Фільтр з полімерною вставкою для курильного виробу
Формула / Реферат
1. Курильний виріб, який включає в себе полімерну вставку зі стисливістю менше ніж 100 Н на 1,5 мм, виготовлену з розчинного полімерного матеріалу, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, причому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм.
2. Курильний виріб за п. 1, який відрізняється тим, що полімерна вставка має таку форму та будову, що вона перестає розрізнятися візуально як конструктивний елемент при витримуванні вставки у закритій ємності з водою при температурі 22 °С протягом 24 год. без перемішування, причому маса води в згаданій ємності у вісім разів більше маси полімерної вставки.
3. Курильний виріб за п. 1 або п. 2, який відрізняється тим, що полімерна вставка являє собою потокообмежувальний елемент, який включає в себе щонайменше один поперечний бар'єр з щонайменше одним отвором у ньому.
4. Курильний виріб за будь-яким із пп. 1-3, який відрізняється тим, що розчинний полімерний матеріал полімерної вставки містить щонайменше один водорозчинний здатний до біологічного розкладання полімер.
5. Курильний виріб за будь-яким із пп. 1-4, який відрізняється тим, що полімерна вставка включає в себе ароматизувальний матеріал.
6. Курильний виріб за будь-яким із пп. 1-5, який відрізняється тим, що полімерна вставка має модуль пружності при згині менше ніж 310 МПа.
7. Курильний виріб за будь-яким із пп. 1-6, який відрізняється тим, що полімерна вставка утворює принаймні частину вмістища, в яке вміщений ароматизувальний матеріал.
8. Курильний виріб за будь-яким із пп. 1-7, який відрізняється тим, що включає в себе фільтр зі згаданою полімерною вставкою, причому фільтр оточений вздовж обводу обгорткою для фільтра, й згадана обгортка для фільтра приєднана до зовнішньої поверхні полімерної вставки за допомогою полімерного матеріалу, який утворює згадану полімерну вставку.
9. Курильний виріб за будь-яким із пп. 1-8, який відрізняється тим, що включає в себе фільтр зі згаданою полімерною вставкою, причому фільтр також включає в себе штранг фільтрувального матеріалу, розташований вище за ходом диму відносно згаданої полімерної вставки.
10. Курильний виріб за п. 9, який відрізняється тим, що додатково включає в себе штранг фільтрувального матеріалу, розташований нижче за ходом диму відносно згаданої полімерної вставки.
11. Фільтр для курильного виробу, який включає в себе полімерну вставку, виготовлену з розчинного полімерного матеріалу зі стисливістю менше ніж 100 Н на 1,5 мм, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, при цьому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм, при цьому згадана полімерна вставка має таку форму та будову, що вона перестає розрізнятися візуально як конструктивний елемент при витримуванні вставки у закритій ємності з водою при температурі 22 °С протягом 24 год. без перемішування, причому маса води в згаданій ємності у вісім разів більше маси згаданої полімерної вставки.
12. Полімерна вставка для курильного виробу, виготовлена з розчинного полімерного матеріалу зі стисливістю менше ніж 100 Н на 1,5 мм, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, причому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм, при цьому згадана полімерна вставка має таку форму та будову, що вона перестає розрізнятися візуально як конструктивний елемент при витримуванні вставки у закритій ємності з водою при температурі 22 °С протягом 24 год. без перемішування, причому маса води в згаданій ємності у вісім разів більше маси полімерної вставки.
13. Спосіб виготовлення фільтра для курильного виробу, що включає такі операції:
надання полімерної вставки зі стисливістю менше ніж 100 Н на 1,5 мм, виготовленої з розчинного полімерного матеріалу, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, причому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм,
надання обгортки для фільтра,
зволожування згаданої полімерної вставки та/або згаданої обгортки для фільтра шляхом нанесення води, та
обгортання згаданої обгортки для фільтра навколо фільтра із забезпеченням її контакту зі згаданою полімерною вставкою, так що нанесена вода принаймні частково розчинює полімерний матеріал на зовнішній поверхні згаданої полімерної вставки і згаданий розчинений полімерний матеріал забезпечує зчеплення обгортки для фільтра із зовнішньою поверхнею згаданої полімерної вставки.
Текст
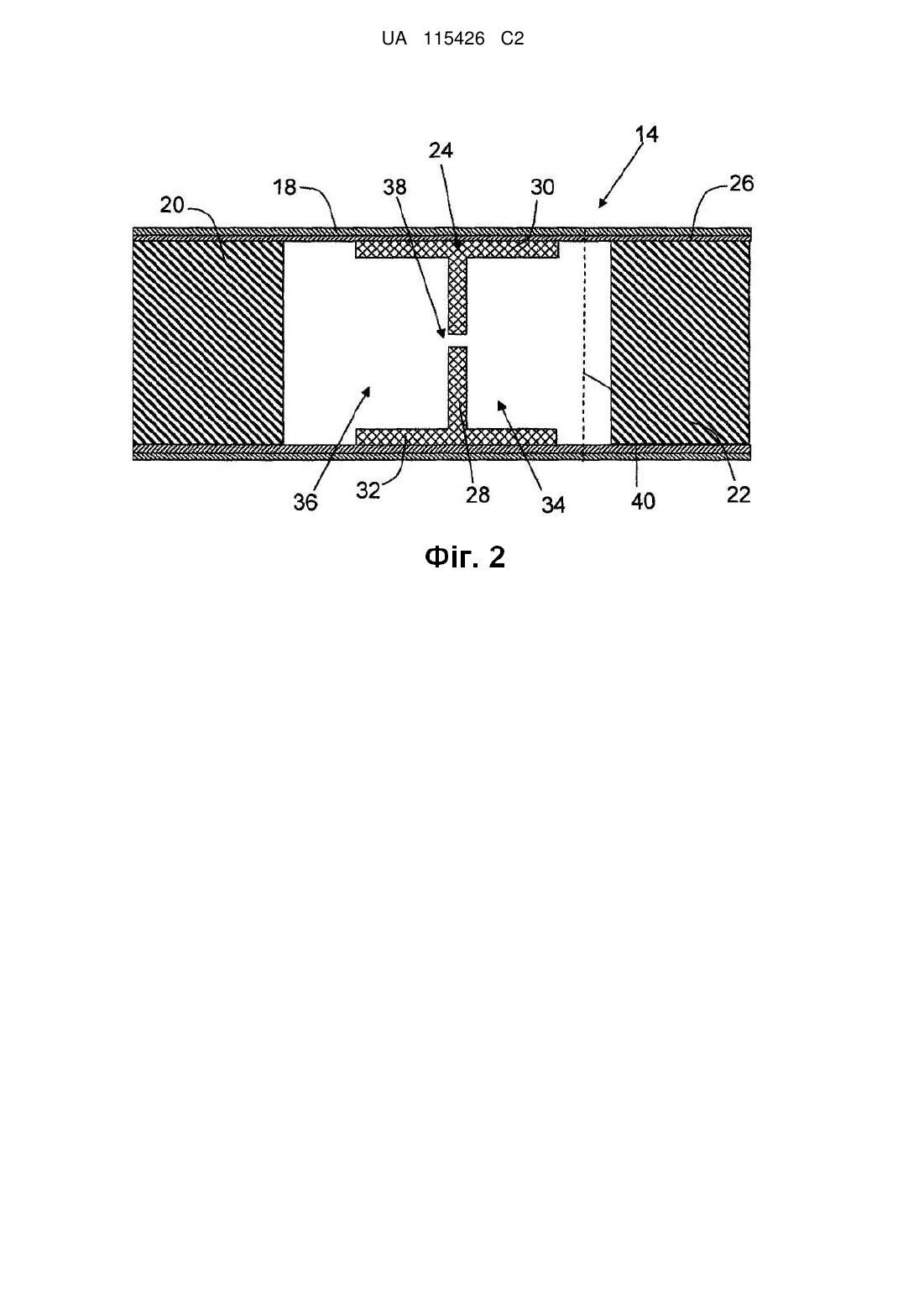
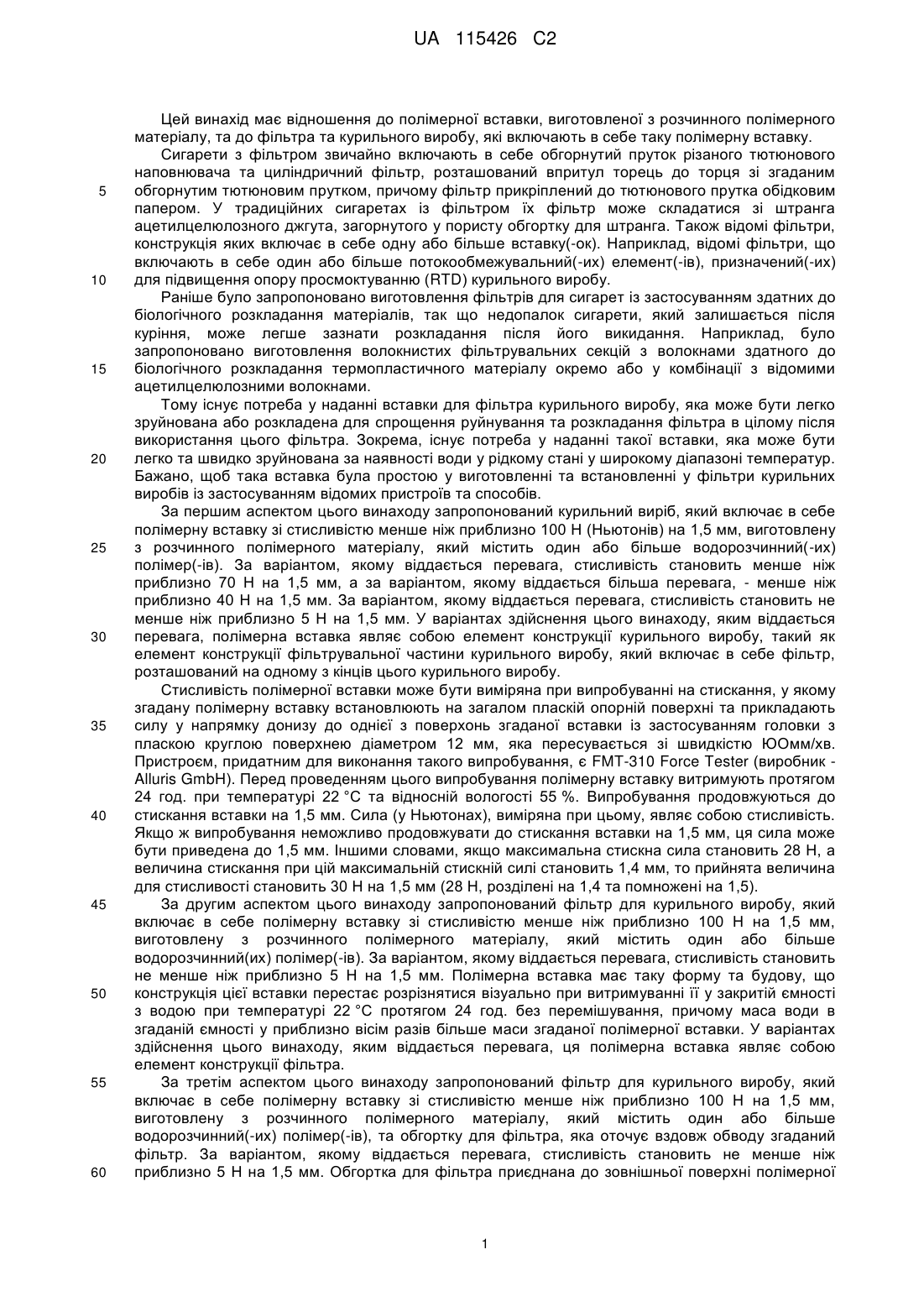
Реферат: Курильний виріб (10) включає в себе полімерну вставку (24) зі стисливістю менше ніж приблизно 100 Н на 1,5 мм, виготовлену з розчинного полімерного матеріалу, який містить один або більше водорозчинний(их) полімер(ів). За варіантом, якому віддається перевага, полімерна вставка, розташована всередині курильного виробу (10), являє собою за формою потокообмежувальний елемент, що включає в себе поперечний бар'єр (28), у якому виконаний щонайменше один отвір (38). UA 115426 C2 (12) UA 115426 C2 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід має відношення до полімерної вставки, виготовленої з розчинного полімерного матеріалу, та до фільтра та курильного виробу, які включають в себе таку полімерну вставку. Сигарети з фільтром звичайно включають в себе обгорнутий пруток різаного тютюнового наповнювача та циліндричний фільтр, розташований впритул торець до торця зі згаданим обгорнутим тютюновим прутком, причому фільтр прикріплений до тютюнового прутка обідковим папером. У традиційних сигаретах із фільтром їх фільтр може складатися зі штранга ацетилцелюлозного джгута, загорнутого у пористу обгортку для штранга. Також відомі фільтри, конструкція яких включає в себе одну або більше вставку(-ок). Наприклад, відомі фільтри, що включають в себе один або більше потокообмежувальний(-их) елемент(-ів), призначений(-их) для підвищення опору просмоктуванню (RTD) курильного виробу. Раніше було запропоновано виготовлення фільтрів для сигарет із застосуванням здатних до біологічного розкладання матеріалів, так що недопалок сигарети, який залишається після куріння, може легше зазнати розкладання після його викидання. Наприклад, було запропоновано виготовлення волокнистих фільтрувальних секцій з волокнами здатного до біологічного розкладання термопластичного матеріалу окремо або у комбінації з відомими ацетилцелюлозними волокнами. Тому існує потреба у наданні вставки для фільтра курильного виробу, яка може бути легко зруйнована або розкладена для спрощення руйнування та розкладання фільтра в цілому після використання цього фільтра. Зокрема, існує потреба у наданні такої вставки, яка може бути легко та швидко зруйнована за наявності води у рідкому стані у широкому діапазоні температур. Бажано, щоб така вставка була простою у виготовленні та встановленні у фільтри курильних виробів із застосуванням відомих пристроїв та способів. За першим аспектом цього винаходу запропонований курильний виріб, який включає в себе полімерну вставку зі стисливістю менше ніж приблизно 100 Н (Ньютонів) на 1,5 мм, виготовлену з розчинного полімерного матеріалу, який містить один або більше водорозчинний(-их) полімер(-ів). За варіантом, якому віддається перевага, стисливість становить менше ніж приблизно 70 Н на 1,5 мм, а за варіантом, якому віддається більша перевага, - менше ніж приблизно 40 Н на 1,5 мм. За варіантом, якому віддається перевага, стисливість становить не менше ніж приблизно 5 Н на 1,5 мм. У варіантах здійснення цього винаходу, яким віддається перевага, полімерна вставка являє собою елемент конструкції курильного виробу, такий як елемент конструкції фільтрувальної частини курильного виробу, який включає в себе фільтр, розташований на одному з кінців цього курильного виробу. Стисливість полімерної вставки може бути виміряна при випробуванні на стискання, у якому згадану полімерну вставку встановлюють на загалом пласкій опорній поверхні та прикладають силу у напрямку донизу до однієї з поверхонь згаданої вставки із застосуванням головки з пласкою круглою поверхнею діаметром 12 мм, яка пересувається зі швидкістю ЮОмм/хв. Пристроєм, придатним для виконання такого випробування, є FMT-310 Force Tester (виробник Alluris GmbH). Перед проведенням цього випробування полімерну вставку витримують протягом 24 год. при температурі 22 °C та відносній вологості 55 %. Випробування продовжуються до стискання вставки на 1,5 мм. Сила (у Ньютонах), виміряна при цьому, являє собою стисливість. Якщо ж випробування неможливо продовжувати до стискання вставки на 1,5 мм, ця сила може бути приведена до 1,5 мм. Іншими словами, якщо максимальна стискна сила становить 28 Н, а величина стискання при цій максимальній стискній силі становить 1,4 мм, то прийнята величина для стисливості становить 30 Н на 1,5 мм (28 Н, розділені на 1,4 та помножені на 1,5). За другим аспектом цього винаходу запропонований фільтр для курильного виробу, який включає в себе полімерну вставку зі стисливістю менше ніж приблизно 100 Н на 1,5 мм, виготовлену з розчинного полімерного матеріалу, який містить один або більше водорозчинний(их) полімер(-ів). За варіантом, якому віддається перевага, стисливість становить не менше ніж приблизно 5 Н на 1,5 мм. Полімерна вставка має таку форму та будову, що конструкція цієї вставки перестає розрізнятися