Технологічна збірка для виготовлення таких виробів,як плати друкованих схем(варіанти)



Текст
1 Те хноло ги ческая сборка для из го товле н ия так и х из де лий , к ак пла ты п е ча тн ы х схем , имеющая слоистую констр укцию, состоя щую из, по меньшей мере, одного листа медной фольги , являющего ся функциональным элементом в го то вы х пе ча тны х пла та х, и ли ста алюминия , я в ляюще гося удаляемым элементом, о тличаю щая ся тем , что слоистая констр укция со держит повер хности листо в алюминия и медной фоль ги , ко тор ые при ле гают др уг к др угу по по вер х н ости раз де ла и я вляются п о-суще ству неза г рязненными, и эластичный клеящий состав, сое диняющий упомянутые прилегающие др уг к др у гу повер хности у и х краев и ограничивающий , по мень ше й ме ре , одн у не связанн ую по п овер х ности раздела по-существу незагрязненную цен тральн ую зон у между указ анными повер х ностями 2. Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из двух листов медной фольги, являющихся функциональными элементами в готовых печа тных плата х, и листа алюминия, являющегося удаляемым элементом, отличающаяся тем, что слоистая конструкция содержит поверхности листов алюминия и медной Фольги, которые прилегают др уг к другу по поверхности раздела и являются по-существу незагрязненными, и эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела по-существу незагрязненные центральные зоны между указанными поверхностями. 3. Технологическая сборка для изготовления таких изделий, как платы печатных схем по п 1 или 2, отличающаяся тем, что эластичный клеящий сос тав, соединяющий приле гающие др уг к др угу по верхности листов алюминия и медной фольги у и х краев и ограничивающий не связанную по поверх ности раздела незагрязненную центральную зону между указанными поверхностями, нанесен в виде полосы по краю соединенных листов. 4. Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из, по меньшей мере, одного листа медной фольги, являюще гося функциональным элементом в го товы х печатных платах, и листа алюминия, являющегося удаляе мым элементом, о тли чающаяся тем, что слоис тая конструкция содержит поверхности листов алюминия и медной фольги , которые приле гают друг к др угу по по вер хности раздела и я впяются по-существу незагрязненными, и, по меньшей ме ре, один островок эластичного растворимого в во де клеящего состава на поверхности раздела ме жду упомянутыми поверхностями в заданном мес те, отстоящем вовнутрь от края соединенных лис тов. 5. Технологическая сборка для изготовления таких изделий, как пла ты печатны х схем, имеющая слоистую конструкцию, состоя щую из двух листо в медной фольги, являющи хся функциональными элементами в гото вы х печа тны х пла та х, и ли ста алюминия, являющегося удаляемым элементом, отличающаяся тег* , что слоистая констр укция со держит поверхности листов а люминия и медной фо ль ги , ко тор ые п риле га ют др уг к др угу по по верхности раздела и являются по-существу незаг рязненными, и, по меньшей мере, один островок эластичного растворимого в воде клеящего соста ва на повер хности раздела между упомян утыми поверхностями в заданном месте, отстоящем вов нутрь от края соединенных листов 6 Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из, по меньшей мере, одного листа медной фольги, являющегося функциональным элэментом в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом, отлича ющаяся тем, что слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают м о СО СМ 27437 друг к другу по поверхности раздела и являются по-существу незагрязненными, эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у их краев и ограничивающий не связанную по поверхности раздела no-существу незагрязненную центральную зону между указанными поверхностями, и, по меньшей мере, один островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные листы в заданном месте, отстоящем вовнутрь от края соединенных листов. 7. Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из двух листов медной фопьги, являющи хся функциональными элементами в гото вы х печа тны х пла та х, и листа алюминия, являющегося удаляемым элементом, отличающаяся тем, что слоистая конструкция со держит обе поверхности листа алюминия и одн у поверхность каждого листа медной фольги, кото рые прилегают друг к другу по поверхности разде ла и являются по-существу незагрязненными, эластичный клеящий состав, соединяющий упомя нутые прилегающие друг к др угу поверхности у и х краев и ограничивающий две не связанные по по верхности раздела по-существу незагрязненные центральные зоны между указанными поверхнос тями, и, по меньшей мере, один островок эластич ного ра створимо го в во де клея ще го со ста ва на каждой поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные лис ты в заданном месте, отстоящем вовнутрь от края соединенных листов. 8. Технологическая сборка для изготовления таких изделий, как платы печатных схем по п. 8- или 7, отличающаяся тем, что эластичный клеящий сос тав у краев листов алюминия и медной фольги , соединяющий их поверхности и ограничивающий не связанную по поверхности раздела по-сущест ву незагрязненную центральную зону между указанными поверхностями, нанесен в виде полосы из эластичного клеящего состава по краю соединенных листов, а островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями нанесен на соединенные листы в заданном месте, отстоящем вовнутрь от упомянутого эластичного клеящего состава, нанесенного на соединенные листы в виде полосы по краю соединенных листов. 9. Технологическая сборка для изготовления таких изделий, как платы печа тных схем по п . 6 или 7, отличающаяся тем, что эластичный клеящий сос тав у краев листов алюминия и медной фольги , соединяющий их поверхности и ограничивающий не связанную по поверхности раздела по-сущест ву незагрязненную центральную зон у между ука занными поверхностями, нанесен в виде полосы из эластичного клеящего состава по краю соеди ненных листов, а множество островков эластично го растворимого в воде клея щего состава на по вер хности раздела между упомянутыми повер х ностями нанесены на соединенные листы в задан ных места х, отстоя щи х во вн утрь о т упомянутого эласти чного клеяще го соста ва, нанесенного на соединенные листы в виде полосы по краю соеди ненных листов. 10. Технологическая сборка для изготовления та ких изделий, как платы печатных схем по пп. Э или 8, или 9, о тли чающаяся тем, что ширина полосы из эластичного клеящего состава имеет величину от 0 ,254 до 12 ,7 мм, а ее толщина составляе т от 0,0254 до 0.050В мм. 11. Технологическая сборка для изготовления та ких изделий, как платы печатных схем по пп. 4 или 5, или б, или 7 , или 8, или 9 , о тличающаяся тем, что островки из эластичного растворимого в воде клеящего состава представляют собой квадрат со стороной от 2,54 до 25,4 мм, а их толщина состав ляет от 0,0127 до 0,127 мм. Настоящее изобретение в целом относится к таким изделиям как платы печатных схем, а точнее к технологическим сборкам, применяемым при изготовлении плат печатных схем и других подобных изделий. В своей элементарной форме плата печатной схемы включает в себя в качестве компонента диэлектрический слой из пропитанного эпоксидной смолой плетеного стекловолокна, который известен под названием "препрег". К противоположным сторонам прелрега присоединяются листы электропроводной медной фопьги. Затем медь, после определенного количества фотографических процессов, подвергается травлению для создания на поверхности слоя препрега электропроводных путей. Когда выполнен тахой монтаж, слоистая структура часто называется сердечником или платой печатной схемы. В процессе изго то вления обычно выполняется сборка штабеля таких плат либо элементарного типа, который описан вы ше, либо с составными слоями. Сборка называется прессо вой укладкой, а штабель называется книжкой. Вся книжка нагревае тся и по двергается воздействию давления. После о хлаждения и отверждения соединенные отдельные платы отделяются друг о т др уга и подвергаются дальнейшей обработке. В процессе изготовления важное значение имеет сохранение чистых листов медной фопьги или отсутствие загрязнений на них. Это справедливо независимо от того, представляет ли собой плата печатной схемы простой сендвич с наружными слоями из медной фольги и одним слоем препрега^ или она является составной платой, содержащей большое количество слоев. Одна из главных причин загрязнения заключается в наличии смоляной пыли, волокон стекловолокна, волосков, насекомых и различных видов чужеродногоматериала, появляющихся на предшествующи х стадиях изготовления и резки препрега, а также при его транспортировке и хранении. В процессе получения слоистой структуры, когда оказывается воздействие теппом и да влением . 27437 смоляная пыль плавится, а это приводит к появлению на поверхности меди пятен и отложений. Другая причина, имеющая отношение к этому вопросу, заключается в нахождении на поверхности медной фольги углублений и выбоин. Они могут появиться в результате наличия пятен смоляной пыли на фольге в течение нагрева и процесса образования слоистой структуры, поскольку такие пятна вызывают нада вли вание на медь. Кроме того, они могут быть следствием манипуляций с весьма тонкой фольгой. До настоящего времени не существует надежного способа исключения наличия смоляной пыли, углублений или выбоин, хотя и предпринимаются все возможные меры для устранения этой проблемы. Наличие углублений или выбоин, или нежелательного осаждения расплавленной и повторно застывшей смолы на поверхности листа обычно приводит к дефекту готового продукта вследствие короткозамкнутых или оборванных электропроводных путей. В готовой плате печатной схемы находится ряд параллельных проводников. Если в фольге имеется выбоина в той ее зоне, где должны быть образованы два проводника в процессе получения отображения и доводки, выбоина окажется заполненной и может вызвать короткое замыкание. И наоборот, такая выбоина может привести к размыканию цепи, если непрерывность одного из проводников нарушена. При современной технологии формируются проводники, ширина которых составляет порядка 1,27 мм (0,05 дюйма), при этом ширина промежутков между двумя проводниками обычно имеет такую же величину. В современной промышленности имеется тенденция к выполнению проводников и промежутков между ними даже более узкими, например, шириной порядка 0,063 мм (0,0025 дюйма). Если поверхность меди несовершенна, то в результате этого в платах могут иметь место обрыв и короткое замыкание цепей, что в большинстве случаев является признаком брака. Иногда платы подвергаются переработке, но при использовании более высоких технологий переработка неприемлема и п латы превра щаются в утиль. Другой причиной дефектов является манипулирование с фольгой. Когда различные слои фольги и препрега укладываются друг на друга, их совпадение друг с другом сохраняется посредством ряда технологических штифтов, которые идут вверх о т те хнологической плиты. Технологическая плита представляет собой толстую стальную плиту, образующую нижнюю часть штабеля. Каждый слой, будь он медной фольгой или препрегом, либо частично законченной слоистой сердце виной из электропроводного материала, предварительно просверливается или пробивается по определенной форме с получением отверстий, при этом обычно придерживаются промышленных стандартов в отно шении места и размера Затем каждый слой вручн ую укладывается на технологические шти фты так, чтобы штифты проходили через предварительно просверленные отверстия. В готовом изделии одна сторона фольги представляет электропроводный пуіь. Другая сторона обычно подвергается обработке посредством процесса окисления, чтобы создать шеро хо ватую поверхность, обычно серого цвета, которая обеспечивает лучшее приклеивание к расплавленной смоле в процессе соединения Единичный вес медной фольги при современном использовании составляет "полуунцевую фольгу", а это означает, что 14,15 г (1/2 унции) меди распределены на площади в 0,093 см 2 (1 квадратный фут). При этом получается фольга, толщина которой приблизительно составляет 0,0178 мм (0,0007 дюйма). Также используется фольга в 7,07 и 3,53 г (1/4 и 1/8 унции). Оче видно, что манипулирование такой тонкой фольгой представляет собой сложную проблему. Чтобы облегчи ть отделение гото вы х плат друг от друга, уменьшить загрязнение внешней поверхности медной фольги и сократить количество дефектов на внешней поверхности плат, предлагаются способы изготовления многослойных плат печатных схем с использованием вспомогательных промежуточных компонентов различного назначения. Так, например, в Европейской патентной заявке № 0235582 от 09.09.87, МПК4 В 30 8 15/06, Н 05 К 3.'46, предлагают связанную прессованную сборку, состоящую из листа упр угого материала, обе стороны которого покрыты наклеенной на них удаляемой пленкой. Оиа может быть использована повторно при послойном формировании многослойных гибки х плат. Введение такой сборки между пакетами элементов, образующих плату, снижает в некоторой степени вероятность появления дефектов на поверхности платы из-за механических повреждений, облегчает разделение готовых плат, минимизирует статический разряд, возникающий при разделении слоев книжки. Наиболее близким к предлагаемому изобретению является сепараторная пластина или технологическая сборка для изготовления таких изделий как платы печатных схем, описанная в патенте США 4.