Форма з випуском газу
Номер патенту: 92719
Опубліковано: 10.12.2010
Автори: Ленсю Рендалл Дж., Кеткарт Аллан К., Менезес Луї Дж., Кларк Леслі Е., Генін Ларрі А.


Формула / Реферат
1. Форма для виготовлення формованих виробів, яка містить першу форму і другу форму, які можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому поверхня порожнини форми містить множину канавок, з'єднаних з численними газовипускними пристроями, де принаймні два газовипускних пристрої знаходяться у газовому взаємозв'язку за допомогою множини канавок, причому кожний газовипускний пристрій має прохід для випускання газу із порожнини форми, і кожна канавка має: (і) розміри, визначені глибиною, що становить приблизно до 10 мм, і шириною, причому глибина є більшою або дорівнює ширині, і (іі) форму поперечного перерізу, яка складається із відкритої частини з першою шириною приблизно до 5 мм і вершинної частини з другою шириною, що є меншою, ніж перша.
2. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований у першій формі.
3. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований у другій формі.
4. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований на лінії розділяння між першою формою і другою формою.
5. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка з'єднана з численними газовипускними пристроями.
6. Форма за п. 1, яка відрізняється тим, що численні газовипускні пристрої розташовані в першій формі.
7. Форма за п. 1, яка відрізняється тим, що численні газовипускні пристрої розташовані в другій формі.
8. Форма за п. 1, яка відрізняється тим, що поверхня порожнини форми має множину канавок.
9. Форма за п. 1, яка відрізняється тим, що поверхня порожнини форми має множину канавок, розташованих у першій формі.
10. Форма за п. 1, яка відрізняється тим, що поверхня порожнини форми має множину канавок, розташованих у другій формі.
11. Форма за п. 8, яка відрізняється тим, що множина канавок упорядкована таким чином, що вона утворює мережу канавок.
12. Форма за п. 8, яка відрізняється тим, що кожна з множини канавок з'єднана з численними газовипускними пристроями.
13. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка розташована на периферії першої форми.
14. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка розташована на периферії другої форми.
15. Форма за п. 1, яка відрізняється тим, що перша форма являє собою кришку, а друга форма являє собою чашу.
16. Форма за п. 15, яка відрізняється тим, що кришка містить зустрічно спрямовану поверхню.
17. Форма за п. 16, яка відрізняється тим, що зустрічно спрямована поверхня містить принаймні одну пікову ділянку і одну ділянку мінімальної висоти.
18. Форма за п. 17, яка відрізняється тим, що принаймні одна канавка розташована принаймні на одній піковій ділянці.
19. Форма за п. 17, яка відрізняється тим, що принаймні одна канавка розташована принаймні на одній ділянці мінімальної висоти.
20. Форма за п. 17, яка відрізняється тим, що принаймні одна канавка розташована принаймні на одній піковій ділянці і принаймні на одній ділянці мінімальної висоти.
21. Форма за п. 17, яка відрізняється тим, що перша множина канавок розташована принаймні на одній піковій ділянці, а друга множина канавок розташована принаймні на одній ділянці мінімальної висоти.
22. Форма за п. 21, яка відрізняється тим, що перша множина канавок і друга множина канавок взаємозв'язані одна з одною.
23. Форма за п. 21, яка відрізняється тим, що перша множина канавок і друга множина канавок відокремлені одна від одної.
24. Форма за п. 17, яка відрізняється тим, що принаймні один газовипускний пристрій розташований принаймні на одній піковій ділянці.
25. Форма за п. 17, яка відрізняється тим, що принаймні один газовипускний пристрій розташований принаймні на одній ділянці мінімальної висоти.
26. Форма за п. 17, яка відрізняється тим, що перший газовипускний пристрій розташований принаймні на одній піковій ділянці, а другий газовипускний пристрій розташований принаймні на одній ділянці мінімальної висоти.
27. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має криволінійний поперечний переріз.
28. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має практично U-подібний поперечний переріз.
29. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має практично напівкруглий поперечний переріз.
30. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має практично V-подібний поперечний переріз.
31. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має поперечний переріз, який містить пару бічних стінок, що перетинаються вершинною частиною.
32. Форма за п. 31, яка відрізняється тим, що бічні стінки не є паралельними.
33. Форма за п. 31, яка відрізняється тим, що бічні стінки розташовані під кутом одна відносно одної.
34. Форма за п. 31, яка відрізняється тим, що бічні стінки розташовані під гострим кутом одна відносно одної.
35. Форма за п. 31, яка відрізняється тим, що вершинна частина є криволінійною.
36. Форма за п. 31, яка відрізняється тим, що вершинна частина не є криволінійною.
37. Форма за п. 31, в якій вершинна частина є шпилястою.
38. Форма за п. 31, яка відрізняється тим, що вершинна частина є плоскою.
39. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною і шириною, причому глибина практично дорівнює ширині.
40. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною і шириною, причому глибина є більшою ширини.
41. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною, що лежить в інтервалі приблизно від 3 мм до 7 мм і першою шириною, що лежить в інтервалі приблизно від 1 мм до 4 мм.
42. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною, що лежить в інтервалі приблизно від 4 мм до 6 мм, і першою шириною, що лежить в інтервалі приблизно від 1,5 мм до 2,5 мм.
43. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною приблизно 5 мм і першою шириною приблизно 2 мм.
44. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій містить прохід і обструктор у цьому проході, причому обструктор і прохід, об'єднуючись, утворюють принаймні один отвір.
45. Форма за п. 44, яка відрізняється тим, що принаймні один газовипускний пристрій містить прохід і обструктор у цьому проході, причому обструктор і прохід, об'єднуючись, утворюють множину отворів.
46. Форма за п. 44, в якій принаймні один отвір має поперечний переріз сегментної форми.
47. Форма за п. 44, яка відрізняється тим, що обструктор може переміщуватися між втягнутим першим положенням і висунутим другим положенням.
48. Форма за п. 47, яка відрізняється тим, що принаймні один газовипускний пристрій має в першому положенні більшу спроможність випускати газ із порожнини форми, ніж у другому положенні.
49. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій містить прохід і обструктор у цьому проході, причому прохід і обструктор можуть переміщуватися один відносно одного між першим положенням, в якому газ випускається із порожнини форми, і другим положенням, в якому цей газовипускний пристрій є практично закритим і газ не випускається із порожнини форми.
50. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований на лінії розділяння першої форми і другої форми, утворюючи отвір, який має максимальний розмір і мінімальний розмір.
51. Форма за п. 50, яка відрізняється тим, що мінімальний розмір отвору лежить в інтервалі приблизно від 0,05 мм (0,002 дюйма) до 0,75 мм (0,030 дюйма).
52. Форма за п. 50, яка відрізняється тим, що мінімальний розмір лежить в інтервалі приблизно від 0,13 мм (0,005 дюйма) до 0,50 мм (0,020 дюйма).
53. Форма за п. 50, яка відрізняється тим, що отвір має по суті прямокутний поперечний переріз.
54. Форма для виготовлення формованих виробів, яка містить першу форму і другу форму, які можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому поверхня порожнини форми має множину канавок, з'єднаних з численними газовипускними пристроями, де кожна канавка сполучена принаймні з одним газовипускним пристроєм, і принаймні один газовипускний пристрій має прохід для випускання газу із порожнини форми, і кожна канавка має розміри, визначені глибиною, що лежить в інтервалі приблизно від 3 мм до 10 мм, і першою шириною, що лежить в інтервалі приблизно від 0,5 мм до 5 мм.
55. Форма для виготовлення формованих виробів, яка містить кришку і чашу, які можуть рознімно зчіплюватися одна з одною, утворюючи порожнину, де кришка містить: (і) численні газовипускні пристрої, кожний з яких має прохід для випускання газу із порожнини форми, і (іі) множину канавок, з'єднаних з численними газовипускними пристроями, де принаймні два газовипускних пристрої знаходяться у газовому взаємозв'язку за допомогою принаймні однієї множини канавок, і кожна канавка має: (і) розміри, визначені глибиною, що становить приблизно до 10 мм, і шириною, причому глибина є більшою або дорівнює ширині, і (іі) форму поперечного перерізу, яка складається із відкритої частини з першою шириною приблизно до 5 мм і вершинної частини з другою шириною, що є меншою, ніж перша.
56. Пристрій для виготовлення формованих виробів, який містить кришку і чашу, які можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому принаймні одна з них - кришка або чаша - містить: (і) численні газовипускні пристрої, кожний з котрих має прохід для випускання газу із порожнини форми, і (іі) множину взаємозв'язаних канавок, улаштованих таким чином, щоб сполучати рух газів з численними газовипускними пристроями, причому принаймні два газовипускних пристрої з'єднуються один з одним за допомогою принаймні однієї множини канавок, і кожна канавка має: (і) розміри, визначені глибиною, що становить приблизно до 10 мм, і шириною, причому глибина є більшою або дорівнює ширині, і (іі) форму поперечного перерізу, яка складається із відкритої частини з першою шириною приблизно до 5 мм і вершинної частини з другою шириною, що є меншою, ніж перша.
