Спосіб виробництва суцільних залізничних осей
Формула / Реферат
Спосіб виробництва суцільних залізничних осей, що включає виплавку сталі, вакуумування сталі, розливання сталі з електромагнітним перемішуванням, відрізання від застиглої сталі зливків, різання зливків на мірні відрізки, поздовжню прокатку мірних відрізків зливків на пілігримовому стані, різання прокатаних на пілігримовому стані мірних відрізків зливків на заготовки, нагрівання заготовок, висадку заготовок на пресі в закритих штампах, термообробку заготовок, обточування заготовок по зовнішній поверхнідо отримання заданих геометричних параметрів готової залізничної осі і дефектоскопію залізничної осі, який відрізняється тим, що сталь вакуумують до вмісту водню не більше 1,5´10-4 %, розливання сталі з електромагнітним перемішуванням виконують зі швидкістю 0,33-0,35 м/хв, поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують в два проходи з обтисненням в першому проході до 70-130 мм, а в другому проході до 140-190 мм до отримання діаметра прокатаного мірного відрізка зливка, рівного меншому діаметру залізничної осі, причому після поздовжньої прокатки мірного відрізка зливка на пілігримовому стані довжиною 2-5 його діаметра, процес прокатки призупиняють, прокатуваний мірний відрізок зливка витягають, розвертають на 180 градусів і продовжують процес прокатки в тих же режимах, а після різання прокатаних мірних відрізків зливків на заготовки перед висадкою заготовок на пресі в закритих штампах, згадані заготовки нагрівають в печі по всій довжині до досягнення температури кінцевих ділянок, рівної 1100-1265 ºС, причому при висадці заготовки на пресі в закритих штампах одночасно виконують висадку обох кінцевих ділянок і калібрування середньої частини з осьовим зусиллям рівним 300-1100 т, а після заповнення металом порожнин штампів осьове зусилля збільшують на 10-40 % і витримують при цьому навантаженні протягом 10-50 сек.
2. Спосіб за п. 1, який відрізняється тим, що розливання сталі з електромагнітним перемішуванням виконують з використанням глуходонних заглибних стаканів.
3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що розливання сталі з електромагнітним перемішуванням виконують при режимі роботи електромагнітних котушок в зоні первинного охолодження в інтервалі 1,5 Гц/140А-1,5 Гц/160А, в зоні вторинного охолодження в інтервалі 12 Гц/250А-12 Гц/400А.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що після розливання сталі з електромагнітним перемішуванням і відрізання від застиглої сталі зливків, згадані зливки уповільнено охолоджують, наприклад, в термокарманах протягом не менше 48 годин до температури навколишнього середовища.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що перед поздовжньою прокаткою на пілігримовому стані, мірні відрізки зливків нагрівають протягом 8-10 годин до температури 1180-1230 ºС.
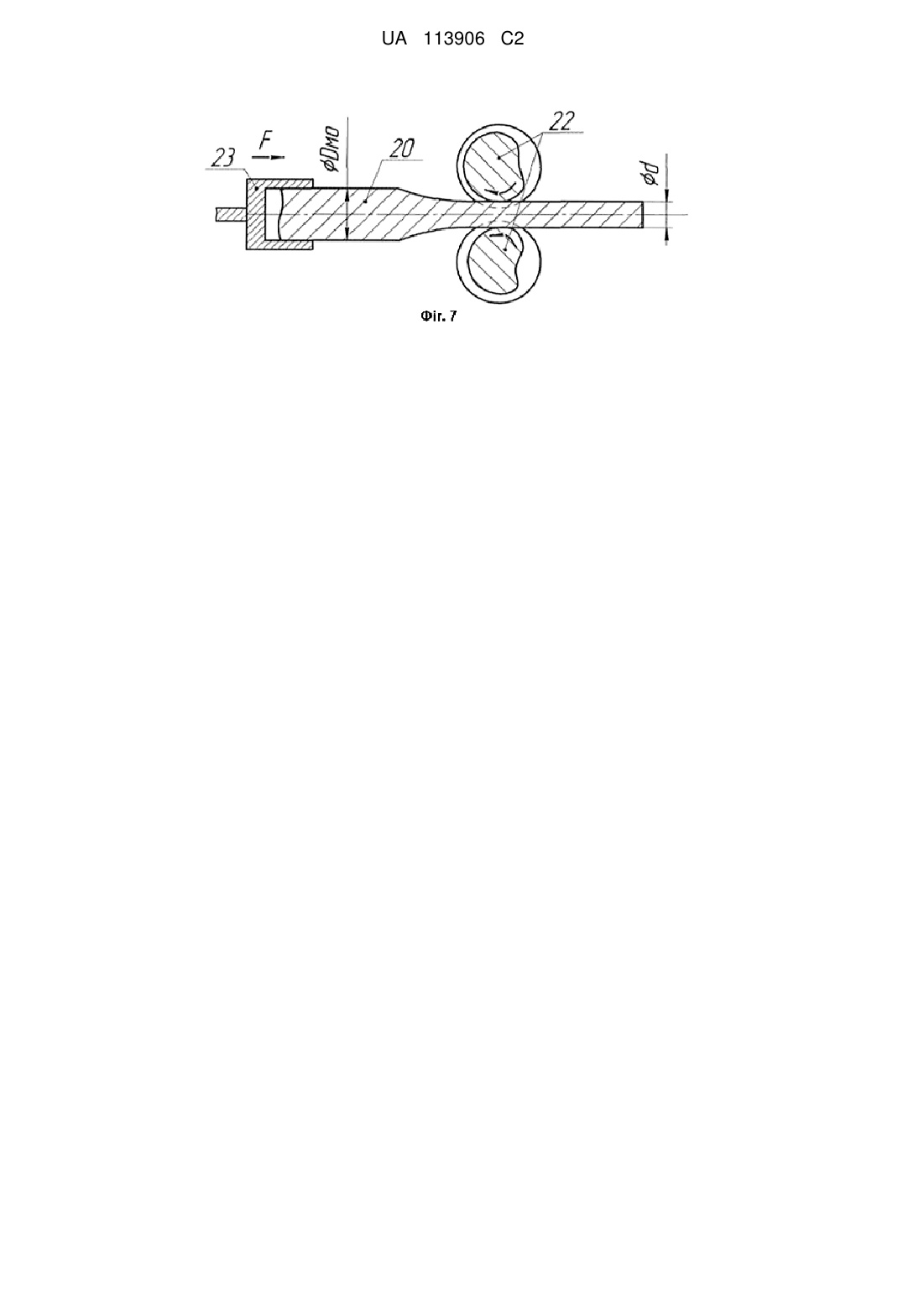
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що поздовжню прокатку мірних відрізків зливків на пілігримовому стані ведуть на початку прокатки при температурі 1180-1230 ºС, а в кінці прокатки при температурі не нижче 1000 ºС.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують з сумарним коефіцієнтом витяжки, рівним 4,5-8.
