Установка для зварювання автомобільних кузовів

Формула / Реферат
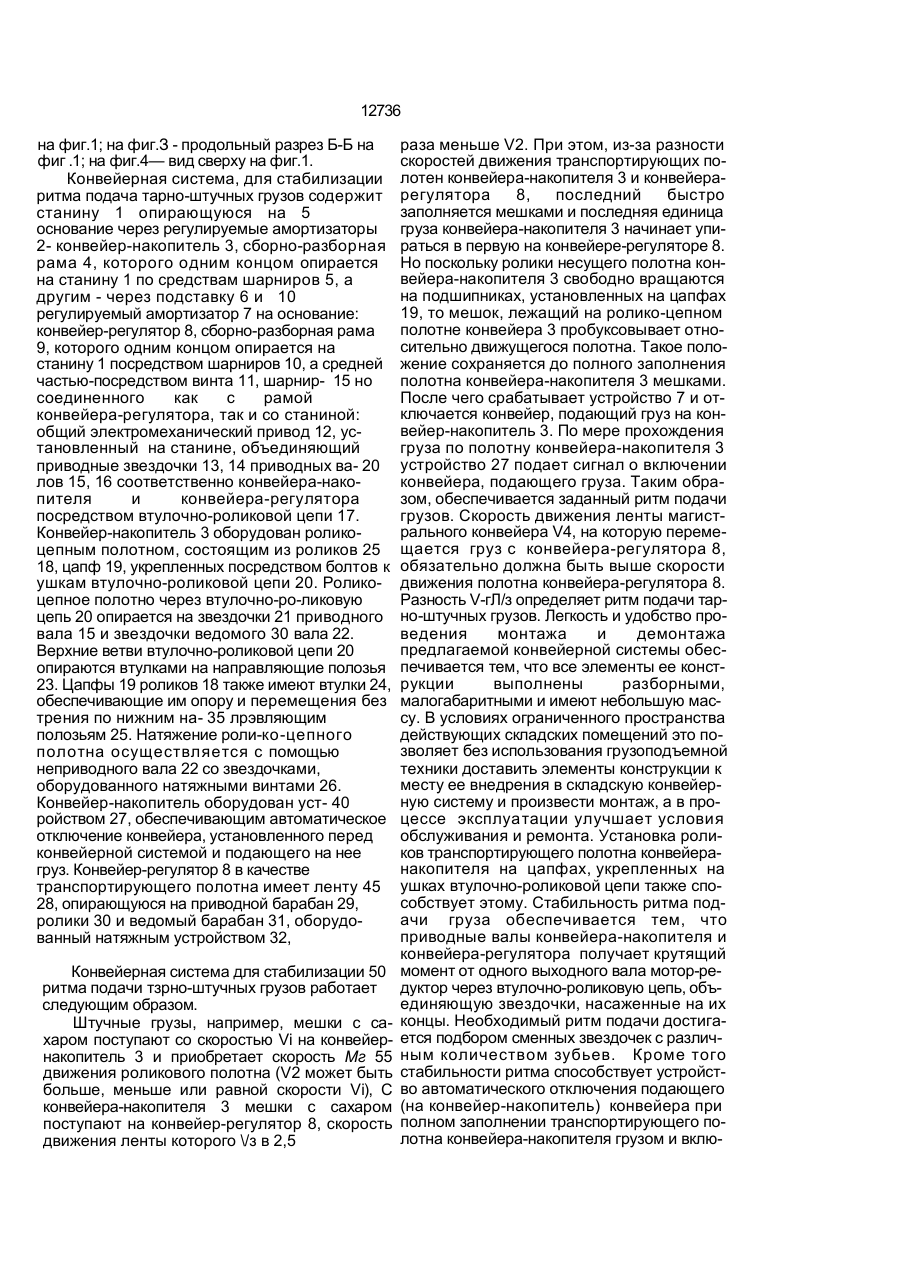
(57) Конвейерная система для стабилизации ритма подачи тарно-штучных грузов, включающая установленную на основании станину, последовательно установленные на ней конвейер-накопитель с роликоцепным транспортирующим полотном, с втулочно-роликовыми цепями, и со смонтированными на его раме поддерживающими ветви ролико-цепного транспортирующего полотна элементами, и конвейер-регулятор с ленточным транспортирующим полотном, установленным с возможностью перемещения с меньшей, чем конвейер-накопитель, скоростью, и приводной механизм для конвейера-накопителя и конвейера-регулятора, отличающаяся тем, что рамы конвейера накопителя и конвейера-регулятора выполнены разборными и установлены на станине шарнирно с возможностью поворота в вертикальной продольной плоскости, при этом станина установлена на основании посредством регулируемых по высоте амортизаторов, а приводной механизм выполнен в виде электромеханического привода, кинематически связанного с каждым из конвейеров, причем поддерживающие ветви ролико-цепного полотна конвейера-накопителя элементы выполнены в виде полозьев, установленных на раме с возможностью опирання на верхние из них втулок втулочно-ролиховых цепей, а на нижние - цапф роликов посредством надетых на цапфы втулок, размещенных между креплением цапф к пластинам втулочно-роликовой цепи.
