Спосіб із застосуванням технології гачека для виробництва фіброцементних плит




Формула / Реферат
1. Спосіб із застосуванням технології Гачека для виробництва профільованих фіброцементних плит, який включає етапи:
• одержання безперервної фіброцементної багатошарової заготовки (101) у напрямку (103) виробництва за допомогою укладання щонайменше одного моношару (105) першого типу моношарів, що має першу ширину (W1) у поперечному напрямку (115), і щонайменше одного моношару (107, 109, 111) другого типу моношарів, що має другу ширину (W2) у зазначеному поперечному напрямку, при цьому зазначена перша ширина (W1) менше, ніж зазначена друга ширина (W2), щонайменше один моношар (107) другого типу моношарів проходить у поперечному напрямку за межі щонайменше одного моношару (105) першого типу моношарів;
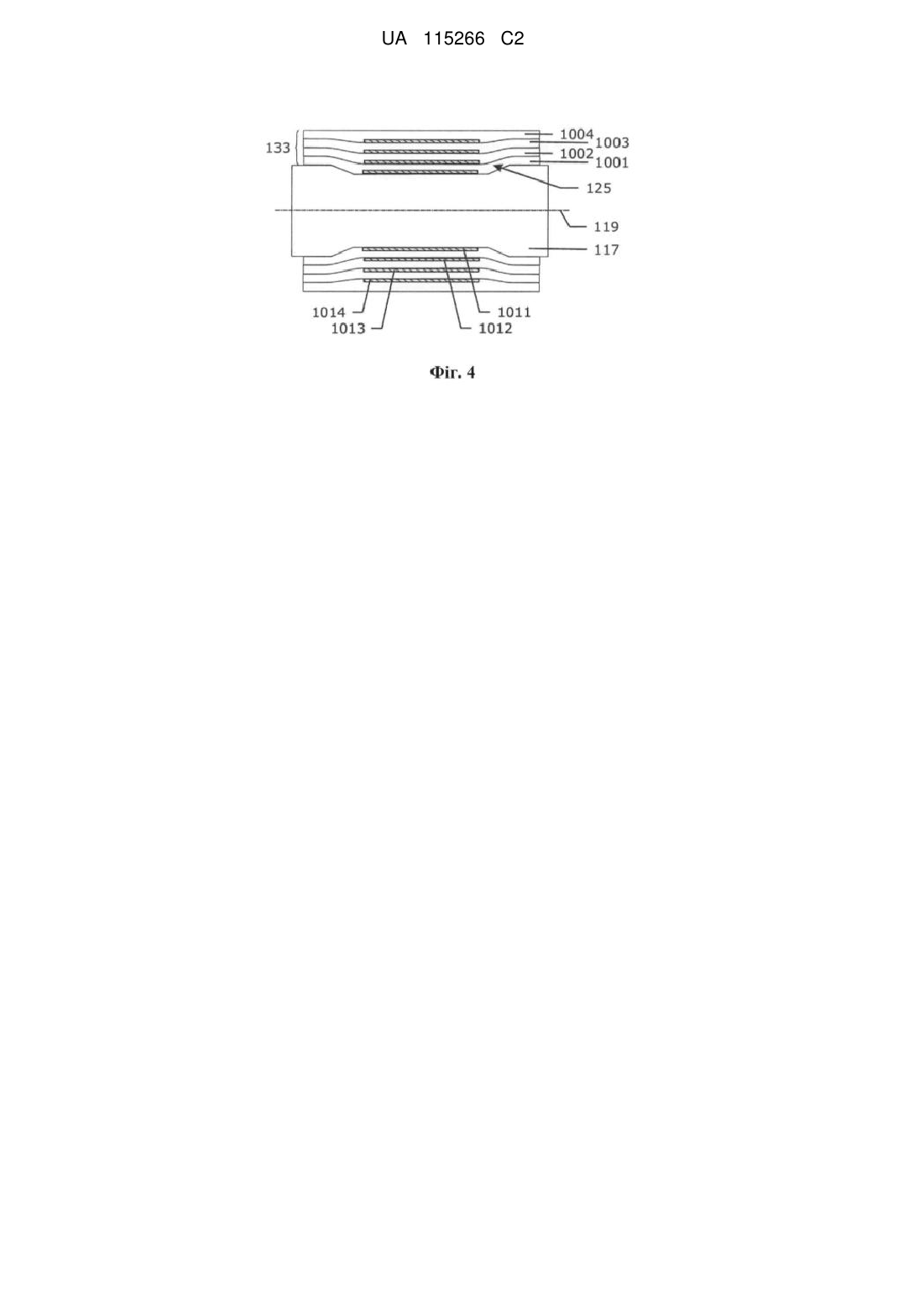
• накопичення щонайменше одного шару зазначеної безперервної фіброцементної багатошарової заготовки на профільований накопичувальний ролик (117), при цьому зазначений накопичувальний ролик має виїмку (125) в осьовому напрямку (121) уздовж щонайменше частини своєї окружності (127), у результаті чого щонайменше перший моношар одержують усередині зазначеної виїмки, за допомогою чого одержують накопичену заготовку (133);
• видалення зазначеної накопиченої заготовки з накопичувального ролика, за допомогою чого одержують нествердлу профільовану фіброцементну плиту (130);
• ствердіння зазначеної нествердлої фіброцементної плити для одержання зазначеної профільованої фіброцементної плити.
2. Спосіб із застосуванням технології Гачека за п. 1, який відрізняється тим, що виїмка має глибину в діапазоні від 0,5 мм до 3 мм.
3. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що різниця між зазначеною шириною (W1) зазначеного першого типу моношарів у поперечному напрямку (115) і шириною (W2) зазначеного другого типу моношарів становить щонайменше 40 мм.
4. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена багатошарова заготовка додатково містить n додаткових моношарів, при цьому n є цілим числом, яке дорівнює щонайменше 1, причому зазначена ширина кожного із зазначених n додаткових моношарів у поперечному напрямку більше, ніж перша ширина, і при цьому кожний із зазначених n моношарів проходить у поперечному напрямку за межі першого моношару.
5. Спосіб із застосуванням технології Гачека за п. 4, який відрізняється тим, що зазначені n додаткових моношарів являють собою моношари зазначеного другого типу моношарів.
6. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена виїмка має трапецієподібну форму, при цьому довжина радіальної проекції кожної зі сторін зазначеної трапецієподібної форми на вісь зазначеного накопичувального ролика перебуває в діапазоні 2-20 мм.
7. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена багатошарова заготовка додатково містить m додаткових моношарів, при цьому зазначені m моношарів є моношарами зазначеного першого типу моношарів.
8. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена багатошарова заготовка складається з 2-8 моношарів.
9. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що щонайменше один моношар першого типу моношарів має товщину, відмінну від товщини щонайменше одного моношару другого типу моношарів.
10. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що кожний із зазначених моношарів одержують за допомогою накопичення фіброцементної суспензії на обертовому сітковому барабані та видалення зазначеної накопиченої фіброцементної суспензії із зазначеного обертового сіткового барабана у вигляді моношару, при цьому ширину зазначеного першого типу моношарів у поперечному напрямку одержують за допомогою блокування щонайменше частини сітки на зовнішніх кінцях в осьовому напрямку обертового сіткового барабана.
11. Спосіб із застосуванням технології Гачека за будь-яким із пп. 1-9, який відрізняється тим, що кожний із зазначених моношарів одержують за допомогою накопичення фіброцементної суспензії на обертовому сітковому барабані й видалення зазначеної накопиченої фіброцементної суспензії із зазначеного обертового сіткового барабана у вигляді моношару, при цьому ширину зазначеного першого типу моношарів у поперечному напрямку одержують за допомогою видалення частини накопиченої фіброцементної суспензії із сітки, частини якої виступають за межі ширини, яку необхідно одержати.