Текст
Реферат: Винахід належить до виробництва суцільних залізничних осей. Спосіб виробництва суцільних залізничних осей включає виплавку, вакуумування та розливання сталі з електромагнітним перемішуванням, різання зливків на відрізки, поздовжню прокатку відрізків на пілігримовому стані, різання прокатаних відрізків на заготовки, нагрів, висадку, термообробку та обточування заготовок по зовнішній поверхні. Згідно з винаходом, сталь вакуумують до вмісту водню не -4 більше 1,5 %10 , розливання сталі виконують зі швидкістю 0,33-0,35 м/хв, поздовжню прокатку відрізків виконують у два проходи з обтисненням в першому проході до 70-130 мм, а в другому проході до 140-190 мм. Після різання прокатаних відрізків отримані заготовки нагрівають в печі до досягнення температури кінцевих ділянок, рівної 1100-1265 ºС. При висадці заготовки одночасно виконують висадку обох кінцевих ділянок, а також калібрування середньої частини з осьовим зусиллям, рівним 300-1100 т. Після заповнення металом порожнин штампів осьове зусилля впливу преса на кінцеві ділянки заготовки збільшують і витримують при цьому навантаженні. Технічний результат: підвищення якості вироблених залізничних осей. UA 113906 C2 (12) UA 113906 C2 UA 113906 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до виробництва суцільних залізничних осей для рухомого складу залізничного транспорту. З рівня техніки відомі способи виготовлення суцільних залізничних осей, що включають в основному операцію обробки заготовки тиском, прокаткою, куванням або штампуванням з отриманням круглого профілю з періодично повторюваним по довжині діаметром окремих опорних ділянок суцільної залізничної осі, реалізовані в наступних технічних рішеннях: "Способ прокатки сплошных и полых круглых периодических профилей на трехвалковом стане" SU145512 (A1) (А.И.Целиков и другие) B21H8/00; 30.11.1961 [1]; "Способ прокатки сплошных железнодорожных осей на трехвалковом стане" SU1407646 (A1) (Институт черной металлургии, Всесоюзный научно-исследовательский и проектноконструкторский институт металлургического машиностроения им А.И. Целикова "ВНИИМЕТМАШ" и Днепровский металлургический комбинат им. Дзержинского) B21H1/00; 07.07.1988 [2]; "Способ прокатки сплошных железнодорожных осей" RU2164190 (C2) (Научнопроизводственное общество с ограниченной ответственностью с иностранными инвестициями "ДОНИКС")(UA) B21H1/00; 20.03.2001 [3]; "Спосіб прокатування суцільних залізничних осей" UA55087 (U) (Відкрите акціонерне товариство "Дніпровський металургійний комбінат ім. Ф.Е. Дзержинського") B21H1/00; 10.12.2010 [4]; "Improvements in methods of forging railway axles" GB772724 (A) (BENJAMIN EDWARD HOOD; THOMAS ALBERT HOOD) B21K1/06; 17.04.1957 [5]; "Method of making axles" EP0044783 (B1) (FRANCAIS ACIERS SPECIAUX) (FR), B21J1/06; B21J5/08; B21K1/00; B21K1/10;B21K7/00; 27.07.1983 [6]; "Method of manufacturing axles and the like" US2212903 (A) (STEIGERWALT ALBERT B) (US) B21K1/06; 27.08.1940 [7]; "Method for manufacturing an axle" US8122580 (B2) (POTJE RICHARD GERARD, US; DUNAGAN TIMOTHY, US; MEYER JON EDMOND, US; COWAN JAMES A, US; AMERICAN RAILCAR IND INC, US) B23P25/00; B23P17/00; B23Q7/00; C21D8/00; 28.02.2012 [8]. Загальним недоліком відомих способів [1-8] є те, що в них не розглядається повний комплекс технологічних операцій та їх режимів, що стосуються технології виробництва суцільних залізничних осей від виплавки металу до отримання готової суцільної залізничної осі, так як в основному згадані способи включають операції обробки заготовки тиском, в тому числі прокаткою, куванням або штампуванням з отриманням круглого профілю з періодично повторюваним по довжині діаметром окремих опорних ділянок суцільної залізничної осі. Відомий також спосіб виробництва порожніх залізничних осей, який може бути використаний (без операції прошивки заготовки) і для суцільних залізничних осей, і є найбільш близьким аналогом-прототипом до заявленого способу виробництва суцільних залізничних осей за загальною кількістю технологічних операцій (суттєвих ознак) ["Ось из бесшовной трубы для железнодорожного транспортного средства и способ изготовления оси из бесшовной стальной трубы для железнодорожного транспортного средства" RU2487951 (C2) (В энд М ДУ БРАЗИЛ С/А (BR); (V EHND M DU BRAZIL S/A (BR)) C21D9/28; 20.07. 2013] [9]. Відомий спосіб [9] має з заявленим способом загальні ознаки, що включають виплавку сталі, вакуумування сталі, розливання сталі з електромагнітним перемішуванням, відрізку від застиглої сталі зливків, різання зливків на мірні відрізки, поздовжню прокатку мірних відрізків зливків на пілігримовому стані, різання прокатаних на пілігримовому стані мірних відрізків зливків на заготовки, нагрівання заготовок, висадку заготовок на пресі в закритих штампах, термообробку заготовок, обточування заготовок по зовнішній поверхні до отримання заданих геометричних параметрів готової залізничної осі і дефектоскопію залізничної осі. Відомий спосіб [9] виготовлення порожнистої трубчастої осі для залізничного транспортного засобу з безшовної сталевої труби характеризується тим, що він включає наступні етапи, на яких: виплавляють матеріал з металевого сплаву з утворенням сталевого сплаву, розливають розплавлений матеріал з утворенням зливків, нагрівають зливки в нагрівальній печі для прошивки, ведуть прокатку і прошивку зливків, подовжують прошиті вироби за допомогою пілігримового стану або стану для прокатки на оправці, стану МРМ, стану або стану ПКФподовжувача системи Ассель з утворенням порожнистих заготовок, здійснюють обробку порожніх заготовок з перетворенням їх у безшовні труби, здійснюють ковку безшовних труб з перетворенням їх у осі, викувані з безшовних труб, для залізничного транспортного засобу. Після етапу плавлення спосіб включає етап додаткового рафінування в тигельній печі, в ході якого здійснюється регулювання хімічного складу сталевого сплаву, і металургійна обробка кальцієм-кремнієм, а після етапу додаткового рафінування етап вакуумування. 