В75.283 от 24.10.89, МПК4 Н 05 К 3/36 (прототип) Эта технологическая сборка для изготовления таких изделий как платы печатных схем имеет слоистую стр уктур у, состоящую из, по меньшей мере, одного листа медной фольги, являющегося функциональным элементом в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом. Вместо листа алюминия может быть использован лист нержавеющей стали или какого-либо иного подходящего материала. При формировании сборки "наружный" слой медной фольги располагается на листе алюминия, покрытом с обеих сторон силоксазановым полимером, рабочей или "чистой" поверхностью вниз. Его верхняя поверхность может быть подвергнута оксидированию для обеспечения лучшего сцепления с поверхностью последующего элемента. На слое медной фольги располагается слоистая, многослойная сердцевина, включающая в себя три двойных слоя из препрега и две боковых пластины, предварительно протравленных с получением электропроводных путей на обеих поверхностях. Повер х этой вн утренней сердцевинной слоистой стр уктуры размещают другой лист медной фольги с подвергшейся оксидированию поверхностью, лежащей на сердцевине. Поверх его верхней или рабочей поверхности, размещают следующую сепараторную пластину. 27437 Верхняя поверхность верхней медной фольги и нижняя поверхность нижней медной фольги образуют наружные рабочие поверхности первой платы в штабеле. Когда плата готова, они будут подвергнуты травлению для создания электропроводных путей. Другая книжка, идентичная первой, создается лежащей на верхней поверхности второй сепараторной пластины. Такой набор может повторяться неоднократно Применение такой сборки при изготовлении плат частично решает задачи сохранения чистоты поверхности медной фольги при формировании книжки, снижения количества поверхностных дефектов, образующихся как при прессовой укладке, так и при разделении готовых плат Его использование значительно облегчает прецизионное сверление отверстий в платах Тем не менее применение такой сборки попрежнему требует при укладке книжки из плат большого внимания к удалению смоляной пыли различными способами протирки. Тем не менее неизбежно оседание определенного количества пыли на поверхности медной фольги Кроме того, применение указанной сборки по-прежнему предполагает ручное размещение элементов плат, в том числе и слоев тонкой медиой фольги, на технологических штифта х. Это может привести к появлению складок, а складки, в свою очередь, могут привести к несовершенным электропроводным путям готового продукта. Каждый раз 1, когда оператор собирает слои, требуемые для завершения одной платы, он должен поместить сепаратор на верхнюю часть пакета (столбика), а затем продолжить работу, укладывая на его верхнюю часть компоненты другой платы При выполнении этого процесса он должен протереть поверхности не только сепаратора, но и каждой электропроводной фольги. Другим источником дефектных плат является просачивание смолы, которое имеет место вокруг технологических штифтов. Как указывалось выше, каждый спой помещается на технологические штифты, которые обязательнб должны быть несколько меньше, чем отверстия, предварительно вырезанные в медной фольге и в слоях препрега. В процессе воздействия на книжку тепла и давления расплавленная смола просачивается вокруг технологических шти фтов и может заполнить технологические отверстия в препреге и слоях фольги. Она также может просачиваться в боковом направлении между различными слоями, в частности между смежной фольгой и сепараторными пластинами. После отверждения эта смола должна быть удалена, иначе она будет создавать материал, противодействующий процессу травления Кроме того, впоследствии она может рассеиваться на поверхности медной фольги. Просачивание смолы не только ока- ' зывает неблагоприятное воздействие на поверхность меди, она также затрудняет демонтаж плат, когда затвердевшая смола скапливается вокруг шти фтов. В этом случае удаление плат со шти фтов становится затруднительным. В основу изобретения поставлена задача создать технологическую сборку для изготовления таких изделий как платы печатных схем, которая, за счет изменений в ее конструкции, обеспечила бы высокое качество внешней поверхности прово' дящей медной фольги на готовых платах за счет исключения загрязнений и дефектов на внешней поверхности многослойных плат печатных схем, изготовленных методом прессовой укладки книжек. Поставленная задача решена тем, что в технологической сборке для изготовления таких изделий как платы печатных схем, имеющая слоистую конструкцию, состоящую из, по меньшей мере, одного листа медной фольги, являющегося функциональным элементом в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом, согласно изобретению, слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к другу по поверхности раздела и являются по-существу незагрязненными, и эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у ич краев и ограничивающий, по меньшей мере, одну не связанную по поверхности раздела по-существу незагрязненную центральную зону между указанными поверхностями. Вариантом такой технологической сборки является случай, когда те хнологическая сборка для изготовления таких изделий, как платы печатных схем^ имеет слоистую констр укцию, состои т из двух листов медной фольги, являющихся функциональными элементами в готовы х печатных, платах, и листа алюминия, являющегося удаляемым элементом, и, согласно изобретению, слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к др угу по поверхности раздела и являются по-существу незагрязненными, и эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела по-существу незагрязненные центральные зоны между указанными поверхностями. Такая конструкция обеспечивает со хранение чистоты медной фольги в течение всего процесса изготовления плат без необходимости тщательного контроля и протирки поверхности Кроме того , такая конструкция обеспечивае т возможность манипулирования тонкой медной фольгой типа папиросной бумаги, связанной с более жестким алюминиевым листом. Это значительно облегчает процесс манипулирования и одновременно исключает возможность появления дефектов фольги за счет появления морщин и складок. Целесообразно, чтобы эластичный клеящий состав, соединяющий прилегающие друг к другу поверхности листов алюминия и медной фольги у их краев и ограничивающий не связанную по поверхности раздела незагрязненную центральную зону между указанными поверхностями, бып нанесен в виде полосы по краю соединенных листов. Полоса клеящего состава в такой конструкции отделяет указанную незагрязненную центральную зону от внешней среды, способствуя сохранению чистоты поверхности медной фольги. Поставленная задача решается также тем, что в др угом варианте те хнологической сборки для изготовления таких изделий как платы печатных схем, имеющей слоистую констр укцию, сое 27437 тоящую из по меньшей мере одного листа медной фольги, являющегося функциональным элементом в го товы х печа тны х плата х, и листа алюминия, являющегося удаляемым элементом, согласно изобретению, слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к др угу по поверхности раздела и являются по-сущеста у незагрязненными, и, по меньшей мере один островок эластичного растворимого а воде клеящего состава на поверхности раздела между упомянутыми поверхностями в заданном месте, отстоя щем вовн утрь от края соединенных листов Один из вариантов такой сборки имеет слоистую конструкцию, состоящую из двух листов медной фольги, являющи хся функциональными элементами в готовы х печатны х плата х, и листа алюминия, являющегося удаляемым элементом, причем слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к другу по поверхности раздела и являются по-существу незагрязненными, и по меньшей мере один островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями в заданном месте, отстоящем вовнутрь от края соединенных листов При таком решении наличие островков клеящего состава в местах сверлений под технологические штифты препятствует просачиванию жидкой смолы вокруг те хнологических штифтов в зазоры между элементами печатных плат, чего не удавалось исключить при использовании сборок согласно предшествующему уровню техники Еще в одном варианте изобретения поставленная задача решена тем, что в технологической сборке для изготовления таких изделий, как платы печатных схем, имеющей слоистую конструкцию, состоящую из по меньшей мере одного листа медной фольги являющегося функциональным элементом в готовых печатны х платах, и листа алюминия, являющегося удаляемым элементом, согласно изобретению, слоистая конструкция содержит повер хности листо в алюминия и медной фольги, которые прилегают друг к другу по поверхности раздела и являются по-существу незагрязненными, эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий не связанную по поверхности раздела по-существу незагрязненную центральную зону между указанными поверхностями, и по меньшей мере один островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные листы в заданном месте, отстоящем вовн утрь от края соединенных листов Одним из вариантов такой конструкции является технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из двух листов медной фольги, являющихся функциональными элементами в готовы х печатных плата х, и листа алюминия, являющегося удаляемым элементом, в которой, согласно изобретению, слоистзя конструкция содержит обе поверхности листа алюминия и одну поверхность каждого листа мед ной фольги, которые прилегают друг к другу по поверхности раздела и являются по существу незагрязненными, эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела по-существу незагрязнённые центральные зоны между указанными поверхностями, и по меньшей мере один островок эластичного растворимого в воде клеящего состава на каждой поверхности раздела между упомянутыми поверхностями, нанесенной на соединенные листы в заданном месте, отстоящем вовнутрь от края соединенных листов Предпочтительно в этом случае, чтобы эластичный клеящий состав у краев листов алюминия и медной фольги, соединяющий их повер хности и ограничивающий не связанную по поверхности раздела по-существу незагрязненную центральную зону между указанными поверхностями, был нанесен в виде полосы из эластичного клеящего состава по краю соединенных листов, а островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями был нанесен на соединенные листы в заданном месте, отстоящем вовнутрь от упомянутого эластичного клеящего соста ва, нанесенного на сое диненные листы в ви де поло сы по краю соединенных листов Такая конструкция обеспечивает одновременно защиту центральной зоны от зафязнения и защиту от просачивания смолы вокруг технологических