Система керування електростатичною сепарацією

Формула / Реферат
1. Спосіб керування обробкою дисперсних матеріалів з використанням системи електростатичної сепарації, який включає:
обробку дисперсного матеріалу в системі електростатичної сепарації трибоелектричного протиструминного стрічкового типу для одержання першого потоку, збідненого щонайменше одним компонентом вихідного матеріалу, який надходить, і другого потоку, сконцентрованого щонайменше по одному компоненту вихідного матеріалу, який надходить;
визначення щонайменше однієї вхідної змінної процесу електростатичної сепарації і щонайменше однієї вихідної змінної, що вказує на щонайменше одну властивість, яка контролюється в системі електростатичної сепарації;
оперативне вимірювання з рознесеними у часі проміжками згаданої щонайменше однієї вихідної змінної з системи електростатичної сепарації з використанням потокового аналізатора;
вибір заданого діапазону для згаданої щонайменше однієї вихідної змінної;
порівняння виміряної вихідної змінної з заданим діапазоном для створення вихідного сигналу; і
автоматичне регулювання системою керування згаданої щонайменше однієї вхідної змінної під впливом процесу, основаного, щонайменше частково, на вихідному сигналі.
2. Спосіб за п. 1, який відрізняється тим, що згадана щонайменше одна вхідна змінна вибирається з групи, яка складається з наступних параметрів: полярність, напруга, швидкість стрічки, швидкість подачі, положення завантажувального вікна, зазор, відносна вологість вихідного матеріалу і їх поєднань.
3. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає роботу при напрузі приблизно від 3 до 14 кВ.
4. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає роботу стрічки при швидкості приблизно від 10 до 70 футів на секунду.
5. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає роботу системи з зазором приблизно від 200 до 1000 міл.
6. Спосіб за п. 1, який відрізняється тим, що відносна вологість вихідного матеріалу знаходиться приблизно між 1 і 15 процентами.
7. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає подачу дисперсного матеріалу зі швидкістю подачі приблизно між 3 і 17 тонн на годину на фут ширини електрода.
8. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає доставку дисперсного матеріалу до щонайменше одного положення завантажувального вікна.
9. Спосіб за п. 1, який відрізняється тим, що вихідною змінною є концентрація щонайменше одного компонента вихідного матеріалу, який надходить.
10. Спосіб за п. 1, який відрізняється тим, що рознесені у часі проміжки складають менше ніж 20 хвилин.
11. Спосіб за п. 10, який відрізняється тим, що згадану вихідну змінну розраховують як середнє значення щонайменше одного оперативного вимірювання, одержаного в рознесені учасі проміжки.
12. Спосіб за п. 11, який відрізняється тим, що згадану вихідну змінну розраховують як середнє значення щонайменше двох оперативних вимірювань, одержаних в рознесені у часі проміжки.
13. Спосіб за п. 2, який відрізняється тим, що дисперсний матеріал являє собою летку золу від генерації при спаленні вугілля, яка містить механічний недопал, причому перший потік збіднений вмістом вуглецю, а другий потік сконцентрований за вмістом вуглецю, і вихідною змінною є втрата при спаленні (ВПС) першого потоку.
14. Спосіб за п. 13, який відрізняється тим, що згадана вихідна змінна являє собою ВПС, і процес регулюється на основі, щонайменше частково, множини вхідних змінних.
15. Спосіб за п. 14, який відрізняється тим, що регулюють множину вхідних змінних для одержання практично постійної якості ВПС в межах заданого діапазону, одночасно максимізуючи вироблення першого потоку, який збіднений вмістом вуглецю.
16. Спосіб за п. 13, який відрізняється тим, що ВПС вимірюють з використанням потокового аналізатора, застосовуючи одну з мікрохвильової технології для оцінювання вмісту вуглецю у леткій золі з рознесеними у часі проміжками і технології високотемпературного спалення для оцінювання вмісту вуглецю в леткій золі з рознесеними у часі проміжками.
17. Спосіб за п. 13, який відрізняється тим, що система електростатичної сепарації діє при негативній полярності на верхній панелі електрода і позитивній полярності на нижній панелі електрода.
18. Спосіб за п. 17, який відрізняється тим, що вихідний матеріал, який надходить, подають через положення завантажувального вікна, вибране з групи, яка складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх поєднань.
19. Спосіб за п. 17, який відрізняється тим, що процес використовує швидкість стрічки як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок.
20. Спосіб за п. 19, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, то процес використовує зазор як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок.
21. Спосіб за п. 20, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок.
22. Спосіб за п. 13, який відрізняється тим, що система електростатичної сепарації діє при позитивній полярності на верхній панелі електрода і негативній полярності на нижній панелі електрода.
23. Спосіб за п. 22, який відрізняється тим, що процес використовує щонайменше одне з положення завантажувального вікна і зазору як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок.
24. Спосіб за п. 22, який відрізняється тим, що, якщо положення завантажувального вікна є близьким до виходу другого потоку, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС протягом рознесених у часі проміжків.
25. Спосіб за п. 2, який відрізняється тим, що дисперсний матеріал містить перший компонент з першим процентним вмістом від загальної ваги дисперсного матеріалу і другий компонент з другим процентним вмістом від загальної ваги дисперсного матеріалу, при цьому перший процентний вміст більше, ніж другий процентний вміст.
26. Спосіб за п. 25, який відрізняється тим, що дисперсний матеріал містить щонайменше один промисловий мінерал, який містить щонайменше одну забруднювальну речовину.
27. Спосіб за п. 26, який відрізняється тим, що промисловий мінерал включає мінерал, що містить карбонат кальцію, включаючи щонайменше один з кальциту, вапняку, мармуру, травертину, туфу і крейди, причому щонайменше одна забруднювальна речовина містить кварц, пірити, доломіт, слюду, графіт, сульфіди і їх поєднання, внаслідок чого перший потік сконцентрований по карбонату кальцію, а другий потік сконцентрований по згаданій щонайменше одній забруднювальній речовині, і згадана вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці.
28. Спосіб за п. 26, який відрізняється тим, що промисловий мінерал включає тальк, причому згадана щонайменше одна забруднювальна речовина містить щонайменше одну речовину з піриту, сульфідів, графіту, карбонатів, кальциту, магнезиту, кварцу і тремоліту, внаслідок чого перший потік сконцентрований по тальку, а другий потік сконцентрований по згаданій щонайменше одній забруднювальній речовині, а згадана вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці.
29. Спосіб за п. 26, який відрізняється тим, що дисперсний матеріал включає поташ, причому згадана щонайменше одна забруднювальна речовина містить галіт і кізерит, внаслідок чого перший потік сконцентрований по поташу, а другий потік сконцентрований по згаданій щонайменше одній забруднювальній речовині, а згадана вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці.
30. Спосіб за п. 26, який відрізняється тим, що вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці, і процес регулюється на основі множини вхідних змінних, при цьому множину вхідних змінних регулюють для одержання значно зниженого вмісту забруднювальної речовини і постійної якості в межах заданого діапазону, одночасно максимізуючи вироблення першого потоку продукту, який збіднений вмістом забруднювальної речовини.
31. Спосіб за п. 30, який відрізняється тим, що множина вхідних змінних включає полярність, швидкість стрічки, швидкість подачі, положення завантажувального вікна і зазор.
32. Спосіб за п. 26, який відрізняється тим, що вихідну змінну розраховують як середнє значення щонайменше одного оперативного вимірювання забруднювальної речовини, одержаної в рознесені у часі проміжки.
33. Спосіб за п. 25, який відрізняється тим, що перший компонент набуває позитивний заряд, а другий компонент набуває негативний заряд, і система електростатичної сепарації діє при позитивній полярності на верхній панелі електрода і негативній полярності на нижній панелі електрода.
34. Спосіб за п. 33, який відрізняється тим, що вихідний матеріал, який надходить, подають через положення завантажувального вікна, вибране з групи, яка складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх поєднань.
35. Спосіб за п. 33, який відрізняється тим, що процес використовує швидкість стрічки як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
36. Спосіб за п. 33, який відрізняється тим, що, якщо швидкість стрічки досягає мінімального робочого діапазону, то процес використовує зазор як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
37. Спосіб за п. 33, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
38. Спосіб за п. 25, який відрізняється тим, що перший компонент набуває позитивний заряд, а другий компонент набуває негативний заряд, і система електростатичної сепарації діє при негативній полярності на верхній панелі електрода і позитивній полярності на нижній панелі електрода.
39. Спосіб за п. 38, який відрізняється тим, що процес використовує положення завантажувального вікна як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок.
40. Спосіб за п. 38, який відрізняється тим, що процес використовує швидкість стрічки як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
41. Спосіб за п. 38, який відрізняється тим, що, якщо положення завантажувального вікна є близьким до виходу другого потоку, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок.
42. Спосіб за п. 25, який відрізняється тим, що перший компонент набуває негативний заряд, а другий компонент набуває позитивний заряд, і система електростатичної сепарації діє при позитивній полярності на верхній панелі електрода і негативній полярності на нижній панелі електрода.
43. Спосіб за п. 42, який відрізняється тим, що процес використовує положення завантажувального вікна як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок.
44. Спосіб за п. 38, який відрізняється тим, що процес використовує швидкість стрічки як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
45. Спосіб за п. 42, який відрізняється тим, що, якщо положення завантажувального вікна є близьким до виходу другого потоку, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок.
46. Спосіб за п. 25, який відрізняється тим, що перший компонент суміші, що сепарується, набуває негативний заряд, а другий компонент набуває позитивний заряд, і система електростатичної сепарації діє при негативній полярності на верхній панелі електрода і позитивній полярності на нижній панелі електрода.
