Спосіб гарячого об’ємного штампування повнопрофільних заготовок коліс для рейкового транспорту
Номер патенту: 95031
Опубліковано: 25.06.2011
Автори: Кішинський Андрій Євгенович, Ашкелянець Антон Володимирович, Чухліб Віталій Леонидович, Шрамко Олександр Вікторович, Ганжа Миколай Іванович, Рослік Олександр Вадимович, Новохатній Володимир Акимович, Назаренко Миколай Васильович, Пройдак Юрій Сергійович, Данченко Валентин Миколайович
Формула / Реферат
Спосіб гарячого об'ємного штампування повнопрофільних заготовок коліс для рейкового транспорту, що включає осадку вихідної заготовки, разгонку її центральної зони пуансоном і формування в штампах з відношенням:
(Dшт/DK) ≥ 0,8 і (Dзаг/Dшт) ≥ 1, де
Dшт - діаметр формувального штампа;
DK - діаметр кільця формувального штампа;
Dзаг - діаметр заготовки,
який відрізняється тим, що на попередній операції розгонки заготовці надають діаметр, виходячи з умови виконання співвідношення (Dзаг/DK) ≤ 1, після чого виконують формовку у штампах.
Текст
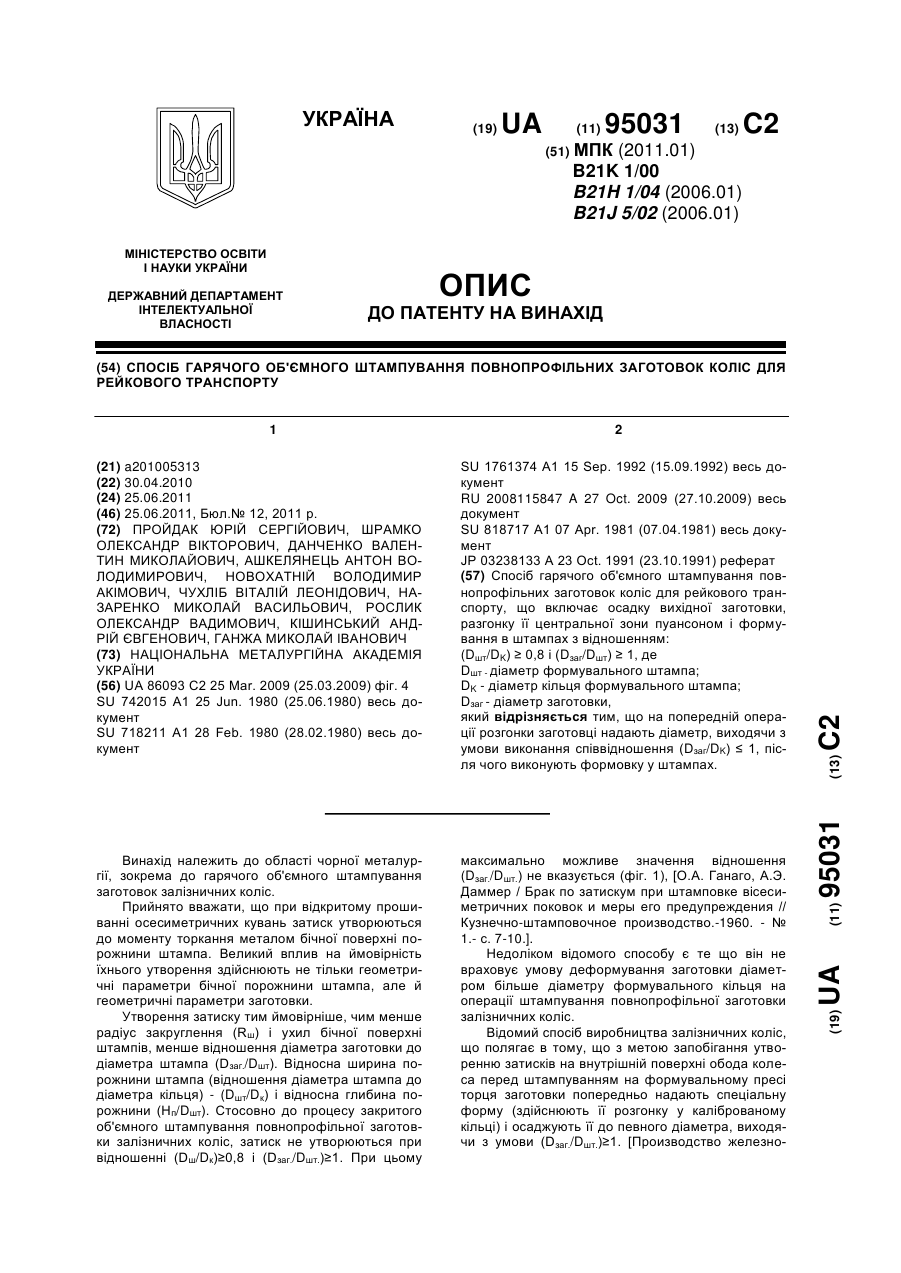
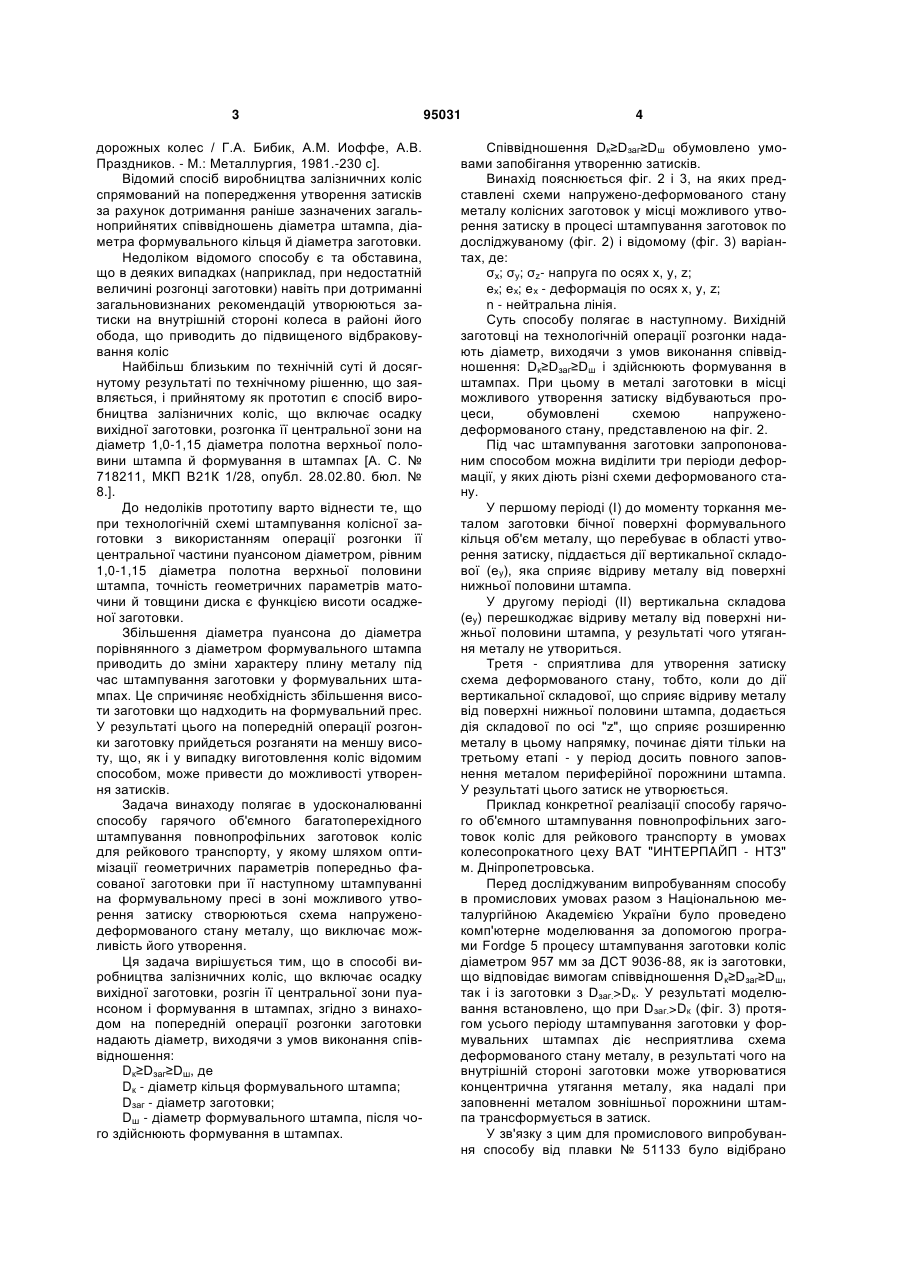
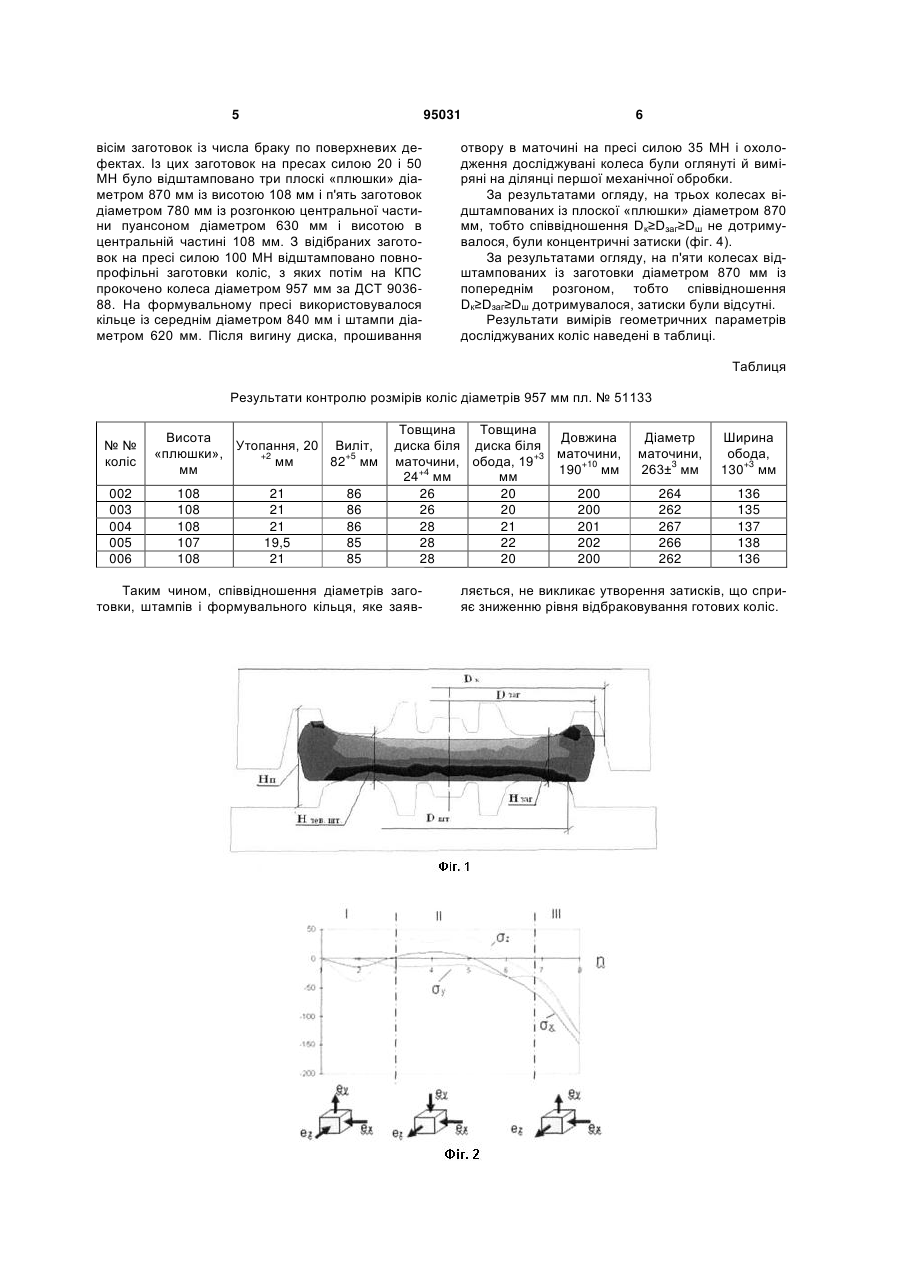
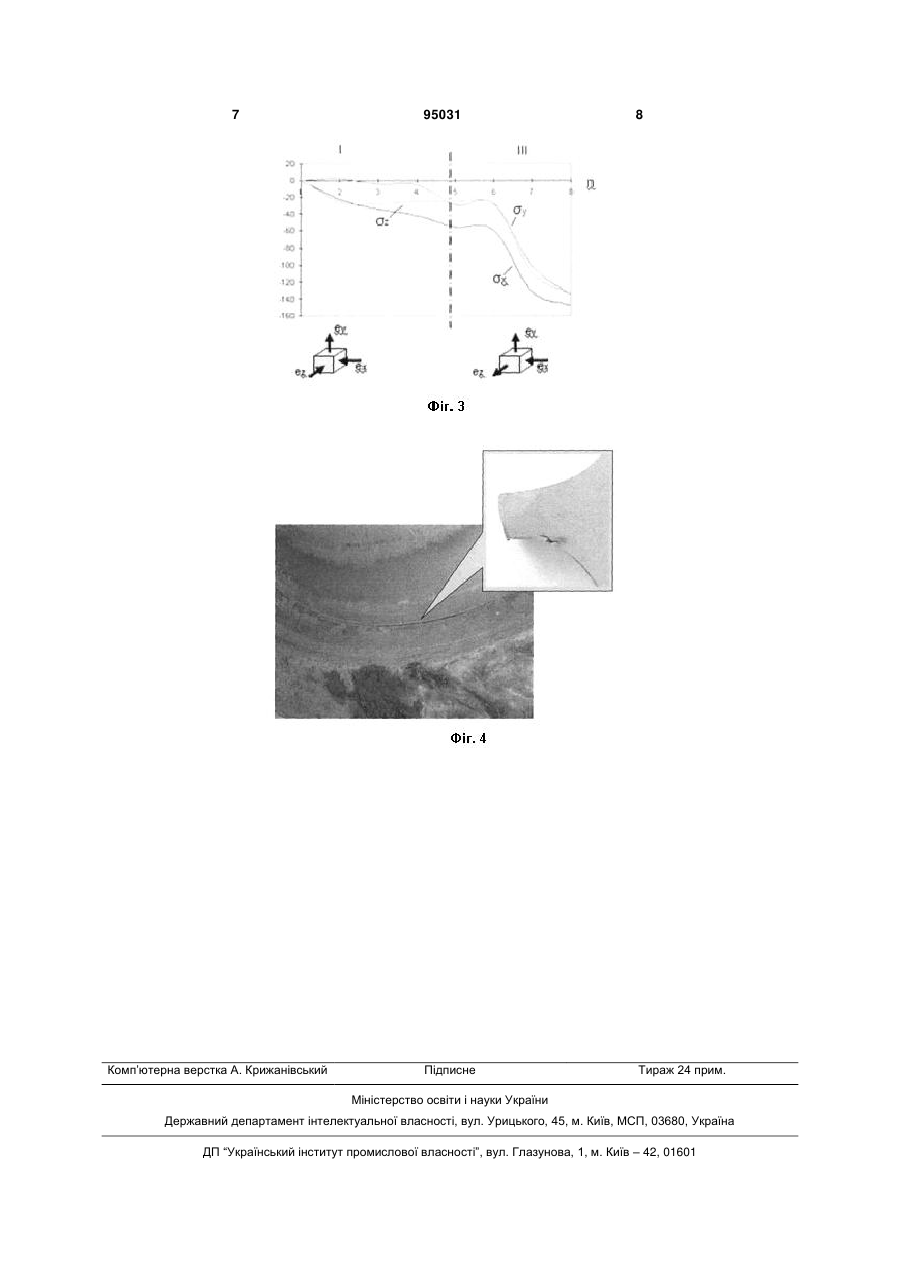
Спосіб гарячого об'ємного штампування повнопрофільних заготовок коліс для рейкового транспорту, що включає осадку вихідної заготовки, разгонку її центральної зони пуансоном і формування в штампах з відношенням: (Dшт/DK) ≥ 0,8 і (Dзаг/Dшт) ≥ 1, де Dшт - діаметр формувального штампа; DK - діаметр кільця формувального штампа; Dзаг - діаметр заготовки, який відрізняється тим, що на попередній операції розгонки заготовці надають діаметр, виходячи з умови виконання співвідношення (Dзаг/DK) ≤ 1, після чого виконують формовку у штампах. UA (21) a201005313 (22) 30.04.2010 (24) 25.06.2011 (46) 25.06.2011, Бюл.