Абразивний дріт для різання, спосіб його виготовлення і його застосування
Формула / Реферат
1. Абразивний дріт, що містить сталеве осердя і зовнішнє покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче утворене щонайменше з одного шару сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою відносно маси сплаву Ni-Co.
2. Абразивний дріт за п. 1, який відрізняється тим, що сплав Ni-Co містить від 37 % до 65 % за масою кобальту.
3. Абразивний дріт за п. 1 або п. 2, який відрізняється тим, що зовнішнє покриття містить два шари зв'язуючого, виконаних зі сплаву Ni-Co, із вмістом кобальту, незалежно один від одного, у межах від 20 % до 85 % за масою.
4. Абразивний дріт за будь-яким із пп. 1-3, який відрізняється тим, що сплав Ni-Co містить сірку, переважно від 100 до 1000 мас. ч/млн.
5. Абразивний дріт за будь-яким із пп. 1-4, який відрізняється тим, що абразивні частки виконані з матеріалу, вибраного із групи, яка містить карбід кремнію SiC; діоксид кремнію SiO2; карбід вольфраму WC; нітрид кремнію Si3N4; нітрид бору BN; діоксид хрому СrO2; оксид алюмінію Аl2O3; алмаз; при цьому алмази попередньо покриті нікелем, залізом, кобальтом, міддю або титаном або їх сплавами.
6. Абразивний дріт за будь-яким із пп. 1-5, який відрізняється тим, що абразивні частки утворені із зерен щонайменше частково покритих плівкою, виконаною з феромагнітного матеріалу.
7. Спосіб виготовлення абразивного дроту за будь-яким із попередніх пунктів, що включає етапи:
нанесення електроосадженням на сталевий дріт покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче виконане із шару сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою відносно маси сплаву Ni-Co шляхом пропущення в електролітичній ванні (В1), що містить щонайменше іони кобальту (II) і нікелю (II), а також абразивні частки;
факультативно, нанесення електроосадженням додаткового зв'язуючого шару шляхом пропущення в електролітичній ванні (В2), що містить щонайменше іони кобальту (II) і нікелю (II), причому зазначений додатковий шар виконаний зі сплаву Ni-Co із вмістом кобальту в межах від 20 % до 85 % за масою.
8. Спосіб виготовлення абразивного дроту за п. 7, який відрізняється тим, що ванни (В1) і (В2) містять, незалежно одна від одної, від 1 до 150 г/л іонію кобальту (II) і від 50 до 150 г/л іонів нікелю (II).
9. Спосіб виготовлення абразивного дроту за п. 7 або п. 8, який відрізняється тим, що ванна (В1) містить від 1 до 100 г/л абразивних часток.
10. Застосування абразивного дроту за кожним із пп. 1-6 для різання матеріалу, вибраного із групи, що містить кремній, сапфір і карбід кремнію.
Текст
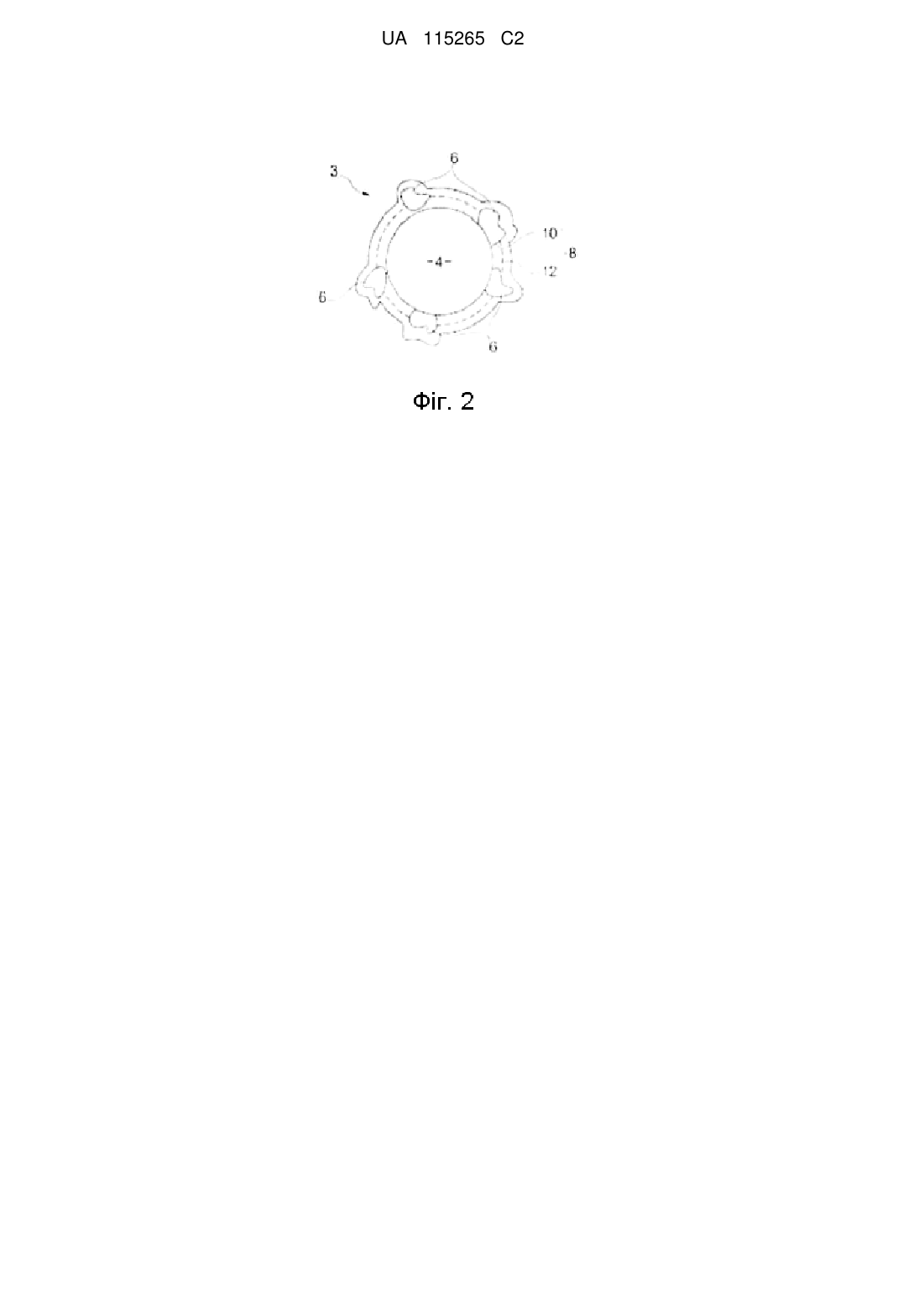
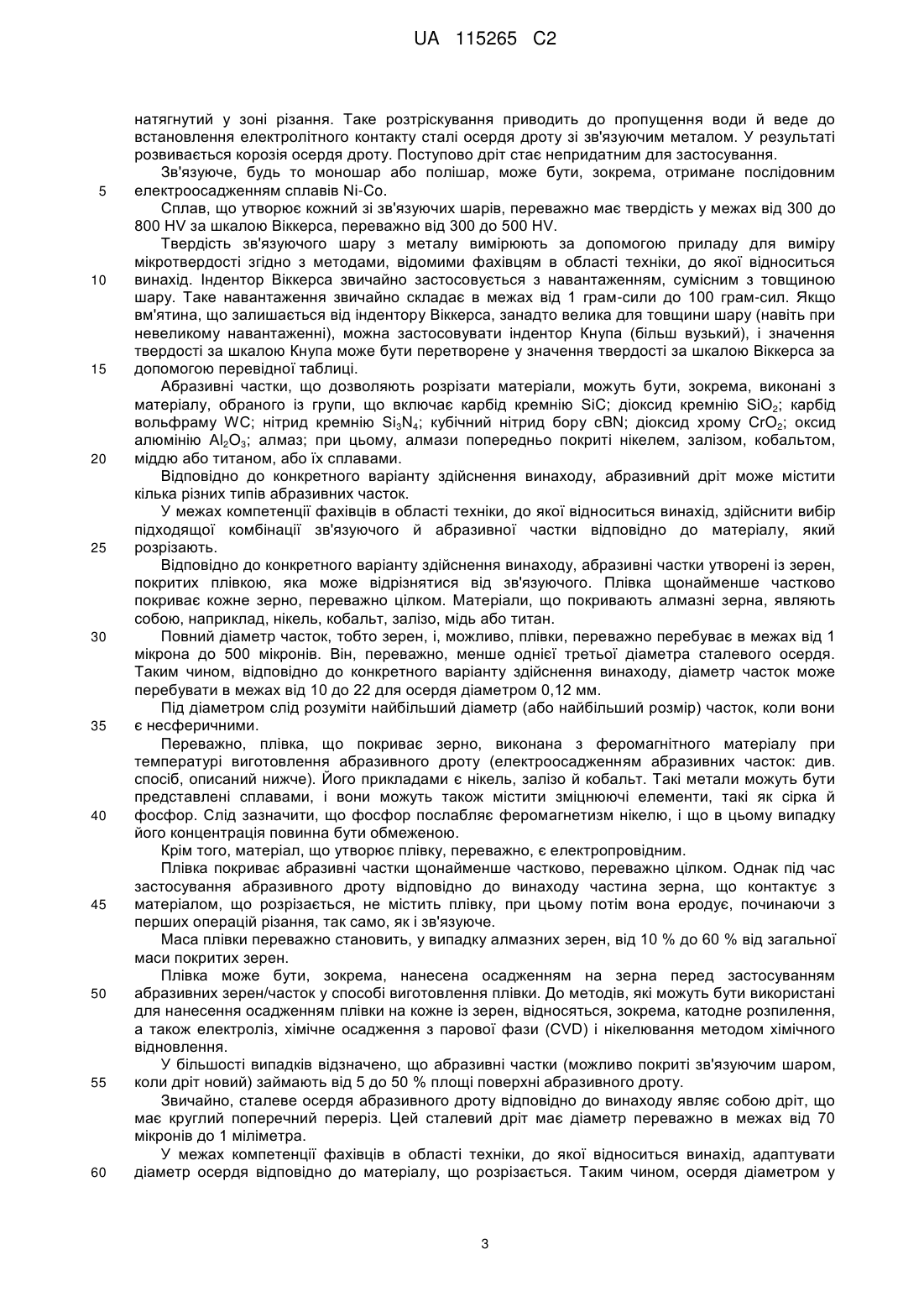
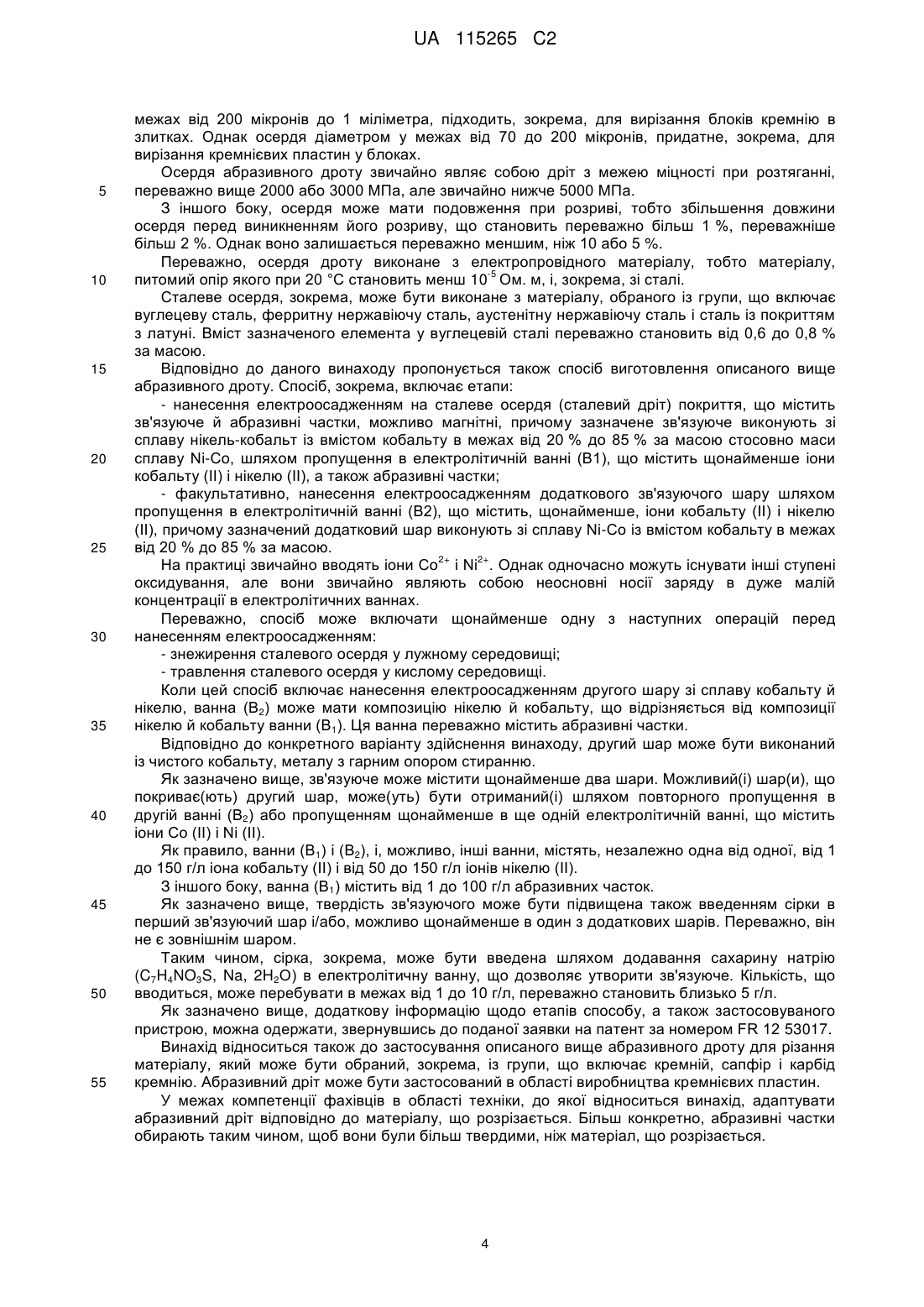
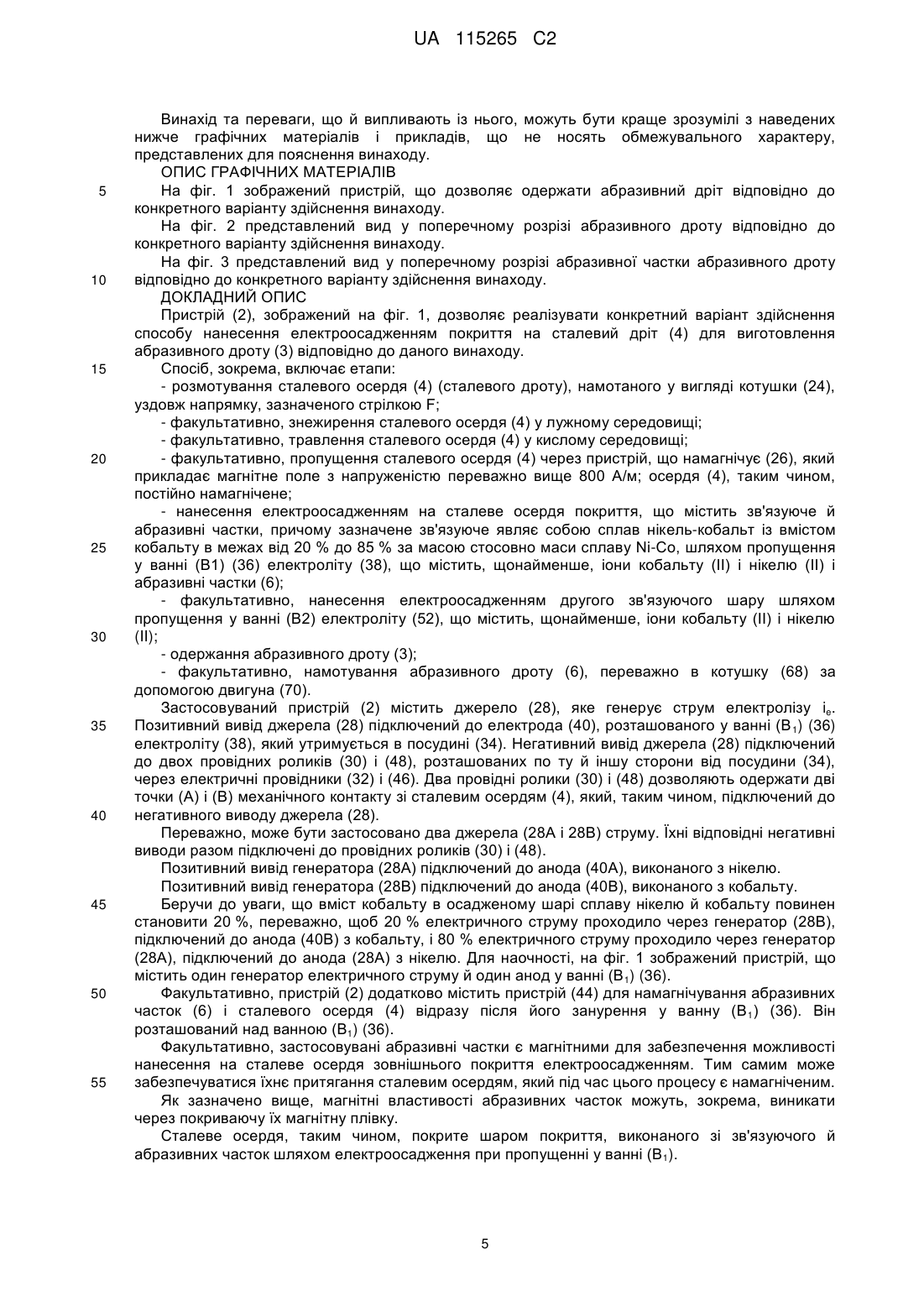
Реферат: Винахід стосується абразивного дроту для різання таких матеріалів як кремній, сапфір або карбід кремнію, способу виготовлення такого дроту, а також його застосування. Відповідно до винаходу абразивний дріт містить сталеве осердя і зовнішнє покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче утворене щонайменше з одного шару сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою відносно маси сплаву NiCo. UA 115265 C2 (12) UA 115265 C2 UA 115265 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ТЕХНІКИ, ДО ЯКОЇ ВІДНОСИТЬСЯ ВИНАХІД Даний винахід відноситься до абразивного дроту, який містить сталеве осердя і абразивні частки, утримувані на осерді за допомогою зв'язуючого на основі сплаву Ni-Co. Галузь застосування даного винаходу, зокрема, стосується різання таких матеріалів, як кремній, сапфір або карбід кремнію. ПЕРЕДУМОВИ СТВОРЕННЯ ВИНАХОДУ Звичайно різка таких твердих матеріалів, як кремнієві пластини, може здійснюватися за допомогою дроту (зі сталі), на периферії якої є абразивні частки (наприклад, з алмазу). Для виключення можливості обривів дроту у відомому рівні техніки пропонується застосування сталевого дроту з високим вмістом вуглецю. Абразивні частки зчеплені із дротом за допомогою зв'язуючого шару на основі смоли або металу. Таке зв'язуюче втримує частки на поверхні дроту для додання їй абразивних властивостей. Частки, на відміну від зв'язуючого, звичайно виконані з більш твердого матеріалу, ніж матеріал, що розрізається. У дійсності, при першому застосуванні дроту зв'язуюче частково еродує, піддаючи абразивні частки зовнішньому впливу. Після цього здійснюється різання матеріалу за допомогою повторюваних проходжень ріжучого дроту по поверхні матеріалу, що розрізається, тобто за рахунок тертя матеріалу виступаючих частин абразивних часток. Відразу ж після піддавання абразивних часток зовнішньому впливу, зв'язуюче більше не входить у безпосередній контакт із матеріалом, що розрізається. Однак, воно може зношуватися відповідно наступним двом механізмам: - у результаті механічної деформації: при різанні матеріалу абразивні частки по черзі підштовхуються вперед та назад і уздовж основного напрямку дроту. Цей рух є безпосереднім наслідком тертя матеріалу, що розрізається. Таким чином, при кожному русі відбувається невелике деформування зв'язуючого. Наприкінці процесу різання, зв'язуюче