1 UA 113906 C2 5 10 15 20 25 30 35 40 45 50 55 60 Етап розливання здійснюють при електромагнітному перемішуванні, а після етапу розливання злиток піддають етапу додаткового нагрівання при температурі від 880 °C до 1300 °C протягом від 1 до 48 год. Етап нагрівання для прошивання зливків здійснюють у нагрівальній печі при температурі від 1000 °C до 1300 °C. Перед етапом кування безшовні труби піддають нормалізації, при якій безшовні труби витримують при температурах від 880 °C до 950 °C протягом щонайменше 10 хв, після чого безшовні труби піддають повітряному охолодженню. Перед етапом кування безшовні труби гартують, причому безшовні труби витримують при температурах від 880 °С до 950 °С протягом щонайменше 10 хв, а потім здійснюють відпуск трубчастих осей за допомогою середовища, вибраного з води і масла. Безшовні труби піддають відпуску в нагрівальній печі, де їх витримують при температурі від 400 °C до 700 °C протягом щонайменше 10 хв, після чого піддають повітряному охолодженню. Перед етапом кування виконують етап інспекції труб за допомогою неруйнівного контролю з визначенням розмірів і неоднорідностей поверхні, а після етапу інспекції виконують етап обробки, який включає механічну обробку всієї внутрішньої поверхні безшовних труб. Перед етапом кування виконують етап висадки, при якому безшовні труби нагрівають до температури між 800 °C і 1300 °C в області, в якій збільшується товщина, після чого прикладають поздовжнє стискуюче зусилля в осьовому напрямку безшовних труб за допомогою просування висадочного інструменту. Етап кування здійснюють у діапазоні температур від 800 °C до 1300 °C за допомогою щонайменше двох відкритих матриць, які виконують коливання в радіальному напрямку і мають змінний хід додаткового осьового висадочного інструменту і маніпулятора для перенесення і обертання безшовної труби, виконаного з можливістю управління пристроєм ЧПУ. Етап кування здійснюють у діапазоні температур від кімнатної до 1300 °C за допомогою матриці, яка обтискає в осьовому і радіальному напрямках щонайменше один з кінців труби, зменшуючи діаметр і перетворюючи її в ковану вісь. При куванні в гарячому стані додатково здійснюють етап охолодження після кування, який здійснюють в середовищі, вибраному з: повітря, стиснутого повітря, води і масла. Спосіб включає етап нормалізації щонайменше частини трубної осі з використанням печі для нагрівання до температур від 880 °C до 950 °C протягом щонайменше 10 хвилин витримки та охолодження на повітрі. Спосіб включає етап загартування щонайменше частини трубної осі з використанням для аустенізації печі для нагрівання до температур від 880 °C до 950 °C протягом щонайменше 10 хв витримки і швидкого охолодження водою. Спосіб включає етап відпуску щонайменше частини трубної осі з використанням печі для повторного нагріву до температур від 400 °C до 700 °C протягом щонайменше 10 хв витримки і повітряного охолодження. Етап обробки включає щонайменше один з таких етапів: дробоструминної обробки внутрішньої поверхні труби, випрямлення труби, внутрішньої механічної обробки оглядових каналів на двох кінцях труби, зняття фасок по кромці внутрішнього діаметра оглядових отворів труби і механічної обробки щонайменше двох різьбових і плавно поглиблених каналів на кожному кінці. Після етапу обробки до щонайменше частини кованої осі застосовують етап термообробки у вигляді гартування і відпускання. Спосіб включає після етапу обробки етап неруйнівного контролю для визначення поверхневих дефектів на викуваній осі. Порожня вісь, виготовлена з безшовної сталевої труби для залізничного транспортного засобу, відрізняється тим, що сталева труба складається з сплаву, що містить залізо, від 0,32 до 0,42 ваг. % вуглецю, від 1,10 до 1,70 ваг. % марганцю, при цьому готова вісь має наступні характеристики: мінімальна межа текучості 520 МПа, мінімальна міцність на розрив 750 МПа і мінімальне відносне подовження 16 % і границя втомленості 120 МПа або 170 МПа. Сталевий сплав осі містить щонайменше один з таких елементів: до 0,020 ваг. % сірки, до 0,020 ваг. % фосфору, від 0,10 до 0,45 ваг. % алюмінію, від 0,10 до 0,35 ваг. % кремнію, від 0,10 до 0,30 ваг. % молібдену, від 0,010 до 0,050 ваг. % ніобію і від 0,05 до 0,27 ваг. % ванадію. Недоліками відомого способу [9] є наступні недосконалості його технологічних операцій та їх режимів: 1) не визначено оптимальний вміст водню (Н) в сталі при вакуумуванні, так як його підвищений вміст знижує міцнісні фізико-механічні властивості сталі заготовки і якість залізничної осі, що виготовляється; 2 UA 113906 C2 5 10 15 20 25 30 35 40 45 50 55 60 2) розливання сталі з електромагнітним перемішуванням виконують з неоптимальною швидкістю і з неоптимальними параметрами електромагнітного перемішування; 3) поздовжню прокатку на пілігримовому стані виконують не в оптимальних режимах прокатки, що призводить до утворення кінцевого недокату - пільгерголовки, необхідності її видалення, що збільшує витрату металу, підвищує вартість процесу виготовлення осі, а також знижує міцнісні фізико-механічні властивості сталі заготовки і якість виготовляється залізничної осі; 4) висадку кінцевих ділянок заготовки виконують неоптимальним зусиллям, а також без урахування характеру заповнення порожнин закритих штампів преса, що знижує міцнісні фізикомеханічні властивості сталі заготовки, якість і точність геометричних параметрів залізничної осі, що виготовляється. Технічною задачею, на вирішення якої спрямовано винахід, є удосконалення способу виробництва суцільних залізничних осей шляхом: 1) вибору оптимального вмісту водню (Н) в сталі при вакуумуванні, так як його підвищений вміст знижує міцнісні фізико-механічні властивості сталі заготовки і якість залізничної осі, що виготовляється; 2) вибору оптимальної швидкості розливання сталі і оптимальних параметрів роботи електромагнітних котушок при електромагнітному перемішуванні; 3) вибору оптимальних прийомів і режимів поздовжньої прокатки на пілігримовому стані, при яких виключається утворення кінцевого недокату - пільгерголовки, що підлягає видаленню в обрізь, що зменшує витрату металу; 4) вибору оптимальних режимів нагрівання заготовки, зусиль і прийомів їх застосування при висадці кінцевих ділянок заготовки з урахуванням характеру заповнення порожнин закритих штампів преса. Технічний результат, який досягається при вирішенні поставленої технічної задачі, полягає у підвищенні якості вироблених суцільних залізничних осей. Поставлена технічна задача вирішується, а технічний результат досягається тим, що в способі виробництва суцільних залізничних осей, що включає виплавку сталі, вакуумування сталі, розливання сталі з електромагнітним перемішуванням, відрізання від застиглої сталі зливків, різання зливків на мірні відрізки, поздовжню прокатку мірних відрізків зливків на пілігримовому стані, різання прокатаних на пілігримовому стані мірних відрізків зливків на