Спосіб виготовлення колісних заготовок, що мають обід, диск і маточину
Номер патенту: 102152
Опубліковано: 10.06.2013
Автори: Пугач Олексій Олександрович, Яковченко Олександр Васильович, Івлєва Наталя Іванівна


Формула / Реферат
Спосіб виготовлення колісної заготовки, що має обід, диск і маточину, який включає попередню осадку вихідної заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну, підготовку частини обода, виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, і остаточне штампування колісної заготовки у формувальних штампах, який відрізняється тим, що внутрішню сторону колісної заготовки в процесі її остаточного штампування формують у формувальних штампах з тієї сторони попередньо осадженої і розігнаної заготовки, з якої виконана підготовка частини обода, причому на початковому етапі штампування колісної заготовки у формувальних штампах виконують поступально-обертальний рух осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, до сполучення осі заготовки з віссю штампів і пластичну деформацію металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується.
Текст
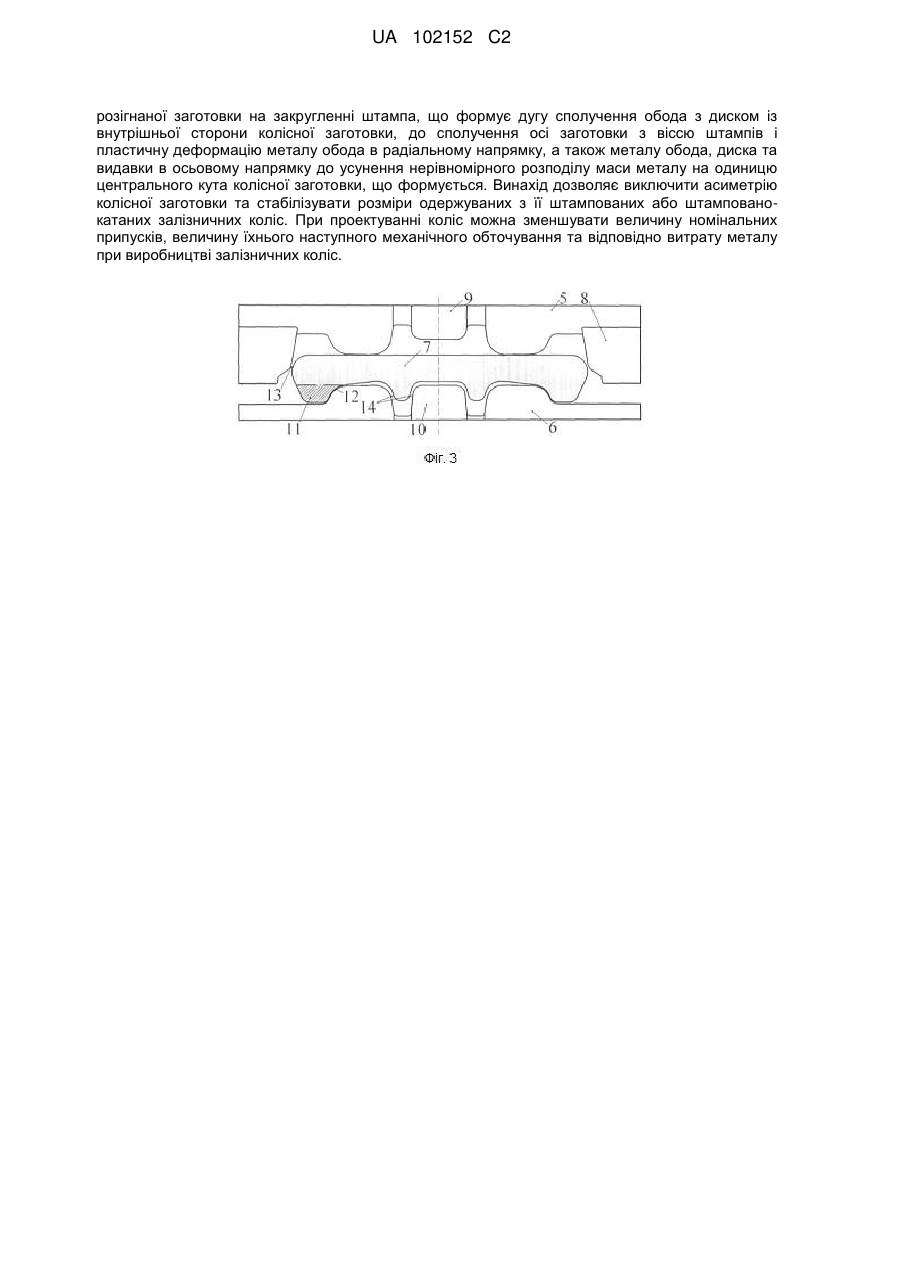
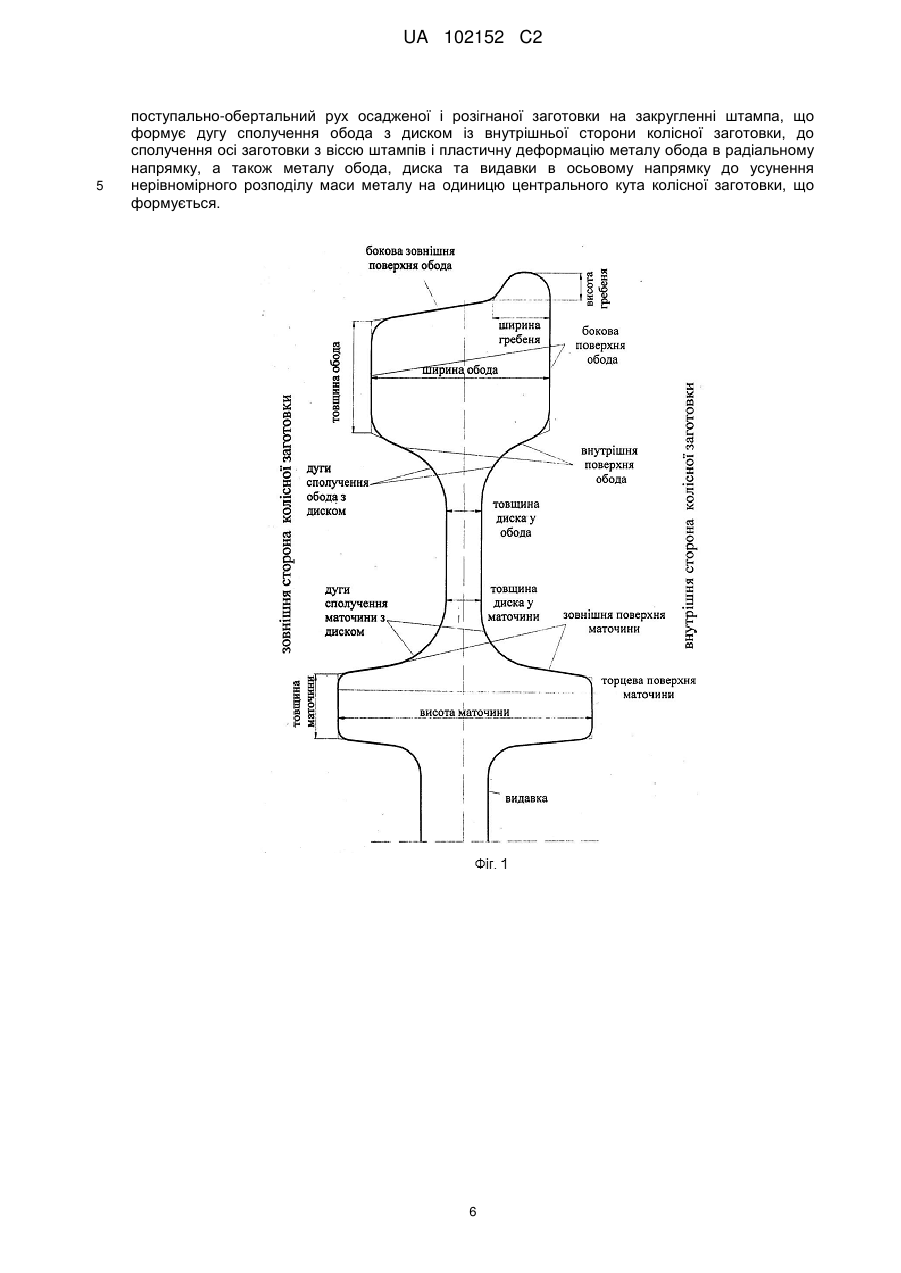
Реферат: Винахід належить до обробки металів тиском, а саме до області гарячої осадки та об'ємного штампування, і призначений для використання при виробництві залізничних коліс. Спосіб виготовлення колісної заготовки, що має обід, диск і маточину, включає попередню осадку вихідної заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну, підготовку частини обода, виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, і остаточне штампування колісної заготовки у формувальних штампах. Внутрішню сторону колісної заготовки в процесі її остаточного штампування формують у формувальних штампах з тієї сторони попередньо осадженої і розігнаної заготовки, з якої виконана підготовка частини обода. На початковому етапі штампування колісної заготовки у формувальних штампах виконують поступально-обертальний рух осадженої і UA 102152 C2 (12) UA 102152 C2 розігнаної заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, до сполучення осі заготовки з віссю штампів і пластичну деформацію металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується. Винахід дозволяє виключити асиметрію колісної заготовки та стабілізувати розміри одержуваних з її штампованих або штампованокатаних залізничних коліс. При проектуванні коліс можна зменшувати величину номінальних припусків, величину їхнього наступного механічного обточування та відповідно витрату металу при виробництві залізничних коліс. UA 102152 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском, а саме до області гарячої осадки та об'ємного штампування, і призначений для використання при виробництві залізничних коліс. Відомий спосіб формування колісних заготовок, що мають обід, диск і маточину [Производство железнодорожных колес. / Бибик Г.А., Иоффе A.M., Праздников A.B. и др. - М: Металлургия, 1982, С. 78)], що включає на першому етапі осадку попередньо нагрітої заготовки на гладких плитах, потім осадку з одночасним розгоном в технологічному кільці і на заключному етапі штампування у формувальних штампах. Для реалізації даного способу використовється центрування заготовки після її укладання на нижній формувальний штамп механічним центрувачем. Ця технологія не забезпечує збіг осі заготовки з віссю формувальних штампів. А штампування асиметрично покладеної заготовки приводить до не заповнення штампів з одного боку, їхньому переповненню з другого, і дає нестабільні розміри колісних заготовок і прокатаних з них залізничних коліс, а також підвищену витрату металу. Найбільш близьким по технічній суті є, вибраний як найближчий аналог, спосіб формування колісних заготовок, що мають обід, диск і маточину [Пат. UA 79312 С2, МПК (2006), В21К 1/28, B21J 1/00, В21Н 1/00. Спосіб формування колісних заготовок, що мають обід, диск і маточину / О. В. Яковченко, С. О. Снітко: заявл. 