Текст
1. Форма для виготовлення формованих виробів, яка містить першу форму і другу форму, які можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому поверхня порожнини форми містить множину канавок, з'єднаних з численними газовипускними пристроями, де принаймні два газовипускних пристрої знаходяться у газовому взаємозв'язку за допомогою множини канавок, причому кожний газовипускний пристрій має прохід для випускання газу із порожнини форми, і кожна канавка має: (і) розміри, визначені глибиною, що становить приблизно до 10 мм, і шириною, причому глибина є більшою або дорівнює ширині, і (іі) форму поперечного перерізу, яка складається із відкритої частини з першою шириною приблизно до 5 мм і вершинної частини з другою шириною, що є меншою, ніж перша. 2. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований у першій формі. 3. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований у другій формі. 2 (19) 1 3 19. Форма за п. 17, яка відрізняється тим, що принаймні одна канавка розташована принаймні на одній ділянці мінімальної висоти. 20. Форма за п. 17, яка відрізняється тим, що принаймні одна канавка розташована принаймні на одній піковій ділянці і принаймні на одній ділянці мінімальної висоти. 21. Форма за п. 17, яка відрізняється тим, що перша множина канавок розташована принаймні на одній піковій ділянці, а друга множина канавок розташована принаймні на одній ділянці мінімальної висоти. 22. Форма за п. 21, яка відрізняється тим, що перша множина канавок і друга множина канавок взаємозв'язані одна з одною. 23. Форма за п. 21, яка відрізняється тим, що перша множина канавок і друга множина канавок відокремлені одна від одної. 24. Форма за п. 17, яка відрізняється тим, що принаймні один газовипускний пристрій розташований принаймні на одній піковій ділянці. 25. Форма за п. 17, яка відрізняється тим, що принаймні один газовипускний пристрій розташований принаймні на одній ділянці мінімальної висоти. 26. Форма за п. 17, яка відрізняється тим, що перший газовипускний пристрій розташований принаймні на одній піковій ділянці, а другий газовипускний пристрій розташований принаймні на одній ділянці мінімальної висоти. 27. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має криволінійний поперечний переріз. 28. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має практично U-подібний поперечний переріз. 29. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має практично напівкруглий поперечний переріз. 30. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має практично V-подібний поперечний переріз. 31. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має поперечний переріз, який містить пару бічних стінок, що перетинаються вершинною частиною. 32. Форма за п. 31, яка відрізняється тим, що бічні стінки не є паралельними. 33. Форма за п. 31, яка відрізняється тим, що бічні стінки розташовані під кутом одна відносно одної. 34. Форма за п. 31, яка відрізняється тим, що бічні стінки розташовані під гострим кутом одна відносно одної. 35. Форма за п. 31, яка відрізняється тим, що вершинна частина є криволінійною. 36. Форма за п. 31, яка відрізняється тим, що вершинна частина не є криволінійною. 37. Форма за п. 31, в якій вершинна частина є шпилястою. 38. Форма за п. 31, яка відрізняється тим, що вершинна частина є плоскою. 39. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені гли 92719 4 биною і шириною, причому глибина практично дорівнює ширині. 40. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною і шириною, причому глибина є більшою ширини. 41. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною, що лежить в інтервалі приблизно від 3 мм до 7 мм і першою шириною, що лежить в інтервалі приблизно від 1 мм до 4 мм. 42. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною, що лежить в інтервалі приблизно від 4 мм до 6 мм, і першою шириною, що лежить в інтервалі приблизно від 1,5 мм до 2,5 мм. 43. Форма за п. 1, яка відрізняється тим, що принаймні одна канавка має розміри, визначені глибиною приблизно 5 мм і першою шириною приблизно 2 мм. 44. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій містить прохід і обструктор у цьому проході, причому обструктор і прохід, об'єднуючись, утворюють принаймні один отвір. 45. Форма за п. 44, яка відрізняється тим, що принаймні один газовипускний пристрій містить прохід і обструктор у цьому проході, причому обструктор і прохід, об'єднуючись, утворюють множину отворів. 46. Форма за п. 44, в якій принаймні один отвір має поперечний переріз сегментної форми. 47. Форма за п. 44, яка відрізняється тим, що обструктор може переміщуватися між втягнутим першим положенням і висунутим другим положенням. 48. Форма за п. 47, яка відрізняється тим, що принаймні один газовипускний пристрій має в першому положенні більшу спроможність випускати газ із порожнини форми, ніж у другому положенні. 49. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій містить прохід і обструктор у цьому проході, причому прохід і обструктор можуть переміщуватися один відносно одного між першим положенням, в якому газ випускається із порожнини форми, і другим положенням, в якому цей газовипускний пристрій є практично закритим і газ не випускається із порожнини форми. 50. Форма за п. 1, яка відрізняється тим, що принаймні один газовипускний пристрій розташований на лінії розділяння першої форми і другої форми, утворюючи отвір, який має максимальний розмір і мінімальний розмір. 51. Форма за п. 50, яка відрізняється тим, що мінімальний розмір отвору лежить в інтервалі приблизно від 0,05 мм (0,002 дюйма) до 0,75 мм (0,030 дюйма). 52. Форма за п. 50, яка відрізняється тим, що мінімальний розмір лежить в інтервалі приблизно від 0,13 мм (0,005 дюйма) до 0,50 мм (0,020 дюйма). 53. Форма за п. 50, яка відрізняється тим, що отвір має по суті прямокутний поперечний переріз. 5 92719 6 54. Форма для виготовлення формованих виробів, яка містить першу форму і другу форму, які можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому поверхня порожнини форми має множину канавок, з'єднаних з численними газовипускними пристроями, де кожна канавка сполучена принаймні з одним газовипускним пристроєм, і принаймні один газовипускний пристрій має прохід для випускання газу із порожнини форми, і кожна канавка має розміри, визначені глибиною, що лежить в інтервалі приблизно від 3 мм до 10 мм, і першою шириною, що лежить в інтервалі приблизно від 0,5 мм до 5 мм. 55. Форма для виготовлення формованих виробів, яка містить кришку і чашу, які можуть рознімно зчіплюватися одна з одною, утворюючи порожнину, де кришка містить: (і) численні газовипускні пристрої, кожний з яких має прохід для випускання газу із порожнини форми, і (іі) множину канавок, з'єднаних з численними газовипускними пристроями, де принаймні два газовипускних пристрої знаходяться у газовому взаємозв'язку за допомогою принаймні однієї множини канавок, і кожна канавка має: (і) розміри, визначені глибиною, що становить приблизно до 10 мм, і шириною, причому глибина є більшою або дорівнює ширині, і (іі) форму поперечного перерізу, яка складається із відкритої частини з першою шириною приблизно до 5 мм і вершинної частини з другою шириною, що є меншою, ніж перша. 56. Пристрій для виготовлення формованих виробів, який містить кришку і чашу, які можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому принаймні одна з них - кришка або чаша - містить: (і) численні газовипускні пристрої, кожний з котрих має прохід для випускання газу із порожнини форми, і (іі) множину взаємозв'язаних канавок, улаштованих таким чином, щоб сполучати рух газів з численними газовипускними пристроями, причому принаймні два газовипускних пристрої з'єднуються один з одним за допомогою принаймні однієї множини канавок, і кожна канавка має: (і) розміри, визначені глибиною, що становить приблизно до 10 мм, і шириною, причому глибина є більшою або дорівнює ширині, і (іі) форму поперечного перерізу, яка складається із відкритої частини з першою шириною приблизно до 5 мм і вершинної частини з другою шириною, що є меншою, ніж перша. Даний винахід стосується форми з випуском газу і процесу виготовлення формованого виробу. Відомо, що багато виробів виготовляють шляхом поміщення сировинного матеріалу в порожнину форми, де внаслідок фізичної зміни цього матеріалу (наприклад, збільшення його розмірів або спінювання) виріб приймає форму цієї порожнини. Зокрема, цей процес є загально поширеним у виготовленні виробів із пінополімерів на зразок пінополіуретану, спіненого латексу (наприклад, натурального і бутадієн-стирольного каучуку) і т.