візуально при витримуванні її у закритій ємності з водою при температурі 22 °C протягом 24 год. без перемішування, причому маса води в згаданій ємності у приблизно вісім разів більше маси згаданої полімерної вставки. У варіантах здійснення цього винаходу, яким віддається перевага, ця полімерна вставка являє собою елемент конструкції фільтра. За третім аспектом цього винаходу запропонований фільтр для курильного виробу, який включає в себе полімерну вставку зі стисливістю менше ніж приблизно 100 Н на 1,5 мм, виготовлену з розчинного полімерного матеріалу, який містить один або більше водорозчинний(-их) полімер(-ів), та обгортку для фільтра, яка оточує вздовж обводу згаданий фільтр. За варіантом, якому віддається перевага, стисливість становить не менше ніж приблизно 5 Н на 1,5 мм. Обгортка для фільтра приєднана до зовнішньої поверхні полімерної 1 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 вставки за допомогою полімерного матеріалу, який утворює цю полімерну вставку. Обгортка для фільтра може являти собою обгортку для штранга. За варіантами здійснення цього винаходу, яким віддається перевага, ця полімерна вставка являє собою елемент конструкції фільтра. За четвертим аспектом цього винаходу запропонована полімерна вставка для курильного виробу, яка має стисливість менше ніж приблизно 100 Н на 1,5 мм та виготовлена з розчинного полімерного матеріалу, який містить один або більше водорозчинний(-их) полімер(-ів). За варіантом, якому віддається перевага, стисливість становить не менше ніж приблизно 5 Н на 1,5 мм. Полімерна вставка має таку форму та будову, що конструкція цієї вставки перестає розрізнятися візуально при витримуванні її у закритій ємності з водою при температурі 22 °C протягом 24 год. без перемішування, причому маса води в згаданій ємності у приблизно вісім разів більше маси полімерної вставки. Згадану полімерну вставку можна використовувати як елемент конструкції курильного виробу, такий як елемент конструкції фільтрувальної частини курильного виробу, який включає в себе фільтр, розташований на одному з кінців цього курильного виробу. Також відповідно до цього винаходу запропонований спосіб виготовлення фільтра для курильного виробу, який включає операції надання полімерної вставки зі стисливістю менше ніж приблизно 100 Н на 1,5 мм, виготовленої з розчинного полімерного матеріалу, який містить один або більше водорозчинний(-их) полімер(-ів), надання обгортки для фільтра, зволожування згаданої полімерної вставки та/або згаданої обгортки для фільтра шляхом нанесення води; та обгортання згаданої обгортки для фільтра навколо фільтра із забезпеченням контакту зі згаданою полімерною вставкою, причому нанесена вода принаймні частково розчинює згаданий полімерний матеріал на зовнішній поверхні згаданої полімерної вставки, й згаданий розчинений полімерний матеріал забезпечує зчеплення згаданої обгортки для фільтра із зовнішньою поверхнею згаданої полімерної вставки. За варіантом, якому віддається перевага, стисливість становить не менше ніж приблизно 5 Н на 1,5 мм. Наведений нижче опис полімерної вставки стосується всіх аспектів цього винаходу, якщо не зазначено інше. Полімерні вставки за цим винаходом можуть бути ефективно застосовані у сигаретах з фільтром та інших курильних виробах, у яких тютюновий матеріал спалюють з утворенням диму. Вставка за цим винаходом є елементом конструкції курильного виробу, що забезпечує певні переваги. Фільтри за цим винаходом також можуть бути застосовані у курильних виробах, у яких тютюновий матеріал не спалюють, а нагрівають до утворення аерозолю. Фільтри за цим винаходом також можуть бути застосовані у курильних виробах, у яких нікотинвмісний аерозоль утворюється з тютюнового матеріалу, тютюнового екстракту або іншого джерела нікотину без спалювання або нагрівання. У цьому описі термін "дим" означає дим, утворений спалимими курильними виробами, такими як сигарети з фільтром, а також аерозолі, утворені неспалимими курильними виробами, такими як курильні вироби, які зазнають або не зазнають нагрівання, описаних вище типів. Термін "вставка" означає суцільний елемент конструкції фільтра, який має визначену форму та конструкцію залежно від призначення цієї вставки. Як докладніше описано нижче, до прикладів видів вставок за цим винаходом належать вставки у вигляді порожнистих трубок та потокообмежувальні вставки. Вставка за цим винаходом виготовлена з "розчинного" полімерного матеріалу, утвореного з водорозчинного полімеру або комбінації водорозчинних полімерів. Термін "розчинний" означає, що полімерний матеріал є здатним до розчинення у розчині, в якому розчинником є вода. Це досягається використанням при одержанні полімерного матеріалу одного або більше водорозчинного(-их) полімеру(-ів). Як правило, швидкість розчинення також залежить від особливостей згаданої полімерної вставки, включаючи, але без обмеження ними, тип водорозчинного полімеру, густину полімерного матеріалу, а також від форми та розмірів полімерної вставки, зокрема, від площі поверхні та товщини. На першій стадії розчинення полімерного матеріалу у воді конструкція згаданої полімерної вставки руйнується, так що форма або конфігурація вставки зникає. Результатом цього є безформна маса матеріалу, що утворює згадану полімерну вставку, яка не має видимої конструкцій або визначеної форми, якщо спостерігати неозброєним оком. За варіантом, якому віддається перевага, полімерна вставка включає в себе розчинний полімер та має таку форму і будову, що згадана вставка досягає принаймні цієї першої стадії розчинення при витримуванні вставки у закритій ємності з водою при температурі 22 °C протягом 24 год. без перемішування, причому маса води в згаданій ємності у приблизно вісім разів більше маси полімерної вставки. За варіантом, якому віддається більша перевага, згадана полімерна вставка включає в себе 2 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 розчинний полімер і має таку форму та будову, що ця вставка досягає принаймні цієї першої стадії розчинення при витримуванні її у закритій ємності з водою при температурі 22 °C протягом 24 год. без перемішування, причому маса води в згаданій ємності у приблизно шість разів більше маси полімерної вставки, а за варіантом, якому віддається найбільша перевага, - у чотири рази більше маси полімерної вставки. На другій стадії розчинення полімерного матеріалу у воді, після того як конструкція полімерної вставки повністю зруйнована, полімерний матеріал, що утворює полімерну вставку, повністю розчиняється у воді, так що весь полімерний матеріал перебуває у розчині. Відсутні видимі залишки полімерного матеріалу, якщо зразок розглядати неозброєним оком, хоча можуть залишатися осади будь-яких нерозчинних компонентів полімерної вставки, як описано нижче. За варіантом, якому віддається перевага, полімерна вставка включає в себе розчинний полімер та має таку форму та будову, що згадана вставка досягає другої стадії розчинення при витримуванні її у закритій ємності з водою при температурі 22 °C протягом 24 год. без перемішування, причому маса води в згаданій ємності у приблизно 400 разів більше маси полімерної вставки, за варіантом, якому віддається більша перевага, - у приблизно 200 разів більше маси полімерної вставки, а за варіантом, якому віддається ще більша перевага, - у приблизно 100 разів більше маси полімерної вставки. Полімерна вставка може бути виготовлена повністю з розчинного полімерного матеріалу, або розчинний полімерний матеріал може бути поєднаний з іншими компонентами для утворення згаданої полімерної вставки. Наприклад, вставка може включати в себе інертні компоненти, такі як інертні наповнювачі. Інші компоненти, які утворюють згадану полімерну вставку, можуть бути розчинними або нерозчинними у воді. Якщо вставка включає в себе один або більше компонент(-ів), який(-і) є нерозчинним(-и) у воді, то цей(-і) компонент(-и) залишається(-ються) у вигляді осаду після розчинення полімерного матеріалу в умовах випробування, описаних вище. Полімерні вставки за цим винаходом виготовлені з водорозчинних полімерів, які швидко розчинюються, якщо вставку привести у контакт з водою у рідкому стані, зокрема, з водою, температура якої приблизно відповідає кімнатній (приблизно 22 °C). Таким чином, розчинний полімерний матеріал, з якого виготовлена полімерна вставка, легко розчинюється, як описано вище, при контакті з водою, яка присутня у навколишньому середовищі, такою як дощова вода, дренажна або стічна вода з каналізації або вода з природних джерел, таких як ріки, ручаї або інші потоки. Якщо полімерна вставка входить до складу фільтра курильного виробу, то здатність цієї полімерної вставки до структурного руйнування під дією таких умов, що зустрічаються у природі, збільшує швидкість, з якою фільтр в цілому може руйнуватися або розкладатися, коли цей фільтр викинутий після куріння, що забезпечує певні переваги. Руйнування конструкції полімерної вставки в результаті розчинення полімерного матеріалу, як правило, спричинює принаймні часткове руйнування фільтра або відламування його окремих частин, так що вода або гази після цього можуть легше проникати крізь інші складові частини фільтра. Це сприяє розкладанню фільтра в цілому, яке може відбуватися в результаті контактування з водою, киснем, сонячним