47. Спосіб за п. 46, який відрізняється тим, що вихідний матеріал, який надходить, подається через положення завантажувального вікна, вибране з групи, яка складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх поєднань.
48. Спосіб за п. 46, який відрізняється тим, що процес використовує швидкість стрічки як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
49. Спосіб за п. 46, який відрізняється тим, що, якщо швидкість стрічки досягає мінімального робочого діапазону, то процес використовує зазор як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
50. Спосіб за п. 46, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок.
51. Спосіб за п. 2, який відрізняється тим, що додатково включає доставку першого потоку у розташування некондиційної продукції.
52. Спосіб за п. 51, який відрізняється тим, що доставка першого потоку у розташування некондиційної продукції основана, щонайменше частково, на порівнянні виміряної вихідної змінної з заданим діапазоном.
53. Пристрій для сепарації сумішей дисперсних компонентів, який включає:
пункт подачі, виконаний з можливістю прийому дисперсного матеріалу;
систему електростатичної сепарації трибоелектричного протиструминного стрічкового типу;
потоковий датчик, який з'єднується по текучому середовищі з дисперсним матеріалом і виконаний з можливістю вимірювання вихідної змінної дисперсного матеріалу; і
контролер, функціонально зв'язаний для прийому вихідного сигналу від потокового датчика на основі, щонайменше частково, виміряної вихідної змінної і керування щонайменше однією вхідною змінною системи електростатичної сепарації на основі, щонайменше частково, вихідного сигналу.
54. Пристрій за п. 53, який відрізняється тим, що додатково містить лінію рециркуляції, зв'язану по текучому середовищі з виходом системи електростатичної сепарації і входом системи.
55. Пристрій за п. 54, який відрізняється тим, що вихід системи електростатичної сепарації є виходом первинного продукту.
56. Пристрій за п. 53, який відрізняється тим, що додатково містить джерело дисперсного матеріалу від системи, розташованої вище по потоку від системи електростатичної сепарації.
57. Пристрій за п. 53, який відрізняється тим, що згадана щонайменше одна вхідна змінна вибирається згрупи, яка складається з полярності, швидкості стрічки, швидкості подачі, положення завантажувального вікна і зазору.
58. Пристрій за п. 53, який відрізняється тим, що дисперсний матеріал являє собою летку золу від генерації при спаленні вугілля, яка містить механічний недопал.
59. Пристрій за п. 53, який відрізняється тим, що датчик вимірює втрати при спаленні (ВПС) потоку на виході системи електростатичної сепарації.
Текст
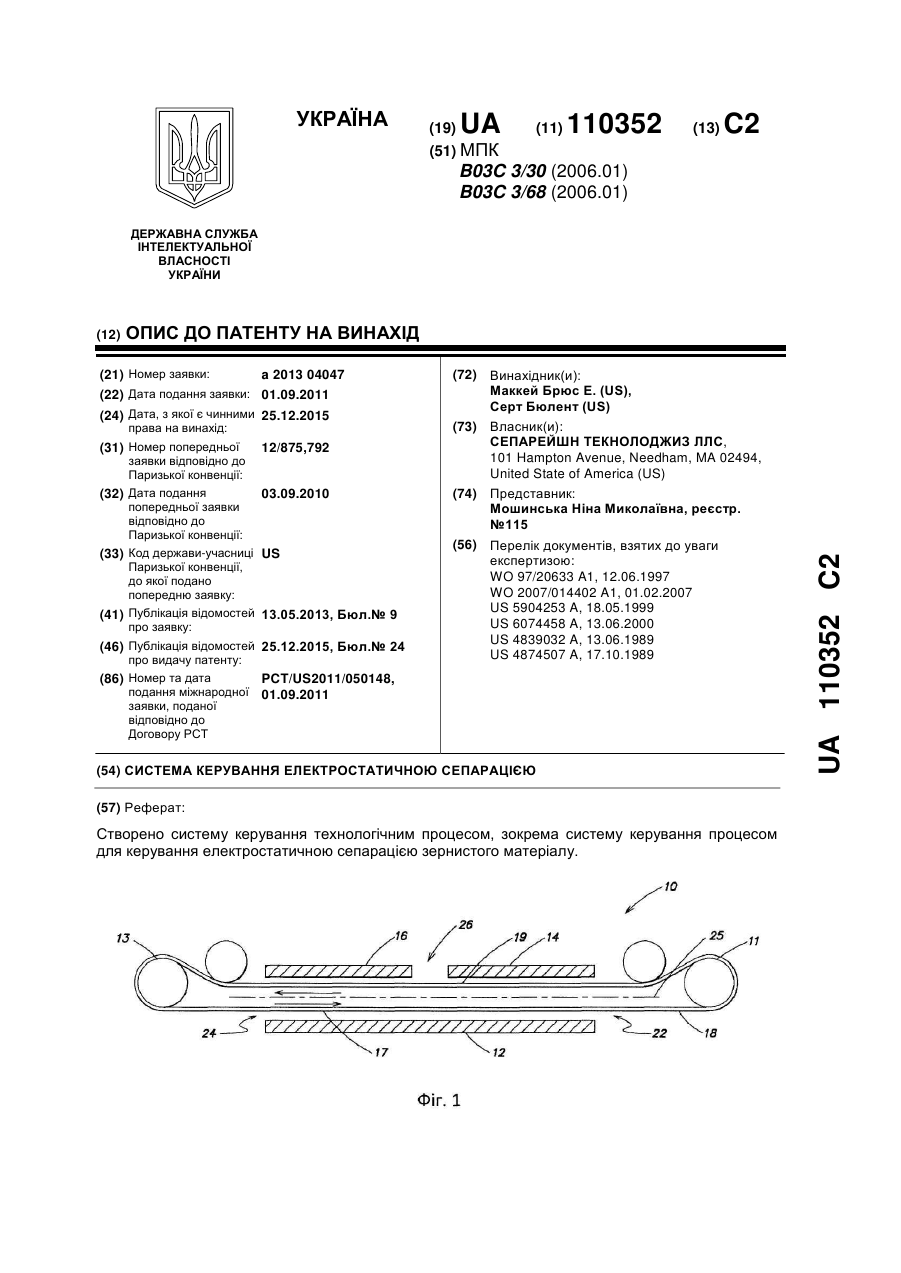
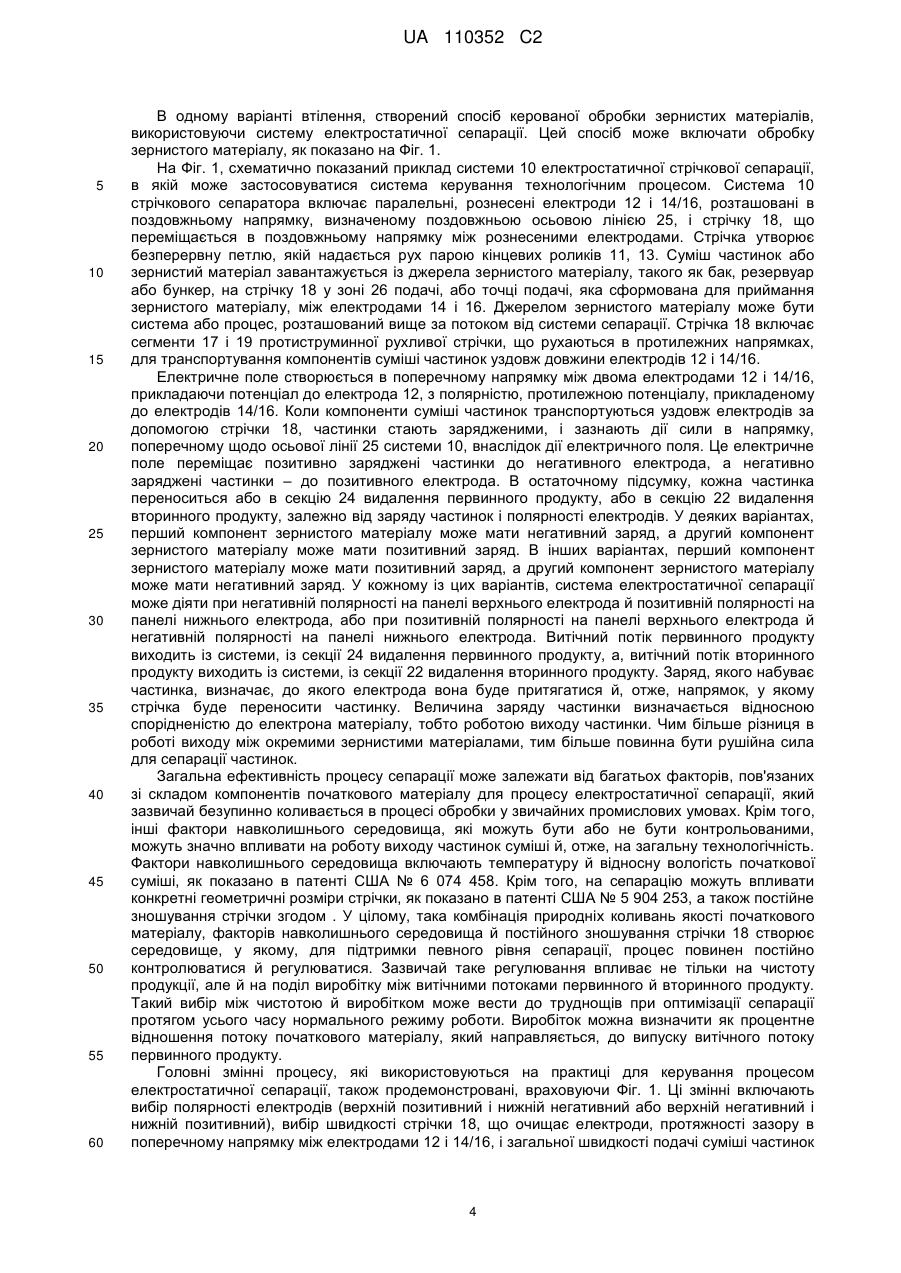
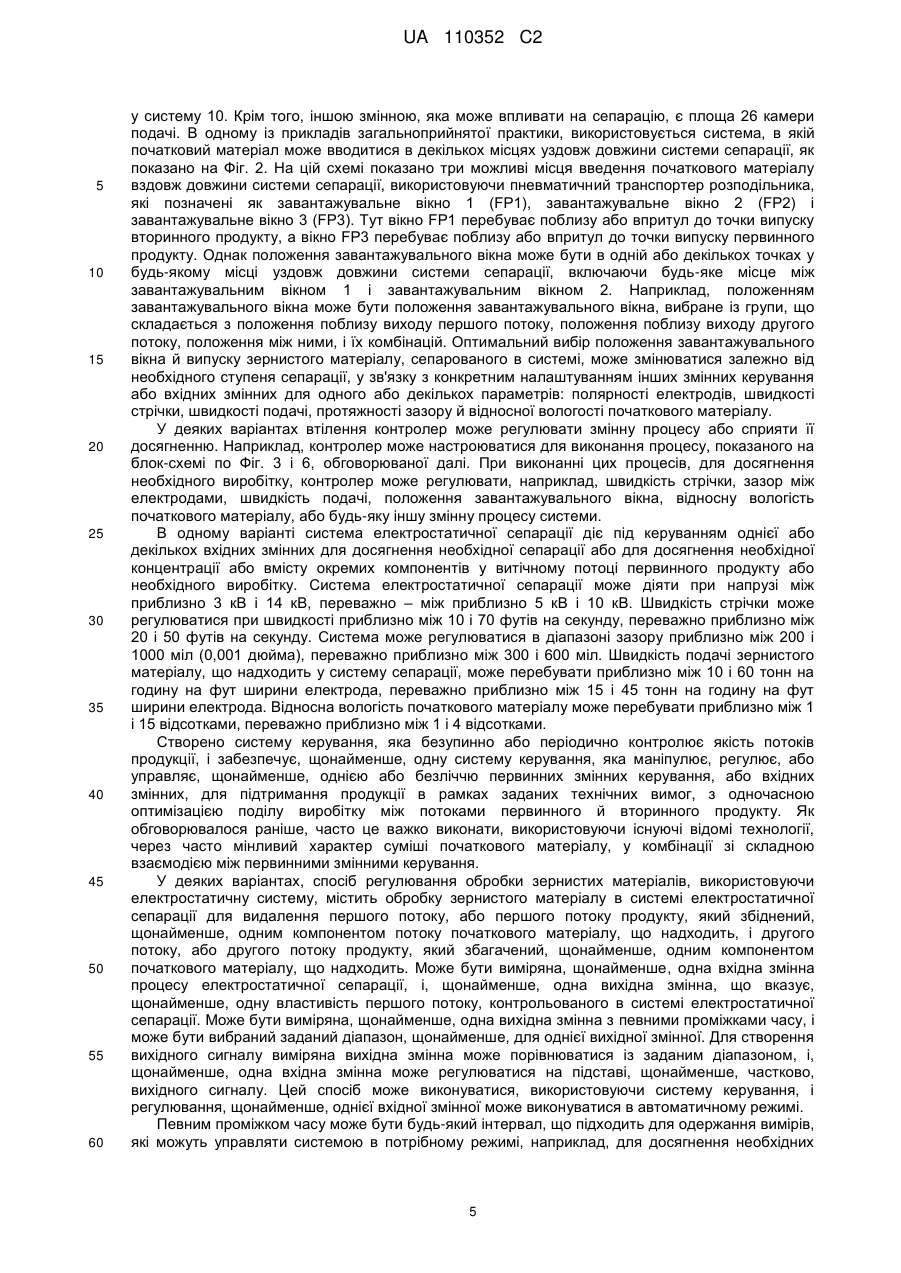
Реферат: Створено систему керування технологічним процесом, зокрема систему керування процесом для керування електростатичною сепарацією зернистого матеріалу. UA 110352 C2 (12) UA 110352 C2 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Цей винахід належить до систем керування технологічними процесами, зокрема, керування процесом регульованої електростатичної сепарації для сепарації зернистих матеріалів. Рівень техніки В основному, різнорідні провідні частинки можуть піддаватися електростатичній сепарації різними способами, які добре відомо з літератури. Один зі способів електростатичної сепарації, який досяг найбільшого комерційного успіху, використовує трибоелектричний протиструминний стрічковий сепаратор, розкритий у патентах США №№ 4 839 032 і 4 874 507. Такі системи стрічкових сепараторів сепарують компоненти суміші частинок на підставі властивостей накопичення заряду різними компонентами внаслідок контакту поверхні, тобто трибоелектричного ефекту. У цих системах зазвичай використовуються паралельні рознесені електроди, розташовані в поздовжньому напрямку, між якими в поздовжньому напрямку переміщається стрічка, що утворює безперервну петлю, і їй надається рух парою кінцевих роликів. Суміш частинок завантажується на стрічку між електродами, де вона зазнає впливу сильного електричного поля, генерованого електродами. Зрештою позитивно заряджені частинки, що зазнають впливу електричного поля, переміщаються в напрямку негативного електрода, а негативно заряджені частинки переміщаються в напрямку позитивного електрода. Протиструминний вплив сегментів стрічки, що переміщається, прочищає електроди в протилежних напрямках і транспортує компоненти суміші частинок до відповідних місць скидання на кожному кінці сепаратора. Зрештою кожна частинка переноситься до одного кінця системи завдяки протиструминному переміщенню стрічки, що забезпечує певний ступінь сепарації суміші частинок. Нині найбільш усталеною галуззю застосування для системи трибоелектричного протиструминного стрічкового сепаратора є сепарація механічного недопалу з летючої золи вугілля. В усьому світі величезні кількості пилоподібного вугілля спалюються в котлах для виробництва пари, яка надає руху турбінам для генерації електроенергії. У котлі вуглецеві компоненти вугілля спалюють для виділення тепла, а матеріал, який не містить вуглецю, залишається й накопичується у вигляді летючої золи. Вміст золи стандартного вугілля коливається, але зазвичай становить близько 10% загального вмісту вугілля. У результаті в промислово розвинених країнах летюча зола виробляється в дуже великих обсягах. Історично склалося, що однією з основних сфер збуту летючої вугільної золи було використання її як домішки в бетонних виробах для заміни частини цементу. Крім того, домішка летючої золи призводить до збільшення міцності й стійкості до хімічного впливу бетону, таким чином, перетворюючи відходи в цінний побічний продукт. Однак присутність механічного недопалу в летючій золі обмежує застосування в бетоні, внаслідок реалізації Закону про чисте повітря 1990 р., який вимагає від електростанцій скорочення викидів окислів азоту за допомогою різних підходів, включаючи значні зміни котла. Ці зміни привели до підвищених рівнів механічного недопалу в летючій золі, що зробило більшість матеріалів непридатними для використання в бетонних виробах без додаткової обробки для видалення механічного недопалу. Система протиструминного стрічкового сепаратора виявилася одним з найбільш економічних і надійних способів обробки летючої зол для видалення вуглецю. Ця технологія зазвичай дає продукт із низьким вмістом вуглецю в летючій золі, а також потік летючої золи зі збільшеним вмістом вуглецю. Як обговорювалося, продукція з низьким вмістом вуглецю ідеально підходить для використання в готових до вживання в бетоні сумішах. З іншого боку, летюча зола з високим вмістом вуглецю, внаслідок своєї високої калорійності, є цінним побічним продуктом, який може повертатися безпосередньо в котел для спалювання із вугіллям, що надходить. Крім того, летюча зола з високим вмістом вуглецю може використовуватися в інших сферах застосувань для згоряння, таких як вторинне паливо в печах для випалу цементу. Сутність винаходу Відповідно до одного або кількох варіантів втілення, створений спосіб керування обробкою зернистих матеріалів, використовуючи систему електростатичної сепарації. Спосіб включає обробку зернистого матеріалу в системі електростатичної сепарації для одержання першого потоку, який збіднений, щонайменше, одним компонентом початкового матеріалу, що надходить, і другого потоку, який збагачений, щонайменше, одним компонентом початкового матеріалу, що надходить. Спосіб, крім того, включає визначення, щонайменше, однієї вхідної змінної процесу електростатичної сепарації, і, щонайменше, однієї вихідної змінної, що вказує, щонайменше, одну властивість першого потоку, контрольованого в системі електростатичної сепарації. Спосіб, крім того, включає вимірювання з певними проміжками часу, щонайменше, однієї вихідної змінної із системи електростатичної сепарації, і вибір заданого діапазону, щонайменше, для однієї вихідної змінної. Спосіб, крім того, включає порівняння вимірюваної 1 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 вихідної змінної із заданим діапазоном для створення вихідного сигналу, і регулювання, щонайменше, однієї вхідної змінної під впливом процесу, заснованого, щонайменше, частково, на вихідному сигналі. Відповідно до одного або декількох варіантів, створене обладнання для сепарації сумішей твердих частинок, що включає точку подачі, настроєну для приймання зернистого матеріалу, систему електростатичної сепарації, датчик, що сполучається за текучим середовищем із зернистим матеріалом, і настроєний для вимірювання вихідної змінної зернистого