Текст
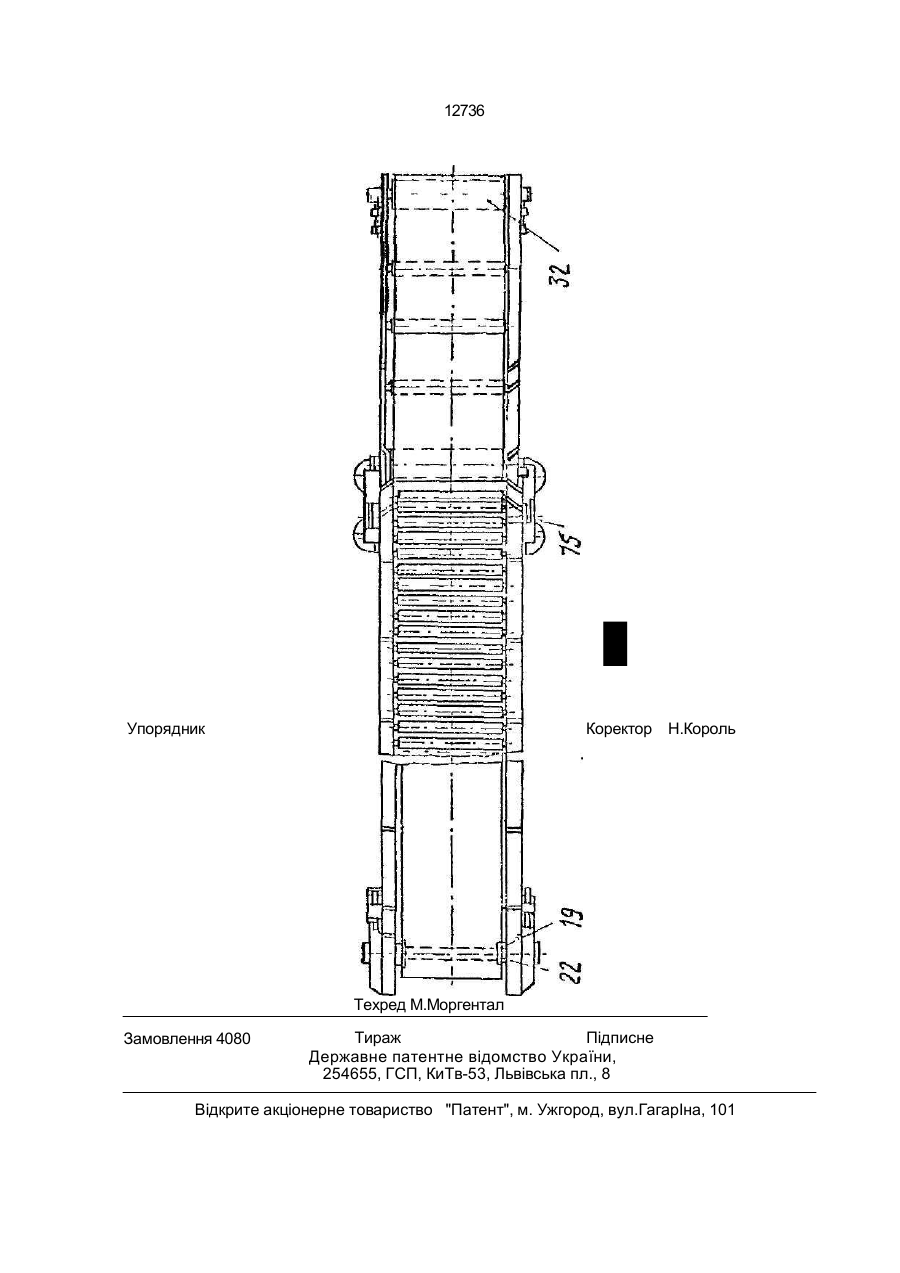
1. Установка для сварки автомобильных кузовов, содержащая пост для сборки и сварки предварительно собранных элементов корпуса со средствами для зажима конд укторов, сварочное устройство с контактами для подкола сварочного тока, размещенное на посте для сборки и сварки предварительно собранных элементов корпуса, конвейер для перемещения компонента собранных элементов корпуса в пост для сборки и сварки, смонтированные, по обе стороны поста для сборки и сварки, конвейерные системы с кондукторами, оснащенным и о р и е н т и р у ющ и м и и з а ж и м ны м и механизмами для собираемых элементов. транспортные системы для передачи кондукторов с коішейерной системы на пост для сборки и сварки, о т л и ч а ю щ а я с я тем, что каждая конвейерная система выполнена о оиде многогранного барабана с базирующими отверстиями и клиньями, установлен ного с возможностью поворота вокруг оси, параллельной конвейеру для перемещения предварительно собранных элементов, а каждая транспортная система для передачи кондукторов с конвейерной системы на пост для сборки и сварки выполнена в виде суппорта с вертикальными лапами, установленного с возможностью перемещения по посту для сборки и сварки перпендикулярно конвейеру для перемещения предварительно собранных элементов, а вертикальные лапы каждого суппорта оснащены стыковочными пальцами для ориентации кондукторов. 2. Установка поп. 1 , о т л и ч а ю щ а я с я тем, что каждый кондуктор оснащен сое динительным штырями для взаимодействия с базирующими отверстиями многогранного барабана и выполненными со сквозным от верстиями для клиньев. 3. Установка по п. 1 , о т л и ч а ю щ а л с я тем, что каждый кондуктор оснащен кон тактами для подвода соарочного тока, а сва рочное ус тройство вып ол нено в вид е установленных на станине поста для сборки предварительно собранных элементов, не скольких координатных сварочных роботовманипулятороо, снабженных сварочными пистолетами, и нескольких установленных на каждом кондукторе сварочных пистоле тов с электродами, смонтированными с воз можностью взаимодействия с контактами для подвода сварочного тока на кондукторах или станине поста для сборки и сварки пред варительно собранных элементов. со со о 12330 Изобретение относится к области свар ки а именно к установкам для изготовления сварных корпусных металлоконструкций и может быть использовано в автостроении и других областях промышленности. 