12. Спосіб із застосуванням технології Гачека за п. 11, який відрізняється тим, що суспензію видаляють за допомогою розпилення води на суспензію, що видаляється.
13. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначений накопичувальний ролик не має виїмки (125) в осьовому напрямку (121) уздовж щонайменше 40 мм своєї окружності.
14. Спосіб із застосуванням технології Гачека за будь-яким із пп. 1-12, який відрізняється тим, що зазначений накопичувальний ролик має виїмку (125) в осьовому напрямку (121) уздовж усієї своєї окружності, при цьому спосіб додатково включає застосування пристрою для приведення щонайменше одного шару зазначеної безперервної фіброцементної багатошарової заготовки в контакт із накопичувальним роликом у виїмці спочатку накопичення щонайменше одного шару зазначеної безперервної фіброцементної багатошарової заготовки на профільований накопичувальний ролик.
Текст
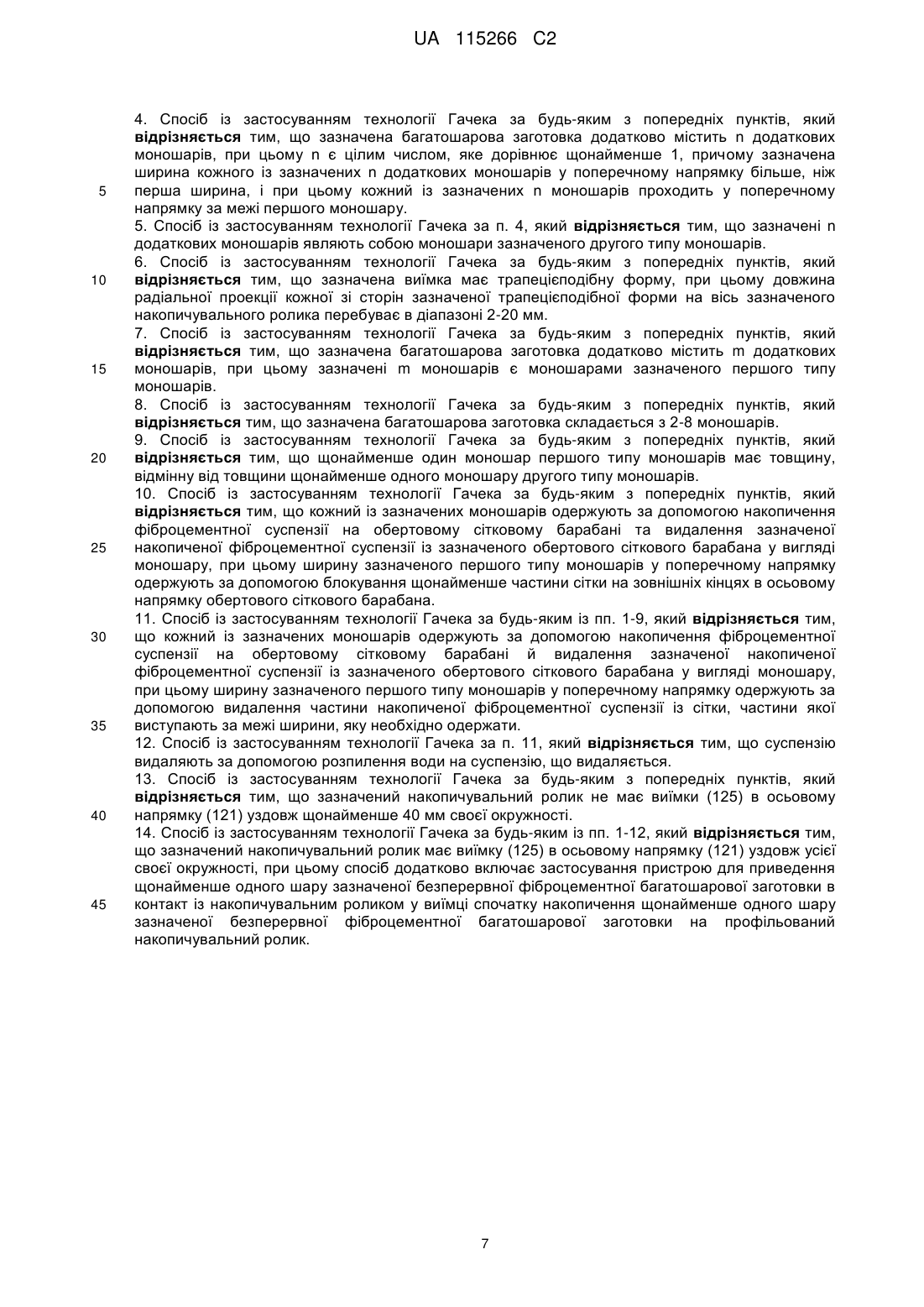
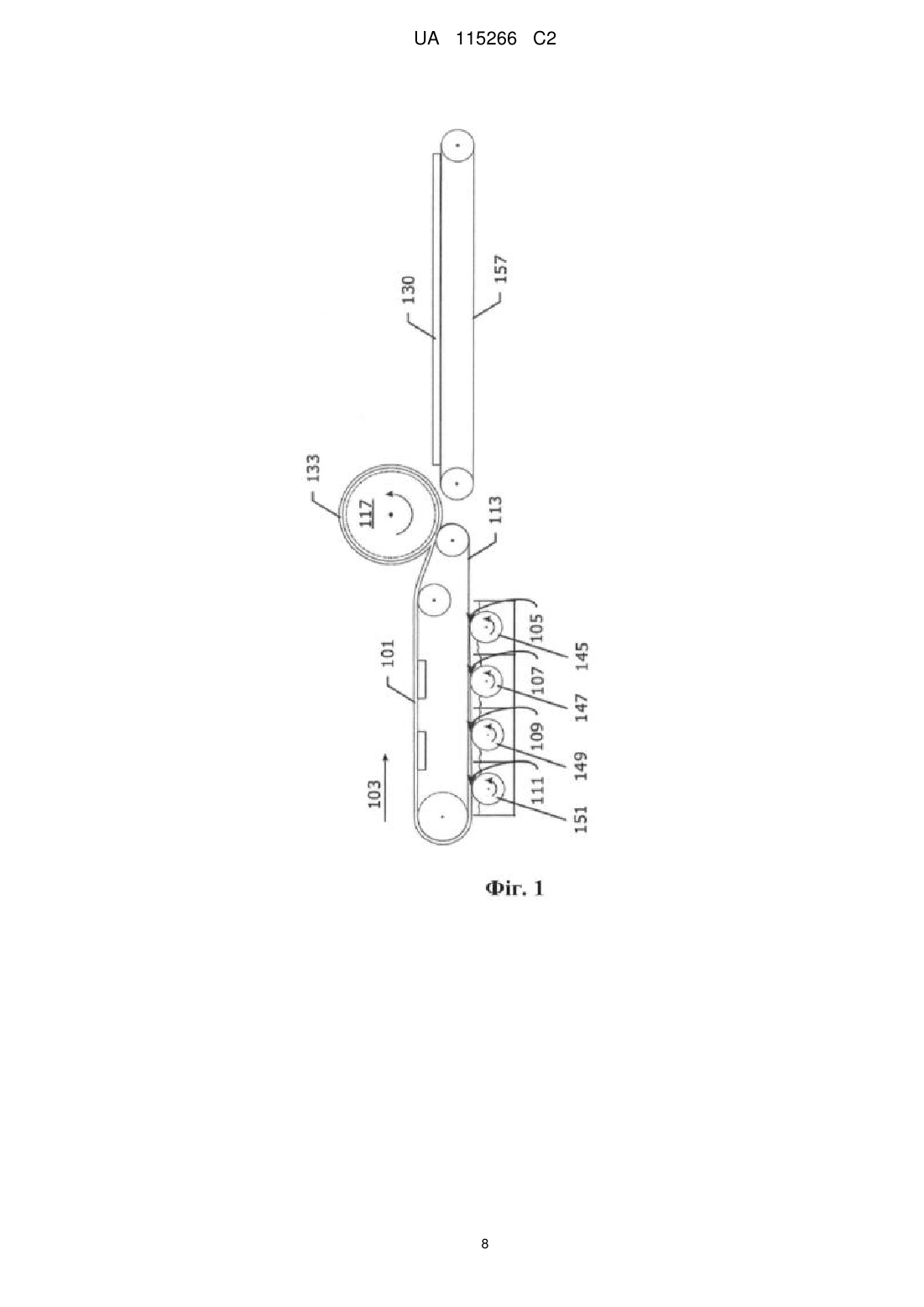
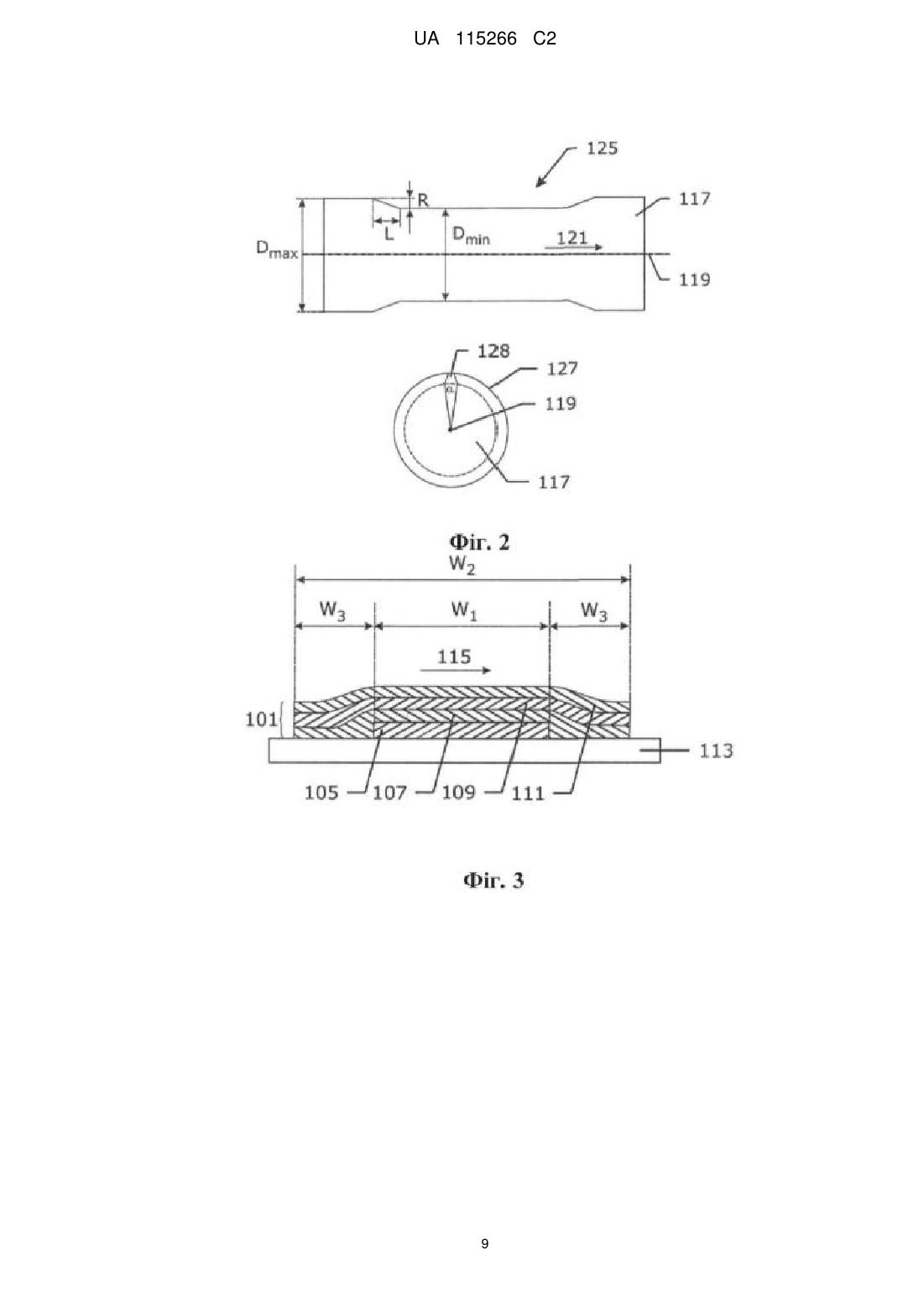
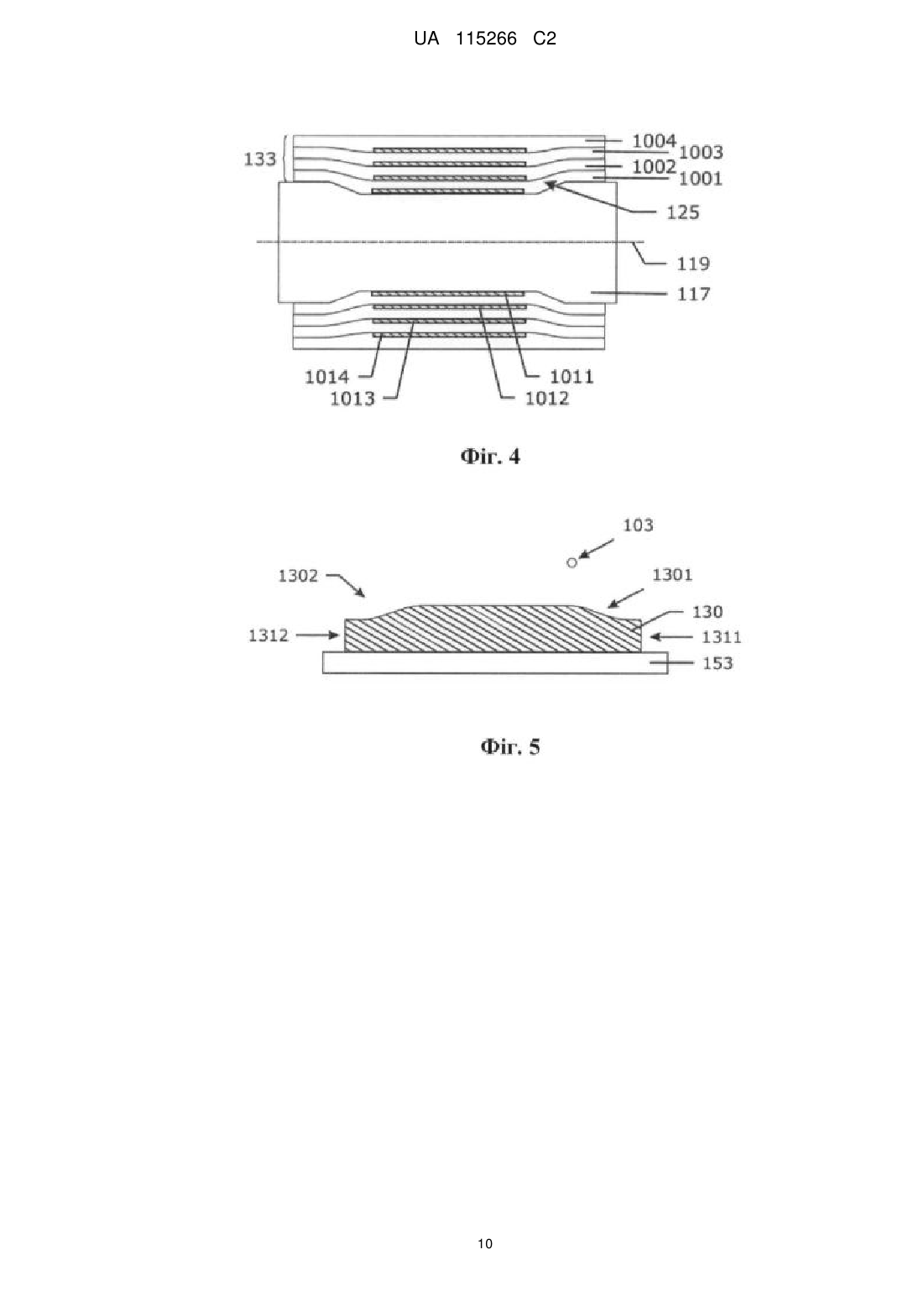
Реферат: Даний винахід стосується способу виробництва профільованих фіброцементних плит із застосуванням технології Гачека. Спосіб включає наступні етапи: одержання безперервної фіброцементної багатошарової заготовки за допомогою укладання щонайменше одного моношару першого типу, що має першу ширину, і щонайменше одного моношару другого типу моношарів, що має другу ширину, при цьому щонайменше один моношар другого типу моношарів проходить у поперечному напрямку за межі щонайменше одного моношару першого типу моношарів; накопичення щонайменше одного шару безперервної фіброцементної багатошарової заготовки на профільованому накопичувальному ролику, що має виїмку уздовж щонайменше частини своєї окружності, у результаті чого усередині виїмки утворюється щонайменше перший моношар; видалення накопиченої заготовки з накопичувального ролика та ствердіння нествердлої фіброцементної плити. UA 115266 C2 (12) UA 115266 C2 UA 115266 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Даний винахід відноситься до способу із застосуванням технології Гачека для виробництва фіброцементних плит і до фіброцементних плит, отриманих із застосуванням даної технології. Передумови винаходу Технологія Гачека для виробництва фіброцементних плит добре відома в даній галузі техніки. Плити виготовляються, в основному, у формі прямокутного паралелепіпеда. Для створення профільної форми, звичайно для виконання звужених крайок по довгому ребру плити, надлишки ствердлого фіброцементу сточуються або обрізуються. Існують спроби по виключенню даного додаткового технологічного процесу по обробці матеріалу, який є відносно дорогим, за допомогою накопичення нествердлих шарів фіброцементної заготовки у вигляді багатошарової заготовки з круглосіткової листоформувальної машини на профільований формувальний ролик. Однак, недолік полягає в тому, що щільність і, отже, фізичні властивості плити зі звуженими крайками відрізняються. Короткий опис винаходу Мета даного винаходу полягає в наданні способу для виготовлення профільованих фіброцементних плит зі звуженими або скошеними крайками щонайменше на двох паралельних сторонах плити, яка має меншу розбіжність по щільності по всій плиті в поперечному напрямку. Вищевказана мета досягається за допомогою способів згідно із даним винаходом. Відповідно до першого аспекту даного винаходу запропонований спосіб із застосуванням технології Гачека для виробництва профільованих фіброцементних плит, при цьому спосіб включає наступні етапи: - одержання безперервної багатошарової фіброцементної заготовки в напрямку виробництва шляхом укладання щонайменше одного моношару першого типу моношарів, що має першу ширину (W1) у поперечному напрямку (115), і щонайменше одного моношару другого типу моношарів, що має другу ширину (W2) у поперечному напрямку, при цьому перша ширина (W1) менше, ніж друга ширина (W2), і щонайменше один моношар другого типу моношарів проходить у поперечному напрямку за межі щонайменше одного моношару першого типу моношарів; - накопичення щонайменше одного шару безперервної багатошарової фіброцементної заготовки на профільованому накопичувальному ролику, при цьому накопичувальний ролик має виїмку в осьовому напрямку уздовж, щонайменше, частини своєї окружності, завдяки чому щонайменше перший моношар проходить усередину виїмки, тим самим забезпечуючи накопичення заготовки; - видалення накопиченої заготовки з накопичувального ролика, завдяки чому одержують нествердлу профільовану фіброцементну плиту; - ствердіння нествердлої фіброцементної плити для одержання профільованої фіброцементної плити. Під «поперечним напрямком» слід розуміти напрямок, перпендикулярний напрямку виробництва та перпендикулярний поверхні плити. «Щонайменше один моношар другого типу моношарів, що проходить у поперечному напрямку за межі щонайменше одного моношару першого типу моношарів» означає, що границі одного або декількох моношарів другого типу моношарів у напрямку виробництва проходять за межі відповідних границь одного або декількох моношарів першого типу моношарів у поперечному напрямку. Отримана в такий спосіб профільована фіброцементна плита має перевагу в тому, що щільність плити в поперечному напрямку плити варіює меншою мірою, що відбувається, коли використовується всього лише профільований накопичувальний ролик. Щільність у