заготовки, нагрівання заготовок, висадку заготовок на пресі в закритих штампах, термообробку заготовок, обточування заготовок по зовнішній поверхні до отримання заданих геометричних параметрів готової залізничної осі і дефектоскопію залізничної осі, згідно з винаходом, сталь -4 вакуумують до вмісту водню не більше 1,510 %, розливання сталі з електромагнітним перемішуванням виконують зі швидкістю 0,33-0,35 м/хв, поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують в два проходи з обтисненням в першому проході до 70-130 мм, а в другому проході до 140-190 мм до отримання діаметра прокатаного мірного відрізка зливка, рівного меншому діаметру залізничної осі, причому після поздовжньої прокатки мірного відрізка зливка на пілігримовому стані довжиною 2-5 його діаметра, процес прокатки призупиняють, прокатуваний мірний відрізок зливка витягають, розвертають на 180 градусів і продовжують процес прокатки в тих же режимах, а після різання прокатаних мірних відрізків зливків на заготовки перед висадкою заготовок на пресі в закритих штампах, згадані заготовки нагрівають в печі по всій довжині до досягнення температури кінцевих ділянок, рівної 1100-1265 °С, причому при висадці заготовки на пресі в закритих штампах одночасно виконують висадку обох кінцевих ділянок і калібрування середньої частини з осьовим зусиллям, рівним 300-1100 т, а після заповнення металом порожнин штампів осьове зусилля збільшують на 10-40 % і витримують при цьому навантаженні протягом 10-50 сек. -4 % Вакуумування сталі до вмісту водню не більше 1,510 забезпечує оптимальний показник співвідношення якості і собівартості. -4 При вмісті водню більше 1,510 % в сталі виникають флокени - остаточний брак у вигляді подальших внутрішніх тріщин. -4 При вмісті водню 1,510 % сталь виходить хорошої якості, однак зростають енерговитрати і собівартість. Виконання розливання сталі з електромагнітним перемішуванням зі швидкістю 0,33-0,35 м/хв забезпечує оптимальний режим перемішування для кристалізації розплаву сталі, що зменшує ймовірність отримання брака і, відповідно, істотно підвищує якість зливка, заготовки та суцільної залізничної осі, що виготовляється. Крім того, при більшій швидкості розливання не встигає кристалізуватися достатньої товщини скоринка на зливку, що призводить до розриву скоринки, з якої витікає рідкий метал. 3 UA 113906 C2 5 10 15 20 25 30 35 40 45 50 55 60 Це може призвести до зриву процесу розливання і, отже, до аварії на розливній машині. При меншій швидкості розливання - падає продуктивність, а при дуже малих швидкостях застигає метал в кристалізаторі, що зупиняє процес розливання. Завдяки виконанню поздовжньої прокатки мірних відрізків зливків на пілігримовому стані, яку виконують в два проходи з обтисненням в першому проході до 70-130 мм, а в другому проході до 140-190 мм до отримання діаметра прокатаного мірного відрізка зливка, рівного меншому діаметру залізничної осі, забезпечується сумарний коефіцієнт витяжки, рівний 4,5-8, що сприяє подрібненню литої структури металу, його ущільнення по всьому об'єму від зовнішньої поверхні до центру, що зумовлює поліпшення якості металу. У зв'язку з тим, що після поздовжньої прокатки мірного відрізка зливка на пілігримовому стані довжиною 2-5 його діаметра, процес прокатки призупиняють, прокатуваний мірний відрізок зливка витягають, розвертають на 180 градусів і продовжують процес прокатки в тих же режимах, досягається поздовжня прокатка мірного відрізка зливка без утворення пільгерголовки, що ущільнює структуру металу підвищує її якість і додатково знижує витрату металу від 900 до 1100 кг на один мірний відрізок зливка. Завдяки тому, що після різання прокатаних мірних відрізків зливків на заготовки перед висадкою заготовок на пресі в закритих штампах, згадані заготовки нагрівають в печі по всій довжині до досягнення температури кінцевих ділянок, рівної 1100-1265 °С, відбувається нагрівання заготовок до оптимальної температури, необхідної для пластичної деформації сталі при подальшій якісній висадці кінцевих ділянок заготовки. У зв'язку з тим, що при висадці заготовки на пресі в закритих штампах одночасно виконують висадку обох кінцевих ділянок і калібрування середньої частині з осьовим зусиллям, рівним 3001100 т, забезпечується комплексна деформація і формоутворення всіх елементів заготовки. За рахунок того, що після заповнення металом порожнин штампів осьове зусилля збільшують на 10-40 % і витримують при цьому навантаженні протягом 10-50 сек., створюється підвищене зусилля висадки для повного заповнення порожнин закритих штампів, що максимально забезпечує необхідну форму і геометричні параметри заготовки залізничної осі і досягається підвищення якості та зниження витрат на інструментальну механічну обробку. Згадані головні відмінності вдосконаленого способу виробництва суцільних залізничних осей в сукупності з відомими ознаками забезпечують досягнення поставленого технічного результату, який полягає у підвищенні якості вироблених суцільних залізничних осей. Крім того, додатково знижуються витрати металу. Вдосконалений спосіб виробництва суцільних залізничних осей має й інші додаткові відмінності, які підвищують або створюють додатковий технічний результат. Розливання сталі з електромагнітним перемішуванням виконують з використанням глуходонних заглибних стаканів. Це дає можливість створення в проміжному ковші ламінарного потоку сталі, що сприяє відділенню неметалічних включень, що в свою чергу дозволяє поліпшити чистоту сталі. Розливання сталі з електромагнітним перемішуванням виконують при режимі роботи електромагнітних котушок в зоні первинного охолодження в інтервалі 1,5Гц/140А-1,5Гц/160А, в зоні вторинного охолодження в інтервалі 12Гц/250А-12Гц/400А. Завдяки такому режиму роботи електромагнітних котушок забезпечується обертання струменя металу в кристалізаторі зі швидкістю, при якій неметалеві включення витискаються з металу на периферію. Обертання металу за допомогою електромагнітних котушок в заданих режимах оптимізують довжину усадочної раковини. Після розливання сталі з електромагнітним перемішуванням і відрізання від застиглої сталі зливків, згадані зливки уповільнено охолоджують, наприклад, в термокарманах протягом не менше 48 годин до температури навколишнього середовища. Уповільнене охолодження зливків в термокарманах дозволяє отримати рівномірну структуру металу в їх поперечному перерізі, і в партії зливків (від першого до останнього). 