11.04.2005; опубл. 11.06.2007 Бюл. №8, 2007], що включає попередню осадку заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну та остаточне штампування колісної заготовки у формувальних штампах. У процесі розгону з однієї зі сторін заготовки виконують формування частини обода, що становить по обсягу не менше 75 % від обсягу відповідної частини обода у відштампованій колісній заготовки. А в процесі штампування формувальним кільцем зміщають заготовку в горизонтальній площині до сполучення осі заготовки з віссю штампів. Спосіб дозволяє сполучити вісь заготовки з віссю штампів у тому випадку, якщо вона покладена зі зсувом. Але передбачається, що сама заготовка після осадки та розгону є осесиметричною. Недоліком способу є неможливість виправлення асиметрії заготовки, отриманої в процесі осадки і розгонки вихідної заготовки, що також, в остаточному підсумку, приводить до підвищеної витрати металу при виробництві штампованих або штамповано-катаних залізничних коліс. До загальних ознак прототипу та способу, який заявляється, щодо формування колісних заготовок, що мають обід, диск і маточину, належать: 1) попередня осадка заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну; 2) підготовка частини обода в процесі розгону металу із центральної частини заготовки в периферійну; 3) виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, в процесі розгону металу із центральної частини заготовки в периферійну; 4) остаточне штампування колісної заготовки у формувальних штампах. В основу винаходу поставлена задача вдосконалення способу виготовлення колісних заготовок, що мають обід, диск і маточину, шляхом усунення в процесі остаточного формування колісної заготовки у формувальних штампах як зсуву осі заготовки відносно осі формувальних штампів, так і асиметрії самої заготовки, що забезпечує стабільність розмірів колісних заготовок і прокатаних з них коліс. Це дозволить зменшити номінальні припуски при проектуванні профілів коліс, величину їхнього механічного обточування і, відповідно, знизити витрату металу. Поставлена задача вирішується за рахунок того, що в способі виготовлення колісної заготовки, що має обід, диск і маточину, який включає попередню осадку вихідної заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну; підготовку частини обода; виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, і остаточне штампування колісної заготовки у формувальних штампах, відповідно до винаходу внутрішню сторону колісної заготовки в процесі її остаточного штампування формують у формувальних штампах з тієї сторони попередньо осадженої і розігнаної заготовки, з якої виконана підготовка частини обода; на початковому етапі штампування колісної заготовки у формувальних штампах виконують поступально-обертальний рух осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони заготовки, до сполучення осі заготовки з віссю штампів і пластичну деформацію металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується. На фіг. 1-31 показані профілі вихідних заготовок; заготовок після осадки та розгону, колісних заготовок, що мають обід, диск і маточину; схеми деформації заготовок і калібровки для заготовочного та формувального пресів за пропонованим способом: 1 UA 102152 C2 5 10 15 20 25 30 35 40 45 50 55 60 фіг. 1 - контур профілю колісної заготовки та основні позначення її елементів; фіг. 2, 4 - схеми осадки вихідної заготовки з її одночасним розгоном (показаний перший момент деформації металу вихідної заготовки); фіг. 3, 5 - схеми формування колісної заготовки у формувальних штампах (показаний перший момент деформації попередньо осадженої і розігнаної заготовки); фіг. 6-9 - етап поступально-обертального руху заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, який забезпечує сполучення осі заготовки з віссю формувальних штампів (показаний варіант, коли вісь заготовки зміщена вліво відносно осі штампів та у її лівій частині перебуває метал, що визначає асиметрію