5 Целью изобретения является устранение-вышеуказанных недостатка и сокращени е в сп ом ог ат ел ьно г о в р еме ни на переналадку установки. Цель достигается тем, что каждая кон- 10 вейернач система выполнена в виде многогранного ба рабана с базирующими отверстиями и клиньями, установленного с возможностью поворота вокруг оси, параллельной конвейеру для перемещения пред- 15 варительно собранных элементов, а каждая транспортная система для передачи кондукторов с конвейерной системы на пост для сборки и сварки выполнена в виде суппорта с вертикальными лапами, установленного с 20 возможностью перемещения на посту для сборки и сварки перпендикулярно конвейеру для перемещения предварительно собранных элементов, а вертикальные лапы суппорта оснащены стыковочными пальца- 25 ми для ориентации кондукторов. При этом каждый кондуктор оснащен со единительными штырями для взаимодейст вия с б аз ир ую щ ими о тв е рст иями многогранного барабана, выполненными со 30 сквозными отверстиями для клиньев, каж дый кондуктор оснащен контактами для под вод а сварочного тока, а сварочное устройстпо выполнено в виде установлен ных на станине поста дья сборки и сварки 35 предварительно собранных элементов, не скольких координатных сварочных роботооманипуляторов снабженных сварочными пистолетами, и нескольких установленных на каждом кондукторе сварочных пистоле- 40 тов с электродами, смонтированными с воз можностью взаимодействия с контактами для подвода сварочного тока на кондукторах или станине поста для сборки и сварки предварительно собранных элементов. 45 На фиг. 1 схематически показан общий вид сварочной установки; на фиг. 2 - еид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 2; на фиг. 5 - 5 0 разрез ВВ на фиг, 4; на фиг. б- разрез узла I, изображенного на фиг. 5," на фиг. 7 - разрез узла (I, изображенного на фиг. 4; на фиг. 8 -разрез узла III, изображенного на фиг. 4; на фиг. 9 разрез узла IV, изображенного на 55 фиг. 3; на фиг. 10 схематически показана электрическая система питания сварочных клещей, смонтированных на сборочной раме; на фиг. 11,12 и 13 схематически показан вид сбоку, вид сверху и вид спереди сбороч ной рамы, находящейся в зацеплении с автомобильным кузовом. Установка 1 содержит пост 2 для сборки и сварки предварительно собранных элементов в виде пары колонн 3, располагающихся по обе стороны конвейера 4 для перемещения предварительно собранных элементов. Каждая пара колонн 3, располагающихся по одну сторону конвейера 4, соединена продольной балкой 5. Колонны 3 на торцах установки соединены между собой двумя поперечными балками 6, соединенными с концами продольных балок 5. Образованное кол оннам и и бал ками 5 и 6 пространство является рабочей зоной поста 2 для сборки и сварки предварительно собранных элементов корпуса. По обе стороны конвейера 4 на стойках 7, на горизонтальных осях 8, параллельных продольной оси конвейера, установлены многогранные барабаны 9. Каждый барабан 9 имеет четыре боковых грани, на каждой из которых размещены кондуктора 10 определенного типоразмера собираемых элементов. Каждый кондуктор 10 представляет собой прямоугольную раму 11, состоящую из продольных элементов 12, более коротких концевых поперечных элементов 13 и параллельных им промежуточных поперечных элементов 14. На несущей рзме 