком, який обертається від приводу за допомогою двигуна (не показаний) як джерела живлення приводу, а другий валик, 53b, є веденим валиком, який приводиться в обертання ведучим валиком. Крім того, за допомогою відповідного вентилятора у внутрішньому просторі камери всмоктування 54 підтримується негативний тиск, що дає можливість втягувати повітря через всмоктувальні отвори. При такій конструкції нетканий матеріал 3, спрямований в зону ведучого валика 53а напрямними валиками 56 і 57, присмоктується у позиції Ріn до плоскої стрічки 52 і приклеюється до неї. І з того моменту нетканий матеріал 3 рухається майже нерознімно з плоскою стрічкою 52 до веденого валика 53b завдяки коловому пересуванню плоскої стрічки 52. Однак напрямок руху плоскої стрічки 52 змінюється на зворотний на веденому валику 53b, так що нетканий матеріал 3 аналогічним чином змінює напрямок. Після цього нетканий матеріал 3 рухається в зону ведучого валика 53а. В позиції Pout нетканий матеріал З відокремлюється від плоскої стрічки 52 за допомогою напрямнорго валика 58 і спрямовується в секцію змотування S6, що находиться нижче. В даному описі в межах від позиції Ріn до позиції Pout, тобто в межах, в яких нетканий матеріал 3 транспортується невід'ємно від плоскої стрічки 52, потік повітря надходить до нетканого матеріалу 3 і проходить крізь нього у напрямку його товщини в результаті входження повітря через всмоктувальні отвори на плоскій стрічці 52. В результаті цього нетканий матеріал 3 рівномірно охолоджується у напрямку його товщини, і крім того цей повітряний потік створює умови для теплопередачі з примусовою конвекцією. Ступінь теплопередачі є дуже високим і тому нетканий матеріал 3 швидко охолоджується до кімнатної температури. Крім того, оскільки нетканий матеріал 3 присмоктується плоскою стрічкою 52 і транспортується майже невід'ємно від неї, то навіть якщо зменшити розтягуюче зусилля, прикладене до нетканого матеріалу 3, малоймовірно, що виникнуть проблеми при транспортуванні, наприклад згинання або провисання нетканого матеріалу 3. Тому в даному описі розтягуюче зусилля, прикладене до нетканого матеріалу 3 під час транспортування стрічковим конвейєром 51, є меншим за розтягуюче зусилля, прикладене до нього в секції попереднього витягування S3. Наприклад, установлюють позитивно визначене розтягуюче зусилля, приблизно близьке до нуля. Таким чином, пластична деформація, викликана розтягом поліуретанового волокна, яке є волокном, здатним розтягуватися після витягування, фактично виключається, в результаті чого еластичність гарантовано надається еластичному листовому матеріалу 3а. Розтягуюче зусилля, прикладене до нетканого матеріалу 3 під час транспортування стрічковим конвейєром 51, регулюють, наприклад, за допомо 19 гою датчика вимірювання розтягуючого зусилля (не показаний), розміщеного біля напрямного валика 57 прямо на верхній стороні стрічкового конвейєра 51, який вимірює ступінь розтягнення нетканого матеріалу 3 біля стрічкового конвейєра 51 і здійснює таке регулювання, що виміряна величина розтягуючого зусилля є кінцевим значенням необхідного розтягуючого зусилля, здійснюючи регулювання із зворотним зв'язком колової швидкості V5 ведучого валика 53а, який обертає плоску стрічку 52. Однак також можна відрегулювати розтягуюче зусилля до позитивно визначеної величини, приблизно близької до нуля, установивши кінцеве значення колової швидкості V5 для ведучого валика 53а, без застосовування датчика вимірювання розтягуючого зусилля. Наприклад, як показано на фіг. 5, зрозуміло, що рівень навантаження значно зменшується, коли не прикладаютьрозтягуючого зусилля, порівняно з тим, коли таке зусилля прикладають. Відповідно, установивши кінцеве значення колової швидкості V5 для ведучого валика 53а менше за величину, отриману в результаті помноження кінцевого значення відлікової швидкості VI на ступінь витягування Mt (= Мр x Mg), розтягуюче зусилля, прикладене до нетканого матеріалу 3, можна значно зменшити. Зокрема, в даному описі з точки зору