п. Так наприклад, в автомобільних сидіннях використовуються виготовлені шляхом формування поліуретанові подушки, які покривають вінілом, тканиною або шкірою, тобто так званою „оздоблювальною обшивкою". Пінополіуретан вигідно відрізняється від інших подібних матеріалів тим, що його спінювання і принаймні частина процесу полімеризації відбуваються одночасно. При виготовленні виробів із пінополіуретану, наприклад, звичайним методом холодного піноутворення використовують сировинний матеріал такого типового складу: 1) поліол; 2) вода; 3) тетраметилметандіамін; 4) диметилетаноламін; 5) поліізоціанат. Цю сировинну суміш поміщають у форму за допомогою підходящого змішувального дозатора, після чого форму закривають і надають можливість сировинній масі в ній поширюватися. Отже, поміщену у форму сировинну суміш було б правильно називати „рідким спінюваним полімерним складом" або в даному, конкретному випадку „рідким спінюваним пінополіуретановим складом". При поширенні цього складу у формі відбувається полімеризація, і полімер, що при цьому формується, твердіє. Для формування рідкого спінюваного полімерного складу при виготовленні виробу, наприклад, із пінополіуретану звичайно використовують форму типу замкненої камери, що складається із нижньої частини і верхньої частини, котрі у сполученому одна з одною стані утворюють порожнину форми. Цю форму розкривають, в її порожнину поміщають рідкий спінюваний пінополіуретановий склад, і форму закривають, оскільки хімічна реакція, що відбувається в цьому складі, викликає його поширювання. У закритій формі склад, поширюючись, заповнює її внутрішню порожнину. В альтернативному варіанті зазначений склад може поміщатися в закриту форму. І в тому, і в іншому випадку, коли реакція полімеризації завершується, піна твердіє і приймає постійну форму вищезазначеної порожнини. Як відомо фахівцям у даній галузі, дуже важливо, щоб під час цього процесу забезпечувалося достатньо повне випускання із форми наявного в ній повітря, коли спінюваний склад поширюється. Крім того, важливо випускати із форми газ (зазвичай СО2 при виготовленні виробів із поліуретану), що утворюється під час полімеризації. Недостатнє випускання газу із форми призводить до утворення дефектів у формованих виробах з такими ознаками невідповідного спінювання, як твердіння поверхні (або згущення піни) і/або утворення порожнин у кінцевому виробі внаслідок 7 захоплення пухирців газу або повітря. З іншого боку, надмірне випускання газу із форми також призводить до одержання дефектних формованих виробів внаслідок руйнування піни перед її твердінням - явище, котре часто звуть ефектом „суфле". Таким чином, відповідне випускання газу із форми є важливим фактором виготовлення формованих виробів задовільної якості. У формах типу замкненої камери першого покоління для забезпечення випускання з них газу, як правило, свердлили отвори або прорізали щілини у верхній частині форми, крізь які газ виходив назовні. Місце розташування, розміри і кількість цих пристроїв випускання газу визначали, головним чином, ґрунтуючись на практичному досвіді розробників таких форм та інженерів галузі піновиробництва. При цьому часто застосовувався ітеративний підхід, який полягав у тому, що спочатку в різних місцях форми робили більшу потрібної кількість газовипускних пристроїв, а потім, після проведення випробувань, зайві пристрої блокували. Під час виконання операцій формування певна частина рідкого спінюваного полімерного складу, що проникала у газовипускні пристрої, викидалася у відходи. У загальному випадку кількість матеріалу, що потрапляє у відходи (відомого також під назвами „грату", „грибів", „бруньок", „оладок" і т.п.), бажано зменшувати до мінімуму з двох міркувань (1) відхідний матеріал збільшує загальні витрати на реагенти, потрібні для виготовлення кінцевого виробу, і (2) відхідний матеріал повинен видалятися із формованого виробу до накладання на нього оздоблювальної обшивки, внаслідок чого виникає потреба в додаткових трудозатратах. Як буде показано нижче, поліпшення випускання газу під час виконання операцій формування певною мірою вдосконалило цей процес. Але розробники форм та інженери піновиробництва безперестанно намагаються знайти оптимальний компроміс між забезпеченням достатнього випускання газу у потрібних місцях форми, уникаючи при цьому надмірного випускання газу і знижуючи до мінімуму відходи матеріалу під час випускання газу, і кількістю газовипускних пристроїв, потрібних для досягнення адекватного випускання газу із порожнини форми. Крім того, як показано нижче, незважаючи на певні поліпшення у справі випускання газу, все ще залишається невирішеною проблема отримання якісних формованих виробів, зокрема, із пінополіуретану. Проблема ця пов'язана з вищезгаданим явищем руйнування піни й утворенням порожнин, а також з явищем недозаповнення, яке більш докладно розглядається нижче. Таким чином, існує нагальна потреба в поліпшенні техніки випускання газу для вирішення вищезазначеної проблеми руйнування піни, утворення порожнин і/або недозаповнення. Метою даного винаходу є повне або часткове усунення принаймні одного із вищезгаданих недоліків попередніх технічних рішень. У відповідності з цим, однією із ознак даного винаходу є форма для виготовлення формованих виробів, яка складається із першої форми і другої форми, котрі можуть рознімно зчіплюватися одна з 92719 8 одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, причому поверхня порожнини форми має принаймні одну канавку, сполучену принаймні з одним газовипускним пристроєм, де принаймні один газовипускний пристрій має прохід для випускання газу із порожнини форми. Іншою ознакою даного винаходу є форма для виготовлення формованих виробів, яка складається із чаші і кришки, котрі можуть рознімно зчіплюватися одна з одною, утворюючи порожнину форми, причому кришка має: (і) газовипускний пристрій, який має прохід для випускання газу із порожнини форми, і (іі) множину канавок, сполучених з цим газовипускним пристроєм. Ще однією ознакою даного винаходу є пристрій для виготовлення формованих виробів, який складається із чаші і кришки, котрі можуть рознімно зчіплюватися одна з одною, приймаючи відкрите положення і закрите положення, де закрите положення визначає порожнину форми, а принаймні одна з них, тобто чаша або кришка, має: (і) множину газовипускних пристроїв, кожний з яких має для випускання газу із порожнини форми, і (іі) множину сполучених між собою канавок, по котрим газ тече в численні газовипускні пристрої. Інші ознаки даного винаходу стосуються виготовлення формованого виробу, котрим у кращому варіанті є формований піновиріб, за допомогою вищеописаних форм і пристрою. Таким чином, даний винахід являє собою новий підхід до поліпшення випускання газу із форми і, зокрема, із форми для виготовлення піновиробу. Цей підхід суттєво відрізняється від відомих технічних рішень. Відомі способи випускання газу передбачали розміщення множини газовипускних пристроїв на ділянках форми, на яких передбачалося виникнення локалізованого накопичення газу в порожнині форми. У багатьох випадках для визначення місця розташування газовипускних пристроїв застосовувався ітеративний підхід. Полягав він у тому, що виготовлений піновиріб обстежували на наявність у ньому дефектів і в місцях форми, що відповідали місцям виявлених на його поверхні дефектів, розташовували газовипускний пристрій (наприклад, так званий „автоматичний" газовипускний пристрій і/або „стрічковий" газовипускний пристрій, розглянуті нижче). У результаті завбачалася велика кількість газовипускних пристроїв (40 і більше) по лінії розділяння форми і/або у верхній формі або кришці форми Але цей підхід не дозволяв позбавитися виникнення явища руйнування піни й утворення порожнин, а недолік, що полягав у недозаповненні форми, долався лише невеликою мірою. Причина цього полягала у (помилковому) припущенні того, що місце розташування дефекту в кінцевому виробі збігається з місцем локалізації газу, який потрібно випускати під час поширення піни. Підхід, запропонований даним винаходом, полягає в тому, щоб не зосереджувати численні газовипускні пристрої на ділянках потенційного накопичування газу і дефектоутворення у виробі, що перебуває у формі. В основу цього підходу покла 9 дений встановлений авторами винаходу той факт, що використання однієї чи більше канавок і/або прорізей на поверхні порожнини форми дозволяє ефективно відводити газ від складу, що формується. Принаймні одна канавка і/або прорізь сполучаються з одним чи більше газовипускними пристроями, які, таким чином, дозволяють випускати газ із порожнини форми назовні форми. У кращому варіанті здійснення винаходу одна чи більше канавок або прорізей утворюють взаємозв'язану систему на зразок мережі каналів, що покривають значну частину поверхні порожнини форми (наприклад, значну частину поверхні порожнини форми, що відповідає В-поверхні кінцевого виробу). Це дозволяє використовувати значно меншу кількість газовипускних пристроїв і відмовитися від принципу визначення точного місця розташування газовипускних пристроїв на кожній ділянці потенційного накопичення газу і дефектоутворення. Так само, або навіть більш важливим є те, що забезпечення такими канавками і/або прорізями, котрі в кращому варіанті утворюють мережу взаємозв'язаних каналів, дозволяє виготовляти формовані вироби без вищезгаданих дефектів руйнування піни, утворення порожнин і/або недозаповнення. Крім того, використання однієї чи більше канавок або прорізей на поверхні порожнини форми, які дозволяють ефективно відводити газ від складу, що формується і каналювати цей газ до одного чи більше газовипускних пристроїв, дає низку інших переваг, перелічених нижче. - Забезпечується можливість виготовляти піновироби порівняно низької густини при нульовому або значно зниженому ризику виникнення явища руйнування піни. У відомих технічних рішеннях одним із способів боротьби з цим ризиком була розробка хімічного профілю спінюваного складу в розрахунку на одержання виробу відносно високої густини. Можливість виготовляти вироби відносно низької густини при використанні описаного тут нового підходу до випускання газу дозволяє одержувати вироби відносно низької маси, що дає певну перевагу у виробництві транспортних засобів з погляду росту цін на паливо. - Можливість уводити гетерогенні елементи у призначений до формування склад, при нульовому або значно зниженому ризику виникнення явища руйнування піни. Наприклад, якщо рідкий спінюваний склад поміщають у порожнину форми, то гетерогенним елементом може бути одна чи більше вставок із піноматеріалу (наприклад, для одержання виробу подвійної твердості і/або міцності або багатократно збільшеної твердості і/або міцності) або вставка із непіноподібного матеріалу (наприклад, частини контактної застіжки, відомої також під назвою застіжки велькро (Velcro™), механічний затискач, елемент одягу і т.