поперечному напрямку варіює лише в незначній мірі, як правило, відхилення становить менше 20 % або навіть менше 15 % від середньої щільності. Даний профіль є звуженим або скошеним профілем на обох зовнішніх сторонах профільованої фіброцементної плити, при цьому нахил профілю може варіювати завдяки підходящому вибору профілю виїмки в накопичувальному ролику. Різниця в товщині плити від середньої секції плити до краю плити може становити до 3 мм (міліметрів), як правило, досягає 2 мм, і може перебувати в діапазоні від 0,5 мм до 3 мм, наприклад, у діапазоні від 0,5 мм до 2 мм, наприклад, у діапазоні від 1 мм до 2 мм. Згідно з деякими варіантами здійснення виїмка може мати глибину в діапазоні від 0,5 мм до 30 мм. Виїмка, як правило, в осьовому напрямку, яка представляє собою виїмку трапецієподібної форми, може мати глибину до 3 мм (міліметрів), як правило, досягає 2 мм, і може перебувати в діапазоні від 0,5 мм до 2 мм, наприклад, у діапазоні від 1 мм до 2 мм. Під трапецією слід розуміти чотирикутник, що має суворо одну пару паралельних сторін. 1 UA 115266 C2 5 10 15 20 25 30 35 40 45 50 55 Згідно з деякими варіантами здійснення різниця між шириною (W1) першого типу моношарів у поперечному напрямку та шириною (W2) другого типу моношарів може становити щонайменше 40 мм. Переважно різниця між шириною W1 першого типу моношарів у поперечному напрямку та шириною W2 другого типу моношарів становить щонайменше 50 мм, наприклад, щонайменше 80 мм. Згідно з деякими варіантами здійснення багатошарова заготовка додатково містить n додаткових моношарів, при цьому n є цілим числом, яке дорівнює щонайменше 1, при цьому ширина кожного з n додаткових моношарів у поперечному напрямку може бути більше, ніж перша ширина, і при цьому кожний з n додаткових моношарів, проходить у поперечному напрямку за межі першого моношару. Згідно з деякими варіантами здійснення n додаткових моношарів можуть являти собою моношари другого типу моношарів. Згідно з деякими варіантами здійснення виїмка може мати трапецієподібну форму, при цьому довжина радіальної проекції кожної зі сторін трапецієподібної форми на вісь накопичувального ролика перебуває в діапазоні від 2 до 20 мм. Переважно довжина радіальної проекції кожної зі сторін трапецієподібної форми на вісь накопичувального ролика перебуває в діапазоні від 5 до 15 мм, більш переважно в діапазоні від 10 до 15 мм. Згідно з деякими варіантами здійснення багатошарова заготовка додатково може містити m додаткових моношарів, при цьому m моношарів представляють собою моношари першого типу моношарів. Згідно з деякими варіантами здійснення багатошарова заготовка може складатися з 2-8 моношарів. Переважно багатошарова заготовка складається з 2, 3, 4, 5, 6, 7 або 8 моношарів, проте, можлива й більша кількість моношарів. Слід розуміти, що послідовність шарів з різною шириною можна змінювати згідно з різними структурами. Як приклад, шар, першим отриманий у напрямку виробництва, може бути моношаром першого типу моношарів з найменшою шириною, таким чином, є щонайменше одним моношаром із шириною W1. Після цього другий і наступні шари в послідовності по напрямку виробництва всі можуть бути моношарами другого типу із шириною W2 і проходити в поперечному напрямку за межі першого шару. Альтернативно другий і наступні шари можуть послідовно мати ширину, що збільшується в поперечному напрямку, і кожний шар може проходити в поперечному напрямку за межі всіх раніше отриманих моношарів. Альтернативно моношар, першим отриманий у напрямку виробництва, може бути шаром з максимальною шириною, наприклад, щонайменше одним моношаром другого типу моношарів, при цьому другий і наступні шари можуть послідовно мати ширину, що зменшується в поперечному напрямку, і при цьому кожний шар може проходити в поперечному напрямку по всім раніше отриманим моношарам. Слід розуміти, що може використовуватися будь-яка інша послідовність. Згідно з деякими варіантами здійснення щонайменше один моношар першого типу моношарів може мати товщину, відмінну від товщини щонайменше одного моношару другого типу моношарів. Товщина кожного з моношарів може варіювати від 0,1 до 0,6 мм, наприклад, у діапазоні 0,20,5 мм, наприклад, у діапазоні 0,3-0,5 мм. Як приклад, товщина моношару може становити 0,4 мм. За допомогою зміни щільності суспензій певною мірою можна впливати на товщину моношару при введенні в багатошарову заготовку, необов'язково під час накопичення на накопичувальному барабані. Ця зміна в щільності може забезпечити виробництво злегка одмінних фіброцементних плит за допомогою того самого профільованого накопичувального барабана. Згідно з деякими варіантами здійснення кожний з моношарів може бути отриманий за допомогою накопичення фіброцементної суспензії на обертовому сітковому барабані та видалення накопиченої фіброцементної суспензії з обертового сіткового барабана у вигляді моношару, при цьому ширина першого типу моношарів у поперечному напрямку забезпечується за допомогою блокування, щонайменше, частини сітки на зовнішніх кінцях в осьовому напрямку обертового сіткового барабана. Таке блокування можна одержати за допомогою нанесення фарби, як правило, водостійкої фарби, на зону сітки, що захищається від накопичення суспензії, або за допомогою нанесення водонепроникної стрічки або ізоляційного шару. 2 UA 115266 C2 5 10 15 20 25 30 35 40 45 50 55 Альтернативно, щоб забезпечити різну ширину моношарів