зовнішньої бічної поверхні заготовки); фіг. 10, 11 - етап пластичної деформації металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку, на якому усувається нерівномірний розподіл маси металу на одиницю центрального кута колісної заготовки, що формується. (На фіг. 10 стрілками окремо показаний радіальний напрямок пластичної деформації металу обода, а на фіг. 11 - осьовий напрямок деформації обода, диска та видавки); фіг. 12, 13 - завершальний етап доштампування, що забезпечує одержання осесиметричної колісної заготовки у формувальних штампах; фіг. 14-17 - етап поступально-обертального руху заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, який забезпечує сполучення осі заготовки з віссю формувальних штампів (показаний варіант, коли вісь заготовки зміщена вправо відносно осі штампів, а метал, що визначає асиметрію зовнішньої бічної поверхні заготовки, перебуває в її лівій частині); фіг. 18, 19 - етап пластичної деформації металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку, на якому усувається нерівномірний розподіл маси металу на одиницю центрального кута колісної заготовки, що формується. (На фіг. 21 стрілками окремо показаний радіальний напрямок пластичної деформації металу обода, а на фіг. 22 - осьовий напрямок деформації обода, диска та видавки); фіг. 20, 21 - завершальний етап доштампування, що забезпечує одержання осесиметричної колісної заготовки у формувальних штампах; фіг. 22 - схема поступально-обертального руху заготовки, що забезпечує сполучення осі заготовки з віссю формувальних штампів; фіг. 23 - схема плину металу в процесі його пластичної деформації в ободі в радіальному напрямку, а також ободі, диску та видавки в осьовому напрямку, що забезпечує усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується; фіг. 24 - схема плину металу на завершальному етапі доштампування, що забезпечує одержання осесиметричної колісної заготовки; фіг. 25 - схема формування заготовки у формувальних штампах, у якої виконана підготовка частини обода з її внутрішньої сторони та частини маточини з її зовнішньої і внутрішньої сторони; фіг. 26 - схема формування заготовки у формувальних штампах, у якої виконане звуження бічної зовнішньої поверхні як з її внутрішньої сторони, так і із зовнішньої; фіг. 27 - схема формування заготовки у формувальних штампах без попередньої підготовки частини маточини; фіг. 28 - схема формування колісної заготовки без гребеня в ободі; фіг. 29 - схема формування заготовки у формувальних штампах, у якої розгін її центральної частини виконаний конусною плитою. На фігурах прийняті позначення: 1 - штамп, що виконує внутрішню сторону заготовки в процесі її осадки та розгону; 2 - технологічне кільце; 3 - вихідна заготовка; 4 - натискна плита, що виконує зовнішню сторону заготовки в процесі ЇЇ осадки та розгону; 5 - штамп, який формує зовнішню сторону колісної заготовки, що має обід, диск і маточину; 6 - штамп, який формує внутрішню сторону колісної заготовки, що має обід, диск і маточину; 7 - заготовка після осадки та розгону; 8 - формувальне кільце; 9 - верхня оправка; 10 - нижня оправка; 11 - частково підготовлений обід у заготовки після осадки та розгону; 12 - закруглення штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки; 13 - зазор між заготовкою і формувальним кільцем у перший момент її деформації; 14 - зазор між частково підготовленою маточиною в заготовці та формувальним штампом; 15 - метал, що визначає асиметрію зовнішньої бічної частини заготовки, що звужується; 16 - вісь формувальних штампів; 17 - вісь заготовки після осадки та розгону. Реалізація пропонованого способу полягає в наступному. 