шти фтов, про ^дя щи х через участки, покрытые островками клеящего состава Предпочтительно, чтобы эласти чный клеящий состав у краев листов алюминия и медной фольги, соединяющий их повер хности и ограничивающий не связанную по поверхности раздела посуществу незагрязненную центральную зону между указанными поверхностями, был нанесен в виде полосы из эласти чного клеяще го состава по краю соединенных листов, а множество островков эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями были нанесены на соединенные листы в заданных местах, отстоя щи х вовн утрь от упомянутого эластичного клеящего состава, нанесенного на соединенные листы в виде полосы по краю соединенных листов Такая конструкция, в сравнении с предыдущей, дает возможность размещения на большом количестве те хнологи ческих шти фто в без просачивания смолы, что обеспечивае т высок ую точность сборки многослойных печатных схем Предпочтитепьно, чтобы ширина полосы из эластичного клеящего состава имела величину о т 0,254 до 12,7 мм, а ее толщина соста вляла о т 0,0254 до 0,0508 мм Предпочтительно, чтобы островки из эластичного, растворимого в воде клеящего соста ва представляли собой квадрат со стороной от 2,54 до 25,4 мм, а их толщина составляла от 0,0127 до 0,127 мм Указанные размеры, как показала производственная практика, являются оптимальными Выше указанные и другие отличительные признаки настоящего изобретения, включая различные новые детали конструкции и сочетания де 27437 талей, ниже описаны более подробно со ссылками на прилагаемые чертежи и указываются в формуле изобретения. Следует иметь ввиду, что конкретная технологическая сборка для изготовления таких изделий как платы печатных схем и составляющая изобретение, представлена только в качестве иллюстрации, а не как ограничение изобретения. Принципы и отличительные признаки этого изобретения могут быть использованы в многочисленных вариантах его осуществления без отклонения от объема изобретения. На фиг. 1 схематически представлено поперечное сечение технологической сборки для изготовления таких изделий как платы печатных схем согласно настоящему изобретению. На фиг. 2 представлен другой вариант технологической сборки для изготовления таких изделий как платы печатных схем согласно настоящему изобретению. На фиг. 3 представлен схематический вид сверху сборки, изготовленной в соответствии с любым из двух вариантов осуществления изобретения согласно фиг. 1 или фиг. 2. На фиг. 4 представлен увеличенный вид островка клеящего соста ва с образованными в нем отверстием под технологический штифт. На фиг. 5 представлена схема сборки двух плат печатных схем, изготавливаемых с применением сборок согласно изобретению. Предметом настоящего изобретения является показанная на фиг. 1 слоистая сборка 1 (она также известна как САС - сокращение слов медь-алюминий-медь (Cu-AI-Cu)). Она содержит основу А из алюминия товарного сорта. Алюминий считается удовлетворительным, если его толщина составляет 0,254-0,381 мм (от 0,01 до 0,015 дюйма), хотя в зависимости от целевого назначения толщина алюминия может составлять 0,0254-3,25 мм (от 0,001 до 0,125 дюйма). На его верхней поверхности располагается лист медной фольги С, которая при этой толщине алюминия будет содержать 14,15 г (1/2 унции) меди. Это означает, что 14,15 г (1/2 унции меди) приходится на 0,093 см 2 (квадратный фут) фольги. В случае равномерного распределения ее толщина примерно будет составлять 0,0178 мм (0,0007 дюйма). Вообще говоря, в настоящее время эта величина представляет промышленный стандарт для плат печатных схем. Хотя в настоящее время предпочтительным материалом для основания является алюминий, могут быть использованы и другие металлы, такие как нержавеющая сталь или никелевые сплавы. В некоторых случаях, например для кредитных карточек из слоистого пластика, может быть использован полипропилен. Наружная поверхность С о меди, представленная на фиг. 1 в качестве верхней поверхности, подвергается предварительному оксидированию и часто имеет серый цвет в зависимости от применяемого процесса окисления, хотя могут быть получены и другие цвета, что зависит от проводимого процесса. Это делается для того, чтобы обеспечить более легкое приклеивание к препрегу, к которому она будет подсоединена в процессе изготовления платы. Внутренняя поверхности меди Сі очищена, загрязнения на ней отсутствуют и она часто называется "нетронутой" (девственной). Эта поверхность в готовой плате образует функциональный элемент и будет подвергнута травлению для создания желаемой конфигурации проводников цепи. Поверхность А, алюминиевого листа А, которая соприкасается с поверхностью Сі, по существу также не загрязнена. На нижней поверхности алюминиевого листа А находится второй лист медной фольги С. также имеющий наружную, подвергаемую оксидированию поверхность Со и "нетронутую" или незагрязненную внутреннюю поверхность С. при этом нижняя сопрягаемая поверхность алюминиевого листа А также чиста и не содержит загрязнений, насколько это возможно. Как видно на фиг. 2, на алюминиевом листе А основания имеется один лист медной фольги С, причем он такой же, как и в варианте осуществления согласно фиг. 1. Этот вариант осуществления изобретения может быть применен в зависимости от замысла изготовителей плат печатных схем и от требований в отношении законченной схемы. Медный слой С будет образовывать функциональный элемент готовой платы печатной схемы, а алюминий А будет обеспечивать удаляемый элемент. Если теперь обратиться к фиг. 3, то слоистая сборка САС (Cu-AI-Cu) показана с подвергнутой оксидированию вер хней повер хностью С о слоя медной фольги, обращенного вверх и отслоенного в обратную сторону с одного угла. Один лист медной фольги, применяемый в настоящее время при изготовлении плат печа тны х схем, имеет стандартный размер 30,4x30 ,4 мм (12x12 дюймов), в то время как размер другого соста вляет 456x620 мм (18x24 дюйма), хо тя используются и большие листы размером 1220x1830 мм (48x72 дюйма). Ленты размером 915x1220 мм (36x48 дюймов) могут бы ть разрезаны на четыре отдельны х ли ста размером 456x620 мм (18 x24 . дюйма). Часто также используются промежуточные размеры. Сборка 1 - САС (Cu-AI-Cu), показанная на фиг. 3, включает в себя слой основания из алюминия А товарного сорта, который представлен как слой толщиной от 0,254-0,381 мм (0,010 до 0.015 дюйма). Поверх основания уложен лист медной фольги, который в представленном примере содержит 14,15 г (1/2 унцевую) медь, то есть его толщина приб лизите льно соста вляе т 0,0178 мм (0,0007 дюйма). Отслоенный угол демонстрирует внутренние или "нетронутые" поверхности соответственно как меди С, так и алюминия А|. Полоса из гибкого клеящего состава 2 проходит по периферии сборки САС (Cu-AI-Cu) вблизи от границы или у границы листа и соединяет незагрязненные поверхности С, и Aj меди и алюминия друг с другом у и х границ. Поскольку контактные поверхности "нетронуты" или по крайней мере обладают возможной физической чистотой, граница 2 создает фактически незагрязненную центральную зону CZ вовн утрь от краев листов. У поверхности раздела соединение центральной зоны отсутствует. Полоса 2 из гибкого клеящего состава располагается в зоне нанесения этого состава, определяемой пунктирной линией 3 и краем сборки САС (Cu-AI-Cu). Ширина зоны может соста влять 27437 примерно 2,54-25,4 мм (от 0,1 до 1,0 дюйма) в зависимости от требований, предъявляемых к конечному изделию, и о т размера используемых листов меди и алюминия Лента или полоса клеящего состава счи тается удовлетворительной, если ее ширина составляет приблизительно 1,522,28 мм (от 0,06 до 0,09 дюйма), хотя она может составлять примерно от 2,54-12,7 мм (0,1 до 0,5 дюйма) в зависимости от наслаиваемых листов, а ее толщина приблизительно составляет 0,254— 1,27 мм (от 0,001 до 0,005 дюйма), при этом удовлетвори тельной считается толщина 0,254-0,508 мм (от 0,001 до 0,002 дюйма). Центральная зона CZ определяется граничной линией 4, отстоящей вовн утрь от линии 3 зоны нанесения клеящего вещества При этом готовая плата печатной схемы будет содержать зону CZ, а полоса 5 лежит наружу от граничной линии 4 центральной зоны и внутрь от линии 3 зоны нанесения клеящего ве щества Эта полоса часто используется для изготовления испытательных частей небольших пластин в целях контроля качества. После того как штабель плат печатных схем (до 10 штук) собран и соединен посредством нагревания под давлением, после отверждения пластины будут обрезаны по размеру до внутреннего предела зоны нанесения клеящего вещества, обозначенной здесь цифрой 3 Таким образом, полоса 2 гибкого клеящего состава уплотняет слой меди и алюминия до и в течение процесса изготовления, препятствуя внедрению препрега и других загрязнителей, которыми могут бы ть частицы, на ходя щиеся в воздухе , отпечатки пальцев, жировые пятна и т п. Хотя конфигурация САС (Cu-Al-Cu) описана применительно к одному листу меди С, лежащему на алюминиевом основании А, изобретение в равной степени применимо и к вариантам осуществления, показанным на фиг. 1 и 2 То есть, медная фольга может быть прикреплена к обеим противоположным сторонам алюминиевого основания А. В готовом изделии обе медные фольги образуют функциональные элементы отдельных плат печатных схем, а одно алюминиевое основание образует удаляемый элемент. В конфигурации согласно фиг. 1 одна поверхность каждой медной фольги С и обе поверхности алюминиевого основания А по существу "нетронуты" и на них отсутствует загрязнение. Полоса гибкого клеящего соста ва 2 (фиг. 3) соединяет каждую незагрязненную поверхность С, медных листов С с противоположными незагрязненными поверхностями А, алюминиевого основания А по их границам и таким образом определяет две фактически незагрязненные центральные зоны вовнутрь от кромок листов на противоположных сторонах алюминиевого основания А Хотя изобретение описано применительно к изготовлению плат печатных схем, оно также может быть использовано специалистами, которые изготавливают базовые слоистые стр уктуры, как более ранняя стадия выполнения 1 готового изделия. Кроме того, принципы настоящего изобретения могут быть применены при изготовлении кредитны х карто чек, которое требуе т обеспе чения высокой степени чистоты. В данном случае основанием мог бы быть алюминий, а эквивалентом "фольги" может быть пластик Также могут применяться и другие основания Как видно из фиг 3, имеется четыре OL ровка 6 из гибкого, растворимого в воде клеящего состава, соединяющего одну незагрязненную повер хность листо в s заранее определенных местах Островки отстоят вовн утрь от края соединенных листов Островки 6 располагаются внутрь от зоны нанесения клеящего состава, определяемой линией 3 . Таким обр азом, он а распо ла гае тся внутрь от полосы 2 клеящего состава и наружу от границы 4, отделяющей центральную зону CZ от испытательной части полосы В представленном варианте осуществления изобретения островки 6 располагаются вблизи от вер хней части до нижней и от одной стороны до другой Эти островки или точки, как они также называются, представлены имеющими .