місцями може деформуватися занадто сильно для ефективного втримання абразивних часток на поверхні дроту. - у результаті абразивного зношування/ерозії: цей механізм виникає через присутність фрагментів матеріалу, що розрізається, розташованих між зв'язуючим, яке зміщається уздовж дроту та матеріалом, що розрізається. Внаслідок переміщень різання, фрагменти матеріалу викликають ерозію зв'язуючого, внаслідок якої відбувається поступове зменшення його товщини. Наприкінці процесу різання, товщина зв'язуючого вже недостатня для ефективного втримання абразивних часток на поверхні дроту. Відбувається відрив абразивних часток, що веде до поступового зниження абразивної здатності дроту й, тим самим, до ослаблення його здатності розрізати матеріал. Звичайно, механічна деформація проявляється сильніше, ніж стирання зв'язуючого. Для затримки або навіть усунення процесу погіршення абразивних властивостей дроту, розроблені зв'язуючі на основі сплавів металів. Їхні характеристики твердості виявляються краще за характеристики твердості смоли. Таким чином, для обмеження зношування дроту може застосовуватися зв'язуюче на основі сплаву нікелю й фосфору. Зв'язуюче наноситься методом хімічного осадження на поверхню дроту таким чином, щоб воно закривало абразивні зерна. До того ж, його твердість вище твердості чистого нікелю. У документі EP 2 428 317 для обмеження розтріскування зв'язуючого шару запропоновано обмежити вміст сірки, кисню й водню в електролітичному осадженому покритті з нікелю. І нарешті, для виключення можливості виникнення обривів дроту, у відомому рівні техніки пропонується застосування сталевого дроту з високим вмістом вуглецю. Однак сталеві дроти чутливі до корозії, зокрема при наявності електролітичного контакту між сталлю й більш благородним металом, таким як мідь, нікель або кобальт. Цей електролітичний контакт може виникати при розтріскуванні зв'язуючого й при контакті дроту з водою. Такі умови іноді зустрічаються в період виконання операції різання. Дріт для різання натягають (і після цього його зв'язуючий шар з металу може розтріскуватися) і обприскують його водою. Однак існує потреба в розробці технічних рішень, альтернативних таким зв'язуючим, зокрема для забезпечення втримання абразивних зерен на осерді абразивного дроту, а також контролю зношування зв'язуючого. Даний винахід спрямований на розв'язання цього технічного завдання. Сутність винаходу Заявники розробили дріт, на поверхні якого за допомогою зв'язуючого втримуються абразивні частки. 1 UA 115265 C2 5 10 15 20 25 30 35 40 45 50 55 60 Крім того, зв'язуюче захищає осердя дроту від його передчасного зношування при його застосуванні. Його специфічний склад дозволяє підвищити опір механічної деформації, а також опір стиранню під час операцій різання й, разом із цим, дозволяє звести до мінімуму втрати абразивних часток. Таким чином, зв'язуюче одночасно має такі властивості, як твердість і опір стиранню. Більш конкретно, метою даного винаходу є абразивний дріт, що містить сталеве осердя і зовнішнє покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче утворене щонайменше з одного шару сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою стосовно маси сплаву Ni-Co, переважно від 37 до 65 %. Як зазначено вище, зв'язуюче дозволяє втримувати частки на периферії сталевого осердя. Таким чином, абразивні частки по суті не мають ступені вільності на зазначеному осерді. Переважно, частки не мають ступені вільності на сталевому осерді, зокрема при застосуванні абразивного дроту відповідно до винаходу. У дійсності сплав Ni-Co із вмістом кобальту в межах від 20 до 85 % за масою забезпечує краще втримання часток на осерді, ніж відомі з рівня техніки полімерні зв'язуючі. Він має такі властивості, як твердість і опір стиранню, що забезпечують можливість більш ефективного втримання часток на місці, навіть при застосуванні дроту під час виконання операцій різання. Абразивні частки можуть безпосередньо контактувати зі сталевим осердям, але вони, переважно, можуть бути також відділені від осердя тонким шаром зв'язуючого. Це, зокрема, має місце при використанні способу, представленого на фіг. 1. Зв'язуюче щонайменше частково покриває абразивні частки. Переважно, зв'язуюче не повинно розтріскуватися під час застосування дроту. Інакше кажучи, коли дріт натягнутий, за його максимальної межі напруги поверхня зв'язуючого не повинна розтріскуватися. Відповідно до конкретного варіанту здійснення винаходу зовнішнє покриття містить щонайменше один додатковий зв'язуючий шар, виконаний зі сплаву Ni-Co, із вмістом кобальту в межах від 20 % до 85 % за масою, переважно від 37 до 65 %. Зв'язуюче повинно втримуватися таким чином у вигляді одного шару або ряду шарів, переважно двох шарів. Термін "шар" означає захисну оболонку дроту однорідного складу. Таким чином, два шари можуть відрізнятися один від одного своїми різними хімічними складами або наявністю абразиву тільки в одному з них. Зв'язуючі шари можуть бути виконані зі сплавів Ni-Co, що відрізняються один від одного. Перший зв'язуючий шар, що контактує зі сталевим осердям, може мати більш високу твердість, ніж додаткові шари для