2 UA 102152 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вихідну заготовку (3) нагрівають до температури гарячої пластичної деформації та піддають осадці з одночасним (див. фіг. 2,4) або наступним розгоном металу з її центральної частини в периферійну. Попередня осадка може здійснюватися, по-перше, на гладких обтискних плитах з вільною формозміною металу по бічній поверхні заготовки і, по-друге, на гладких плитах та у технологічному кільці, що формує зовнішню бічну поверхню заготовки. У цих випадках розгін металу із центральної частини заготовки в периферійну виконують як окрему технологічну операцію з метою нормованого розподілу металу по перетину заготовки для того, щоб при наступному остаточному штампуванні колісної заготовки забезпечити необхідне заповнення всіх елементів формувальних штампів. Розгін металу в цих випадках може бути сполучений з подальшою осадкою заготовки. Осадка з одночасним розгоном металу з її центральної частини в периферійну виконується за одну технологічну операцію, наприклад так, як це показано на фіг. 2, 4. Як при осадці з одночасним, так і з наступним розгоном металу, заготовка може виходити асиметричною. Причиною одержання асиметрії при осадці з одночасним розгоном є відхилення осі вихідної заготовки від осі штампів, що виникає в результаті її неточного укладання на нижню плиту преса перед деформацією. Крім того, вісь заготовки може бути відхилена від вертикалі при наявності косого різу у вихідної заготовки. Також впливає нерівномірне нагрівання вихідної заготовки, нерівномірність механічних властивостей металу по обсязі заготовки, неоднакові умови тертя металу з інструментом на контактних поверхнях та інші причини. Зазначені фактори можуть бути причиною асиметрії заготовок і при осадці заготовок із наступним розгоном металу. У процесі розгону виконується підготовка частини обода, що показана на фіг. З (див. поз. 11). Саме завдяки наявності частини обода із внутрішньої сторони заготовки стає можливим надалі виконати її поступально-обертальний рух у формувальних штампах на закругленні штампа (див. фіг. З поз.12), що формує дугу сполучення обода з диском. У процесі розгону заготовки її зовнішню бічну поверхню виконують такою, що звужується до периферії. Бічна поверхня заготовки формується технологічним кільцем 2 (див. фіг. 2). Технологічне кільце може бути виконано, наприклад, з одним (див. фіг. 2) або із двома (див. фіг. 4) ухилами. Звуження бічної поверхні заготовки до периферії виконується до зовнішньої сторони заготовки, наприклад, як це показано на фіг. 3, 5, 25, 27, 29, 31 або, наприклад, до зовнішньої та внутрішньої сторони заготовки, як це показано на фіг. 26 й 28. Звуження бічної поверхні заготовки виконується для того, щоб у її периферійній частині сконцентрувати метал, що визначає асиметрію зовнішньої бічної частини заготовки (див. фіг. 6, 14). На фіг. 6 показана заготовка після осадки та розгону, яка подана для остаточного штампування у формувальні штампи. У процесі осадки та розгону периферійна частина заготовки була отримана асиметричною (метал, що визначає асиметрію (див. поз. 15) перебуває ліворуч). Крім того, у процесі її укладання на нижній штамп вісь заготовки була зміщена вліво відносно осі штампів. Величина зазначеного зсуву на практиці може досягати 3-5 мм і більше. У цьому випадку виправляти необхідно як асиметрію самої заготовки, так і її зсув відносно осі штампів. Остаточне штампування колісної заготовки у формувальних штампах відповідно до запропонованого способу виконують у такий спосіб. Внутрішню сторону колісної заготовки (із цієї сторони перебуває гребінь в ободі (див. фіг. 1)) формують з тієї сторони попередньо осадженої і розігнаної заготовки, з якої попередньо виконана підготовка частини обода (див. фіг. 3, 5). На початковому етапі штампування колісної заготовки у формувальних штампах виконують поступально-обертальний рух заготовки на закругленні штампа, що формує дугу сполучення обода з диском з внутрішньої сторони колісної заготовки, до сполучення осі заготовки з віссю штампів. Зазначену операцію при штампуванні заготовки, показаної на фіг. 6, виконують лівою стороною формувального кільця в процесі його опускання. Натискання формувального кільця приводить до поступально-обертального руху заготовки на