п.). У відомих технічних рішеннях природа, розміри і/або розташування таких гетерогенних елементів були відносно обмеженими через ризик руйнування піни. - Існує можливість колективного вирішення проблем, пов'язаних з руйнуванням піни і явищами недозаповнення й утворення порожнин у піновиробі. 92719 10 - Є можливим значно зменшувати кількість пристроїв видалення газу, потрібних для досягнення адекватного виведення газу із форми. Це дає економію капітальних затрат і затрат на експлуатацію. Крім того, можливість використовувати значно меншу кількість газовипускних пристроїв створює передумову для забезпечення передбачуваного середовища навколо цих пристроїв (і форми). Це дає можливість керувати середовищем навколо газовипускних пристроїв (і форми) і, таким чином, зводити до нульового рівня і/або значно знижувати неконтрольоване вивільнення газу із форми. - Одна чи більше канавок і/або прорізей на поверхні порожнини форми є фактично самоочисними і після видалення газів із форми, заповнення порожнини форми піноматеріалом і видалення із неї сформованого виробу вони залишають „негатив" однієї чи більше канавок або прорізей (наприклад, у формі одного чи більше гребенів). При цьому канавки або прорізі не забруднюються ні матеріалом складу, що формується, ні розділювальним складом, який наноситься перед формуванням на поверхні порожнини форми для полегшення видалення з неї сформованого виробу. Уникнення засмічування форми розділювальним складом є особливо суттєвою перевагою, оскільки використання таких складів у даному виробництві обумовлено технологічними нормами і потрапляння їх в одну чи більше канавок або прорізей є цілком передбачуваним. Сифонування або, інакше кажучи, каналювання газового флюїду по одній чи більше канавкам або прорізям у порожнині форми є активним (тобто відбувається за рахунок, наприклад, капілярного ефекту), оскільки внутрішній тиск у формі залишається на відносно низькому рівні. Канавки або прорізі сполучаються з газовипускним пристроєм, яким може бути стрічковий газовипускний пристрій, автоматичний газовипускний пристрій або так званий „розумний" або смарт-газовипускний пристрій. Одну чи більше канавок або прорізей бажано розташувати у „верхній точці" кришки форми, оскільки це буде полегшувати виведення газу із геометричної верхівки форми. Дуже бажано також створити канавку або прорізь по периметру (периферії) форми поблизу лінії розділяння. Така периферійна канавка або прорізь може бути створена в кришці або чаші форми і залежатиме частково від форми виробу, що виготовляється. Застосування канавок або прорізей є особливо ефективним у тій ситуації, в котрій виріб, що формується, має складний профіль. Таким чином, канавка або прорізь можуть розташовуватися у верхній точці поверхні профілю, як описувалося вище, і/або по дотичній радіуса крайки або ребра профілю у формі. При такому, як описано вище, застосуванні периферійної канавки або прорізі бажано включати одну чи більше так званих з'єднувальних канавок або прорізей для сполучання периферійної канавки або прорізі, наприклад, зі стрічковим газовипускним пристроєм. 11 У тих випадках, коли поверхні порожнини форми є відносно плоскими, бажано створювати мережу із множини канавок або прорізей за рисунком шахової дошки з розмірами квадратів приблизно від 4 кв. дюймів до 16 кв. дюймів. Цілком зрозуміло, що в тих випадках, коли головна поверхня порожнини форми є трохи профільованою, мережа канавок або прорізей не повинна обов'язково утворювати рисунок із точних квадратів. У тих випадках, коли виріб, що виготовляється, є трохи довгастим, певну кількість канавок або прорізей бажано зорієнтувати у поздовжньому напрямку на поверхні порожнини форми і сполучити їх з випускним рисунком у загальному випадку на одному кінці порожнини форми. При завантаженні спінюваного складу на одному кінці порожнини форми піна для заповненню нею порожнини форми повинна пройти шлях уздовж неї, і це робить вигідною поздовжню орієнтацію канавок або прорізей, що дозволяє поширюваній піні витискати уздовж них газ із порожнини форми у газовипускний пристрій і далі назовні форми. Як буде показано нижче, у випадку високопрофільованих або підвищених ділянок порожнини форми можна створювати „мінімережі" або відокремлені мережі канавок або прорізей. Дуже бажано також мати одну чи більше канавок або прорізей, орієнтованих таким чином, щоб ці канавки або прорізі мали надлишкові проходи до певної кількості газовипускних пристроїв, розташованих у кришці і/або по лінії розділяння форми. Варіанти здійснення даного винаходу описані тут з посиланнями на супровідні креслення, де відсильними номерами позначені аналогічні деталі і де: - на Фіг.1 показаний вигляд у розрізі відомої форми; - на Фіг.2 показаний вигляд у розрізі піновиробу, виготовленого за допомогою форми, показаної на Фіг.1; - на Фіг.3 і 4 показаний збільшений вигляд в аксонометрії частини відомого газовипускного пристрою; - на Фіг.5 і 6 ілюстрований процес виготовлення формованого виробу у відомій формі; - на Фіг.7 показаний вигляд в аксонометрії піновиробу, виготовленого за допомогою відомої форми, показаної на Фіг.5 і 6; - на Фіг.8 показаний вигляд у розрізі форми згідно з кращим варіантом здійснення даного винаходу під час виготовлення виробу в цій формі; - на Фіг.9 показаний вигляд зверху форми, зображеної на Фіг.8, з умістом форми, показаним штриховими лініями; - на Фіг.10 показаний вигляд в аксонометрії піновиробу, виготовленого за допомогою форми, зображеної на Фіг.8 і 9; - на Фіг.11 показаний збільшений вигляд у розрізі модифікованої форми, зображеної на Фіг.8; - на Фіг.12 показаний збільшений вигляд частини піновиробу, виготовленого за допомогою форми, зображеної на Фіг.11; - на Фіг.13-16 показані різноманітні піновироби, виготовлені за допомогою форми згідно з даним винаходом з різними мережами канавок. 92719 12 - на Фіг.17 показаний збільшений вигляд у розрізі форми згідно з іншим варіантом здійснення даного винаходу; - на Фіг.18 показаний збільшений вигляд піновиробу, виготовленого за допомогою форми, зображеної на Фіг.17; - на Фіг.19 показаний збільшений вигляд в аксонометрії газовипускного пристрою у формі за даним винаходом; - на Фіг.20 показаний збільшений вигляд у розрізі газовипускного пристрою у формі за даним винаходом; - на Фіг.21 показаний збільшений вигляд в аксонометрії першого кращого газовипускного пристрою, встановленого у форму за даним винаходом; - на Фіг.22 показаний вигляд у розрізі по лінії ХХІІ-ХХІІ Фіг.21; - на Фіг.23 показаний збільшений вигляд в аксонометрії другого кращого газовипускного пристрою Фіг.20, встановленого у форму за даним винаходом; - на Фіг.24 показаний вигляд у розрізі по лінії XXIV-XXIV Фіг.23; - на Фіг.25-28 ілюстроване функціонування газовипускного пристрою, зображеного на Фіг.21-22; - на Фіг.29 показаний збільшений вигляд в аксонометрії піновиробу, виготовленого при використанні газовипускних пристроїв, зображених на Фіг.20-28. Рідкий спінюваний полімерний склад на основі поліуретану є найкращим серед матеріалів цього типу, і як кращий склад він фігурує також у тексті даного опису. Проте цілком зрозуміло, що даний винахід рівною мірою може застосовуватися до інших типів операцій формування, включаючи, наприклад, такі матеріали, як спінений латекс, пінонеопрен, ПХВ-піноматеріали тощо. Нижче з посиланнями на Фіг.1 і 2 спочатку розглядається відома форма першого покоління, а після неї з посиланнями на Фіг.З і 4 розглядається відома форма другого покоління. На Фіг.1 і 2 показана типова форма типу замкненої камери, подібна тим, що використовувалися для формування подушок автомобільних сидінь із пінополіуретану. Ця форма позначена на Фіг.1 відсильним номером 20. Форма 20 складалася із нижньої форми 24 (відомої серед фахівців також під назвою „чаші") і верхньої форми 28 (відомої серед фахівців також під назвою „кришки"), з'єднаних між собою звичайним шарнірним або іншим засобом (не показаний). У з'єднаному стані нижня форма 24 і верхня форма 28 утворювали порожнину 32, геометрія і розміри якої визначали геометрію і розміри майбутнього виробу - подушки автомобільного сидіння. Перед процесом формування верхню форму 28 відділяли від нижньої форми 24, і в останню завантажували потрібну кількість рідкого спінюваного поліуретанового складу. Після цього верхню форму 28 і нижню форму 24 об'єднували одна з одною і зчіплювали, утворюючи єдину закриту форму. Поміщений у цю форму спінюваний поліуретановий склад поширювався, витісняючи повітря із порожнини 32. Витіснене повітря виходило із по 13 рожнини 32 через відносно широкий газовипускний пристрій 36 по лінії розділяння і через верхній газовипускний пристрій (або пристрої) 38 у верхній формі 28. Крім того, разом з поширюванням поліуретанового складу відбувалася його полімеризація, що супроводжувалося вивільненням газу СО2 в порожнині 32. Цей газ СО2 також міг виходити із порожнини 32 через газовипускні пристрої по лінії розділяння 36 і верхні газовипускні пристрої 38. Фахівцям у даній галузі добре відомо (хоча це і лежить за межами предмету даного опису), що рідкий спінюваний полімерний склад кінець кінцем повністю полімеризується і твердіє, приймаючи форму