№ 12, 2011 р. (72) ПРОЙДАК ЮРІЙ СЕРГІЙОВИЧ, ШРАМКО ОЛЕКСАНДР ВІКТОРОВИЧ, ДАНЧЕНКО ВАЛЕНТИН МИКОЛАЙОВИЧ, АШКЕЛЯНЕЦЬ АНТОН ВОЛОДИМИРОВИЧ, НОВОХАТНІЙ ВОЛОДИМИР АКІМОВИЧ, ЧУХЛІБ ВІТАЛІЙ ЛЕОНІДОВИЧ, НАЗАРЕНКО МИКОЛАЙ ВАСИЛЬОВИЧ, РОСЛИК ОЛЕКСАНДР ВАДИМОВИЧ, КІШИНСЬКИЙ АНДРІЙ ЄВГЕНОВИЧ, ГАНЖА МИКОЛАЙ ІВАНОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) UA 86093 C2 25 Mar. 2009 (25.03.2009) фіг. 4 SU 742015 A1 25 Jun. 1980 (25.06.1980) весь документ SU 718211 A1 28 Feb. 1980 (28.02.1980) весь документ C2 2 (19) 1 3 дорожных колес / Г.А. Бибик, A.M. Иоффе, А.В. Праздников. - М.: Металлургия, 1981.-230 с]. Відомий спосіб виробництва залізничних коліс спрямований на попередження утворення затисків за рахунок дотримання раніше зазначених загальноприйнятих співвідношень діаметра штампа, діаметра формувального кільця й діаметра заготовки. Недоліком відомого способу є та обставина, що в деяких випадках (наприклад, при недостатній величині розгонці заготовки) навіть при дотриманні загальновизнаних рекомендацій утворюються затиски на внутрішній стороні колеса в районі його обода, що приводить до підвищеного відбраковування коліс Найбільш близьким по технічній суті й досягнутому результаті по технічному рішенню, що заявляється, і прийнятому як прототип є спосіб виробництва залізничних коліс, що включає осадку вихідної заготовки, розгонка її центральної зони на діаметр 1,0-1,15 діаметра полотна верхньої половини штампа й формування в штампах [А. С. № 718211, МКП В21К 1/28, опубл. 28.02.80. бюл. № 8.]. До недоліків прототипу варто віднести те, що при технологічній схемі штампування колісної заготовки з використанням операції розгонки її центральної частини пуансоном діаметром, рівним 1,0-1,15 діаметра полотна верхньої половини штампа, точність геометричних параметрів маточини й товщини диска є функцією висоти осадженої заготовки. Збільшення діаметра пуансона до діаметра порівнянного з діаметром формувального штампа приводить до зміни характеру плину металу під час штампування заготовки у формувальних штампах. Це спричиняє необхідність збільшення висоти заготовки що надходить на формувальний прес. У результаті цього