закругленні нижнього штампа, що формує дугу сполучення обода з диском. При цьому заготовка поступово (див. фіг. 7-9) зміщується вправо, її ліва сторона піднімається, а права опускається. На фіг. 9 показано, що в підсумку осі заготовки і штампів сполучені, а заготовка прийняла горизонтальне положення. Схема руху окремих крапок у перетині заготовки в цьому випадку показана стрілками на фіг. 22. Цю ж операцію при штампуванні асиметричної заготовки, у якій метал, що визначає асиметрію (див. поз. 15 на фіг. 14), перебуває з лівої сторони, а її вісь зміщена вправо відносно осі формувальних штампів (див. фіг. 14), виконують лівою стороною верхнього штампу, що 3 UA 102152 C2 5 10 15 20 25 30 35 40 45 50 55 формує диск із зовнішньої сторони колісної заготовки, в процесі його опускання. Натискання цього штампа приводить до поступально-обертального руху заготовки на закругленні нижнього штампа, що формує дугу сполучення обода з диском. При цьому заготовка переміщується вліво, її ліва сторона опускається, а права - піднімається (див. фіг. 14-17). На фіг. 17 показано, що в підсумку осі заготовки і штампів сполучені, а заготовка прийняла горизонтальне положення. Відповідно до запропонованого способу також виконують пластичну деформацію металу обода в радіальному напрямку, а також обода, диска та видавки в осьовому напрямку до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується (див. фіг. 10, 11 і фіг. 18, 19). Схема плину металу при цьому показана стрілками на фіг. 23. Надлишок металу в заготовці сконцентрований ліворуч. Видно, що метал із частини диска, що прилягає до лівої сторони маточини, а також з лівої сторони маточини та лівої сторони видавки заготовки перетікає в праву сторону заготовки до вирівнювання маси металу на одиницю центрального кута колісної заготовки, що формується. Вирівнювання маси відбувається в міру вирівнювання площ контактних поверхонь інструмента деформації, що виконує тиск на метал по всьому периметру заготовки (див. фіг. 24). Після цього вже, по-перше, відсутній плин металу, наприклад, з лівої сторони заготовки в праву або навпаки. і, по-друге, відсутній плин металу з обода в маточину або з маточини в обід (див. фіг. 24). Етап поступально-обертального руху заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки (див. фіг. 6, 9 і фіг. 14, 17), та етап пластичної деформації металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку (див. фіг. 10, 11 і фіг. 18, 19) у разі виробництва колісних заготовок з розмірами, що відрізняються, можуть виконуватись як послідовно, так і одночасно в залежності від величини асиметрії заготовки, та величини і напрямку відхилення осі заготовки відносно осі формувальних штампів. Розміри заготовки після осадки та розгону як за пропонованим способу, так і за способами, що обрані як аналог і прототип, призначаються технологом таким чином, щоб в останній момент формування колісної заготовки, що має обід, диск і маточину у формувальних штампах відбулося практично одночасне заповнення металом обода й маточини. Виходячи із цієї вимоги, при виробництві кожної колісної заготовки визначаються розміри заготовки після осадки та розгону (див. поз.7, фіг. 3), включаючи і розміри попередньо підготовлюваної частини обода (див. поз. 11, фіг. 3), а також величини технологічних зазорів між заготовкою і формувальним кільцем (див. поз. 13, фіг. 3) та частково підготовленою маточиною в заготовці, якщо вона передбачається, і формувальним штампом (див. поз. 14, фіг. 3). На заключному етапі виконується вже доштампування колісної заготовки, пов'язане з остаточним формуванням обода, диска й маточини (див. фіг. 12, 13 і фіг. 20, 21) і одержанням осесиметричної колісної заготовки. Схема плину металу в цьому випадку показана на фіг. 24. При цьому відсутній плин металу відносно осі заготовки. Відсутній також плин металу з обода в маточину й з маточини в обід. Це зв'язано також з тим, що на цьому етапі диск стає досить тонкий і опір плину металу