світлом, бактеріями або їх комбінаціями. Зокрема, підвищена швидкість руйнування викинутого фільтра, який включає в себе полімерну вставку, може збільшувати швидкість біологічного розкладання фільтра, що забезпечує певні переваги. Після того як фільтр за цим винаходом викинутий, швидкість розчинення полімерного матеріалу, з якого виготовлена полімерна вставка, як правило, залежить від умов, до яких належать, але без обмеження ними, об'єм води, яка вступає у контакт зі вставкою, температура цієї води та будь яке переміщення або струшування згаданої вставки. Загалом, при температурі вище 22 °C полімерна вставка може розчинитися за коротший час, ніж в умовах випробування при 22 °C, визначених вище. Полімерному матеріалу, який містить водорозчинні полімери, можна без утруднень надати різноманітні певні форми, так що можливе виготовлення вставок різноманітних типів для курильних виробів, що забезпечує певні переваги. Полімерний матеріал також може бути підданий обробці для надання достатньої твердості та жорсткості конструкції вставок, що забезпечує певні переваги. За варіантом, якому віддається перевага, полімерний матеріал вибирають з таких матеріалів, які можна легко формувати, екструдувати або виливати для утворення вставки перед твердінням шляхом охолодження, висушування або витримування. Це забезпечує гнучкість виробництва вставок та за необхідності забезпечує можливість одержання вставок відносно складних форм та конструкцій. За варіантом, якому віддається перевага, 3 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 полімерні вставки за цим винаходом виготовляють шляхом екструдування або виливання під тиском полімерного матеріалу у комбінації з будь-якими додатковими складовими деталями. За варіантом, якому віддається перевага, полімерна вставка за цим винаходом виконана як єдина суцільна вставка для максимального підвищення ефективності процесів виготовлення та встановлення згаданої вставки у фільтр курильного виробу. Альтернативно полімерна вставка може бути виготовлена з двох або більше з'єднаних між собою частин вставки. За варіантом, якому віддається перевага, зовнішня поверхня однієї або більше вставки(-ок) забезпечує зовнішню форму фільтра, до складу якого входить ця полімерна вставка. Полімерна вставка може мати різноманітні форми залежно від функціонального призначення такої вставки всередині фільтра курильного виробу. За варіантом, якому віддається перевага, полімерна вставка включає в себе одну або більше трубчасту(-их) частину(-ин), яка(-і) утворює(-ють) одну або більше внутрішню(-іх) порожнину(-ин). Наприклад, у певних варіантах здійснення, яким віддається перевага, полімерна вставка виконана у вигляді трубки. Внутрішній простір усередині цієї трубки утворює всередині згаданого фільтра порожнину, яка може бути залишена порожньою або може бути принаймні частково заповнена матеріалом, таким як фільтрувальний матеріал, ароматизувальний матеріал або сорбувальний матеріал. У альтернативних варіантах здійснення цього винаходу, яким віддається перевага, полімерна вставка являє собою потокообмежувальний елемент, призначений для обмежування потоку головного струменя диму крізь фільтр, таким чином підвищуючи опір просмоктуванню (RTD) цього фільтра. За варіантом, якому віддається перевага, потокообмежувальний елемент включає в себе щонайменше один поперечний бар'єр, у якому виконаний щонайменше один отвір, що утворює канали для обмежування потоку диму через цей поперечний бар'єр. Термін "поперечний" означає, що елемент розташований загалом перпендикулярно поздовжньому напрямку фільтра, до складу якого входить полімерна вставка. За варіантом, якому віддається перевага, потокообмежувальний елемент також включає в себе одну або більше трубчасту(-их) частину(-ин), розташовану(-их) з одного боку поперечного бар'єра, причому трубчаста частина утворює верхню або нижню за ходом диму порожнину, суміжну зі згаданим поперечним бар'єром. За варіантом, якому віддається особлива перевага, потокообмежувальний елемент включає в себе трубчасту частину з обох боків згаданого поперечного бар'єра, яка утворює верхні або нижні за ходом диму порожнини, суміжні зі згаданим поперечним бар'єром. Трубчасті частини з обох боків поперечного бар'єра можуть мати загалом однакові розміри та форму для утворення потокообмежувального елемента, симетричного відносно згаданого поперечного бар'єра. Альтернативно трубчасті частини з обох боків поперечного бар'єра можуть мати різні розміри або форму для утворення потокообмежувального елемента, несиметричного відносно згаданого поперечного бар'єра. Наприклад, трубчасті частини можуть мати різні довжини, різні зовнішні діаметри, різні внутрішні діаметри, різні товщини стінок у будь-якій комбінації. У певних варіантах здійснення цього винаходу, яким віддається перевага, дві виконані як єдине ціле трубчасті частини розташовані з одного боку поперечного бар'єра. За варіантом, якому віддається перевага, перша виконана як єдине ціле трубчаста частина, суміжна зі згаданим поперечним бар'єром, має зовнішній діаметр, зменшений у порівнянні з діаметром другої виконаної як єдине ціле трубчастої частини. Ця конструкція надає кільцевий канал навколо зовнішньої поверхні згаданої вставки, який за варіантом, якому віддається перевага, призначений для забезпечення вентилювання вставки. Дві виконані як єдине ціле трубчасті частини можуть бути розташовані вище або нижче за ходом диму відносно згаданого поперечного бар'єра. Одна трубчаста частина за варіантом, якому віддається перевага, розташована з протилежного боку згаданого поперечного бар'єра відносно цих двох виконаних як єдине ціле трубчастих частин. За одним із варіантів здійснення цього винаходу, якому віддається особлива перевага, дві виконані як єдине ціле трубчасті частини розташовані нижче за ходом диму відносно згаданого поперечного бар'єра, а одна трубчаста частина розташована вище за ходом диму відносно цього поперечного бар'єра. В інших альтернативних варіантах здійснення цього винаходу полімерна вставка являє собою вмістище або капсулу, призначену для розташування матеріалу, введеного у фільтр. За варіантом, якому віддається перевага, у згадані вмістище або капсулу вміщений ароматизувальний матеріал, що має бути вивільнений у головний струмінь диму під час куріння. Вмістище або капсула може мати отвори з одного або обох кінців для забезпечення проходження диму крізь вставку для захоплення ароматизатора. Альтернативно або на додаток до будь-якого ароматизатора, вміщеного всередину полімерної вставки, полімерна вставка може включати в себе ще один або більше 4 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 ароматизатор(-ів), який(-і) вивільнюється(-ються) зі згаданої вставки під час куріння. Наприклад, вставка може включати в себе ароматизатор, який вивільнюється під дією тепла, вологи або обох цих чинників. Цей(-і) один або більше ароматизатор(-ів) може(-уть) бути введений(-і) в полімерний матеріал, що утворює полімерну вставку, або один або більше ароматизаторів може(-уть) бути нанесений(-і) на поверхню згаданої вставки. За варіантом, якому віддається перевага, стінки полімерної вставки мають товщину менше ніж приблизно 2,0 мм, за варіантом, якому віддається більша перевага, - менше ніж приблизно 1,0 мм, а за варіантом, якому віддається найбільша перевага, - менше ніж приблизно 0,7 мм. За варіантом, якому віддається перевага, стінки полімерної вставки мають товщину до приблизно 2,0 мм, за варіантом, якому віддається більша перевага, - до приблизно 0,7 мм. У деяких варіантах здійснення цього винаходу, яким віддається перевага, товщина стінки становить від приблизно 0,2 мм до приблизно 2,0 мм, а за варіантом, якому віддається більша перевага, - від приблизно 0,5 мм до приблизно 0,7 мм. Товщина стінок, які утворюють вставки, включаючи будь-які поперечні бар'єри або інші конструкції вставок, може бути виміряна у поздовжньому перерізі вставки. Було виявлено, що швидкість розчинення полімерного матеріалу, який утворює полімерну вставку, та руйнування конструкції полімерної вставки може бути зменшена шляхом зменшення товщини стінок згаданої полімерної вставки. За варіантом, якому віддається перевага, полімерна вставка має довжину приблизно 10-20 мм, а за варіантом, якому віддається більша перевага, - довжину приблизно 12-14 мм. Якщо полімерна вставка включає в себе одну або більше трубчасту(-их) частину(-ин), то довжина кожної частини за варіантом, якому віддається перевага, становить щонайменше З мм, а за варіантом, якому віддається більша перевага, - щонайменше 4 мм. За варіантом, якому віддається перевага, зовнішній діаметр полімерної вставки становить приблизно 6-9 мм, за варіантом, якому віддається більша перевага, - приблизно 7-8,5 мм, а за варіантом, якому віддається найбільша перевага, - приблизно 7,2-7,9 мм для сигарети стандартних розмірів або від приблизно 6,6 мм до приблизно 7,6 мм для сигарети зменшеного діаметра. Розчинний полімерний матеріал, з якого виготовлена полімерна вставка за цим винаходом, містить один або більше водорозчинний(-их) полімер(-ів). За варіантом, якому віддається перевага, водорозчинні полімери являють собою водорозчинні термопластичні матеріали, які можуть бути легко оброблені для утворення полімерних вставок, а