матеріалу; і контролер, функціонально зв'язаний для приймання вихідного сигналу від датчика на підставі, щонайменше, частково, вимірюваної вихідної змінної, і керування, щонайменше, однією вхідною змінною системи електростатичної сепарації на підставі, щонайменше, частково, вихідного сигналу. Відповідно до одного або декількох варіантів, створений машинозчитуваний носій, що містить машинозчитувані сигнали, що зберігають на ньому установчі інструкції, які в результаті виконання контролером повідомляють контролер про виконання способу керування обробкою зернистих матеріалів, використовуючи систему електростатичної сепарації. Машинозчитуваний носій включає вимірювання, щонайменше, однієї вихідної змінної, порівнюючи, щонайменше, одну вихідну змінну із заданим діапазоном, створюючи вихідний сигнал на підставі, щонайменше, однієї вихідної змінної й заданого діапазону; і регулюючи, щонайменше, одну вхідну змінну на підставі, щонайменше, частково, вихідного сигналу. Для максимізації виробітку продукту, що цікавить, при обробці система керування може підтримувати вихідні параметри в межах заданого діапазону. Для відводу продукції в розташування некондиційної продукції в періоди, коли продукція не відповідає технічним вимогам протягом часу, більшого, ніж передбачений період, система керування може також керувати місцем призначення первинного потоку. Крім того, система керування може переадресовувати місце призначення первинного потоку назад, у розташування якісної продукції, як тільки зміни системи приведуть до повернення якості продукції, що випускається, назад, у межі заданого діапазону. Короткий опис креслень Параметри, аспекти й переваги цього винаходу будуть краще зрозумілі при розгляді наступних креслень, у яких: Фіг. 1 – поперечний переріз, що показує загальну конфігурацію системи протиструминного стрічкового сепаратора; Фіг. 2 – схема, що показує систему керування початковим матеріалом відповідно до одного варіанта втілення; Фіг. 3 – блок-схема, що демонструє технологічний процес системи керування процесом для регулювання втрат при спалюванні (ВПС) продукції при електростатичній сепарації механічного недопалу з летючої золи під час використання негативної полярності верхнього електрода, відповідно до одного варіанта втілення; Фіг. 4a – гістограма, що демонструє ВПС та продуктивність виробітку неконтрольованого процесу електростатичної сепарації механічного недопалу з летючої золи; Фіг. 4b – гістограма, на якій порівнюється ВПС і продуктивність виробітку контрольованого процесу електростатичної сепарації механічного недопалу з летючої золи, відповідно до одного варіанта втілення; Фіг. 5 – гістограма, яка показує коливання у вимірах ВПС з відібраних проб, отриманих при неконтрольованому процесі електростатичної сепарації механічного недопалу з летючої золи, у порівнянні з даними, описаними в аналогічній схемі контрольованого процесу, відповідно до одного варіанта; і Фіг. 6 – блок-схема, що демонструє концептуально процедуру системи керування процесом для регулювання ВПС продукції при електростатичній сепарації механічного недопалу з летючої золи під час використання схеми з позитивною полярністю верхнього електрода, відповідно до одного варіанта втілення; Має бути зрозуміло, що креслення не обов'язково виконані в масштабі, і що деталі, які можуть бути необов'язковими, або які утруднюють сприйняття інших деталей, можуть бути опущені. Має бути зрозуміло, що винахід не має обмежувального характеру для окремих варіантів втілення, показаних тут. Здійснення винаходу При електростатичній сепарації різнорідних матеріалів, щоб одержувати стабільну якість продукції, використовуючи систему протиструминного стрічкового сепаратора, необхідно керувати певними вихідними змінними процесу. Однак вхідні змінні й інші не вимірювані фізичні параметри початкових матеріалів, що впливають на обробку, часто нестійкі, і впливають на 2 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 вихідні змінні, які намагалися використовувати для керування процесом. У деяких системах обробки, проби продукції відбираються із проміжками часу, наприклад, один раз у щопівгодини або годину роботи. Вихідні змінні, що становлять інтерес, виміряються для кожної проби. Потім оператор регулює одну або кілька вхідних змінних після перевірки кожної проби, величина кожної зміни визначається за різницею між значенням проби й заданим діапазоном. Регулювання, виконуване оператором, зазвичай засноване на його власному досвіді роботи з окремою системою, у спробі постаратися довести вихідні змінні до їхніх заданих значень. Однією з проблем з такими відомими способами керування процесом електростатичної сепарації є те, що вихідні змінні не контролюються під час інтервалів часу між відбором проб. Таким чином, якщо зміни у вхідних змінних або інших фізичних параметрах процесу електростатичної сепарації призводять до відходу вихідних змінних за межі бажаного діапазону значень, зміни не будуть виявлені, поки не буде відібрана вручну наступна проба. У результаті значна кількість виробленого продукту може не відповідати технічним вимогам замовника. Ще однією проблемою з такими відомими способами керування процесом електростатичної сепарації є те, що для регулювання однієї або декількох вхідних змінних, ґрунтуючись на значеннях лабораторних вимірів вихідних змінних, такі способи засновані на суб'єктивному аналізі оператора. У результаті, регулювання вхідних змінних може часто варіюватися між операторами й, тому, призводить до нестабільної якості продукції. Крім того, багаторазова нестабільна реакція операторів може негативно впливати на виробіток продукції, а неправильні розв'язання й консервативні дії ведуть до не оптимальної роботи, коли цінний продукт відкидається з домішками. В одному варіанті система керування процесом електростатичної сепарації може компенсувати коливання в якості початкових матеріалів або інших фізичних параметрів процесу електростатичної сепарації шляхом регулювання однієї або декількох вхідних змінних процесу, щоб управляти однією або декількома вихідними змінними процесу, і таким чином, одержувати потік продукту стабільної якості. В одному варіанті система керування може мати широкі можливості й гнучкість для роботи із широкою різноманітністю початкових матеріалів і геометричних параметрів сепаратора. Будьякі суміші різнорідних частинок можуть бути розділені, тому що внаслідок контакту двох частинок, частинка з більшою роботою виходу набуває електрони, і стає негативно зарядженою, тоді як частинка з меншою роботою виходу втрачає електрони, і стає позитивно зарядженою. Суміші частинок або матеріали можуть містити перший компонент із першим процентним вмістом від загальної ваги або обсягу зернистого матеріалу, і другий компонент із другим процентним вмістом від загальної ваги або обсягу зернистого матеріалу, де перший процентний вміст більше, ніж другий процентний вміст. Крім сепарації летючої золи, система може використовуватися, наприклад, для сепарації борошна від висівок і концентрації концентрованих фруктових соків, а також для збагачення різних мінералів, включаючи промислові мінерали й руди. Специфічні галузі застосування мінералів включають очищення мінералів карбонату кальцію, що містить, щонайменше, одну речовину з ряду: кальцит, вапняк, мармур, травертин, туф, і крейда, за рахунок видалення кварцу, графіту, піриту, доломіту, слюди, сульфідів, інших забруднюючих речовин і їхніх сполук; матеріалів доломіту за рахунок видалення тремоліту, кварцу, піриту, інших забруднюючих речовин і їхніх сполук; мінералів тальку за рахунок видалення сульфідів, кальциту, доломіту, магнезиту, піриту, кварцу, графіту, карбонатів, тремоліту, інших забруднюючих речовин і їхніх сполук; мінералів каоліну за рахунок видалення заліза, кварцу, слюди, інших забруднюючих речовин і їхніх сполук; і матеріалів калію за рахунок видалення галіту, кізериту, інших забруднюючих речовин і їхніх сполук. Хоча це дає уявлення про широту можливостей, технологія не обмежується лише цими сферами застосування, але має широке застосування там, де в дискретних фазах присутні різні зернисті матеріали. Коли сепаратор обробляє матеріал, може створюватися перший потік, що містить перший компонент, такий як карбонат кальцію, і може створюватися другий потік, що містить другий компонент, такий як забруднююча речовина, наприклад, кварц. У варіанті системи, система керування може підтримувати якість продукції в межах заданих технічних вимог, одночасно максимізуючи виробіток первинного продукту. Система керування може також автоматично відводити продукцію первинного потоку в місце розташування некондиційної продукції, таке як бак або резервуар, якщо якість продукції виходить за межі заданого діапазону протягом періоду, що перевищує передбачений період, і повертати його назад при поверненні в межі технічних вимог, таким чином, забезпечуючи інші засоби гарантування високої якості продукції в порівнянні з існуючими способами. 