квадратную конфигурацию, однако им может быть придана и другая приемлемая конфигурация И х точное расположение относительно листов определяется расположением технологических штифтов Для технологических штифтов среднего размера выполняются островки 6 в виде квадрата со стороной приблизите льно в 10 мм (0,4 дюйма) Они также могут быть выполнены в виде квадрата со стороной о т 2 ,54 мм (0,1 дюйма) до порядка 25,4 мм (1 дюйма) в зави симости от размеро в плат и диаметра штифто в. Толщина клеящего вещества составляет примерно 0,0127-0,127 мм (от 0,0005 до 0,005 дюйма) Удовлетворительной считае тся толщина 0 ,0254-0 ,0508 мм (от 0 ,001 до 0002 дюйма) Островки могут располагаться вне центра с тем, чтобы они совпадали с конфигурацией технологических шти фтов в конкретной прессованной структуре, для которой изготавливаются технологические сборки Технологические сборки САС (Cu-Al-Cu) пробиваются или просверливаются через островки для их приспосабливания к технологическим штифтам прессованной структуры. Как видно на фиг. 4, листы САС (Cu-AI-Cu) пробиваются, просверливаются или подвергаются механической обработке Отверстие 7 имеет удлиненную форму и приспособлено под технологические шти фты , форма отверстий определяется формой технологических шти фтов Минимальный осевой размер m каждого удлиненного отверстия буде т несколько больше диаметра технологического штифта, в то время как большая ось М будет обеспечивать возможность смещения пальцев в направлении этой большой оси. В соответствующи х островках 6, наиболее близко расположенных к краю, большие оси проходят под прямыми углами к краям листов, а меньшие оси будут про ходить параллельно краям На фи г. 5 представлена укла дка из двух плат печатны х схем, собираемых с использованием ноаой сборки 1, которая составляет предмет -данного изобретения. Две многослойные сердцевины, в целом называемые элементом 8, включающие в себя три двойных слоя 9 из препрега и две боковых пластины 10, предварительно протравленных с получением электропроводных путей 11 на обеих повер хностя х, сендви чеобразно рас 27437 полагаются между тремя листами новой слоистой сборки 1 - САС (Cu-AI-Cu) В данном случае нет листов из алюминия или нержавеющей стали со съемной бумагой, которые описаны в предшествующем уровне техники, но полученные платы будут идентичны платам согласно предшествующему уровню техники. Спои фольги 12 и 13, показанные на фиг. 5, будут образовывать соответственно нижний и верхний слои двух дополнительных плат печатных схем в книжке непосредственно выше и ниже тех, которые показаны на фиг. 1. Остальные платы для ясности не показаны В данном случае в штабеле или книжке в общей сложности находится до десяги шестислойных плат печатных схем, которые собираются и одновременно отверждаются. Когда листы укладываются для формирования книжки, возможно содержащей до десяти плат печатных схем, давление, прилагаемое к книжке, заставляет расплавленный препрег течь вокруг технологических штифтов и в продольном направлении по отношению к их оси. Этот поток проходит сквозь выполненный с отверстиями штабель из плат и отклоняясь течет внутрь вдоль медных поверхностей. Это обстоятельство может не только вызывать загрязнение, но и привести к отделению листов, поэтому представляет собой серьезный источник выбраковки. Назначение островков клеящего состава заключается в уплотнении чистой поверхности раздела между медью С. и алюминием Ai для пре-, дотвращения просачивания расплавленного препрега в течение процесса нагрева и сцепления Поскольку технологические отверстия пробиваются в зоне островков 6, наличие клеящего состава препятствует течению препрега в боковом направлении к поверхности раздела меди С и алюминия А, следовательно эта проблема снимается. После то го как книжка из плат печатны х схем образована путем наслаивания, отверждена и охлаждена, платы легко могут быть отделены. Конфигурация согласно фиг. 5 будет разделена на 2 готовых платы с тремя алюминиевыми слоями А описанных сборок САС (Cu-AI-Cu). Самая верхняя медная фольга, обозначенная позицией 12, будет служить нижней внешней поверхностью платы (не показана), а самая нижняя медная фольга 13 будет служить верхним наружным слоем другой пла ты (не показана) Разделение происходит между "нетронутой" или незагрязненной поверхностью С меди и незагрязненной поверхностью А, алюминиевого основания, которые гвидны на фиг 1 и 2. Если обратиться к фи 5, то разделение будет происходить вдоль "чистой" поверхности С, самой верхней слоистой сборки 1 - САС (Cu-A!-Cu). В любом случае алюминий А будет отделяться от меди С в каждом иЗ трех САС (Cu-AI-Cu) сборок, представленных на фиг 5, с медью С, связанной с конкретной сердцевиной 8 посредством препрега, и алюминием, удаляемым и используемым при повторных циклах или применяемым для других целей. Поскольку хрупкая, тонкая медная фольга с посредством клеящего состава была прикреплена к алюминиевому основанию А, САС (Cu-AI-Cu) сборка 1 становится жестче и ею легче манипулировать, что приводит к уменьшению бракованных изделий, получаемых из-за повреждения медной фопьги. Использование приклеенного основания А независимо от того, из какого материала оно изготовлено, делает цель потребителя (изготовителя), заключающуюся в использовании более тонкой фольги и в конечном счете в автоматизации процесса, более реалистичной, поскольку у фольги при использовании настоящего изобретения имеется требуемая физическая опора. Из-за наличия полосы клеящего состава 2 (фиг. 3), который первоначальна крепит медный и алюминиевый слой друг к другу, лрепреговая пыль и другие загрязнители не могут достичь зоны CZ до и в течение процесса изготовления Поскольку технологические штифты проходят через островки 6 из клеящего состава, препрег не может просачиваться к поверхности раздела между алюминиевым и медным слоями. После этого растворимый в воде клеящий состав, используемый для формирования островков 6, смывается путем притеснения стандартного процесса очистки соединенных плат и платы обрезаются до требуемого размера, при этом алюминиевое основание не становится частью готовой платы, а может быть удалено или использовано в повторном цикле. Таким образом, все цели этого изобретения достигаются путем использования сборки САС (Cu-AI-Cu). Со - - Д САС Фиг. 1 Фиг. 2 L УКРАЇНА (19) UA ( іі)27437 (із» С2 (51) 6 Н05КЗ/46 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТ ЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) ТЄХНОЛОПЧНА ЗБІРКА ДЛЯ ВИГОТОВЛЕННЯ ТАКИ Х ВИРОБІВ, ЯК ПЛАТИ ДРУКОВАНИХ СХЕМ(ВАРІАН ТИ) (21)94041119 (22)14 07 1992 (24)15 09 2000 (31)750,798 (32)27 08 1991 (33) US (86) PCT/US92/05874, 14 07 1992 (46) 15 09 2000, Бюл № 4. 2000 р (72) Джонстон Джеймс A (US) (73) ДЖОНСОН ЕНД ДЖОНСТОН АССОШІЄЙТС, ІНК (US) (56) 1 ЕПВ з 0235582, МПК В 30 В 15 /06. Н 03 К 3/46, опубл 1987 2 США п 4875283, МПК Н 05 К 3/46, В 29 С 33/68, В ЗО В 15/06, опубл 1990 (57) 1 Те хноло ги ческая сборка для из го товле н ия так и х из де лий , к ак пла ты п е ча тн ы х схем , имеющая споистую конструкцию, состоя щую из, по меньшей мере, одного листа медной фольги , являющего ся функциональным элементом в го то вы х пе ча тны х пла та х, и ли ста алюминия , я в ляюще гося удаляемым элементом, о тли чаю щая ся тем , что слоистая констр укция со держит повер хности листо в алюминия и медной фоль ги , ко тор ые при ле гают др уг к др угу по по вер х н ости раз де ла и я вляются п о-суще ству неза г рязненными, и эластичный клеящий состав, сое диняющий упомянутые прилегающие др уг к др у гу повер хности у и х краев и ограничивающий , по мень ше й ме ре , одн у не связанн ую по п овер х ности раздела no-существу незагрязненную цен тр альн ую зон у м ежду указ анными по вер х ностями 2 Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из двух листов медной фольги, являющи хся функциональными элементами в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом, отличающаяся тем, что слоистая конструкция содержит поверхности листо в алюминия и медной Фольги, которые прилегают др уг к др угу по поверхности раздела и являются по-существу незагрязненными, и эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела по-существу незагрязненные центральные зоны между указанными поверхностями. 3 Технологическая сборка для изготовления таких изделий, как платы печа тных схем по п 1 или 2, отличающаяся тем, что эластичный клеящий сос тав, соединяющий приле гающие др уг к др угу по верхности листов алюминия и медной фольги у их краев и ограничивающий не связанную по поверх ности раздела незагрязненную центральную зону между указанными поверхностями, нанесен в виде полосы по краю соединенных листов 4 Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из, по меньшей мере, одного листа медной фольги, являюще гося функциональным элементом в го товы х печатных платах, и листа алюминия, являющегося удаляе мым элементом, о тли чающаяся тем, что слоис тая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к др угу по по вер хности раздела и я вляются по-существу незагрязненными, и, по меньшей ме ре, один островок эластичного растворимого в во де клеящего состава на поверхности раздела ме жду упомянутыми поверхностями в заданном мес те, отстоящем вовн утрь от края соединенных лис тов 5 Технологическая сборка для изготовления таких изделий, как пла ты печатны х схем, имеющая слоистую конструкцию, состоя щую из двух листо в медной фольги, являющи хся функциональными элементами в гото вы х печа тны х пла та х, и ли ста алюминия, являющегося удаляемым элементом, отличающаяся ТЕГ*, что слоистая конструкция со держит поверхности листов а люминия и медной фо ль ги , ко тор ые п риле га ют др уг к др угу по по верхности раздела и являются по-существу незаг рязненными, и, по меньшей мере, один островок эластичного растворимого в воде клеящего соста ва на повер хности раздела между упомян утыми поверхностями в заданном месте, отстоящем вов нутрь от края соединенных листов 6 Технологическая сборка для изготовления таких изделий, как платы печатны х схем, имеющая слоистую конструкцию, состоящую из, по меньшей мере, одного листа медной фольги, являюще гося функциональным элементом в го товы х печатных платах, и листа алюминия, являющегося удаляе мым элементом, о тлича ющаяся тем, что слоис тая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают С4 о СО СМ 27437 друг к другу по поверхности раздела и являются по-существу незагрязненными, эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у их краев и ограничивающий не связанную по поверхности раздела no-существу незагрязненную центральную зону между указанными поверхностями, и, по меньшей мере, один островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные листы в заданном месте, отстоящем вовнутрь от края соединенных листов 7. Технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую конструкцию, состоящую из двух листов медной фольги, являющихся функциональными элементами в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом, отличающаяся тем, что слоистая конструкция содержит обе поверхности листа алюминия и одну поверхность каждого листа медной фольги, которые прилегают друг к другу по поверхности раздела и являются no-существу незагрязненными, эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела по-существу незагрязненные центральные зоны между указанными поверхностями,'и, по меньшей мере, один островок эластичного растворимого в воде клеящего состава на каждой поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные листы в заданном месте, отстоящем вовнутрь от края соединенных листов 8 Технологическая сборка для изготовления таких изделий, как платы печатных схем по п 6 или 7, отличающаяся тем, что эластичный клеящий состав у краев листов алюминия и медной фольги, соединяющий их поверхности и ограничивающий не связанную по поверхности раздела по-сущест ву незагрязненную центральную зону между указанными поверхностями, нанесен в виде полосы из эластичного клеящего состава по краю соединенных листов, а островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями нанесен на соединенные листы в заданном месте, отстоящем вовнутрь от упомянутого эластичного клеящего состава, нанесенного на соединенные листы в виде полосы по краю соединенных листов 9 Технологическая сборка для изготовления таких изделий, как платы печатных схем по п. 6 или 7, отличающаяся тем, что эластичный клеящий состав у краев листов алюминия и медной фольги, соединяющий их поверхности и ограничивающий не связанную по поверхности раздела по-существу незагрязненную центральную зону между указанными поверхностями, нанесен в виде полосы из эластичного клеящего состава по краю соединенных листов, а множество островков эластичного растворимого в воде клеящего состава иа поверхности раздела между упомянутыми поверхностями нанесены иа соединенные листы в заданных местах, отстоящи х вовн утрь от упомянутого эластичного клеящего состава, нанесенного на соединенные листы в виде полосы по краю соединенных листов. 