також забезпечують достатню жорсткість після твердіння. До водорозчинних термопластичних полімерів, яким віддається перевага, належать крохмаль та полівініловий спирт (PVA), які для виготовлення полімерної вставки можуть бути застосовані окремо або у суміші, яка містить обидва полімери або один або більше інших відомих у цій галузі розчинних полімерів. За варіантом, якому віддається перевага, розчинний полімерний матеріал містить один або більше здатних до біологічного розкладання полімерів. Полімери, яким віддається перевага, є здатними до повного біологічного розкладання, як визначається тестом для оцінювання біологічного розкладання у водному середовищі (тест Штурма), зазначений у Європейському стандарті EN 13432. Після розчинення полімерного матеріалу всередині полімерної вставки здатні до біологічного розкладання полімери можуть розкладатися на складники природними біологічними процесами, що забезпечує певні переваги. Розчинення полімерного матеріалу диспергує здатні до біологічного розкладання полімери, так що ці полімери можуть легше розкладатися біологічним способом протягом коротшого часу, що забезпечує певні переваги. Обидва водорозчинні полімери, яким віддається перевага, крохмаль та полівініловий спирт, є повністю здатними до біологічного розкладання. Для формування полімерної вставки розчинний полімерний матеріал може бути поєднаний з одним або більше додатковими інертними складниками. За варіантом, якому віддається перевага, полімерний матеріал поєднаний з органічним або неорганічним наповнювачем. До прийнятних неорганічних наповнювачів належать карбонат кальцію або діоксид титану. Альтернативно або на додаток полімерний матеріал може бути поєднаний з тютюновим матеріалом. До додаткових складників можуть також належати, наприклад, пігменти, відбілювачі, барвники або ароматизатори. Як зазначено вище, додаткові складники можуть бути розчинними або нерозчинними у воді. Якщо додаткові складники є нерозчинними у воді, то вони залишатимуться як осад після розчинення полімерного матеріалу. Таким чином за варіантом, якому віддається перевага, додаткові складники являють собою інертні речовини, здатні до природного, або біологічного, розкладання. За варіантом, якому віддається перевага, розчинний полімерний матеріал має модуль пружності при згині менше ніж приблизно 310 МПа. За варіантом, якому віддається перевага, модуль пружності при згині становить не менше ніж 20 МПа. За варіантом, якому віддається 5 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 більша перевага, розчинний полімерний матеріал має напруження згину менше ніж приблизно 50 МПа. За варіантом, якому віддається перевага, напруження згину становить не менше ніж 10 МПа. Для визначення модуля пружності при згині та напружень згину для певного полімерного матеріалу формують зразок з полімерного матеріалу довжиною 80 мм, шириною 10 мм та товщиною 5 мм. Після цього згаданий зразок випробують у відповідності з порядком випробування, наведеним в ISO 178:2003. За варіантом, якому віддається перевага, розчинний полімерний матеріал має твердість за Шором (шкала D) менше ніж приблизно 80. За варіантом, якому віддається перевага, твердість за Шором (шкала D) становить не менше ніж приблизно 10. Для визначення твердості за Шором (шкала D) полімерного матеріалу формують зразок з полімерного матеріалу довжиною 80 мм, шириною 10 мм та товщиною 5 мм. Після цього цей лист випробують у відповідності з порядком, наведеним в ASTM D-2240. Полімерна вставка має такий ступінь стисливості, що стискається під дією відносно невеликого зусилля. Це може бути наслідком стисливості конструкції вставки, стисливості полімерного матеріалу або обох цих чинників. За варіантом, якому віддається перевага, після знімання стискної сили полімерна вставка повертається до своїх початкових розміру та форми. Полімерна вставка за цим винаходом вимагає максимальної стискної сили, яка становить менше ніж приблизно 100 Н на 1,5 мм стискання, за варіантом, якому віддається більша перевага, - сили, яка становить менше ніж приблизно 70 Н на 1,5 мм стискання, а за варіантом, якому віддається ще більша перевага, - сили, яка становить менше ніж приблизно 40 Н на 1,5 мм стискання. За варіантом, якому віддається перевага, стисливість становить не менше ніж приблизно 5 Н на 1,5 мм. Цей ступінь стисливості полімерної вставки забезпечує перевагу, яка полягає в тому, що він спрощує виготовлення фільтрів, які включають в себе полімерну вставку, із застосуванням відомого обладнання для складання фільтрів та виготовлення сигарет. Зокрема, стискання полімерної вставки під час виконання технологічної операції обгортання фільтра забезпечує перевагу, яка полягає в тому, що воно поліпшує здатність сигаретної машини до маніпулювання фільтром під час обгортання. Фільтри за цим винаходом, які включають в себе полімерну вставку, описану вище, за варіантом, якому віддається перевага, також включають в себе одну або більше фільтрувальну(-их) секцію(-ій). У варіантах здійснення цього винаходу, яким віддається перевага, фільтр включає в себе волокнисту фільтрувальну секцію, розташовану із щонайменше одного боку згаданої полімерної вставки. Наприклад, одна або більше волокниста(-их) фільтрувальна(-их) секція(-ій) може(-уть) бути розташована(-і) вище за ходом диму відносно згаданої полімерної вставки у напрямку потоку головного струменя диму крізь фільтр. Альтернативно або на додаток одна або більше волокниста(-их) фільтрувальна(-их) секція(-ій) може(-уть) бути розташована(-і) нижче за ходом диму відносно згаданої полімерної вставки. За варіантом, якому віддається перевага, одна або більше волокниста(-их) фільтрувальна(-их) секція(-ій) розташована(-і) з обох боків згаданої полімерної вставки, так що згаданий фільтр включає в себе одну або більше розташовану(-і) вище за ходом диму волокнисту(-их) фільтрувальну(-их) секцію(-ій) та одну або більше розташовану(-і) нижче за ходом диму волокнисту(-их) фільтрувальну(-их) секцію(-ій). За варіантом, якому віддається перевага, кожна волокниста фільтрувальна секція являє собою штранг ацетилцелюлозного джгута або іншого прийнятного волокнистого фільтрувального матеріалу. За варіантом, якому віддається перевага, довжина кожної волокнистої фільтрувальної секції становить від приблизно 5 мм до приблизно 12 мм, а за варіантом, якому віддається більша перевага, - від приблизно 6 мм до приблизно 8 мм. Волокна, які утворюють згадану волокнисту фільтрувальну секцію, можуть бути орієнтовані у загалом поздовжньому напрямку вздовж волокнистої фільтрувальної секції, або ці волокна можуть бути орієнтовані хаотично. Щонайменше одна з додаткових фільтрувальних секцій може включати в себе щонайменше один сорбент, здатний до видалення щонайменше одного складника газоподібної фази з головного струменя диму, який просмоктують крізь фільтр. За варіантом, якому віддається перевага, щонайменше один сорбент вибраний з групи, яку складають активоване вугілля, активний алюміній, цеоліти, сепіоліти, молекулярні сита та силікагель. Альтернативно або на додаток щонайменше одна з додаткових фільтрувальних секцій може включати в себе один або більше ароматизатор(-ів), який(-і) за варіантом, якому віддається перевага, являє(-ють) собою один або більше рідкий(-их) ароматизатор(-ів), призначений(-их) для додаткового поліпшення постачання аромату курцеві під час куріння. 6 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 За варіантом, якому віддається перевага, полімерна вставка та - за наявності - одна або більше додаткова(-і) фільтрувальна(-і) секція(-ії) оточена(-і) стрічкою обгортки для штранга. Обгортка для штранга може бути по суті повітропроникною або по суті повітронепроникною. За варіантом, якому віддається перевага, стрічка обгортки для штранга прикріплена до циліндричної зовнішньої поверхні принаймні частини полімерної вставки. За варіантом, якому віддається перевага, обгортка для штранга прикріплена до циліндричної зовнішньої поверхні полімерної вставки так, що утворює по суті повітронепроникне ущільнення по зовнішній поверхні згаданої полімерної вставки. Це запобігає витокам головного струменя диму навколо зовнішнього периметра згаданої полімерної вставки, що забезпечує перевагу, яка полягає в тому, що замість цього головний струмінь диму скеровується крізь згадану вставку. Ця конструкція може бути особливо ефективною, коли полімерна вставка являє собою потокообмежувальний елемент, призначений для підвищення опору просмоктуванню (RTD) фільтра. Стрічка обгортки для штранга може бути прикріплена до полімерної вставки із застосуванням прийнятного клею. У альтернативних варіантах здійснення цього винаходу, яким віддається перевага, обгортка для штранга приєднана до зовнішньої поверхні полімерної вставки за допомогою полімерного матеріалу, який утворює цю полімерну вставку. Термін "приєднання" у контексті цього винаходу означає ущільнення, утворене між полімерною вставкою та обгорткою, яка її оточує, в результаті з'єднання матеріалів по поверхні контактування між цими матеріалами за відсутності нанесеного клею. Приєднання обгортки для штранга до поверхні полімерної вставки виконують зволожуванням обгортки для штранга та/або зволожування поверхні полімерної вставки. Коли вода контактує з полімерною