3 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 В одному варіанті втілення, створений спосіб керованої обробки зернистих матеріалів, використовуючи систему електростатичної сепарації. Цей спосіб може включати обробку зернистого матеріалу, як показано на Фіг. 1. На Фіг. 1, схематично показаний приклад системи 10 електростатичної стрічкової сепарації, в якій може застосовуватися система керування технологічним процесом. Система 10 стрічкового сепаратора включає паралельні, рознесені електроди 12 і 14/16, розташовані в поздовжньому напрямку, визначеному поздовжньою осьовою лінією 25, і стрічку 18, що переміщається в поздовжньому напрямку між рознесеними електродами. Стрічка утворює безперервну петлю, якій надається рух парою кінцевих роликів 11, 13. Суміш частинок або зернистий матеріал завантажується із джерела зернистого матеріалу, такого як бак, резервуар або бункер, на стрічку 18 у зоні 26 подачі, або точці подачі, яка сформована для приймання зернистого матеріалу, між електродами 14 і 16. Джерелом зернистого матеріалу може бути система або процес, розташований вище за потоком від системи сепарації. Стрічка 18 включає сегменти 17 і 19 протиструминної рухливої стрічки, що рухаються в протилежних напрямках, для транспортування компонентів суміші частинок уздовж довжини електродів 12 і 14/16. Електричне поле створюється в поперечному напрямку між двома електродами 12 і 14/16, прикладаючи потенціал до електрода 12, з полярністю, протилежною потенціалу, прикладеному до електродів 14/16. Коли компоненти суміші частинок транспортуються уздовж електродів за допомогою стрічки 18, частинки стають зарядженими, і зазнають дії сили в напрямку, поперечному щодо осьової лінії 25 системи 10, внаслідок дії електричного поля. Це електричне поле переміщає позитивно заряджені частинки до негативного електрода, а негативно заряджені частинки – до позитивного електрода. В остаточному підсумку, кожна частинка переноситься або в секцію 24 видалення первинного продукту, або в секцію 22 видалення вторинного продукту, залежно від заряду частинок і полярності електродів. У деяких варіантах, перший компонент зернистого матеріалу може мати негативний заряд, а другий компонент зернистого матеріалу може мати позитивний заряд. В інших варіантах, перший компонент зернистого матеріалу може мати позитивний заряд, а другий компонент зернистого матеріалу може мати негативний заряд. У кожному із цих варіантів, система електростатичної сепарації може діяти при негативній полярності на панелі верхнього електрода й позитивній полярності на панелі нижнього електрода, або при позитивній полярності на панелі верхнього електрода й негативній полярності на панелі нижнього електрода. Витічний потік первинного продукту виходить із системи, із секції 24 видалення первинного продукту, а, витічний потік вторинного продукту виходить із системи, із секції 22 видалення вторинного продукту. Заряд, якого набуває частинка, визначає, до якого електрода вона буде притягатися й, отже, напрямок, у якому стрічка буде переносити частинку. Величина заряду частинки визначається відносною спорідненістю до електрона матеріалу, тобто роботою виходу частинки. Чим більше різниця в роботі виходу між окремими зернистими матеріалами, тим більше повинна бути рушійна сила для сепарації частинок. Загальна ефективність процесу сепарації може залежати від багатьох факторів, пов'язаних зі складом компонентів початкового матеріалу для процесу електростатичної сепарації, який зазвичай безупинно коливається в процесі обробки у звичайних промислових умовах. Крім того, інші фактори навколишнього середовища, які можуть бути або не бути контрольованими, можуть значно впливати на роботу виходу частинок суміші й, отже, на загальну технологічність. Фактори навколишнього середовища включають температуру й відносну вологість початкової суміші, як показано в патенті США № 6 074 458. Крім того, на сепарацію можуть впливати конкретні геометричні розміри стрічки, як показано в патенті США № 5 904 253, а також постійне зношування стрічки згодом . У цілому, така комбінація природніх коливань якості початкового матеріалу, факторів навколишнього середовища й постійного зношування стрічки 18 створює середовище, у якому, для підтримки певного рівня сепарації, процес повинен постійно контролюватися й регулюватися. Зазвичай таке регулювання впливає не тільки на чистоту продукції, але й на поділ виробітку між витічними потоками первинного й вторинного продукту. Такий вибір між чистотою й виробітком може вести до труднощів при оптимізації сепарації протягом усього часу нормального режиму роботи. Виробіток можна визначити як процентне відношення потоку початкового матеріалу, який направляється, до випуску витічного потоку первинного продукту. Головні змінні процесу, які використовуються на практиці для керування процесом електростатичної сепарації, також продемонстровані, враховуючи Фіг. 1. Ці змінні включають вибір полярності електродів (верхній позитивний і нижній негативний або верхній негативний і нижній позитивний), вибір швидкості стрічки 18, що очищає електроди, протяжності зазору в поперечному напрямку між електродами 12 і 14/16, і загальної швидкості подачі суміші частинок 4 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 у систему 10. Крім того, іншою змінною, яка може впливати на сепарацію, є площа 26 камери подачі. В одному із прикладів загальноприйнятої практики, використовується система, в якій початковий матеріал може вводитися в декількох місцях уздовж довжини системи сепарації, як показано на Фіг. 2. На цій схемі показано три можливі місця введення початкового матеріалу вздовж довжини системи сепарації, використовуючи пневматичний транспортер розподільника, які позначені як завантажувальне вікно 1 (FP1), завантажувальне вікно 2 (FP2) і завантажувальне вікно 3 (FP3). Тут вікно FP1 перебуває поблизу або впритул до точки випуску вторинного продукту, а вікно FP3 перебуває поблизу або впритул до точки випуску первинного продукту. Однак положення завантажувального вікна може бути в одній або декількох точках у будь-якому місці уздовж довжини системи сепарації, включаючи будь-яке місце між завантажувальним вікном 1 і завантажувальним вікном 2. Наприклад, положенням завантажувального вікна може бути положення завантажувального вікна, вибране із групи, що складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх комбінацій. Оптимальний вибір положення завантажувального вікна й випуску зернистого матеріалу, сепарованого в системі, може змінюватися залежно від необхідного ступеня сепарації, у зв'язку з конкретним налаштуванням інших змінних керування або вхідних змінних для одного або декількох параметрів: полярності електродів, швидкості стрічки, швидкості подачі, протяжності зазору й відносної вологості початкового матеріалу. У деяких варіантах втілення контролер може регулювати змінну процесу або сприяти її досягненню. Наприклад, контролер може настроюватися для виконання процесу, показаного на блок-схемі по Фіг. 3 і 6, обговорюваної далі. При виконанні цих процесів, для досягнення необхідного виробітку, контролер може регулювати, наприклад, швидкість стрічки, зазор між електродами, швидкість подачі, положення завантажувального вікна, відносну вологість початкового матеріалу, або будь-яку іншу змінну процесу системи. В одному варіанті система електростатичної сепарації діє під керуванням однієї або декількох вхідних змінних для досягнення необхідної сепарації або для досягнення необхідної концентрації або вмісту окремих компонентів у витічному потоці первинного продукту або необхідного виробітку. Система електростатичної сепарації може діяти при напрузі між приблизно 3 кВ і 14 кВ, переважно – між приблизно 5 кВ і 10 кВ. Швидкість стрічки може регулюватися при швидкості приблизно між 10 і 70 футів на секунду, переважно приблизно між 20 і 50 футів на секунду. Система може регулюватися в діапазоні зазору приблизно між 200 і 1000 міл (0,001 дюйма), переважно приблизно між 300 і 600 міл. Швидкість подачі зернистого матеріалу, що надходить у систему сепарації, може перебувати приблизно між 10 і 60 тонн на годину на фут ширини електрода, переважно приблизно між 15 і 45 тонн на годину на фут ширини електрода. Відносна вологість початкового