втримання абразивних часток на дроті. Однак додатковий(і) зв'язуючий(і) шар(и) (зовнішній(і) шар(и)), переважно, має(ють) більш високий опір стиранню, а також пластичність для запобігання розтріскування зв'язуючого при механічному натягу дроту. Для цього зовнішній зв'язуючий шар, переважно, повинен мати достатню пластичність. Для цього можна визначити експериментально, чи є пластичність зовнішнього шару достатньою, піддавши дріт простому випробуванню на розтягання доти, поки не відбудеться його обрив. Досить пластичний зовнішній шар в основному є повністю безперервним, за винятком вузьких зон по ту й іншу сторону від місця обриву. Відповідно до конкретного варіанту здійснення винаходу, абразивний дріт містить сталеве осердя і зовнішнє покриття, що містить зв'язуюче й абразивні частки. Зв'язуюче утворене, у цьому конкретному випадку, із двох зв'язуючих шарів, можливо зі сплаву нікель-кобальт, із вмістом кобальту в межах від 20 % до 85 % за масою стосовно маси сплаву Ni-Co (незалежно від одного шару до іншого). Другий зв'язуючий шар, який покриває перший зв'язуючий шар, розташований поруч зі сталевим осердям, виконаний зі сплаву Ni-Co, у якому вміст кобальту вище його вмісту в першому зв'язуючому шарі. Таким чином, у зовнішнього зв'язуючого шару (другого шару) кращі характеристики опору стиранню внаслідок високого процентного вмісту кобальту. Крім того, перший шар має кращі характеристики твердості, ніж зв'язуючий сплав другого шару внаслідок його адаптованої композиції. Відповідно до іншого конкретного варіанту здійснення винаходу, твердість зв'язуючого на основі сплаву Ni-Co може бути підвищена за рахунок введення сірки. Це може бути, зокрема, здійснено відповідно до способу, описаного нижче, введенням сахарину натрію (C 7H4NO3S, Na, 2H2O) в електролітну ванну, що дозволяє утворити зв'язуючий шар. Таким чином, сплав Ni-Co може містити від 100 до 1000 мас. ч/млн. (частин на мільйон) сірки, переважно від 300 до 700 мас. ч/млн. Переважно, сірку містить тільки перший зв'язуючий шар. У дійсності, додаткове введення сірки веде до підвищення твердості зв'язуючого, але воно викликає зниження пластичності. Високий вміст сірки в зовнішньому шарі може викликати розтріскування покриття, коли дріт 2 UA 115265 C2 5 10 15 20 25 30 35 40 45 50 55 60 натягнутий у зоні різання. Таке розтріскування приводить до пропущення води й веде до встановлення електролітного контакту сталі осердя дроту зі зв'язуючим металом. У результаті розвивається корозія осердя дроту. Поступово дріт стає непридатним для застосування. Зв'язуюче, будь то моношар або полішар, може бути, зокрема, отримане послідовним електроосадженням сплавів Ni-Co. Сплав, що утворює кожний зі зв'язуючих шарів, переважно має твердість у межах від 300 до 800 HV за шкалою Віккерса, переважно від 300 до 500 HV. Твердість зв'язуючого шару з металу вимірюють за допомогою приладу для виміру мікротвердості згідно з методами, відомими фахівцям в області техніки, до якої відноситься винахід. Індентор Віккерса звичайно застосовується з навантаженням, сумісним з товщиною шару. Таке навантаження звичайно складає в межах від 1 грам-сили до 100 грам-сил. Якщо вм'ятина, що залишається від індентору Віккерса, занадто велика для товщини шару (навіть при невеликому навантаженні), можна застосовувати індентор Кнупа (більш вузький), і значення твердості за шкалою Кнупа може бути перетворене у значення твердості за шкалою Віккерса за допомогою перевідної таблиці. Абразивні частки, що дозволяють розрізати матеріали, можуть бути, зокрема, виконані з матеріалу, обраного із групи, що включає карбід кремнію SiC; діоксид кремнію SiO2; карбід вольфраму WC; нітрид кремнію Si3N4; кубічний нітрид бору cBN; діоксид хрому CrO2; оксид алюмінію Al2O3; алмаз; при цьому, алмази попередньо покриті нікелем, залізом, кобальтом, міддю або титаном, або їх сплавами. Відповідно до конкретного варіанту здійснення винаходу, абразивний дріт може містити кілька різних типів абразивних часток. У межах компетенції фахівців в області техніки, до якої відноситься винахід, здійснити вибір підходящої комбінації зв'язуючого й абразивної частки відповідно до матеріалу, який розрізають. Відповідно до конкретного варіанту здійснення винаходу, абразивні частки утворені із зерен, покритих плівкою, яка може відрізнятися від зв'язуючого. Плівка щонайменше частково покриває кожне зерно, переважно цілком. Матеріали, що покривають алмазні зерна, являють собою, наприклад, нікель, кобальт, залізо, мідь або титан. Повний діаметр часток, тобто зерен, і, можливо, плівки, переважно перебуває в межах від 1 мікрона до 500 мікронів. Він, переважно, менше однієї третьої діаметра сталевого осердя. Таким чином, відповідно до конкретного варіанту здійснення винаходу, діаметр часток може перебувати в межах від 10 до 22 для осердя діаметром 0,12 мм. Під діаметром слід розуміти найбільший діаметр (або найбільший розмір) часток, коли вони є несферичними. Переважно, плівка, що покриває зерно, виконана з феромагнітного матеріалу при температурі виготовлення абразивного дроту (електроосадженням абразивних часток: див. спосіб, описаний нижче). Його прикладами