вставкою, полімерний матеріал на поверхні цієї полімерної вставки принаймні частково розчиняється. Розчинений полімерний матеріал зчіплюється з внутрішньою поверхнею обгортки для штранга після обгортання згаданої обгортки для штранга навколо згаданої полімерної вставки. У певних варіантах здійснення цього винаходу після цього обгорнуту вставку піддають висушуванню. Якщо обгортка для штранга виготовлена з паперового матеріалу або іншого відносно пористого матеріалу, то розчинений полімерний матеріал затікає у пористу структуру поверхні обгортки для штранга. Результатом цього є об'єднання, або з'єднання, або розподіл полімерного матеріалу на поверхні полімерної вставки з матеріалом обгортки для штранга. Коли розчинений полімерний матеріал висушений, поверхневий шар згаданої полімерної вставки твердне, й утворюється з'єднання між поверхнями полімерної вставки та обгортки для штранга. У певних варіантах здійснення цього винаходу приєднання обгортки для штранга до поверхні полімерної вставки забезпечує особливо ефективне повітронепроникне ущільнення між згаданими обгорткою для штранга та полімерною вставкою, яке суттєвою мірою запобігає витокам повітря або диму між згаданими полімерною вставкою та обгорткою для штранга. У певних випадках приєднання обгортки для штранга до зовнішньої поверхні згаданої полімерної вставки забезпечує перевагу, яка полягає в тому, що утворюється ущільнення більш високої цілісності, ніж це можливо із застосуванням окремого клею, нанесеного на полімерну вставку або обгортку для штранга. Здатність полімерного матеріалу полімерної вставки діяти як клей між полімерною вставкою та обгорткою для штранга також потенційно виключає необхідність у додатковому клеї, нанесеному на згадану обгортку для штранга під час виготовлення фільтрів за цим винаходом. Розчинений полімерний матеріал також може факультативно діяти як клей для ущільнення обгортки для штранга у зоні перекривання вздовж шва обгортки для штранга, який утворює з'єднання нахлистом. Однак у певних випадках поздовжня смуга клею може бути нанесена на крайку обгортки для штранга для ущільнення згаданої обгортки пробки з утворенням з'єднання нахлистом. У випадках, коли фільтр включає в себе одну або більше фільтрувальну(-их) секцію(-ій) з кожного боку полімерної вставки, обгортка для штранга за варіантом, якому віддається перевага, прикріплена до принаймні частини зовнішніх циліндричних поверхонь фільтрувальних секцій. За варіантом, якому віддається перевага, для приклеювання згаданої обгортки для штранга до зовнішньої циліндричної поверхні фільтрувальних секцій на внутрішню поверхню обгортки для штранга нанесений прийнятний клей. Клей може бути нанесений суцільно або переривчасто на внутрішню поверхню обгортки для штранга. Клей може бути нанесений на обгортку для штранга у вигляді рознесених на певну відстань одна від іншої смуг, які простягаються принаймні частково навколо фільтра та прикріплюють згадані фільтрувальні секції до згаданої обгортки для штранга. Смуги клею можуть бути рознесені на однакову відстань одна від одної по довжині листа обгортки для штранга. Положення смуг клею може 7 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 бути узгодженим для забезпечення відповідності положення фільтрувальних секцій всередині фільтра. Клей також може бути розташований у вигляді поздовжніх смуг, які є або суцільними по довжині згаданої обгортки для штранга, або переривчастими. У будь-якому випадку клей може бути розташований на обгортці штранга так, що клей відсутній або по суті відсутній на тій частині обгортки для штранга, яка відповідає згаданій вставці. За варіантом, якому віддається перевага, обгортка для штранга фільтрів за цим винаходом виконана з паперового матеріалу. Обгортка для штранга може мати масу, яка становить від 2 2 приблизно 40 г/м (грамів на квадратний метр) до приблизно 130 г/м . Зокрема, обгортка для 2 штранга може мати відносно низьку масу, яка становить від приблизно 40 г/м до приблизно 60 2 2 г/м , або відносно високу масу, яка становить від приблизно 60 г/м до приблизно 130 г/м . Однак обгортка для штранга альтернативно може бути виконана з пластику, наприклад, 2 прозорого пластику. Маса цих пластиків може становити від приблизно 40 г/м до приблизно 70 2 г/м , а товщина цих пластиків може становити від приблизно 25 мкм до приблизно 50 мкм. У певних варіантах здійснення цього винаходу обгортка для штранга може бути загалом непористою, наприклад, мати пористість менше ніж приблизно 20 одиниць CORESTA, а за варіантом, якому віддається більша перевага, - менше ніж приблизно 10 одиниць CORESTA. У інших варіантах здійснення цього винаходу обгортка для штранга може бути пористою, наприклад, мати пористість більше ніж приблизно 20 одиниць CORESTA, за варіантом, якому віддається більша перевага, - більше ніж приблизно 100 одиниць CORESTA, а за варіантом, якому віддається найбільша перевага, -більше ніж приблизно 1000 одиниць CORESTA. За варіантом, якому віддається перевага, курильні вироби за цим винаходом включають в себе пруток курильного матеріалу та фільтр, який включає в себе полімерну вставку, описану вище. За варіантом, якому віддається перевага, пруток курильного матеріалу включає в себе тютюн, оточений обгорткою, а за варіантом, якому віддається більша перевага, - різаний тютюновий наповнювач, оточений обгорткою. У курильних виробах за цим винаходом фільтр, який включає в себе полімерну вставку, за варіантом, якому віддається перевага, прикріплений до прутка курильного матеріалу стрічкою загалом непроникного обідкового паперу. Зона вентилювання, яка включає в себе один або більше розташований(-их) по колу ряд(-ів) перфораційних отворів, за варіантом, якому віддається перевага, виконана у певному місці по довжині фільтра. Якщо обгортка для штранга є загалом повітронепроникною, а також виконана в обідковому папері, то перфораційні отвори за варіантом, якому віддається перевага, виконані крізь розташовану під ним обгортку для штранга. Якщо ж обгортка для штранга є загалом повітропроникною, то перфораційні отвори за варіантом, якому віддається перевага, виконані в обідковому папері та факультативно можуть бути виконані у розташованій під ним обгортці для штранга. Опір просмоктуванню (RTD) фільтрів та курильних виробів за цим винаходом можна регулювати шляхом змінювання рівня вентилювання та положення вентиляційних отворів, виконаних у зоні вентилювання, а також пористості обгортки для штранга. Зона вентилювання може бути виконана вище за ходом диму відносно всієї або певної частини полімерної вставки всередині фільтра. Альтернативно або на додаток зона вентилювання може бути виконана нижче за ходом диму відносно усієї або певної частини згаданої полімерної вставки. Згадана зона вентилювання може бути розташована вище за ходом диму або нижче за ходом диму відносно поперечного бар'єра, наприклад, вздовж згаданої полімерної вставки вище за ходом диму або нижче за ходом диму відносно згаданого поперечного бар'єра. Якщо полімерна вставка включає в себе одну або більше трубчасту(-их) частину(-ин), яка(-і) принаймні частково визначає(-ють) порожнину, то зона вентилювання може перекривати одну зі згаданих трубчастих частин, за умови виконання, наприклад, одного або більше наскрізного(-их) зазору(-ів) або отвору(-ів) крізь згадану вставку, призначеного(-их) для проходження повітря із зони вентилювання у цю порожнину. Це уможливлює перемішування головного струменя диму з повітрям, яке надходить через зону вентилювання досередини порожнини, утвореної згаданою трубчастою частиною. Особлива перевага віддається варіантам здійснення цього винаходу, які включають в себе дві виконані як єдине ціле трубчасті частини, розташовані нижче за ходом диму відносно поперечного бар'єра, при цьому зона вентилювання переважно перекриває першу трубчасту частину, прилеглу до поперечного бар'єра. Перша трубчаста частина за варіантом, якому віддається перевага, має зменшений зовнішній діаметр у порівнянні із загальним діаметром фільтра для утворення навколо згаданої трубчастої частини кільцевої камери, в яку вентиляційне повітря просмоктують під час куріння. За варіантом, якому віддається перевага, фільтри за цим винаходом мають загальний опір просмоктуванню (RTD) від приблизно 250 мм вод. ст. до приблизно 500 мм вод. ст. (2451,7 8 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 4903,3 Па), за варіантом, якому віддається більша перевага, - від приблизно 275 мм вод. ст. до приблизно 400 мм вод. ст. (2696,8-3922,7 Па), а за варіантом, якому віддається найбільша перевага, - від приблизно 300 мм вод. ст. до приблизно 400 мм вод. ст. (2942,0-3922,7 Па), причому опір просмоктуванню (RTD) вимірюють з повністю заблокованими вентиляційними отворами. За варіантом, якому віддається перевага, курильні вироби за цим винаходом мають загальний опір просмоктуванню (RTD) щонайменше приблизно ЗО мм вод. ст. (294,2 Па), а за варіантом, якому віддається більша перевага, - щонайменше приблизно 40 мм вод. ст. (392,3 Па), причому опір просмоктуванню (RTD) вимірюють перед курінням з повністю заблокованими вентиляційними отворами. Опір просмоктуванню (RTD) фільтра або курильного виробу у цьому описі виражений у одиницях тиску "мм вод. ст.", або "міліметри водяного стовпа", та виміряний