11 в определенных положениях закреплены ориентирующие и зажимные приспособления 15. Каждый кондуктор 10 оборудован сварочными пистолетами с парой электродоо 1G, смонтированных на губках клещей, соединенных с гидравлическим цилиндром 17. На одной из стоек 7 смонтирован редуктор с приводом 18, кинематически связанным с осью 8 барабана 9. Каждый кондуктор 10 на той стороне, которая обращена к поворотуюму барабану 9, имеет множество соединительных штырей 19 для взаимодействия с базирующими отверстиями 20 барабана 9. Каждый соединительный штырь 19 имеет сквозное отверстие 21 для клина 22, установленного па барабане 9 с возможностью перемещения от гидравлического цилиндра. С каждой стороны поста 2 располагается портальный суппорт 23 для перемещения кондуктора 10. Каждый портальный суппорт 23 состоит из верхней продольной балки 24 и даух поперечных вертикальных лап 25. На лапах 25 смонтированы ролики 26, движущиеся по дорожкам, образованным двумя двутавровыми балками 27, закрепленными концами на продольных балках5 и на колоннах28. На верхних полках двутавровых балок 17, закреплены зубчатые рейки 29, по которым движутся трубчатые колеса 30, смонтиро 12330 ванные на портальном суппорте 23 и приво димые во вращение соосными валами 31, параллельными продольной балке 24 и че рез редуктор 32 связанными с приводным электродвигателем 33. 5 Для стыковки кондуктора 10 с портальным суппортом 23 в двух вертикальных элементах каждого кондуктора 10 имеется по два разнесенных по вертикали отверстия 34, в каждом из которых установлена втулка 10 35. На каждой из двух лап 25 портального суппорта 23 установлено два гидравличе ских цилиндра 36 со стыковочными пальца ми 37 для взаимодействия с втулками 35. Для ориентации каждого кондуктора 10 15 по обе стороны конвейера 4 смонтированы ролики 38, вращающиеся вокруг горизон тальной оси, опорные стенки 39 и прижим ные рычаги 40 на оси 41, соединенные с гидравлическим цилиндром 42. 20 На нижнем продольном элементе 12 кондуктора 10 установлена автоматическая быстроразъемная соединительная муфта 43 для соединения с источником гидравлической жидкости, а также две пары контактов 25 44 и 45 для подвода питания к сварочным электродам 16 клещей. Установка также оснащена зажимами 46, соединенными с гидра вл ич еск им и ц ил инд рам и 47 и с выходными клеммами сварочного трансфор- 30 матора 48, при этом все сварочные клещи каждой электрической цепи питаются от одного сварочного трансформатора 48. В верхней части поста 2 расположены три координатных сварочных робота-мани- 35 пулятора 49 со сварочными клещами, взаимодействующими со сварочными клещами, расположенными на кондукторах 10. Каждый робот-манипулятор имеет головку 50, установленную на каретке 51 с воз- 40 можностью вертикального перемещения, портальный мост 52, установленный с возможностью перемещения по направляющим 53, смонтированным на