48 годин прийняті з умов максимальної швидкості розливання сталі. Перед поздовжньої прокаткою на пілігримовому стані, мірні відрізки зливків нагрівають протягом 8-10 годин до температури 1180-1230 °С. За рахунок такого режиму нагріву мінімізуються напруги в перетині мірних відрізків зливків в процесі нагрівання. Поздовжню прокатку мірних відрізків зливків на пілігримовому стані ведуть на початку прокатки при температурі 1180-1230 °С, а в кінці прокатки при температурі не нижче 1000 °С. Це забезпечує обробку металу мірних відрізків зливків при мінімальних енергетичних витратах, а також зниження кінематичних режимів процесів прокатки. 4 UA 113906 C2 5 10 15 20 25 30 35 40 45 50 55 60 При цьому вибрана температура в кінці прокатки не нижче 1000 °С, забезпечує відсутність фазових перетворень. Поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують з сумарним коефіцієнтом витяжки, рівним 4,5-8. За рахунок прокатки мірних відрізків зливків з таким сумарним коефіцієнтом витяжки забезпечується обробка кожного елементарного об'єму металу. При менших коефіцієнтах витяжки, в центральній частині мірних відрізків зливків можуть залишатися недеформовані ділянки, в яких величина зерна не відповідає вимогам, пред'явленим до готових виробів. Надалі пропонований спосіб виробництва суцільних залізничних осей в загальному випадку пояснюється наведеною сукупністю технологічних операцій і пояснюється кресленнями, а також конкретним прикладом його здійснення з посиланнями на креслення та позначення на них. На Фіг. 1 зображена схема виплавки сталі в електричній печі. На Фіг. 2 зображена схема вакуумування розплаву сталі у вакуумній камері. На Фіг. 3 зображена схема розливання сталі з електромагнітним перемішуванням з відрізанням від застиглої сталі зливків. На Фіг.4 зображена схема уповільненого охолодження зливків в термокарманах. На Фіг. 5 зображена схема різання зливків на мірні відрізки. На Фіг. 6 зображена схема нагріву мірних відрізків зливків в нагрівальній печі перед поздовжньою прокаткою на пілігримовому стані. На Фіг. 7 зображена схема поздовжньої прокатки мірних відрізків зливків на пілігримовому стані (пряма прокатка - 1 етап). На Фіг. 8 зображена схема поздовжньої прокатки мірних відрізків зливків на пілігримовому стані (зворотна прокатка - 2 етап). На Фіг. 9а, б зображена заготовка після традиційної поздовжньої прокатки мірних відрізків зливків на пілігримовому стані (тільки пряма прокатка) з утворенням кінцевого недокату пільгерголовки, що підлягає видаленню в обрізь. На Фіг. 10 зображена схема різання прокатаних на пілігримовому стані мірних відрізків зливків на заготовки. На Фіг. 11 зображена схема нагріву заготовок в нагрівальній печі. На Фіг. 12 зображена схема висадки обох кінцевих ділянок і калібрування середньої частини заготовок на пресі в закритих штампах. На Фіг. 13 зображена схема термообробки заготовок в нагрівальній печі. На Фіг. 14 зображена схема обточування заготовок по зовнішній поверхні до отримання заданих геометричних параметрів готової суцільної залізничної осі. На Фіг. 15 зображена готова суцільна залізнична вісь. На Фіг. 16 зображена схема місць дефектоскопії готової суцільної залізничної осі. У загальному випадку спосіб виробництва суцільних залізничних осей здійснюють у такій послідовності технологічних операцій, які пояснюються схемами (Фіг. 1-16). При здійсненні удосконаленого способу виробництва суцільних залізничних осей послідовно виконують такі технологічні операції, що включають: виплавку сталі (Фіг. 1), вакуумування сталі (Фіг. 2), розливання сталі з електромагнітним перемішуванням з відрізанням від застиглої сталі зливків (Фіг. 3), уповільнене охолодження зливків в термокарманах (Фіг. 4), різання зливків на мірні відрізки (Фіг. 5), нагрівання мірних відрізків зливків перед поздовжньою прокаткою на пілігримовому стані (Фіг. 6), поздовжню прокатку мірних відрізків зливків на пілігримовому стані (Фіг. 7-9), різання прокатаних на пілігримовому стані мірних відрізків зливків на заготовки (Фіг. 10), нагрівання заготовок після різання прокатаних мірних відрізків зливків на заготовки перед висадкою заготовок на пресі в закритих штампах (Фіг. 11), висадку заготовок на пресі в закритих штампах (Фіг. 12), термообробку заготовок після висадки заготовок на пресі в закритих штампах (Фіг. 13), обточування заготовок (Фіг. 14) по зовнішній поверхні до отримання заданих геометричних параметрів готової залізничної осі (Фіг. 15) і дефектоскопію залізничної осі (Фіг. 16). Головними удосконаленнями способу виробництва суцільних залізничних осей є такі особливості технологічних операцій. 5 UA 113906 C2 -4 5 10 15 20 25 30 35 40 45 50 55 60 Сталь вакуумують до вмісту водню не більше 1,510 % (Фіг. 2). Розливання сталі з електромагнітним перемішуванням виконують зі швидкістю 0,33-0,35 м/хв (Фіг. 3). Поздовжню прокатку (Фіг. 7, 8) мірних відрізків зливків на пілігримовому стані виконують в два проходи з обтисненням в першому проході до 70-130 мм, а в другому проході до 140-190 мм до отримання діаметра прокатаного мірного відрізка зливка, рівного меншому діаметру залізничної осі. Після поздовжньої прокатки мірного відрізка зливка на пілігримовому стані довжиною 2-5 його діаметра, процес прокатки призупиняють, прокатуваний мірний відрізок зливка витягають, розвертають на 180 градусів і продовжують процес прокатки в тих же режимах. За рахунок цього досягається поздовжня прокатка мірного відрізка зливка без утворення пільгерголовки (Фіг. 9), що ущільнює структуру металу, підвищує її якість і додатково знижує витрати металу від 900 до 1100 кг на один мірний відрізок зливка. Після різання прокатаних мірних відрізків зливків на заготовки (Фіг. 10) перед висадкою заготовок на пресі в закритих штампах (Фіг. 12), згадані заготовки нагрівають в печі по всій довжині до досягнення температури кінцевих ділянок, рівної 1100-1265 °С. При висадці заготовки на пресі в закритих штампах одночасно виконують висадку обох кінцевих ділянок і калібрування середньої частини з осьовим зусиллям, рівним 300-1100 т. Після заповнення металом порожнин штампів осьове зусилля збільшують на 10-40 % і витримують при цьому навантаженні протягом 10-50 сек. Додатковими удосконаленнями способу виробництва суцільних залізничних осей є такі особливості технологічних операцій. Розливання сталі з електромагнітним перемішуванням виконують з використанням глуходонних заглибних стаканів. Розливання сталі з електромагнітним перемішуванням виконують при