на попередній операції розгонки заготовку прийдеться розганяти на меншу висоту, що, як і у випадку виготовлення коліс відомим способом, може привести до можливості утворення затисків. Задача винаходу полягає в удосконалюванні способу гарячого об'ємного багатоперехідного штампування повнопрофільних заготовок коліс для рейкового транспорту, у якому шляхом оптимізації геометричних параметрів попередньо фасованої заготовки при її наступному штампуванні на формувальному пресі в зоні можливого утворення затиску створюються схема напруженодеформованого стану металу, що виключає можливість його утворення. Ця задача вирішується тим, що в способі виробництва залізничних коліс, що включає осадку вихідної заготовки, розгін її центральної зони пуансоном і формування в штампах, згідно з винаходом на попередній операції розгонки заготовки надають діаметр, виходячи з умов виконання співвідношення: Dк≥Dзаг≥Dш, де Dк - діаметр кільця формувального штампа; Dзаг - діаметр заготовки; Dш - діаметр формувального штампа, після чого здійснюють формування в штампах. 95031 4 Співвідношення Dк≥Dзаг≥Dш обумовлено умовами запобігання утворенню затисків. Винахід пояснюється фіг. 2 і 3, на яких представлені схеми напружено-деформованого стану металу колісних заготовок у місці можливого утворення затиску в процесі штампування заготовок по досліджуваному (фіг. 2) і відомому (фіг. 3) варіантах, де: σх; σу; σz- напруга по осях x, y, z; ех; ех; ех - деформація по осях x, y, z; n - нейтральна лінія. Суть способу полягає в наступному. Вихідній заготовці на технологічній операції розгонки надають діаметр, виходячи з умов виконання співвідношення: Dк≥Dзаг≥Dш і здійснюють формування в штампах. При цьому в металі заготовки в місці можливого утворення затиску відбуваються процеси, обумовлені схемою напруженодеформованого стану, представленою на фіг. 2. Під час штампування заготовки запропонованим способом можна виділити три періоди деформації, у яких діють різні