10. Технологическая сборка для изготовления таких изделий, как платы печатных схем по пп. 3 или 8, или 9, отли чающаяся тем, что ширина полосы из эластичного клеящего состава имеет величину от 0,254 до 12,7 мм, а ее толщина соста вляет от 0,0254 до 0,0508 мм. 11 Технологическая сборка для изготовления таких изделий, как платы печатных схем по пп. 4 или 5, или 6, или 7, или 8, или 9, о тличающаяся тем, что островки из эластичного растворимого в воде клеящего состава представляют собой квадрат со стороной от 2,54 до 25,4 мм, а их толщина составляет от 0,0127 до 0,127 мм. Настоящее изобретение в целом относится к таким изделиям как платы печатных схем, а точнее к технологическим сборкам, применяемым при изготовлении плат печатных схем и других подобных изделий. В своей элементарной форме плата печатной схемы включает в себя в качестве компонента диэлектрический слой из пропитанного эпоксидной смолой плетеного стекловолокна, который известен под названием "препрег". К противоположным сторонам препрега присоединяются листы электропроводной медной фольги Затем медь, после определенного количества фотографических процессов, подвергается травлению для создания на поверхности слоя препрега электропроводных путей. Когда выполнен такой монтаж, слоистая структура часто называется сердечником или платой печатной схемы. В процессе изго то вления обычно выполняется сборка штабеля таких плат либо элементарного типа, который описан вы ше, либо с со ставными слоями. Сборка называется прессо вой укладкой, а штабель называе тся книжкой, Вся книжка нагревается и подвер гае тся воздействию да вления После о хлаждения и отверждения соединенные отдельные платы отделяются друг о т др уга и подвергаются да льнейшей обработке. В процессе изготовления важное значение имеет сохранение чистых листов медной фольги или отсутствие загрязнений на них. Это справедливо независимо от того, представляет ли собой плата печатной схемы простой сендвич с наружными слоями из медной фольги и одним слоем препрега, или она является составной платой, содержащей большое количество слоев. Одна из главных причин загрязнения заключается в наличии смоляной пыли, волокон стекловолокна, волосков, насекомых и различных видов чужеродного материапа. появляющихся на предшествующих стадиях изготовления и резки препрега, а также при его транспортировке и хранении. В процессе получения слоистой структуры, когда оказывается воздействие теплом и да влением, 27437 смоляная пыль плавится, а это приводит к появлению на поверхности меди пятен и отложений. Другая причина, имеющая отношение к этому вопросу, заключается а нахождении на поверхности медной фольги углублений и выбоин. Они могут появиться в результате наличия пятен смоляной пыли на фольге в течение нагрева и процесса образования слоистой структуры, поскольку такие пятна вызывают нада вли вание на медь. Кроме того, они могут быть следствием манипуляций с весьма тонкой фольгой. До настоящего времени не существует надежного способа исключения наличия смоляной пыли, углублений или выбоин, хотя и предпринимаются все возможные меры для устранения этой проблемы. Наличие углублений или выбоин, или нежелательного осаждения расплавленной и повторно застывшей смолы на поверхности листа обычно приводит к дефекту готового продукта вследствие хороткоэамкнутых или оборванных электропроводных путей. В готовой плате печатной схемы находится ряд параллельных проводников. Если в фольге имеется выбоина в той ее зоне, где должны быть образованы два проводника в процессе получения отображения и доводки, выбоина окажется заполненной и может вызвать короткое замыкание. И наоборот, такая выбоина может привести к размыканию цепи, если непрерывность одного из проводников нарушена. При современной технологии формируются проводники, ширина которых составляет порядка 1,27 мм (0,05 дюйма), при этом ширина промежутков ме>нду двумя проводниками обычно имеет такую же величину. В современной промышленное- ' ти имеется тенденция к выполнению проводников и промежутков между ними даже более узкими, например, шириной порядка 0,063 мм (0,0025 дюйма). Если поверхность меди несовершенна, то в результате этого в платах могут иметь место обрыв и короткое замыкание цепей, что в большинстве случаев является признаком брака. Иногда платы подвергаются переработке, но при использовании более высоких технологий переработка неприемлема и платы превраща ются в утиль. Другой причиной дефектой является манипулирование с фольгой. Когда различные слои фольги и препрега укладываются друг на друга, их совпадение друг с другом сохраняется посредством ряда тех+юлогических штифтов, которые идут вверх от те хнологической плиты. Технологическая плита представляет собой толстую стальную плиту, образующую нижнюю часть штабеля. Каждый слой, будь он медной фольгой или препрегом, либо частично законченной слоистой сердцевиной из электропроводного материала, предварительно просверпивается ипи пробивается по определенной форме с получением отверстий, при этом обычно придерживаются промышленных стандартов в о тношении места и размера Затем каждый спой вручную укладывается на технологические шти фты так, чтобы штифты проходили через предварительно просверленные отверстия. В готовом изделии одна сторона фольги представляет электропроводный пуіь. Другая сторона обычно подвергается обработке посредством процесса окисления, чтобы создать шеро хо ватую поверхность, обычно серого цветл, которая обеспечивает лучшее приклеивание к расплавленной смоле в процессе соединения Единичный вес медной фольги при современном мспопьзовании составляет "полуунцевую фольгу", а это означает, что 14,15 г (1/2 унции) меди распределены на площади в 0,093 см 2 {1 квадратный фут). При этом получается фольга, толщина которой приблизительно составляет 0,0178 мм (0,0007 дюйма). Также используется фольга в 7,07 и 3,53 г (1/4 и 1/8 унции). Оче видно, что манипулирование такой тонкой фольгой представляет собой сложную проблему. Чтобы обле гчи ть отде ление го товы х плат друг от друга, уменьшить загрязнение внешней поверхности медной фольги и сократить количество дефектов на внешней поверхности плат, предлагаются способы изготовления многослойных плат печатных схем с использованием вспомогательных промежуточных компонентов различного назначения. Так, например, в Европейской патентной заявке № 0235582 от 09.09.87, МПК4 В 30 В 15/06, Н 05 К 3/46, предлагают связанную прессованн ую сборку, состоящую из листа упругого материала, обе стороны которого покрыты наклеенной на них удаляемой пленкой. Ока может быть использована повторно при послойном формировании мно-t гослойных гибких млат. Введение такой сборки между пакетами элементов, образующи х плату, снижает в некоторой степени вероятность появления дефектов на поверхности платы из-за механических повреждений, облегчает разделение готовых плат, минимизирует статический разряд, возникающий при разделении слоев книжки. Наиболее близким к предлагаемому изобретению является сепараторная ппастина или технологическая сборка для изготовления таких изделий как платы печатных схем, описанная в патенте США 4.875.283 от 24.10.89, МПК* Н 05 К 3/36 (прототип). Эта технологическая сборка для изготовпения таких изделий как платы печатных схем имеет слоистую стр уктур у, состоящую из, по меньшей мере, одного листа медной фольги, являющегося функциональным элементом в готовых печатных плата х, и листа алюминия, являющегося удаляемым элементом. Вместо листа алюминия может быть использован лист нержавеющей стали или какого-либо иного подходящего материала. При формировании сборки "наружный" слой медной фольги располагается на листе алюминия, покрытом с обеих сторон силоксазановым полимером, рабочей или "чистой" поверхностью вниз. Его верхняя поверхность может быть подвергнута оксидированию для обеспечения лучшего сцепления с поверхностью последующего эпемента. На слое медной фольги располагается слоистая, многослойная сердцевина, включающая в себя три двойных слоя из препрега и две боковых пластины, предварительно протравленных с получением электропроводных путей на обеих поверхностях. Повер х этой вн утренней сердцевинной слоистой стр уктуры размещают др угой пист медной фольги с подвергшейся оксидированию поверхнестью, лежащей на сердцевине. Поверх его верхней ипи рабочей поверхности, размещают следующую сепараторную пластину. 27437 Верхняя поверхность верхней медной фольги и нижняя поверхность нижней медной фольги образуют наружные рабочие поверхности первой платы в штабеле. Когда плата готова, они будут подвергнуты травлению для создания электропроводных путей. Другая книжка, идентичная первой, создается лежащей на верхней поверхности второй сепараторной пластины. Такой набор может повторяться неоднократно Применение такой сборки при изготовленииплат частично решает задачи сохранения чистоты поверхности медной фольги при формировании книжки, снижения количества поверхностных дефектов, образующихся как при прессовой укладке, так и при разделении готовых плат Его использование значительно облегчает прецизионное сверление отверстий в платах Тем не менее применение такой сборки попрежнему требует при укладке книжки из плат большого внимания к удалению смоляной пыли различными способами протирки. Тем не менее неизбежно оседание определенного количества пыли на поверхности медной фольги. Кроме того, применение указанной сборки по-прежнему предполагает ручное размещение элементов плат, в том числе и слоев тонкой медной фольги, на технологических штифтах. Это может привести к появлению складок, а складки, в свою очередь, могут привести к несовершенным электропроводным путям готового продукта. Каждый раз, когда оператор собирает слои, требуемые для завершения одной платы, он должен поместить сепаратор на верхнюю часть пакета (столбика), а затем продолжить работу, укладывая на его верхнюю часть компоненты другой платы При выполнении этого процесса он должен протереть поверхности не только сепаратора, но и каждой электропроводной фольги. Другим источником дефектных плат является просачивание смолы, которое имеет место вокруг технологических штифтов. Как указывалось выше, каждый слой помещается на технологические штифты, которые обязательна должны быть несколько меньше, чем отверстия, предварительно вырезанные в медной фольге и в слоях препрега В процессе воздействия на книжку тепла и давления расплавленная смола просачивается вокруг те хнологических шти фтов и может заполнить технологические отверстия в препреге и слоях фольги. Она также может просачиваться в боковом направлении между различными слоями, в частности между смежной фольгой и сепараторными пластинами. После отверждения эта смола должна быть удалена, иначе она будет создавать материал, противодействующий процессу травления Кроме того, впоследствии она может рассеиваться на поверхности медной фольги. Просачивание смолы не только оказывает неблагоприятное воздействие на поверхность меди, она также затрудняет демонтаж плат, когда затвердевшая смола скапливается вокруг шти фтов. В этом случае удаление плат со шти фтов становится затруднительным. В основу изобретения поставлена задача создать технологическую сборку для изготовления таких изделий как платы печатных: схем, которая, за счет изменений в ее конструкции, обеспечила бы высокое качество внешней поверхности проводящей медной фольги на готовых платах за счет исключения загрязнений и дефектов на внешней поверхности многослойных плат печатных схем, изготовленных методом прессовой укладки книжек. Поставленная задача решена тем, что в технологической сборке для изготовления таких изделий как платы печатных схем, имеющая слоистую конструкцию, состоящую из, по меньшей мере, одного листа медной фольги, являющегося функциональным элементом в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом, согласно изобретению, слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к другу по поверхности раздела и являются по-существу незагрязненными, и эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у их краев и ограничивающий, по