сіткові барабани, що обертаються, з різною осьовою довжиною сіток, що обертаються, можуть варіювати. Згідно з деякими варіантами здійснення кожний з моношарів може бути отриманий за допомогою накопичення фіброцементної суспензії на обертовому сітковому барабані та видалення накопиченої фіброцементної суспензії з обертового сіткового барабана у вигляді моношару, при цьому ширина першого типу моношарів у поперечному напрямку забезпечується за допомогою видалення частини накопиченої фіброцементної суспензії із сітки, кінці якої проходять за межі передбаченої ширини. Згідно з деякими варіантами здійснення суспензія може видалятися за допомогою розпилення води па суспензію, що видаляється. Згідно з деякими варіантами здійснення накопичувальний ролик може не мати виїмки в осьовому напрямку на щонайменше 40 мм своєї окружності. Більш переважно накопичувальний ролик не має вишки в осьовому напрямку на щонайменше 50 мм своєї окружності, на щонайменше 100 мм або навіть на щонайменше 150 мм. Відсутність виїмки, як правило, на меншій частині окружності дозволяє забезпечувати захоплювання свіжої багатошарової заготовки накопичувальним роликом після видалення попередньої заготовки. Слід розуміти, що смуга нествердлої фіброцементної плити у випадках, коли виїмка відсутня, і, таким чином, відсутній профіль плити, буде обрізана. Обрізаний матеріал буде перероблений у фіброцементну суспензію, що, як правило, відбувається в способах із застосуванням технології Гачека. Згідно з деякими варіантами здійснення накопичувальний ролик може мати виїмку в осьовому напрямку уздовж усієї своєї окружності, при цьому спосіб додатково включає застосування пристрою для приведення в контакт щонайменше одного шару безперервної фіброцементної багатошарової заготовки з накопичувальним роликом у виїмці на початку накопичення щонайменше одного шару безперервної фіброцементної багатошарової заготовки на профільованому накопичувальному ролику. Такий пристрій для приведення в контакт щонайменше одного шару безперервної фіброцементної багатошарової заготовки з накопичувальним роликом у виїмці на початку накопичення може являти собою механічний пристрій, такий як вал або ролик, який підходить для притиснення свіжої багатошарової заготовки, щонайменше, до частини виїмки уздовж окружності накопичувального ролика. Фіброцементна суспензія, як правило, містить воду, технологічні або армувальні волокна, які можуть бути як органічними волокнами (як правило, целюлозними волокнами), так і синтетичними волокнами (на основі полівінілового спирту, поліакрилонітрила, поліпропілену, поліаміду, складного поліефіру, полікарбонату і т. д.), цемент, наприклад, портландцемент, вапняк, крейду, негашене вапно, гідратоване або гашене вапно, кар'єрний пісок, борошно із кварцового піску, кварцове борошно, аморфний діоксид кремнію, конденсований кварцовий пил, мікрокремнезем, метакаолін, воластоніт, слюду, перліт, вермикуліт, алюмінію гідроксид, пігменти, піногасники, фло кулю вальний засіб та інші добавки. Незалежні та залежні пункти формули винаходу передбачають конкретні та переважні ознаки даного винаходу. При необхідності ознаки із залежних пунктів формули винаходу можуть бути скомбіновані з ознаками з незалежних або інших залежних пунктів формули винаходу, та/або з ознаками, передбаченими вище та/або нижче в описі. Вищевикладені й інші особливості, ознаки й переваги даного винаходу стануть очевидні з наступного докладного опису, узятого в комбінації із прикладеними графічними матеріалами, на яких як приклад зображені принципи даного винаходу. Цей опис наведений лише в ілюстративних цілях без обмеження обсягу даного винаходу. Посилання на фігури, описані нижче, відносяться до прикладених графічних матеріалів. Короткий опис графічних матеріалів На фіг. 1 представлене схематичне зображення способу із застосуванням технології Гачека. На фіг. 2 представлене схематичне зображення накопичувального ролика, який застосовується в способі згідно із даним винаходом. На фіг. 3 представлене схематичне зображеяня безперервної фіброцементної багатошарової заготовки в напрямку виробництва згідно із даним винаходом. На фіг 4 представлене схематичне зображення накопичувального ролика, на якому накопичено кілька шарів безперервної фіброцементної багатошарової заготовки згідно із даним винаходом. На фіг 5 представлене схематичне зображення нествердлої профільованої фіброцементної плити згідно із даним винаходом. 3 UA 115266 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 6 і 7 представлені схематичні зображення групи сіток обертового барабана, які застосовуються у процесі згідно із даним винаходом. На фіг. 8 показаний профіль щільності в поперечному напрямку нествердлої профільованої фіброцементної плити згідно із даним винаходом. На фіг. 9a-9j представлені схематичні зображення безперервних фіброцементних багатошарових заготовок у напрямку виробництва згідно із даним винаходом. Подібні посилальні позиції відносяться до подібних, однакових або аналогічних елементів на різних фігурах. Опис ілюстративних варіантів здійснення Даний винахід буде описаний з посилашіям на конкретні варіанти здійснення. Слід зазначити, що термін «що містить», використовуваний у формулі винаходу, не слід розуміти, як такий, що обмежує, щодо елементів, які йдуть за ним; він не виключає інші елементи або етапи. Таким чином, його слід розуміти як такий, що визначає