порожнини 32. Відомо також, що кількість рідкого спінюваного поліуретанового складу, завантажуваного в порожнину 32, повинна бути такою, щоб практично повністю заповнювати цю порожнину і, таким чином, запобігати виникненню пов'язаного з недозаповненням руйнування піни, утворенню порожнин та інших дефектів спінювання у формованому виробі. У той час як визначити відповідну кількість рідкого спінюваного поліуретанового складу для конкретної форми 20 покоління можна було шляхом розрахунку за загальноприйнятою методикою, потрібно було, окрім цієї кількості, додавати у форму ще й надлишкову кількість полімерного складу для компенсації втрат матеріалу, що виходив через газовипускний пристрій 36 по лінії розділяння і верхні газовипускні пристрої 38. Цей надлишок, хоча він і сприяв заповнюваності порожнини 32 для запобігання виникненню пов'язаного з недозаповненням руйнування піни, утворенню порожнин та інших дефектів спінювання у формованих виробах, фактично являв собою наперед сплановані відходи коштовного сировинного матеріалу, які після формування потрібно було ретельно видаляти, вкладаючи в це чималі трудозатрати. У цих формах першого покоління повітря і гази, що вивільнялися із поширюваного складу внаслідок реакції, виходили під час операції формування із порожнини 32 через газовипускний пристрій 36 по лінії розділяння і верхні газовипускні пристрої 38 доти, поки піна не досягала рівня входу в ці пристрої. По досягненню цього рівня будь-яке подальше поширювання піни призводило до проникнення її у газовипускний пристрій 36 по лінії розділяння і верхні газовипускні пристрої 38. У найбільш простому випадку, коли геометрія порожнини форми не мала неоднорідностей, піна досягала рівня газовипускних пристроїв по лінії розділяння і/або верхніх газовипускних пристроїв приблизно в однаковий час, що звичайно відбувалося в момент максимального поширення піни або поблизу нього. Таким чином, за умови правильного розрахунку кількості рідкого спінюваного поліуретанового складу, завантаженого в порожнину форми, коли порожнина 32 повністю заповнювалася, лише невелика кількість піни проходила у газовипускні пристрої по лінії розділяння і/або верхні газовипускні пристрої. Проте на практиці, як показано на Фіг.1, більшість форм мали нерівномірну геометрію їхніх порожнин, зумовлену потрібною геометрією виро 92719 14 бів. У таких випадках висота і форма порожнини 32, як правило, на різних її ділянках змінювалися, у зв'язку з чим входи у газовипускні пристрої 36 по лінії розділяння й у газовипускні пристрої 38 могли опинятися на різній висоті в залежності від того, де вони сполучалися з порожниною 32. Крім того, в порожнині 32 виникали також локалізовані ділянки зміни тиску залежно від того, яким чином піна і генеровані гази збиралися в неоднорідностях усередині порожнини і переміщувалися між ними, в результаті чого рівень поширюваної спіненої маси в різних частинах порожнини 32 міг варіювати в часі. Через вищезазначені чинники піна в порожнині звичайно досягала рівнів газовипускних пристроїв по лінії розділяння і різних верхніх газовипускних пристроїв в різні моменти часу, продовжуючи при цьому поширюватися. Наприклад, на ділянці, де висота порожнини 32 була нижчою висоти навколишніх ділянок, як показано на Фіг.1 поз. 40, піна могла швидко досягати верхніх газовипускних пристроїв 38. Оскільки при цьому піна, що розросталася в решті об'єму порожнини 32, залишалася нестверділою, відносно значна її кількість могла проходити у верхні газовипускні пристрої 38 на цій ділянці. У цьому випадку також, оскільки кількість піни, що проходила у газовипускні пристрої 36 по лінії розділяння і верхні газовипускні пристрої 38, зменшувала на відповідну величину кількість піни, що залишалася в порожнині 32, необхідно було, щоб кількість рідкого спінюваного поліуретанового складу, завантаженого в порожнину 32, була на відповідну величину більшою кількості, потрібної для заповнення порожнини 32, щоб таким чином компенсувати витрати піни, що проходила у вищезгадані газовипускні пристрої. Ця надлишкова кількість, потрібна для технологічного процесу у відомій формі, була по суті відхідним матеріалом, який повинен був після процесу формування видалятися і враховуватися у витратах на формування виробу. Крім того, як показано на Фіг.2, піна, що проходила у верхні газовипускні пристрої 38, утворювала так званий „грибоподібний" ґрат 54 (показаний пунктирною лінією) відхідного матеріалу на сформованому виробі 50. Матеріал, що проходив у газовипускні пристрої 36 по лінії розділяння, утворював „млинцеподібний" ґрат 55 відхідного матеріалу на сформованому виробі 50. Зазвичай як грибоподібний 54, так і млинцеподібний 55 ґрат повинен був відділятися від сформованого виробу 50 і видалятися із форми 20 до покриття виробу оздоблювальною обшивкою і підготування форми 20 до виготовлення наступного виробу. Необхідність видаляти грибоподібний 54 і млинцеподібний 55 ґрат призводила до зростання трудозатрат, пов'язаних з виготовленням формованого виробу. У додаток до надлишкової кількості рідкого спінюваного поліуретанового складу, що додавався для компенсації матеріалу, витисненого у газовипускні пристрої, надлишок рідкого спінюваного поліуретанового складу додавався також для компенсації варіацій процесу, зумовлених змінами температури, вологості, навколишнього тиску і 15 незначними змінами самого рідкого спінюваного поліуретанового складу. У зв'язку з цим, при застосуванні відомих форм першого покоління були неминучими втрати матеріалу, що виходив у газовипускні пристрої. У патентах США №5,356,580 (Перевиданий патент №36,413), №5,482,721 (Перевиданий патент №36,572) і №5,587,183 (нижче під узагальненою назвою „патенти Кларка" (Clark et al.)) описана форма другого покоління. У цій формі замість показаних на Фіг.1 газовипускних пристроїв 36 по лінії розділяння використовувалися вдосконалені газовипускні пристрої по лінії розділяння. Ці вдосконалені газовипускні пристрої по лінії розділяння були високоефективними і дозволяли відводити із порожнини форми великі об'єми газу. У формі другого покоління, описаній у патентах Кларка, показані на Фіг.1 верхні газовипускні пристрої 38 замінені вдосконаленими газовипускними пристроями. Як відомо, верхні газовипускні пристрої потребувалися для випускання газу із ізольованих ділянок (тобто із газовипускних пристроїв по лінії розділяння) порожнини форми. Нижче форма другого покоління з цими вдосконаленими верхніми газовипускними пристроями розглянута більш докладно з посиланнями на Фіг.3 і 4. На Фіг.3 і 4 показаний верхній газовипускний пристрій 60. Пристрій 60 мав циліндричний корпус 62 і розміщену в ньому газовипускну пробку 64. Зовні корпус 62 мав різьбову частину 66, яка входила в з'єднання з відповідною їй різьбовою частиною форми (не показана). У даному варіанті здійснення винаходу частина газовипускної пробки 64, найближча до отвору циліндричного корпуса 62, мала в поперечному перерізі гексагональну форму. Шість точок гексагонального поперечного перерізу газовипускної пробки 64 перебували у зчепленні з циліндричним корпусом 62 і утворювали шість газовипускних каналів 68 у формі сегментів. Ближчий кінець (не показаний) газовипускної пробки 64 мав поперечний переріз, що відповідав циліндричному корпусу 62. Між далеким кінцем і ближчим кінцем (не показаний) газовипускної пробки 64 був передбачений отвір (не показаний) для випускання газу, що надходив у газовипускні канали 68, у верхній газовипускний пристрій 60. Верхній газовипускний пристрій 60 був вбудований у форму 20 (Фіг.1) замість газовипускного пристрою 38. Для здійснення процесу формування рідкий спінюваний поліуретановий склад завантажували в порожнину 32, і нижню форму 24 щільно зчіплювали з верхньою формою 28. Повітря, наявне в порожнині 32, і газ, генерований хімічною реакцією в поширюваному складі, виходили через газовипускні пристрої 68. В'язкість цих газів дозволяла їм порівняно легко текти через ці газовипускні пристрої. Як тільки рівень піни у формі 20 досягав входів у газовипускні пристрої 68, піна входила в ці пристрої. Внаслідок наявності обмеження поширенню поліуретанового складу з боку газовипускних пристроїв 68 спінюваний склад міг проходити через ці пристрої лише повільно. Якщо ширина газовипускних пристроїв 68 вибиралася правильно, то рідкий спінюваний полімерний склад припиняв свій рух через ці пристрої раніше, ніж він про 92719 16 ходив значну відстань уздовж пристрою, і раніше, ніж він досягав вихідного отвору (не показаний) верхнього газовипускного пристрою 60. Як тільки поширювання спіненої маси завершувалося, утворений піновиріб видаляли із форми 20. Це здійснювалося шляхом розчеплення нижньої форми 24 і верхньої форми 28 і видалення піновиробу із нижньої форми 24. Під час розкривання форми піноматеріал, що пройшов у газовипускні канали 68, відривався від піновиробу. При цьому відірваний матеріал закупорював газовипускні канали 68 і, таким чином, повинен був видалятися з них перед наступним процесом формування. Це здійснювалося шляхом ковзного переміщування газовипускної пробки 64 в напрямку далекого кінця циліндричного корпуса 62 (Фіг.4) до виходу його із цього корпуса. Як показано в патентах Кларка, внаслідок цієї операції ковзного переміщування ближчий кінець (не показаний) газовипускної пробки 64, тобто кінець, що мав поперечний переріз, відповідний циліндричному корпусу 62, витісняв назовні із циліндричного корпуса 62 весь піноматеріал, що блокував газовипускні канали 68. На Фіг.5 і 6 схематично показане функціонування форми 100, подібної