меньшей мере, одну не связанную по поверхности раздела no-существу незагрязненную центральную зону между указанными поверхностями. Вариантом такой технологической сборки является случай, когда те хнологическая сборка для изготоаления таких изделий, как платы печатных схем^ имеет слоистую конструкцию, состоит из двух листов медной фольги, являющихся функциональными элементами в готовых печатных, платах, и листа алюминия, являющегося удаляемым элементом, и, согласно изобретению, слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к др угу по поверхности раэдепа и являются no-существу незагрязненными, и эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела no-существу незагрязненные центральные зоны между указанными поверхностями. Такая конструкция обеспечивает сохранение чистоты медной фольги в течение всего процесса изготовления плат без необходимости тщательного контроля и протирки поверхности Кроме того , такая конструкцияобеспечивае т возможность манипулирования тонкой медной фольгой типа папиросной бумаги, связанной с более жестким алюминиевым листом. Это значительно облегчает процесс манипулирования и одновременно исключает возможность появления дефектов фольги за счет появления морщин и складок. Целесообразно, чтобы эластичный клеящий состав, соединяющий прилегающие друг к другу поверхности листов алюминия и медной фольги у их краев и ограничивающий не связанную по поверхности раздела незагрязненную центральную зону между указанными поверхностями, был нанесен в виде полосы по краю соединенных листов. Полоса клеящего состава в такой конструкции отделяет указанную незагрязненную центральную зону от внешней среды, способствуя сохранению чистоты поверхности медной фольги. Поставленная задача решается также тем, что в др угом варианте те хноло гической сборки для изготовления таких изделий как платы печатных схем, имеющей слоистую констр укцию, сое 27437 тоящую из по меньшей мере одного листа медной фольги, являющегося функциональным элементом в го товы х печа тны х плата х, и листа алюминия, являющегося удаляемым элементом, согласно изобретению, слоистая конструкция содержит поверхности листов алюминия и медной фольги, которые прилегают друг к др угу по поверхности раздела и являются no-существу незагрязненными, и, по меньшей мере один островок эластичного растворимого а воде клеящего состава на поверхности раздела между упомянутыми поверхностями в заданном месте, отстоя щем вовн утрь от края соединенных листов. Один из вариантов такой сборки имеет слоистую конструкцию, состоящую из двух листов медной фольги, являющи хся функциональными элементами в готовых печатных платах, и листа алюминия, являющегося удаляемым элементом, причем слоистая конструкция содержит поверхности листов алюминия и.медной фольги, которые прилегают друг к другу по поверхности раздела и являются по-существу незагрязненными, и по меньшей мере один островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями в заданном месте, отстоящем вовнутрь от края соединенных листов. При таком решении наличие островков клеящего состава в местах сверлений под технологические штифты препятствуе т просачиванию жидкой смолы вокруг те хнологических шти фтов в зазоры между элементами печатных плат, чего не удавалось исключить при использовании сборок согласно предшествующему уровню техники. Еще в одном варианте изобретения поставленная задача решена тем, что в те хнологической сборке для изготовления таких изделий, как платы печатных схем, имеющей слоистую конструкцию, состоящую из по меньшей мере одного листа медной фольги, являющегося функциональным элементом в готовых печатных плата х, и листа алюминия, являющегося удаляемым элементом, согласно изобретению, слоистая конструкция содержит повер хно сти ли стов алюминия и медной фольги , которые прилегают др уг к др угу по поверхности раздела и являются по-существу незагрязненными, эластичный клеящий состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий не связанную по поверхности раздела по-существу незагрязненную центральную зону между указанными поверхностями, и по меньшей мере один островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные листы в заданном месте, отстоящем вовн утрь от края соединенных листов. Одним из вариантов такой конструкции является технологическая сборка для изготовления таких изделий, как платы печатных схем, имеющая слоистую констр укцию, состоящую из двух листов медной фольги, являющихся функциональными элементами в готовы х печатных плата х, и листа алюминия, являющегося удаляемым элементом, а которой, согласно изобретению, слоистая конструкция содержит обе поверхности листа алюминия и одну поверхность каждого листа мед ной фольги, которые прилегают друг к другу по поверхности раздела и являются по-существу незагрязненными, эластичный клеящий" состав, соединяющий упомянутые прилегающие друг к другу поверхности у и х краев и ограничивающий две не связанные по поверхности раздела по-существу незагрязнённые центральные зоны между указанными поверхностями, и по меньшей мере один островок эластичного растворимого в воде клеящего состава на каждой поверхности раздела между упомянутыми поверхностями, нанесенный на соединенные листы в заданном месте, отстоящем вовнутрь от края соединенных листов. Предпочтительно в этом случае, чтобы эластичный клеящий состав у краев листов алюминия и медной фольги, соединяющий их повер хности и ограничивающий не связанную по поверхности раздела по-существу незагрязненную центральную зону между указанными поверхностями, был нанесен в виде полосы из эластичного клеящего состава по краю соединенных листов, а островок эластичного растворимого в воде клеящего состава на поверхности раздела между упомянутыми поверхностями был нанесен на соединенные листы в заданном месте, отстоящем вовнутрь от упомянутого эластичного клеящего состава, нанесенного на сое диненные листы в ви де поло сы по краю соединенных листов. Такая конструкция обеспечивает одновременно защиту центральной зоны от загрязнения и защиту от просачивания смолы вокруг те хнологических шти фто в, проходящи х через участки, покрытые островками клеящего состава. Предпочтительно, чтобы эластичный клеящий состав у краев листо в алюминия и медной фольги, соединяющий и х поверхности и ограничивающий не связанную по поверхности раздела посуществу незагрязненную центральную зону между указанными поверхностями, был нанесен в виде полосы из эластичного клеящего состава по краю соединенных листов, а множество островков эластичного растворимого в воде клеящего состава на повер хности раздела между упомянутыми поверхностями были нанесены на соединенные листы в заданных места х, о тстоя щих вовн утрь от упомянутого эластичного клеящего состава, нанесенного на соединенные листы в виде полосы по краю соединенных листов. Такая конструкция, в сравнении с предыдущей, дает возможность размещения на большом количестве технологических шти фтов без просачивания смолы, что обеспечивае т высок ую точность сборки многослойных печатных схем. Предпочтитепьно, чтобы ширина полосы из эластичного клеящего состава имела величину о т 0,254 до 12,7 мм, а ее толщина соста вляла о т 0,0254 до 0,0508 мм. Предпочтительно, чтобы островки из эластичного, растворимого в воде клеящего соста ва представляли собой квадрат со стороной от 2,54 до 25,4 мм, а их толщина составляла от 0,0127 до 0,127 мм. Указанные размеры, как показала производственная практика, являются оптимальными. выше указанные и другие отличи тельные признаки настоящего изобретения, включая различные новые детали конструкции и сочетания де 27437 талей, ниже описаны более подробно со ссылками на прилагаемые чертежи и указываются в формуле изобретения. Следует иметь ввиду, что конкретная технологическая сборка для изготовления таких изделий как платы печатных схем и составляющая изобретение, представлена только 8 качестве иллюстрации, а не как ограничение изобретения. Принципы и отличительные признаки этого изобретения могут быть использованы в многочисленных вариантах его осуществления без отклонения от объема изобретения. На фиг, 1 схематически представлено поперечное сечение технологической сборки для изготовления таких изделий как платы печатных схем согласно настоящему изобретению. На фиг. 2 представлен другой вариант технологической сборки для изготовления таких изделий как платы печатных схем согласно настоящему изобретению. На фиг. 3 представлен схематический вид сверху сборки, изготовленной в соответствии с любым из двух вариантов осуществления изобретения согласно фиг. 1 или фиг. 2. На фиг. 4 представлен увеличенный вид островка клеящего соста ва с образованными в нем отверстием под технологический штифт. На фиг. 5 представлена схема сборки двух плат печатных схем, изготавливаемых с применением сборок согласно изобретению. Предметом настоящего изобретения является показанная на фиг. 1 слоистая сборка 1 (она также известна как САС - сокращение слов медь-алюминий-медь (Cu-Al-Cu)). Она содержит основу А из алюминия товарного сорта. Алюминий считается удовлетворительным, если его толщина составляет 0,254-0,381 мм {от 0,01 до 0,0)5 дюйма), хотя в зависимости от целевого назначения толщина алюминия может составлять 0,0254-3,25 мм (от 0,001 до 0,125 дюйма). На его верхней поверхности располагается лист медной фольги С, которая при этой толщине алюминия будет содержать 14,15 г (1/2 унции) меди. Это означает, что 14,15 г (1/2 унции меди) приходится на 0,093 см 2 (квадратный фут) фольги. В случае равномерного распределения ее толщина примерно будет составлять 0,0178 мм (0,0007 дюйма). Вообще говоря, в настоящее время эта величина представляет промышленный стандарт для плат печатных схем. Хотя в настоящее время предпочтительным материалом для основания является алюминий, могут быть использованы и другие металлы, такие как нержавеющая сталь или никелевые сплавы. В некоторых случаях, например для кредитных карточек из слоистого пластика, может быть использован полипропилен. Наружная поверхность Со меди, представленная на фиг. 1 в качестве верхней поверхности, подвергается предварительному оксидированию и часто имеет серый цвет в зависимости от применяемого процесса окисления, хотя могут быть получены и другие цвета, что зависит от проводимого процесса. Это делается для того, чтобы обеспечить более легкое приклеивание к препрегу, к которому она будет подсоединена в процессе изготовления платы. Внутренняя поверхности меди Сі очищена, загрязнения на ней отсутствуют и она часто называется "нетронутой" (девственной). Эта поверхность в готовой плате образует функциональный элемент и будет подвергнута травлению для создания желаемой конфигурации проводников цепи. Поверхность А, алюминиевого листа А, которая соприкасается с поверхностью С І , ПО существу также не загрязнена На нижней поверхности алюминиевого листа А находится второй лист медной фольги С. также имеющий наружную, подвергаемую оксидированию поверхность С о и "нетронутую*1 или незагрязненную внутреннюю поверхность С, при этом нижняя сопрягаемая поверхность алюминиевого листа А также чиста и не содержит загрязнений, насколько это возможно. Как видно на фиг. 2, на алюминиевом листе А основания имеется один лист медной фольги С, причем он такой же, как и в варианте осуществления согласно фиг. 1. Этот вариант осуществления изобретения может быть применен в зависимости от замысла изготовителей плат печатных схем и от требований в отношении законченной схемы. Медный слой С будет образовывать функциональный элемент готовой платы печатной схемы, а алюминий А будет обеспечивать удаляемый элемент. Если теперь обратиться к фиг. 3, то слоистая сборка САС (Cu-Al-Cu) показана с подвергнутой оксидированию вер хней повер хно стью Со слоя медной фольги, обращенного вверх и отслоенного в обратную сторону с одного угла. Один лист медной фольги , применяемый в настоящее время при изготовлении плат печа тны х схем, имеет стандартный размер 30,4x30 ,4 мм (12x12 дюймов), в то время как размер другого соста вляет 456x620 мм (18x24 дюйма), хо