запобігання провисанню нетканого матеріалу 3 під час транспортування, краще установити кінцеве значення колової швидкості V5 вище, ніж кінцеве значення колової швидкості V4 зубчастих валків 41 і 43. Із напрямних валиків 58 і 59, розташованих далі та нижче, ніж ведучий валик 53 а, краще регулювати напрямний валик 59, що обертається від приводу, так щоб його колова швидкість V59 практично дорівнювала коловій швидкості V5 ведучого валика 53а. Таким чином, пластична деформація, викликана розтягом поліуретанового волокна, яке є волокном, здатним розтягуватися після витягування, фактично виключається, в результаті чого еластичність гарантовано надається еластичному листовому матеріалу 3а. Однак із напрямних валиків 56 і 57, розташованих між пристроєм 40 для витягування зубчастими валками та стрічковим конвейєром 51, краще, щоб напрямний валик 56, розташований ближче та нижче пристрою 40 для витягування зубчастими валками, був змушений обертатися від приводу і щоб кінцеве значення його колової швидкості V56 було більшим, ніж кінцеве значення колової швидкості V4 зубчастих валків 41 і 43. Причина полягає у тому, що нетканий матеріал 3 може приклеїтись до зубів 41t і 43t зубчастих валків 41 і 43 під час витягування зубчастими валками, і тому до нетканого матеріалу 3 потрібно прикладати розтягуюче зусилля для відокремлення його від зубів 41t і 43t. З цієї причини у кращому варіанті передбачений притискний валик 56b, який пасивно обертається під час проходження нетканого матеріалу 3 по напрямному валику 56, як показано на фіг. 11. Таким чином, можна уникнути відносного ковзання між напрямним валиком 56 і нетканим матеріалом 3, і в результаті розтягуюче зусилля, необхідне для відокремлення, про яке 95653 20 йшлося вище, можна надійно прикладати до нетканого матеріалу 3. (6) Секція змотування S6 В секції змотування S6 знаходиться змотувальний пристрій 61. Нетканий матеріал 3, транспортований з секції охолодження S5, змотується змотувальним пристроєм 61 у рулон як еластичний листовий матеріал За з розвиненою еластичністю. Після цього еластичний листовий матеріал 3а подається на іншу виробничу лінію як рулон 3аr еластичного листового матеріалу. Інші варіанти Вище були описані деякі варіанти даного винаходу, але він не обмежується цими варіантами, і інші варіанти теж можливі. Хоча у вищеописаному варіанті нетканий матеріал 3, що включає два типи волокон, а саме ПП-волокно як волокно, здатне подовжуватися, і поліуретанове волокно як волокно, здатне розтягуватися, був описаний як нетканий матеріал 3, що включає багато типів волокон, кількість типів волокон не обмежується двома типами, і нетканий матеріал 3 може включати три або більше типів волокон. Між іншим, причинами для включення ППволокна як волокна, здатного подовжуватися, додатково до поліуретанового волокна як волокна, здатного розтягуватися, є: усунення клейкості у матеріалі, яка виникає при використанні тільки поліуретанового волокна; зробити знебарвлення (пожовтіння), обумовлене ультрафіолетовою частиною спектра у сонячному світлі, менш помітним, ніж це буває при використанні тільки поліуретанового волокна; збільшення густини еластичного листового матеріалу 3а за рахунок вмісту ППволокна для отримання об'ємного листа. У вищеописаних варіантах як нетканий матеріал 3, що містить кілька типів волокон, був описаний нетканий матеріал 3 змішаного типу, який складається з ПП-волокна як волокна, здатного подовжуватися, і поліуретанового волокна як волокна, здатного розтягуватися, змішаних разом, однак нетканий матеріал 3 може бути не тільки змішаного типу. Наприклад, окремо можна сформувати шар, що включає тільки волокно, здатне подовжуватися, і шар, що включає тільки волокно, здатне розтягуватися, і ці шари можна накласти один на одний у напрямку товщини нетканого матеріалу 3. Слід зазначити, що кількість таких шарів не обмежується двома, і нетканий матеріал 3 може мати, наприклад, тришарову структуру, в якій шар, що включає тільки волокно, здатне розтягуватися, розміщений між верхнім і нижнім шарами, які включають тільки волокно, здатне подовжуватися. У вищеописаних варіантах еластичний листовий матеріал 3а, в якому еластичність розвинули, змотується у рулон в секції змотування S6, після чого транспортується на іншу виробничу лінію у вигляді рулону 3аr еластичного листового матеріалу. Однак можна не змотувати еластичний листовий матеріал 3а змотувальним пристроєм 61, а безперервно транспортувати його на іншу виробничу лінію у вигляді суцільного листа (наприклад, на лінію виробництва одноразових підгузників 1 і подібних виробів). 