продольных балках 5 поста 2, при этом каретка 51 может 45 совершать горизонтальное перемещение вдоль портального моста 52. Установка работает следующим образом. Конвейер 4 периодически поочередно 50 доставляет предварительно собранный компонент деталей корпуса 54 на пост 2 для сборки и сварки предварительно собранных элементов. Кондуктор 10 соответствующего типоразмера корпуса 54 уже установлен на 55 барабане 9 в положении, необходимом для фиксации элементов. Электродвигатель 32 осуществляет вращение соосных валов 31 с зубчатыми колесами 30. Зубчатые колеса 30 по зубчатым рейкам 29 осуществляют пере мещение нормального суппорта 23 в ня правлении, перпендикулярном продольной оси сварочного ножа, к кондуктору 10, размещенному на барабане 9. Перемещением вертикальных лап 25 осуществляют ориентацию стыковочных пальцев 37 относительно втулок 35. Включением гидравлических цилиндров 36 осуществляют ввод стыковочных пальцев 37 во втулки 35. После соединения кондуктора 10 с портальным суппортом 23 гидравлические цилиндры удаляют клинья 22 из отверстий 21 стыковочных пальцев 19, обеспечивая отсоединение кондуктора 10 от барабана 9. Портальным суппортом 23 осуществляют перемещение кондуктора 10, пока он не достигнет своего рабочего положения, Опусканием вертикальных лап 25 портального суппорта 23 устанавливают нижний край кондуктора 10 на ролики 38, что позволяет обеспечить точность установки и кондуктора 10 по вертикали. Одновременно с этим прижимным рычагом 40 под воздействием гидравлического цилиндра 48 осуществляют поджим рамы кондуктора 10 к опорной стенке 39. что обеспечивает горизонтальную ориентацию кондуктора. При установке кондуктора 10 на ролики 38 осуществляется соединение трубопровода для подачи гидравлической жидкости в цилиндры с источником гидравлической жидкости с помощью автоматической быстроразьемной соединительной муфты 43. Аналогично осуществляется соединение контактов 44 и 45 электрической системы электродов 16 клещей с зажимами 46, приводимыми в движение гидравлическими цилиндрами 47. Зажимные приспособления 15 кондуктора 10 точно фиксируют собираемые элементы кузова 54, и электроды 16 сварочных клещей производят точечную сварку кузова. По завершении операции сварки зажимные приспособления 15 освобождают готовый кузов, прижимные рычаги 40 отводятся гидравлическими цилиндрами 48 и нормальные суппорты 23 отводят кондуктора 10 от готового корпуса кузова 54 в промежуточное положение, позволяющее вывести сваренный кузов 54 из рабочей зоны и поместить в рабочую зону конвейером 4 следующие заготовки. Если поступающий на сварочный пост 2 кузов 54 не отличается от предшествующего, портальные суппорты 23 не возеращзют кондуктор 10 на барабан 9, а после установки в рабочей зоне следующего подлежащего сварке кузова возвращают кондуктор 10 в их рабочее положение. Если поступающий на сварочный пост 2 кузов 