наявність заявлених ознак, етапів або компонентів як викладено, але не виключає заздалегідь наявність або додавання однієї або декількох інших ознак, етапів або компонентів або їх груп. Отже, обсяг вислову «пристрій, що містить пристрій А та В» не повинен обмежуватися пристроями, що складаються тільки з компонентів А і В. Це означає, що відносно даного винаходу єданими важливими компонентами пристрою є А та В. По всій даній заявці робиться посилання на «один варіант здійснення» або «варіант здійснення». Такі посилання вказують на те, що конкретна ознака, описана у відношенні до варіанта здійснення, включена щонайменше в один варіант здійснення даного винаходу. Отже, не обов'язково всі появи фраз «в одному варіанті здійснення» або «у варіанті здійснення» у різних місцях по всій даній заявці, хоча це й можливо, посилаються на той самий варіант здійснення. Крім того, конкретні ознаки або особливості можуть сполучатися будь-яким зручним чином в одному або декількох варіантах здійснення, що стане очевидно фахівцеві в даній області техніки. Традиційний спосіб із застосуванням технології Гачека зображений на фіг, 1. Кількість моношарів у варіанті здійснення, зображеному на фіг. 1, загалом становить чотири, причому вони виконані за допомогою чотирьох обертових сіткових барабанів (145, 147, 149, 151). Вони захоплюються та укладаються на безперервній транспорту вальній стрічці 113, виконаній з водонепроникної повсті або флісу. Ця повсть, після проходження чотирьох обертових сіткових барабанів 151, переміщає фіброцементну багатошарову заготовку 101. Оскільки система може обертатися безупинно, це де факто безперервна фіброцементна багатошарова заготовка. Ця заготовка 101, яка транспортується в напрямку 103 виробництва, приведена в контакт за допомогою обертового накопичувального ролика 117. Па цьому накопичувальному ролику 117, який згідно із даним винаходом має виїмки 125 в осьовому напрямку 121 уздовж щонайменше частини окружності 127, як показано на фіг. 2, за допомогою обертання накопичувального ролика навколо його осі 119 накопичуються шари фіброцементної багатошарової заготовки, поки не буде отримана задана товщина. У цей момент накопичена заготовка 133 відрізається та видаляється з ролика 117 і укладається на транспортувальний пристрій 153. У результаті виходить нествердла профільована фіброцементна плита 130. Нествердла профільована фіброцементна плита 130 додатково регулюється по розмірах і піддається ствердінню належним чином, наприклад, залежно від умов може використовуватися повітряне сушіння або сушіння в автоклаві. У способах згідно із даним винаходом щонайменше одна із сіток, наприклад, перша сітка 145, створює моношар 105, який має ширину W1, яка менше, ніж ширина моношарів 107, 109 і 111, створених іншими сітками 147, 149 і 151 відповідно. Сітки виставлено одна за іншою таким чином, що на безперервній стрічці 113, моношар 105 з найменшою шириною W1 охоплюється, або в цьому випадку - покривається, іншими моношарами, у цьому варіанті здійснення іншими трьома моношарами 107, 109 або 111, які всі мають практично однакову ширину W2. Поперечний переріз безперервної фіброцементної багатошарової заготовки 101, отриманої на транспортному пристрої 113, показаний на фіг. 3. У напрямку 115, поперечному до напрямку виробництва, можна помітити, що моношар 105, покладений спочатку на транспортувальний пристрій 113, повністю покритий моношарами 107, 109 і 111, які йдуть один за другим. Як показано на фіг. 4, кілька шарів такої безперервної фіброцементної багатошарової заготовки (1001, 1002, 1003 і 1004) накопичуються на накопичувальному ролику 117. Для кожної заготовки моношар зі зменшеною шириною (1011, 1012, 1013 і 1014) виконано усередині виїмки 125, тим самим створюється накопичена заготовка 133. Як тільки накопичена заготовка 133 досягає своєї необхідної товщини, заготовка 133 видаляється з накопичувального ролика 117 і 4 UA 115266 C2 5 10 15 20 25 30 35 40 45 50 55 60 укладається на транспортувальний пристрій 153, як показано на фіг. 1, у результаті чого створюється нествердла профільована фіброцементна плита 130. Поперечний переріз такої нествердлої фіброцементної плити 130, як показано на фіг 5, уже має звужені або скошені краї 1301 і 1302 по обидві сторони 1311 і 1312 у напрямку 103 виробництва. Ствердіння нествердлої фіброцементної плити для створення профільованої фіброцементної плити зі звуженими або скошеними краями може здійснюватися, наприклад, за допомогою повітряного сушіння або сушіння в автоклаві. Необов'язково по обидві сторони 1311 і 1312 плита може відрізатися до необхідної загальної ширини, що звичайно виконується при виробництві із застосуванням технології Гачека перед ствердінням. На фіг. 6а зображений вид зверху обертового сіткового барабана, що обертається у своєму резервуарі, що містить суспензію, тобто сітки 145, 147, 149 і 151. Кожний обертовий барабан 2001 обертається навколо своєї осі 2003 у резервуарі 2005. Уздовж частини поверхні обертового барабана, поверхня забезпечена перфорованими отворами або забезпечена матеріалом 2007 у вигляді дротової сітки, що утворюють сітку. Ширина сітки є піирииоіо W2 моношару, який утворюється на поверхні сітки, коли суспензія засмоктується із зовнішньої сторони сітки в напрямку внутрішньої сторони сітки. Цемент, наповнювач і інші матеріали будуть утримуватися на поверхні сітки, утворюючи моношар. Для першої