схеми деформованого стану. У першому періоді (І) до моменту торкання металом заготовки бічної поверхні формувального кільця об'єм металу, що перебуває в області утворення затиску, піддається дії вертикальної складової (еу), яка сприяє відриву металу від поверхні нижньої половини штампа. У другому періоді (II) вертикальна складова (еу) перешкоджає відриву металу від поверхні нижньої половини штампа, у результаті чого утягання металу не утвориться. Третя - сприятлива для утворення затиску схема деформованого стану, тобто, коли до дії вертикальної складової, що сприяє відриву металу від поверхні нижньої половини штампа, додається дія складової по осі "z", що сприяє розширенню металу в цьому напрямку, починає діяти тільки на третьому етапі - у період досить повного заповнення металом периферійної порожнини штампа. У результаті цього затиск не утворюється. Приклад конкретної реалізації способу гарячого об'ємного штампування повнопрофільних заготовок коліс для рейкового транспорту в умовах колесопрокатного цеху ВАТ "ИНТЕРПАЙП - НТЗ" м. Дніпропетровська. Перед досліджуваним випробуванням способу в промислових умовах разом з Національною металургійною Академією України було проведено комп'ютерне моделювання за допомогою програми Fordge 5 процесу штампування заготовки коліс діаметром 957 мм за ДСТ 9036-88, як із заготовки, що відповідає вимогам співвідношення Dк≥Dзаг≥Dш, так і із заготовки з Dзаг.>Dк. У результаті моделювання встановлено, що при Dзаг.>Dк (фіг. 3) протягом усього періоду штампування заготовки у формувальних штампах діє несприятлива схема деформованого стану металу, в результаті чого на внутрішній стороні заготовки може утворюватися концентрична утягання металу, яка надалі при заповненні металом зовнішньої порожнини штампа трансформується в затиск. У зв'язку з цим для промислового випробування способу від плавки № 51133 було відібрано 5 95031 вісім заготовок із числа браку по поверхневих дефектах. Із цих заготовок