формам, описаним у патентах Кларка. Форма 100 складалася із кришки 105 і чаші 110, які зчіплювалися між собою в рознімному з'єднанні. Кришка 105 мала низку газовипускних пристроїв по лінії розділяння або так званих „стрічкових" газовипускних пристроїв. У кришці 105 передбачалася також низка так званих автоматичних газовипускних пристроїв 120, подібних описаним у патентах Кларка. Перед формуванням спінюваний склад (не показаний) завантажували в чашу 110 через дозатор 125. Після цього кришку 105 закривали і текучій масі давали можливість заповнювати порожнину форми. По завершенні процесу заповнення кришку 105 відкривали, і піновиріб 130 із форми 100 видаляли. Піновиріб 130 мав низку стрічок 135 зі спіненого матеріалу, які не потребували їх видалення і могли просто складатися при покритті піновиробу, наприклад, оздоблювальною обшивкою. Але поряд з перевагами відомого технічного рішення, запропонованого в патентах Кларка, існують ситуації, в котрих якість отримуваного таким чином піновиробу є далекою від бажаної. Зокрема, в таких виробах час від часу виникали два вищеописані типи дефектів - порожнини і недозаповнення. Недозаповнення є поверхневим явищем, яке виказує себе в піновиробі 130 у вигляді поверхневих раковин 140. Іншою проблемою є утворення порожнин 145 усередині піновиробу 130 („приповерхневі порожнини") і на поверхні піновиробу 130 („поверхневі порожнини", не показані). Поверхневі порожнини найчастіше утворюються в піновироби у вигляді локалізованих ділянок піноматеріалу, де не відбулося його формування, наприклад, там, де спінюваний склад не поширився настільки, щоб повністю зайняти високо розташовану зустрічну ділянку кришки форми, в результаті чого піноматеріал втрачає певну ділянку, що відповідає даній порожнині. У відомих процесах формування кришка 105 використовувалася для 17 формування так званої В-поверхні піновиробу, а поверхня чаші 110 використовувалася для формування так званої Α-поверхні піновиробу 130. У той час як поверхневі раковини 140 могли виникати на будь-якій поверхні піноелемента 130, вони могли регулярно з'являтися під його В-поверхнею. При виникненні викликаних недозаповненням поверхневих раковин 140 раніше як захід запобігання утворенню цих дефектів поміщали інший автоматичний газовипускний пристрій 120 на ділянці кришки 105, що відповідала місцю виникнення раковини 140. У результаті одногніздова форма звичайно мала разом порядку 40 (і більше) стрічкових 115 і автоматичних 120 газовипускних пристроїв. Але навіть за такої великої кількості газовипускних пристроїв викликані недозаповненням поверхневі раковини 140 і порожнини 145 (поверхневі порожнини або приповерхневі порожнини) не припиняли виникати. Даний винахід являє собою цілковито інший підхід щодо вдосконалення випускання газу, що утворюється під час того, як спінювана маса заповнює порожнину форми. В основу нового підходу покладено встановлений авторами винаходу той факт, що немає потреби ні в застосуванні такої великої кількості газовипускних пристроїв, ні в тому, щоб покладатися на такі пристрої для видалення газу із локалізованих ділянок порожнини форми. Таким чином, було встановлено, що застосування однієї чи більше канавок (або прорізей) на поверхні порожнини форми як газопроводів до випускного отвору, дренажу, сифону і т.п. для перепускання газу, який потрібно видаляти через звичайний газовипускний пристрій, дозволяє позбавитися необхідності розміщати газовипускний пристрій на кожній ділянці, де очікується потреба у випусканні газу. В одному з кращих варіантів здійснення винаходу вищезазначені канавки або прорізи взаємопересікаються, утворюючи мережу, що сполучається принаймні з однією такою канавкою або проріззю на периферії порожнини форми. Ці канавки або прорізі діють як сифони (наприклад, завдяки капілярному ефекту), полегшуючи видалення газу із порожнини форми. Таким чином, у кращому варіанті здійснення винаходу процес випускання газу із форми полягає в тому, що відомі локальні газовипускні пристрої використовують як газовипускні пристрої з ефективних ділянок шляхом створення множини канавок або прорізей на поверхні порожнини форми. Здатність цих канавок або прорізей ефективно транспортувати газ є функцією взаємодії з природним ростом активної піни, товщини ділянки, на котрій створені ці канавки або прорізі, і обструктивного ефекту геометрії шляху до газовипускних пристроїв. Отже зазначені канавки або прорізі є ефективними засобами каналювання газу, який потрібно видаляти, до газовипускного пристрою. Як більш детально показано нижче, цю мережу канавок або прорізей можна сполучати з відомими газовипускними пристроями, наприклад, такими, як описано в патентах Кларка. Запропоноване вдосконалення дозволяє значно зменшити 92719 18 кількість газовипускних пристроїв, потрібних для досягнення достатнього видалення газу, і виготовляти вироби, які практично не мають порожнин і дефектів недозаповнення; можливість отримувати такі вироби є особливо суттєвою перевагою даного винаходу. На Фіг.8 показана форма 200, яка складається із кришки 205 і чаші 210, котрі можуть рознімно зчіплюватися одна з одною так само, як описана вище форма 100. Кришка 205 обладнана чотирма газовипускними пристроями 220. Крім того, кришка 205 має мережу 225 канавок. Мережа 225 простягається до периферійної частини 230 порожнини форми. Як показано на Фіг.9, мережа 225 сполучається з газовипускними пристроями 220. Тепер знов звернемося до Фіг.8, де показано, що завантажений у форму 200 рідкий спінюваний склад 235 поширюється в напрямках стрілок А. Під час цього поширювання генерується газ, і тиск у порожнині форми зростає. Потік піни поширюється по канавкам або прорізям мережі 225, які надійно каналюють або перепускають газ у напрямку газовипускних пристроїв 220 навіть, якщо ці пристрої розподілені не по всій поверхні кришки 205. Виведення газу, генерованого під час поширювання піни, полегшується завдяки тому, що газовипускні пристрої 220 розміщені в піках контурів кришки 205 або поблизу них. Утворюваний у такій формі піновиріб 240 показаний на Фіг.10. Шляхом взаємної адаптації мережі 225 і газовипускних пристроїв 220 можна досягти такого рівня якості піновиробу 240, при якому останній фактично не буде мати дефектів, зумовлених недозаповненням, і порожнин. Крім того, як показано на Фіг.10, піновиріб 240 на його Вповерхні отримує „негатив" мережі 225 у вигляді мережі 245 гребенів піноматеріалу. По суті піновиріб 240 взагалі не має грату і може не піддаватися обробці, метою якої є підготовка його поверхні до фінішного покриття, і не потребує видалення грату та іншого надлишкового матеріалу. На Фіг.11 ілюстрована адоптація мережі 225 канавок або прорізей до лінії поділу або так званого „стрічкового" газовипускного пристрою. У цьому випадку газовипускний пристрій 220 замінений стрічковим пристроєм 222, подібним описаному в розглянутих вище патентах Кларка. Крім того, мережа 225 канавок або прорізей тут розширена до піку 212 порожнини форми. Виріб 242, утворений у результаті застосування цієї форми, показаний на Фіг.12, де можна бачити „негатив" 227 мережі 225, тобто „негатив", що є просто мережею 227 сформованих гребенів піноматеріалу, який заповнив мережу 225 під час поширювання спінюваного складу 235. Показаний на Фіг.12 піновиріб 242 має низку стрічок 235, утворених у стрічкових газовипускних пристроях 220. На Фіг.13 і 14 показані вигляди в аксонометрії в розрізі і в збільшеному розрізі піновиробу 300, виготовленого за допомогою форми згідно з винаходом. З метою спрощення ілюстрації та її сприйняття тут показаний вже готовий піновиріб. Проте цілком зрозуміло, що у відповідності з вищевикла 19 деним цей піновиріб був одержаний при використанні форми з мережею канавок або прорізей. Таким чином, піновиріб 300 має борт (або піднятий край) 305. Як можна бачити, мережа 325 із гребенів піноматеріалу сполучена з периферійним гребенем 330. У даному випадку низка з'єднувальних гребенів 332 сполучає периферійний гребінь 330 з множиною стрічок 335. Мережа 325, периферійний гребінь 330 і з'єднувальні гребені 332 піноматеріалу утворені комплементарною мережею канавок або прорізей. На Фіг.15 показаний піновиріб 400, який має борт 405 і мережу 425 гребенів, утворених комплементарними канавками або прорізями форми згідно з даним винаходом. Піновиріб 400 має також периферійний гребінь 430, утворений комплементарною канавкою або проріззю форми згідно з винаходом. Крім того, піновиріб 400 має з'єднувальні гребені 432, утворені комплементарними канавками або прорізями, що сполучаються зі стрічковими газовипускними пристроями (не показані) так, як описано вище. У цих стрічкових газовипускних пристроях утворюються стрічки 435 так, як описано вище. В-поверхня піновиробу 400 має підвищену ділянку 440. Підвищений елемент 440 має локалізовану на ньому мережу 445 гребенів, утворених комплементарною мережею канавок або прорізей форми згідно з винаходом. Оскільки мережа 445 відокремлена від мережі 425, для полегшення виведення газу із порожнини форми, що відповідає ділянці, визначеній елементом 440, використовується газовипускний пристрій (показаний пунктиром над елементом 440). Передбачення відокремленої мережі 445 й окремого газовипускного пристрою дозволяє формувати підвищений елемент 440 без виникнення в ньому недозаповнення або порожнин, і це незважаючи на те, що підвищений елемент 440 має високо розташовану зустрічну поверхню і є майже прямокутним по відношенню до головної частини В-поверхні піновиробу 400. Піновиріб 400 має, крім того, підвищений елемент 450 меншої