сітки 145 обертового барабана в напрямку 103 виробництва на обох кінцях в осьовому напрямку, зона 2009 і 2010 сітки покрита водонепроникним покриттям, таким як фарба. У результаті цього моношар, утворений на цій сітці, не буде утворюватися уздовж покритих зон 2009 і 2010, що приводить до того, що утворюється моношар з меншою шириною W1. Слід розуміти, що також можуть використовуватися альтернативні послідовності із сітковим барабаном 145, розташованим не на першій ділянці, але в одному із другого, третього або четвертого положення в ланцюжку обертових сіткових барабанів. Як приклад чотири обертові сіткові барабани, як показано на фіг. 1 і 6, використовуються для утворення чотирьох моношарів. Перший моношар має ширину W1 1100 мм, при цьому три наступні моношари мають ширину W2 1400 мм. Щільність і композиція суспензії, яка використовується для створення всіх чотирьох моношарів, ідентичні. Композиція суспензії, яка використовується, представляє собою традиційну суспензію, що містить воду, цемент, целюлозні волокна, пісок і традиційні добавки. Значення товщини моношарів є ідентичними та становлять 0,25 мм. У результаті цього утворюється фіброцементна багатошарова заготовка 101, як показано на фіг. 3, при цьому перший моношар покрито трьома іншими моношарами. Три інших моношари виходять за межі першого моношару на ширину W3, яка у цьому випадку складає 150 мм по обидва боки. Ця фіброцементна багатошарова заготовка 101 накопичується на накопичувальному ролику 117 з максимальним діаметром Dmax, який дорівнює 875 мм, і із глибиною R виїмки у вигляді трапеції, яка дорівнює 2 мм, а також з довжиною L сторони в осьовому напрямку барабана 117, яка дорівнює 15 мм. Мінімальний діаметр Dmin уздовж виїмки становить 871 мм. Так що в зоні довжини L діаметр накопичувального ролика поступово змінюється від Dmin до Dmax. Накопичувальний ролик з окружністю приблизно 2750 мм забезпечений такою виїмкою уздовж 2600 мм, залишаючи зону 128 окружності з довжиною 150 мм без виїмки. Такий пропуск забезпечує захоплювання свіжої заготовки 101 накопичувальним роликом відразу ж після видалення раніше накопиченої заготовки. В альтернативному способі накопичувальний ролик має виїмки уздовж усієї своєї окружності, нри цьому установка містить пристрій для приведення в контакт свіжої заготовки з накопичувальним роликом відразу ж після видалення раніше накопиченої заготовки. Наприклад, струмені повітря на кінці транспортувальної стрічки 113, що загинають заготовку угору до накопичувального ролика, або отвори, що засмоктують за допомогою вакууму, у накопичувальному ролику можуть піднімати свіжу заготовку в напрямку накопичувального ролика. Також може використовуватися рухливий ролик, який відповідає виїмці та перебуває в контакті з нею за рахунок своєї периферійної поверхні. Було виготовлено 5 фіброцементних виробів зі скошеними краями, з 5 різними значеннями товщини (6,5 мм, 7 мм, 8 мм, 8,5 мм і 9,5 мм). 6, 7, 8, 9 і відповідно 10 шарів заготовки накопичені на накопичувальному ролику для створення накопиченої заготовки. Ця накопичена заготовка відрізається й укладається на транспортувальний пристрій. Отримані нествердлі профільовані фіброцементні плити мають ширину 1400 мм, максимальну товщину 6,5 мм, 7 мм, 5 UA 115266 C2 5 10 15 20 25 30 8 мм, 8,5 мм і 9,5 мм, а також мінімальну товщину на самому тонкому кінці скошеного краю 4,5 мм, 5 мм, 6 мм, 6,5 мм і 7,5 мм. Профілі щільності нествердлої профільованої фіброцементної плити показані на фіг. 8. Щільність нествердлої профільованої фіброцементної плити була обмірювана в 5 положеннях. Положення Р3 перебуває в середині нествердлої профільованої фіброцементної плити в поперечному напрямку. Р2 і Р4 перебувають на 1/4 ширини обмірюваної нествердлої профільованої фіброцементної плити від відповідних країв. Р1 і Р5 перебувають на звужених краях нествердлої профільованої фіброцементної плити. Нествердла профільована фіброцементна плита зменшується до ширини, застосовуваної для комерційного використання, на обох сторонах профілю зі скошеним краєм, зазнає повітряного сушіння, й, таким чином, виходить профільована фіброцементна плита. У якості альтернативного розташування, показаного на фіг. 7, для першого обертового сіткового барабана 145 у напрямку 103 виробництва на обох кінцях в осьовому напрямку, зони 2009 і 2010 сітки обприскуються пристроєм 2020 для розприскування води, тцо розприскує воду 2022 на зони 2009 і 2010. Утвір моношару в цій зоні змивається із сітки з утворенням моношару з меншою шириною W1. Це є переважним в тому, що ширина моношару може згодом мінятися, тобто для одержання першого шару багатошарової заготовки можуть активуватися форсунки, таким чином, може виходити й накопичуватися багатошарова заготовка, що містить моношар зі зменшеною шириною, у той час як для всіх або деяких наступних шарів, що накопичуються, на накопичувальному ролику форсунки можуть бути відключені для одержання багатошарових заготовок, що складаються із моношарів, у яких у всіх ширина ідентична. Слід розуміти, що відповідно до даного винаходу на накопичувальному ролику може бути отримано та накопичено більше або менше 4 моношарів, але щонайменше 2. Крім того, порядок більш широких і менш широких моношарів можна варіювати. Крім того, можуть використовуватися штабелі моношарів, що мають різну відносно один одного ширину. Деякі альтернативні поперечні перерізи безперервної фіброцементної багатошарової заготовки показані на фіг. 9a-9j, де 91, 92, 93, 94, 95 і 96 - моношари, покладені для одержання безперервної фіброцементної багатошарової заготовки 900 згідно із даним винаходом. Слід розуміти, що, незважаючи на кращі варіанти здійснення та/або матеріали, описані для надання варіантів здійснення згідно із даним винаходом, можуть бути виконані різні модифікації або зміни без відступу від обсягу й сутності даного винаходу. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Спосіб із застосуванням технології Гачека для виробництва профільованих фіброцементних плит, який включає етапи: - одержання безперервної фіброцементної багатошарової заготовки (101) у напрямку (103) виробництва за допомогою укладання щонайменше одного моношару (105) першого типу моношарів, що має першу ширину (W1) у поперечному напрямку (115), і щонайменше одного моношару (107, 109, 111) другого типу моношарів, що має другу ширину (W2) у зазначеному поперечному напрямку, при цьому зазначена перша ширина (W1) менше, ніж зазначена друга ширина (W2), щонайменше один моношар (107) другого типу моношарів проходить у поперечному напрямку за межі щонайменше одного моношару (105) першого типу моношарів; - накопичення щонайменше одного шару зазначеної безперервної фіброцементної багатошарової заготовки на профільований накопичувальний ролик (117), при цьому зазначений накопичувальний ролик має виїмку (125) в осьовому напрямку (121) уздовж щонайменше частини своєї окружності (127), у результаті чого щонайменше перший моношар одержують усередині зазначеної виїмки, за допомогою чого одержують накопичену заготовку (133); - видалення зазначеної накопиченої заготовки з накопичувального ролика, за допомогою чого одержують нествердлу профільовану фіброцементну плиту (130); - ствердіння зазначеної нествердлої фіброцементної плити для одержання зазначеної профільованої фіброцементної плити. 2. Спосіб із застосуванням технології Гачека за п. 1, який відрізняється тим, що виїмка має глибину в діапазоні від 0,5 мм до 3 мм. 3. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що різниця між зазначеною шириною (W1) зазначеного першого типу моношарів у поперечному напрямку (115) і шириною (W2) зазначеного другого типу моношарів становить щонайменше 40 мм. 6 UA 115266 C2 5 10 15 20 25 30 35 40 45 4. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена багатошарова заготовка додатково містить n додаткових моношарів, при цьому n є цілим числом, яке дорівнює щонайменше 1, причому зазначена ширина кожного із зазначених n додаткових моношарів у поперечному напрямку більше, ніж перша ширина, і при цьому кожний із зазначених n моношарів проходить у поперечному напрямку за межі першого моношару. 5. Спосіб із застосуванням технології Гачека за п. 4, який відрізняється тим, що зазначені n додаткових моношарів являють собою моношари зазначеного другого типу моношарів. 6. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена виїмка має трапецієподібну форму, при цьому довжина радіальної проекції кожної зі сторін зазначеної трапецієподібної форми на вісь зазначеного накопичувального ролика перебуває в діапазоні 2-20 мм. 7. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена багатошарова заготовка додатково містить m додаткових моношарів, при цьому зазначені m моношарів є моношарами зазначеного першого типу моношарів. 8. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначена багатошарова заготовка складається з 2-8 моношарів. 9. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що щонайменше один моношар першого типу моношарів має товщину, відмінну від товщини щонайменше одного моношару другого типу моношарів. 10. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що кожний із зазначених моношарів одержують за допомогою накопичення фіброцементної суспензії на обертовому сітковому барабані та видалення зазначеної накопиченої фіброцементної суспензії із зазначеного обертового сіткового барабана у вигляді моношару, при цьому ширину зазначеного першого типу моношарів у поперечному напрямку одержують за допомогою блокування щонайменше частини сітки на зовнішніх кінцях в осьовому напрямку обертового сіткового барабана. 11. Спосіб із застосуванням технології Гачека за будь-яким із пп. 1-9, який відрізняється тим, що кожний із зазначених моношарів одержують за допомогою накопичення фіброцементної суспензії на обертовому сітковому барабані й видалення зазначеної накопиченої фіброцементної суспензії із зазначеного обертового сіткового барабана у вигляді моношару, при цьому ширину зазначеного першого типу моношарів у поперечному напрямку одержують за допомогою видалення частини накопиченої фіброцементної суспензії із сітки, частини якої виступають за межі ширини, яку необхідно одержати. 12. Спосіб із застосуванням технології Гачека за п. 11, який відрізняється тим, що суспензію видаляють за допомогою розпилення води на суспензію, що видаляється. 13. Спосіб із застосуванням технології Гачека за будь-яким з попередніх пунктів, який відрізняється тим, що зазначений накопичувальний ролик не має виїмки (125) в осьовому напрямку (121) уздовж щонайменше 40 мм своєї окружності. 14. Спосіб із застосуванням технології Гачека за будь-яким із пп. 1-12, який відрізняється тим, що зазначений накопичувальний ролик має виїмку (125) в осьовому напрямку (121) уздовж усієї своєї окружності, при цьому спосіб додатково включає застосування пристрою для приведення щонайменше одного шару зазначеної безперервної фіброцементної багатошарової заготовки в контакт із накопичувальним роликом у виїмці спочатку накопичення щонайменше одного шару зазначеної безперервної фіброцементної багатошарової заготовки на профільований накопичувальний ролик. 7 UA 115266 C2 8 UA 115266 C2 9 UA 115266 C2 10 UA 115266 C2 11 UA 115266 C2 12 UA 115266 C2 13 UA 115266 C2 Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 14