режимі роботи електромагнітних котушок в зоні первинного охолодження в інтервалі 1,5Гц/140А-1,5Гц/160А, в зоні вторинного охолодження в інтервалі 12Гц/250А-12Гц/400А. Після розливання сталі з електромагнітним перемішуванням і відрізання від застиглої сталі зливків, згадані зливки уповільнено охолоджують, наприклад, в термокарманах протягом не менше 48 годин до температури навколишнього середовища. Перед поздовжньою прокаткою на пілігримовому стані, мірні відрізки зливків нагрівають протягом 8-10 годин до температури 1180-1230 °С. Поздовжню прокатку мірних відрізків зливків на пілігримовому стані ведуть на початку прокатки при температурі 1180-1230 °С, а в кінці прокатки при температурі не нижче 1000 °С. При цьому поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують з сумарним коефіцієнтом витяжки, рівним 4,5-8. Приклад. У прикладі конкретного виконання спосіб виробництва суцільних залізничних осей здійснювали наступним чином з посиланнями на креслення (Фіг. 1-16) і позначення (1-40) на них. Дослідний зразок був отриманий в ході здійснення послідовних технологічних процесів і операцій: Спочатку виконували виплавку сталі (Фіг. 1). Розплавлену сталь 1 отримували в електродуговій печі 2 за допомогою електродів 3. Потім виконували процес вакуумування сталі 1 (Фіг. 2). Ківш 4 зі сталлю 1 містили у вакуумну камеру 5. За допомогою парогенератора створювалося розрідження повітря. Оптимальний тиск при вакуумуванні сталі 1 не повинно перевищувати 1 Тор, а сам процес -4 вакуумування сталі тривав 15 хвилин до досягнення вмісту водню (Н) в ній 1,4510 %. Після етапу вакуумування сталі 1 виконували безперервне розливання сталі 1 з електромагнітним перемішуванням (Фіг. 3). Розливання сталі 1 з електромагнітним перемішуванням виконували з розливного ковша 6 в проміжний ківш 7 в глуходонні заглибні стакани 8 на розливному майданчику 9. Це дало можливість створити в проміжному ковші 7 ламінарний потік сталі 1, що сприяло відокремленню неметалічних включень і поліпшенню чистоти сталі 1. Швидкість розливання сталі 1 становила 0,33-0,35 м/хв, що забезпечувало оптимальний режим перемішування, необхідний для кристалізації розплаву сталі 1. При розливанні сталі 1 зі згаданою швидкістю допускалася зміна швидкості розливання не більше ніж на 0,01 м/хв в заданому діапазоні з витримкою зміненої швидкості протягом не менше 2 хв. 6 UA 113906 C2 5 10 15 20 25 30 35 Тобто, якщо змінюється швидкість розливання сталі 1 з 0,33 м/хв до 0,34 м/хв, цей процес повинен займати не менше 2 хв. Тому конкретний процес зміни швидкості розливання сталі 1 від 0,34 м/хв до 0,35 м/хв, або з 0,34 м/хв до 0,33 м/хв також відбувався протягом не менше 2 хв. За рахунок цієї зміни згаданої швидкості не більше ніж на 0,01 м/хв з витримкою зміненої швидкості протягом не менше 2 хв підвищується якість застиглої сталі 10, додатково підвищується продуктивність, і надійність процесу безперервного розливання сталі 1. У разі перевищення швидкості розливання сталі 1, можлива втрата струменя сталі 1 в процесі розливання, або збільшення довжини осадової раковини і погіршення якості внутрішньої частини зливка 6. У разі зміни згаданої швидкості не більше ніж на 0,01 м/хв з витримкою зміненої швидкості протягом менше 2 хв метал не встигає охолонути, скоринка не досягає певної величини, тому можлива втрата струменя сталі 1. Розливання сталі 1 з електромагнітним перемішуванням виконували при режимі роботи електромагнітних котушок 11, 12 в зоні 13 первинного охолодження 1,5Гц/150А, а в зоні 14 вторинного охолодження 12Гц/300А. Завдяки таким режимам роботи електромагнітних котушок 11,12 забезпечувалося обертання струменя сталі 1 в зонах кристалізації - зонах первинного і вторинного 14 охолодження зі швидкістю, при якій неметалеві включення витискаються з металу на периферію. Обертання струменя сталі 1 за допомогою електромагнітних котушок 11, 12 в заданих режимах оптимізує довжину усадочної раковини застиглої сталі 10. Після етапу розливання сталі 1 з електромагнітним перемішуванням, проводилося різання застиглої сталі 10 на зливки 15 за допомогою газового різака 16 (Фіг. 3) для подальшого різання їх на мірні відрізки зливків. Довжина зливка 15 становила 11,5-12,5 м. Потім ці зливки 15 уповільнено охолоджували в термокарманах 17 з кришками 18 протягом 50 годин до температури навколишнього середовища (Фіг. 4). Це дозволило створити рівномірну структуру металу в поперечному перерізі зливків 15. Після охолодження зливки 15 за допомогою пилки 19 розрізали на мірні відрізки 20 зливків (Фіг. 5). Наступним етапом було нагрівання мірних відрізків зливків 20 перед поздовжньою прокаткою на пілігримовому стані в кільцевій нагрівальній печі 21, в якій мірні відрізки зливків 20 нагрівалися до температури 1200 °C протягом 9 годин (Фіг. 6). Після цього, відбувався процес поздовжньої прокатки (Фіг. 7, 8) мірних відрізків зливків 20 на пілігримовому стані за допомогою валків 22, захвату 23 в два проходи до отримання прокатаних мірних відрізків зливків 24 (Фіг. 7, 9). Спочатку діаметр мірних відрізків зливків 20 дорівнював Dмo 470 мм , обтиснення в першому проході склало D1 120 мм , у другому проході обтиснення склало 40 D1 120 мм . Після поздовжньої прокатки мірних відрізків зливків 20 на пілігримовому стані в два проходи отримали прокатані мірні відрізки зливків 24 діаметром, рівним найменшому діаметру залізничної осі d 170 мм . Сумарний коефіцієнт витяжки розраховується за формулою: 45 50 55 D2заг d2 470 2 ) /( )( ) 7.64 , (1) 4 4 170 де: Dм о - діаметр мірних відрізків зливків 20 до процесу прокатки; ( d - остаточний діаметр прокатаних мірних відрізків зливків 24 після процесу прокатки. Після поздовжньої прокатки мірного відрізка зливка 20 на пілігримовому стані довжиною 2-5 його діаметра, процес прокатки призупиняли, прокатуваний мірний відрізок зливка 20 витягували, розвертали на 180 градусів і продовжували процес прокатки в тих же режимах, що дозволило знизити витрати металу на 950 кг на один прокатаний мірний відрізок зливка 24. За рахунок цього досягалася поздовжня прокатка мірного відрізка зливка 20 без утворення пільгерголовки 25 (Фіг. 9а, б), що ущільнює структуру металу прокатаного мірного відрізка зливка 24, підвищує його якість і додатково знижує витрати металу від 900 до 1100 кг на один прокатаний мірний відрізок зливка 24. 