на пресах силою 20 і 50 МН було відштамповано три плоскі «плюшки» діаметром 870 мм із висотою 108 мм і п'ять заготовок діаметром 780 мм із розгонкою центральної частини пуансоном діаметром 630 мм і висотою в центральній частині 108 мм. З відібраних заготовок на пресі силою 100 МН відштамповано повнопрофільні заготовки коліс, з яких потім на КПС прокочено колеса діаметром 957 мм за ДСТ 903688. На формувальному пресі використовувалося кільце із середнім діаметром 840 мм і штампи діаметром 620 мм. Після вигину диска, прошивання 6 отвору в маточині на пресі силою 35 МН і охолодження досліджувані колеса були оглянуті й виміряні на ділянці першої механічної обробки. За результатами огляду, на трьох колесах відштампованих із плоскої «плюшки» діаметром 870 мм, тобто співвідношення Dк≥Dзаг≥Dш не дотримувалося, були концентричні затиски (фіг. 4). За результатами огляду, на п'яти колесах відштампованих із заготовки діаметром 870 мм із попереднім розгоном, тобто співвідношення Dк≥Dзаг≥Dш дотримувалося, затиски були відсутні. Результати вимірів геометричних параметрів досліджуваних коліс наведені в таблиці. Таблиця Результати контролю розмірів коліс діаметрів 957 мм пл. № 51133 №№ коліс 002 003 004 005 006 Висота Утопання, 20 Виліт, «плюшки», +2 +5 мм 82 мм мм 108 108 108 107 108 21 21 21 19,5 21 86 86 86 85 85 Товщина Товщина Довжина диска біля диска біля +3 маточини, маточини, обода, 19 +10 190 мм +4 24 мм мм 26 20 200 26 20 200 28 21 201 28 22 202 28 20 200 Таким чином, співвідношення діаметрів заготовки, штампів і формувального кільця, яке заяв Діаметр маточини, 3 263± мм Ширина обода, +3 130 мм 264 262 267 266 262 136 135 137 138 136 ляється, не викликає утворення затисків, що сприяє зниженню рівня відбраковування готових коліс. 7 Комп’ютерна верстка А. Крижанівський 95031 8 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot bulk forming of full-profile blanks of wheels for rail transport