54 отличается от предшествующего 12330 кузова, использованный для сварки предыдущего кузова 54 кондуктор 10 возвращают на барабаны 9 и фиксируют при помощи стыковочных пальцев 19 и клиньев 22 и корпуса барабана 9. Приводом 18 осуществляют поворот каждого барабана 9 в положение, когда со 8 ответствующий кондуктор 10 окажется в необходимом положении. Цикл работы повторяют. Установка позволяет сократить вспомогательное время на переустановку кондукторов для сборки и сварки различных типоразмеров корпуса и обеспечивает точную ориентацию собираемых элементов. Фив? 17 12330 12330 А-Д Фиг J Фиг к 8 F^? 27 ,*- г 12330 фиг. б Фиг? 12330 Ш фиг 8 № /6 Фиг/В 12330 ft tO fS ..лі . dJi 12330 /7 Фи г. ІЗ Упорядник Замовлення 4059 Техред М.Моргентал Коректор М.Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., В Відкрите акціонерне товариство "Патент", м, Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for welding motor vehicle bodies
Назва патенту російськоюУстановка для сварки автомобильных кузовов
МПК / Мітки
МПК: B23K 37/04
Мітки: установка, зварювання, кузовів, автомобільних
Код посилання
<a href="https://ua.patents.su/16-12330-ustanovka-dlya-zvaryuvannya-avtomobilnikh-kuzoviv.html" target="_blank" rel="follow" title="База патентів України">Установка для зварювання автомобільних кузовів</a>
Лінія зварювання кузовів транспортних засобів різних типів
Номер патенту: 3626
Опубліковано: 27.12.1994
Автори: П'єро Боссотто, Маріо Брандіно
МПК: B23K 37/04
Мітки: транспортних, кузовів, зварювання, засобів, різних, типів, лінія
Формула / Реферат:
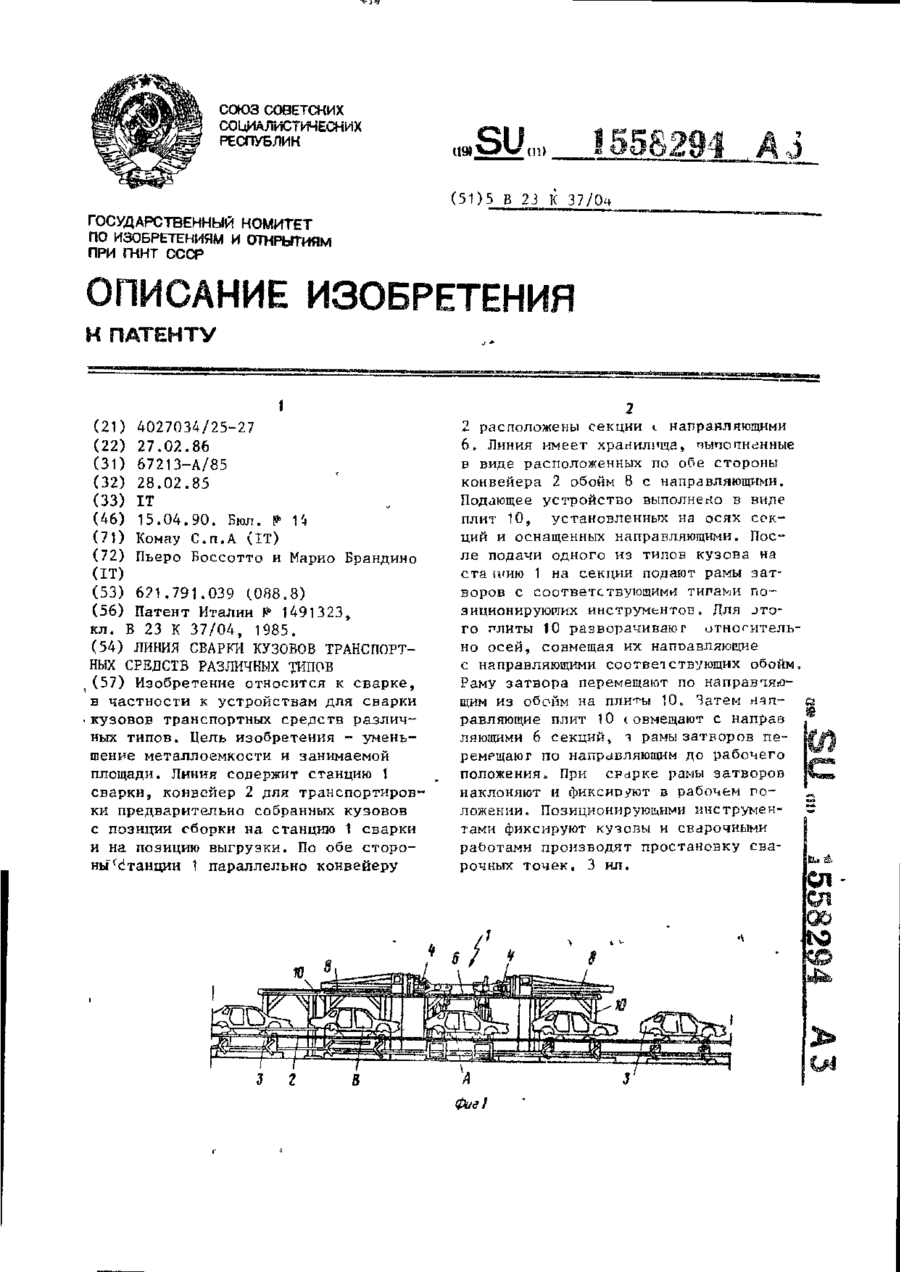
Линия сварки кузовов транспортных средств различных типов, состоящих из прессованных листовых металлических элементов, содержащая станцию сварки, набор программируемых сварочных роботов, конвейер для транспортировки предварительно собранных кузовов с позиции сборки на станцию сварки и на позицию выгрузки, расположенные параллельно оси конвейера по обе стороны станции сварки секции с направляющими для перемещения боковых затворов,...
Пристрій для складання та зварювання кузовів напіввагонів
Номер патенту: 9504
Опубліковано: 30.09.1996
Автори: Плютін Іван Іванович, Бумах Вячеслав Іванович, Чеботарьов Валентин Ізотович, Приходько Володимир Іванович, Кіпка Володимир Васильович, Кузнецов Сергій Микитович
МПК: B23K 37/04
Мітки: кузовів, пристрій, зварювання, напіввагонів, складання
Формула / Реферат:
(57) 1. Устройство для сборки и сварки кузовов полувагонов, содержащее самоходную платформу с опорными ложементами для рамы кузова полувагона, механизмами крепления рамы кузова полувагона в виде рычагов, шарнирно соединенными с силовым приводом, механизмами поджатия бочковых стенок и механизмами захвата боковых стенок, выполненными в виде шарнирно смонтированных на осях, параллельных плоскости опорных ложементов, рычагов с силовым приводом,...