є нікель, залізо й кобальт. Такі метали можуть бути представлені сплавами, і вони можуть також містити зміцнюючі елементи, такі як сірка й фосфор. Слід зазначити, що фосфор послабляє феромагнетизм нікелю, і що в цьому випадку його концентрація повинна бути обмеженою. Крім того, матеріал, що утворює плівку, переважно, є електропровідним. Плівка покриває абразивні частки щонайменше частково, переважно цілком. Однак під час застосування абразивного дроту відповідно до винаходу частина зерна, що контактує з матеріалом, що розрізається, не містить плівку, при цьому потім вона еродує, починаючи з перших операцій різання, так само, як і зв'язуюче. Маса плівки переважно становить, у випадку алмазних зерен, від 10 % до 60 % від загальної маси покритих зерен. Плівка може бути, зокрема, нанесена осадженням на зерна перед застосуванням абразивних зерен/часток у способі виготовлення плівки. До методів, які можуть бути використані для нанесення осадженням плівки на кожне із зерен, відносяться, зокрема, катодне розпилення, а також електроліз, хімічне осадження з парової фази (CVD) і нікелювання методом хімічного відновлення. У більшості випадків відзначено, що абразивні частки (можливо покриті зв'язуючим шаром, коли дріт новий) займають від 5 до 50 % площі поверхні абразивного дроту. Звичайно, сталеве осердя абразивного дроту відповідно до винаходу являє собою дріт, що має круглий поперечний переріз. Цей сталевий дріт має діаметр переважно в межах від 70 мікронів до 1 міліметра. У межах компетенції фахівців в області техніки, до якої відноситься винахід, адаптувати діаметр осердя відповідно до матеріалу, що розрізається. Таким чином, осердя діаметром у 3 UA 115265 C2 5 10 15 20 25 30 35 40 45 50 55 межах від 200 мікронів до 1 міліметра, підходить, зокрема, для вирізання блоків кремнію в злитках. Однак осердя діаметром у межах від 70 до 200 мікронів, придатне, зокрема, для вирізання кремнієвих пластин у блоках. Осердя абразивного дроту звичайно являє собою дріт з межею міцності при розтяганні, переважно вище 2000 або 3000 MПa, але звичайно нижче 5000 MПа. З іншого боку, осердя може мати подовження при розриві, тобто збільшення довжини осердя перед виникненням його розриву, що становить переважно більш 1 %, переважніше більш 2 %. Однак воно залишається переважно меншим, ніж 10 або 5 %. Переважно, осердя дроту виконане з електропровідного матеріалу, тобто матеріалу, -5 питомий опір якого при 20 °C становить менш 10 Ом. м, і, зокрема, зі сталі. Сталеве осердя, зокрема, може бути виконане з матеріалу, обраного із групи, що включає вуглецеву сталь, ферритну нержавіючу сталь, аустенітну нержавіючу сталь і сталь із покриттям з латуні. Вміст зазначеного елемента у вуглецевій сталі переважно становить від 0,6 до 0,8 % за масою. Відповідно до даного винаходу пропонується також спосіб виготовлення описаного вище абразивного дроту. Спосіб, зокрема, включає етапи: - нанесення електроосадженням на сталеве осердя (сталевий дріт) покриття, що містить зв'язуюче й абразивні частки, можливо магнітні, причому зазначене зв'язуюче виконують зі сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою стосовно маси сплаву Ni-Co, шляхом пропущення в електролітичній ванні (B1), що містить щонайменше іони кобальту (II) і нікелю (II), а також абразивні частки; - факультативно, нанесення електроосадженням додаткового зв'язуючого шару шляхом пропущення в електролітичній ванні (B2), що містить, щонайменше, іони кобальту (II) і нікелю (II), причому зазначений додатковий шар виконують зі сплаву Ni-Co із вмістом кобальту в межах від 20 % до 85 % за масою. 2+ 2+ На практиці звичайно вводять іони Co і Ni . Однак одночасно можуть існувати інші ступені оксидування, але вони звичайно являють собою неосновні носії заряду в дуже малій концентрації в електролітичних ваннах. Переважно, спосіб може включати щонайменше одну з наступних операцій перед нанесенням електроосадженням: - знежирення сталевого осердя у лужному середовищі; - травлення сталевого осердя у кислому середовищі. Коли цей спосіб включає нанесення електроосадженням другого шару зі сплаву кобальту й нікелю, ванна (B2) може мати композицію нікелю й кобальту, що відрізняється від композиції нікелю й кобальту ванни (B1). Ця ванна переважно містить абразивні частки. Відповідно до конкретного варіанту здійснення винаходу, другий шар може бути виконаний із чистого кобальту, металу з гарним опором стиранню. Як зазначено вище, зв'язуюче може містити щонайменше два шари. Можливий(і) шар(и), що покриває(ють) другий шар, може(уть) бути отриманий(і) шляхом повторного пропущення в другій ванні (B2) або пропущенням щонайменше в ще одній електролітичній ванні, що містить іони Co (II) і Ni (II). Як правило, ванни (B1) і (B2), і, можливо, інші ванни, містять, незалежно одна від одної, від 1 до 150 г/л іона кобальту (II) і від 50 до 150 г/л іонів нікелю (II). З іншого боку, ванна (B1) містить від 1 до 100 г/л абразивних часток. Як зазначено вище, твердість зв'язуючого може бути підвищена також введенням сірки в перший зв'язуючий шар і/або, можливо щонайменше в один з додаткових шарів. Переважно, він не є зовнішнім шаром. Таким