Автори англійськоюProidak Yurii Serhiiovych, Shramko Oleksandr Viktorovych, Danchenko Valentyn Mykolaiovych, Ashkelianets Anton Volodymyrovych, Novokhatnii Volodymyr Akimovych, Chukhlib Vitalii Leonidovych, Nazarenko Mykolai Vasyliovych, Roslyk Oleksandr Vadymovych, Kishynskyi Andrii Yevhenovych, Hanzha Mykolai Ivanovych
Назва патенту російськоюСпособ горячей объемной штамповки полнопрофильных заготовок колес для рельсового транспорта
Автори російськоюПройдак Юрий Сергеевич, Шрамко Александр Викторович, Данченко Валентин Николаевич, Ашкелянец Антон Владимирович, Новохатний Владимир Акимович, Чухлиб Виталий Леонидович, Назаренко Николай Васильевич, Рослик Александр Вадимович, Кишинский Андрей Евгеньевич, Ганжа Николай Иванович
МПК / Мітки
МПК: B21K 1/00, B21H 1/04, B21J 5/02
Мітки: гарячого, транспорту, заготовок, об`ємного, спосіб, повнопрофільних, рейкового, штампування, коліс
Код посилання
<a href="https://ua.patents.su/4-95031-sposib-garyachogo-obehmnogo-shtampuvannya-povnoprofilnikh-zagotovok-kolis-dlya-rejjkovogo-transportu.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячого об’ємного штампування повнопрофільних заготовок коліс для рейкового транспорту</a>
Спосіб штампування кільцевих заготовок із зовнішнім гребенем
Номер патенту: 24946
Опубліковано: 25.07.2007
Автори: Яковченко Олександр Васильович, Богун Олексій Олександрович
МПК: B21D 22/02
Мітки: спосіб, заготовок, кільцевих, гребенем, штампування, зовнішнім
Формула / Реферат:
Спосіб штампування кільцевих заготовок із зовнішнім гребенем, що включає попереднє осадження циліндричної заготовки і наступний розгін металу в гребеневу частину штампа у формувальному кільці, який відрізняється тим, що наступний розгін металу в гребеневу частину штампа здійснюють у формувальному кільці, що має зменшений внутрішній діаметр на величину його температурної та пружнопластичної деформації, яка визначається за...
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: спосіб, заготовок, колісних, одному, рівчаку, чорнових, коліс, залізничних, штампування