21 Більш того, такий спосіб має перевагу з причини, наведеної нижче. У варіанті, коли еластичний листовий матеріал 3а змотують у рулон, до нього необхідно прикладати змотуюче зусилля. Однак ширина еластичного листового матеріалу 3а або його властивості, наприклад еластичність, можуть змінюватися під час змотування через флуктуацію у рівні такого змотуючого зусилля. Наприклад, на початку змотування еластичного листового матеріалу 3а змотувальним пристроєм 61, еластичний матеріал 3а змотується при порівняно високому змотуючому зусиллі для запобігання його зсковзування еластичного листового матеріалу 3а з картонної гільзи (втулки для змотування в рулон 3аr еластичного листового матеріалу) у вигляді паростків бамбука, що спричиняється слабким змотуванням еластичного листового матеріалу 3а. Тому, як правило, ширина еластичного листового матеріалу 3а є вужчою на поверхні втулки і більш широкою на зовнішній периферичній поверхні рулону 3аr еластичного лис 95653 22 тового матеріалу. Однак, як зазначалось вище, такої проблеми, як зміни ширини, можна уникнути, транспортуючи еластичний листовий матеріал 3а до іншої виробничої лінії у вигляді суцільного листа, а не змотуючи еластичний листовий матеріал 3а змотувальним пристроєм 61. У вищеописаних варіантах кожний нагрівальний валик 21 має один вбудований в нього нагрівальний елемент 24, центральна вісь якого співпадає з віссю обертання С21, і зубчасті валки 41 і 43, кожний, мають нагрівальні елементи 44, вбудовані в кожну з позицій, рівномірно розподілених по всій поверхні валка по колу. Однак кількість нагрівальних елементів 24 і 44 і позицій вбудовування не обмежується наведеною кількістю, за умови, що зовнішні периферичні поверхні нагрівальних валиків 21 і зубчастих валків 41 і 43 нагріваються рівномірно. Наприклад, розташування нагрівальних валиків 21 і зубчастих валків 41 і 43 може бути протилежним. 23 95653 24 25 95653 26 27 95653 28 29 Комп’ютерна верстка І. Скворцова 95653 Підписне 30 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of elastic sheet material
Автори англійськоюAkaki, Kenichi, Matsumoto, Yoshihiko, Ishikawa, Shinichi
Назва патенту російськоюСпособ изготовления эластичного листового материала
Автори російськоюАкаки Кеничи, Мацумото Йошихико, Ишикава Шиничи
МПК / Мітки
МПК: D04H 13/00, B29C 55/00, D06C 3/00, B29C 53/00
Мітки: листового, виготовлення, спосіб, матеріалу, еластичного
Код посилання
<a href="https://ua.patents.su/15-95653-sposib-vigotovlennya-elastichnogo-listovogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення еластичного листового матеріалу</a>
Заготовка з листового матеріалу (варіанти), ємність з листового матеріалу (варіанти) та спосіб формування ємності з листового матеріалу
Номер патенту: 92480
Опубліковано: 10.11.2010
Автори: Келлі Джон, Харрсон Харалд, Делей Майкл Стефен, Тровааг Оле Петер, Франік Івіца
МПК: B65D 5/02
Мітки: варіанти, матеріалу, формування, ємності, листового, заготовка, ємність, спосіб
Формула / Реферат:
1. Заготовка з листового матеріалу, що складається з шару целюлозного матеріалу та шару термопластичного матеріалу і включає ряд панелей корпусу (Р1-Р4), утворених з першої, другої, третьої та четвертої панелей корпуса (Р1-Р4), та ряду закриваючих панелей (Р6-Р9), що проходить, по суті, паралельно зазначеному ряду панелей корпуса (Р1-Р4) і складається з першої, другої, третьої та четвертої закриваючих панелей (Р6-Р9), при цьому друга (Р7) та...