з обода в маточину і навпаки стає більше, ніж опір плину металу із частини диска, що прилягає до обода, в обід, а із частини диска, що прилягає до маточини, у маточину. За рахунок виконання зазначених вище технологічних операцій у підсумку отримані осесиметричні колісні заготовки (див. фіг. 13, фіг. 21) практично з однаковими гребенями по периметру колісної заготовки. Осаджена та розігнана заготовка може мати підготовлену частину маточини як Із внутрішньої сторони заготовки, так і по обидва боки (див. фіг. 25), наприклад, при значній висоті маточини в залізничному колесі, що формують із цієї колісної заготовки. На фіг. 26 показана заготовка після осадки та розгону, у якої зовнішня бічна поверхня звужується до периферії як з її внутрішньої, так і із зовнішньої сторони. Звуження заготовки із зовнішньої сторони в процесі її осадки та розгону забезпечує краще формування попередньо підготовлюваної частини обода із внутрішньої сторони заготовки. Осаджена та розігнана заготовка може не мати попередньо підготовленої частини маточини (див. фіг. 27), наприклад, при невеликій висоті маточини в колесі. Штампування колісних заготовок можна виконувати як із гребенем, так і без гребеня (див. фіг. 28), залежно від використовуваної технологічної схеми. На фіг. 29 показана заготовка, що подана у формувальні штампи, у якої розгін її центральної частини виконаний конусною плитою. 4 UA 102152 C2 5 10 15 20 25 30 35 40 45 Відформовану колісну заготовку (див. фіг. 13, 21) одержують із остаточними розмірами маточини і прилягаючої до неї частини диска, а також підготовленим обідом і прилягаючої до нього частини диска для наступної прокатки залізничного колеса на колесопрокатному стані. У ряді випадків, наприклад, при виробництві коліс малих діаметрів або кранових коліс прокатка може виключатися. Приклад Реалізацію запропонованого способу виготовлення колісних заготовок, що мають обід, диск і маточину, покажемо на прикладі одержання колісних заготовок 0882 мм. Калібровку для формувального преса представлено на фіг. 30, калібровку для заготовочного преса - на фіг. 31. Вихідні заготовки масою 480 кг, що мають діаметр 430 мм і висоту 420 мм, нагрівають у кільцевій печі до температури 1230-1250 °C. Видалення окалини виконується водою високого тиску в камері гідрозмиву окалини. Осадка з одночасним розгоном металу із центральної зони в периферійну виконується на заготовочному пресі за схемою, показаною на фіг. 4. Необхідна при цьому сила дорівнює 45-48 МН. Одержувана на цьому пресі заготовка представлена на фіг. 31. Заготовка має попередньо підготовлену частину обода з її внутрішньої сторони. Із внутрішньої сторони заготовки, показаної на фіг. 31, при наступному остаточному штампуванні формується внутрішня сторона колісної заготовки, показаної на фіг. 30. Заготовка, що показана на фіг. 31, має зовнішню бічну поверхню, яка звужується до периферії. В осесиметричній заготовці бічна поверхня виконана під кутом 60° до вертикалі. Якщо заготовка має асиметрію, то з однієї сторони ЇЇ бічна поверхня виконана під зазначеним вище кутом 60°, а з іншого боку, крім цього, є і додаткова ділянка, виконана під кутом 25°. Така додаткова ділянка показана на фіг. 6 і фіг. 14 з лівої сторони заготовки. Зазначені вище кути показані на фіг. 31. Остаточне штампування колісної заготовки виконується у формувальному штампі за схемою, представленою на фіг. 5. Необхідна при цьому сила штампування дорівнює 75-80 МН. Одержувана на цьому пресі колісна заготовка представлена на фіг. 30. На початковому етапі штампування колісної заготовки у формувальних штампах заготовку, що, по-перше, має асиметрію і, по-друге, ще й асиметрично покладена в штампи відносно їхньої осі, піддають поступально-обертальному руху на закругленні штампа (поз. 12, фіг. 3), що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, до сполучення осі заготовки з віссю штампів. Ця операція виконується за схемою, показаної на фіг. 6-9, або за схемою, показаної