Установка для складання і зварювання трубних секцій
Номер патенту: 3763
Опубліковано: 27.12.1994
Автори: Харченко Олександр Кирилович, Кіпніс Ілля Аронович, Солтис Віталій Петрович, Іткін Олександр Феліксович, Григоренко Анатолій Іванович
МПК: B23K 37/04
Мітки: секцій, установка, складання, трубних, зварювання
Формула / Реферат:
1. Установка для сборки и сварки трубных секций, включающая смонтированные на основании и соединенные между собой покатями линию подготовки концов труб с машинами для зачистки торцов труб, линию сварки с транспортным устройством, сварочной установкой и передвижной от привода захват для труб, содержащий тележку с перемещающейся в направляющих опорной скобой, прижимной скобой и приводом перемещения опорной скобы, отличающаяся тем, что прижимная...
Лінія для складання і зварювання виробів коробчастого перерізу
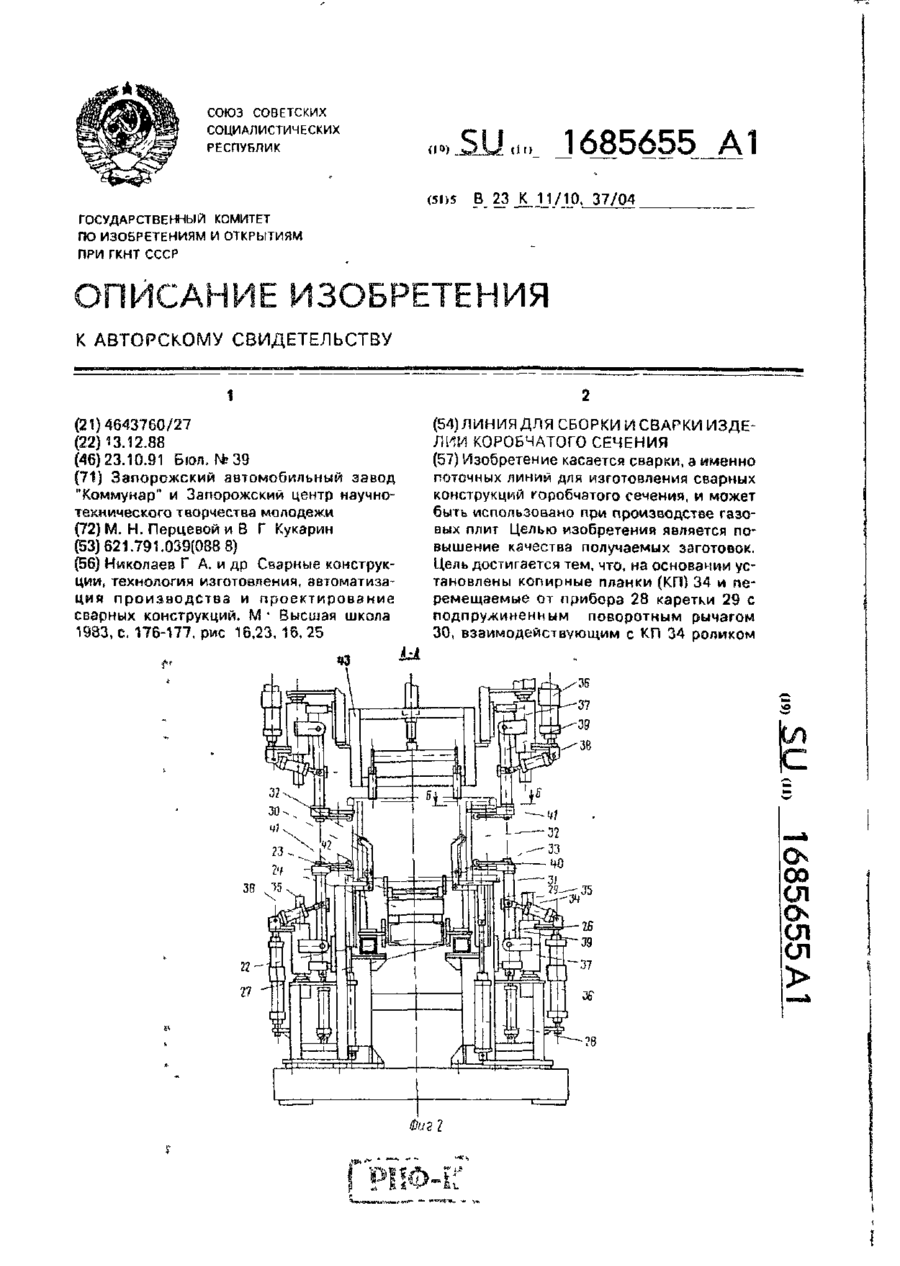
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Кукарін Віктор Григорович, Перцевий Михайло Миколайович
МПК: B23K 11/10, B23K 37/04