7 UA 113906 C2 5 10 15 20 25 30 35 40 45 50 55 60 Після процесу поздовжньої прокатки на пілігримовому стані виконували різання прокатаних мірних відрізків зливка 24 на 6-9 заготовок 26 виготуваної залізничної осі, довжиною 2100-2400 мм за допомогою пилки 27 (Фіг. 10). Після різання прокатаних мірних відрізків зливків 24 на заготовки 26 перед висадкою заготовок 26 на пресі в закритих штампах, згадані заготовки 26 нагрівали в кільцевій нагрівальній печі 28 по всій довжині до досягнення температури кінцевих ділянок, рівної 1260 °С (Фіг. 11). Потім, заготовки 26 були поміщені в закриті штампи 29 для здійснення висадки пуансонами 30 преса обох кінцевих ділянок 31 і калібрування середньої частини 32 заготовки 26 (Фіг. 12). Осьове зусилля Р, створюване пуансонами 30 преса, склало 500 т до заповнення металом порожнин 33 штампів 29, після чого осьове зусилля P було збільшено на 25 % до 625 т, і витримувалося протягом 30 сек. Після процесу висадки обох кінцевих ділянок 31 заготовки 26 з уже висадженими кінцевими ділянками 31 уповільнено охолоджували і термообробляли в кільцевій печі 34 (Фіг. 13). Термообробка використовувалася для поліпшення оброблюваності заготовки різанням, та забезпечення комплексу механічних властивостей металу, передбачених нормативною документацією. Термообробка виконувалася в діапазоні температур, рівному 840±15 °C. За рахунок такого температурного режиму, подрібнюється ферито-перлітна структура зерна заготовки 26, в результаті чого розмір зерна не перевищував 5 балів. Потім здійснювали процес чистового токарного обточування заготовки 26 різцем 35 на токарному верстаті (Фіг. 14) до отримання остаточної форми і геометричних параметрів готової суцільної залізничної осі 36 (Фіг. 15), що включає кінцеві частини 37, передпідступичні (галтельні) частини 38, підступичні частини 39 і середні частини 40. Після всіх вищезазначених операцій, готові суцільні залізничні осі 36 проходили етап дефектоскопії для виявлення можливих дефектів у зоні кінцевих частин 37, передпідступичних (галтельних) частин 38, підступичних частин 39 і середньої частини 40. Дослідні дані показали, що характеристики міцності а, отже, і якості дослідних зразків суттєво підвищувалися в порівнянні з суцільними залізничними осями, виготовленими традиційним способом, а також за відомим способом [9]. Таким чином, за рахунок удосконалення способу виробництва суцільних залізничних осей шляхом: вибору оптимального вмісту водню (H) в сталі при вакуумуванні, так як його підвищений вміст знижує міцнісні фізико-механічні властивості сталі заготовки і якість продукції, що виготовляється залізничної осі; вибору оптимальної швидкості розливання сталі з електромагнітним перемішуванням; вибору оптимальних прийомів і режимів поздовжньої прокатки на пілігримовому стані, при яких виключається утворення кінцевих недокатів - пільгерголівок, що підлягає видаленню в обрізь, що ущільнює структуру металу і зменшує витрату металу; вибору оптимальних режимів нагрівання заготовки, зусиль і прийомів їх застосування при висадці кінцевих ділянок заготовки з урахуванням характеру заповнення порожнин закритих штампів пресу, забезпечується досягнення поставленого технічного результату: підвищення якості вироблених суцільних залізничних осей. Наведені відомості підтверджують можливість промислового виконання запропонованого способу виробництва суцільних залізничних осей, який може знайти широке застосування при виготовленні осей коліс рухомого складу залізничного транспорту, тому що суттєво підвищує якість вироблених суцільних залізничних осей. При цьому запропонований спосіб стосується в основному удосконалення прийомів і параметрів окремих операцій технологічного процесу, не вимагає великих капітальних витрат і може бути здійснений на існуючому технологічному обладнанні металургійних підприємств з виготовлення прокаткою і висадкою суцільних і порожнистих залізничних осей та інших періодичних профілів. Перелік позначень: 1) рідкий метал (сталь); 2) електродугова піч; 3) електроди; 4) ківш; 5) вакуумна камера; 6) розливний ківш; 8 UA 113906 C2 5 10 15 20 25 30 7) проміжний ківш; 8) глуходонні заглибні стакани; 9) розливна майданчик; 10) застигла сталь; 11) електромагнітна котушка первинної зони охолодження; 12) електромагнітна котушка вторинної зони охолодження; 13) зона первинного охолодження; 14) зона вторинного охолодження; 15) зливок; 16) газовий різак; 17) термокарман; 18) кришка термокармана; 19) пила; 20) мірні відрізки зливків; 21) кільцева нагрівальна піч; 22) валки пілігрімового стана; 23) захват пілігрімового стана; 24) прокатаний мірний відрізок зливка; 25) пільгерголівка; 26) заготовка; 27) пила; 28) кільцева нагрівальна піч; 29) закриті штампи; 30) пуансони преса; 31) кінцеві ділянки заготовки; 32) середня частина заготовки; 33) порожнини закритих штампів; 34) кільцева нагрівальна піч; 35) різець; 36) готова суцільна залізнична вісь; 37) кінцеві частини готової суцільної залізничної осі; 38) передпідступична (галтельна) частина готової суцільної залізничної осі; 39) підступична частина готової суцільної залізничної осі; 40) середня частина готової суцільної залізничної осі. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 Спосіб виробництва суцільних залізничних осей, що включає виплавку сталі, вакуумування сталі, розливання сталі з електромагнітним перемішуванням, відрізання від застиглої сталі зливків, різання зливків на мірні відрізки, поздовжню прокатку мірних відрізків зливків на пілігримовому стані, різання прокатаних на пілігримовому стані мірних відрізків зливків на заготовки, нагрівання заготовок, висадку заготовок на пресі в закритих штампах, термообробку заготовок, обточування заготовок по зовнішній поверхні до отримання заданих геометричних параметрів готової залізничної осі і дефектоскопію залізничної осі, який відрізняється тим, що -4 сталь вакуумують до вмісту водню не більше 1,510 %, розливання сталі з електромагнітним перемішуванням виконують зі швидкістю 0,33-0,35 м/хв, поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують в два проходи з обтисненням в першому проході до 70-130 мм, а в другому проході до 140-190 мм до отримання діаметра прокатаного мірного відрізка зливка, рівного меншому діаметру залізничної осі, причому після поздовжньої прокатки мірного відрізка зливка на пілігримовому стані довжиною 2-5 його діаметра, процес прокатки призупиняють, прокатуваний мірний відрізок зливка витягають, розвертають на 180 градусів і продовжують процес прокатки в тих же режимах, а після різання прокатаних мірних відрізків зливків на заготовки перед висадкою заготовок на пресі в закритих штампах, згадані заготовки нагрівають в печі по всій довжині до досягнення температури кінцевих ділянок, рівної 1100-1265 ºС, причому при висадці заготовки на пресі в закритих штампах одночасно виконують висадку обох кінцевих ділянок і калібрування середньої частини з осьовим зусиллям рівним 300-1100 т, а після заповнення металом порожнин штампів осьове зусилля збільшують на 10-40 % і витримують при цьому навантаженні протягом 10-50 сек. 2. Спосіб за п. 1, який відрізняється тим, що розливання сталі з електромагнітним перемішуванням виконують з використанням глуходонних заглибних стаканів. 