на фіг. 14-17, залежно від того вліво або вправо відносно осі штампів відхилена вісь заготовки після її асиметричного укладання в ці штампи. На початковому етапі штампування виконується також пластична деформація металу обода в радіальному напрямку, а також металу обода диска та видавки в осьовому напрямку по схемах, показаним на фіг. 10, 11 й 18, 19. Плин металу при цьому показано на фіг. 23. З лівої сторони заготовки, де сконцентрований надлишок металу, має місце перетікання металу в її праву сторону до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується. На заключному етапі штампування виконується остаточне формування всіх елементів колісної заготовки по схемам, показаним на фіг. 12, 13, 20, 21 і фіг. 24. Отримана осесиметрична колісна заготовка надалі піддається прокатці на колесопрокатному стані. Застосування пропонованого способу дозволяє виключити асиметрію колісної заготовки та стабілізувати розміри одержуваних з її штампованих або штамповано-катаних залізничних коліс. Тому при проектуванні коліс можна зменшувати величину номінальних припусків, величину їхнього наступного механічного обточування та відповідно витрату металу при виробництві залізничних коліс. 50 ФОРМУЛА ВИНАХОДУ 55 60 Спосіб виготовлення колісної заготовки, що має обід, диск і маточину, який включає попередню осадку вихідної заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну, підготовку частини обода, виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, і остаточне штампування колісної заготовки у формувальних штампах, який відрізняється тим, що внутрішню сторону колісної заготовки в процесі її остаточного штампування формують у формувальних штампах з тієї сторони попередньо осадженої і розігнаної заготовки, з якої виконана підготовка частини обода, причому на початковому етапі штампування колісної заготовки у формувальних штампах виконують 5 UA 102152 C2 5 поступально-обертальний рух осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення обода з диском із внутрішньої сторони колісної заготовки, до сполучення осі заготовки з віссю штампів і пластичну деформацію металу обода в радіальному напрямку, а також металу обода, диска та видавки в осьовому напрямку до усунення нерівномірного розподілу маси металу на одиницю центрального кута колісної заготовки, що формується. 6 UA 102152 C2 7 UA 102152 C2 8 UA 102152 C2 9 UA 102152 C2 10 UA 102152 C2 11 UA 102152 C2 12 UA 102152 C2 13 UA 102152 C2 14 UA 102152 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing wheel blank comprising rim, disc and hub
Автори англійськоюYakovchenko Oleksandr Vasyliovych, Puhach Oleksii Oleksandrovych, Ivlieva Natalia Ivanivna
Назва патенту російськоюСпособ изготовления колесной заготовки, которая имеет обод, диск и ступицу
Автори російськоюЯковченко Александр Васильевич, Пугач Алексей Александрович, Ивлева Наталья Ивановна
МПК / Мітки
МПК: B21H 1/04
Мітки: колісних, мають, маточину, виготовлення, диск, заготовок, спосіб, обід
Код посилання
<a href="https://ua.patents.su/17-102152-sposib-vigotovlennya-kolisnikh-zagotovok-shho-mayut-obid-disk-i-matochinu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення колісних заготовок, що мають обід, диск і маточину</a>
Спосіб формування колісних заготовок, що мають обід, диск і маточину
Номер патенту: 79312
Опубліковано: 11.06.2007
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00, B21J 1/00, B21K 1/28
Мітки: мають, маточину, диск, обід, спосіб, формування, заготовок, колісних
Формула / Реферат:
Спосіб формування колісних заготовок, що мають обід, диск і маточину, який включає попередню осадку заготовки з одночасним чи наступним розгоном металу з її центральної частини в периферійну й остаточне штампування колісної заготовки у формувальних штампах, який відрізняється тим, що в процесі розгону на одній зі сторін заготовки виконують формування частини обода, що складає по об'єму не менше 75,0 % від об'єму відповідної частини обода у...