чином, сірка, зокрема, може бути введена шляхом додавання сахарину натрію (C7H4NO3S, Na, 2H2O) в електролітичну ванну, що дозволяє утворити зв'язуюче. Кількість, що вводиться, може перебувати в межах від 1 до 10 г/л, переважно становить близько 5 г/л. Як зазначено вище, додаткову інформацію щодо етапів способу, а також застосовуваного пристрою, можна одержати, звернувшись до поданої заявки на патентза номером FR 12 53017. Винахід відноситься також до застосування описаного вище абразивного дроту для різання матеріалу, який може бути обраний, зокрема, із групи, що включає кремній, сапфір і карбід кремнію. Абразивний дріт може бути застосований в області виробництва кремнієвих пластин. У межах компетенції фахівців в області техніки, до якої відноситься винахід, адаптувати абразивний дріт відповідно до матеріалу, що розрізається. Більш конкретно, абразивні частки обирають таким чином, щоб вони були більш твердими, ніж матеріал, що розрізається. 4 UA 115265 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід та переваги, що й випливають із нього, можуть бути краще зрозумілі з наведених нижче графічних матеріалів і прикладів, що не носять обмежувального характеру, представлених для пояснення винаходу. ОПИС ГРАФІЧНИХ МАТЕРІАЛІВ На фіг. 1 зображений пристрій, що дозволяє одержати абразивний дріт відповідно до конкретного варіанту здійснення винаходу. На фіг. 2 представлений вид у поперечному розрізі абразивного дроту відповідно до конкретного варіанту здійснення винаходу. На фіг. 3 представлений вид у поперечному розрізі абразивної частки абразивного дроту відповідно до конкретного варіанту здійснення винаходу. ДОКЛАДНИЙ ОПИС Пристрій (2), зображений на фіг. 1, дозволяє реалізувати конкретний варіант здійснення способу нанесення електроосадженням покриття на сталевий дріт (4) для виготовлення абразивного дроту (3) відповідно до даного винаходу. Спосіб, зокрема, включає етапи: - розмотування сталевого осердя (4) (сталевого дроту), намотаного у вигляді котушки (24), уздовж напрямку, зазначеного стрілкою F; - факультативно, знежирення сталевого осердя (4) у лужному середовищі; - факультативно, травлення сталевого осердя (4) у кислому середовищі; - факультативно, пропущення сталевого осердя (4) через пристрій, що намагнічує (26), який прикладає магнітне поле з напруженістю переважно вище 800 A/м; осердя (4), таким чином, постійно намагнічене; - нанесення електроосадженням на сталеве осердя покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче являє собою сплав нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою стосовно маси сплаву Ni-Co, шляхом пропущення у ванні (B1) (36) електроліту (38), що містить, щонайменше, іони кобальту (II) і нікелю (II) і абразивні частки (6); - факультативно, нанесення електроосадженням другого зв'язуючого шару шляхом пропущення у ванні (B2) електроліту (52), що містить, щонайменше, іони кобальту (II) і нікелю (II); - одержання абразивного дроту (3); - факультативно, намотування абразивного дроту (6), переважно в котушку (68) за допомогою двигуна (70). Застосовуваний пристрій (2) містить джерело (28), яке генерує струм електролізу ie. Позитивний вивід джерела (28) підключений до електрода (40), розташованого у ванні (B 1) (36) електроліту (38), який утримується в посудині (34). Негативний вивід джерела (28) підключений до двох провідних роликів (30) і (48), розташованих по ту й іншу сторони від посудини (34), через електричні провідники (32) і (46). Два провідні ролики (30) і (48) дозволяють одержати дві точки (A) і (B) механічного контакту зі сталевим осердям (4), який, таким чином, підключений до негативного виводу джерела (28). Переважно, може бути застосовано два джерела (28A і 28B) струму. Їхні відповідні негативні виводи разом підключені до провідних роликів (30) і (48). Позитивний вивід генератора (28A) підключений до анода (40A), виконаного з нікелю. Позитивний вивід генератора (28B) підключений до анода (40B), виконаного з кобальту. Беручи до уваги, що вміст кобальту в осадженому шарі сплаву нікелю й кобальту повинен становити 20 %, переважно, щоб 20 % електричного струму проходило через генератор (28B), підключений до анода (40B) з кобальту, і 80 % електричного струму проходило через генератор (28A), підключений до анода (28A) з нікелю. Для наочності, на фіг. 1 зображений пристрій, що містить один генератор електричного струму й один анод у ванні (B1) (36). Факультативно, пристрій (2) додатково містить пристрій (44) для намагнічування абразивних часток (6) і сталевого осердя (4) відразу після його занурення у ванну (B 1) (36). Він розташований над ванною (B1) (36). Факультативно, застосовувані абразивні частки є магнітними для забезпечення можливості нанесення на сталеве осердя зовнішнього покриття електроосадженням. Тим самим може забезпечуватися їхнє притягання сталевим осердям, який під час цього процесу є намагніченим. Як зазначено вище, магнітні властивості абразивних часток можуть, зокрема, виникати через покриваючу їх магнітну плівку. Сталеве осердя, таким чином, покрите шаром покриття, виконаного зі зв'язуючого й абразивних часток шляхом електроосадження при пропущенні у ванні (B1). 