9 UA 113906 C2 5 10 15 3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що розливання сталі з електромагнітним перемішуванням виконують при режимі роботи електромагнітних котушок в зоні первинного охолодження в інтервалі 1,5 Гц/140А-1,5 Гц/160А, в зоні вторинного охолодження в інтервалі 12 Гц/250А-12 Гц/400А. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що після розливання сталі з електромагнітним перемішуванням і відрізання від застиглої сталі зливків, згадані зливки уповільнено охолоджують, наприклад, в термокарманах протягом не менше 48 годин до температури навколишнього середовища. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що перед поздовжньою прокаткою на пілігримовому стані, мірні відрізки зливків нагрівають протягом 8-10 годин до температури 11801230 °С. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що поздовжню прокатку мірних відрізків зливків на пілігримовому стані ведуть на початку прокатки при температурі 1180-1230 °С, а в кінці прокатки при температурі не нижче 1000 °С. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що поздовжню прокатку мірних відрізків зливків на пілігримовому стані виконують з сумарним коефіцієнтом витяжки, рівним 4,5-8. 10 UA 113906 C2 11 UA 113906 C2 12 UA 113906 C2 13 UA 113906 C2 14 UA 113906 C2 15 UA 113906 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Автори російськоюРозенберг Олег Игоревич
МПК / Мітки
МПК: B21B 21/04, C21D 9/28, B21H 1/20, B21J 5/08, B60B 35/04, B21K 1/06, B21H 1/00, B21K 1/10, C21D 8/10
Мітки: виробництва, осей, суцільних, спосіб, залізничних
Код посилання
<a href="https://ua.patents.su/18-113906-sposib-virobnictva-sucilnikh-zaliznichnikh-osejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва суцільних залізничних осей</a>
Спосіб прокатування суцільних залізничних осей

Номер патенту: 55087
Опубліковано: 10.12.2010
Автори: Романенко Володимир Ілліч, Мосьпан Вячеслав Вікторович, Носоченко Олег Васильович, Хміль Микола Викторович, Гончар Володимир Олександрович, Буга Ілля Дмитрович, Олійник Юрій Костянтинович, Івко Володимир Вікторович, Антонов Юрій Григорович, Кравченко Микола Миколайович
МПК: B21H 1/00
Мітки: спосіб, прокатування, суцільних, осей, залізничних
Формула / Реферат:
Спосіб прокатування суцільних залізничних осей на тривалковому стані поперечно-гвинтового прокатування, при якому заготовку прокатують з прикладанням зусилля осьового підпирання, який відрізняється тим, що з осьовим підпиранням прокатують всю передню і задню шийки осі, прокатування решти частини осі проводять з осьовим натяганням та осьовим підпиранням при перевазі останнього в діапазонах тиску для зусилля підпирання від 1,0 МПа до 3,0 МПа,...
Спосіб прокатування суцільних залізничних осей
Номер патенту: 26209
Опубліковано: 19.07.1999
Автори: Трухін Микола Олексійович, Гончарук Валерій Іванович, Несвіт Володимир Васильович, Олійник Юрій Костянтинович, Кукуй Давид Пенхусович, Піменов Анатолій Романович, Бродський Сергій Сергійович, Гончар Володимир Олександрович, Попов Євген Святославович, Полєщук Валентин Михайлович, Хміль Микола Викторович
МПК: B21H 1/00
Мітки: прокатування, спосіб, суцільних, осей, залізничних
Формула / Реферат:
1. Спосіб прокатування суцільних залізничних осей на тривалковому стані поперечно-гвинтового прокатування, за яким прокатують передню частину осі із прикладанням зусилля підпирання, а частину осі прокатують при установленні валків на величину пружної деформації заготовки, який відрізняється тим, що з осьовим підпиранням прокатують усю передню шийку і передпідматочину, прокатування решти частини осі проводять з осьовим підпиранням або з...
Спосіб обробки залізничних осей
Номер патенту: 32095
Опубліковано: 12.05.2008
Автори: Вакуленко Ігор Олексійович, Анофрієв Василь Григорійович, Грищенко Микола Анатолійович, Перков Олег Миколайович
МПК: C21D 1/78
Мітки: осей, обробки, залізничних, спосіб
Формула / Реферат:
Спосіб обробки залізничних осей, за яким після аустенітизації проводять примусове охолодження водою підматочинної частини до досягнення визначеного температурного інтервалу, потім піддають прискореному охолодженню інші елементи осі та остаточному загальному відпуску при температурі 500 °С, який відрізняється тим, що температура кінця охолодження підматочини знаходиться в інтервалі 450-500 °С.
Спосіб обробки залізничних осей
Номер патенту: 31731
Опубліковано: 25.04.2008
Автори: Перков Олег Миколайович, Грищенко Микола Миколайович, Вакуленко Ігор Олексійович
МПК: C21D 1/78
Мітки: залізничних, спосіб, осей, обробки
Формула / Реферат:
Спосіб обробки залізничних осей, який включає аустенітизацію, після якої проводять примусове охолодження водою підматочинної частини до досягнення температури 400-450 °С, потім прискорено охолоджують інші частини осі та піддають загальному відпуску при визначеній температурі, який відрізняється тим, що температура відпуску знаходиться в інтервалі 500-550 °С.
Спосіб виготовлення колісних осей, зокрема для залізничних вагонів
Номер патенту: 107959
Опубліковано: 10.03.2015
Автор: Візер Руперт
МПК: B21C 37/16, B21K 1/00
Мітки: зокрема, осей, залізничних, вагонів, колісних, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення колісних осей, зокрема для залізничних вагонів, з порожнистим тілом осі (1), яке утворює осаджені відносно потовщених опорних частин (2) шийки (3) для приймання коліс і має внутрішній діаметр шийок (3), менший відносно розширеного внутрішнього діаметра між опорними частинами (2), при цьому зовнішній профіль тіла осі (1) виконують шляхом кування з порожнистої ковальської заготівки (8) з внутрішнім діаметром, який...
Попередній патент: Вітросилова установка
Наступний патент: Спосіб одержання органо-мінерального добрива
Випадковий патент: Спосіб отримання похідних тіазолу та їх солей з лужними металами