у відповідності з ISO 6565:2002. За варіантом, якому віддається перевага, загальна довжина курильних виробів за цим винаходом становить від приблизно 70 мм до приблизно 128 мм, а за варіантом, якому віддається більша перевага, - приблизно 84 мм. За варіантом, якому віддається перевага, зовнішній діаметр фільтрів та курильних виробів за цим винаходом становить приблизно 5-8,5 мм, а за варіантом, якому віддається більша перевага, - приблизно 7,9 мм. За варіантом, якому віддається перевага, загальна довжина фільтрів за цим винаходом становить від приблизно 18 мм до приблизно 36 мм, а за варіантом, якому віддається більша перевага, - приблизно 27 мм. Описані вище полімерні вставки можуть бути включені у курильні вироби різноманітних типів, що забезпечує певні переваги. Наприклад, полімерні вставки можуть бути включені у спалимі курильні вироби, такі як сигарети з фільтром, які мають пруток різаного тютюнового наповнювача або іншого курильного матеріалу, який спалюють під час куріння. В альтернативних варіантах здійснення цього винаходу полімерні вставки можуть бути включені у курильні вироби, які зазнають нагрівання, описаного вище типу, у яких матеріал нагрівають з утворенням аерозолю, а не спалюють. Наприклад, полімерні вставки за цим винаходом можуть бути включені у нагрівний курильний виріб, який включає в себе спалиме джерело тепла, таке як джерело, описане у WO-A-2009/022232, яке включає в себе спалиме джерело тепла та аерозолетвірний субстрат, розташований нижче за ходом диму відносно згаданого спалимого джерела тепла. Полімерні вставки за цим винаходом також можуть бути включені у курильні вироби, які зазнають нагрівання, що включають в себе неспалимі джерела тепла, наприклад, хімічні джерела тепла або електричні джерела тепла, такі як електричні резистивні нагрівальні елементи. Описані вище полімерні вставки альтернативно можуть бути включені в курильні вироби, у яких нікотинвмісний аерозоль утворюється з тютюнового матеріалу або іншого джерела нікотину без спалювання та без нагрівання, наприклад, такі як описані у WO-A-2008/121610 та WO-A-2010/107613. Курильні вироби за цим винаходом можуть бути упаковані, наприклад, у м'які пачки або пачки з відкидною кришкою, які мають внутрішній вкладиш, покритий одним або більше ароматизатором(-ами). Крім того цим винаходом запропонований спосіб виготовлення фільтра за цим винаходом, описаного вище. Спосіб включає такі операції: надання полімерної вставки, виготовленої з розчинного полімерного матеріалу, який містить один або більше водорозчинний(-их) полімер(ів); надання обгортки для фільтра; зволожування згаданої полімерної вставки та/або внутрішньої поверхні згаданої обгортки для фільтра шляхом нанесення води; та обгортання обгортки для штранга навколо згаданого фільтра із забезпеченням контакту зі згаданою полімерною вставкою. Вода принаймні частково розчинює полімерний матеріал на зовнішній поверхні згаданої полімерної вставки, й розчинений полімерний матеріал забезпечує зчеплення обгортки для штранга із зовнішньою поверхнею полімерної вставки. Фільтр, виготовлений у відповідності зі способом за цим винаходом, включає в себе обгортку для фільтра, приєднану до зовнішньої поверхні полімерної вставки за допомогою полімерного матеріалу, який утворює згадану полімерну вставку, яка у певних варіантах здійснення цього винаходу забезпечує повітронепроникне ущільнення між обгорткою для штранга та згаданою полімерною вставкою, як описано вище. За варіантом, якому віддається перевага, обгортка для фільтра, накладена на фільтр, являє собою обгортку для штранга, як розглянуто вище. У способах за цим винаходом, яким віддається перевага, фільтри, які включають в себе полімерну вставку, формують неперервно. Готують нескінчену послідовність фільтрів, які 9 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 включають в себе полімерні вставки та будь-які додаткові фільтрувальні секції, і цю нескінчену послідовність фільтрів загортають у нескінченний лист обгортки для фільтра. Після цього нескінченний обгорнутий пруток фільтра за варіантом, якому віддається перевага, розрізають для утворення окремих фільтрів або прутків фільтрів, які мають усі елементи для двох (подвійний) або чотирьох (зчетверений) фільтрів, які потім з'єднують з обгорнутими тютюновими прутками згідно з відомим способом для одержання складених курильних виробів. Якщо спосіб застосовують для виготовлення фільтрів, які включають в себе полімерні вставки у комбінації з одною або більше додатковою(-ими) фільтрувальною(-ими) секцією(-ями), такою(-ими) як волокнисті фільтрувальні секції, то згадані полімерні вставки та фільтрувальні секції за варіантом, якому віддається перевага, встановлюють співвісно та розташовують у відповідному порядку у нескінченній послідовності фільтрів. Ця операція може бути виконана із застосуванням відомих пристроїв та способів, що забезпечує певні переваги. Якщо полімерна вставка є несиметричною по довжині, то може виявитися необхідним змінити спрямованість полімерної вставки так, щоб одержати відповідну спрямованість усіх виготовлених фільтрів. Наприклад, може виявитися необхідним змінити спрямованість послідовних полімерних вставок, якщо за технологічним процесом утворюються подвійні або зчетверені прутки фільтрів, які з'єднують з обгорнутим тютюновим прутком з кожного кінця перед розрізанням для утворення двох курильних виробів. В альтернативних технологічних процесах може виявитися можливим розташування послідовних вставок так, щоб вони усі були обернені у одному напрямку. Зволожування зовнішньої поверхні полімерної вставки для принаймні часткового розчинення полімерного матеріалу на цій поверхні може бути здійснено шляхом нанесення води безпосередньо на зовнішню поверхню згаданої полімерної вставки, наприклад, шляхом розбризкування або занурення полімерних вставок перед встановленням обгортки для фільтра. Альтернативно або на додаток поверхня згаданої полімерної вставки може бути зволожена непрямо шляхом нанесення води на внутрішню поверхню згаданої обгортки для фільтра, яка контактуватиме зі згаданою полімерною вставкою. Зволожування обгортки для фільтра може бути здійснено із застосуванням будь-якого прийнятного способу, включаючи, але без обмеження ними, занурення, розбризкування, прокатування або друк, наприклад, валиком для глибокого друку. Поверхня обгортки для фільтра може бути зволожена суцільно по усій поверхні, або вода може бути нанесена у конкретних місцях, які відповідають положенню полімерної вставки всередині фільтра. За варіантом, якому віддається перевага, обгортку для фільтра обгортають навколо полімерної вставки після нанесення води принаймні на полімерну вставку та/або обгортку для штранга, причому вода розчинює полімерний матеріал поверхні полімерної вставки після того, як обгортка для штранга приходить у контакт зі згаданою полімерною вставкою. Розчинений полімерний матеріал діє як клей для прикріплення обгортки для фільтра до зовнішньої поверхні згаданої полімерної вставки. Коли обгортка для фільтра обгорнута навколо полімерної вставки, розчинений полімерний матеріал розподіляється по поверхні згаданої полімерної вставки та проникає у приповерхневий шар згаданої обгортки для фільтра. Альтернативно або на додаток вода може бути нанесена на обгортку та зовнішню поверхню полімерної вставки після обгортання обгортки для фільтра навколо полімерної вставки. Коли вода зникає з поверхні полімерної вставки, розчинений полімерний матеріал висихає та твердне знову з утворенням з'єднання між обгорткою для фільтра та полімерною вставкою. Кількість води, потрібної для одержання необхідного приєднання обгортки для фільтра до поверхні полімерної вставки, є відносно невеликою, і висушування може відбуватися без стороннього впливу під час подальшої обробки складених фільтрів. Альтернативно спосіб за цим винаходом за необхідності може додатково включати операцію висушування, причому висушування полімерного матеріалу прискорюють шляхом дії тепла та/або повітря та/або вакууму. За варіантом, якому віддається перевага, перед обгортанням обгортки для фільтра навколо фільтра на внутрішню поверхню обгортки для фільтра вздовж крайки наносять смугу клею. Клей наносять на крайку, яку перекриває протилежна крайка обгортки для штранга вздовж шва обгортки для фільтра. Це додаткове кріплення виконано для приєднання обгортки для фільтра до самої себе так, щоб вільна крайка обгортки вздовж шва залишалася пласкою відносно фільтра та не виступала з поверхні. Якщо ж фільтр включає в себе одну або більше додаткову(-их) фільтрувальну(-их) секцію(ій), то на обгортку для фільтра може бути нанесений також додатковий клей у вигляді поздовжніх смуг або по усій ширині згаданої обгортки для фільтра для закріплення її на місці навколо згаданих фільтрувальних секцій та забезпечення відсутності ковзання цієї(-их) 10 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 додаткової(-их) фільтрувальної(-их) секції(-ій) всередині обгортки для фільтра, як описано вище. Клей може бути нанесений вибірково у зонах обгортки для фільтра, які відповідають додатковим фільтрувальним секціям, або ж клей може бути нанесений суцільно на обгортку для фільтра. Альтернативно або на додаток клей може бути нанесений на поверхню фільтрувальних