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Сердюк Геннадій Георгійович, Куровський Валентин Якович, Баглюк Геннадій Анатолійович, Штерн Михайло Борисович, Грабчак Олексій Кирилович
Мітки: гарячого, штамп, заготовок, порошкових, штампування
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Пристрій для секційного штампування коліс
Номер патенту: 5151
Опубліковано: 15.02.2005
Автори: Волошин В'ячеслав Степанович, Самотугін Сергій Савелович, Кухар Володимир Валентинович, Гришко Юрий Володимирович, Каргін Борис Сергійович, Ткачов Ростислав Олегович
МПК: B21J 5/00
Мітки: секційного, штампування, коліс, пристрій
Формула / Реферат:
Пристрій для секційного штампування коліс, що складається з нижнього штампа у вигляді остаточного рівчака і верхнього штампа у вигляді секцій, який відрізняється тим, що секції верхнього штампа виконані у вигляді 2-х сегментів, розташованих діаметрально протилежно і сполучених між собою по зовнішньому і внутрішньому колах.
Спосіб відновлення поверхні катання коліс рейкового транспорту

Номер патенту: 44373
Опубліковано: 15.02.2002
Автор: Матвєєв Володимир Валентинович
МПК: C21D 9/34
Мітки: відновлення, транспорту, поверхні, катання, спосіб, коліс, рейкового
Формула / Реферат:
1. Спосіб відновлення профілю поверхні катання коліс рейкового транспорту, що включає нарощування на нагріту відновлювану поверхню катання металу шляхом наплавлення і видалення з охолодженої до температури навколишнього середовища відновлюваної поверхні металу до одержання заданого профілю поверхні катання, який відрізняється тим, що перед наплавленням металу на відновлювану поверхню катання колеса її піддають термообробці шляхом відпалу на...
Попередній патент: Спосіб патогенетичного лікування хворих на бронхіальну астму
Наступний патент: Газодинамічний пристрій посадки літального апарата
Випадковий патент: Водогрійний твердопаливний котел довгого горіння