ДивитисяДодаткова інформація
Назва патенту англійськоюA hatschek process for the production of fiber cement plates
Автори англійськоюvan Acoleyen, Bertrand
Автори російськоюван Аколейен Бертранд
МПК / Мітки
МПК: B28B 1/52
Мітки: гачека, технології, спосіб, фіброцементних, плит, виробництва, застосуванням
Код посилання
<a href="https://ua.patents.su/16-115266-sposib-iz-zastosuvannyam-tekhnologi-gacheka-dlya-virobnictva-fibrocementnikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб із застосуванням технології гачека для виробництва фіброцементних плит</a>
Фасонний виріб, виготовлений з гідравлічного в’язкого матеріалу із застосуванням технології паперового виробництва
Номер патенту: 85037
Опубліковано: 25.12.2008
Автори: Сакурагі Ісао, Івасакі Йосіхіро, Саітоу Тадасі, Хітомі Йосінорі
МПК: D21H 27/18, E04C 2/06, C04B 16/00, B28B 1/52, C04B 28/02
Мітки: фасонний, виробництва, в`язкого, гідравлічного, технології, матеріалу, виріб, паперового, застосуванням, виготовлений
Формула / Реферат:
1. Фасонний виріб з гідравлічного в'яжучого матеріалу, виготовлений із застосуванням технології паперового виробництва, який містить цемент, органічне синтетичне волокно з високою спорідненістю до цементу (А) і органічне синтетичне волокно з низькою спорідненістю до цементу (В), причому кожне армувальне волокно має лінійну щільність мононитки в діапазоні від 1 до 8 дтекс (1 текс = 1 кг-6/м) і довжину волокна в діапазоні 5-10 мм, де волокно...
Спосіб виготовлення плит з чотирма скошеними кромками з гідравлічного в’яжучого, лінія для виробництва вказаних плит
Номер патенту: 94609
Опубліковано: 25.05.2011
Автори: Лоран Жан-Луї, Мадейра Жозе, Ріба Домінік, Меттаван Стефан
МПК: B28B 11/16, B28B 11/08, B28B 19/00
Мітки: вказаних, кромками, чотирма, в'яжучого, виготовлення, гідравлічного, виробництва, лінія, спосіб, плит, скошеними
Формула / Реферат:
1. Спосіб виробництва плити з гідравлічного в'яжучого, що має облицювання на кожній стороні, а також на одній стороні - дві перші скошені паралельні кромки (10) і на тій же самій стороні або на іншій стороні - дві другі інші скошені паралельні кромки (25bis), перпендикулярні першим, при цьому спосіб виробництва складається з наступних етапів, на яких здійснюють:1) розливання складу гідравлічного в'яжучого (2) по облицювальному...
Спосіб поширення інформації з застосуванням технології доповненої реальності
Номер патенту: 83902
Опубліковано: 10.10.2013
Автори: Дорошенко Анна Володимирівна, Дорошенко Володимир Степанович
МПК: G06F 3/00, G06F 19/00, G06F 17/00
Мітки: доповненої, технології, інформації, застосуванням, поширення, реальності, спосіб
Формула / Реферат:
1. Спосіб поширення інформації з застосуванням технологій доповненої реальності, який відповідно до узгодженого між замовником і постачальником цифрового контенту включає технології, що доповнюють зображення реальних об'єктів на екрані відеоінформаційної системи об'єктами або персонажами комп'ютерної графіки та/або суміщають зображення, отримані від різних джерел, зокрема аудіо- чи відеозаписуючих пристроїв, тепловізорів, спектрометрів тощо...
Технологічний комплекс з виробництва фіброцементних і азбестоцементних виробів
Номер патенту: 22558
Опубліковано: 25.04.2007
Автори: Ліщинський Петро Степанович, Заяць Богдан Йосипович, Круць Микола Федорович, Литвинець Ігор Петрович
МПК: B28B 11/12, B28B 5/00, B28B 15/00
Мітки: фіброцементних, технологічний, азбестоцементних, комплекс, виробів, виробництва
Формула / Реферат:
Технологічний комплекс з виробництва фіброцементних і азбестоцементних листових виробів, що містить основну технологічну лінію з виробництва фіброцементних і азбестоцементних листових виробів, виконану з листоформувальної машини, двох передавальних столів, столу прес-ножиць з прес-ножицями, лінії штабелювання шиферу з укладачем, камери твердіння шиферу, лінії розштабелювання шиферу з перебирачем листів та лінії повернення прокладок з...
Спосіб виробництва облицювальних плит з природного каменю
Номер патенту: 36172
Опубліковано: 16.04.2001
Автори: Кондратюк Віктор Іванович, Блажієвський Петро Вікторович
МПК: B28D 1/02, B24B 1/00, B28D 1/00
Мітки: виробництва, каменю, плит, спосіб, облицювальних, природного
Текст:
...сумі ширини пропилу і товщини двох плит). Наведені дані свідчать, що запропоноване рішення відповідає критерію "новизна". При вивченні інших відомих способів виробництва облицювальних плит з блоків природного каменю не було виявлено подібного способу. Суть винаходу пояснюється кресленнями на фіг. 1-4. Фіг. 1 - операція I - розпиловка. Блок розпилюють, наприклад, штрипсовим станком. Н- товщина заготовки: H=h1+h2+t+D, де h1, h2 -...
Попередній патент: Абразивний дріт для різання, спосіб його виготовлення і його застосування
Наступний патент: Спосіб наддування паливного бака з рідким киснем
Випадковий патент: Спосіб комплексного лікування стабільної стенокардії напруги