5 UA 115265 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відповідно до конкретного варіанту здійснення винаходу, після цього на сталеве осердя може бути нанесений осадженням другий зв'язуючий шар шляхом пропущення через другу ванну (B2) (52). Друга ванна (B2) (52), яка утримується в посудині (50), містить електроліт. Вона, переважно, не містить абразивні частки. Етап нанесення електроосадженням другого зв'язуючого шару включає, зокрема, занурення сталевого осердя, покритого першим зв'язуючим шаром і абразивними частками, у ванну, у якій розташований електрод (54), підключений до позитивного виводу другого джерела (56) струму. Негативний вивід другого джерела (56) струму підключений до двох провідних роликів (62) і (64), розташованих з однієї й іншої сторони посудини (50), що вміщає другу ванну (B2) (52), через електричні провідники (58) і (60). Переважно, може бути застосовано два джерела (56A і 56B) струму. Їхні відповідні негативні виводи разом підключені до провідних роликів (62) і (64). Позитивний вивід генератора (56A) підключений до анода (54A), виконаного з нікелю. Позитивний вивід генератора (56B) підключений до анода (54B), виконаного з кобальту. Беручи до уваги, що вміст кобальту в осадженому шарі сплаву нікелю й кобальту повинен становити 85 %, переважно, щоб 85 % електричного струму проходило через генератор (56B), підключений до анода (54B) з кобальту, і 15 % струму проходило через генератор (56A), підключений до анода (54A) з нікелю. Для наочності на фіг. 1 зображений пристрій, що містить один генератор електричного струму й один анод у ванні (B2) (52). Провідні ролики (62) і (64) забезпечують з'єднання між сталевим осердям (4) і негативним виводом другого джерела (56) струму в контактних точках (C) і (D). Після пропущення через другу електролітичну ванну одержують абразивний дріт (3). Він може бути намотаний у вигляді котушки (68). Як зазначено вище, пристрій (2) більш докладно описаний в поданій заявці на патент за номером FR 12.53017. Як показано на фіг. 2, абразивний дріт (3) відповідно до винаходу має осердя (4), покрите першим зв'язуючим шаром (10), що частково покриває абразивні частки (6). Відповідно цьому конкретному варіанту здійснення винаходу, абразивний дріт додатково містить другий зв'язуючий шар (12), що покриває абразивні частки (6). Цей другий зв'язуючий шар, переважно, має більш високий опір стиранню, ніж перший шар. З іншого боку, другий зв'язуючий шар (12) є, переважно, менш твердим і більш пластичним, ніж перший шар (10), що покриває сталеве осердя (4). Два шари (10) і (12) і абразивні частки (6) утворюють зовнішнє покриття (8) абразивного дроту (3). Відповідно до конкретного варіанту здійснення винаходу, абразивна частка (6) містить абразивне зерно (16), покрите плівкою (18) (фіг. 3). Плівка, переважно, виконана з магнітного матеріалу для полегшення электроосадження часток на сталеве осердя (4). У дійсності, нанесення зовнішнього покриття електроосадженням переважно здійснюється за наявності магнітних часток. ВАРІАНТИ ЗДІЙСНЕННЯ ВИНАХОДУ Зі сталевого осердя у твердому стані виготовлений ряд абразивних дротів (приклади 1-9). Сталеве осердя містить 0,8 % вуглецю, воно має діаметр 0,12 міліметра. Робоча процедура Виготовили дріт відповідно до наступних етапів: (1) знежирення сталевого осердя у лужному середовищі; (2) травлення сталевого осердя у кислому середовищі; (3) електроосадження шляхом пропущення сталевого осердя в першій електролітичній ванні (B1), що містить абразивні частки, для утворення першого зовнішнього шару; (4) факультативно, другого електроосадження шляхом пропущення сталевого осердя в другій електролітній ванні (B2) для утворення другого зовнішнього шару. Відповідні композиції електролітичних ванн (B1) і (B2), підібрані згідно із прикладами. Ці ванни є ваннами на водній основі. Наприклад, електролітична ванна (B1) згідно із прикладом 9 містить: 2+ - 100 г/л Ni у вигляді сульфамата нікелю й хлориду нікелю; 2+ - 4 г/л Co у вигляді сульфамата кобальту; - 15 г/л Cl у вигляді хлориду нікелю; - 35 г/л H3BO3 (борна кислота); - 2 мл/л змочувальної речовини UNW 89 (Mc Dermid), утвореної, у тому числі, з лаурилсульфата натрію; 6 UA 115265 C2 5 10 15 20 25 30 35 - 20 г/л попередньо нікельованих алмазів, що мають діаметр від 12 до 22 мікронів і утримуючих нікель у кількості, що становить приблизно 50 % за масою. Водневий показник pH цієї ванни (B1) установлюють таким, що дорівнює 3,8, шляхом додавання сульфамінової кислоти. Електролітична ванна (B2) згідно із прикладом 9 містить: 2+ - 100 г/л Ni у вигляді сульфамата нікелю й хлориду нікелю; 2+ - 30 г/л Co у вигляді сульфамата кобальту; - 15 г/л Cl у вигляді хлориду нікелю; - 35 г/л H3BO3 (борна кислота). Водневий показник pH цієї ванни (B1) установлюють таким, що дорівнює 3,8, шляхом додавання сульфамінової кислоти. Умови обробки сталевого осердя у ваннах (B1) і (B2) ідентичні і є наступними: - температура: 55°С; - швидкість дроту: 5 м/хв; 2 - щільність струму: 2 A/дм . Дроти згідно із прикладами 1-8 таблиці 1 виготовлені згідно з етапами (1)-(3) цієї робочої процедури шляхом добору кількості