висоти, ніж підвищений елемент 440. Для забезпечення достатнього газовідведення із ділянки порожнини форми, що відповідає підвищеному елементу 450, без виникнення порожнин або недозаповнення частина мережі канавок або прорізей у формі розподіляється на ділянку порожнини форми, що відповідає підвищеному елементу 450, таким чином, що ця ділянка порожнини форми очищається від газу за посередництвом мережі канавок або прорізей, яка утворює мережу 425. На Фіг.16 показаний піновиріб 500, який має вищий підвищений елемент 540 і нижчий підвищений елемент 550, подібні розглянутим на Фіг.15 елементам піновиробу 400. У піновиробі 500 периферійний гребінь 530 і гребні головної мережі 525 та гребні мережі 545 взаємозв'язані, що дозволяє уникнути необхідності сполучати гребні зі стрічками, а також необхідності застосовувати стрічкові газовипускні пристрої у формі, використовуваній для виготовлення піновиробу 500. Для забезпечення ефективного газовідведення з площі 92719 20 порожнини форми тут, напроти, можуть використовуватися автоматичні газовипускні пристрої або інші подібні пристрої в місці, позначеному на Фіг.16 пунктирними лініями. На Фіг.18 у збільшеному вигляді показана частина трохи модифікованої версії піновиробу 400, де „мінімережа" 447 гребенів є трохи модифікованою порівняно з „мінімережею" 445, показаною на Фіг.15. На Фіг.17 показаний збільшений вигляд у розрізі частини форми, що використовується для виготовлення піновиробу 400, зображеного на Фіг.18. Тут „головна мережа" канавок або прорізей сполучається з периферійною канавкою або проріззю, з'єднаними канавками або прорізями і стрічковим газовипускним пристроєм, як описано вище. Пік 212 кришки 205 має „мінімережу" 247 канавок або прорізей, взаємозв'язаних і відокремлених від „головної мережі" 225. „Мінімережа" 247 канавок або прорізей сполучається з газовипускним пристроєм 220, як описано вище. У процесі формування газ із головної частини порожнини форми видаля ться за посередництвом „головної мережі" 225 канавок або прорізей, периферійної канавки або прорізі, з'єднувальних канавок або прорізей і стрічкових газовипускних пристроїв (на Фіг.17 показані не всі), у той час як газ, який може бути захоплений у піковій частині 212, видаляється за посередництвом „мінімережі" 247 канавок або прорізей і газовипускного пристрою 220. На Фіг.20 схематично відображене з'єднання газовипускного пристрою 220 з кришкою 205 форми 200. Тут газовипускний пристрій 220 має різьбову частину 221. Кришка 205 має частину 206 з внутрішньою різьбою, що відповідає різьбовій частині 221 пристрою 220. Таким чином, газовипускний пристрій 220 просто загвинчується в кришку 205 за посередництвом різьбових частин 206 і 221. Газовипускний пристрій 220 може приймати найрізноманітніші форми. Так, на Фіг.20 показаний збільшений вигляд у поздовжньому перерізі газовипускного пристрою 600, розміщеного у кришці 205. Пристрій 600 може мати таку саму конструкцію, що і збірний газовипускний вузол 98, описаний у патентах Кларка. На Фіг.21, 22 і 25-28 ілюстрований альтернативний газовипускний пристрій 700, який може використовуватися замість і/або в додаток до одного або двох газовипускних пристроїв 220 і 600, описаних вище. Газовипускний пристрій 700 має різьбову частину 721, яка може входити в зчеплення з відповідною їй різьбовою частиною (не показана) у кришці 205, як показано вище на Фіг.19. Газовипускний пристрій 700 має канал 705, в якому розташований обструктор 710. Від каналу 705 відгалужений трубопровід 715. Під газовипускним пристроєм 700 протилежно один одному розташовані датчики 720 (на Фіг.21 показаний лише один датчик). Датчик 720 може бути оптичного типу (наприклад, інфрачервоний і т.п.), акустичного типу, ємкісного типу і т.п. Розглянемо роботу газовипускного пристрою 700 з посиланнями на Фіг.25-28. 21 Отже, рідкий спінюваний склад 235 завантажують у чашу 210 форми 200 аналогічно показаному вище на Фіг.8. Після цього чашу 210 закривають кришкою 205. При поширюванні спінюваного складу 235 утворюється газ, який виходить через газовипускний пристрій 700 і далі у трубопровід 715 шляхом, показаним стрілками В. Поширюючись, спінюваний склад 235 заповнює порожнину форми і досягає датчиків 720 у газовипускному пристрої 700. Коли це відбувається, обструктор 710 приводиться в дію і рухається в напрямку стрілки С, фактично запираючи вихід газу через трубопровід 715, тобто газовипускний пристрій 700 при цьому стає цілком закритим (Фіг.27). Після цього обструктор 710 переміщають у напрямку стрілки D, і сформований піновиріб видаляють із форми. В альтернативному варіанті спочатку видаляють сформований піновиріб, а потім обструктор 710 переміщають у напрямку стрілки D, в положення готовності до формування наступного піновиробу. Таким чином, для фахівця в даній галузі цілком зрозуміло, що газовипускний пристрій 700 працює як елемент з відносно високою газовипускною спроможністю, який має керований датчиками пристрій запирання, який фактично перекриває вихід газу через нього. Інакше кажучи, газовипускний пристрій 700 має два робочі положення - перше, в якому він працює як газовипускний елемент з відносно високою газовипускною спроможністю, і друге, в якому він є герметично закритим. На Фіг.23-24 показаний альтернативний варіант газовипускного пристрою 700 - модифікований пристрій 700а. Газовипускний пристрій 700а має лише одну суттєву відмінність, яка полягає в тому, що обструктор 710 газовипускного пристрою 700 в ньому замінена на обструктор 710а. Обструктор 710а є подібним пробці в описаному вище газовипускному пристрої 600 і в газовипускному вузлі 98, описаному в патентах Кларка. Обструктор 710а працює аналогічно описаному вище обструктору 710 Фіг.25-28. Підсумкова відмінність полягає в тому, що модифікований газовипускний пристрій 700а, показаний на Фіг.23-24, має два робочі положення - перше, в якому він працює як активний газовипускний елемент з відносно високою газовипускною спроможністю, і друге, в якому він працює як пасивний газовипускний елемент з низькою спроможністю (тобто в другому положенні він не є герметично закритим, як пристрій у варіанті, показаному на Фіг.25-28). Перевагою модифікованого варіанта є те, що він дозволяє зменшити кількість газовипускнихпристроїв (порівняно з пристроєм 700), оскільки, працюючи в першому положенні з відносно високою газовипускною спроможністю, він у другому положенні, на відміну від пристрою, показаного на Фіг.25-28, продовжує випускати газ (з низькою спроможністю, пасивне випускання газу) навіть після спрацьовування обструктора 705 і, 92719 22 таким чином, не потребує визначення точного часу його запирання. У деяких випадках, коли в одній і тій самій формі потребується формувати однакові вироби, датчики 720 можна не застосовувати, а для переведення обструктора 710а із першого положення (високої спроможності активного випускання газу) в друге положення (низької спроможності пасивного випускання газу) можна застосовування пристрій задавання часу спрацьовування (таймер). На Фіг.29 у збільшеному вигляді показана частина піновиробу 240 (див. також Фіг.10), яка має частину елемента гребеня піноматеріалу мережі 245, утвореної мережею 225 канавок або прорізей у формі 200. Крім того, тут показана екструдована ділянка 250, де піна затверділа навколо газовипускного пристрою 220, 600, 700 і/або 700а. Розглянуті тут з метою ілюстрації винаходу деякі приклади його здійснення не несуть обмежувального характеру і, таким чином, не виключають різноманітних їх модифікацій, а також інших варіантів здійснення винаходу, які закономірним чином випливають із даного опису. Наприклад, кришка 205 форми 200 може бути модифікована у відповідністю з потрібною геометрією і розмірами екструдованої частини 250 піновиробу 240. Крім того, кришка 205 форми 200 може мати зміни, що запобігають утворенню екструдованої частини 250 піновиробу 240. Може бути модифіковане також сполучення газовипускних пристроїв 220, 600, 700 і/або 700а з кришкою 205 таким чином, що, наприклад, далека частина газовипускних пристроїв 220, 600, 700 і/або 700а буде розташована практично на одному рівні з поверхнею порожнини форми кришки 205. Крім того, може бути змінений рисунок мережі канавок або прорізей 225. Наприклад, мережа канавок або прорізей може включати в себе ромбоподібний періодичний рисунок і, в тому числі, ряд практично паралельних канавок або прорізей, де кожна канавка або прорізь розділяє навпіл ряд ромбів цього періодичного рисунку. В альтернативному варіанті рисунок канавок або прорізей може включати в себе ряд практично паралельних канавок або прорізей (тобто мати так зване упорядкування радіаторного типу з відстанню між сусідніми парами канавок або прорізей в інтервалі приблизно від 2см до 5см. У кожному разі бажано, щоб рисунок включав у себе канавку або прорізь по периметру, з'єднану з мережею канавок або прорізей, а ще краще - з'єднану з кожною канавкою або проріззю в мережі. Всі ці варіанти та модифікації окреслені доданою нижче Формулою винаходу. Усі цитовані в даному описі публікації, патентні заявки і патенти включені тут в усій їхній повноті в такій самій мірі, як би кожна з цих публікацій, патентних заявок і кожний з патентів супроводжувалися вказівкою на включення їх в даний опис в усій їхній повноті шляхом посилання. 23 92719 24 25 92719 26 27 92719 28 29 92719 30 31 Комп’ютерна верстка Л. Купенко 92719 Підписне 32 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюVented mold
Автори англійськоюCathcart Allan C., Clark Leslie E., Genyn Larry A., Meneses Louie J., Lansue Randall J.