Мітки: коробчастого, складання, лінія, перерізу, зварювання, виробів
Формула / Реферат:
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Автоматична поточна лінія для виготовлення металевих листових кузовів
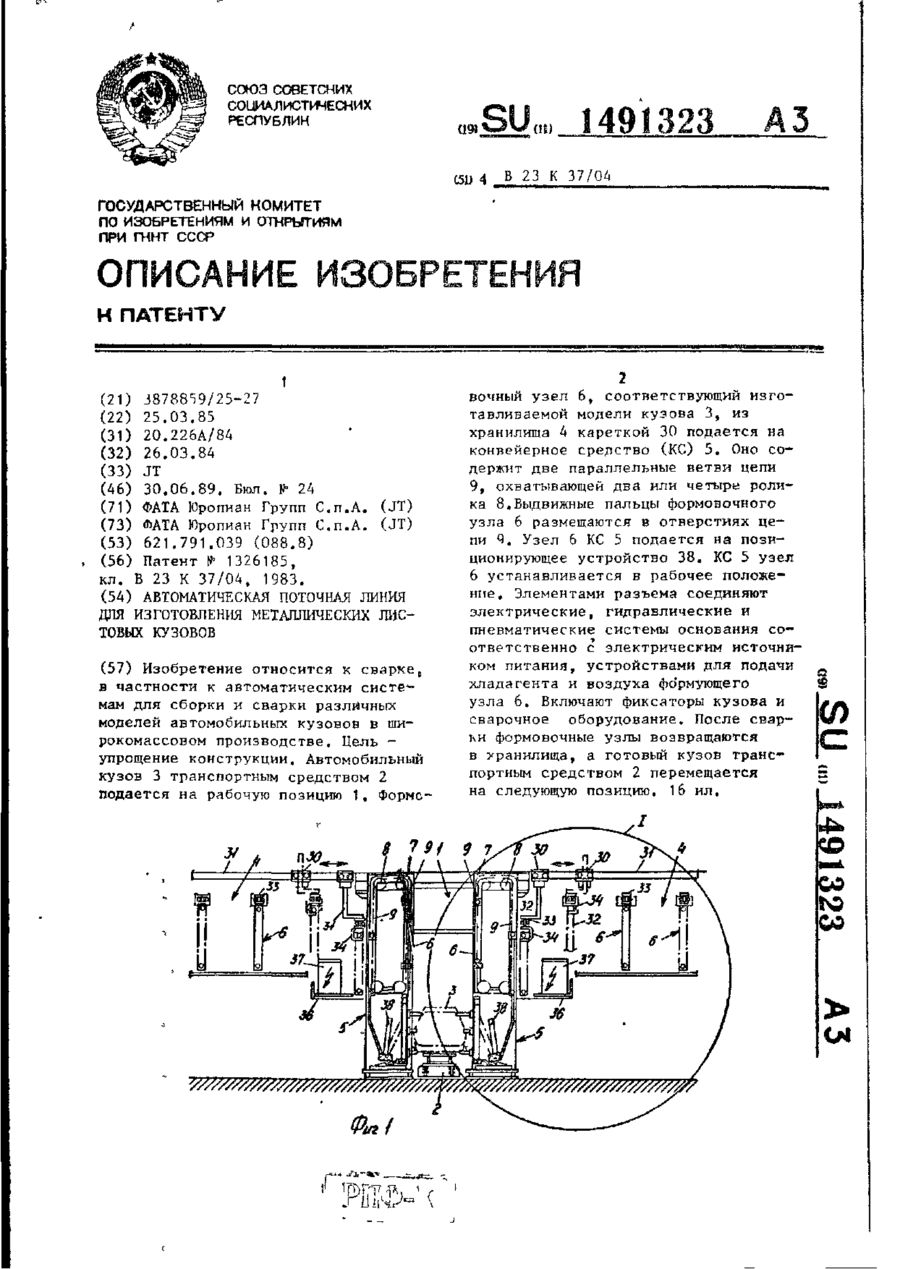
Номер патенту: 8353
Опубліковано: 29.03.1996
Автор: ФАТА ЮРОПІАН ГРУПП С.П.А.
МПК: B23K 37/04
Мітки: автоматична, листових, виготовлення, лінія, поточна, кузовів, металевих
Формула / Реферат:
Автоматическая поточная линия для изготовления металлических листовых кузовов, преимущественно автомобильных, содержащая расположенные на основании рабочую позицию, хранил и та для формовочных узлов, выполненных в иидс рам с фиксаторами для элементов кузовов, двумя выдвижными пальцами и ориентирующими роликами, расположенное между хранилищами и рабочей позицией конвейерное средство для подачи из хранилищ к рабочей позиции с двух се сторон...
Попередній патент: Спосіб ремонту вогнеупору та пристрій для його здійснення
Наступний патент: Спосіб боротьби з бур’янами
Випадковий патент: Індивідуальний тепловий пункт