кобальту й нікелю. Здійснене тільки пропущення у ванні (B1). Однак дріт відповідно до прикладу 9 виготовлений згідно з етапами (1)-(4) робочої процедури. Зв'язуюче цього дроту, таким чином, утворене із двох шарів. Результати Твердість зв'язуючих шарів дротів згідно із прикладами 1-9 виміряна відповідно до відомих методів (мікротвердість за шкалою Віккерса). Опір зв'язуючих шарів стиранню оцінюється за пластинами, на які вони були попередньо нанесені осадженням (за тих самих умов проведення електрохімічної реакції, що й для абразивних дротів). Пластини розміщені в кульковому трибометрі із твердою кулькою з нержавіючої сталі в сухих умовах за відсутності змащення. Експериментально визначений обсяг еродованого осадженого покриття. Малий еродований обсяг відповідає гарному опору стиранню. Умови проведення експерименту, реалізовані для виготовлення дротів згідно із прикладами 1-9, зазначені в наведеній нижче таблиці. Вони, зокрема, містять: 2+ 2+ - концентрації відповідних іонів Ni і Co в електроліті в грамах на літр; - концентрацію кобальту в осадженому покритті (зв'язуючому), решта виконана з нікелю й слідів кисню, водню й сірки; - твердість осадженого покриття, виражена в одиницях твердості за шкалою Віккерса (HV); - опір стиранню осадженого покриття при терті о тверду сталеву деталь. Дроти згідно із прикладами 1-8 мають один зв'язуючий шар товщиною 8 мікронів. Дріт згідно із прикладом 9 має перший зв'язуючий шар товщиною 8 мікронів і другий зв'язуючий шар теж товщиною 8 мікронів. 40 7 UA 115265 C2 Таблиця Твердість і опір стиранню абразивних дротів, виконаних відповідно до винаходу (INV) і контрприкладів (CE) 1 (CE) 2 (CE) 3 (INV) 4 (INV) 5 (INV) 6 (INV) 7 (CE) (i) 8 (INV) (i) 100 100 100 100 100 100 0 0 2 4 10 15 30 100 100 Приклади Кобальт в осадженому покритті (% за масою) 0 10 20 37 65 85 100 4 20 2+ Ni (г/л) 2+ Co (г/л) 10 15 500 B1 100 4 20 300 B2 100 30 85 300 (i) добавка у вигляді 5 г/л сахарину натрію, C7H4NO3, Na, 2H2O у ванні B1. 9 (INV) 5 Твердість осадженого покриття (HV) 250 280 300 350 350 300 250 Опір осадженого покриття стиранню поганий поганий середній середній середній гарний гарний гарний, але низька пластичність гарний не вимірялося Концентрація сірки, виміряна за допомогою вторинної іонної мас-спектрометрії (SIMS), 19 3 становить 3,10 атомів/cм , тобто приблизно 300 ч/млн (частин на мільйон за масою). Наявність тріщин під час випробування на розтягання дроту згідно із прикладом 8. (ii) дріт із двошаровим покриттям, нанесення осадженням двох шарів згідно з етапами 1-4: опір стиранню зовнішнього шару, нанесеного осадженням в B 2 гарне, опір стиранню іншого шару не вимірялося, тому що він нанесений осадженням за допомогою B1. Слід зазначити, що висока твердість досягається тоді, коли вміст кобальту в зв'язуючому перебуває в межах від 37 % до 65 %. При цій концентрації стирання значно зменшене в порівнянні з осадженим покриттям із чистого нікелю. Шари є пластичними. З іншого боку, стирання є мінімальним для дротів з відсотком кобальту в зв'язуючому, щонайменше, рівним 85. Шари є пластичними. Гарне співвідношення твердість/стирання виходить тоді, коли процентний вміст кобальту перебуває в межах від 20 до 85, переважно від 37 до 65. ФОРМУЛА ВИНАХОДУ 20 25 30 35 1. Абразивний дріт, що містить сталеве осердя і зовнішнє покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче утворене щонайменше з одного шару сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою відносно маси сплаву NiCo. 2. Абразивний дріт за п. 1, який відрізняється тим, що сплав Ni-Co містить від 37 % до 65 % за масою кобальту. 3. Абразивний дріт за п. 1 або п. 2, який відрізняється тим, що зовнішнє покриття містить два шари зв'язуючого, виконаних зі сплаву Ni-Co, із вмістом кобальту, незалежно один від одного, у межах від 20 % до 85 % за масою. 4. Абразивний дріт за будь-яким із пп. 1-3, який відрізняється тим, що сплав Ni-Co містить сірку, переважно від 100 до 1000 мас. ч./млн. 5. Абразивний дріт за будь-яким із пп. 1-4, який відрізняється тим, що абразивні частки виконані з матеріалу, вибраного із групи, яка містить карбід кремнію SiC; діоксид кремнію SiO2; карбід вольфраму WC; нітрид кремнію Si3N4; нітрид бору BN; діоксид хрому СrO2; оксид алюмінію Аl2O3; алмаз; при цьому алмази попередньо покриті нікелем, залізом, кобальтом, міддю або титаном або їх сплавами. 6. Абразивний дріт за будь-яким із пп. 1-5, який відрізняється тим, що абразивні частки утворені із зерен щонайменше частково покритих плівкою, виконаною з феромагнітного матеріалу. 8 UA 115265 C2 5 10 15 7. Спосіб виготовлення абразивного дроту за будь-яким із попередніх пунктів, що включає етапи: нанесення електроосадженням на сталевий дріт покриття, що містить зв'язуюче й абразивні частки, причому зазначене зв'язуюче виконане із шару сплаву нікель-кобальт із вмістом кобальту в межах від 20 % до 85 % за масою відносно маси сплаву Ni-Co шляхом пропущення в електролітичній ванні (В1), що містить щонайменше іони кобальту (II) і нікелю (II), а також абразивні частки; факультативно, нанесення електроосадженням додаткового зв'язуючого шару шляхом пропущення в електролітичній ванні (В2), що містить щонайменше іони кобальту (II) і нікелю (II), причому зазначений додатковий шар виконаний зі сплаву Ni-Co із вмістом кобальту в межах від 20 % до 85 % за масою. 