тя используются и большие листы размером 1220x1830 мм (48x72 дюйма). Ленты размером 915x1220 мм (36x48 дюймов) могут бы ть разрезаны на четыре отдельны х ли ста размером 456x620 мм (18 x24 . дюйма). Часто также испопьзуются промежуточные размеры. Сборка 1 - САС (Cu-Al-Cu), показанная на фиг. 3, включает в себя слой основания из алюминия А товарного сорта, который представлен как слой толщиной от 0,254-0,381 мм (0,010 до 0,015 дюйма). Поверх основания уложен лист медной фольги, который в представленном примере содержит 14,15 г (1/2 унцевую) медь, то есть его толщина приб лизите льно соста вляе т 0,0178 мм {0,0007 дюйма). Отслоенный угол демонстрирует внутренние или "нетронутые" поверхности соответственно как меди С,, так и алюминия Aj. Полоса из гибкого клеящего состава 2 проходит по периферии сборки САС (Cu-Al-Cu) вблизи от границы или у границы листа и соединяет незагрязненные поверхности С, и АІ меди и алюминия друг с другом у их границ. Поскольку контактные поверхности "нетронуты" или по крайней мере обладают возможной физической чистотой, граница 2 создает фактически незагрязненную центральную зону CZ вовнутрь от краев листов. У поверхности раздела соединение центральной зоны отсутствует. Полоса 2 из гибкого клеящего состава располагается в зоне нанесения этого состава, определяемой пунктирной линией 3 и краем сборки САС (Cu-Al-Cu). Ширина зоны может соста вля ть 27437 примерно 2,54-25,4 мм (от 0,1 до 1,0 дюйма) в зависимости от требований, предъявляемых к конечному изделию, и о т размера используемых листов меди и алюминия Лента или полоса клеящего состава счи тается удовлетворительной, если ее ширина составляет приблизительно 1,522,28 мм (от 0,06 до 0,09 дюйма), хотя она может составлять примерно от 2,54-12,7 мм (0,1 до 0,5 дюйма) в зависимости от наслаиваемых листов, а ее толщина приблизи тельно со ставляет 0,254 1,27 мм (or 0,001 до 0,005 дюйма), при этом удовлетвори тельной считается толщина 0,254-0,508 мм (от 0,001 до 0,002 дюйма). Центральная зона CZ определяется граничной линией 4, отстоящей вовнутрь от линии 3 зоны нанесения клеящего вещества. При этом готовая плата печатной схемы будет содержать зону CZ, а полоса 5 лежит наружу от граничной линии 4 центральной зоны и внутрь от линии 3 зоны нанесения клеящего ве щества Эта полоса часто используется для изготовления испытательных частей небольших пластин в целях контроля качества. После того как штабель плат печатных схем (до 10 штук) собран и соединен посредством нагревания под давлением, после отверждения пластины будут обрезаны по размеру до внутреннего предела зоны нанесения клеящего вещества, обозначенной здесь цифрой 3. Таким образом, полоса 2 гибкого клеящего состава уплотняет слой меди и апюминия до и в течение процесса изготовления, препятствуя внедрению препрега и других загрязнителей, которыми могут быть частицы, на ходя щиеся в воздухе , отпечатки пальцев, жировые пятна и т.п. Хотя конфигурация САС (Cu-Al-Cu) описана применительно к одному листу меди С, лежащему на алюминиевом основании А, изобретение в равной степени применимо и к вариантам осуществления, показанным на фиг. 1 и 2 То есть, медная фольга может быть прикреплена к обеим противоположным сторонам алюминиевого основания А. В готовом изделии обе медные фольги образуют функциональные элементы отдельных плат печатных схем, а одно алюминиевое основание образует удаляемый элемент. В конфигурации согласно фиг. 1 одна поверхность каждой медной фольги С и обе поверхности алюминиевого основания А по существу "нетронуты" и на них отсутствует загрязнение. Полоса гибкого клеящего состава 2 (фиг. 3) соединяет каждую незагрязненную поверхность С, медных листов С с противоположными незагрязненными поверхностями А, алюминиевого основания А по их границам и таким образом определяет две фактически незагрязненные центральные зоны вовнутрь от кромок листов на противоположных сторонах алюминиевого основания А Хотя изобретение описано применительно к изготовлению плат печатных схем, оно также может быть использовано специалистами, которые изготавливают базовые слоистые структуры, как более ранняя стадия выполнения 1 готового изделия. Кроме того, принципы настоящего изобретения могут быть применены при изготовлении кредитны х кар точек, которое требуе т обеспе чения высокой степени чистоты. В данном случае основанием мог бы быть алюминий, а эквивалентом "фольги" может быть пластик Также могут применяться и другие основания Как видно из фиг. 3, имеется четыре OL ровка 6 из гибкого, растворимого в воде клеяще го состава, соединяющего одну незагрязненную повер хность листов в заранее определенных местах Островки отстоят вовн утрь от края соединенных листов Островки 6 располагаются внутрь от зоны нанесения клеящего состава, определяемой линией 3 Таким образ ом, она распо ла гае тся внутрь от полосы 2 клеящего состава и наружу от границы 4, отделяющей центральную зону CZ о т испытательной части полосы. В представленном варианте осуществления изобретения островки 6 располагаются вблизи от вер хней части до нижней и от одной стороны до другой Эти островки или точки, как они также называются, представлены имеющими .квадратную конфигурацию, однако им может быть придана и другая приемлемая конфигурация. Их точное расположение относительно листов определяется расположением технологических штифтов. Для технологических шти фтов среднего размера выполняются островки 6 в виде квадрата со стороной приблизительно в 10 мм (0,4 дюйма). Они также могут быть выполнены в виде квадрата со стороной о т 2,54 мм (0,1 дюйма) до порядка 25,4 мм (1 дюйма) в за висимости о т р азмеров плат и диаметра иггифто в. Толщина клеящего вещества составляет примерно 0,0127-0,127 мм (от 0,0005 до 0,005 дюйма) Удовлетворительной считае тся толщина 0,0254-0 ,0508 мм (от 0,001 до 0002 дюйма). Островки могут располагаться вне центра с тем, чтобы они совпадали с конфигурацией технологических шти фтов в конкретной прессованной структуре, для которой изготавливаются технологические сборки Технологические сборки САС (Cu-Al-Cu) пробиваются или просверливаются через островки для их приспосабливания к технологическим штифтам прессованной структуры. Как видно на фиг. 4, листы С АС (Cu-AI-Cu) пробиваются, просверливаются или подвергаются механической обработке. Отверстие 7 имеет удлиненную форму и приспособлено под технологические шти фты , форма отверстий определяется формой технологических шти фтов Минимальный осевой размер m каждого удлиненного отверстия будет несколько больше диаметра технологического штифта, в то время как большая ось М буде т обеспечивать возможность смещения пальцев в направлении этой большой оси. В соответствующи х островках 6, наиболее близко расположенных к краю, большие оси проходят под прямыми углами к краям листов, а меньшие оси будут прохо дить параллельно краям На фи г. 5 представлена укла дка из двух плат печатных схем, собираемых с использованием новой сборки 1, которая составляет предмет -данного изобретения. Две многослойные сердцевины, в целом называемые элементом 8, включающие в себя три двойных слоя 9 из препрега и две боковых пластины 10, предварительно протравленных с получением электропроводных путей 11 на обеих повер хностя х, сендви чеобразно рас 27437 полагаются между тремя листами новой слоистой сборки 1 - САС (Си AI Си) В данном случае нет листов из алюминия или нержавеющей стали со съемной бумагой, которые описаны в предшествующем уровне техники, но полученные платы будут идентичны платам согласно предшествующему уровню техники Слои фольги 12 и 13, показанные на фиг 5, будут образовывать соответственно нижний и верхний слои двух дополнительных плат печатных схем в кйижке непосредственно выше и ниже тех, которые показаны на фиг 1 Остальные платы для ясности не показаны В данном случае в штабеле или книжке в общей сложности находится до десяти шестислойных плат печатных схем, которые соЬираются и одновременно отвер гаются Когда листы укладываются для формирования книжки, возможно содержащей до десяти плат печатных схем, давление, прилагаемое к книжке, заставляет расплавленный препрег течь вокруг технологических штифтов и в продольном направлении по отношению к их оси Этот поток проходит сквозь выполненный с отверстиями штабель из плат и отклоняясь течет внутрь вдоль медных поверхностей Это обстоятельство может не только вызывать загрязнение, но и привести к отделению листов, поэтому представляет собой серьезный источник выбраковки Кэзначение островков клеящего состава заключается в уплотнении чистой поверхности раздела между медью С , и а люминием At для лре-, дотвращения просачивания расплавленного препрега в те чение про цесса на гре ва и сцеплен ия Поскольку технологические отверстия пробиваются в зоне островков 6, наличие клеящего состава препятствует течению препрега в боковом направлении к поверхности раздела меди С и алюминия А, следовательно эта проблема снимается После то го как книжка из плат печатны х схем образована путем наслаивания, отверждена и охлаждена, платы легко могут быть отделены Конфигурация согласно фиг 5 будет разделена на 2 готовых платы с тремя алюминиевыми слоями А описанных сборок САС (Cu-AI-Cu) Самая верхняя медная фольга обозначенная позицией 12, будет служить нижней внешней поверхностью платы (не показана), а самая нижняя медная фольга 13 будет служить верхним наружным слоем другой пла ты (не показана) Разделение происходит между "нетронутой" или незагрязненной поверхностью С меди и незагрязненной поверхностью А, алюминиевого основания которые видны на фиг 1 и 2 Если обратиться к фиг 5. то разделение будет происходить вдоль "чистой" поверхности С, самой верхней слоистой сборки 1 - САС (Cu-AI-Cu) В любом случае алюминий А будет отделяться от меди С в каждом из трех САС (Cu-AI-Cu) сборок, представленных нз фиг 5, с медью С, связанной с конкретной сердцевиной 8 посредством препрега, и алюминием, удаляемым и используемым при повторных циклах или применяемым для других целей Поскольку хрупкая, тонкая медная фольга С посредством клеящего состава была прикреплена к алюминиевому основанию А, САС (Cu-Ai-Cu) сборка 1 становится жестче и ею легче манипулировать, что приводит к уменьшению бракованных изделий, получаемых из-за повреждения медной фольги Использование приклеенного основания А независимо от того, из какого материала оно изготовлено, делает цель потребителя (изготовителя), заключающуюся в использовании болев тонкой фольги и в конечном счете в автоматизации процесса, более реалистичной, поскольку у фольги при использовании настоящего изобретения имеется требуемая физическая опора Из-за наличия полосы клеящего состава 2 (фиг 3), который первоначально-крепит медный и алюминиевый слой друг к другу, препреговая пыль и другие загрязнители не могут достичь зоны CZ до и в течение процесса изготовления Поскольку технологические штифты проходят через островки 6 из клеящего состава, препрег не может просачиваться к поверхности раздела между алюминиевым и медным слоями После этого растворимый в воде клеящий состав, используемый для формирования островков 6, смывается путем примэнения стандартного процесса очистки соединенных плат и платы обрезаются до требуемого размера, при этом алюминиевое основание не становится частью готовой платы, а может быть удалено или использовано в повторном цикле Таким образом, все цели этого изобретения достигаются путем использования сборки САС (Cu-AI-Cu) .Со Фиг. 1 Фиг. 2 27437 Фиг. 3 27437 Фиг. 4 г t 12 \ v \\\\v\ \\ v\_\ і CAC 8 і-, -.і, \\\\\\\\\\\ч ' • ' • •CAC • ' 1 99 і 8 10 10 CAC 1 1 1 — 1 1 ч^ч \ 4 \ \\ \ \ \ \ \ \ \ \ \ \ \s 111 r r 13 Фиг. 5 Тираж 50 екэ. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (031 22 )3- 72- 89 (0 312 2) 2-5 7-0 3 10 9
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing assembly to produce such products as printed circuit boards (versions)
Автори англійськоюJohnston James A.
Назва патенту російськоюТехнологическая сборка для изготовления таких изделий, как платы печатных схем (варианты)
Автори російськоюДжонстон Джеймс А.