матеріалу може перебувати приблизно між 1 і 15 відсотками, переважно приблизно між 1 і 4 відсотками. Створено систему керування, яка безупинно або періодично контролює якість потоків продукції, і забезпечує, щонайменше, одну систему керування, яка маніпулює, регулює, або управляє, щонайменше, однією або безліччю первинних змінних керування, або вхідних змінних, для підтримання продукції в рамках заданих технічних вимог, з одночасною оптимізацією поділу виробітку між потоками первинного й вторинного продукту. Як обговорювалося раніше, часто це важко виконати, використовуючи існуючі відомі технології, через часто мінливий характер суміші початкового матеріалу, у комбінації зі складною взаємодією між первинними змінними керування. У деяких варіантах, спосіб регулювання обробки зернистих матеріалів, використовуючи електростатичну систему, містить обробку зернистого матеріалу в системі електростатичної сепарації для видалення першого потоку, або першого потоку продукту, який збіднений, щонайменше, одним компонентом потоку початкового матеріалу, що надходить, і другого потоку, або другого потоку продукту, який збагачений, щонайменше, одним компонентом початкового матеріалу, що надходить. Може бути виміряна, щонайменше, одна вхідна змінна процесу електростатичної сепарації, і, щонайменше, одна вихідна змінна, що вказує, щонайменше, одну властивість першого потоку, контрольованого в системі електростатичної сепарації. Може бути виміряна, щонайменше, одна вихідна змінна з певними проміжками часу, і може бути вибраний заданий діапазон, щонайменше, для однієї вихідної змінної. Для створення вихідного сигналу виміряна вихідна змінна може порівнюватися із заданим діапазоном, і, щонайменше, одна вхідна змінна може регулюватися на підставі, щонайменше, частково, вихідного сигналу. Цей спосіб може виконуватися, використовуючи систему керування, і регулювання, щонайменше, однієї вхідної змінної може виконуватися в автоматичному режимі. Певним проміжком часу може бути будь-який інтервал, що підходить для одержання вимірів, які можуть управляти системою в потрібному режимі, наприклад, для досягнення необхідних 5 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 ВПС , концентрації забруднюючої речовини або виробітку. У деяких варіантах, інтервали можуть бути меншими, ніж 20 хвилин або менше, ніж 10 хвилин. Звертаючись до Фіг. 3, блок-схема ілюструє, що концептуальні описи технологій, використовуваних системою керування, які можуть бути здійснені за допомогою контролера для технологічного процесу електростатичного сепаратора, відповідно до одного варіанта, застосовані до видалення механічного недопалу з летючої золи, використовуючи негативну полярність верхнього електрода. Тут головними змінними керування, або вхідними змінними сепаратора є швидкість подачі (FR), швидкість стрічки (BS), протяжність зазору між електродами (GAP) і положення завантажувального вікна (FP). Ключовою вихідною змінною, що керує продуктивністю сепаратора, є крутильний момент стрічки, який безупинно контролюється (TRQ) і усереднюється (TRQavg). Вихідна змінна, що становить інтерес, у цій конкретній системі керування – це втрати при спалюванні (ВПС), але, в інших прикладах, це може бути виробіток, або концентрація іншого компонента, такого як забруднююча речовина. ВПС можна визначити як вуглець, який залишився недопаленим під час спалювання в камері згоряння котла на електростанції. У деяких варіантах бажано підтримувати ВПС на рівні 2,5% або менше. Вимірювання ВПС створює вхідну величину для поточного розрахунку усереднення (ВПС avg), яка, у свою чергу, використовується для порівняння із заданим діапазоном (від ВПС mіn до ВПС max). Можуть контролюватися інші вихідні змінні, такі як виробіток, пов'язаний із процентним відношенням потоку, що надходить, початкового матеріалу, до виходу потоку, що випливає, первинного продукту. Регулювання для головних змінних керування, або вхідних змінних (del FR, del BS, delGAP, і delFP) розраховується системою керування, як показано на Фіг. 3. У деяких варіантах, система може використовувати одну або кілька вхідних змінних, і може регулювати одну або кілька вхідних змінних одночасно або по черзі. У деяких варіантах, наприклад, система використовує швидкість стрічки як першу вхідну змінну, яка може регулюватися як первинний параметр керування. У деяких варіантах, наприклад, якщо швидкість стрічки досягає максимального робочого діапазону, зазор може використовуватися як друга вхідна змінна, яка може регулюватися як вторинний параметр керування. У деяких варіантах, наприклад, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, швидкість подачі може використовуватися як третій вхідний сигнал, який може регулюватися як третинний параметр керування. Система керування виконує відповідне регулювання для підтримання характеристик або властивостей потоку первинного продукту, таких як ВПС , у межах заданого діапазону, разом із максимізацією виробітку виробленого первинного продукту. Звертаючись до Фіг. 6, показана інша блок-схема, яка концептуально описує технологічний процес системи керування процесом електростатичного сепаратора, який може здійснюватися контролером, стосовно до видалення механічного недопалу з летючої золи, використовуючи позитивну полярність верхнього електрода. У цій системі керування використовуються ті ж головні змінні управління сепаратора, швидкість подачі (FR), швидкість стрічки (BS), протяжність зазору між електродами (GAP), положення завантажувального вікна (FP) і момент кручення стрічки (TRQ і TRQavg). Крім того, вихідною змінною, що становить інтерес, є ВПС , разом із середньою ВПС avg і заданим діапазоном, від ВПС mіn до ВПС max. У цьому випадку, при протилежній полярності, регулювання виконується для первинних змінних, використовуючи величини (del FR, del BS, delGAP, і delFP), як показано на Фіг. 6. Тут система використовує завантажувальне вікно як первинний параметр керування, а зазор – як вторинний параметр керування. Крім того, система керування виконує відповідне регулювання для підтримання ВПС первинного продукту в межах вузького заданого діапазону, поряд з максимізацією виробітку виробленого первинного продукту. Крім того, включено автоматичне керування відводом і поверненням, для забезпечення збору якісного продукту при всіх обставинах. Цей приклад є ще одним прикладом системи керування для електростатичної сепарації, відповідно до одного варіанта втілення. Успішне керування процесом вимагає точного, надійного, оперативного виміру вихідних змінних керування, або вихідних змінних, що становлять інтерес. В одному варіанті, оперативного виміру можна досягти шляхом використання, щонайменше, одного датчика. Такі початкові дані можуть або використовуватися безпосередньо (тобто, один оперативний вимір) для порівняння із заданим діапазоном, або поточне середнє значення двох або декількох вимірів може використовуватися для поліпшення точності в цілому. Для одержання необхідних вимірів, наприклад, ВПС , або концентрації компонента або забруднюючої речовини, може використовуватися будь-який потоковий аналізатор. Наприклад, може застосовуватися потоковий аналізатор, який для оцінки вмісту вуглецю в летючій золі використовує технологію високотемпературного спалювання або мікрохвильову технологію. Якщо показані регулювання, 6 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 система керування буде визначати новий набір оптимальних робочих умов, і виконувати зміни для основних робочих вхідних змінних з метою ввести контрольовані вихідні змінні назад, у межі технічних вимог. Якщо після передбаченого періоду часу контрольована вихідна змінна, що становить інтерес, не перебуває в межах технічних вимог, система керування може змінювати місце призначення транспортної системи первинного продукту від місця призначення якісного продукту в місце розташування некондиційної продукції, щоб уникнути забруднення якісного продукту. Як тільки зазначені зміни процесу приводять до повернення якості первинного потоку в межі технічних вимог, система контролю повертає переношуваний потік назад, у бункер для якісного продукту. Це – значне зрушення для забезпечення поліпшення якості керованого процесу. Приклади Відповідно до прикладу, система керування використовується у сфері застосування для видалення механічного недопалу з летючої золи. У цьому випадку, застосовується система керування процесом зі стрічковим електростатичним сепаратором, як схематично показано на Фіг. 1 і 2. Типовий сепаратор використовує летючу золу від спалювання бітумінозного вугілля на електростанціях, у котлах із тангенціально розташованими