Назва патенту російськоюФорма с выпуском газа
Автори російськоюКеткарт Аллан К., Кларк Лесли Э., Генин Ларри А., Менезес Луи Дж., Ленсю Рендалл Дж.
МПК / Мітки
МПК: B29C 44/34, B29C 33/10
Код посилання
<a href="https://ua.patents.su/16-92719-forma-z-vipuskom-gazu.html" target="_blank" rel="follow" title="База патентів України">Форма з випуском газу</a>
Кристалічна поліморфна (+)-(s)-форма гідросульфату клопідогрелю (форма 2) (варіанти), спосіб її отримання (варіанти) та фармацевтична композиція
Номер патенту: 70323
Опубліковано: 15.10.2004
Автори: Сен-Жермен Жан, Кастро Бертран, Буске Андре
МПК: C07D 495/04, A61K 31/4365, A61P 7/02
Мітки: отримання, гідросульфату, клопідогрелю, композиція, фармацевтична, спосіб, варіанти, кристалічна, поліморфна, форма, +)-(s)-форма
Формула / Реферат:
1. Кристалічна поліморфна (+)-(S)-форма гідросульфату клопідогрелю (Форма 2), порошок якої має рентгенівську дифрактограму з характеристичними піками, що відповідають міжплощинним відстаням приблизно 4,11, 6,86, 3,60, 5,01, 3,74, 6,49, 5,66 .2. Кристалічна поліморфна (+)-(S)-форма гідросульфату клопідогрелю (Форма 2), яка має інфрачервоний спектр з характеристичними...
Каналізаційний трап із горизонтальним випуском
Номер патенту: 27623
Опубліковано: 12.11.2007
Автори: Копілаш Анатолій Павлович, Кучеров Василь Андрійович, Прасолов Леонід Пилипович
МПК: E03C 1/12
Мітки: трап, горизонтальним, каналізаційний, випуском
Формула / Реферат:
1. Каналізаційний трап із горизонтальним випуском, що містить корпус, виконаний у вигляді циліндричного стакана із фланцем і бічним відвідним патрубком, ґрати, установлені на корпусі, гідрозатвор та сміттєзбірник, розміщені усередині корпусу, який відрізняється тим, що сміттєзбірник розміщений у корпусі коаксіально і являє собою циліндричний стакан із фланцем, стінки якого виконані із сітки, жорстко скріпленої із вертикальними ребрами...
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Льюіс Дейвід Л., Хемблі Дейвід Л.
МПК: C03B 11/12, C03B 11/06, C03B 9/00
Мітки: охолодження, спосіб, посуду, форма, скляного, ливарна
Формула / Реферат:
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Каналізаційний трап із вертикальним випуском
Номер патенту: 27628
Опубліковано: 12.11.2007
Автори: Копілаш Анатолій Павлович, Прасолов Леонід Пилипович, Кучеров Василь Андрійович
МПК: E03C 1/12
Мітки: випуском, каналізаційний, трап, вертикальним
Формула / Реферат:
1. Каналізаційний трап із вертикальним випуском, який містить корпус, що є циліндричним стаканом з фланцем, дно якого скріплено з вертикально розташованим відвідним патрубком, ґрати, встановлені на корпусі, і сміттєзбірник, виконаний у вигляді циліндричного стакана з перфорованим днищем, коаксіально розміщеним усередині корпуса під ґратами, який відрізняється тим, що сміттєзбірник оснащений фланцем і виконаний із сітки, скріпленої з...
Нова кристалічна форма омепразолу
Номер патенту: 72748
Опубліковано: 15.04.2005
Автори: Нореланд Давід, Сунден Гуннель, Імен Інгвар, Левквіст Карін
МПК: A61K 31/4439, A61K 31/454, C07D 401/12
Мітки: кристалічна, нова, омепразолу, форма
Формула / Реферат:
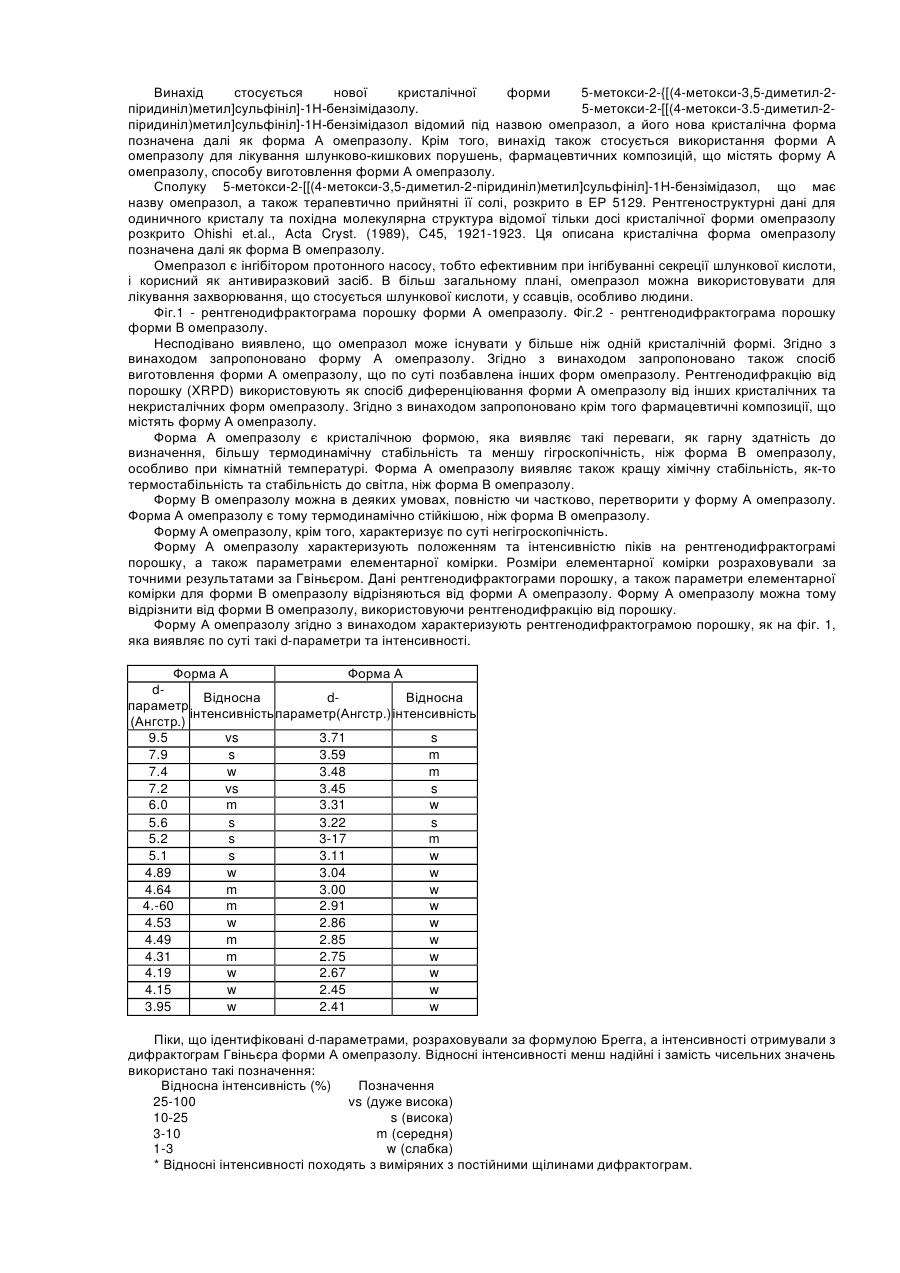
1. Форма А омепразолу, яка відрізняється тим, що має рентгенодифрактограму порошку, яка виявляє такі d-параметри Форма А Форма А d-параметр (Ангстр.) Відносна інтенсивність d-параметр (Ангстр.) Відносна інтенсивність 9.5 vs 3.71...