секцій. Лише у вигляді прикладу винахід нижче описаний з посиланнями на супровідні фігури, на яких: на Фіг. 1 показаний вид у перспективі курильного виробу за цим винаходом з обідковим папером та обгорткою для штранга фільтра, частково розгорнутими для того, щоб показати внутрішні елементи фільтра; на Фіг. 2 показаний поздовжній розріз фільтра курильного виробу, показаного на Фіг. 1, та на Фіг. 3 показаний поздовжній розріз фільтра за альтернативним варіантом здійснення цього винаходу. Курильний виріб 10, показаний на Фіг. 1, включає в себе циліндричний тютюновий пруток 12 та фільтр 14. Тютюновий пруток 12 включає в себе штранг різаного тютюнового наповнювача, обгорнутого обгортковим папером 16. Фільтр 14 прикріплений до тютюнового прутка 12 стрічкою обідкового паперу 18, яка оточує вздовж обводу фільтр 14 та прилеглу частину тютюнового прутка 12. Фільтр 14 включає в себе першу секцію 20 фільтра, яка розташована поряд та впритул до торця тютюнового прутка 12, другу фільтрувальну секцію 22, розташовану з боку кінця курильного виробу 10, що вставляється в рот, та виконаний як єдине ціле шляхом виливання під тиском потокообмежувальний елемент 24, розташований між першою 20 та другою 22 фільтрувальними секціями. Кожна з першої 20 та другої 22 фільтрувальних секцій утворені зі штранга ацетилцелюлозного джгута. Перша 20 та друга 22 фільтрувальні секції розташовані на невеликій відстані від протилежних кінців потокообмежувального елемента 24. Перша 20 та друга 22 фільтрувальні секції і потокообмежувальний елемент 24 оточені вздовж обводу стрічкою обгортки 26 для штранга. Потокообмежувальний елемент 24 виготовлений зі суміші полівінілового спирту та неорганічного наповнювача, вилитої під тиском для формування згаданого потокообмежувального елемента 24. Як показано на Фіг. 2, потокообмежувальний елемент 24 включає в себе центральний поперечний бар'єр 28, нижню за ходом диму трубчасту частину 30, яка виконана як єдине ціле з бар'єром та простягається від нижньої за ходом диму поверхні бар'єра 28, та верхню за ходом диму трубчасту частину 32, яка виконана як єдине ціле з бар'єром та простягається від верхньої за ходом диму поверхні бар'єра 28. Внутрішня периферійна поверхня нижньої за ходом диму трубчастої частини 30 визначає нижню за ходом диму порожнину 34, прилеглу до поперечного бар'єра 28, причому нижня за ходом диму порожнина 34 утворює єдине ціле з простором між поперечним бар'єром 28 та другою фільтрувальною секцією 22. Аналогічно внутрішня поверхня верхньої за ходом диму трубчастої частини 32 утворює верхню за ходом диму порожнину 36, прилеглу до поперечного бар'єра 28 з протилежного боку, причому верхня за ходом диму порожнина 34 утворює єдине ціле з простором між поперечним бар'єром 28 та першою фільтрувальною секцією 20. Трубчасті частини 30, 32 мають приблизно однакові довжини, й обидві мають зовнішній діаметр, який по суті відповідає зовнішньому діаметру фільтра 14. Тому потокообмежувальний елемент 24 є по суті симетричним відносно поперечного бар'єра 28. Поперечний бар'єр 28 виконаний у вигляді круглого диска із зовнішнім діаметром, який по суті відповідає зовнішньому діаметру фільтра 14. Круглий диск має одиночний центральний отвір 38, який утворює канал між нижньою за ходом диму порожниною 34 та верхньою за ходом диму порожниною 36. Як показано на Фіг. 1, зовнішні кільцеві крайки поперечного бар'єра 28, нижня за ходом диму трубчаста частина 30 та верхня за ходом диму трубчаста частина 32 виконані як єдине ціле, так що зовнішня поверхня потокообмежувального елемента 24 в цілому є загалом циліндричною. Поперечний бар'єр 28 та стінки трубчастих частин 30, 32 мають товщину від 0,5 мм до 0,7 мм. Обгортка 26 для штранга приєднана до зовнішньої поверхні потокообмежувального елемента 24 за допомогою полівінілового спирту, нанесеного на поверхню потокообмежувального елемента 24. Як зазначено вище, приєднання обгортки 26 для штранга до зовнішньої поверхні потокообмежувального елемента 24 здійснено шляхом зволожування поверхні потокообмежувального елемента 24 для принаймні часткового розчинення полівінілового спирту на згаданій поверхні. Обгортка 16 для штранга прикріплена до зовнішньої поверхні першої 20 та другої 22 фільтрувальних секцій за допомогою прийнятного клею. Смуга 11 UA 115426 C2 5 10 15 20 25 30 35 40 45 50 55 60 клею також нанесена на внутрішню поверхню по крайці обгортки 16 для штранга для закріплення обгортки 16 для штранга на місці вздовж шва з утворенням з'єднання нахлистом. Ряд перфораційних отворів 40, розташованих по колу, виконаний крізь стрічку обідкового паперу 18 та стрічку обгортки 26 для штранга. Перфораційні отвори 40 розташовані по довжині фільтра 14 у певному місці зони перекривання простору між потокообмежувальним елементом 24 та другою фільтрувальною секцією 22. Під час використання повітря вентилювання просмоктують крізь перфораційні отвори 40 у простір фільтра між потокообмежувальним елементом 24 та другою фільтрувальною секцією 22, де повітря перемішується з головним струменем диму, який просмоктують через центральний отвір 38 у поперечному бар'єрі 28. Фільтр 114, показаний на Фіг. 3, має конструкцію, подібну до конструкції фільтра 14, описаного вище, однак включає в себе альтернативний потокообмежувальний елемент 124, розташований між першою 20 та другою 22 фільтрувальними секціями. Потокообмежувальний елемент включає в себе центральний поперечний бар'єр 128, першу виконану як єдине ціле з іншими нижню за ходом диму трубчасту частину 130, другу виконану як єдине ціле з іншими нижню за ходом диму трубчасту частину 131, і верхню за ходом диму виконану як єдине ціле з іншими трубчасту частину 132. Поперечний бар'єр 128 є увігнутим у напрямку нижче за ходом диму. Перша нижня за ходом диму трубчаста частина 130 починається від нижньої за ходом диму поверхні поперечного бар'єру 128 та має зменшений зовнішній діаметр у порівнянні із габаритним діаметром фільтра. Друга нижня за ходом диму трубчаста частина 131 починається від нижнього за ходом диму краю першої нижньої за ходом диму трубчастої частини 130 та стикається з першою фільтрувальною секцією 20. Верхня за ходом диму трубчаста частина 132 простягається від верхньої за ходом диму поверхні поперечного бар'єру 128 та стикається з першою фільтрувальною секцією 22. Як друга нижня за ходом диму трубчаста частина 131, так і верхня за ходом диму трубчаста частина 132 мають зовнішній діаметр, загалом такий самий, як діаметр фільтра 114. Завдяки зменшеному зовнішньому діаметру першої нижньої за ходом диму трубчастої частини 130 у порівнянні з трубчастими частинами з обох її боків внутрішня поверхня обгортки 126 для штранга розташована на певній відстані від циліндричної зовнішньої поверхні першої нижньої за ходом диму трубчастої частини 130, як показано на Фіг. 3. Кільцевий простір 136 між обгорткою 126 для штранга та зовнішньою поверхнею першої нижньої за ходом диму трубчастої частини 130 утворює вентиляційну камеру. Один або більше розташований(-их) по колу ряд(-ів) перфораційний(-их) отвір(-орів) 140 виконаний(-і) в обгортці 126 для штранга та обідковому папірі 18, які перекривають вентиляційну камеру 136. Отвори 138 крізь стінку першої нижньої за ходом диму трубчастої частини 130 вставки уможливлюють вентилювання шляхом просмоктування повітря крізь перфораційні отвори 140 та вентиляційну камеру 136 у нижню за ходом диму порожнину 134, визначену першою 130 та другою 131 нижніми за ходом диму трубчастими частинами, де згадане повітря може перемішуватися з головним струменем диму. Фільтри 14, 114 складені із застосуванням способу, описаного вище. Спочатку виготовлюють нескінченний ряд з першої 20 та другої 22 фільтрувальних секцій, між якими розташований потокообмежувальний елемент 24, 124. Також надають нескінченний лист матеріалу обгортки для штранга, а внутрішню поверхню обгортки для штранга покривають водою із застосуванням валика для глибокого друку та відомого способу нанесення. Зволожений лист обгортки для штранга обгортають навколо згаданого ряду фільтрувальних секцій та склеюють вздовж поздовжнього шва. Після цього нескінченний обгорнутий пруток фільтра розрізають з утворенням окремих, подвійних або зчетверених, обгорнутих фільтрів, й згадані обгорнуті фільтри з'єднують з обгорнутим тютюновим прутком та прикріплюють до цього тютюнового прутка шляхом закріплення стрічки обідкового паперу навколо фільтра. Ця операція може бути виконана із застосуванням наявного обладнання, призначеного для прикріплення фільтрів до тютюнових прутків під час виробництва відомих сигарет з фільтром. Як правило, після куріння фільтр 14, 114 та будь-яку залишкову частину тютюнового прутка викидають. Після того як фільтр 14, 114 зазнає впливу води, згадана вода спричинює початок розчинення полівінілового спирту, з якого утворений потокообмежувальний елемент 24, 124, так що конструкція цього потокообмежувального елемента 24, 124 руйнується. Зрештою, полівініловий спирт усередині потокообмежувального елемента 24, 124 розчиняється повністю, й розчинений полівініловий спирт витікає назовні з фільтра 14, 114 та поступово біологічно розкладається. Після розчинення потокообмежувального елемента 24, 124 обгортка 26, 126 для штранга та обідковий папір 18 осуваються досередини, й решта фільтра 14, 114 поступово руйнується як зсередини, так і ззовні. Як описано вище, розчинення потокообмежувального елемента 24, 124 збільшує швидкість, з якою руйнується фільтр в цілому. 