пальниками, обладнаних засобами контролю низького вмісту окислів азоту. Однак має бути зрозуміло, що система керування процесом може використовуватися однаково добре для летючих зол, що утворюються з інших типів початкових матеріалів і при інших конфігураціях електростанцій. Конкретні геометричні параметри сепаратора в цьому прикладі використовують негативну полярність на верхній панелі електрода й позитивну полярність на нижній панелі електрода. Первинний продукт із сепаратора є концентрованим потоком летючої золи, вихідна змінна, що становить інтерес, є концентрацією або відсотком механічного недопалу в потоці, обумовленим вимірюванням втрат при спалюванні (ВПС) . Для даного прикладу, початкові робочі параметри включали швидкість подачі 35 тонн на годину, швидкість стрічки 30 футів на секунду, зазор між електродами 0,450 дюйма, і розташування завантажувального вікна для завантажувального вікна 3, показане на Фіг. 2. Для забезпечення дискретного вимірювання ВПС з певними проміжками часу, при контролі якості потоку продукту використовувався потоковий аналізатор ВПС . Для зменшення коливань при контролі та допомоги в забезпеченні репрезентативної вибірки, поточне середнє значення трьох вимірів виконувалося при інтервалах від чотирьох до семи хвилин. Середнє значення потім порівнювалося із заданим діапазоном ВПС , що включає прийнятне мінімальне задане значення, і максимальне задане значення. Якщо виміряне середнє значення ВПС було в межах заданого діапазону, для жодних вхідних змінних не виконувалися ніяких змін. Регулювання виконувалося для головних вхідних змінних на підставі правил, що містяться в системі керування сепаратором. Дана система керування була визначена емпірично для даних геометричних параметрів сепаратора й типових властивостей початкової золи, яка надходить, що, як описувалося, може залежати від джерела вугілля й конкретних умов котла електростанції. Як показано на Фіг. 3, блок-схема демонструє, що концептуальні описи операцій, використовуваних системою керування для процесу електростатичного сепаратора, застосовні для видалення механічного недопалу з летючої золи, використовуючи негативну полярність верхнього електрода, як у даному прикладі. Тут головними змінними управління сепаратора були швидкість подачі (FR), швидкість стрічки (BS), протяжність зазору між електродами (GAP) і положення завантажувального вікна (FP). Ключовою вихідною змінною, що управляє продуктивністю сепаратора, був крутильний момент стрічки, який безупинно контролювався (TRQ) і усереднювався (TRQavg). Вихідною змінною були втрати при спалюванні (ВПС) , що створюють вхідну величину для поточного розрахунку усереднення (ВПС avg), який, у свою чергу, використовувався для порівняння із заданим діапазоном (від ВПС mіn до ВПС max). Регулювання для головних змінних (del FR, del BS, delGAP, і delFP) розраховувалося системою керування, як показано на Фіг. 3. Загалом, система використовує швидкість стрічки як первинний параметр керування, підтримуючи постійними всі інші параметри. Система керування виконувала відповідне регулювання для підтримки ВПС первинного продукту в рамках вузького заданого діапазону, поряд з максимізацією виробітку виробленого первинного продукту. Коли швидкість стрічки зменшувалася, ВПС продукту збільшувалася. Крім того, коли швидкість стрічки зменшувалася, виробіток збільшувався. Приклад, що показує значні переваги в якості продукту і виробітку, пропоновані системою керування, наведений далі. Було виявлено, що перевагою системи керування є можливість швидкого досягнення й підтримання якості продукту в межах вузького заданого діапазону, що є вкрай вигідним для надання потенційним замовникам продукту з незмінно високою якістю. 7 UA 110352 C2 5 10 15 20 25 30 На Фіг. 4a наведено гістограму якості продукту протягом денної промислової експлуатації для стандартного процесу, що використовує традиційне керування оператором, у порівнянні з аналогічною гістограмою, де сепаратор використовує систему керування, як показано на Фіг. 4b. На Фіг. 4b показано, що система керування пропонує швидшу реакцію й успішне підтримання якості продукту в межах заданого діапазону в ході виробництва, тоді як якість початкового матеріалу, що надходить, постійно змінюється. На Фіг. 4a показано, що звичайний процес регулярно зазнає тривалих періодів, коли якість продукту виходить за межі заданого діапазону. Оскільки для такого застосування за межами технічних вимог продукція на верхній межі заданого діапазону гірше, ніж оперування на нижній межі технічних вимог, існує природня тенденція для операторів помилятися на нижній межі технічних вимог, що очевидно з Фіг. 4a. Однак зазвичай неефективність дій, уведена такою практикою, призводить до неоптимального виробітку. Явні переваги пропонуються системою керування, яка працює в оптимальних умовах увесь час, що веде до значно більшого виробітку, як показує Фіг. 4b у порівнянні з Фіг. 4a. У деяких варіантах система керування може так само пропонувати замовникам продукт із постійною й незмінною якістю продукції. Необхідні властивості більшої однорідності й контрольованості продукту показані також на Фіг. 5, на якій наведені гістограми ВПС продукту для промислової установки, що діє зі звичайним операторським керуванням, разом з гістограмою для такої ж установки після повного впровадження процесу керування сепаратором. Ці розподіли представляють сотні відібраних проб, включених протягом багатьох місяців. В обох випадках необхідний заданий діапазон для ВПС продукту становив від 2,0 до 2,5 відсотка для таких промислових операцій, і дані, зібрані для процесу, як видно, зосереджені набагато краще в цьому діапазоні, і з більш вузьким розподілом, як показано двома піками. Додаткові переваги системи керування є також похідними від значного зниження експлуатаційних витрат на робочу силу за рахунок впровадження автоматизованого керування. У цьому випадку прямі витрати праці були реально знижені наполовину для автоматизованої установки в порівнянні з попередньою роботою під управлінням оператора. Це значне поліпшення було досягнуто за рахунок скорочення числа проб, які оператори збирають вручну й проводять контроль ВПС , від 196/день до менш ніжу 20 періодичних перевірок зразків, разом зі значно меншою увагою оператора для нормальної роботи сепаратора. Таке зниження витрат є ключовим для забезпечення того, щоб електростатична технологія залишалася економічно доцільною для застосування в сепарації, подібного цьому. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб керування обробкою дисперсних матеріалів з використанням системи електростатичної сепарації, який включає: обробку дисперсного матеріалу в системі електростатичної сепарації трибоелектричного протиструминного стрічкового типу для одержання першого потоку, збідненого щонайменше одним компонентом вихідного матеріалу, який надходить, і другого потоку, сконцентрованого щонайменше по одному компоненту вихідного матеріалу, який надходить; визначення щонайменше однієї вхідної змінної процесу електростатичної сепарації і щонайменше однієї вихідної змінної, що вказує на щонайменше одну властивість, яка контролюється в системі електростатичної сепарації; оперативне вимірювання з рознесеними у часі проміжками згаданої щонайменше однієї вихідної змінної з системи електростатичної сепарації з використанням потокового аналізатора; вибір заданого діапазону для згаданої щонайменше однієї вихідної змінної; порівняння виміряної вихідної змінної з заданим діапазоном для створення вихідного сигналу; і автоматичне регулювання системою керування згаданої щонайменше однієї вхідної змінної під впливом процесу, основаного, щонайменше частково, на вихідному сигналі. 2. Спосіб за п. 1, який відрізняється тим, що згадана щонайменше одна вхідна змінна вибирається з групи, яка складається з наступних параметрів: полярність, напруга, швидкість стрічки, швидкість подачі, положення завантажувального вікна, зазор, відносна вологість вихідного матеріалу і їх поєднань. 3. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає роботу при напрузі приблизно від 3 до 14 кВ. 4. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає роботу стрічки при швидкості приблизно від 10 до 70 футів на секунду. 5. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає роботу системи з зазором приблизно від 200 до 1000 міл. 8 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 6. Спосіб за п. 1, який відрізняється тим, що відносна вологість вихідного матеріалу знаходиться приблизно між 1 і 15 процентами. 7. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає подачу дисперсного матеріалу зі швидкістю подачі приблизно між 3 і 17 тонн на годину на фут ширини електрода. 8. Спосіб за п. 1, який відрізняється тим, що обробка дисперсного матеріалу в системі електростатичної сепарації включає доставку дисперсного матеріалу до щонайменше одного положення завантажувального вікна. 9. Спосіб за п. 1, який відрізняється тим, що вихідною змінною є концентрація щонайменше одного компонента вихідного матеріалу, який надходить. 10. Спосіб за п. 1, який відрізняється тим, що рознесені у часі проміжки складають менше ніж 20 хвилин. 11. Спосіб за п. 10, який відрізняється тим, що згадану вихідну змінну розраховують як середнє значення щонайменше одного оперативного вимірювання, одержаного в рознесені у часі проміжки. 12. Спосіб за п. 11, який відрізняється тим, що згадану вихідну змінну розраховують як середнє значення щонайменше двох оперативних вимірювань, одержаних в рознесені у часі проміжки. 13. Спосіб за п. 2, який відрізняється тим, що дисперсний матеріал являє собою летку золу від генерації при спаленні вугілля, яка містить механічний недопал, причому перший потік збіднений вмістом вуглецю, а другий потік сконцентрований за вмістом вуглецю, і вихідною змінною є втрата при спаленні (ВПС) першого потоку. 14. Спосіб за п. 13, який відрізняється тим, що згадана вихідна змінна являє собою ВПС, і процес регулюється на основі, щонайменше частково, множини вхідних змінних. 15. Спосіб за п. 14, який відрізняється тим, що регулюють множину вхідних змінних для одержання практично постійної якості ВПС в межах заданого діапазону, одночасно максимізуючи вироблення першого потоку, який збіднений вмістом вуглецю. 16. Спосіб за п. 13, який відрізняється тим, що ВПС вимірюють з використанням потокового аналізатора, застосовуючи одну з мікрохвильових технологій для оцінювання вмісту вуглецю у леткій золі з рознесеними у часі проміжками і технології високотемпературного спалення для оцінювання вмісту вуглецю в леткій золі з рознесеними у часі проміжками. 17. Спосіб за п. 13, який відрізняється тим, що система електростатичної сепарації діє при негативній полярності на верхній панелі електрода і позитивній полярності на нижній панелі електрода. 18. Спосіб за п. 17, який відрізняється тим, що вихідний матеріал, який надходить, подають через положення завантажувального вікна, вибране з групи, яка складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх поєднань. 19. Спосіб за п. 17, який відрізняється тим, що процес використовує швидкість стрічки як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок. 20. Спосіб за п. 19, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, то процес використовує зазор як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок. 21. Спосіб за п. 20, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок. 22. Спосіб за п. 13, який відрізняється тим, що система електростатичної сепарації діє при позитивній полярності на верхній панелі електрода і негативній полярності на нижній панелі електрода. 23. Спосіб за п. 22, який відрізняється тим, що процес використовує щонайменше одне з положення завантажувального вікна і зазору як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС за рознесений у часі проміжок. 24. Спосіб за п. 22, який відрізняється тим, що, якщо положення завантажувального вікна є близьким до виходу другого потоку, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи 9 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 залежність між заданим значенням ВПС мінус середнє значення виміряної ВПС протягом рознесених у часі проміжків. 25. Спосіб за п. 2, який відрізняється тим, що дисперсний матеріал містить перший компонент з першим процентним вмістом від загальної ваги дисперсного матеріалу і другий компонент з другим процентним вмістом від загальної ваги дисперсного матеріалу, при цьому перший процентний вміст більше, ніж другий процентний вміст. 26. Спосіб за п. 25, який відрізняється тим, що дисперсний матеріал містить щонайменше один промисловий мінерал, який містить щонайменше одну забруднювальну речовину. 27. Спосіб за п. 26, який відрізняється тим, що промисловий мінерал включає мінерал, що містить карбонат кальцію, включаючи щонайменше один з кальциту, вапняку, мармуру, травертину, туфу і крейди, причому щонайменше одна забруднювальна речовина містить кварц, пірити, доломіт, слюду, графіт, сульфіди і їх поєднання, внаслідок чого перший потік сконцентрований по карбонату кальцію, а другий потік сконцентрований по згаданій щонайменше одній забруднювальній речовині, і згадана вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці. 28. Спосіб за п. 26, який відрізняється тим, що промисловий мінерал включає тальк, причому згадана щонайменше одна забруднювальна речовина містить щонайменше одну речовину з піриту, сульфідів, графіту, карбонатів, кальциту, магнезиту, кварцу і тремоліту, внаслідок чого перший потік сконцентрований по тальку, а другий потік сконцентрований по згаданій щонайменше одній забруднювальній речовині, а згадана вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці. 29. Спосіб за п. 26, який відрізняється тим, що дисперсний матеріал включає поташ, причому згадана щонайменше одна забруднювальна речовина містить галіт і кізерит, внаслідок чого перший потік сконцентрований по поташу, а другий потік сконцентрований по згаданій щонайменше одній забруднювальній речовині, а згадана вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці. 30. Спосіб за п. 26, який відрізняється тим, що вихідна змінна являє собою концентрацію забруднювальної речовини у першому потоці, і процес регулюється на основі множини вхідних змінних, при цьому множину вхідних змінних регулюють для одержання значно зниженого вмісту забруднювальної речовини і постійної якості в межах заданого діапазону, одночасно максимізуючи вироблення першого потоку продукту, який збіднений вмістом забруднювальної речовини. 31. Спосіб за п. 30, який відрізняється тим, що множина вхідних змінних включає полярність, швидкість стрічки, швидкість подачі, положення завантажувального вікна і зазор. 32. Спосіб за п. 26, який відрізняється тим, що вихідну змінну розраховують як середнє значення щонайменше одного оперативного вимірювання забруднювальної речовини, одержаної в рознесені у часі проміжки. 33. Спосіб за п. 25, який відрізняється тим, що перший компонент набуває позитивний заряд, а другий компонент набуває негативний заряд, і система електростатичної сепарації діє при позитивній полярності на верхній панелі електрода і негативній полярності на нижній панелі електрода. 34. Спосіб за п. 33, який відрізняється тим, що вихідний матеріал, який надходить, подають через положення завантажувального вікна, вибране з групи, яка складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх поєднань. 35. Спосіб за п. 33, який відрізняється тим, що процес використовує швидкість стрічки як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 36. Спосіб за п. 33, який відрізняється тим, що, якщо швидкість стрічки досягає мінімального робочого діапазону, то процес використовує зазор як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 37. Спосіб за п. 33, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 38. Спосіб за п. 25, який відрізняється тим, що перший компонент набуває позитивний заряд, а другий компонент набуває негативний заряд, і система електростатичної сепарації діє при 10 UA 110352 C2 5 10 15 20 25 30 35 40 45 50 55 60 негативній полярності на верхній панелі електрода і позитивній полярності на нижній панелі електрода. 39. Спосіб за п. 38, який відрізняється тим, що процес використовує положення завантажувального вікна як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок. 40. Спосіб за п. 38, який відрізняється тим, що процес використовує швидкість стрічки як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 41. Спосіб за п. 38, який відрізняється тим, що, якщо положення завантажувального вікна є близьким до виходу другого потоку, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок. 42. Спосіб за п. 25, який відрізняється тим, що перший компонент набуває негативний заряд, а другий компонент набуває позитивний заряд, і система електростатичної сепарації діє при позитивній полярності на верхній панелі електрода і негативній полярності на нижній панелі електрода. 43. Спосіб за п. 42, який відрізняється тим, що процес використовує положення завантажувального вікна як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок. 44. Спосіб за п. 38, який відрізняється тим, що процес використовує швидкість стрічки як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 45. Спосіб за п. 42, який відрізняється тим, що, якщо положення завантажувального вікна є близьким до виходу другого потоку, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної якості за рознесений у часі проміжок. 