Спосіб виготовлення різноманітного нетканого матеріалу із широким діапазоном заданих властивостей
Номер патенту: 29517
Опубліковано: 10.01.2008
Автори: Хоменко Михайло Гаврилович, Харьковська Мирослава Вікторівна
МПК: D04H 1/46, D04H 1/70, D04H 1/40, B32B 5/12
Мітки: діапазоном, широким, заданих, різноманітного, нетканого, виготовлення, матеріалу, спосіб, властивостей
Формула / Реферат:
1. Спосіб виготовлення різноманітних видів нетканого матеріалу із широким діапазоном заданих властивостей, що включає механічне й аеродинамічне формування волокнистого полотна з суміші, що включає бікомпонентні волокна, голкопробивання й теплову обробку, при цьому теплову обробку голкопробивного матеріалу проводять при режимах, що забезпечують термоскріплення, який відрізняється тим, що виконують наступні операції, у такій послідовності: не...
Спосіб виготовлення різноманітного нетканого матеріалу із широким діапазоном заданих властивостей та комплекс пристроїв для виготовлення різноманітного нетканого матеріалу
Номер патенту: 86522
Опубліковано: 27.04.2009
Автори: Харьковська Мирослава Вікторівна, Хоменко Михайло Гаврилович
МПК: D04H 1/40, D04H 1/46, D04H 1/70, B32B 5/12
Мітки: пристроїв, широким, спосіб, матеріалу, діапазоном, комплекс, різноманітного, заданих, нетканого, виготовлення, властивостей
Формула / Реферат:
1. Спосіб виготовлення різноманітних видів нетканого матеріалу із широким діапазоном заданих властивостей, що включає механічне й аеродинамічне формування волокнистого полотна з суміші, що включає бікомпонентні волокна, голкопробивання й теплову прокатку на каландрі, при цьому теплову обробку голкопробивного матеріалу проводять при режимах, що забезпечують термоскріплення, який відрізняється тим, що виконують наступні операції у такій...
Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу
Номер патенту: 79456
Опубліковано: 25.06.2007
Автори: Бенедетті Паоло, Ліндгрін Елф
МПК: B65B 55/04, A61L 2/20
Мітки: листового, заготовок, вирізаних, пакувальна, розливних, попередньо, машина, продуктів, харчових, виготовлення, упаковок, герметичних, пакувального, спосіб, матеріалу
Формула / Реферат:
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи:- подавання згаданої заготовки (2) на відповідну формуючу оправку (9);- заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6,...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Кокурін Олександр Миколайович, Півень Євген Григорович
МПК: B29C 69/00, B32B 37/00
Мітки: спосіб, шаруватого, виготовлення, матеріалу, листового
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Попередній патент: Застосування бактерії clostridium perfringens типу c для виробництва вакцини для захисту свиней від інфекції clostridium perfringens типу а
Наступний патент: Ігровий автомат і спосіб організації азартних ігор
Випадковий патент: Спосіб лікування дистрофічних захворювань сітківки та хоріоідеї