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною
Номер патенту: 86093
Опубліковано: 25.03.2009
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
МПК: B21H 1/00
Мітки: виготовлення, ободом, заготовок, спосіб, колісних, маточиною, диском
Формула / Реферат:
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною, що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, який відрізняється тим, що при розгоні центральної частини заготовки виключають осадку її периферійної частини за рахунок неповного впровадження конусної плити на глибину
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: колісних, штампування, спосіб, заготовок, коліс, залізничних, рівчаку, чорнових, одному
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною
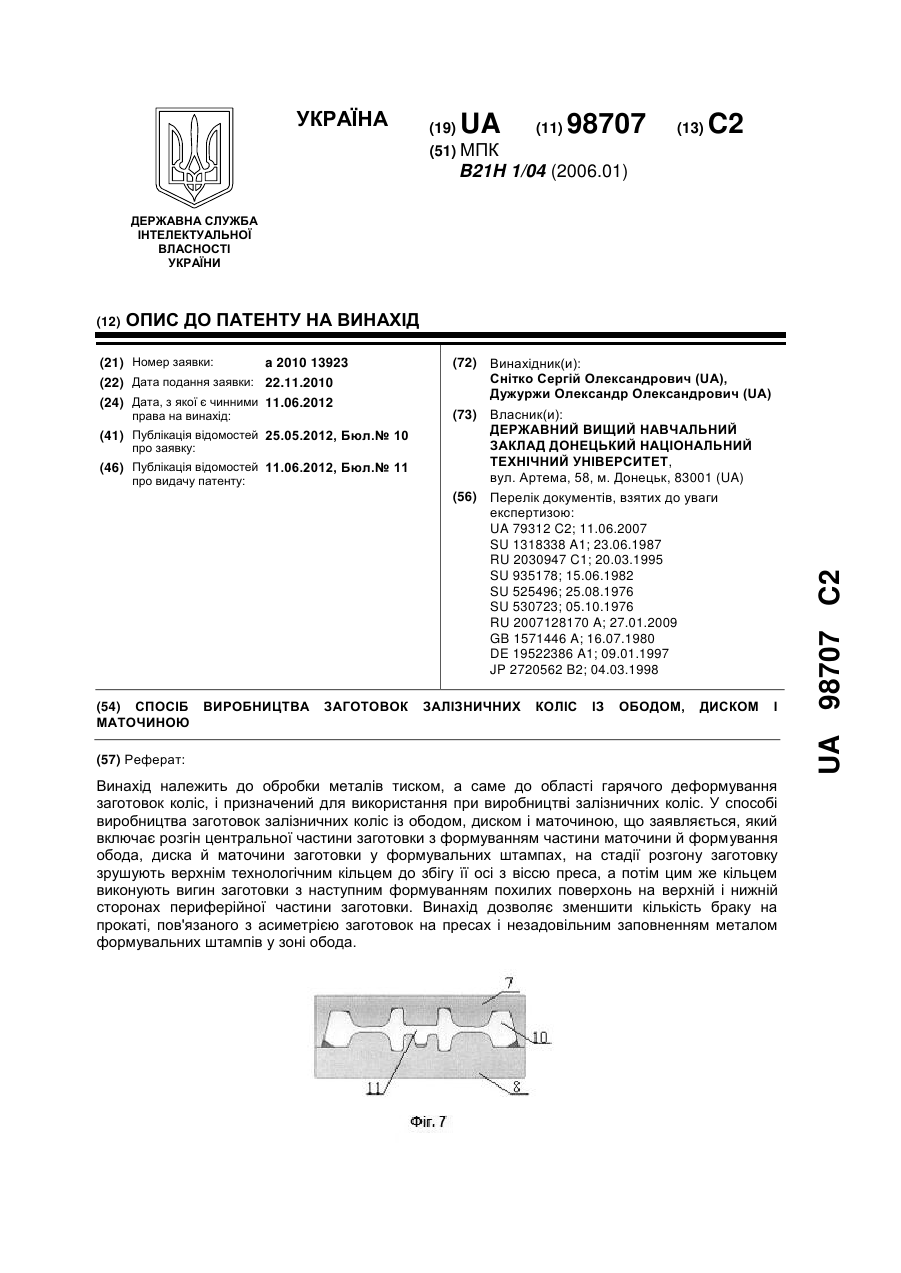
Номер патенту: 98707
Опубліковано: 11.06.2012
Автори: Дужуржи Олександр Олександрович, Снітко Сергій Олександрович
МПК: B21H 1/04
Мітки: коліс, заготовок, залізничних, маточиною, спосіб, виробництва, диском, ободом
Формула / Реферат:
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною, що включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, який відрізняється тим, що на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь...
Спосіб гарячого об’ємного штампування повнопрофільних заготовок коліс для рейкового транспорту
Номер патенту: 95031
Опубліковано: 25.06.2011
Автори: Пройдак Юрій Сергійович, Чухліб Віталій Леонидович, Новохатній Володимир Акимович, Назаренко Миколай Васильович, Ашкелянець Антон Володимирович, Данченко Валентин Миколайович, Рослік Олександр Вадимович, Ганжа Миколай Іванович, Кішинський Андрій Євгенович, Шрамко Олександр Вікторович
МПК: B21J 5/02, B21H 1/04, B21K 1/00
Мітки: повнопрофільних, коліс, спосіб, об`ємного, гарячого, заготовок, транспорту, рейкового, штампування
Формула / Реферат:
Спосіб гарячого об'ємного штампування повнопрофільних заготовок коліс для рейкового транспорту, що включає осадку вихідної заготовки, разгонку її центральної зони пуансоном і формування в штампах з відношенням: (Dшт/DK) ≥ 0,8 і (Dзаг/Dшт) ≥ 1, де Dшт - діаметр формувального штампа; DK - діаметр кільця формувального штампа; Dзаг - діаметр заготовки,який...
Попередній патент: Зносостійкий чавун
Наступний патент: Калікс[4]арен-a-кетофосфонові кислоти як інгібітори протеїнтирозинфосфатази 1b
Випадковий патент: Блокатор кальцієвих каналів т-типу