46. Спосіб за п. 25, який відрізняється тим, що перший компонент суміші, що сепарується, набуває негативний заряд, а другий компонент набуває позитивний заряд, і система електростатичної сепарації діє при негативній полярності на верхній панелі електрода і позитивній полярності на нижній панелі електрода. 47. Спосіб за п. 46, який відрізняється тим, що вихідний матеріал, який надходить, подається через положення завантажувального вікна, вибране з групи, яка складається з положення поблизу виходу першого потоку, положення поблизу виходу другого потоку, положення між ними, і їх поєднань. 48. Спосіб за п. 46, який відрізняється тим, що процес використовує швидкість стрічки як первинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 49. Спосіб за п. 46, який відрізняється тим, що, якщо швидкість стрічки досягає мінімального робочого діапазону, то процес використовує зазор як вторинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 50. Спосіб за п. 46, який відрізняється тим, що, якщо швидкість стрічки досягає максимального робочого діапазону, а зазор досягає мінімального робочого діапазону, то процес використовує швидкість подачі як третинну змінну керування, і його регулюють, використовуючи залежність між заданим значенням мінус середнє значення виміряної величини за рознесений у часі проміжок. 51. Спосіб за п. 2, який відрізняється тим, що додатково включає доставку першого потоку у розташування некондиційної продукції. 52. Спосіб за п. 51, який відрізняється тим, що доставка першого потоку у розташування некондиційної продукції основана, щонайменше частково, на порівнянні виміряної вихідної змінної з заданим діапазоном. 53. Пристрій для сепарації сумішей дисперсних компонентів, який включає: пункт подачі, виконаний з можливістю прийому дисперсного матеріалу; систему електростатичної сепарації трибоелектричного протиструминного стрічкового типу; потоковий датчик, який з'єднується по текучому середовищу з дисперсним матеріалом і виконаний з можливістю вимірювання вихідної змінної дисперсного матеріалу; і 11 UA 110352 C2 5 10 15 контролер, функціонально зв'язаний для прийому вихідного сигналу від потокового датчика на основі, щонайменше частково, виміряної вихідної змінної і керування щонайменше однією вхідною змінною системи електростатичної сепарації на основі, щонайменше частково, вихідного сигналу. 54. Пристрій за п. 53, який відрізняється тим, що додатково містить лінію рециркуляції, зв'язану по текучому середовищу з виходом системи електростатичної сепарації і входом системи. 55. Пристрій за п. 54, який відрізняється тим, що вихід системи електростатичної сепарації є виходом первинного продукту. 56. Пристрій за п. 53, який відрізняється тим, що додатково містить джерело дисперсного матеріалу від системи, розташованої вище по потоку від системи електростатичної сепарації. 57. Пристрій за п. 53, який відрізняється тим, що згадана щонайменше одна вхідна змінна вибирається з групи, яка складається з полярності, швидкості стрічки, швидкості подачі, положення завантажувального вікна і зазору. 58. Пристрій за п. 53, який відрізняється тим, що дисперсний матеріал являє собою летку золу від генерації при спаленні вугілля, яка містить механічний недопал. 59. Пристрій за п. 53, який відрізняється тим, що датчик вимірює втрати при спаленні (ВПС) потоку на виході системи електростатичної сепарації. 12 UA 110352 C2 13 UA 110352 C2 14 UA 110352 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Автори англійськоюMackay, Bruce, E., Sert, Bulent
Автори російськоюМаккэй Брюс Э., Сэрт Бюлент
МПК / Мітки
Мітки: електростатичною, керування, система, сепарацією
Код посилання
<a href="https://ua.patents.su/17-110352-sistema-keruvannya-elektrostatichnoyu-separaciehyu.html" target="_blank" rel="follow" title="База патентів України">Система керування електростатичною сепарацією</a>
Спосіб керування літальним апаратом та зміни його аеродинамічного компонування і система керування
Номер патенту: 55253
Опубліковано: 15.03.2005
Автори: Комендантова Людмила Степанівна, Доценко Борис Іванович, Кузьмін В'ячеслав Павлович, Егліт Микола Олександрович, Яковенко Петро Олексійович, Семенов Леонід Антонович, Смішко Григорій Павлович, Косовенко Євген Вікторович, Сайног Максим Борисович
МПК: F42B 15/01
Мітки: система, керування, компонування, зміни, спосіб, літальним, апаратом, аеродинамічного
Формула / Реферат:
1. Спосіб керування літальним апаратом та зміни його аеродинамічного компонування, який полягає у зміні кількості рулів, що беруть участь у процесі керування літальним апаратом, який відрізняється тим, що здійснюють одночасне розкривання двох пар рулів і приведення в дію першої пари рулів для керування по тангажу і (або) рисканню, а другу пару рулів утримують під нульовим кутом, використовуючи їх як стабілізатори, поки виконується...
Спосіб керування літальним апаратом та зміни його аеродинамічної компоновки і система керування
Номер патенту: 55253
Опубліковано: 17.03.2003
Автори: Смішко Григорій Павлович, Доценко Борис Іванович, Егліт Микола Олександрович, Семенов Леонід Антонович, Кузьмін В'ячеслав Павлович, Комендантова Людмила Степанівна, Косовенко Євген Вікторович, Яковенко Петро Олексійович, Сайног Максим Борисович
МПК: F42B 15/01
Мітки: літальним, апаратом, керування, компоновки, система, зміни, спосіб, аеродинамічної
Формула / Реферат:
1. Спосіб керування літальним апаратом та зміни його аеродинамічного компонування, який полягає у зміні кількості рулів, що беруть участь у процесі керування літальним апаратом, який відрізняється тим, що здійснюють одночасне розкривання двох пар рулів і приведення в дію першої пари рулів для керування по тангажу і (або) рисканню, а другу пару рулів утримують під нульовим кутом, використовуючи їх як стабілізатори, поки виконується...
Спосіб керування потужністю в замкненій системі керування потужністю системи зв’язку з режимом паралельного доступу з кодовим розподілом каналів (пдкр) (варіанти) та замкнена система керування потужністю систем
Номер патенту: 57747
Опубліковано: 15.07.2003
Автор: Сеінтс Кіт В.
МПК: H04B 7/00
Мітки: систем, каналів, потужністю, система, доступу, спосіб, замкнена, пдкр, керування, варіанти, системі, зв'язку, паралельного, розподілом, режимом, замкнений, кодовим
Формула / Реферат:
1. Спосіб керування потужністю в замкненій системі керування потужністю системи зв'язку з режимом паралельного доступу з кодовим розподілом каналів (ПДКР), який полягає в:вимірюванні значення енергії у смузі частот,вимірюванні енергії пілот-каналу,перерахунку зазначеної енергії пілот-каналу відповідно до значення пілотної складової для одержання значення неперешкоджаючої енергії.відніманні зазначеного значення...
Система керування безпілотного літального апарата
Номер патенту: 45231
Опубліковано: 26.10.2009
Автори: Честних Тимур Володимирович, Симонов Володимир Федорович
МПК: G05D 1/03, B64C 13/00
Мітки: керування, літального, безпілотного, апарата, система
Формула / Реферат:
Система керування безпілотного літального апарата, що складається з послідовно з'єднаних задавача, мультиплексора, аналого-цифрового перетворювача, обчислювача, цифро-аналогового перетворювача, сервоприводу, вихід якого під'єднаний до об'єкта керування, а також датчиків кута та кутової швидкості, виходи яких з'єднані з входами відповідно першого та другого нормуючих підсилювачів, виходи яких з'єднані з другим та третім входами мультиплексора,...
Система керування безпілотним літальним апаратом

Номер патенту: 79320
Опубліковано: 25.04.2013
Автори: Таранова Людмила Ігорівна, Кулік Анатолій Степанович, Фірсов Сергій Миколайович
МПК: B64C 13/00
Мітки: безпілотним, керування, система, апаратом, літальним
Формула / Реферат:
Система керування безпілотним літальнім апаратом, яка містить послідовно з'єднані задавач, мультиплексор, аналого-цифровий перетворювач, обчислювач, цифро-аналоговий перетворювач, сервопривід та об'єкт керування, другий вихід сервопривода через датчик напруги та третій нормуючий підсилювач з'єднаний з другим входом мультиплексора, третій вихід сервопривода через датчик струму та четвертий нормуючий підсилювач з'єднаний з третім входом...
Попередній патент: Спосіб безгирьової повірки платформних вагів
Наступний патент: Спосіб одержання фільтруючого матеріалу, пристрій для його реалізації і спосіб очищення підземної води
Випадковий патент: Спосіб зрідження потоку газу під тиском (варіанти)