12 UA 115426 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Курильний виріб, який включає в себе полімерну вставку зі стисливістю менше ніж 100 Н на 1,5 мм, виготовлену з розчинного полімерного матеріалу, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, причому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм. 2. Курильний виріб за п. 1, який відрізняється тим, що полімерна вставка має таку форму та будову, що вона перестає розрізнятися візуально як конструктивний елемент при витримуванні вставки у закритій ємності з водою при температурі 22 °С протягом 24 год. без перемішування, причому маса води в згаданій ємності у вісім разів більше маси полімерної вставки. 3. Курильний виріб за п. 1 або п. 2, який відрізняється тим, що полімерна вставка являє собою потокообмежувальний елемент, який включає в себе щонайменше один поперечний бар'єр з щонайменше одним отвором у ньому. 4. Курильний виріб за будь-яким із пп. 1-3, який відрізняється тим, що розчинний полімерний матеріал полімерної вставки містить щонайменше один водорозчинний здатний до біологічного розкладання полімер. 5. Курильний виріб за будь-яким із пп. 1-4, який відрізняється тим, що полімерна вставка включає в себе ароматизувальний матеріал. 6. Курильний виріб за будь-яким із пп. 1-5, який відрізняється тим, що полімерна вставка має модуль пружності при згині менше ніж 310 МПа. 7. Курильний виріб за будь-яким із пп. 1-6, який відрізняється тим, що полімерна вставка утворює принаймні частину вмістища, в яке вміщений ароматизувальний матеріал. 8. Курильний виріб за будь-яким із пп. 1-7, який відрізняється тим, що включає в себе фільтр зі згаданою полімерною вставкою, причому фільтр оточений вздовж обводу обгорткою для фільтра, й згадана обгортка для фільтра приєднана до зовнішньої поверхні полімерної вставки за допомогою полімерного матеріалу, який утворює згадану полімерну вставку. 9. Курильний виріб за будь-яким із пп. 1-8, який відрізняється тим, що включає в себе фільтр зі згаданою полімерною вставкою, причому фільтр також включає в себе штранг фільтрувального матеріалу, розташований вище за ходом диму відносно згаданої полімерної вставки. 10. Курильний виріб за п. 9, який відрізняється тим, що додатково включає в себе штранг фільтрувального матеріалу, розташований нижче за ходом диму відносно згаданої полімерної вставки. 11. Фільтр для курильного виробу, який включає в себе полімерну вставку, виготовлену з розчинного полімерного матеріалу зі стисливістю менше ніж 100 Н на 1,5 мм, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, при цьому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм, при цьому згадана полімерна вставка має таку форму та будову, що вона перестає розрізнятися візуально як конструктивний елемент при витримуванні вставки у закритій ємності з водою при температурі 22 °С протягом 24 год. без перемішування, причому маса води в згаданій ємності у вісім разів більше маси згаданої полімерної вставки. 12. Полімерна вставка для курильного виробу, виготовлена з розчинного полімерного матеріалу зі стисливістю менше ніж 100 Н на 1,5 мм, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, причому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм, при цьому згадана полімерна вставка має таку форму та будову, що вона перестає розрізнятися візуально як конструктивний елемент при витримуванні вставки у закритій ємності з водою при температурі 22 °С протягом 24 год. без перемішування, причому маса води в згаданій ємності у вісім разів більше маси полімерної вставки. 13. Спосіб виготовлення фільтра для курильного виробу, що включає такі операції: надання полімерної вставки зі стисливістю менше ніж 100 Н на 1,5 мм, виготовленої з розчинного полімерного матеріалу, який містить щонайменше один водорозчинний полімер, вибраний з-посеред крохмалю, полівінілового спирту та їх сумішей, при цьому згадана вставка включає в себе щонайменше одну трубчасту частину, яка утворює щонайменше одну порожнину, причому товщина стінок полімерної вставки становить від 0,2 мм до 2,0 мм, 13 UA 115426 C2 5 надання обгортки для фільтра, зволожування згаданої полімерної вставки та/або згаданої обгортки для фільтра шляхом нанесення води, та обгортання згаданої обгортки для фільтра навколо фільтра із забезпеченням її контакту зі згаданою полімерною вставкою, так що нанесена вода принаймні частково розчинює полімерний матеріал на зовнішній поверхні згаданої полімерної вставки і згаданий розчинений полімерний матеріал забезпечує зчеплення обгортки для фільтра із зовнішньою поверхнею згаданої полімерної вставки. 14 UA 115426 C2 Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 15
ДивитисяДодаткова інформація
Назва патенту англійськоюSmoking article filter including polymeric insert
Автори англійськоюRyter, Blaise
Автори російськоюРитер Блез
МПК / Мітки
МПК: A24D 1/00, A24D 3/04, A24D 3/06
Мітки: курильного, виробу, полімерною, фільтр, вставкою
Код посилання
<a href="https://ua.patents.su/17-115426-filtr-z-polimernoyu-vstavkoyu-dlya-kurilnogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Фільтр з полімерною вставкою для курильного виробу</a>
Фільтруючий елемент для курильного виробу (варіанти), фільтр для курильного виробу, курильний виріб та спосіб виготовлення фільтруючого елемента для курильного виробу (варіанти)
Номер патенту: 101219
Опубліковано: 11.03.2013
Автори: Олівейра Пауло, Д'юк Мартін
Мітки: виготовлення, фільтруючого, виробу, елемент, спосіб, курильного, фільтруючий, варіанти, елемента, виріб, курильний, фільтр
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу, тютюнову серцевину, витягнуту по суті подовжньо через тампон фільтруючого матеріалу, і засіб для обгортання, обгорнений навколо щонайменше ділянки подовжньо витягнутої поверхні тютюнової серцевини.2. Фільтруючий елемент за п. 1, який відрізняється тим, що тютюнова серцевина витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями...
Багатокомпонентний фільтр для курильного виробу та курильний виріб
Номер патенту: 98664
Опубліковано: 11.06.2012
Автори: Кюрштайнер Чарлз, Жорділь Ів, Бессо Клеман
МПК: A24D 3/02
Мітки: багатокомпонентний, курильний, виріб, курильного, фільтр, виробу
Формула / Реферат:
1. Багатокомпонентний фільтр (4) для курильного виробу, що включає в себе секцію (12), яка вставляється в рот, та ароматовивільнювальну секцію (14), розташовану вище за ходом диму відносно секції (12), яка вставляється в рот, який відрізняється тим, що ароматовивільнювальна секція (14) містить відрізок штранга волокнистого фільтрувального матеріалу, розподілене у згаданому волокнистому фільтрувальному матеріалі листя перцевої м'яти та...
Складений фільтр для курильного виробу, сигарета, яка включає в себе складений фільтр та спосіб виготовлення цього фільтра
Номер патенту: 99496
Опубліковано: 27.08.2012
Автори: Ха Шерлі, Махер Майкл Б., Чан Цзин Ч., Сюе Лісінь Л., Ян Сцзу-Сун
Мітки: складений, включає, виготовлення, цього, сигарета, себе, яка, фільтр, виробу, фільтра, спосіб, курильного
Формула / Реферат:
1. Складений фільтр для курильного виробу, який включає в себе адсорбент, що містить частинки адсорбенту, які піддаються захопленню димом, та відрізок штранга з випадково орієнтованими волокнами, розташований нижче за ходом диму відносно згаданого адсорбенту, причому згаданий відрізок штранга з випадково орієнтованими волокнами забезпечує зменшення проривання частинок адсорбенту.2. Складений фільтр за п. 1, який відрізняється тим, що...
Фільтр для курильного виробу
Номер патенту: 107712
Опубліковано: 10.02.2015
Автори: Кюрштайнер Чарлз, Бессо Клеман
МПК: A24D 3/02, D21H 17/00
Мітки: курильного, фільтр, виробу
Формула / Реферат:
1. Ароматизувальна гранула для курильного виробу, яка включає в себе:пористий матеріал основи;рідкий ароматизатор;частинки рослинного матеріалу; тащонайменше одну в'яжучу речовину.2. Фільтр (4) для курильного виробу (10, 20, 30), який включає в себе ароматовивільнювальну секцію (14), яка вміщує множину ароматизувальних гранул за п. 1.3. Фільтр за п. 2, який відрізняється тим, що рослинний матеріал...
Фільтр для курильного виробу, курильний виріб та спосіб виготовлення курильного виробу
Номер патенту: 101706
Опубліковано: 25.04.2013
Автор: Фібелкорн Річард
МПК: A24D 3/04
Мітки: курильного, курильний, спосіб, фільтр, виріб, виготовлення, виробу
Формула / Реферат:
1. Фільтр для курильного виробу, що містить подовжену основну частину фільтруючого матеріалу, внутрішню обгортку, яка має першу й другу області непористого матеріалу, розташовані навколо й з проміжком уздовж довжини фільтруючого матеріалу з утворенням зазору, що діє як зона вентиляції, і зовнішню обгортку, розміщену поверх внутрішньої обгортки й виконану так, щоб повітря, що вентилює, могло втягуватися через зону вентиляції й проходити у...
Попередній патент: Фармацевтична композиція, що містить інозит
Наступний патент: Бензиламінові похідні як інгібітори калікреїну плазми
Випадковий патент: Спосіб розподілу кореспонденції та споріднених документів по країні та за кордон з використанням поштових номерів (п. н.)