МПК / Мітки
МПК: H05K 3/46
Мітки: плати, технологічна, збірка, друкованих, виробів,як, виготовлення, схем(варіанти, таких
Код посилання
<a href="https://ua.patents.su/18-27437-tekhnologichna-zbirka-dlya-vigotovlennya-takikh-virobivyak-plati-drukovanikh-skhemvarianti.html" target="_blank" rel="follow" title="База патентів України">Технологічна збірка для виготовлення таких виробів,як плати друкованих схем(варіанти)</a>
Спосіб утилізації електричних батарей, друкованих плат з радіодеталями і елементами електронних схем
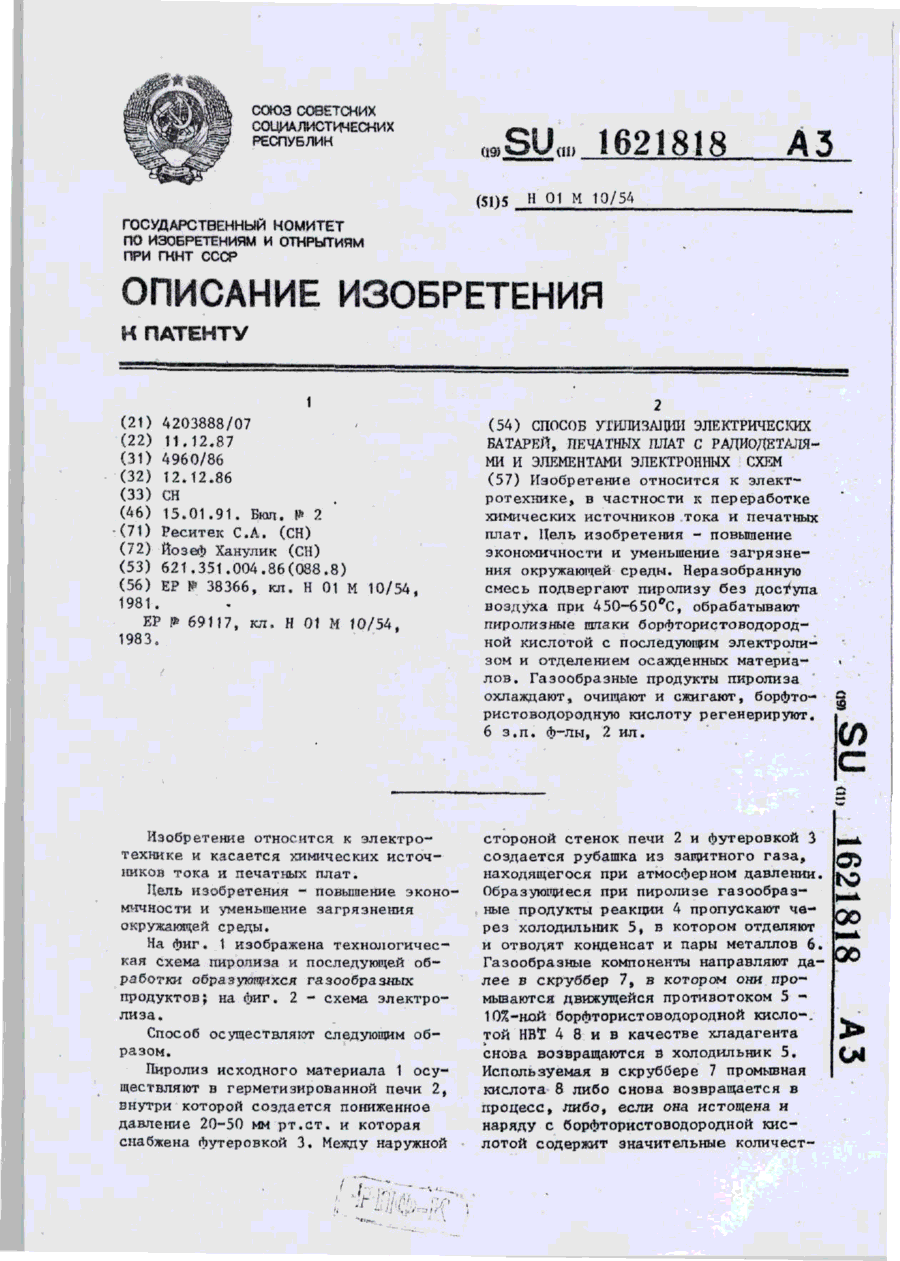
Номер патенту: 2208
Опубліковано: 26.12.1994
Автор: Йозеф Ханулік
МПК: H01M 10/54
Мітки: електронних, електричних, елементами, плат, батарей, схем, друкованих, спосіб, радіодеталями, утилізації
Формула / Реферат:
1. Способ утилизации адектрических батарей, печатных плат с радиодеталями и аяементами электронных схем путем пиролиза неразобранной смеси без доступа воздуха при 450—650 0С, обработки пиролизных шлаков киоютой, фильтрации суспензии, апекіролиза, извлечения и отделения осажденных на электродах металлов, отличающийся тем, что, с целью повышения экономичности и уменьшения загрязнения окружающей среды» в качестве кислоты для обработки шлаков...
Спосіб виготовлення багатошарової плати з печатним монтажем
Номер патенту: 26643
Опубліковано: 11.10.1999
Автори: Мідделман Ерік, Зуурінг Пітер
МПК: H05K 3/46
Мітки: багатошарової, печатним, монтажем, виготовлення, спосіб, плати
Формула / Реферат:
1. Способ изготовления многослойной платы с печатным монтажом, состоящий в соединении путем наслаивания под давлением по меньшей мере одной основной подложки с твердой сердцевиной и проводящими дорожками и пустотами между дорожками по меньшей мере на одной стороне и по меньшей мере одной промежуточной подложки с твердой сердцевиной, в котором соединение осуществляют с применением слоя адгезива между двумя указанными подложками, отличающийся...
Спосіб виготовлення гібридних інтегральних схем
Номер патенту: 15581
Опубліковано: 30.06.1997
Автори: Сазонець Володимир Іванович, Каплунов Сергій Геннадійович
МПК: H05K 3/32
Мітки: схем, спосіб, інтегральних, виготовлення, гібридних
Формула / Реферат:
(57) Способ изготовления гибридных интегральных схем, включающий формирование проводящего рисунка с контактными площадками на диэлектрической подложке и нанесение гальванического покрытия на элементы рисунка с последующей пайкой или сваркой навесных радиоэлементов к контактным площадкам, отличающийся тем, что после нанесения гальванического покрытия проводящий рисунок подвергают обработке ионами газов с энергией 0,1-5,0 кэВ в течение 3-12...
Пристрій для установки на друковані плати радіоелементів, переважно мікросхем
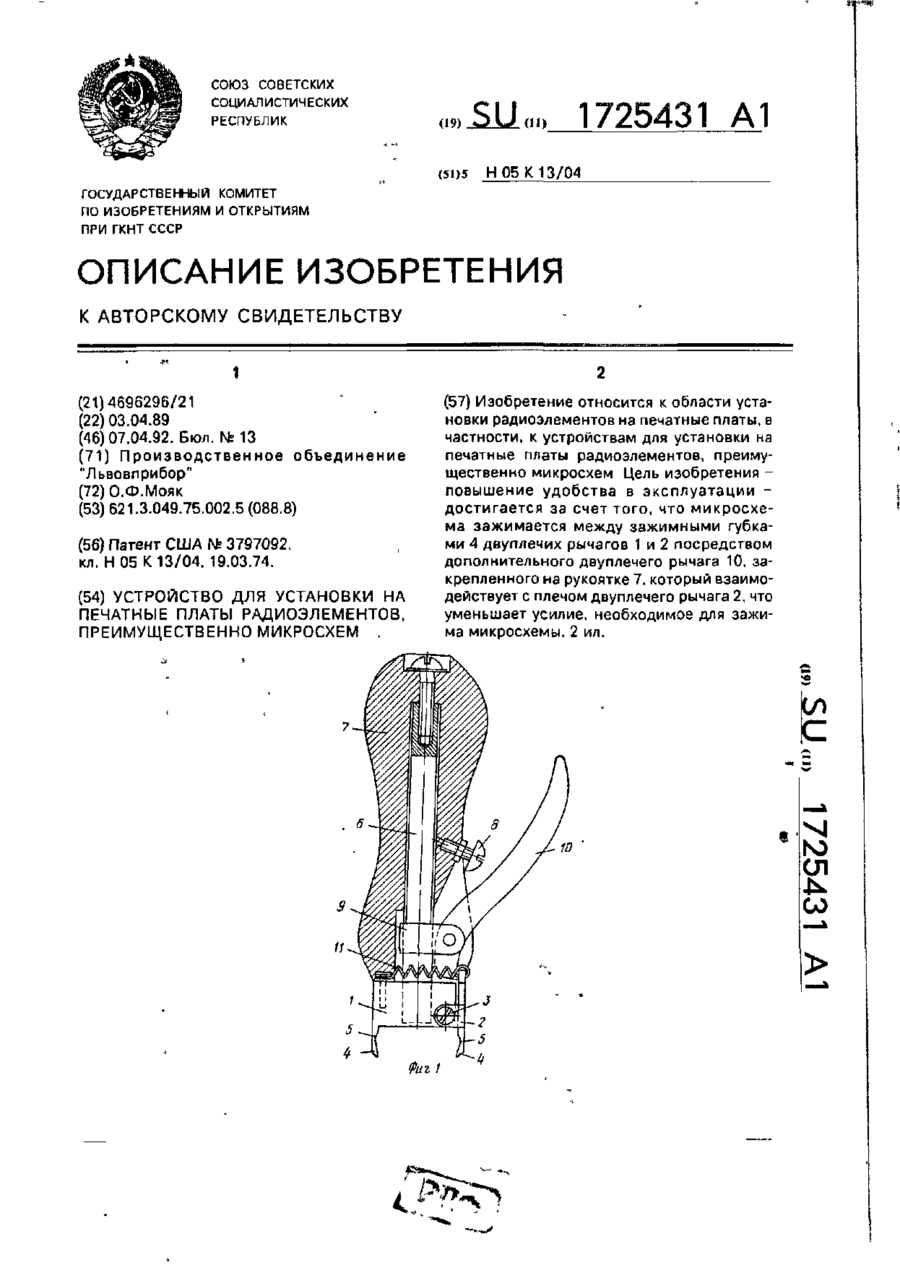
Номер патенту: 4533
Опубліковано: 28.12.1994
Автор: Мояк Олег Федорович
МПК: H05K 13/04
Мітки: переважно, установки, пристрій, плати, мікросхем, друковані, радіоелементів
Формула / Реферат:
Устройство для установки на печатные платы радиоэлементов, преимущественно микросхем, содержащее два шарнирно соединенных двупле-чих рычага, свободный конец одного из плеч каждого из рычагов выполнен в виде зажимной губки, а другие плечи рычагов подпружинены, при этом одно из подпружиненных плеч рычагов выполнено в виде рукоятки, на которой установлен регулировочный винт, отличающееся тем, что, с целью повышения удобства в эксплуатации,...
Електроліт міднення друкованих плат
Номер патенту: 18599
Опубліковано: 25.12.1997
Автори: Житник Валентина Павлівна, Трофіменко Віталій Володимирович, Говорова Олена Михайлівна, Рудь Свєтлана Васільєвна, Лошкарьов Юрій Михайлович, Походенко Олег Володимирович
МПК: C25D 3/38
Мітки: плат, міднення, друкованих, електроліт
Формула / Реферат:
Электролит меднения печатных плат, содержащий сульфат меди, серную кислоту, хлорид натрия, полиэтиленгликоль и ди(натриевую соль 2-окси-пропансульфоновой кислоты) дитиоацеталь формальдегида, отличающийся тем, что он дополнительно содержит краситель, выбранный из группы, включающий цианол голубой 4" 3", нигрозин водорастворимый и метиловый фиолетовый, при следующем соотношении компонентов, г/л:
Попередній патент: Поляризатор, спосіб зміни потоку випромінювання за допомогою поляризатора та спосіб виготовлення грат поляризатора
Наступний патент: Спосіб підвищення урожайності рослин роду solanum
Випадковий патент: Пластикова тара для зберігання плодоовочевої продукції