8. Спосіб виготовлення абразивного дроту за п. 7, який відрізняється тим, що ванни (В1) і (В2) містять, незалежно одна від одної, від 1 до 150 г/л іонію кобальту (II) і від 50 до 150 г/л іонів нікелю (II). 9. Спосіб виготовлення абразивного дроту за п. 7 або п. 8, який відрізняється тим, що ванна (В1) містить від 1 до 100 г/л абразивних часток. 10. Застосування абразивного дроту за кожним із пп. 1-6 для різання матеріалу, вибраного із групи, що містить кремній, сапфір і карбід кремнію. 9 UA 115265 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюAbrasive sawing wire, production method thereof and use of same
Автори англійськоюLy, Michel, Sanchez, Gerald, Weber, Xavier
Автори російськоюЛи Мишэль, Санчес Гэральд, Вэбэр Хавьер
МПК / Мітки
МПК: B24D 18/00, B23D 61/18, B23D 65/00
Мітки: абразивний, різання, спосіб, дріт, застосування, виготовлення
Код посилання
<a href="https://ua.patents.su/12-115265-abrazivnijj-drit-dlya-rizannya-sposib-jjogo-vigotovlennya-i-jjogo-zastosuvannya.html" target="_blank" rel="follow" title="База патентів України">Абразивний дріт для різання, спосіб його виготовлення і його застосування</a>
Електротехнічний дріт з алюмінієвого сплаву і спосіб його виготовлення
Номер патенту: 98049
Опубліковано: 10.04.2012
Автор: Анікєєв Юрій Гєоргієвіч
МПК: B21C 1/00
Мітки: дріт, сплаву, спосіб, виготовлення, алюмінієвого, електротехнічний
Формула / Реферат:
1. Електротехнічний дріт з алюмінієвого сплаву, який відрізняється тим, що в поперечному перерізі містить осердя і розташований довкола нього зміцнений шар мікросуцільності, отриманий пластичною деформацією поверхні дротяної заготівки, щільність і мікросуцільність зміцненого шару більше щільності і мікросуцільності осердя, опір дроту на розрив складає 16¸18 кгс/мм2, а сплав містить, мас. %: залізо 0,5-0,7, кремній 0,2-0,4, церій,...
Масивний дріт з сердечником, який містить деоксидант, і спосіб його виготовлення
Номер патенту: 93561
Опубліковано: 25.02.2011
Автор: Нараян Года Сур'я
Мітки: спосіб, деоксидант, сердечником, дріт, містить, масивний, виготовлення
Формула / Реферат:
1. Масивний дріт з сердечником, який містить деоксидант, поміщений в його сердечник, при цьому згаданий деоксидант має форму дрібних гранул або порошку, покритого захисним покривним матеріалом, вибраним серед графіту, тальку, стеатиту, вапнякового пилу, кальциту, поліетилену малої густини (LDP), поліаміду, низькомолекулярного вінілацетатного полімеру, силіциду кальцію, вапняного порошку, причому діаметр згаданого дроту з сердечником становить...
Дріт для струнного різання матеріалів
Номер патенту: 12658
Опубліковано: 15.02.2006
Автори: Петряков Володимир Олексійович, Кравецький Михайло Юрійович, Фомін Олександр Володимірович
МПК: H01L 21/70, B26D 1/01
Мітки: різання, матеріалів, струнного, дріт
Формула / Реферат:
Дріт для струнного різання матеріалів, що використовується як різальний інструмент, виконаний із зносостійкого металу або сплаву, який відрізняється тим, що він виконаний у вигляді канатика, сплетеного з декількох одножильних дротів.
Захищений від підробки документ та його застосування, захисний елемент, перебивний матеріал, його застосування та спосіб його виготовлення, спосіб виготовлення цінного документа
Номер патенту: 76591
Опубліковано: 15.08.2006
Автор: Хайм Манфред
МПК: G07D 13/00, B42D 15/00
Мітки: захищений, спосіб, елемент, цінного, виготовлення, документа, перебивний, матеріал, документ, захисний, застосування, підробки
Формула / Реферат:
1. Захищений від підробки документ, насамперед цінний папір, такий як банкнота, або напівфабрикат для виготовлення захищеного від підробки документа, що має першу і другу розташовані одна напроти іншої по різні сторони документа поверхні і оснащений захисним елементом (2, 4), який відрізняється тим, що захисний елемент з'єднаний з документом, відповідно з напівфабрикатом, таким чином, що він візуально помітний зі сторони обох його поверхонь і...
Абразивний виріб і спосіб його формування
Номер патенту: 108014
Опубліковано: 10.03.2015
Автори: Тіан Йінгганг, Кхаунд Аруп К., Перлман Джон, Субраманіан Крішнаморті
МПК: B24D 3/00, C09C 1/68, C09K 3/14
Мітки: виріб, абразивний, спосіб, формування
Формула / Реферат:
1. Абразивний виріб, який містить: підкладку;проміжний шар, який містить припій, і який розташований поверх підкладки;абразивні частки, що містять шар покриття, розташований поверх абразивних часток, пов'язаних із проміжним шаром, причому зв'язування шару покриття із проміжним шаром забезпечує утворення області металевого зв'язування; ісполучний шар, розташований поверх абразивних часток і проміжного шару.2....
Попередній патент: Піридинові похідні як інгібітори реаранжованої у процесі трансфекції (ret) кінази
Наступний патент: Спосіб із застосуванням технології гачека для виробництва фіброцементних плит
Випадковий патент: Спосіб одержання електричної енергії з одночасним покращенням екологічного стану на автодорожніх трасах